






Idiomas
Páginas
Jurídico


PROCESO CONSTRUCTIVO
DE EMBARCACIONES
Ing. Wilson Quezada Cerna
Jefe de Proyecto de Construcciones Navales
Servicios Industriales de la Marina S.A.

RESEÑA DE LAS CONSTRUCCIONES
NAVALES EN EL PERÚ
El 22 de mayo de 1845 durante el primer gobierno del
mariscal Ramón Castilla, se establece la Factoría del
estado en el Callao.
Esta instalación se convertiría en uno de los principales
establecimientos de su género en el Perú.
La decisión de crear esta factoría se debió a que el Perú
en el año de 1844 había iniciado las gestiones para
adquirir el vapor Rímac, primer buque de guerra a vapor
de la Armada Nacional, lo que hacía necesario contar con
un establecimiento para su mantenimiento.

RESEÑA DE LAS CONSTRUCCIONES
NAVALES EN EL PERÚ
El 14 de febrero de 1950 se crea el SERVICIO INDUSTRIAL
DE LA MARINA S.A. conocido también como SIMA.
Con la creación de SIMA bajo la administración de la
Marina de Guerra del Perú, se decide entrar a la actividad
de la construcción naval. Se inicia la preparación del
astillero para ese efecto, se construye la infraestructura
en el Callao.
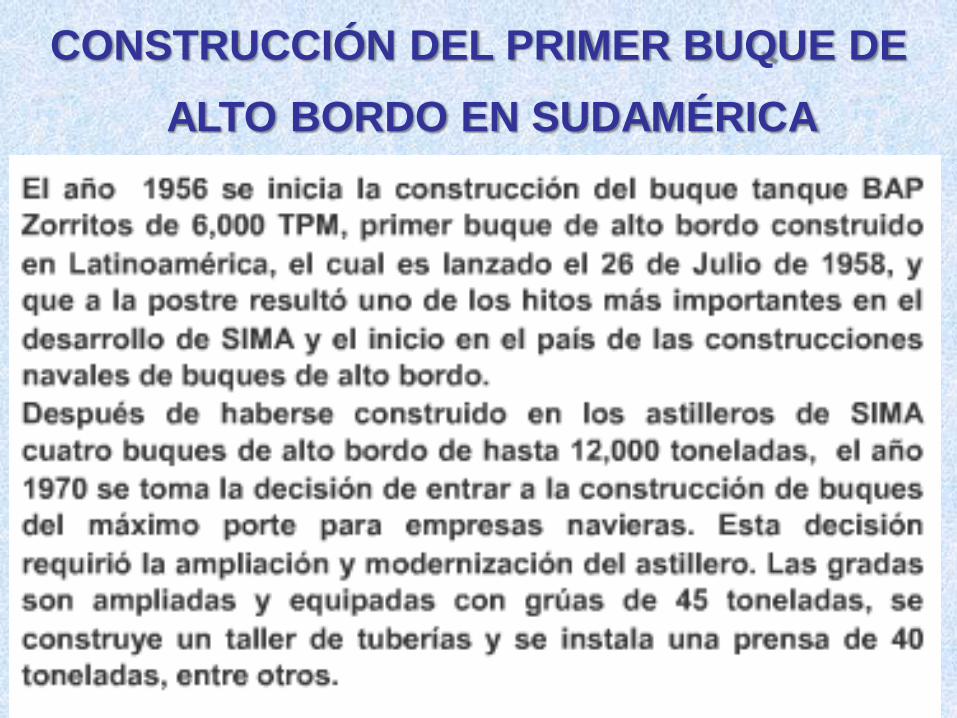
CONSTRUCCIÓN DEL PRIMER BUQUE DE
ALTO BORDO EN SUDAMÉRICA

RESEÑA DE LAS CONSTRUCCIONES
NAVALES EN SIMA CHIMBOTE
El 1ero. de marzo 1975, se inician las actividades de la industria Metal Mecánica sobre la base del Complejo Calderero Estructural de Chimbote, estableciéndose la División de Metal Mecánica del SIMA CHIMBOTE.
D.L. 21189 del año 1975, El Servicio Industrial de la Marina S.A., asume la administración de PICSA ASTILLEROS S.A.
D.L. 22603 de fecha 21 diciembre 1979 se autoriza la incorporación de los activos fijos y Personal de PICSA ASTILLEROS S.A. al Servicio Industrial de la Marina S.A. estableciéndose la División de Astilleros del SIMA CHIMBOTE, especializándose en la Construcción, Reparación y modernización de embarcaciones pesqueras y de la Marina de Guerra.

6
SIMA IQUITOS
SIMA CHIMBOTE SIMA CALLAO
Servicios Industriales de la Marina S.A.

7
UBICACIÓN DEL SIMA CHIMBOTE
Desarrolla actividades en la ciudad de Chimbote, Provincia de Santa,
Departamento de Ancash, con sus talleres ubicados en:
- Av. Los Pescadores 151, Zona Industrial 27 de Octubre
- Av. José Pardo 430, Urbanización El Acero.
8
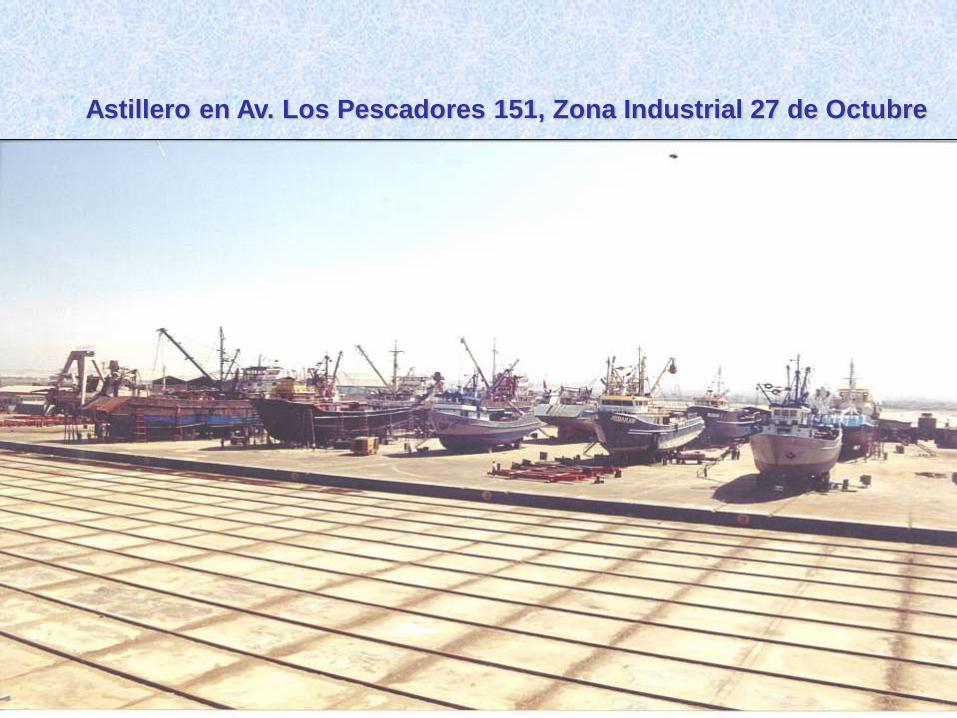
Astillero en Av. Los Pescadores 151, Zona Industrial 27 de Octubre

