







Idiomas
Páginas
Jurídico

1
Síntesis y caracterización de recubrimientos
protectores de AlTiZrN en acero M2 y D2
Víctor Dahián Saldarriaga Montoya
Universidad Nacional de Colombia
Facultad de Ciencias Exactas y Naturales, Departamento de Física y Química
Manizales, Colombia
2021

1
Síntesis y caracterización de recubrimientos
protectores de AlTiZrN en acero M2 y D2
Víctor Dahián Saldarriaga Montoya
Tesis de investigación presentada como requisito parcial para optar al título de:
Magister en Ciencias – Física
Director:
PhD Elisabeth Restrepo Parra
Codirector:
Dr. Daniel Escobar Rincón
Grupo de Investigación:
Laboratorio de Física del Plasma
Universidad Nacional de Colombia sede Manizales
Facultad de Ciencias Exactas y Naturales, Departamento de Física y Química
Manizales, Colombia
2021


Resumen o Abstract V
1
Todo fluye, ¡Tú solo respira!
“El amor es Luz, dado que ilumina a quien lo
da y lo recibe. El amor es gravedad, porque
hace que unas personas se sientan atraídas por
otras. El amor es potencia, porque multiplica
lo mejor que tenemos, y permite que la
humanidad no se extinga en su ciego egoísmo.
El amor revela y desvela. Por amor se vive y se
muere. El amor es Dios, y Dios es amor.
Cuando aprendamos a dar y recibir esta
energía universal, comprobaremos que el amor
todo lo vence, todo lo trasciende y todo lo
puede, porque el amor es la quinta esencia de
la vida.”
Albert Einstein
VI Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2
1. Resumen
Síntesis y caracterización de recubrimientos protectores de AlTiZrN
en acero M2 y D2
El desgaste de herramientas es una de las principales preocupaciones en la industria
herramental. Una evaluación comparativa del desgaste de los materiales que constituyen la
herramienta ayudará a prevenir su reemplazo frecuente con la finalidad de reducir costos y
perdidas asociadas a producción, rendimiento y tiempos de operación.
En este documento, el mecanismo de desgaste en punzones herramentales, recubiertos con
el nitruro cuaternario aluminio-titanio-zirconio AlTiZrN se comparan con un tratamiento
superficial de nitruración ferrítica comúnmente disponible y ofertado por distintas
empresas. Los punzones fueron fabricados con dos aceros AISI/SAE M2 y D2 los cuales
tuvieron una considerable influencia debido a las diferencias físicas, tribológicas y químicas
que poseen. Inicialmente se sintetizó el material AlTiZrN mediante la técnica PVD arco
catódico; los parámetros de síntesis fueron reportados en este documento. Luego de esto se
evaluaron parámetros composicionales, estructurales, morfológicos y tribológicos de los
sustratos y los recubrimientos de AlTiZrN obtenidos. Las técnicas de caracterización usadas
fueron, XPS, XRD, AFM, Scratch test a carga constante y carga progresiva, pin on disk
modo reciproco y SEM.
También se realizaron pruebas de campo en los distintos punzones. Se encontró que la vida
útil de la herramienta para el punzón recubierto con AlTiZrN era mayor, mostrando una
mejora aproximada del 57,02% en el rendimiento del herramental fabricado con acero M2.
Las herramientas desgastadas se analizaron utilizando un microscopio electrónico de
barrido SEM y un microscopio óptico para estudiar los mecanismos de desgaste de la
herramienta.
La resistencia a la corrosión también se evaluó siendo más favorable para los recubrimientos
de AlTiZrN que para las muestras de acero tratadas mediante nitrocarburación Tenifer, esto
se pudo evidenciar en el análisis Tafel dónde se notó una disminución drástica de la
velocidad de corrosión.
Palabras clave: acero D2, acero M2, corrosión, desgaste, nitrocarburación,
recubrimiento, Tenifer, tribología, XRD.
Contenido VII
Abstract
Synthesis and characterization of AlTiZrN coatings on M2 and D2 steel
Tool wear is one of the major concerns in the tooling industry. Therefore, a comparative
evaluation of the wear of the materials that form the tool, will help to prevent its constant
replacement in order to reduce costs and losses related with production, performance, and
operation times.
In this current document, the wear mechanism in tooling punches coated with the quaternary
aluminum-titanium-zirconium nitride AlTiZrN, are compared with the punches with a
ferritic nitriding surface treatment, that are commonly available and offered by different
companies. The punches were manufactured with two steels, AISI / SAE M2 and D2. Which
had a considerable influence due to their physical, tribological and chemical differences. To
begin, the AlTiZrN material was synthesized using the PVD cathodic arc technique. The
synthesis parameters were reported. Subsequently, the compositional, structural,
morphological and tribological parameters of the obtained AlTiZrN substrates and coatings
were evaluated. The characterization techniques used were XPS, XRD, AFM, scratch test
at constant load and at progressive load, pin on disk reciprocal mode and SEM.
Field tests were also carried out on the different punches. It was found that the durability
for the AlTiZrN coated punch was longer, showing an approximate 57.02% improvement
in the performance of tooling made from M2 steel. The worn tools were analyzed using a
SEM scanning electron and an optical microscope to study the tool wear mechanisms.
The Corrosion resistance was also evaluated as being more advantageous for AlTiZrN
coatings than for steel samples treated by Tenifer nitrocarburization. This could be
evidenced in the Tafel analysis where a drastic decrease in the corrosion rate was identified.
Keywords: D2 steel, M2 steel, corrosion, wear, nitrocarburizing, coating, Tenifer,
tribology, XRD.


Contenido IX
1
Contenido
Resumen ............................................................................................................................. VI
Lista de figuras................................................................................................................... XI
Lista de tablas .................................................................................................................... XII
1. Introducción ...........................................................................................................1
2. Fundamentos teóricos y antecedentes ...................................................................5
2.1 Aceros y sustratos ............................................................................................................. 5
2.2 Aceros herramentales ...................................................................................................... 7
2.2.1 Aceros herramentales AISI/SAE M2 Y D2 .................................................................... 9
2.3 Tratamientos superficiales – Tenifer® ......................................................................... 10
2.3.2 Mecanismo de punzonado .......................................................................................................... 12
2.4 Técnica de deposición PVD ........................................................................................... 17
2.5 Superficie y desgaste ...................................................................................................... 18
2.5.1 Morfología Superficial ............................................................................................................... 19
2.6 Material de estudio: Nitruro de Aluminio-Titanio-Zirconio ...................................... 19
2.6.1 Historia, antecedentes y situación problemática ........................................................................ 19
2.6.2 Revisión Sistemática de literatura: Estado del arte del Material 𝐀𝐥𝐓𝐢𝐙𝐫𝐍 ................................ 21
2.6.3 Problema de Investigación ......................................................................................................... 31
3. Desarrollo experimental.......................................................................................33
3.1 Procedimiento Experimental ......................................................................................... 33
3.2 Síntesis de los recubrimientos de AlTiZrN .................................................................. 36
3.2.1 Diseño experimental .................................................................................................................. 36
3.2.2 Deposición PVD en sustratos ..................................................................................................... 37
4. Fundamentación y técnicas usadas para la caracterización ....................................... 40
4.1 Difracción de Rayos X (XRD) ................................................................................................... 40
4.2 Tribología de las superficies ...................................................................................................... 41
4.2.3 Scratch test o prueba de rayado.................................................................................................. 42
4.2.4 Pin on Disk – Modo reciproco ................................................................................................... 43
4.2.5 Evaluación tribológica ............................................................................................................... 44
4.3 Corrosión ........................................................................................................................ 44
4.4 Dureza ............................................................................................................................. 44
4.5 Microscopio de fuerza atómica (AFM) ...................................................................................... 46
5. Resultados y Análisis............................................................................................46
5.1 Composición del recubrimiento (AlTiZr)N ................................................................. 46
5.2 Difracción de Rayos X (XRD) ....................................................................................... 47
X Título de la tesis o trabajo de investigación
5.3 Análisis superficial y morfológico ................................................................................. 50
5.3.1 Morfología de la superficie (AFM) ............................................................................................ 50
5.4 Análisis Tribológico ....................................................................................................... 51
5.4.1 Scratch test ................................................................................................................................. 51
5.4.2 Rayado estático .......................................................................................................................... 51
a. Carga constante ......................................................................................................................... 51
5.4.3 Rayado dinámico (Adhesión) - Recubrimiento .......................................................................... 54
b. Carga progresiva ....................................................................................................................... 54
5.4.4 Desgaste ..................................................................................................................................... 56
5.5 Pruebas de corrosión...................................................................................................... 58
5.5.1 Espectroscopia de impedancia electroquímica (EIS) .................................................. 58
5.5.2 Tafel ................................................................................................................................. 61
5.6 Pruebas de campo .......................................................................................................... 63
6. Conclusiones y recomendaciones ........................................................................67
6.1 Conclusiones ................................................................................................................... 67
7. Bibliografía ...........................................................................................................69

