






Idiomas
Páginas
Jurídico


Presentación del Sistema de Calidad de LAB.
•Inicio del sistema de Calidad hacia 1992 bajo el impulso de grandes clientes.
•La certificación como requisito
•Implantación, certificación y desarrollo del sistema (1996)
•Norma de referencia: ISO 9001: 2008 (2009)
MANUAL DE CALIDAD Y PROCEDIMIENTOS
MANLAB ED. 10
MANUALES SECTORIALES DE FABRICACIÓN
Ventajas internas
• Sensibilización
• Información y uniformización
• Control
• Disminución del rechazo
• Pautas para la mejora continua

Certificados ISO 9001:2008

CERTIFICACIÓN ISO 1400:2008
Política de calidad
El contexto industrial en el que nos hallamos nos impone ser cada día más competitivos. En consecuencia debemos ofrecer en todo momento a nuestros clientes un servicio sin fallos y con producto cuya calidad satisfaga sus requisitos y cumpla, además, con la normativa nacional e internacional más comúnmente aceptada.
Por este motivo, la política de calidad de Lab Circuits S.A. se asienta en los siguientes pilares:
Calidad estable y suficiente en el producto , mediante maquinaria e instalaciones adecuadas, y un equipo humano formado y motivado hacia la mejora continua Costes competitivos, reduciendo y eliminando los factores que encarecen el producto innecesariamente y disminuyen nuestra competitividad y la de nuestros clientes Seriedad y rigor en el cumplimiento de nuestros compromisos con el cliente
Para ello se fijan los siguientes objetivos generales:
Conocimiento, medida y mejora del nivel de satisfacción de nuestros clientes.Disminución y eficaz atención a las reclamaciones Control del cumplimiento de los plazos de entrega.Control y disminución de la defectuosidad internaEdición y distribución a toda nuestra plantilla de instrucciones de trabajo precisas y actualizadas.

Organigrama
GERENCIA
CTRL. PROD.
LABORAT.
RECEPCIÓN
ALMACÉN
CTRL CAL.
OF. TÉCNICA
AREAS PROD.
INFORM. COMPRAS COMERCIAL CALIDAD DIR.TÉCNICA PRODUCC. ADMINISTR. MEDIO AMB.
Comité de Calidad
Pilares del sistema
• Revisión de la Orden de Fabricación (OF)
• Adecuación de los diseños a la capacidad de fabricación de LAB (NORMFAB) así como a las reglas generales de diseño (DRC) ver NORMFAB
• Planes de Calidad
• Plan de Control de materias primas (PCMP)
• Plan de Control del proceso (PCP)
• Plan de Control de Calidad (PCF) ver Planes de Control
• Plan de Calibración (PCAL)
• Plan de Auditorias (PAUD)
• Plan de Formación (PFOR)

Al nº de Orden de Fabricación (OF)
•Registros de operaciones y controles
•Registros en gráficos SPC
•Registros de los controles de Calidad (TV01, TV02, TV03 y TV04)
•Fotografías
•Emisión de los certificados de calidad
Trazabilidad

Certificado de Calidad
PROYECTO DE ADECUACIÓN A IPC-9252

Bases para el análisis: La codificación de defectos
• Codificación con 4 dígitos en función del origen del defecto
– 1 digito: Área Ej.: Área química (4***)
– 2º dígito: Sección Ej.: Sección metalizado electrolítico (42**)
– 3 y 4 digito: tipología Ej. : Espesor de Cu excesivo (4221)
Análisis de defectuosidad interna a partir de los errores codificados.
� Importancia de la exactitud de la codificación

ANALISIS EN TIEMPO REAL
• Gráficos de evolución • Análisis de Pareto
La importancia de la inmediatez en el análisis del defecto