9
SISTEMA DE IZADO DE EMBARCACIONES - SIMA CHIMBOTE
10
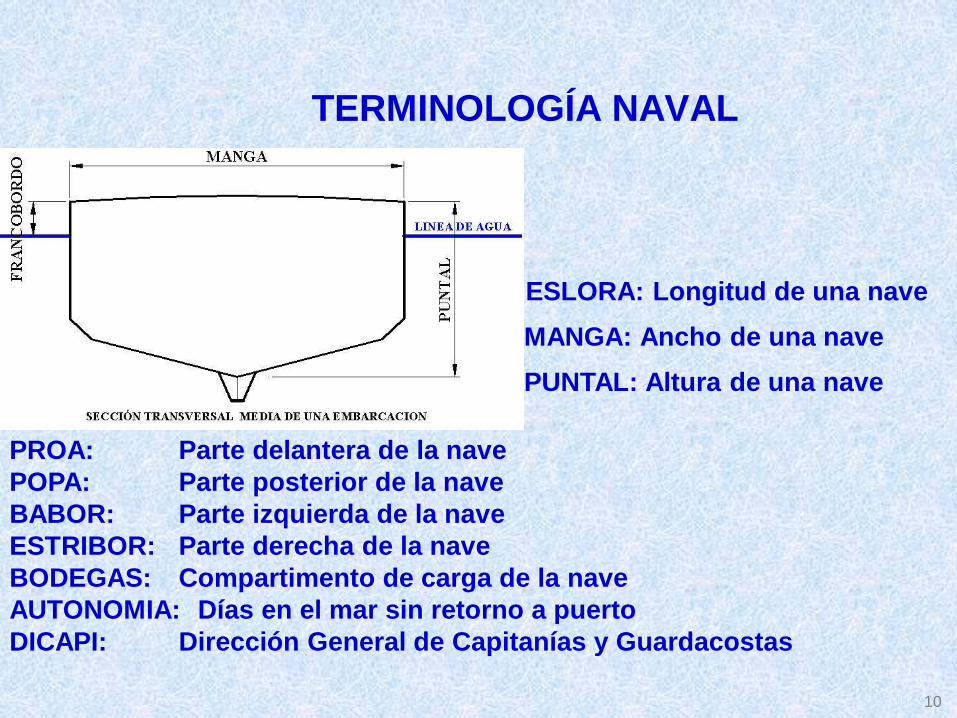
TERMINOLOGÍA NAVAL
ESLORA: Longitud de una nave
PUNTAL: Altura de una nave
PROA: Parte delantera de la nave
POPA: Parte posterior de la nave
BABOR: Parte izquierda de la nave
ESTRIBOR: Parte derecha de la nave
BODEGAS: Compartimento de carga de la nave
AUTONOMIA: Días en el mar sin retorno a puerto
DICAPI: Dirección General de Capitanías y Guardacostas
MANGA: Ancho de una nave

CONSTRUCCIONES NAVALES EN
SIMA CHIMBOTE
A la fecha SIMA Chimbote está concluyendo la construcción de 08
patrulleras de costa para la Marina de Guerra del Perú.
El año 2011 se construyeron las 03 embarcaciones de pesca que son
las mas grandes embarcaciones pesqueras construidas en el Perú.
Cada embarcación tiene capacidad para pesca refrigerada de 800 t.
La eslora total (longitud total) de la embarcación es de 77 metros. Se
construyó en un tiempo record de 12 meses, empleando mano de
obra calificada y tecnología de punta, como es la utilización de Corte
automático, soldadura automática con arco sumergido y Soldadores
calificados bajo estándares internacionales.
Asimismo el año 2012 se incursionó en el mercado internacional con
la construcción de 2 remolcadores por encargo de la Autoridad
Autónoma del Canal de Panamá.
12
El cálculo de la estructura, se realiza teniendo en cuenta
diversos factores como es la eslora de la embarcación,
capacidad de bodegas, velocidad entre otros, así como de
reglas que indican las Sociedades Clasificadoras
internacionales como son las siguientes:
• Germanischer Lloyd (Alemania)
• Lloyds Register (Inglaterra).
• American Bureau of Shipping (Estados Unidos)
• Bureau Veritas (Francia)
De igual forma se aplican los estándares y espcificaciones
propias con las que cuenta el astillero.
Reglas de Construcción Naval
13
Construcciones Navales
Para el caso de las embarcaciones pesqueras y
remolcadores, el casco es fabricado con planchas
de acero naval grado “A” certificado (ASTM A131
grado A) y poseen arreglos longitudinales y/o
transversales de acuerdo a lo solicitado por el
cliente. Asimismo, es fabricado en forma modular,
considerando proa, popa, bodegas de babor y
estribor y superestructura (caseta y puente de
mando).
Para embarcaciones rápidas de pasajeros y
Patrulleras de Costa, se utiliza Aluminio Naval 5086
H116.