Contenido XI
1
2. Lista de figuras
Pág.
Figura 1. Esquema del punzonado. Tomado de [79] ....................................................................... 12
Figura 2. Etapas del punzonado ....................................................................................................... 13
Figura 3. Características del borde de corte con juego normal [82] ................................................. 14
Figura 4. Posición relativa según el juego ....................................................................................... 14
Figura 5. Influencia del juego de corte J sobre la fuerza de corte .................................................... 15
Figura 6. Desgaste del punzón y matriz. Tomada de [82] ................................................................ 16
Figura 7. Esquema del Proceso PVD ............................................................................................... 17
Figura 8. Grapa Cama Macho. ....................................................................................................... 33
Figura 9. Montaje punzones. ............................................................................................................ 34
Figura 10. Planos de diseño del punzón y punta desgastada. ........................................................... 35
Figura 11. Degaste en la punta del punzón. ..................................................................................... 36
Figura 12 Sustratos antes de la deposición y sistema planetario ...................................................... 38
Figura 13 Unidad de recubrimientos PVD modelo Domino Mini de Oerlikon Balzers .................. 38
Figura 14 Fotografía del blanco de titanio con 4 incrustaciones de Zirconio. ................................ 39
Figura 15 Sustratos Recubiertos....................................................................................................... 40
Figura 16 Esquema de la ley de Bragg. ........................................................................................... 40
Figura 17 Mecanismos principales del desgaste. ............................................................................. 42
Figura 18 AlTiZr con 4 insertos de Zr ............................................................................................. 47
Figura 19 Difractometro XRD Rigaku ............................................................................................. 48

Contenido XII
1
3. Lista de tablas
Pág.
Tabla 1. Grupos de aceros herramentales [76] ................................................................................... 8
Tabla 2. Composición química de acero M2 y D2. Referencias Anexo 1 y 2 respectivamente. ....... 9
Tabla 3. Propiedades físicas de los aceros M2 Y D2. Referencias Anexo 1 y 2 respectivamente. .... 9
Tabla 4. Materiales basados en (Al, Ti, Zr)N................................................................................... 22
Tabla 5. Desgaste y materiales nitrurados para punzonado. ............................................................ 23
Tabla 6. Clasificación de la biografía. ............................................................................................. 24
Tabla 7 Composición química de los aceros usados. Referencias Anexo 1 y 2 respectivamente
.......................................................................................................... ¡Error! Marcador no definido.
Tabla 8 Propiedades físicas de los aceros usados. Referencias Anexo 1 y 2 respectivamente ........ 35
Tabla 9 Disposición de muestras y/o sustratos a recubrir ................................................................ 37
Tabla 10 Escala de dureza rockwell ................................................................................................. 45
1
4. Introducción
El impacto del desgaste en partes herramentales, ha sido un aspecto de sumo interés en la industria
metalmecánica, a escala mundial, el consumo de energía, el gasto económico, y hasta las emisiones de
CO2 se relacionan con este fenómeno, como se evidenció en los trabajos de JSL Jindal en 2014 [1] y
Holmberg & Erdemir [2]. En ese último estudio del 2017 se mostró que las pérdidas de energía debido al
desgaste podrían reducirse en un 40% a largo plazo (15 años) y en un 18% a corto plazo (8 años) al
aprovechar las nuevas tecnologías de superficie y nuevos materiales contra el desgaste en la industria
metalmecánica; cuando se hace la relación de energía producción-costo las cifras a escala mundial pueden
estar cerca de 1,4% del PIB, además, la corrosión también se ha estimado, produciendo pérdidas anuales
de 5.000bn USD a nivel mundial [2].
El desgaste se presenta en diversos procesos, desde punzonado hasta corte y conformado. Estas pérdidas
respecto a costo y energía pueden ser ocasionadas por deficientes propiedades tribológicas de los
materiales con que se fabrican dichas herramientas, tanto en la superficie como en el bulk. Las deficiencias
conllevan a que los herramentales presenten variaciones dimensionales; en el mejor caso puede acontecer
un bajo desempeño, pero posteriormente incurriría en la falla del material o herramienta. De este modo se
causa también una falla operativa, las cuales pueden afectar negativamente la productividad debido a
tiempos inesperados de inactividad en las líneas de producción y el aumento de costos, ya sea por
fabricación de una pieza en bruto o por costos operacionales. Por esta razón, es necesario buscar métodos
para mejorar la vida útil de la herramienta mediante la reducción del desgaste y los fenómenos asociados,
con el fin de incrementar sustancialmente la eficiencia y la productividad, reduciendo así distintos costos.
Actualmente se promueve constantemente la creación e invención de nuevos materiales, mejorando cada
vez más las propiedades de estos. En este caso se resalta aquí, los nitruros de metales de transición, los
cuales han sido considerados y explorados por muchos años como recubrimientos duros y revestimientos
protectores, desde sus inicios hasta hoy, han sido usados en aplicaciones, mecánicas, tribológicas,
eléctricas, magnéticas, ópticas, entre otras [4-7], [13-24]. Estos recubrimientos pueden ser producidos por
diferentes técnicas PVD asistidas por plasma, entre las que se destacan, Magnetrón Sputtering [5], [24]–
[31] y técnicas de arco catódico [32]–[37]; estas ventajas brindan la posibilidad de variar diferentes
parámetros de síntesis para la afinación de la microestructura, con la finalidad de alcanzar altas durezas,
bajos módulos de elasticidad, alta recuperación elástica y alta tenacidad a la fractura; estas propiedades
son críticas para el desarrollo de nuevos y mejores materiales para las aplicaciones tribológicas modernas
[16], [38]–[46].

2 Introducción
Sin embargo, los recubrimientos duros sintetizados con tecnologías asistidas por plasma son aún una
tecnología en auge en nuestro país ya que hoy día, uno de los tratamientos usualmente utilizados por la
industria metalmecánica, para la mejora de ciertas propiedades y vida útil es la nitrocarburación ferrítica
la cual es un tratamiento superficial ofrecido por pocas empresas en el país (Colombia), sin embargo, es
utilizado a nivel regional como una solución (Industria metalmecánica - Eje Cafetero Colombiano).
De manera general, su tratamiento posee como ventaja principal su simplicidad, pero sus desventajas
resaltan fuertemente: la alta erosión de la pieza, el poco control en el proceso, los daños al medio ambiente
pues la técnica genera una gran cantidad de residuos tóxicos, además, el alto costo de la técnica, debido
en parte a la falta de empresas dedicadas a la producción industrial metalmecánica. Sin embargo, a pesar
de las distintas desventajas, este tratamiento se posiciona como uno de los más usados respecto a la
tecnología de superficie en el marco regional mencionado, por lo tanto, se busca complementar, mejorar
o quizás remplazar esta tecnología con la finalidad de innovar en tecnologías más eficientes, por ejemplo,
con recubrimientos duros producidos por plasma.
Se han gastado esfuerzos considerables en el desarrollo de materiales para solucionar estos problemas,
por ejemplo, reconocidos autores han tenido éxito en la síntesis de los recubrimientos de TiN, ZrN, CrN,
SiN, TaN, BN, ZrSiN, TiAlN, TiSiN, TiAlVN, CrTiAlN, AlCrN, CrNiN, ZrNiN, ZrWN [34], [40], [47]–
[53]. De igual forma distintos autores buscan una relación resistencia-desempeño mejorada mediante la
combinación de diferentes elementos como Ti, AI, Zr, Sn, V, Mo, Cr y se ha encontrado que estas
combinaciones suelen ser mucho más efectivas [54]–[57].
Adicional a la búsqueda de mejora en propiedades por medio de la combinación de varios elementos,
también es importante destacar que la mayor parte de dichos elementos sean de bajo costo resultante en
una gran ventaja, pues un compuesto conformado 100% de un elemento costoso, puede decrecer en costos
adicionando y/o reemplazando algunos elementos mucho más asequibles como por ejemplo el aluminio,
los cuales servirán para amortiguar cantidad del material usado [34], [47], [48], [58], [59]. Entre estos
materiales, el nitruro cuaternario AlTiZrN, puede presentar excelente desempeño, ya que cada uno de los
elementos que lo componen puede otorgarle propiedades atractivas para aplicaciones industriales. Esto
debido a que el material es una composición de nitruros binarios y terciarios (AlN, TiN, ZrN, AlTiN,
AlZrN, TiZrN) [33], [49], [51], [60]–[66], los cuales han sido ampliamente estudiados y han mostrado
alta dureza, resistencia al desgaste, a la corrosión y otras muchas características de gran interés para la
industria.
La formación de nitruros ternarios se considera como una modificación de las propiedades de un nitruro
simple (binario), al sustituir ciertos átomos de su estructura por átomos de otro metal; la inclusión del
átomo de Ti en la red del AlN, se puede visualizar en el aumento de la constante de red y de la diferencia
en tamaño de los radios atómicos. Pero cuando se tienen sistemas de nitruros ternarios como AlTiN y se
incluye un átomo como el Zr, es decir sistemas cuaternarios, estos ocasionalmente son reportados en la
literatura académica, sin embargo, representaciones teórico - analíticas no solo han demostrado ser
adecuadas para los sistemas binarios sino también para los sistemas de orden superior [32], [36], [67].