FOTOGRAFIAS DE DEFECTOS
Todas las fotografías llevan indexado el código de defecto asícomo la fecha, el operario y la Orden de Fabricación.
Pueden ser recuperadas en cualquier momento mediante cualquiera de sus índices
Son útiles para controlar la correcta codificación de los defectos
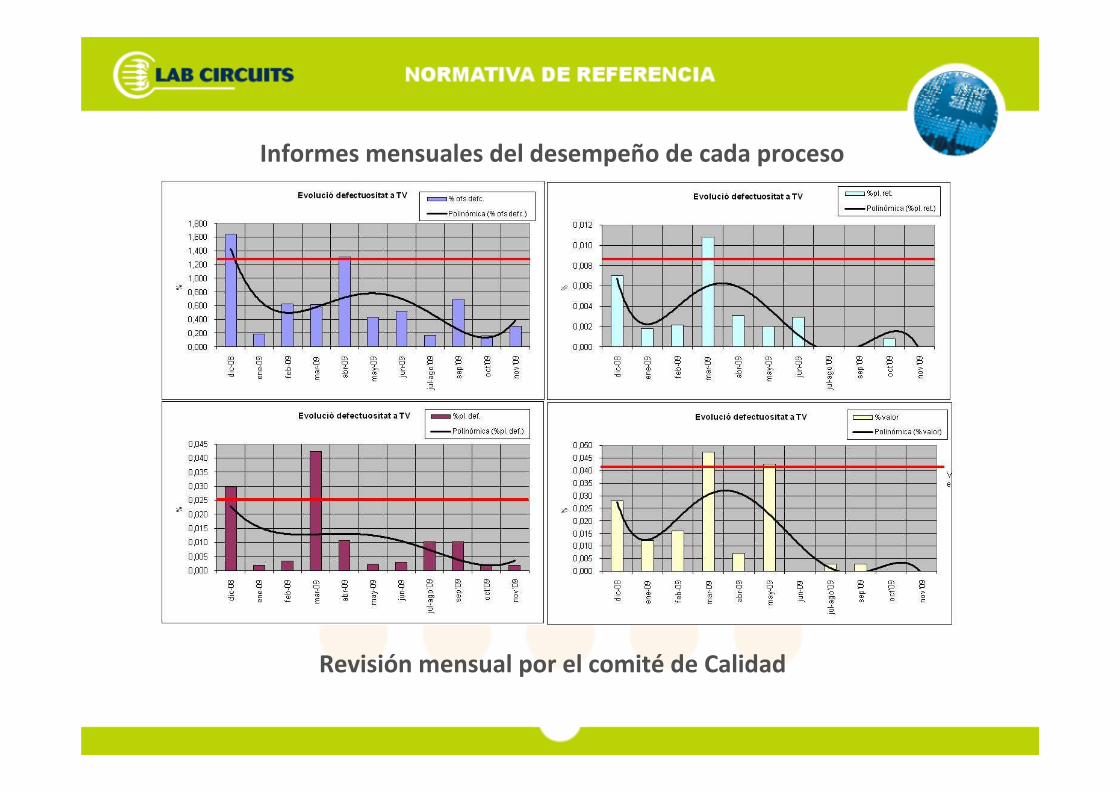
Informes mensuales del desempeño de cada proceso
Revisión mensual por el comité de Calidad

Reuniones del comité de calidad
Frecuencia mensual
•Revisión de los informes de desempeño de los procesos
•Revisión de NNCC y decisión de AACC
•Revisión de la Mejora (Oportunidades y Acciones de mejora)
•Revisión de todas las reclamaciones
•Seguimiento del cumplimiento de plazos de entrega
•Seguimiento de la defectuosidad interna

INFORME ANUAL DE REVISION DEL SISTEMA
• Análisis de la defectuosidad interna. Seguimiento de los objetivos
• Análisis de la defectuosidad externa . Índices de reclamaciones
• No Conformidades y Acciones correctivas ,Preventivas y de Mejora
• Cumplimiento de plazos de entrega. Seguimiento de índices
• Plan de Auditorias Internas y externas. Resultados
• Revisión del desempeño en formación para la Calidad
• Seguimiento del nivel de satisfacción de los clientes. Análisis pormenorizado
• Recomendaciones para la mejora.
• Seguimiento de recomendaciones anteriores
• REUNIÓN DEL COMITÉ PARA LA REVISIÓN DEL SISTEMA
• VALORACIÓN POR LA DIRECCIÓN
• Nueva definición de objetivos