14
DEFINICIÓN DE LAS FORMAS DE LA EMBARCACIÒN
SOFTWARE NAVAL ESPECIALIZADO PARA DISEÑO Y CALCULO DE ARTEFACTOS NAVALES
15
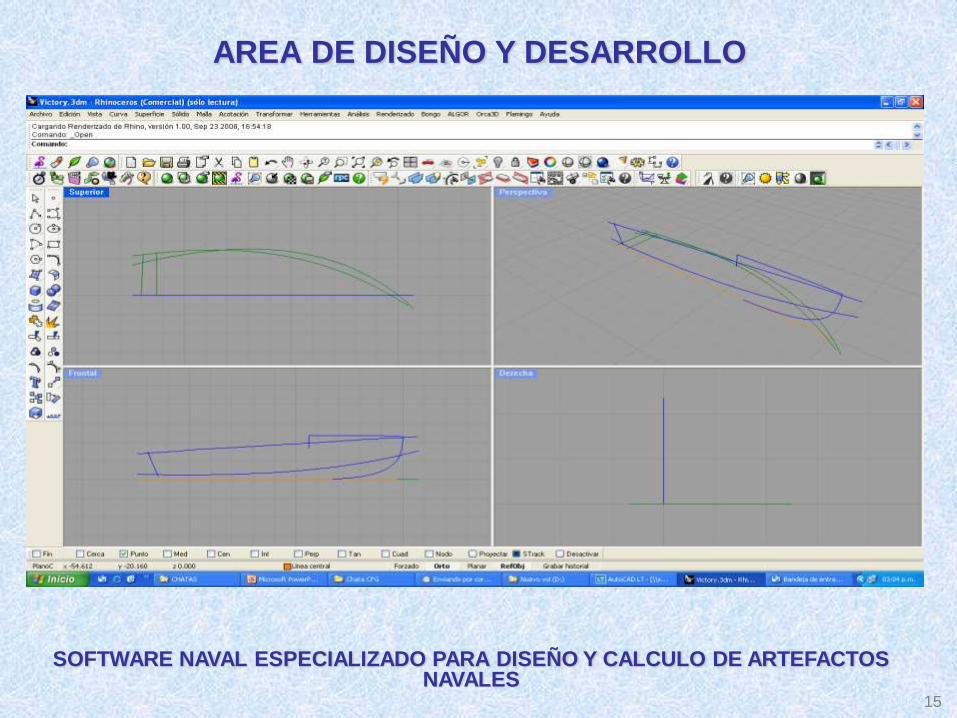
AREA DE DISEÑO Y DESARROLLO
SOFTWARE NAVAL ESPECIALIZADO PARA DISEÑO Y CALCULO DE ARTEFACTOS NAVALES

16
AREA DE DISEÑO Y DESARROLLO
SOFTWARE AUTOCAD – PARA PRESENTACION E IMPRESIÓN DE PLANOS
17
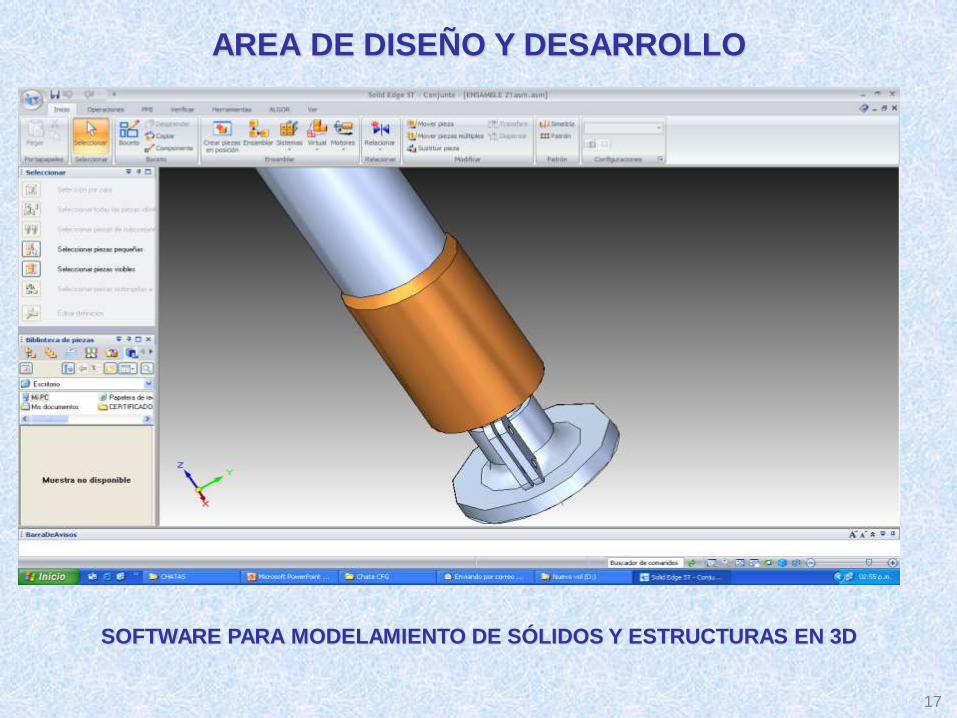
AREA DE DISEÑO Y DESARROLLO
SOFTWARE PARA MODELAMIENTO DE SÓLIDOS Y ESTRUCTURAS EN 3D

