






Idiomas
Páginas
Jurídico

OPTIMIZACION DEL FRESADO
Elección de la fresa y condiciones de corte óptimas
Previo análisis del efecto de algunas de las variables del proceso
Geometría del corteTipo de fresado
Tipo de fresaÁngulos de la misma
Formación y capacidad de evacuación de la viruta
Posicionamiento fresa -pieza y otros factores
Requerimientos de caudal de viruta y calidad superficial
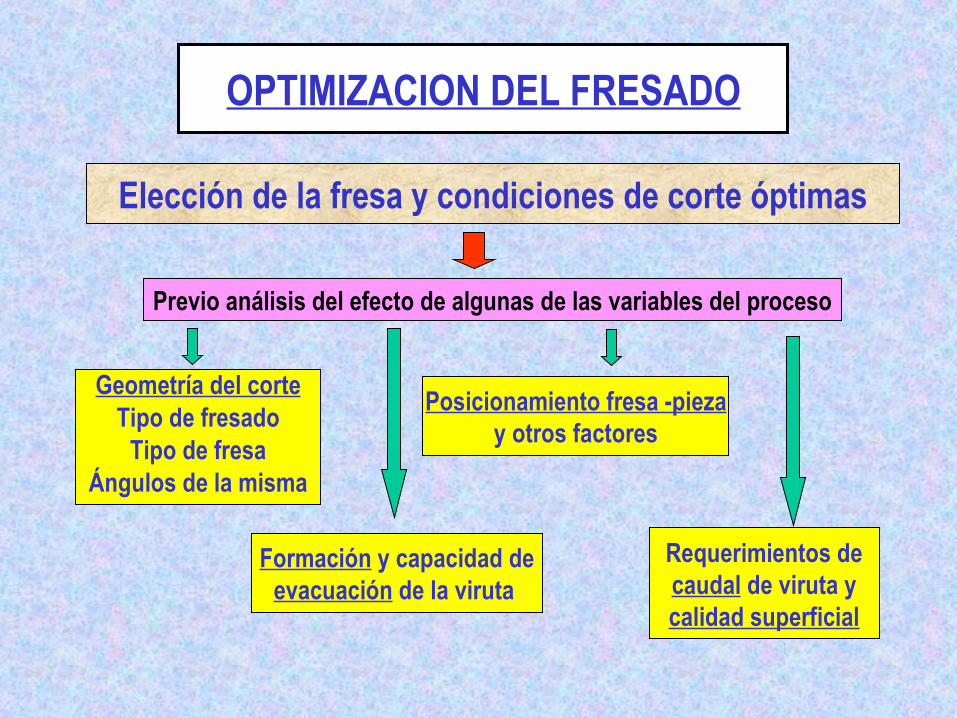
Algunos parámetros de fresado
min)/(1000
mnDV ⋅⋅= π
U = pr . pa . a´ (mm3/min)
min)/(´ mmaznana z⋅⋅=⋅=
)(mmzDu ⋅= π
Velocidad de corte
Caudal de viruta removida
Avance por minuto
Avance por plaquita o filo
Paso entre plaquitas
Angulo de colocación de la fresa: ϕ
)/(´ plaquitavueltammza
znaaz =⋅
=
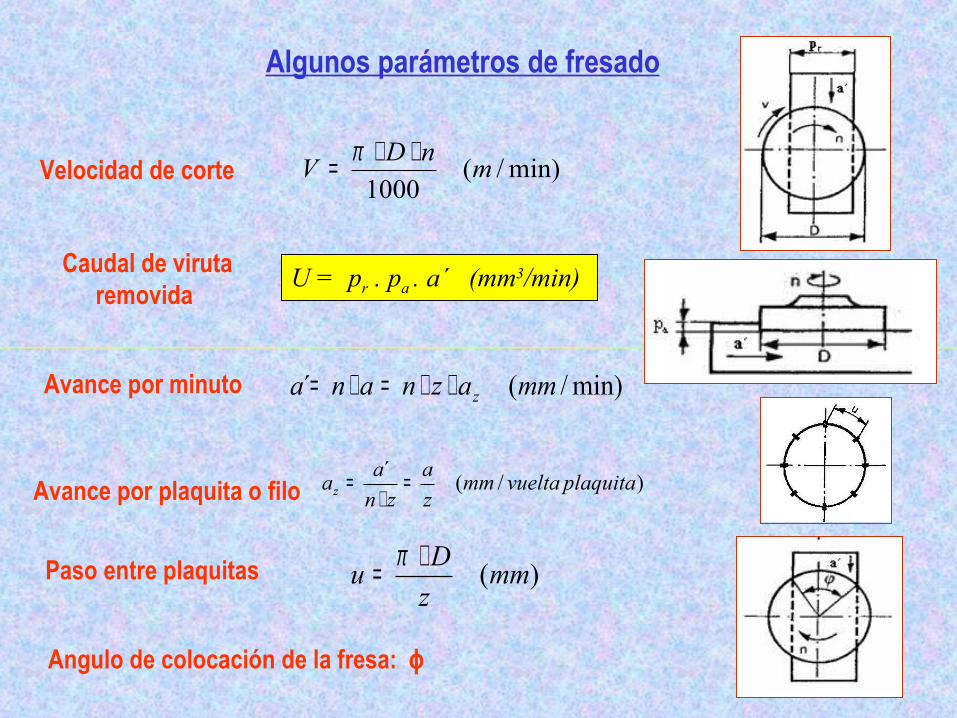
Geometría del Corte
Fresado plano periférico o tangencial: Fresa tangencial
Fresado plano frontal: Fresa frontal
Tipo de fresado - Fresa
αa
ataque α: Se mide s/ plano ⊥ a arista de corteataque radial αr: Se mide s/ plano ⊥al eje de fresaataque axial αa: Se mide s/ plano // al eje de fresaincidencia γ: Idem anterior. No se muestrainclinación λ: Se mide s/ plano // a arista de corte. Evac.virutaposición κ: del filo principal. Afecta espesor de viruta y dir. de Fza. de corte
ANGULOSataque α: > α, < fza y pot, mat. blandosincidencia γ: > γ, < roce y vibrac., mat. blandoscuña β: > β, > rigidez, filo redondeado o doble faceta inclinación λ: λ ≠ 0, corte suave, Fza. axial
(λ=0)

Fresa frontal- Angulo κ
Fresa de “planear escuadrar”: κ=90º
• El avance no debe superar un cierto valor ⇒ esp. de viruta• La viruta puede atascarse• Fza. Radial > Fza. Axial: > vibrac., requiere > rigidez de husillo• Puntas de plaquita mas agudas y débiles.