ÁRBOL JERÁRQUICO DE LA NORMATIVA
• Especificación particular del cliente
– Especificación general del cliente
•Normativa interna de LAB
–Norma IPC-A-600 Ver norma versión G
NORMA IPC-A-600 G
• La definición de clases en IPC-A-600
El uso final previsto marca la clase y, por tanto, la tolerancia
– Class 1Productos generales para la electrónica; productos de consumo
– Class 2Electrónica profesional, telecomunicaciones, ofimática sofisticada, etc
– Class 3Productos de alta fiabilidad donde no puede tolerarse averías, productos de soporte de
vida, sistemas de control de vuelo, etc.
La clase en IPC no se relaciona con la complejidad del circuito sino con el grado de
seguridad requerido en su utilización final
•POR DEFECTO, CLASS 2 en LAB.
•CLASS 3 debe venir indicado en la especificación
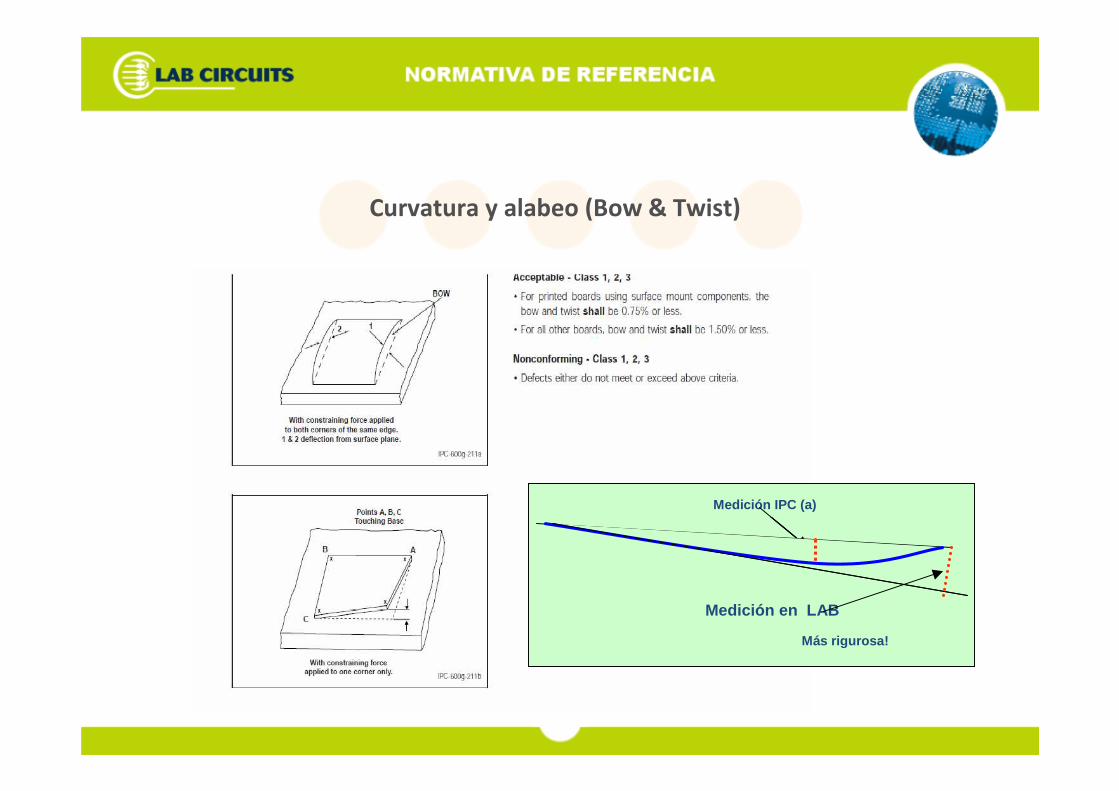
Curvatura y alabeo (Bow & Twist)
Medición IPC
Medición en LAB
Medición IPC (a)
Más rigurosa!

“MEASLING”

Delaminaciones
LAB: No son aceptables a menos que exista un acuerdo con el cliente. (derogación)