18
La definición de las líneas de forma de la embarcación se realiza en principio con un software de modelamiento,
Velocidad: Esta característica tiene que ver con las formas, y se debe de tener en cuenta asimismo la estabilidad.
Una embarcación veloz tiene poca estabilidad y viceversa una embarcación bastante estable tiene poca velocidad, por lo cual se debe de encontrar un punto de equilibrio.
Luego se valida el diseño de formas en canal de pruebas, para lo cual se confecciona un modelo a escala que puede ser en madera o fibra de vidrio.
DEFINICIÒN DE LAS FORMAS DE LA EMBARCACIÒN
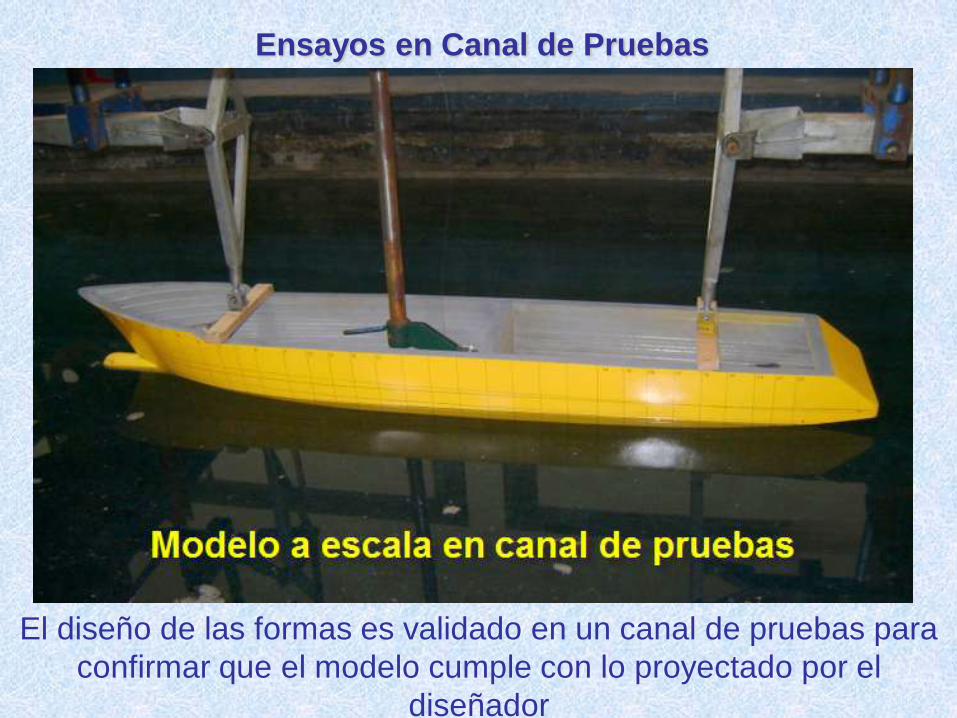
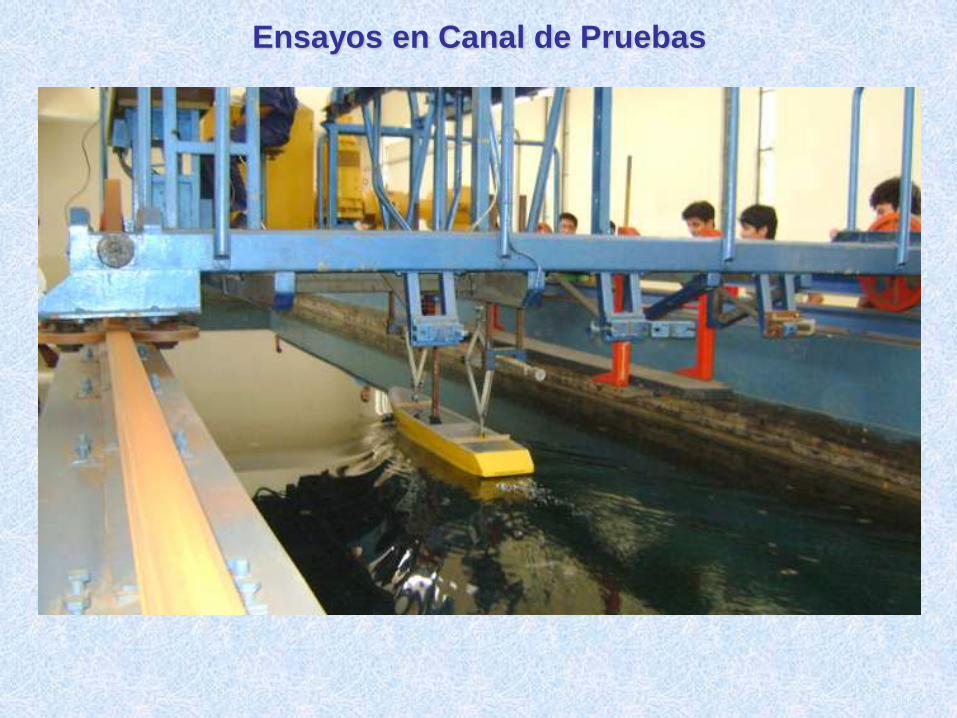
Ensayos en Canal de Pruebas
El diseño de las formas es validado en un canal de pruebas para
confirmar que el modelo cumple con lo proyectado por el
diseñador
Ensayos en Canal de Pruebas
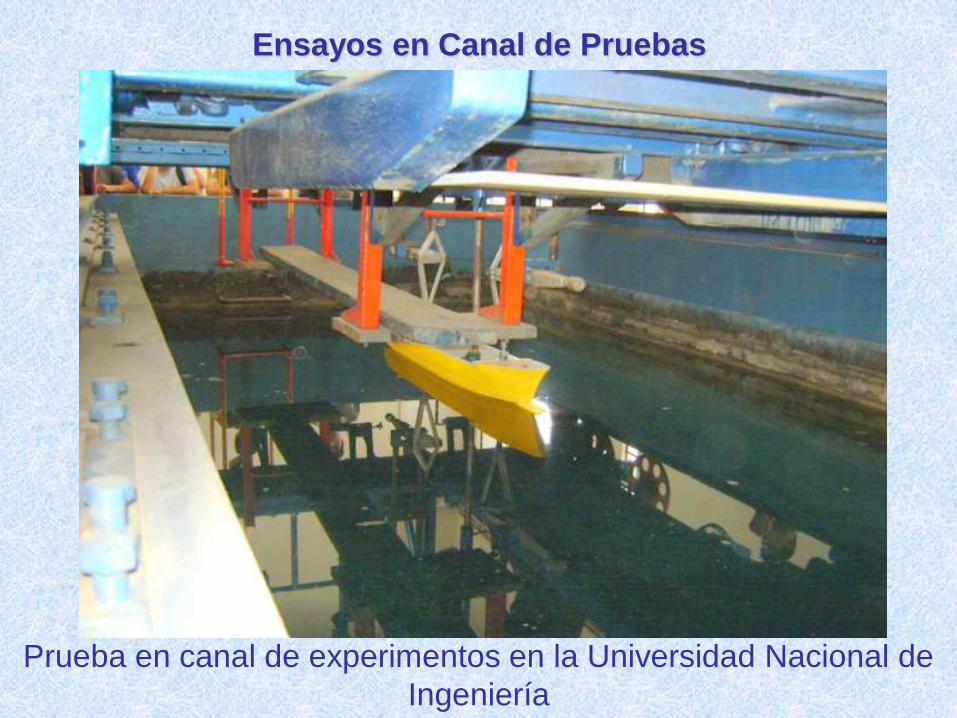
Ensayos en Canal de Pruebas
Prueba en canal de experimentos en la Universidad Nacional de
Ingeniería