• La prof. de corte pa puede ⇑ con < κ • Faxial / Fradial ⇑ con < κ (favor. c/ pieza o sist. de sujeción estables)• < κ, < Fza. de corte, > potencia específica
Fresa de planear : κ= 45 , 60 y 75º (mas comunes)
Recomendaciones: κ = 45º: En alesadoras (árboles porta fresas largos) κ = 90º: Operaciones de planear escuadrar κ = 60 y 75º: Operaciones no especificadas
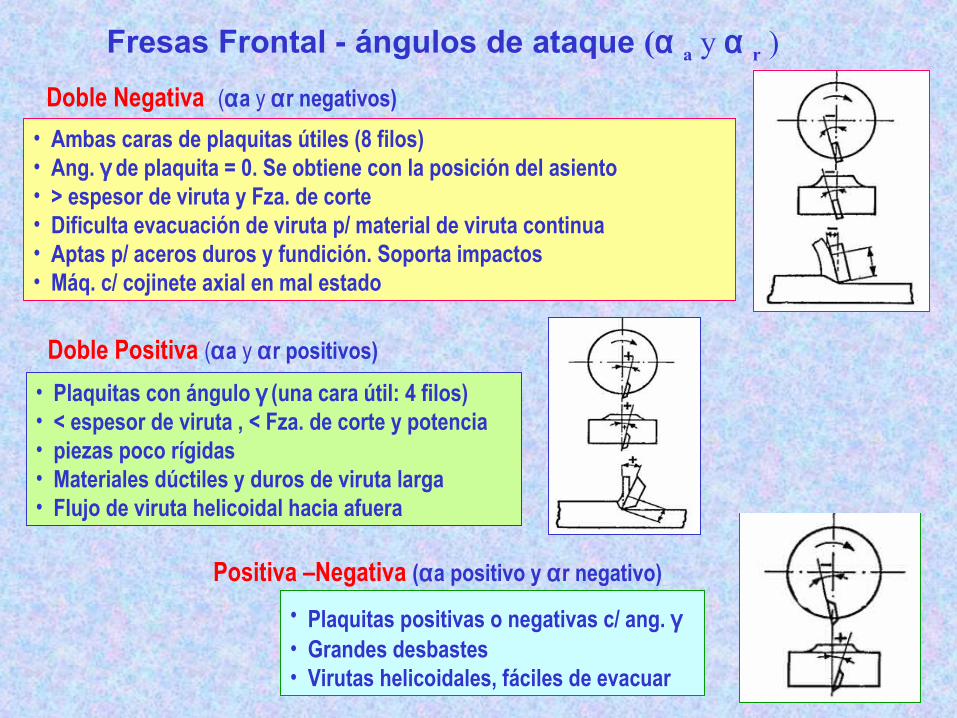
Doble Negativa (αa y αr negativos) Fresas Frontal - ángulos de ataque (α a y α r )
Positiva –Negativa (αa positivo y αr negativo)
Doble Positiva (αa y αr positivos)
• Ambas caras de plaquitas útiles (8 filos)• Ang. γ de plaquita = 0. Se obtiene con la posición del asiento• > espesor de viruta y Fza. de corte• Dificulta evacuación de viruta p/ material de viruta continua• Aptas p/ aceros duros y fundición. Soporta impactos• Máq. c/ cojinete axial en mal estado
• Plaquitas con ángulo γ (una cara útil: 4 filos)• < espesor de viruta , < Fza. de corte y potencia• piezas poco rígidas • Materiales dúctiles y duros de viruta larga• Flujo de viruta helicoidal hacia afuera
• Plaquitas positivas o negativas c/ ang. γ • Grandes desbastes • Virutas helicoidales, fáciles de evacuar

Formación y capacidad de evacuación de la viruta
Fresas de planear con geometría de corte positiva (αa positivo) • Produce virutas helicoidales que fluyen hacia afuera de su alojamiento. • Alojamientos de virutas relativamente pequeños• Es posible utilizar mayor número de plaquitas y mayor caudal de viruta.