Distancia anular mín. en “pads” (descentramiento taladro / “pad”)
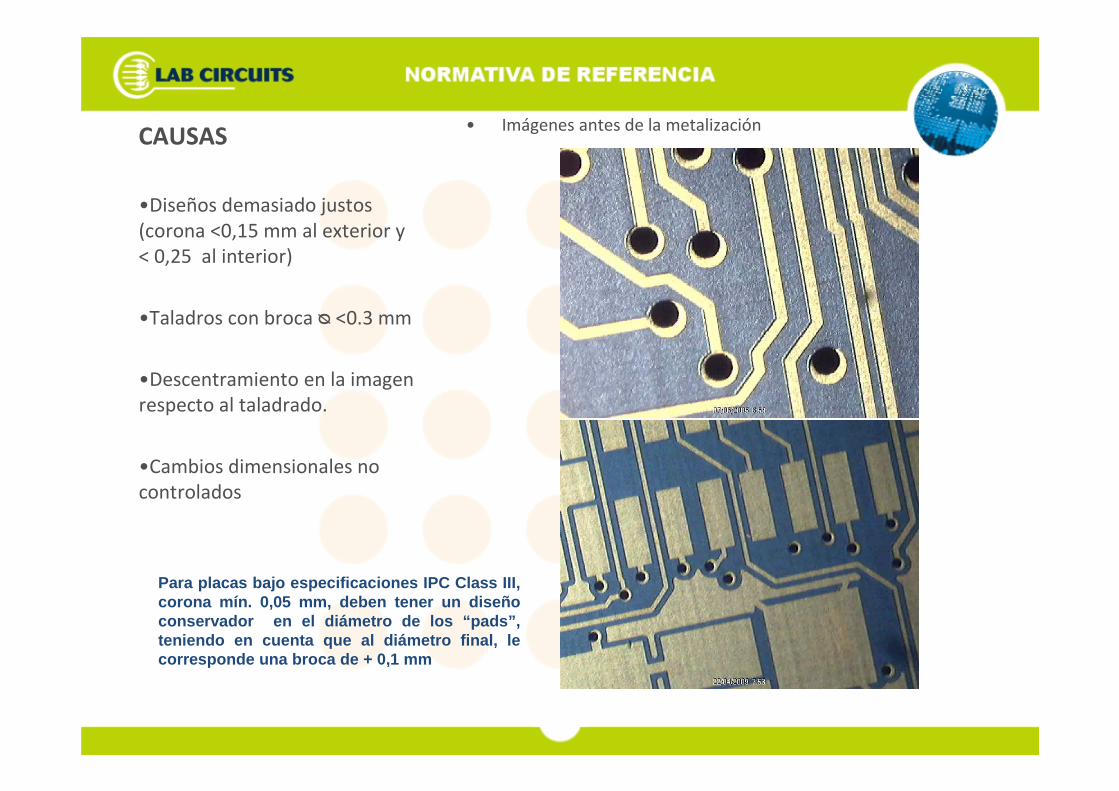
CAUSAS• Imágenes antes de la metalización
•Diseños demasiado justos (corona <0,15 mm al exterior y < 0,25 al interior)
•Taladros con broca ᴓ <0.3 mm
•Descentramiento en la imagen respecto al taladrado.
•Cambios dimensionales no controlados
Para placas bajo especificaciones IPC Class III, corona mín. 0,05 mm, deben tener un diseño conservador en el diámetro de los “pads”, teniendo en cuenta que al diámetro final, le corresponde una broca de + 0,1 mm