Ensayos en Canal de Pruebas
23
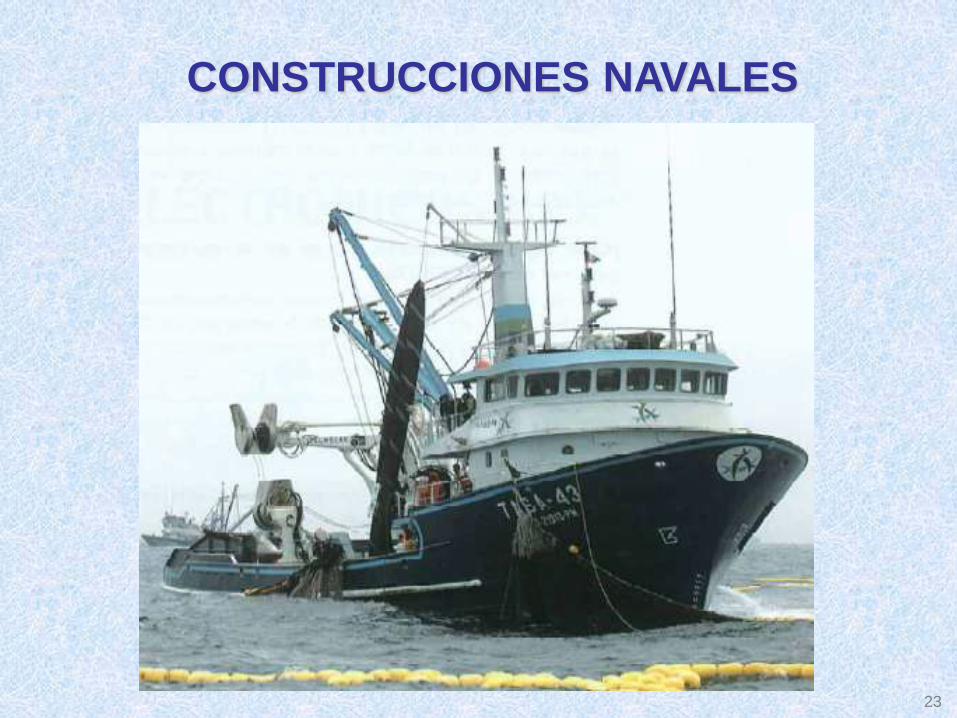
CONSTRUCCIONES NAVALES

24
Reducción del tiempo de ejecución de Construcciones
alcanzando mejoras en el proceso de construcción
modular.
Permite el avance en simultáneo de los diferentes
módulos, los cuales se ensamblan posteriormente.
CONSTRUCCION MODULAR

25
Corte CNC:
El corte de las piezas se realiza en una mesa de Corte
de Control Numérico Computarizado, que corta en
forma automática de acuerdo al archivo digital
alcanzado por la División de Diseño, con lo cual se
agiliza dicho proceso, ya que en años anteriores se
trabajaba con plantillas y luego con corte manual.
Proceso Constructivo

26
Máquina de Corte CNC

Maquinas de corte automático
27
Habilitado de piezas en maquina
de corte automático CNC
Habilitado de Platinas en maquina de
corte semiautomático
Se está utilizando tecnología de avanzada, como es el corte
automático para el habilitado de los elementos de la
embarcación.

28
Máquina de Corte CNC
Proceso de Soldeo
29
Se está utilizando los siguientes procesos de soldeo:
Proceso con Arco Sumergido (SAW):
Permite cordones de soldadura de gran calidad, empleándose
en soldadura de unión de planchajes de casco y cubierta. Se
utiliza un fundente que cubre totalmente al arco generado.
Proceso Semi Automático (GMAW):
Se emplea mayormente en el soldeo de las cuadernas y
estructura interior. Se utiliza además del metal de aporte, un
gas de protección.
Proceso Manual (SMAW):
Se emplea como complemento a los procesos anteriores, en
zonas donde no es posible los procesos anteriores. Se utiliza
electrodo revestido.
Soldadores Calificados
30
El 100% de soldadores y apuntaladores son calificados bajo
reglas internacionales, como son AWS D1.1 y de las
sociedades clasificadores como son Germanisher Lloyds de
Alemania, Lloyds Register de Inglaterra entre otros.
Asimismo los procesos de soldadura igualmente se califican,
para garantizar que las juntas de soldadura cumplen con las
especificaciones.
Inspecciones de Control de Calidad
31
Las inspecciones de Control de Calidad son permanentes en
todo el proceso productivo.
Se aplican los siguientes ensayos no destructivos:
-Radiografía Industrial en forma aleatoria
-Líquidos Penetrantes al 100% de cordones de soldadura
-Partículas Magnéticas en forma aleatoria
-Inspección Visual al 100%
Para estos ensayos se tiene personal calificado con Nivel II
bajo la normas ASNT-TC-1A

• Prefabricado de
mamparo transversal
zona de bodegas. En la
foto se aprecia el
proceso de soldeo con
gas de protección
(GMAW).
• Ensamblaje de
cuadernas y mamparos
sobre el mamparo
longitudinal
32
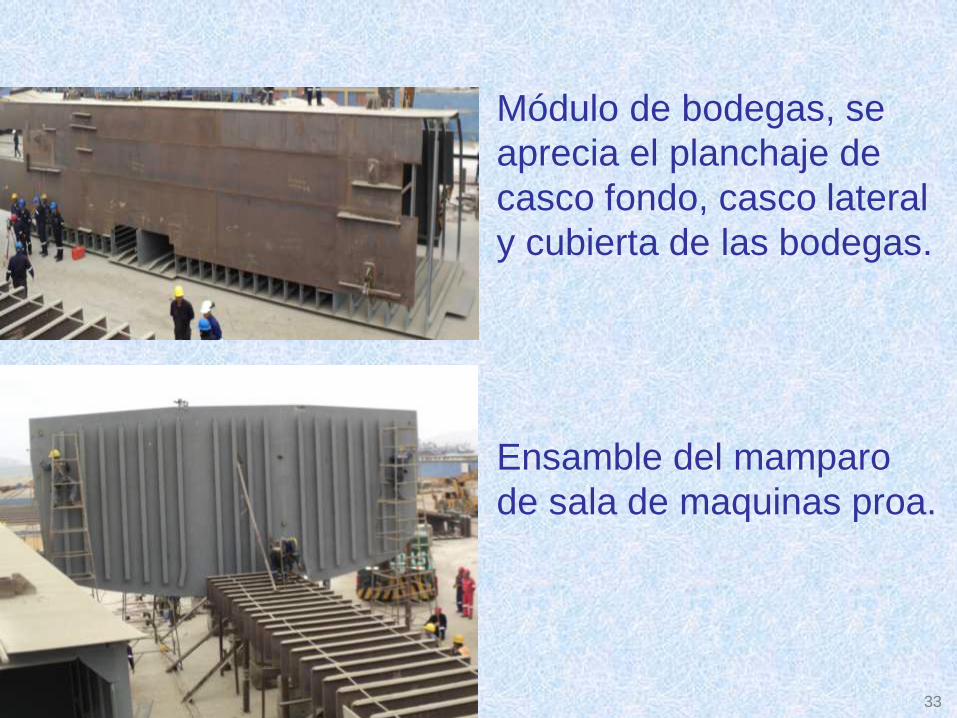
Módulo de bodegas, se
aprecia el planchaje de
casco fondo, casco lateral
y cubierta de las bodegas.
Ensamble del mamparo
de sala de maquinas proa.
33