Fresas de corte tangencial o de planear con geometría negativa • Las virutas no salen del alojamiento (y la plaquita terminó de cortar) • Alojamientos de la viruta acorde al tamaño de la viruta• Paso entre plaquitas relativamente grande• Para grandes piezas c/ fresas de planear • Gran espesor de viruta c/ fresa tangencial
(αa negativo)
Capacidad de corte (pa)= Diámetro de fresa y ancho de corte≠ Geometría≠ número de filos
pa
mm
a´
pa
mm
a´
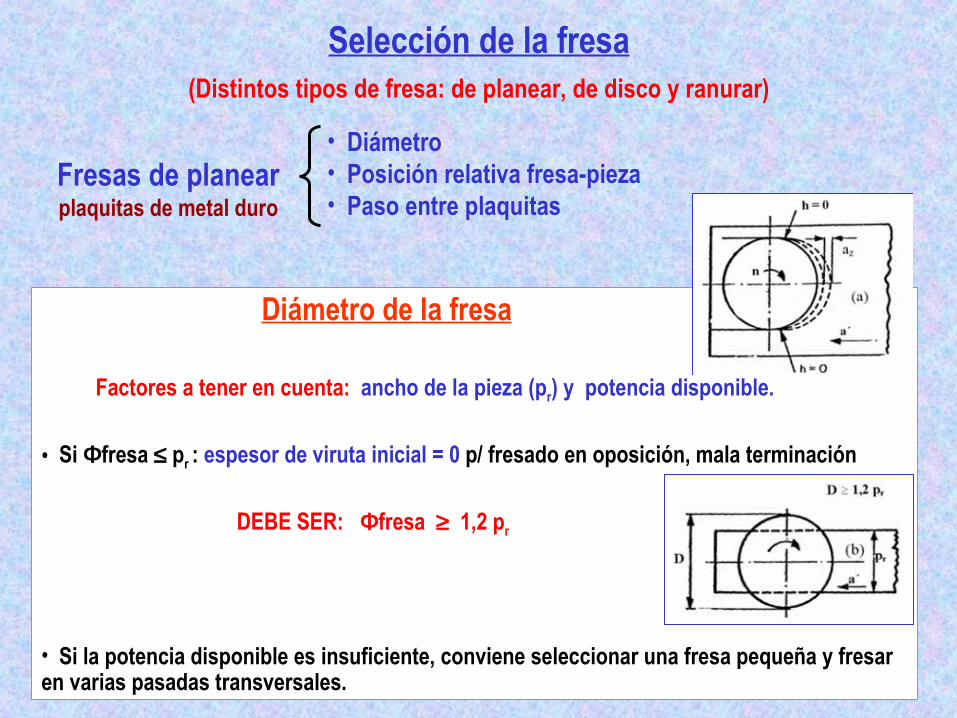
Selección de la fresa (Distintos tipos de fresa: de planear, de disco y ranurar)
Diámetro de la fresa
Factores a tener en cuenta: ancho de la pieza (pr) y potencia disponible. • Si Φfresa ≤ pr : espesor de viruta inicial = 0 p/ fresado en oposición, mala terminación DEBE SER: Φfresa ≥ 1,2 pr
• Si la potencia disponible es insuficiente, conviene seleccionar una fresa pequeña y fresar en varias pasadas transversales.
Fresas de planearplaquitas de metal duro
• Diámetro• Posición relativa fresa-pieza• Paso entre plaquitas
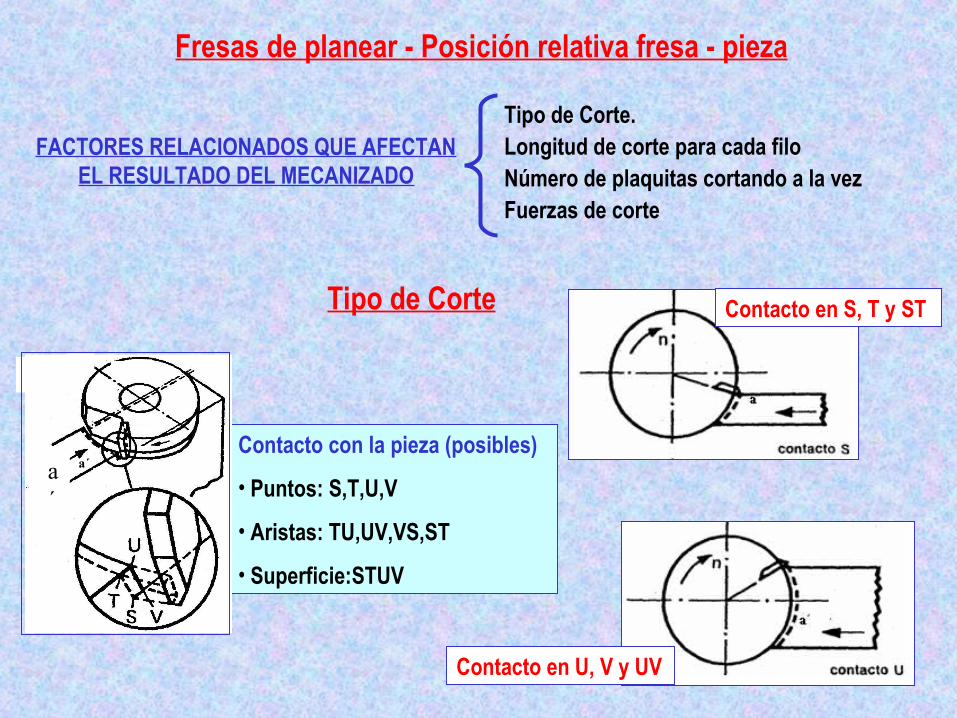
Fresas de planear - Posición relativa fresa - pieza
Tipo de Corte.Longitud de corte para cada filoNúmero de plaquitas cortando a la vezFuerzas de corte
FACTORES RELACIONADOS QUE AFECTAN EL RESULTADO DEL MECANIZADO
Tipo de Corte
Contacto con la pieza (posibles)
• Puntos: S,T,U,V
• Aristas: TU,UV,VS,ST