Medición ancho de pistas y de espacios
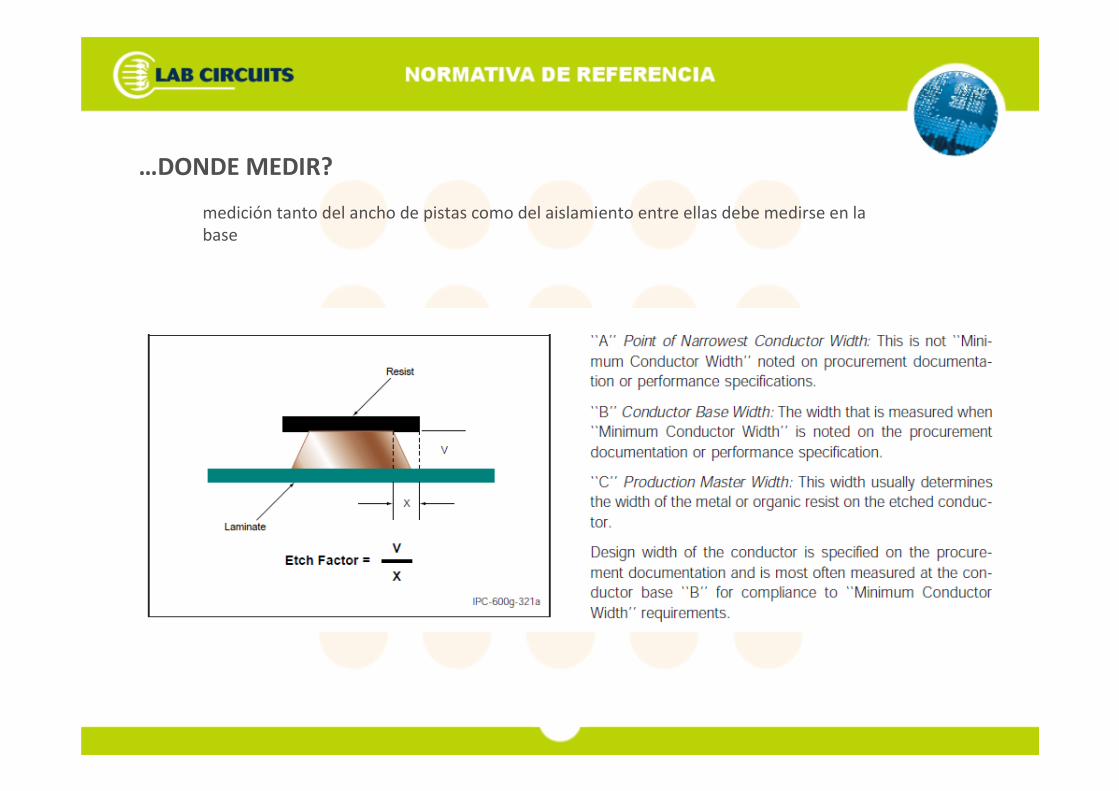
…DONDE MEDIR?
medición tanto del ancho de pistas como del aislamiento entre ellas debe medirse en la base
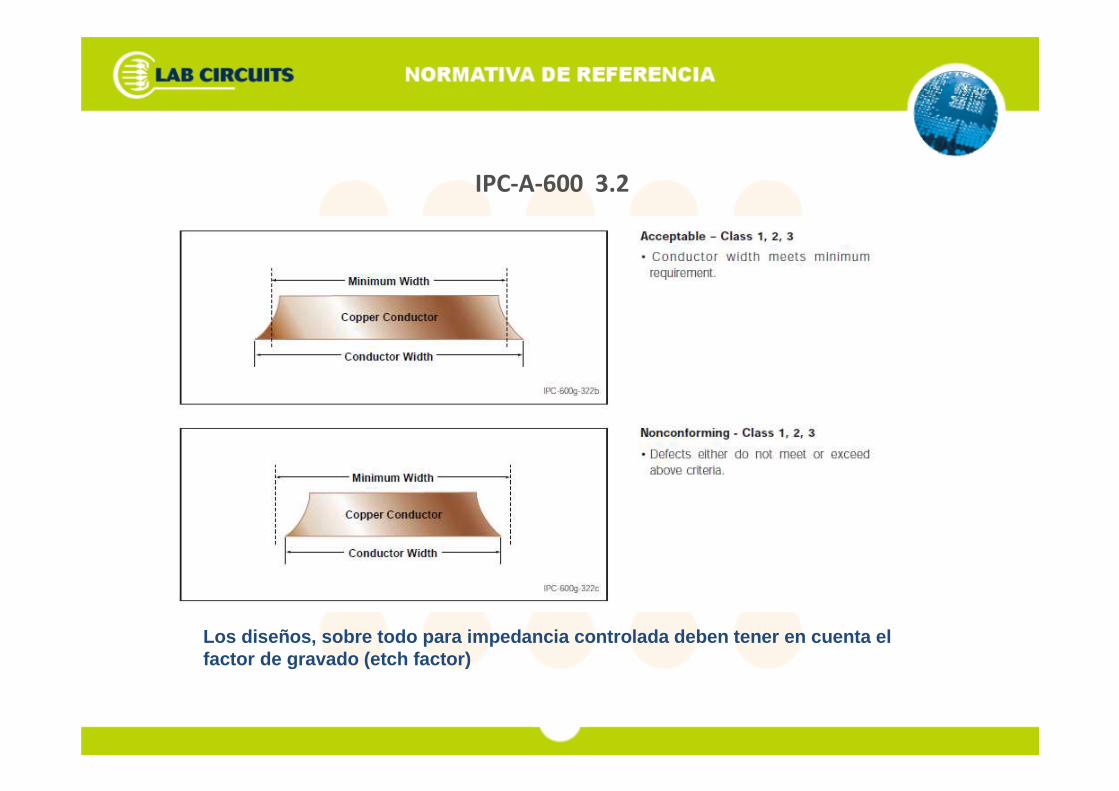
IPC-A-600 3.2
Los diseños, sobre todo para impedancia controlada deben tener en cuenta el factor de gravado (etch factor)