ENSAMBLE DE LOS MODULOS DE BODEGAS
34

• Los módulos de bodegas de las 03 embarcaciones ya
ensambladas en la quilla.
35

Vista desde Proa
36
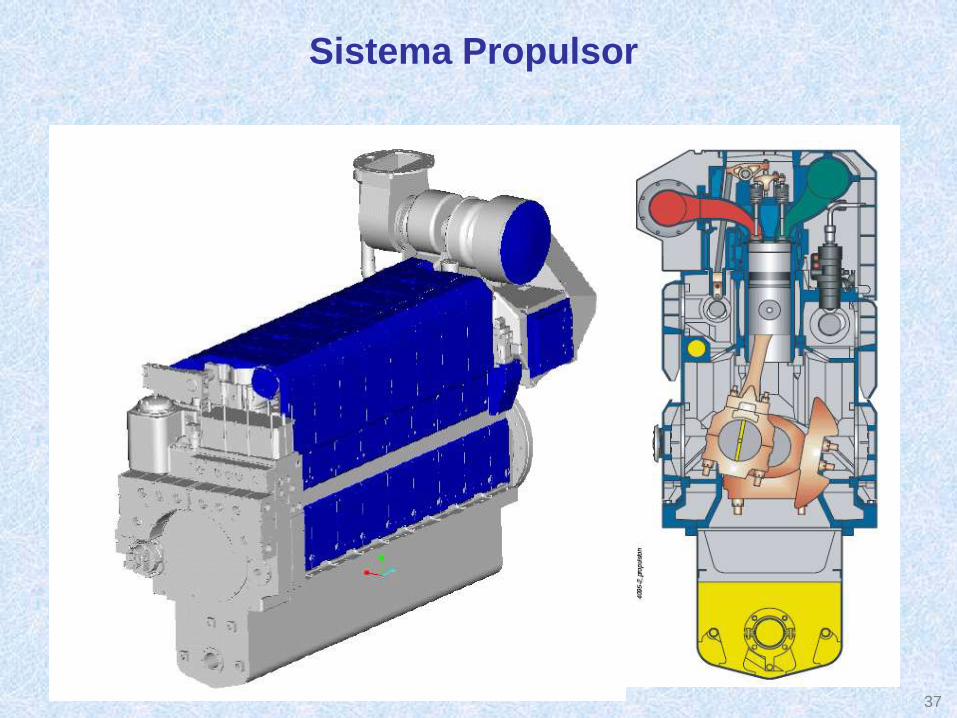
Sistema Propulsor
37
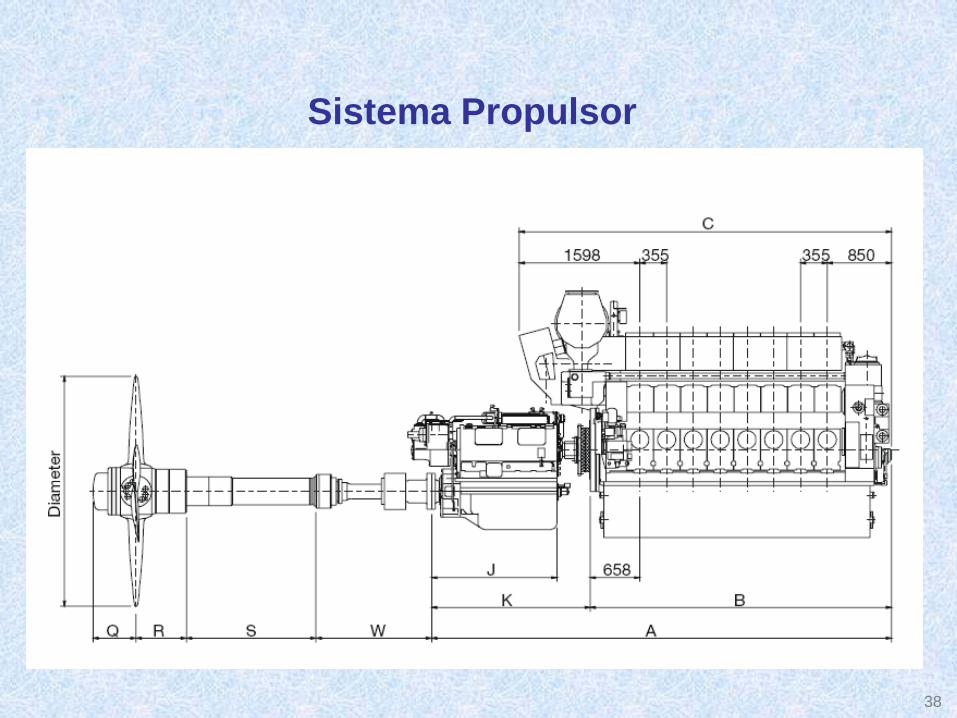
Sistema Propulsor
38

39
SIMA CHIMBOTE ha logrado concretar, desde el año 2001 a la fecha,
la venta de 50 CONSTRUCCIONES NAVALES de embarcaciones de
diversas dimensiones.
PROY. 494 “CHATA DC-1”
PROY.493 “CHATA MALABRIGO”
PRY.492 E/P “DALMACIA - III”
PROY.491 E/P “TASA - 55”
PROY.490 E/P “TASA - 45”
PROY.489 E/P “TASA - 44”
PROY.488 E/P “TASA - 43”
PROY.487 E/P “ALEJANDRIA I”
PROY.486 E/P “ELISA”
PROY.483 E/P“JADRÁN-B” PROY.484 E/P “MARY”
PROY.485 E/P “KIARA - B”
PROY. 495 “BRAVO 9”
PROY. 496 “DANITZA”
CN-A-1089-03
“DOÑA LICHA II”
CN-1093-SCH
“JUANITA”
CN-1104-SCH
“CHATA CHICAMA”
CN-1105-SCH
“CHATA PLANCHADA”
CN-1095-SCH
“DON RAUL IV”
CN-1094-SCH
“ZHENNA 2”