• Superficie:STUV
Contacto en S, T y ST
Contacto en U, V y UV
a´a´
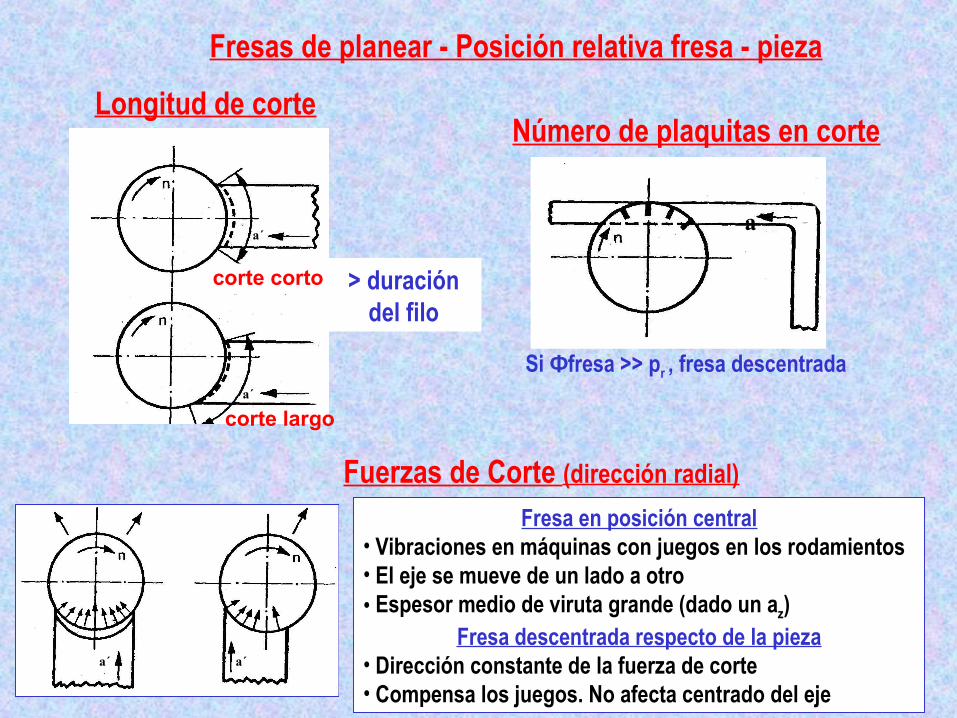
Longitud de corte
a´
a´
corte largo
corte corto
Número de plaquitas en corte
a´
Si Φfresa >> pr , fresa descentrada
Fuerzas de Corte (dirección radial)
a´ a´
Fresa en posición central• Vibraciones en máquinas con juegos en los rodamientos• El eje se mueve de un lado a otro• Espesor medio de viruta grande (dado un az)
Fresa descentrada respecto de la pieza• Dirección constante de la fuerza de corte• Compensa los juegos. No afecta centrado del eje
Fresas de planear - Posición relativa fresa - pieza
> duración del filo
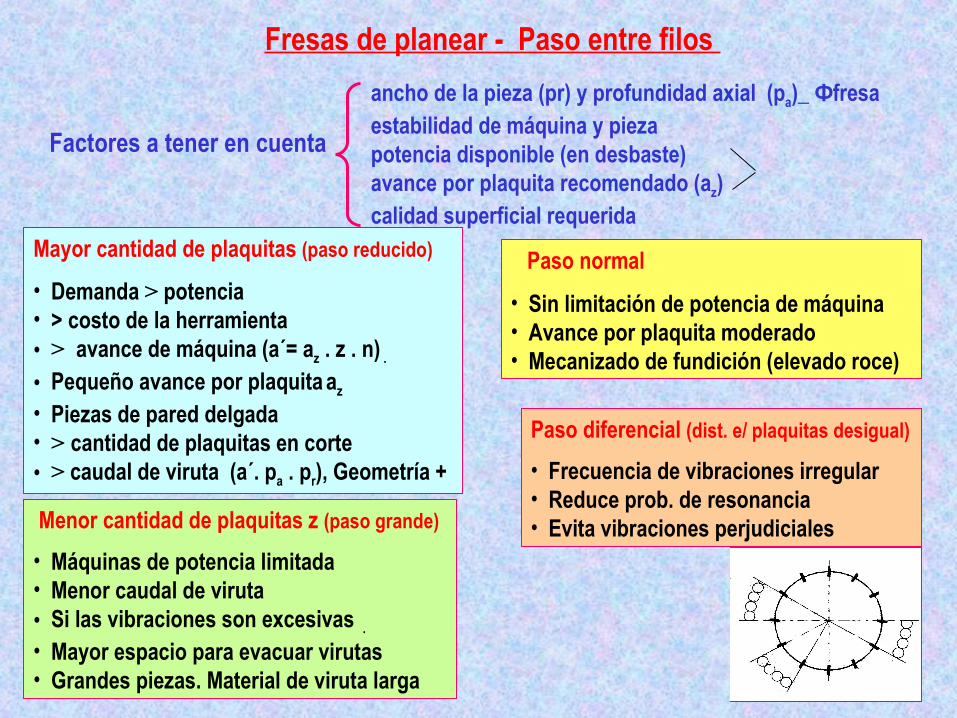
Fresas de planear - Paso entre filos
Mayor cantidad de plaquitas (paso reducido)
• Demanda > potencia • > costo de la herramienta• > avance de máquina (a´= az . z . n) .
• Pequeño avance por plaquita az • Piezas de pared delgada • > cantidad de plaquitas en corte • > caudal de viruta (a´. pa . pr), Geometría +
Factores a tener en cuenta
ancho de la pieza (pr) y profundidad axial (pa)_ Φfresaestabilidad de máquina y piezapotencia disponible (en desbaste)avance por plaquita recomendado (az)calidad superficial requerida
Menor cantidad de plaquitas z (paso grande)
• Máquinas de potencia limitada• Menor caudal de viruta• Si las vibraciones son excesivas .