Introducción 3
Estas inclusiones atómicas cambian las propiedades de estos materiales, al modificar su estructura, tipos
de enlaces y microestructura, lo cual da pie para buscar la mejora de recubrimientos anteriores ya que, en
estudios realizados, se evidencia que la dureza y la tenacidad pueden ser mejorada adicionando otro
compuesto o elemento (metal) en la red, siempre y cuando exista una diferencia evidente entre los radios
atómicos [68][69].
En el año 2003 PalDey & Deevi desarrollaron una revisión bibliográfica en búsqueda de los
recubrimientos sintetizados por diversas técnicas a base de (Al, Ti) N y compararon sus propiedades. Sin
embargo, se discutió poco de la inclusión de átomos específicos como en el Zr en la estructura y solo se
mencionó de la posible adaptación para aplicaciones específicas; debido a esto se propuso una revisión
actualizada y específica para recubrimientos de (Al, Ti, Zr) N. De este modo mediante la revisión
sistemática de literatura se evidencio el estado actual de dicha temática de investigación mediante la
búsqueda, recopilación, clasificación y análisis de 76 documentos analizados.
En esta revisión se evidenció escasez de documentos por lo que no se pudo identificar con claridad la
relación entre síntesis y propiedades tribológicas de recubrimientos de (Al, Ti, Zr) N. Sin embargo, el
material basado en (Al, Ti, Zr) N, las pocas veces que fue sintetizado en composiciones determinadas,
siempre se exaltaron sus propiedades prometedoras, algunos autores lo perfilaron como un recubrimiento
ideal contra el desgaste y excelente para aplicaciones como el punzonado [36], [60], [70], otros autores
solo mencionaron algunas características y métodos de síntesis, favorablemente estas mediciones fueron
buenas para perfilarlas a la aplicación de punzonado[60], [70], [71]. Dicho esto, fue necesario también
una revisión amplia de recubrimientos nitrurados resistentes al desgaste específicamente a la aplicación
de punzonado y se encontró que el AlTiZrN nunca fue usado para esta aplicación a pesar de sus
prometedoras propiedades tribológicas.
También se pudo evidenciar la cantidad de variables que intervienen en el proceso desde, condiciones de
síntesis, materia prima en la que se deposita, caracterizaciones variadas por técnicas como XRR, XPS,
SEM, TEM, etc., además técnicas para la evaluación del desgaste del material y el recubrimiento como
pin on disk, indentación, scratch test, microscopias variadas entre otras. Esto demuestra lo complejo del
fenómeno y hace imperativo el estudio de recubrimientos basados en (Al, Ti, Zr) N con la finalidad de
avanzar en el entendimiento de los fenómenos y proveer soluciones mediante la aplicación de resultados
óptimos.
Son estas razones por las cuales en el presente trabajo se presentará la síntesis del nitruro cuaternario
AlTiZrN mediante PVD. La inclusión del átomo de Zr en la red de AlTiN dará partida a un estudio donde
se precise de análisis detallados de tipo elemental, composicional, morfológico y tribológico; buscando
siempre las mejores propiedades y desempeño de los recubrimientos en los diferentes sustratos, para que
de manera conjunta se pueda contribuir también a la búsqueda de la mitigación de algunos problemas de
la industria metalmecánica y específicamente de la aplicación de punzonado.


1
5. Fundamentos teóricos y antecedentes
5.1 Aceros y sustratos
El acero con sus extraordinarias propiedades con enorme adaptabilidad y diversos usos que
solo son limitados por el ingenio y la creatividad, se caracteriza por ser un material
cambiante y atractivo, por lo cual, descubrimientos en este material son asombrosos y
habituales. El acero es catalogado como el material más rentable y exitoso de todos los
tiempos debido a la gran variedad de microestructuras y propiedades que se pueden generar
mediante su procesamiento y transformación de estado sólido [72].
Diferentes usos y aplicaciones han surgido para el acero, siendo diferenciado y agrupado
según sus propiedades, composición y producción. El acero es una aleación constituida por
hierro en su mayor parte y carbono, entre otros elementos en menor cantidad.
El hierro es el componente principal del acero por lo cual es útil conocer su naturaleza y su
comportamiento. Dependiendo de la temperatura, el hierro puede adoptar diferentes
estructuras cristalinas o formas alotrópicas, al menos cuatro alótropos de hierro son
característicos; para la estructura cúbica centrada en el cuerpo (BCC) se encuentra el hierro
delta (δ-Fe) y el hierro alfa (α-Fe) comúnmente llamado ferrita, para la estructura cúbica
centrada en la cara (FCC) se encuentra el Hierro gamma (γ-Fe) comúnmente llamado
Austenita y para la estructura hexagonal compacta (hcp) se encuentra el Hierro épsilon (ε-
Fe) llamado Hexaferrum. En el hierro puro, la estructura cristalina tiene relativamente poca
resistencia a que los átomos de hierro se deslicen entre sí, por lo que el hierro puro es
bastante dúctil o blando y se forma fácilmente. En el acero, pequeñas cantidades de carbono,
otros elementos e inclusiones dentro del hierro actúan como agentes endurecedores que
evitan el movimiento de dislocaciones, por lo cual es la interacción de los alótropos de hierro
con los elementos de aleación, principalmente carbono, lo que le da al acero su rango de
propiedades únicas.
Es debido a estas interacciones y/o variaciones en la aleación que hacen que las propiedades
del acero cambien, el control de la composición química y física hacen que se mejore las
cualidades del material. Estas cualidades incluyen la dureza, el comportamiento de
enfriamiento, la necesidad de recocido, el comportamiento de templado, el límite elástico,
6 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
la resistencia a la tracción, compresión y corte, tenacidad y otras cualidades. Sin embargo,
los aceros tienen infinidad de formas de clasificación según diferentes organizaciones de
normalización.
Por ejemplo, La Sociedad Estadounidense para Pruebas y Materiales (ASTM por sus siglas
en inglés) tiene un conjunto separado de estándares, que definen aleaciones, como el acero
A36, unos de los aceros estructurales más utilizado en los Estados Unidos. El JIS también
define series de calidades de acero que se utilizan ampliamente en Japón y en los países en
desarrollo [73]. Organizaciones como estas han clasificado el acero de diferentes formas,
según su composición y según diferentes variables del proceso de obtención, para este
documento se usará la clasificación establecida en principio por la Sociedad de Ingenieros
Automotrices SAE la cual posee una serie de grados que definen muchos tipos de acero,
aunque más tarde, fue expandida por el Instituto americano del hierro y el acero AISI
formando la norma AISI/SAE Internacional; posteriormente estas sociedades establecieron
el sistema de numeración unificado UNS el cual cataloga y correlaciona, metales y
aleaciones administrados por diversas sociedades y de este modo constituyeron un sistema
de identificación internacional que es claro, comprensible y de utilidad.
El sistema de numeración unificado (UNS) Consiste en una letra de prefijo y cinco dígitos
que designan una composición de material. Por ejemplo, un prefijo de S indica aleaciones
de acero inoxidable, A indica Aluminio y aleaciones de Aluminio, T indica aceros para
herramientas, etc. Los primeros 3 dígitos son característicos de la aleación, mientras que los
últimos 2 dígitos indican variaciones más modernas que a menudo se eligen para representar
una especificación de propiedad de material. Por ejemplo, "08" se asignó a UNS S31008
porque el contenido máximo de carbono permitido es 0.08%. Sin embargo, un número UNS
por sí solo no constituye una especificación completa del material porque no establece
requisitos para las propiedades del material, el tratamiento térmico, la forma o la calidad.
Por lo tanto, es pertinente incluir las normas AISI/SAE las cuales clasifican los diferentes
aceros en grupos determinados con características y propiedades semejantes, lo cual es
idóneo debido al interés particular en este estudio, el cual se centrará en el grupo de “acero
para herramientas”; una variedad de aceros al carbono y aleados adecuados para convertirse
en herramientas y para la conformación de otros materiales. Su idon0eidad proviene de su
dureza distintiva, resistencia a la abrasión y deformación, y su capacidad para mantener su
forma a temperaturas elevadas.
El éxito de una herramienta depende de optimizar todos los factores que afectan su
desempeño. Normalmente, el rendimiento de una herramienta es determinado por distintas
condiciones de operación; por ejemplo, fuerzas aplicadas, ambientes abrasivos o impacto.
La mayoría de las fallas en las herramientas están relacionadas con estas causas mecánicas.
Sin embargo, gracias a la variedad disponible de diferentes aceros herramentales, es posible
elegir un acero herramental que tenga las propiedades favorables para una aplicación en
particular.