CONSTRUCCIONES NAVALES

CONSTRUCCION NAVAL – E/P ELISA
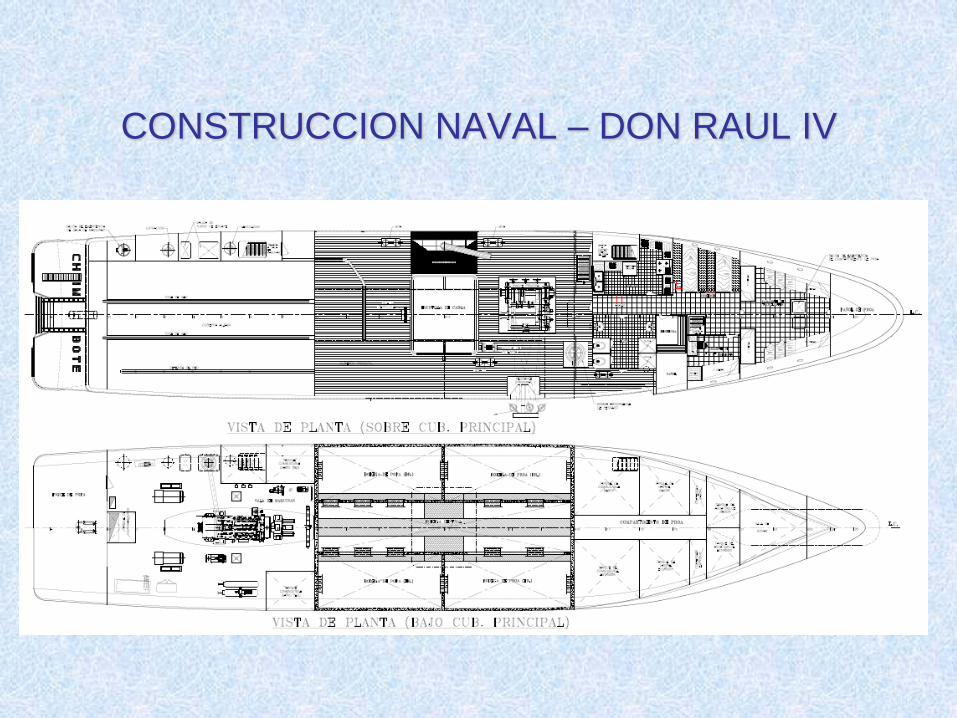
CONSTRUCCION NAVAL – DON RAUL IV

CONSTRUCCION NAVAL – DON RAUL IV (420 t.)

44
MODIFICACIONES ESTRUCTURALES
CONSTRUCCIONES NAVALES

45
CONSTRUCCIONES NAVALES

46
CONSTRUCCIONES NAVALES

CONSTRUCCIONES NAVALES 2011
PROYECTOS INCAMAR:
Cantidad: 03 naves.
Eslora: 77 m.
Manga: 11 m.
Puntal: 5 m.
Bodegas: 800 m3.

CONSTRUCCIONES NAVALES 2011
PROYECTOS INCAMAR:
Cantidad: 03 naves.
Eslora: 77 m.
Manga: 10.1 m.
Puntal: 5 m.
Bodegas: 800 m3.
Sistema de frio.
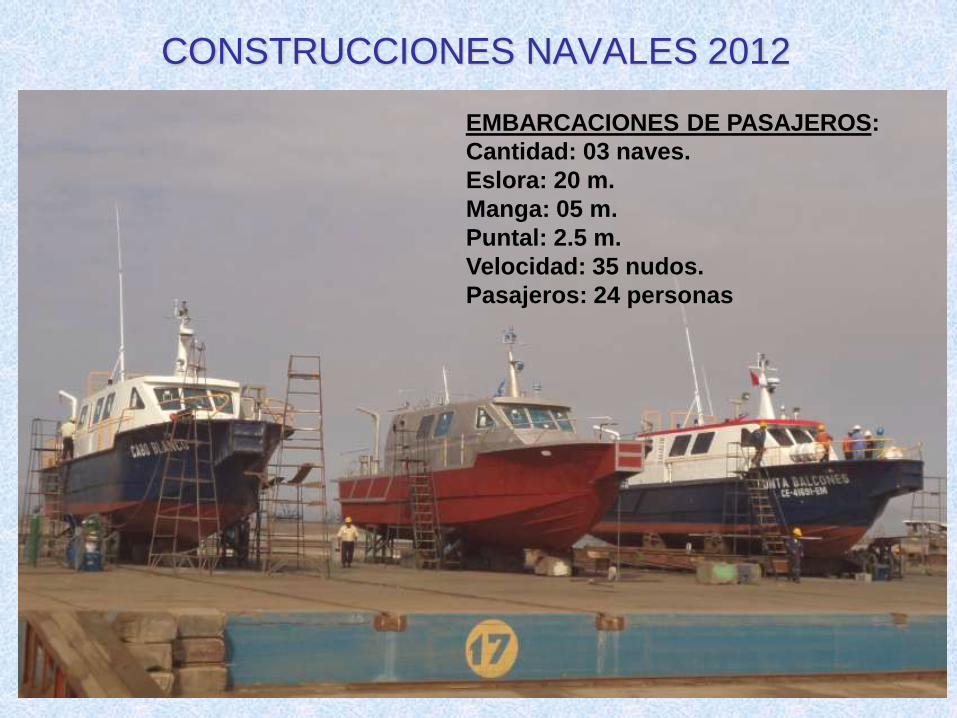
CONSTRUCCIONES NAVALES 2012
EMBARCACIONES DE PASAJEROS:
Cantidad: 03 naves.
Eslora: 20 m.
Manga: 05 m.
Puntal: 2.5 m.
Velocidad: 35 nudos.
Pasajeros: 24 personas