• Mayor espacio para evacuar virutas• Grandes piezas. Material de viruta larga
Paso normal• Sin limitación de potencia de máquina• Avance por plaquita moderado • Mecanizado de fundición (elevado roce)
Paso diferencial (dist. e/ plaquitas desigual)
• Frecuencia de vibraciones irregular• Reduce prob. de resonancia• Evita vibraciones perjudiciales
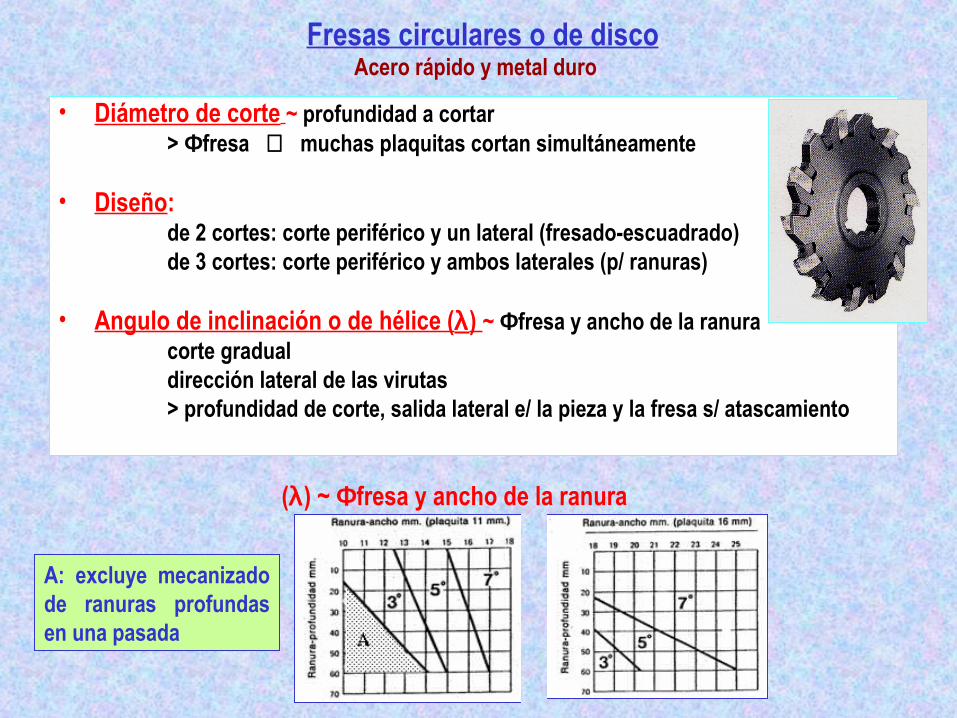
Fresas circulares o de discoAcero rápido y metal duro
• Diámetro de corte ~ profundidad a cortar > Φfresa ⇒ muchas plaquitas cortan simultáneamente
• Diseño: de 2 cortes: corte periférico y un lateral (fresado-escuadrado) de 3 cortes: corte periférico y ambos laterales (p/ ranuras)
• Angulo de inclinación o de hélice (λ) ~ Φfresa y ancho de la ranura corte gradual dirección lateral de las virutas > profundidad de corte, salida lateral e/ la pieza y la fresa s/ atascamiento
A: excluye mecanizado de ranuras profundas en una pasada
(λ) ~ Φfresa y ancho de la ranura

Fresas circulares o de discoTipo de operación
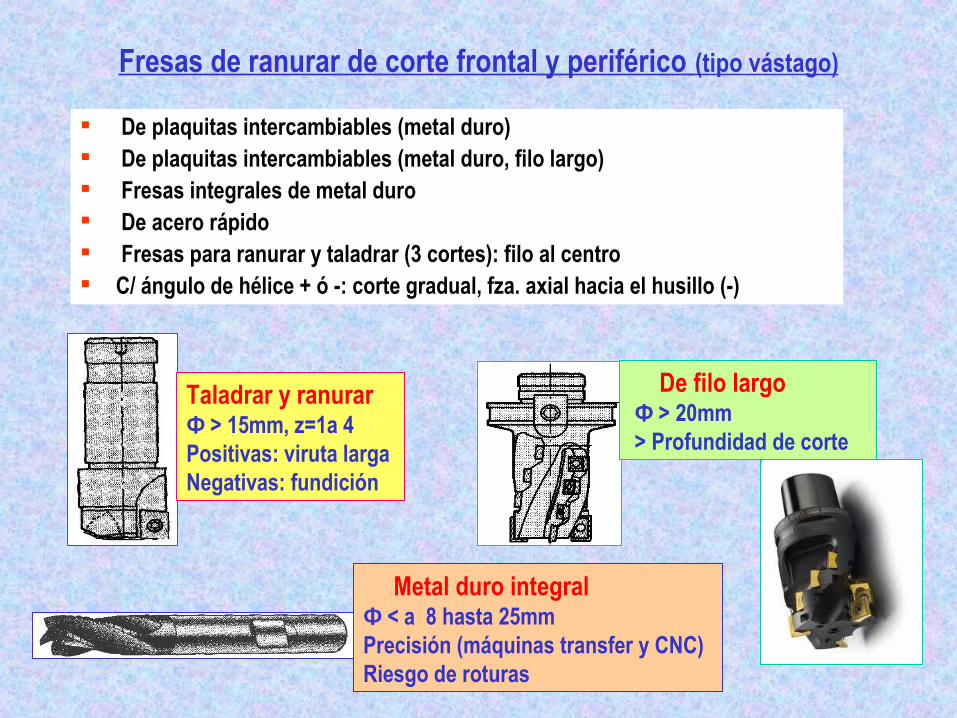
Fresas de ranurar de corte frontal y periférico (tipo vástago)
De plaquitas intercambiables (metal duro) De plaquitas intercambiables (metal duro, filo largo) Fresas integrales de metal duro De acero rápido Fresas para ranurar y taladrar (3 cortes): filo al centro C/ ángulo de hélice + ó -: corte gradual, fza. axial hacia el husillo (-)
Taladrar y ranurarΦ > 15mm, z=1a 4Positivas: viruta largaNegativas: fundición
De filo largo Φ > 20mm > Profundidad de corte
Metal duro integralΦ < a 8 hasta 25mmPrecisión (máquinas transfer y CNC)Riesgo de roturas
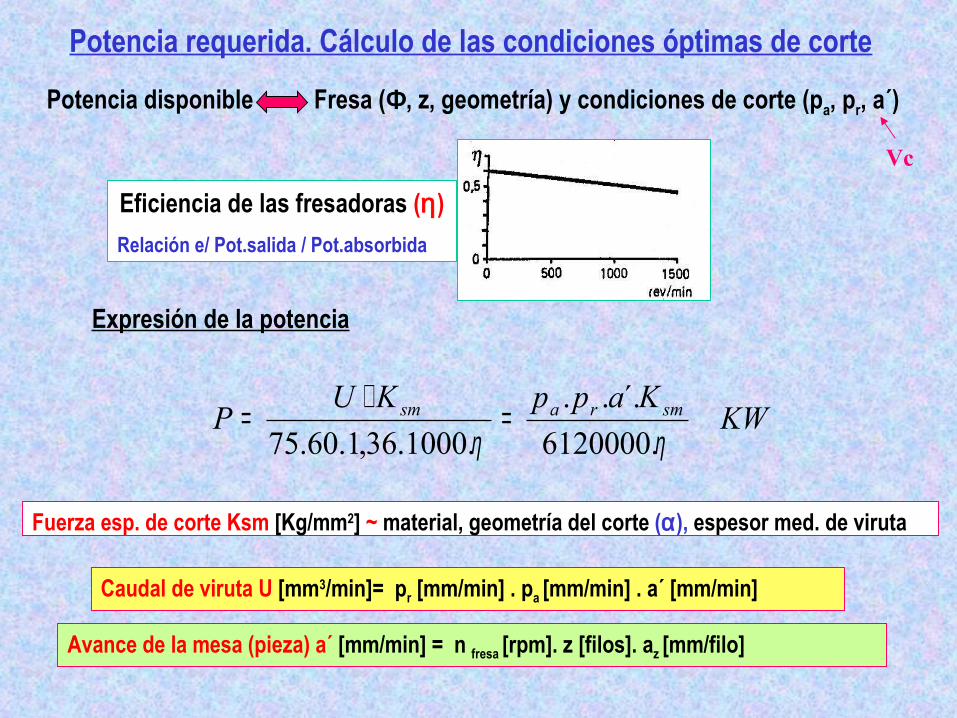
Potencia requerida. Cálculo de las condiciones óptimas de corte
Eficiencia de las fresadoras (η)Relación e/ Pot.salida / Pot.absorbida
KWKappKU
P smrasm
ηη .6120000´...