Resultados y Análisis 7
La selección adecuada de los tipos de aceros herramienta, tratamientos térmicos y
tratamientos superficiales, puede ser un proceso complejo. Al comparar las diferentes
propiedades de los diferentes aceros, se puede determinar el tipo de acero herramental más
adecuado para cada aplicación en particular, para resolver un problema de falla en la
herramienta o para incrementar el desempeño de esta. Los aceros herramienta se pueden
catalogar y comparar en base a propiedades definidas que influyen directamente en el
desempeño de una herramienta: tenacidad, resistencia al desgaste y dureza.
Son estas propiedades las que pueden ser mejoradas gracias a diversos métodos, en una
primera instancia el acero recibe un tratamiento térmico el cual consiste en calentar el
material a tratar hasta una temperatura inferior a la de fusión y mantenerlo en ella el tiempo
suficiente para que toda la pieza alcance la misma temperatura, con el fin de homogeneizar
el tamaño del grano, o para modificar los microconstituyentes del material. Posteriormente
el material puede ser enfriado a diferentes velocidades, según el tipo tratamiento que se
quiera realizar. No obstante, el tratamiento térmico, no es suficiente para aplicaciones
específicas donde materiales con propiedades contradictorias como elevada resiliencia y
dureza son los necesarios (cigüeñales, pistones, levas, punzones…) y para ello se dispone
para que el alma de las piezas (acero) absorba los impactos y que la zona superficial sea la
que acometa la dureza. En estos casos se modifica superficialmente la composición de los
materiales sin que afecte su composición interna, sometiéndoles a tratamientos
termoquímicos, como: cementación, nitruración, cianuración o sulfinización. Sin embargo,
estas propiedades superficiales que estos tratamientos brindan pueden ser remplazados o
complementados por un recubrimiento duro. En el primer caso, simplemente se sustituye el
tratamiento superficial por un recubrimiento y en el segundo caso se usa el tratamiento
superficial en conjunto con el recubrimiento duro, de modo que el tratamiento superficial
sirva como gradiente de dureza ante el recubrimiento, de este modo, la absorción de impactos
mejoraría debido a la aplicación progresiva de fuerzas y además, al usar un recubrimiento
mucho más duro que un tratamiento superficial sería ideal para la superficie, la cual sería
quien acometa la dureza en gran medida.
5.2 Aceros herramentales
El acero herramental o aceros para herramientas se refiere a una variedad de aceros al
carbono y aleados, particularmente adecuados para utilizarse en herramientas. Su idoneidad
proviene de su alta dureza, resistencia a la abrasión y deformación, además de su capacidad
para mantener el filo a temperaturas elevadas. Como consecuencia, los aceros para
herramientas son adecuados para su uso en la conformación de otros materiales. Con un
contenido de carbono entre 0.5% y 1.5%, los aceros para herramientas se fabrican bajo
condiciones muy controladas para producir la calidad requerida [74].

8 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
La presencia de carburos en su matriz es importante para las cualidades del acero
herramental. Además de los carburos del hierro (cementita), los principales elementos de
que forman carburos en acero para herramientas son: vanadio, molibdeno, tungsteno y
cromo. Al mismo tiempo, factores como la velocidad de disolución de los diferentes
carburos determinan el rendimiento a alta temperatura del acero, de modo que para
velocidades bajas la resistencia será mayor. Por lo tanto, un tratamiento térmico adecuado
y condiciones estrictas de fabricación es fundamental para estos aceros con el fin de buscar
un rendimiento apropiado [75].
Existen seis grupos de aceros para herramientas: endurecimiento por agua, trabajo en frío,
resistencia a los golpes, alta velocidad, trabajo en caliente y fines especiales. La elección del
grupo a seleccionar depende del costo, la temperatura de trabajo, la dureza superficial
requerida, la resistencia a la corrosión y desgaste, la resistencia a los golpes y los requisitos
de tenacidad. Cuanto más severa sea la condición de servicio (mayor temperatura,
abrasividad, corrosividad, carga), mayor será el contenido de aleación y la consiguiente
cantidad de carburos necesarios para el acero de la herramienta [74].
Los grados AISI / SAE son la escala más común utilizada para identificar varios grados de
acero para herramientas. Las aleaciones individuales dentro de un grado reciben un número
para indicar composiciones distintas; por ejemplo: M1, M2, M3… D1, D2, etc.
Tabla 1. Grupos de aceros herramentales [75]
Codificación de Aceros para Herramientas
Grupo Símbolo Descripción
Alta velocidad (rápidos) T Base Tungsteno (%W: 11.7 – 19)
Alta velocidad (rápidos) M Base Molibdeno (%Mo: 3.25 –
10.0)
Trabajo en caliente H Base Cr, W, Mo
Trabajo en frio A Media aleación, temple al aire
Trabajo en frio D Alto Cr, alto C (%Cr: 11.5 –
13.5)
Trabajo en frio O Templables al aceite
Resistencia al impacto S Medio carbono, al Si
Propósitos específicos L Baja aleación, medio alto
carbono
Propósitos específicos F Alto carbono, al W
Moldes P Baja aleación, bajo carbono
Templables al agua W Alto carbono
Resultados y Análisis 9
5.2.1 Aceros herramentales AISI/SAE M2 Y D2
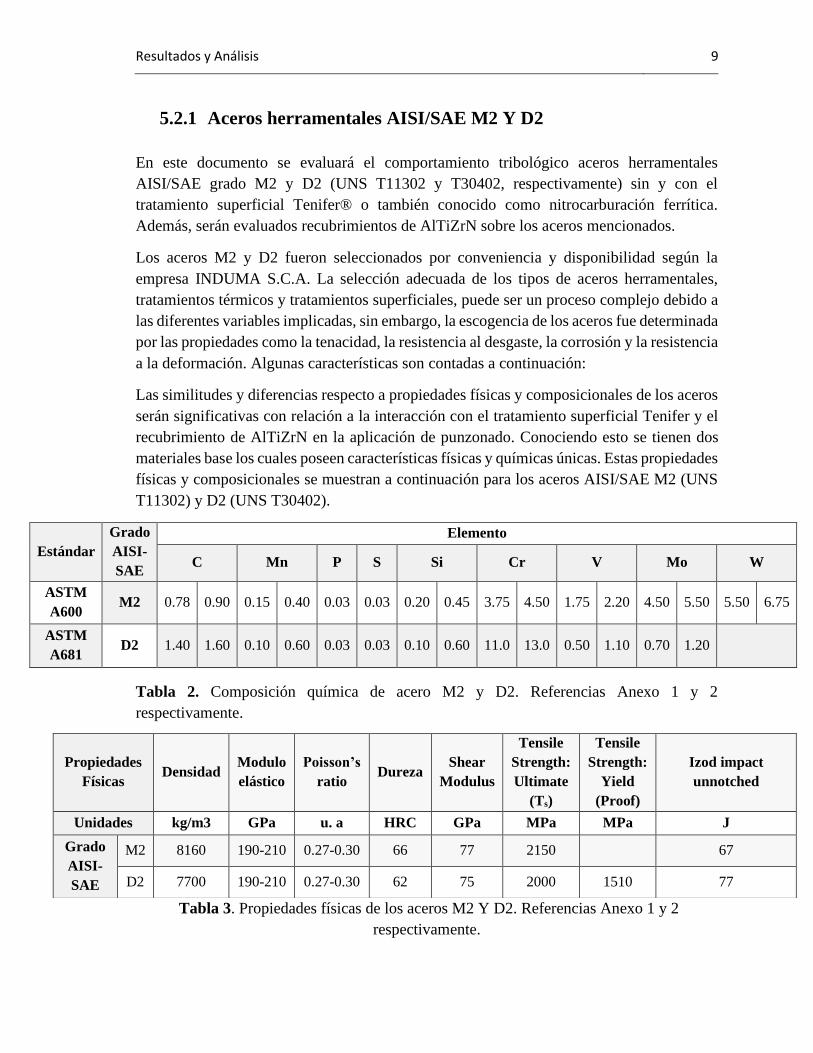
En este documento se evaluará el comportamiento tribológico aceros herramentales
AISI/SAE grado M2 y D2 (UNS T11302 y T30402, respectivamente) sin y con el
tratamiento superficial Tenifer® o también conocido como nitrocarburación ferrítica.
Además, serán evaluados recubrimientos de AlTiZrN sobre los aceros mencionados.
Los aceros M2 y D2 fueron seleccionados por conveniencia y disponibilidad según la
empresa INDUMA S.C.A. La selección adecuada de los tipos de aceros herramentales,
tratamientos térmicos y tratamientos superficiales, puede ser un proceso complejo debido a
las diferentes variables implicadas, sin embargo, la escogencia de los aceros fue determinada
por las propiedades como la tenacidad, la resistencia al desgaste, la corrosión y la resistencia
a la deformación. Algunas características son contadas a continuación:
Las similitudes y diferencias respecto a propiedades físicas y composicionales de los aceros
serán significativas con relación a la interacción con el tratamiento superficial Tenifer y el
recubrimiento de AlTiZrN en la aplicación de punzonado. Conociendo esto se tienen dos
materiales base los cuales poseen características físicas y químicas únicas. Estas propiedades
físicas y composicionales se muestran a continuación para los aceros AISI/SAE M2 (UNS
T11302) y D2 (UNS T30402).
Estándar
Grado
AISI-
SAE
Elemento
C Mn P S Si Cr V Mo W
ASTM
A600 M2 0.78 0.90 0.15 0.40 0.03 0.03 0.20 0.45 3.75 4.50 1.75 2.20 4.50 5.50 5.50 6.75
ASTM
A681 D2 1.40 1.60 0.10 0.60 0.03 0.03 0.10 0.60 11.0 13.0 0.50 1.10 0.70 1.20
Tabla 2. Composición química de acero M2 y D2. Referencias Anexo 1 y 2
respectivamente.
Tabla 3. Propiedades físicas de los aceros M2 Y D2. Referencias Anexo 1 y 2
respectivamente.
Propiedades
Físicas Densidad
Modulo
elástico
Poisson’s
ratio Dureza
Shear
Modulus
Tensile
Strength:
Ultimate
(Ts)
Tensile
Strength:
Yield
(Proof)
Izod impact
unnotched
Unidades kg/m3 GPa u. a HRC GPa MPa MPa J
Grado
AISI-
SAE
M2 8160 190-210 0.27-0.30 66 77 2150 67
D2 7700 190-210 0.27-0.30 62 75 2000 1510 77