CERTIFICACIÓN UL V0
TESTS DE IMFLAMABILIDAD
UL 94 Tests for Flammability of Plastic Materials for Parts in Devices and Appliances
V-0 : Autoextinción en <10s
MATERIALES A UTILIZAR
UL 746 Standard for Safety for Polymeric Material
ver certificado on line
Marca UL como prueba de conformidad de producto respecto:
La certificación UL y el marcado directo en las piezas debe venir especificada en el pedido
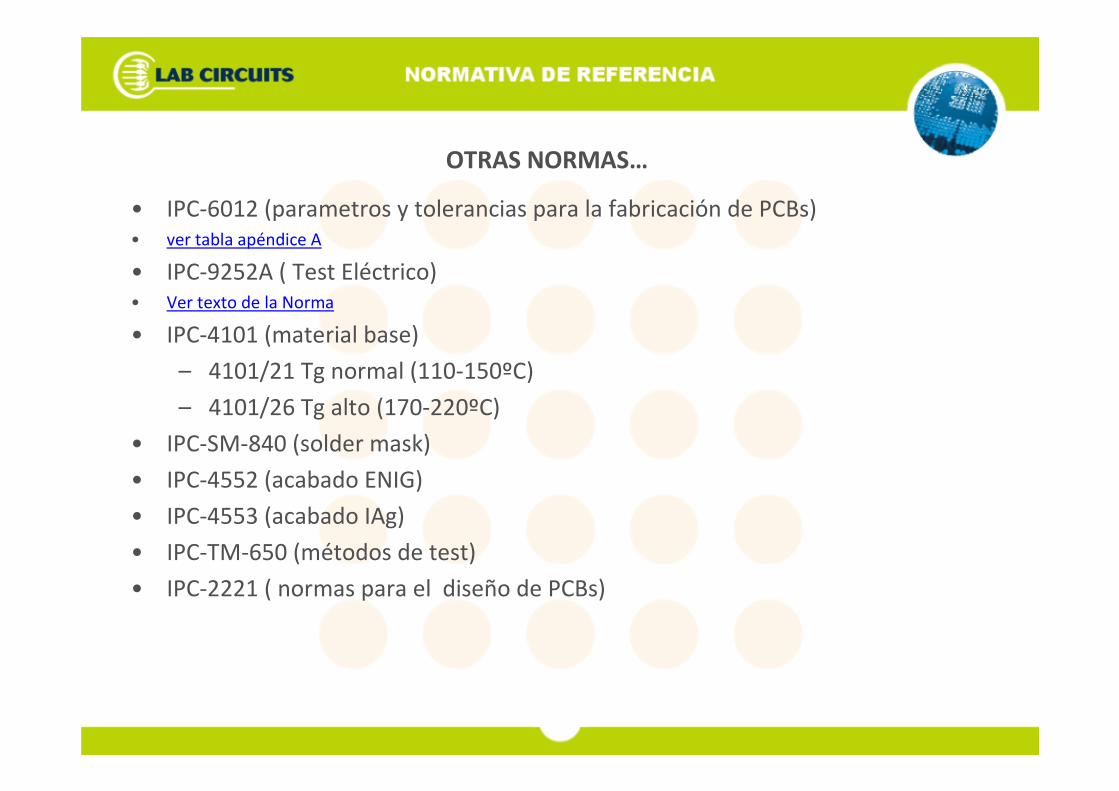
OTRAS NORMAS…
• IPC-6012 (parametros y tolerancias para la fabricación de PCBs) • ver tabla apéndice A
• IPC-9252A ( Test Eléctrico)• Ver texto de la Norma
• IPC-4101 (material base)
– 4101/21 Tg normal (110-150ºC)
– 4101/26 Tg alto (170-220ºC)
• IPC-SM-840 (solder mask)
• IPC-4552 (acabado ENIG)
• IPC-4553 (acabado IAg)
• IPC-TM-650 (métodos de test)
• IPC-2221 ( normas para el diseño de PCBs)

Se han fijado en los guantes?

Ahora estámejor !