.1000.36,1.60.75=
⋅=
Expresión de la potencia
Fuerza esp. de corte Ksm [Kg/mm2] ~ material, geometría del corte (α), espesor med. de viruta
Caudal de viruta U [mm3/min]= pr [mm/min] . pa [mm/min] . a´ [mm/min]
Avance de la mesa (pieza) a´ [mm/min] = n fresa [rpm]. z [filos]. az [mm/filo]
Potencia disponible Fresa (Φ, z, geometría) y condiciones de corte (pa, pr, a´)
Vc
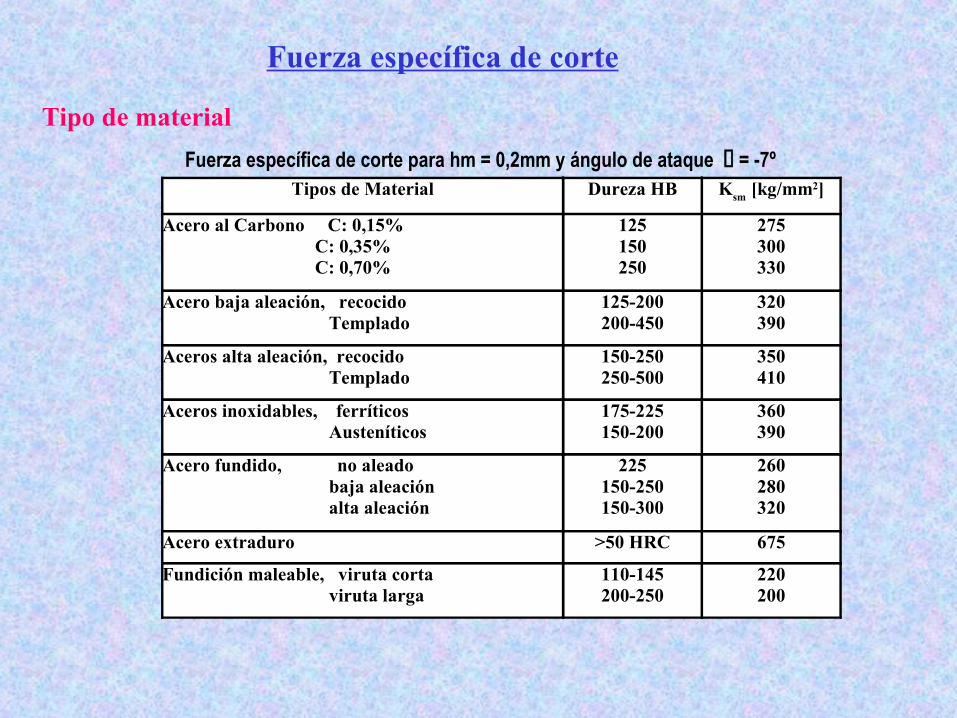
Fuerza específica de corte
Tipo de material
Tipos de Material Dureza HB Ksm [kg/mm2]
Acero al Carbono C: 0,15% C: 0,35% C: 0,70%
125150250
275300330
Acero baja aleación, recocido Templado
125-200200-450
320390
Aceros alta aleación, recocido Templado
150-250250-500
350410
Aceros inoxidables, ferríticos Austeníticos
175-225150-200
360390
Acero fundido, no aleado baja aleación alta aleación
225150-250150-300
260280320
Acero extraduro >50 HRC 675
Fundición maleable, viruta corta viruta larga
110-145200-250
220200
Fuerza específica de corte para hm = 0,2mm y ángulo de ataque = -7º
az
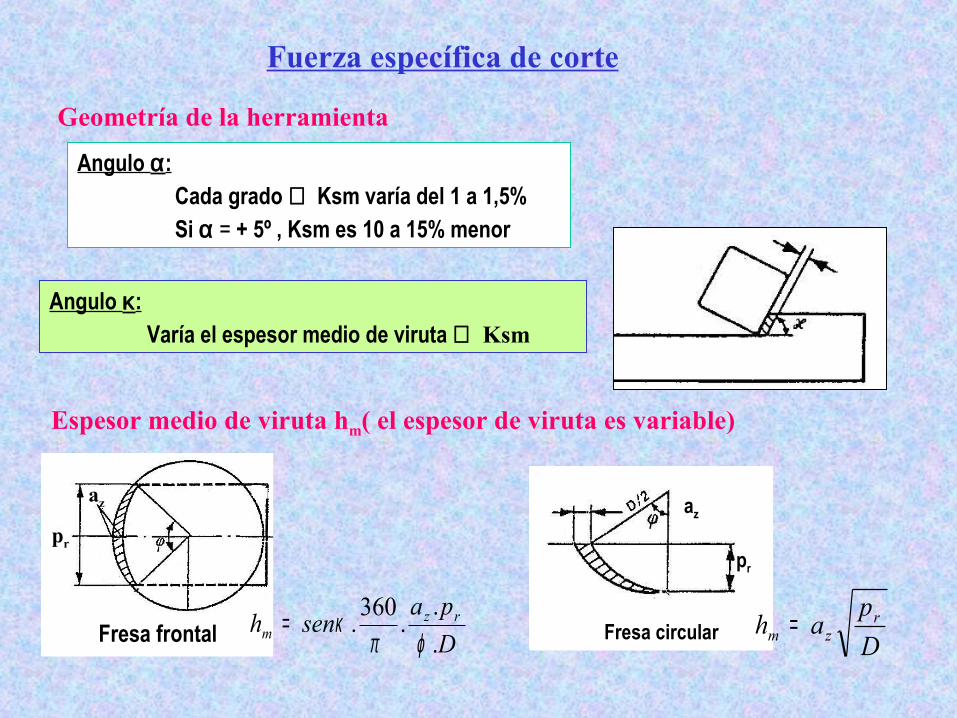
Fresa circular
pr
Dpah r
zm =
Fuerza específica de corte
Espesor medio de viruta hm( el espesor de viruta es variable)
Geometría de la herramienta
Angulo α: Cada grado ⇒ Ksm varía del 1 a 1,5% Si α = + 5º , Ksm es 10 a 15% menor
Angulo κ: Varía el espesor medio de viruta ⇒ Ksm
az
pr
Fresa frontal Dpasenh rz
m ..