10 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
5.2.2 Acero AISI-SAE M2
El acero para herramientas M2 es acero de alta velocidad con siglas en ingles HSS, basado
en la serie de tungsteno-molibdeno. Con una composición de carbono bien equilibrada y
alta tenacidad se usa ampliamente para hacer herramientas de corte debido a su gran dureza
y resistencia al desgaste. Utilizado comúnmente en punzones y matrices de trabajo en frío y
aplicaciones de corte que involucran cortes rápidos y ligeros.
Una temperatura de templado alta y al igual que una temperatura relativamente alta de
revenido (600 a 650 °C) le permite ser nitrurado y a la vez aumentar sus propiedades
considerablemente. Ha reemplazado aceros de alta velocidad como el T1 en la mayoría de
las aplicaciones, se ha convertido en la primera opción del cliente debido su relación precio
y rendimiento considerablemente alto.
5.2.3 Acero AISI-SAE D2
El acero para herramientas D2 de trabajo en frio es un acero para herramientas con alto
contenido de carbono y cromo (12% de cromo), con excelente resistencia al desgaste y
retención de filo. Se utilizan para aplicaciones de herramientas de largo recorrido, donde la
resistencia al desgaste es importante, como troqueles de conformación o de corte y troqueles
de laminación de roscas. Su alto contenido en carbono le proporciona una dureza máxima,
hasta 62 HRC. Buenas propiedades de temple tanto en núcleo como en superficie y una
resistencia al revenido la cual permite ser nitrurado. Además, su aleación con alto contenido
de cromo lo hace semi inoxidable.
5.3 Tratamientos superficiales – Tenifer®
Los tratamientos superficiales de los aceros se utilizan para mejorar determinadas
características y propiedades de la superficie en las piezas finales; la dureza, la resistencia
al desgaste o la resistencia a la corrosión, el acabado de la pieza, son algunas. El proceso
consiste en la modificación de las propiedades en la capa superficial de la propia pieza.
La protección del acero mediante tratamientos de su superficie se consigue mediante la
pasivación, el uso de un metal aleante, o la aplicación de un recubrimiento. Su diferencia
con un recubrimiento se caracteriza por valores altos de difusión y/o por un gradiente de
Resultados y Análisis 11
concentraciones entre acero y la capa externa, lo cual tiene como característica que no exista
una interfase definida.
La disponibilidad de distintos tratamientos superficiales es limitada en el sector
metalmecánico colombiano, la nitrocarburación ferrítica o Tenifer es uno de los tratamientos
superficiales con gran peso en la región, pero limitado por la poca cantidad de empresas que
ofrecen este tipo de servicios. Siendo uno de los tratamientos más conocidos en el sector
regional, la nitrocarburación ferrítica se presta como punto de partida para la mejora de la
misma y/o la innovación en otras tecnologías adicionales, como por ejemplo los
recubrimientos duros producidos por plasma y técnicas PVD. En este orden, es necesario
mencionar que, en este documento, se estudiará la interacción de la nitrocarburación ferrítica
en el acero M2 Y D2 con relación al recubrimiento a sintetizar de AlTiZrN. por lo que,
conocer sobre este tratamiento superficial es de gran importancia.
5.3.1 Nitruración ferrifica – Tenifer
Este tipo de tratamiento superficial también conocido por los nombres de Tenifer y Melonite
es una gama de procesos de endurecimiento que difunden nitrógeno y carbono en metales
ferrosos (aceros para este caso) a temperaturas subcríticas durante un baño de sal de cianato
alcalino [76]. Esto está contenido en una olla de acero que tiene un sistema de aireación. El
cianato reacciona térmicamente con la superficie de la pieza de trabajo para formar
carbonato alcalino. Luego se trata el baño para convertir el carbonato nuevamente en un
cianato. La superficie formada a partir de la reacción tiene una capa compuesta y una capa
de difusión. La capa compuesta consta de hierro, nitrógeno y oxígeno, es resistente a la
abrasión y estable a temperaturas elevadas. La capa de difusión contiene nitruros y carburos.
La dureza de la superficie varía de 800 a 1500 HV dependiendo del grado de acero. Esto
también afecta inversamente la profundidad de la capa; es decir, un acero con alto contenido
de carbono formará una carcasa dura pero poco profunda. [77]
La temperatura de procesamiento varía de 525 ° C a 625 ° C, pero generalmente ocurre a
565 ° C. A esta temperatura, los aceros y otras aleaciones ferrosas todavía están en una fase
ferrítica, lo cual es ventajoso en comparación con otros procesos de endurecimiento de capa
que ocurren en la fase austenítica. El proceso se utiliza para mejorar tres aspectos principales
de integridad de la superficie, incluida la resistencia al rayado, las propiedades de fatiga y
la resistencia a la corrosión. Tiene la ventaja adicional de inducir poca distorsión de forma
durante el proceso de endurecimiento. Esto se debe a la baja temperatura de procesamiento,
que reduce los choques térmicos y evita las transiciones de fase en el acero [77].
12 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
5.3.2 Mecanismo de punzonado
Los procesos de conformado de chapa en general, y en particular el proceso de punzonado,
están fuertemente influenciados por diversos factores relacionados con la máquina o troquel,
las herramientas, los materiales usados y características geométricas de la pieza a formar y
hasta el propio entorno donde se realiza el proceso.
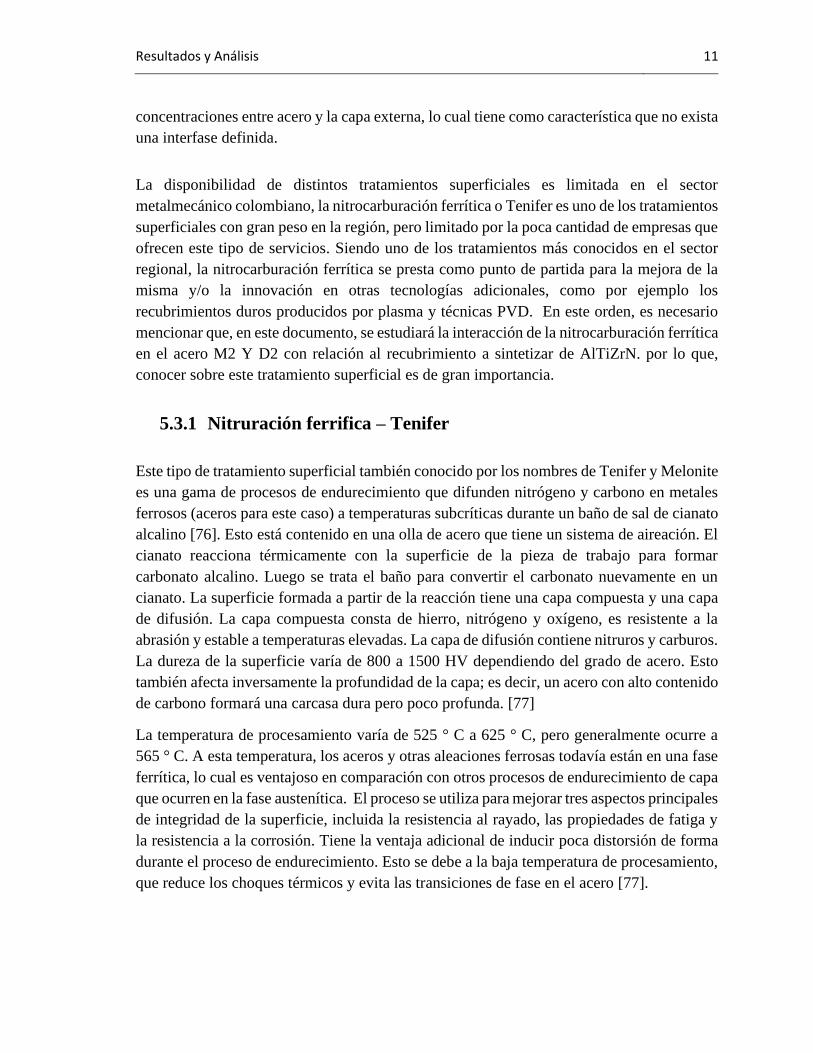
El punzonado es una operación de corte de chapa, generalmente en frío, mediante un troquel
formado por dos herramientas: el punzón y la matriz. La aplicación de una fuerza de
compresión sobre el punzón obliga a éste a penetrar en la lámina, creando una deformación
inicial en régimen elastoplástico seguida de un cizallamiento y tracción del material por
propagación rápida de fisuras entre las aristas de corte del punzón y matriz. El proceso
termina con la expulsión de la pieza cortada. El proceso se ilustra en la figura1.
Figura 1. Esquema del punzonado, (a) Penetración del punzón en la pieza (b) Extracción
del recorte. Tomado de [78]
En general, la mayoría de los estudios efectuados sobre la mecánica del proceso de
deformación plástica y corte, tienen como finalidad analizar los defectos que se presentan
en el borde de las piezas punzonadas. Simultáneamente, hoy en día, los estudios se centran
en la obtención de modelos matemáticos que junto con el método de los elementos finitos
permiten el cálculo de las fuerzas, determinar calidad del borde de la pieza y la simulación
del proceso [79], [80].
En el proceso de punzonado se pueden considerar tres etapas (figura 2):
1. Deformación: los esfuerzos del punzón sobre la lámina metálica originan en ésta una
deformación, inicialmente elástica y después plástica, alrededor de los bordes del
punzón y matriz.