Características observables internamente

SOLUCIÓN…..
• Un mejor control del proceso.
– Información eficiente de incidencias
– Información centralizada e inmediata del estado del proceso
– Un buen plan de mantenimiento preventivo
– Métodos indirectos de control del producto mediante cupones
– Instrucciones de control claras y con informatización de frecuencia
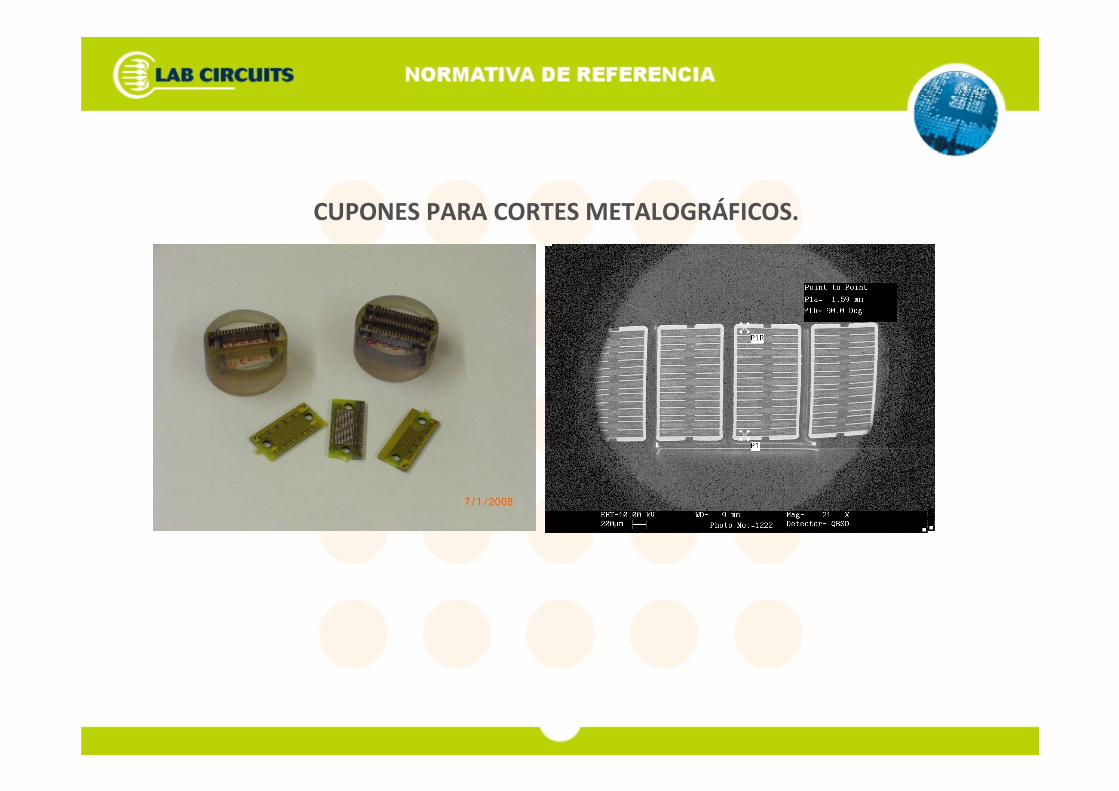
CUPONES PARA CORTES METALOGRÁFICOS.