.360.ϕπ
κ=
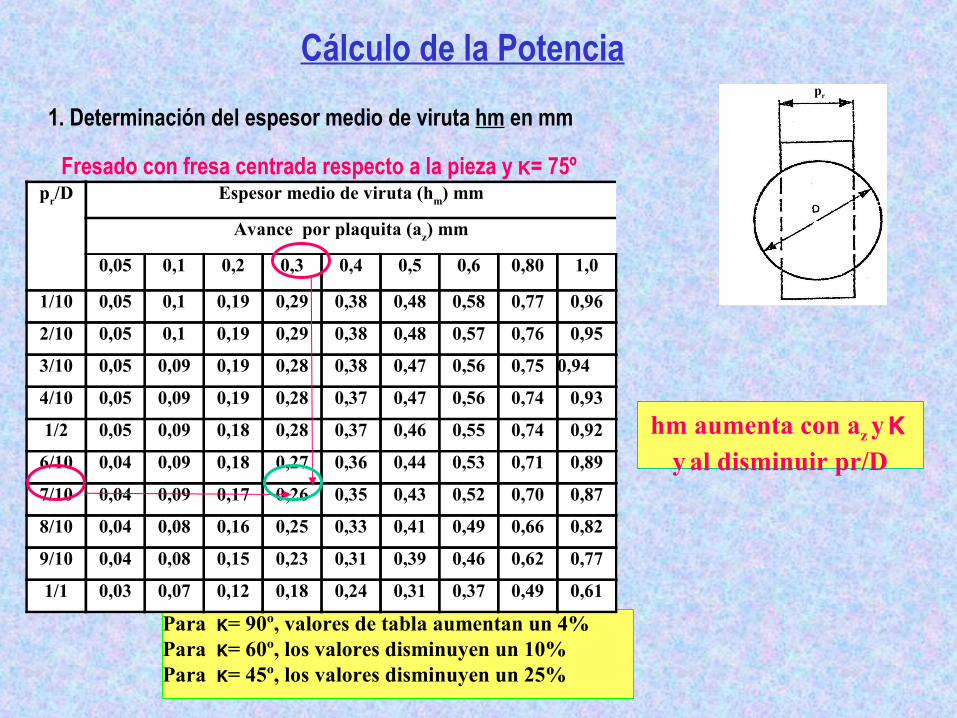
Cálculo de la Potencia1. Determinación del espesor medio de viruta hm en mm
Para κ= 90º, valores de tabla aumentan un 4%Para κ= 60º, los valores disminuyen un 10%Para κ= 45º, los valores disminuyen un 25%
pr/D Espesor medio de viruta (hm) mm
Avance por plaquita (az) mm
0,05 0,1 0,2 0,3 0,4 0,5 0,6 0,80 1,0
1/10 0,05 0,1 0,19 0,29 0,38 0,48 0,58 0,77 0,96
2/10 0,05 0,1 0,19 0,29 0,38 0,48 0,57 0,76 0,95
3/10 0,05 0,09 0,19 0,28 0,38 0,47 0,56 0,75 0,94
4/10 0,05 0,09 0,19 0,28 0,37 0,47 0,56 0,74 0,93
1/2 0,05 0,09 0,18 0,28 0,37 0,46 0,55 0,74 0,92
6/10 0,04 0,09 0,18 0,27 0,36 0,44 0,53 0,71 0,89
7/10 0,04 0,09 0,17 0,26 0,35 0,43 0,52 0,70 0,87
8/10 0,04 0,08 0,16 0,25 0,33 0,41 0,49 0,66 0,82
9/10 0,04 0,08 0,15 0,23 0,31 0,39 0,46 0,62 0,77
1/1 0,03 0,07 0,12 0,18 0,24 0,31 0,37 0,49 0,61
Fresado con fresa centrada respecto a la pieza y κ= 75º
pr
hm aumenta con az y κ
y al disminuir pr/D
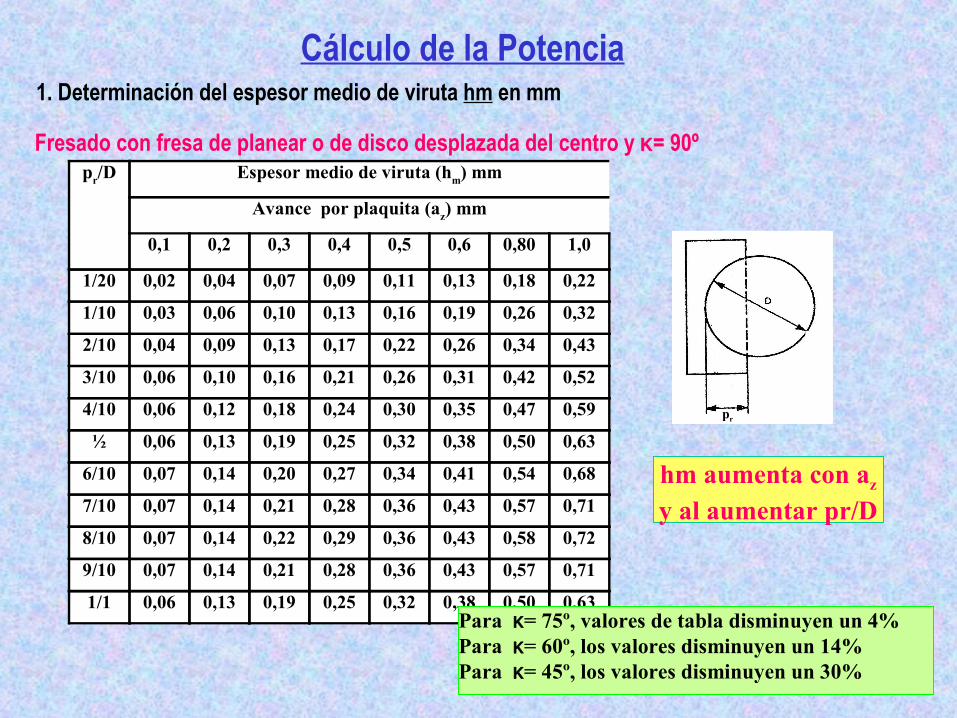
pr/D Espesor medio de viruta (hm) mm
Avance por plaquita (az) mm
0,1 0,2 0,3 0,4 0,5 0,6 0,80 1,0
1/20 0,02 0,04 0,07 0,09 0,11 0,13 0,18 0,22
1/10 0,03 0,06 0,10 0,13 0,16 0,19 0,26 0,32
2/10 0,04 0,09 0,13 0,17 0,22 0,26 0,34 0,43
3/10 0,06 0,10 0,16 0,21 0,26 0,31 0,42 0,52
4/10 0,06 0,12 0,18 0,24 0,30 0,35 0,47 0,59
½ 0,06 0,13 0,19 0,25 0,32 0,38 0,50 0,63
6/10 0,07 0,14 0,20 0,27 0,34 0,41 0,54 0,68