Resultados y Análisis 13
2. Penetración: los filos de corte del punzón y matriz penetran dentro del material,
produciéndose grietas en el material debido a la concentración de tensiones a lo largo
de los filos de corte.
3. Fractura: las grietas originadas a uno y otro lado de la lámina se encuentran,
originando la separación del material. Asimismo, el punzón continúa su descenso
para expulsar el recorte.
Figura 1. Etapas del punzonado
El juego de corte J, permite la penetración del punzón en la matriz y la expulsión del material
cortado; este tiene un efecto importante en el proceso de corte y se define como la distancia
lateral entre el filo del punzón y el filo de la matriz. En general, el valor del juego de corte
suele expresarse de dos maneras, bien como porcentaje respecto al espesor de la lámina o
dando el valor de la distancia entre los filos. En el caso de punzones de sección circular, el
juego de corte será la mitad de la diferencia de diámetros de la matriz y el punzón.
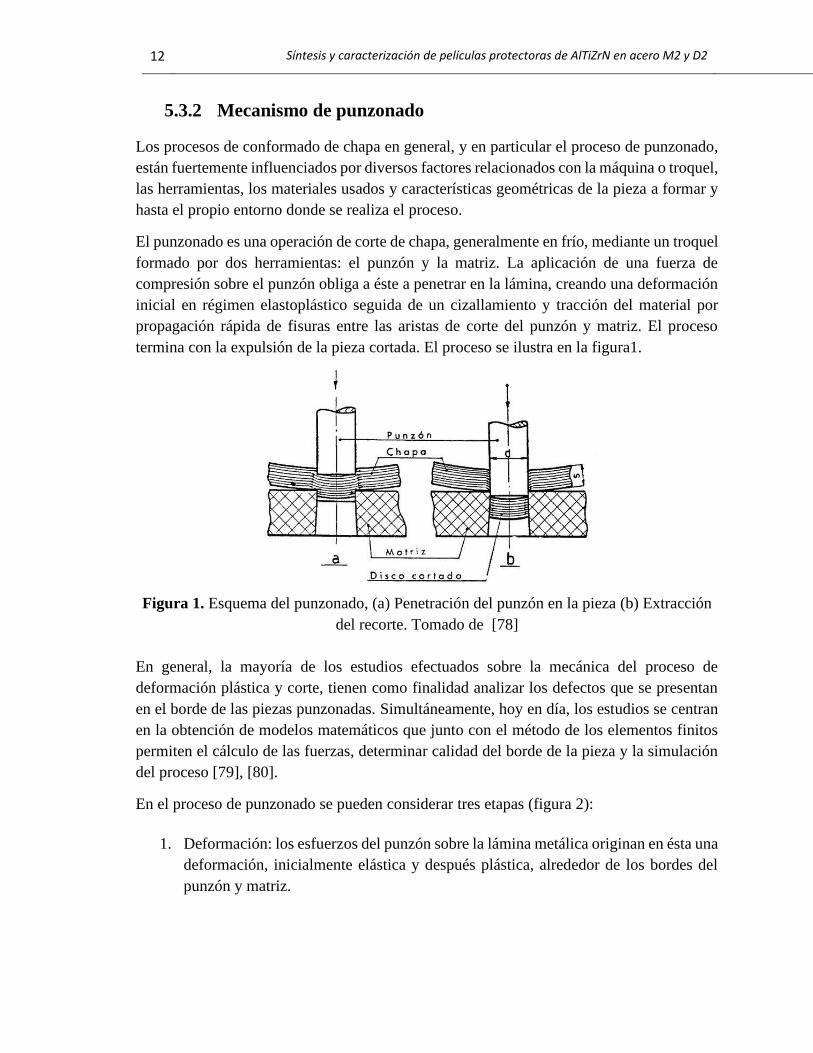
El corte por punzonado produce varias características en los bordes de la lámina y del
material cortado. Estas características son (figura 3):
1. Deformación plástica caracterizada por un pequeño radio R.
2. Zona bruñida de aspecto brillante caracterizada por el ancho D.
3. Fractura angular, con aspecto mate, definida por la penetración P.
4. Rebaba caracterizada por su altura H.
14 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 3. Características del borde de corte con juego normal [81]
Estas características del borde cortado dependen del tipo, dureza y espesor del material,
juego entre punzón y matriz, estado de los filos de corte, sujeción del material y tamaño del
punzón en relación con el espesor de la lámina.
Las dimensiones de la zona 2 (figura 3) las determina el juego entre el punzón y la matriz.
El porcentaje de la penetración del punzón varía con el tipo y dureza del material. Así, a
medida que aumenta la dureza del material, el porcentaje de penetración del punzón decrece.
Por lo tanto, la fractura angular y la calidad del corte dependen del juego entre matriz y
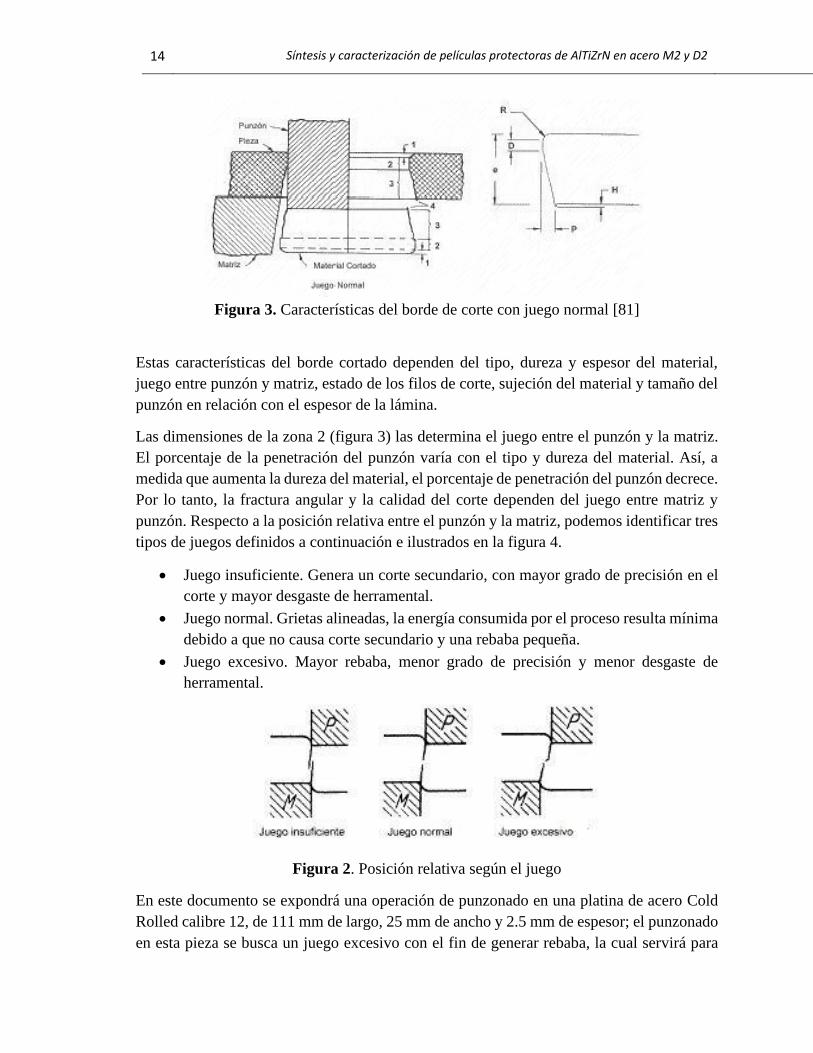
punzón. Respecto a la posición relativa entre el punzón y la matriz, podemos identificar tres
tipos de juegos definidos a continuación e ilustrados en la figura 4.
• Juego insuficiente. Genera un corte secundario, con mayor grado de precisión en el
corte y mayor desgaste de herramental.
• Juego normal. Grietas alineadas, la energía consumida por el proceso resulta mínima
debido a que no causa corte secundario y una rebaba pequeña.
• Juego excesivo. Mayor rebaba, menor grado de precisión y menor desgaste de
herramental.
Figura 2. Posición relativa según el juego
En este documento se expondrá una operación de punzonado en una platina de acero Cold
Rolled calibre 12, de 111 mm de largo, 25 mm de ancho y 2.5 mm de espesor; el punzonado
en esta pieza se busca un juego excesivo con el fin de generar rebaba, la cual servirá para