CORTES METALOGRÁFICOS Control por SEM
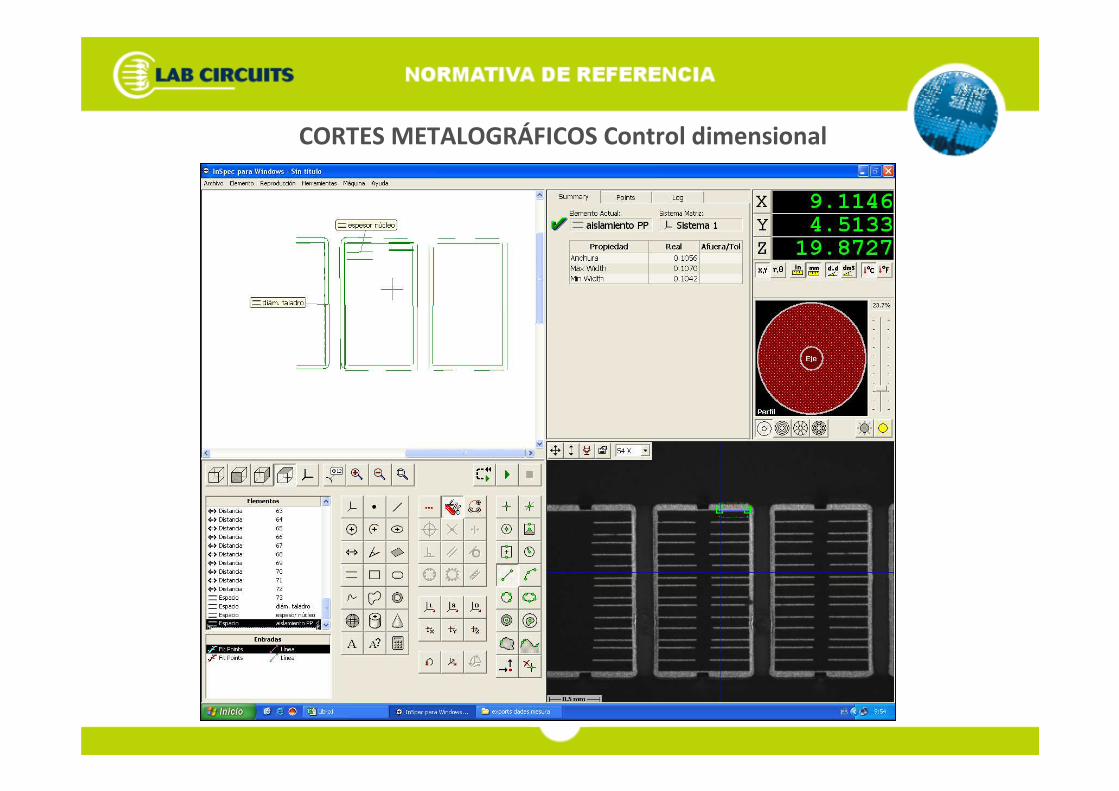
CORTES METALOGRÁFICOS Control dimensional
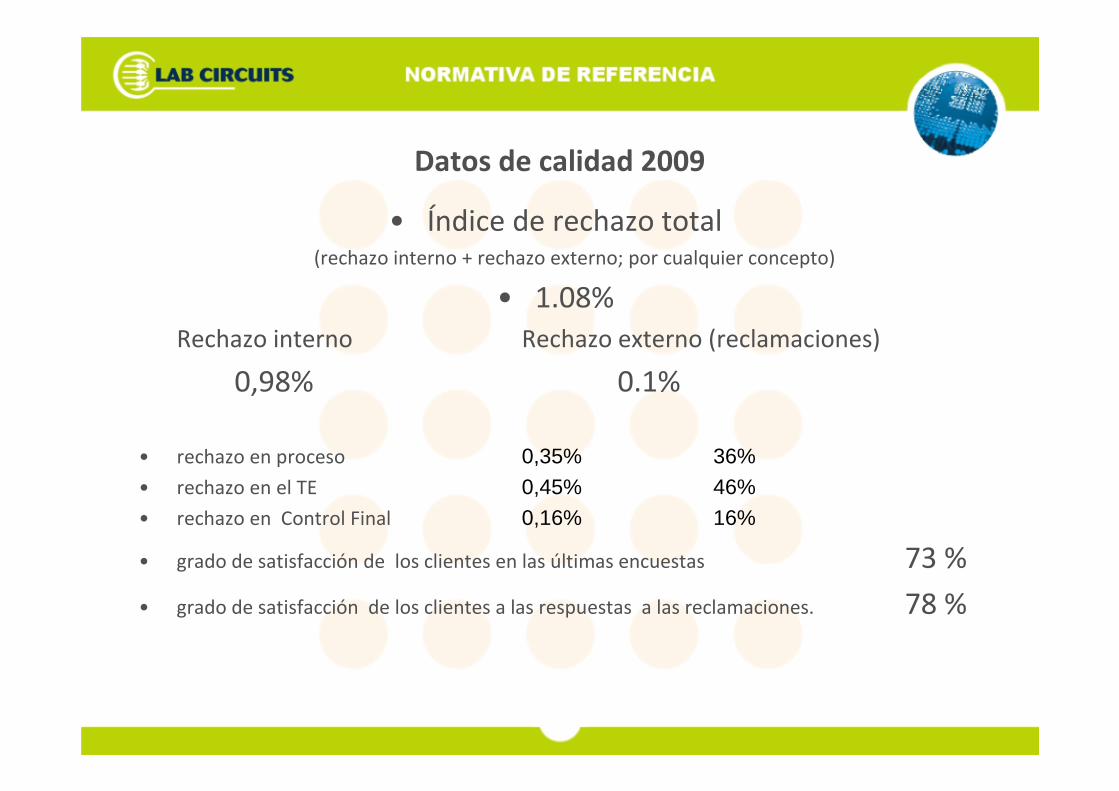
Datos de calidad 2009
• Índice de rechazo total (rechazo interno + rechazo externo; por cualquier concepto)
• 1.08%Rechazo interno Rechazo externo (reclamaciones)
0,98% 0.1%
• rechazo en proceso 0,35% 36%
• rechazo en el TE 0,45% 46%
• rechazo en Control Final 0,16% 16%
• grado de satisfacción de los clientes en las últimas encuestas 73 %
• grado de satisfacción de los clientes a las respuestas a las reclamaciones. 78 %

Gráfico de la eficacia de cada control
sobre el total de placas rechazadas (0,98%)
•rechazo en el TE47%
•rechazo en proceso
37%
•rechazo en Control Final
16%

NUEVOS SISTEMAS DE CONTROL
• Nuevo equipo de medición automática EXCEL651 de MICROVU

NUEVOS SISTEMAS DE CONTROL
• Nuevo sistema integral de SPC

Planes de Control especiales
• Acuerdos de calidad concertada.
Programa de control especial s/acuerdo de calidad concertada
Fines documentales de certificación militar i/o aeroespacial
ver informe de pruebas finales
José Muelas
Gestión de la Calidad
Top Related