7/10 0,07 0,14 0,21 0,28 0,36 0,43 0,57 0,71
8/10 0,07 0,14 0,22 0,29 0,36 0,43 0,58 0,72
9/10 0,07 0,14 0,21 0,28 0,36 0,43 0,57 0,71
1/1 0,06 0,13 0,19 0,25 0,32 0,38 0,50 0,63
pr
Para κ= 75º, valores de tabla disminuyen un 4%Para κ= 60º, los valores disminuyen un 14%Para κ= 45º, los valores disminuyen un 30%
Cálculo de la Potencia1. Determinación del espesor medio de viruta hm en mm
Fresado con fresa de planear o de disco desplazada del centro y κ= 90º
hm aumenta con az
y al aumentar pr/D
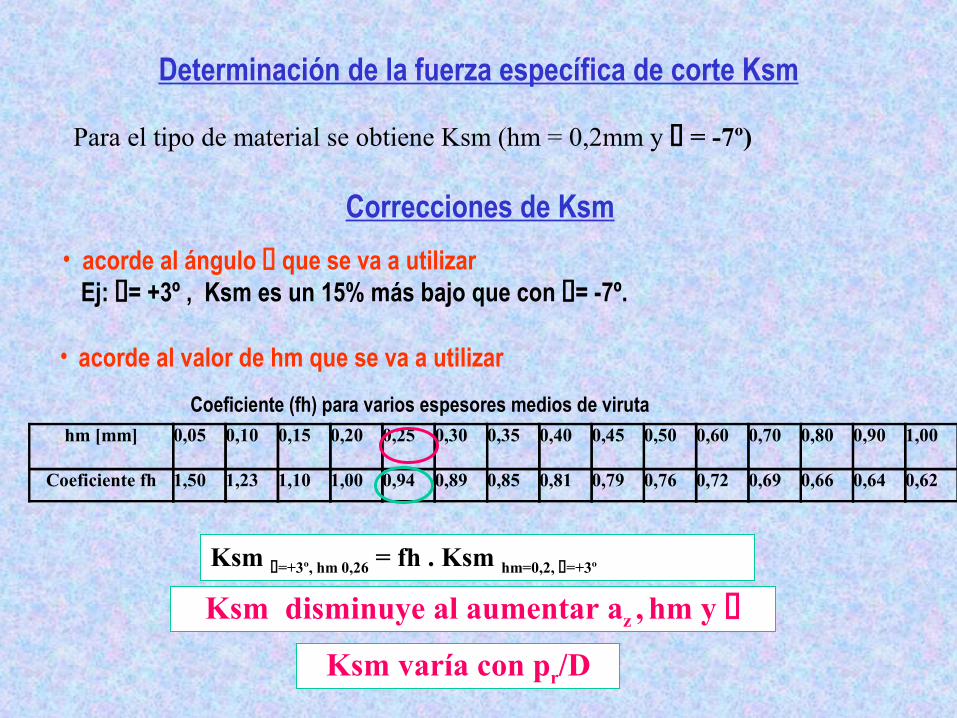
Determinación de la fuerza específica de corte Ksm
Para el tipo de material se obtiene Ksm (hm = 0,2mm y = -7º)
Correcciones de Ksm
• acorde al valor de hm que se va a utilizar
• acorde al ángulo que se va a utilizar Ej: = +3º , Ksm es un 15% más bajo que con = -7º.
hm [mm] 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,70 0,80 0,90 1,00
Coeficiente fh 1,50 1,23 1,10 1,00 0,94 0,89 0,85 0,81 0,79 0,76 0,72 0,69 0,66 0,64 0,62
Coeficiente (fh) para varios espesores medios de viruta
Ksm =+3º, hm 0,26 = fh . Ksm hm=0,2, =+3º
Ksm disminuye al aumentar az , hm y
Ksm varía con pr/D
Determinación de las condiciones óptimas de corte
Según el criterio del Máximo caudal de viruta Umáx = (pr. pa. a´)máx,
• deberá emplearse la máxima potencia disponible en la máquina • mínimo Ksm.• az máximo (dato del fabricante de herramientas) ⇒ hm máximo ⇒ Ksm minimo• Incógnita: Vc
Top Related