Resultados y Análisis 15
mejorar la sujeción de dos tornillos necesarios para la pieza final. Los detalles del proceso
especifico se mostrarán más adelante.
5.3.2.1 Fuerzas en el punzonado
La fuerza de corte varía en función del juego manteniendo los demás parámetros constantes.
En la figura 5, se representa la fuerza ejercida por un punzón de 10 mm de diámetro y su
desplazamiento al cortar una chapa de acero de 2,8 mm de espesor, con diferentes juegos de
corte (caso similar al estudiado en este documento). En general, las curvas pueden ser
descompuestas en dos partes claramente diferenciadas: La primera zona presenta un aspecto
muy similar en todas las curvas; la fuerza aumenta desde cero hasta su valor máximo, este
punto es el inicio de la fractura. La segunda zona las grietas crecen y se completa el corte
del material, es aquí donde se presentan fluctuaciones importantes según el juego J.
Figura 5. Influencia del juego de corte J sobre la fuerza de corte
La resistencia de corte por punzonado 𝐾𝑠 será, a partir de la máxima fuerza de corte 𝐹𝑠 𝑚𝑎𝑥:
𝐾𝑠 =𝐹𝑠 𝑚𝑎𝑥
𝐴𝑠 Ecuación 1
donde As es el área calculada a partir del espesor de la chapa e y el perímetro lp de corte:
𝐴𝑠 = 𝑒 𝑙𝑝 Ecuación 2
𝐾𝑠 incluye los efectos del juego de corte, desgaste de la herramienta y la influencia de otros
parámetros, como las propiedades del material, espesor y forma del contorno del punzón.
La resistencia al corte por punzonado 𝐾𝑠 decrece con el aumento del juego de corte. A
medida que aumenta el tiempo de operación de punzonado, el punzón sufre un desgaste que
tiene como consecuencia un incremento de hasta 1,6 veces.

16 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
En la práctica o en la industria se estima el valor de 𝐾𝑠 mediante la tensión máxima de
cizallamiento 𝜏𝐵, y la fuerza máxima de corte mediante:
𝐹𝑠 𝑚𝑎𝑥 = 𝑒 𝑙𝑝 𝜏𝐵 Ecuación 3
El valor de 𝜏𝐵 se obtiene de tablas o a partir de la resistencia a la tracción 𝑇𝑠. Por lo general,
se toma como resistencia de cizallamiento 𝜏𝐵 un valor igual al 80% de la resistencia de
tracción, sin embargo, esta proporción varía con el tipo y espesor del material.
Otro factor para tener en cuenta es el estado del punzón. El desgaste progresivo origina
ineficacia en el corte, lo cual se traduce en un aumento en la fuerza de corte. En caso
contrario la fuerza de corte puede disminuir mediante el aumento de la velocidad de
punzonado, pero esto implicará en la elevación de la temperatura del material.
5.3.2.2 Desgaste de la herramienta
La herramienta, durante su uso, está sujeta a una serie de acciones mecánicas, térmicas y
químicas, que conducen al desgaste, debido a esto surge el gran interés conocer los factores
que afectan a éste, tales como el material de trabajo, el número de punzonados, el material
de la herramienta, el diámetro y geometría del punzón, el juego de corte y la lubricación.
En la aplicación de punzonado todos los mecanismos de desgaste (adhesión, abrasión, etc.)
pueden presentarse tanto en los punzones como en la matriz a punzonar. El desgaste
generalmente se puede presentar en tres zonas: caras, flancos y bordes del punzón y matriz
(figura 6). En la superficie lateral del punzón y de la matriz (flancos y bordes), el desgaste
es debido fundamentalmente al mecanismo de adhesión producido por el deslizamiento
relativo entre superficies.
Figura 6. Desgaste del punzón y matriz. Tomada de [81]
Respecto a la matriz o pieza punzonada, se presenta un endurecimiento al deformarse
plásticamente, produciendo un crecimiento de las presiones locales y provocando la
aparición de partículas más duras y por lo tanto más abrasivas. Una alta velocidad de
producción tiene como consecuencia un alto número de impactos, lo cual favorece la
adhesión de partículas y fatiga de los filos de corte; simultáneamente, aumenta la

Resultados y Análisis 17
temperatura de la matriz, del punzón y de la pieza, por lo que se incrementa la adhesión y
se favorece la oxidación. La deformación elástica de la pieza produce un movimiento
relativo a lo largo de la cara del punzón, inicialmente hacia el exterior y posteriormente, una
vez iniciada la fractura, hacia el interior. Este hecho produce un desgaste abrasivo en la cara
frontal del punzón. Por otro lado, la recuperación elástica de la chapa produce un desgaste
del flanco del punzón en el movimiento de retracción.
Parece lógico establecer modelos con relación a la vida útil, ya que estos permitirían
establecer la duración de la herramienta antes de alcanzar a un valor de desgaste
determinado, el cual estaría en función del criterio de optimización elegido (costo mínimo,
máxima producción, máxima calidad, etc.). Sin embargo, los estudios realizados sobre este
tema son escasos, debido a la complejidad del mecanismo de desgaste, profundamente
ligado con la vida útil de la herramienta. Por tanto, resulta complejo establecer modelos
sobre una amplia base de datos experimentales.
5.4 Técnica de deposición PVD
Los procesos de deposición física en fase vapor (PVD) involucran la atomización o
vaporización de material de una fuente sólida y la deposición de este material en el sustrato
para formar un recubrimiento; los materiales pueden ser removidos del blanco ya sea por
transferencia de energía cinética o por transferencia de energía térmica. Técnicas PVD son
a menudo divididas en evaporación y sputtering. La evaporación involucra la vaporización
térmica del material blanco, mientras que sputtering es un proceso controlado cinéticamente
en donde el material blanco se hace catódico y es bombardeado con iones usualmente de gas
inerte, lo cual conlleva a una transferencia de momento a los átomos del blanco, los cuales
al ganar energía son eyectados (figura 7).
Figura 7. Esquema del Proceso PVD