CONSTRUCCIONES NAVALES 2012
EMBARCACIÓN DE PASAJEROS

CONSTRUCCIONES NAVALES 2012
PROYECTOS
REMOLCADORES PARA
CANAL DE PANAMÁ
Cantidad: 02 naves.
Eslora: 29.7 m.
Manga: 12.5 m.
Puntal: 12.4 m.
Bollard Pull: 55 toneladas

CONSTRUCCIONES NAVALES 2012
PROYECTOS
REMOLCADORES PARA
CANAL DE PANAMÁ
Cantidad: 02 naves.
Eslora: 29.7 m.
Manga: 12.5 m.
Puntal: 12.4 m.
Bollard Pull: 55 toneladas

CONSTRUCCIONES NAVALES 2012
PROYECTOS
REMOLCADORES PARA
CANAL DE PANAMÁ
Cantidad: 02 naves.
Eslora: 29.7 m.
Manga: 12.5 m.
Puntal: 12.4 m.
Bollard Pull: 55 toneladas

CONSTRUCCIONES NAVALES 2013
PROYECTOS PATRULLERAS DE
COSTA
Cantidad: 08 naves.
Eslora: 12.2 m.
Manga: 4.5 m.
Puntal: 1.85 m.
Velocidad: 25 nudos
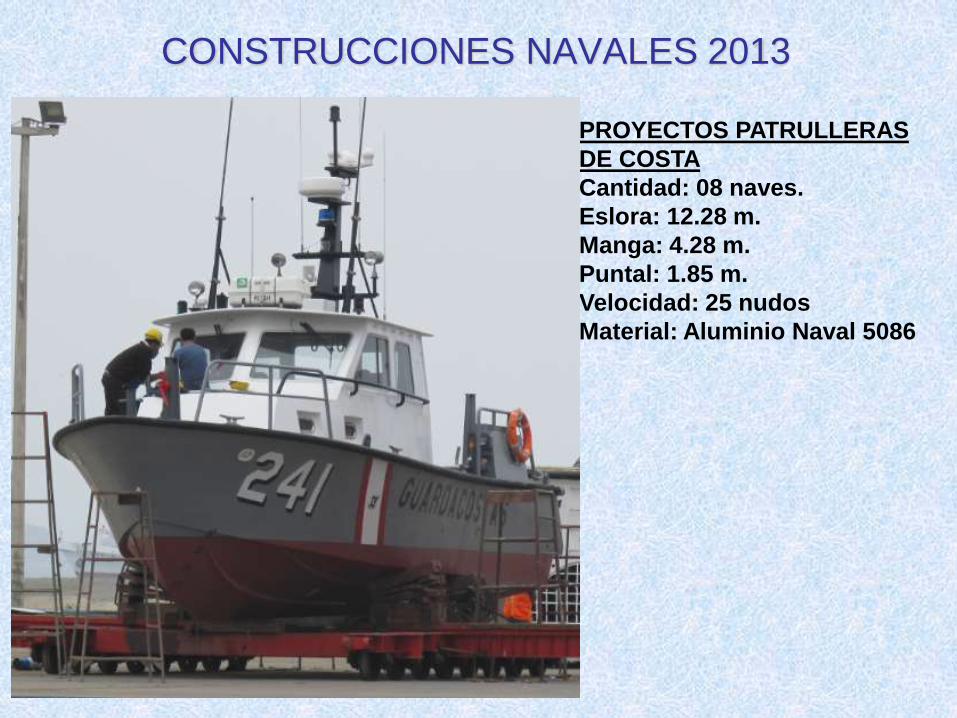
CONSTRUCCIONES NAVALES 2013
PROYECTOS PATRULLERAS
DE COSTA
Cantidad: 08 naves.
Eslora: 12.28 m.
Manga: 4.28 m.
Puntal: 1.85 m.
Velocidad: 25 nudos
Material: Aluminio Naval 5086
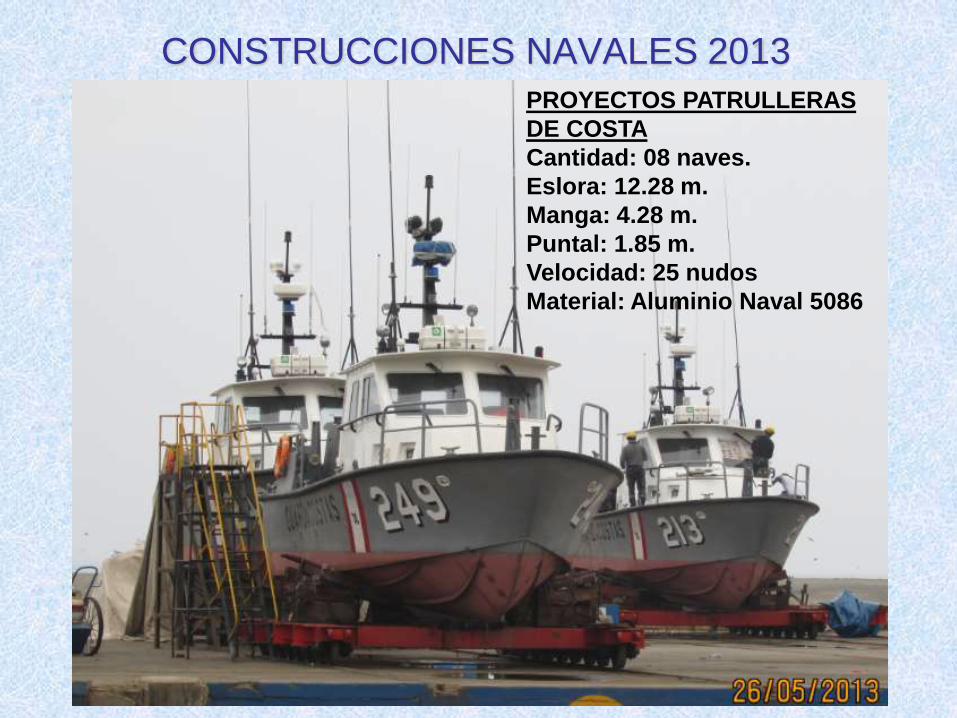
CONSTRUCCIONES NAVALES 2013
PROYECTOS PATRULLERAS
DE COSTA
Cantidad: 08 naves.
Eslora: 12.28 m.
Manga: 4.28 m.
Puntal: 1.85 m.
Velocidad: 25 nudos
Material: Aluminio Naval 5086

CONSTRUCCIONES NAVALES 2013
Top Related