18 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Los procesos PVD asistidos por plasma son de gran utilidad como método de síntesis de
recubrimientos con fines tribológicos, esto debido a que se ha alcanzado un considerable
entendimiento a nivel fundamental, para introducir modificaciones necesarias con el objeto
de optimizar o mejorar el material; algunas ventajas y particularidades de la técnica de
deposición física en fase vapor asistido por plasma (PAPVD) se listan a continuación [82]
• Mejora la adhesión de los recubrimientos debido a la habilidad de limpiar y
precalentar la superficie de los sustratos por medio de impacto por bombardeo de
iones, esto se conoce a veces como “sputter cleaning”. Un proceso parecido es
descarga luminiscente mejorada por arco (AEGD), la cual es la generación es un
plasma de gas donde los electrones de la descarga de arco en vacío se aceleran a un
electrodo polarizado positivamente. Los electrones acelerados de alta energía excitan
los átomos de gas (por ejemplo, Ar, H, N2) y los ionizan parcialmente. Los plasmas
gaseosos generados se utilizan principalmente para la limpieza por iones y/o la
nitruración antes del recubrimiento de material duro PVD [83].
• Se consigue uniformidad en los espesores de los recubrimientos.
• Se evita un acabado final o efecto de pulido.
• Estructuras de recubrimiento controladas ya que el bombardeo estimula la movilidad
de los adátomos y así se evitan crecimientos sectorizados por columnas.
• Se pueden depositar recubrimientos en un amplio rango de materiales, incluyendo
dieléctricos, usualmente utilizando fuentes de radio frecuencia.
• Tasas de deposición controlables.
• Normalmente sin efluentes ni contaminantes.
• Alta pureza de los recubrimientos gracias al ambiente en vacío controlado y a la
pureza de los materiales de aporte.
• Más bajas temperaturas de deposición.
La técnica PAPVD engloba principalmente métodos de síntesis como lo son:
• Evaporación por calentamiento de resistencia.
• Cañón de haz de electrones.
• Fuentes térmicas por inducción.
• Evaporación por arco
• Sputtering.
5.5 Superficie y desgaste
La mayoría de los problemas que presentan los materiales en servicio tienen su inicio en la
superficie de estos, es decir, en la zona en que están en contacto con el medio exterior. La
superficie de un material es la región más sensible a las agresiones del entorno por lo que la

Resultados y Análisis 19
obtención de recubrimientos útiles sobre herramientas ha estado en constante desarrollo en
las últimas décadas. Los recubrimientos han venido especializándose para mejorar una o
varias propiedades características para una aplicación. Buenas propiedades como la
resistencia al desgaste, el coeficiente de fricción, la dureza, tenacidad, resistencia a la
corrosión se combinan para obtener un recubrimiento ideal para ciertas condiciones de
trabajo. Sin embargo, un recubrimiento por sí solo no puede garantizar resultados óptimos,
por lo que solo asociando factores como propiedades del material base, estado y preparación
superficial de pieza a recubrir, la técnica usada, la elección correcta de las condiciones de
síntesis, se podrá asegurar que el rendimiento final sea el mejor.
5.5.1 Morfología Superficial
El diseño de nuevos mecanismos y el constante progreso en el área industrial actualmente
requieren de métodos cada vez más eficientes para la obtención de productos cada vez más
sofisticados, tolerancias de fabricación se hacen cada día menores, y la verificación de su
textura superficial ya es necesario. En las superficies reales en herramientas para la industria,
en general, siempre se presentan particularidades las cuales son evidencias del método
empleado para su obtención, por ejemplo: torneado, fresado, rectificado, bruñido, lapidado,
etc. Las superficies así producidas se presentan como conjunto de irregularidades,
espaciamiento regular o irregular y que tienden a formar un patrón o textura característica
en su extensión. En esta textura superficial se distinguen dos componentes distintos:
rugosidad y ondulación.
La rugosidad o textura primaria, está formada por surcos o marcas dejadas por los agentes
que atacan la superficie en el proceso de mecanizado a escala micro (herramienta, partículas
abrasivas, acción química, etc.) y se encuentra superpuesta al perfil de ondulación. Su
medición solamente es posible debido al progreso en la electrónica que con auxilio de
circuitos electrónicos desarrollaron aparatos basados en sistemas que utilizan una pequeña
aguja de punta muy aguda para recorrer una muestra de la superficie y definir numérica o
gráficamente su perfil. En este caso se hará uso de técnicas como AFM, SEM y microscopia
óptica.
5.6 Material de estudio: Nitruro de Aluminio-Titanio-
Zirconio
5.6.1 Historia, antecedentes y situación problemática
Los nitruros de metales de transición han sido considerados y explorados por muchos años
como recubrimientos duros y revestimientos protectores. Desde que se sintetizaron los
20 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
primeros nitruros como el TiN, este fue uno de los primeros comercializado exitosamente;
con el paso del tiempo el campo de los nitruros se ha extendido y diversificado para incluir
otras aplicaciones complejas tales como la automoción, la industria aeroespacial,
microelectrónica y tecnologías biomédica [2]. Sin embargo, el rápido progreso en la ciencia
de los materiales junto con la creciente demanda siempre ha buscado la mejora de eficiencia
y rendimiento promoviendo constantemente la creación e invención de nuevos materiales,
mejorando aún más las propiedades de estos.
Recientemente, la afinación de la microestructura en recubrimientos de nitruros de metales
de transición ha ganado especial atención debido a que tales revestimientos de nitruro
pueden alcanzar una alta dureza, un bajo módulo de elasticidad, alta recuperación elástica y
alta tenacidad a la fractura, críticos para las aplicaciones tribológicas modernas [84].
En los últimos años, la aplicación de revestimientos tipo AlTiN en la conformación de
metales en la industria ha aumentado, por lo que se espera una mayor competitividad y
productividad. En este contexto, la razón del éxito de este tipo de recubrimiento se debe
principalmente a sus propiedades como su alta dureza, buena estabilidad térmica, baja
conductividad térmica y su resistencia a la oxidación [85]. La resistencia a la abrasión,
tenacidad, la resistencia al desgaste y algunas otras propiedades mecánicas del AlTiN son
mencionadas por [84].
Uno de los recubrimientos más utilizados para reducir el desgaste de la herramienta es el
TiAlN, En el año 2006 en un estudio liderado por P. H. Mayrhofer se mostró que la
estructura cristalina y las propiedades mecánicas de TiAlN dependen del contenido de Al.
Las películas cúbicas monofásicas de TiAlN con alto contenido de Al exhibieron excelentes
propiedades mecánicas, resistencia al envejecimiento y a la oxidación. Sin embargo, para
contenidos de Al que exceden la solubilidad máxima (fracción molar AlN xmax ~ 0.7) se
forma una estructura mixta correspondiente a una coexistencia de cubica centrada en las
caras FCC y hexagonal, haciendo que el recubrimiento tenga una menor dureza, menor
módulo de rigidez y menor resistencia al desgaste [58]. Este constituye un resultado
importante para elegir las condiciones de síntesis ideales, pues a una concentración de AlN
menor o igual a 0.7 pero no más baja de ~ 0.5 se creería en las propiedades óptimas; además,
también deduciría que una fracción molar adicional como ZrN debe ser menor a AlN y TiN.
Un aporte adicional a esto fueron los estudios de Mayrhofer P y Moser M en el 2003, en los
cuales se teorizó que, mediante la incorporación de átomos sustitucionales, por ejemplo: Nb,
Y, Zr y Ta en TiAlN, se puede lograr una mejora de sus propiedades mecánicas generales
[47], [59]. Estos resultados sirvieron para refutar a Musil J y compañía quienes mostraron
que la adición del Zr en ZrTiN mejora la dureza del material debido a la diferencia de radios
atómicos en la red, lo cual se traduce en el fortalecimiento de la solución sólida.
Resultados y Análisis 21
Otro de los aspectos clave para aplicación industrial es la estabilidad térmica y la resistencia
a la oxidación. El recubrimiento de AlTiN forma capas de óxido Al2O3/TiO2 a temperaturas
elevadas desde aproximadamente 850°C que retardan procesos de difusión del oxígeno
hacia el centro de la estructura; a temperaturas por encima de los 850°, ocurre un
endurecimiento por envejecimiento pues debido a la alta tasa de crecimiento de TiO2 por
temperatura resulta la formación de grietas las cuales permiten que ocurra una
descomposición espinodal de fases ricas en Al y Ti lo cual genera un endurecimiento por
compresión de los compuestos. Esta característica es muy llamativa en aplicaciones
industriales para aceros en los cuales el revenido se hace a temperaturas menores a los
1000°C (generalmente aceros de herramientas) [86]. Por lo tanto, durante aplicaciones
industriales severas ° C, se necesita una mayor optimización de la resistencia a la oxidación
y la estabilidad térmica en general. Sin embargo, no es claro como la adición del Zr podría
influir en este fenómeno.
PalDey & Deevi (2003) desarrollaron una revisión bibliográfica en búsqueda de los
recubrimientos sintetizados por diversas técnicas a base de (Al, Ti) N y compararon sus
propiedades. Sin embargo, se discutió poco o nada de la inclusión de átomos específicos
como en el Zr en la estructura y solo se mencionó de la posible adaptación para aplicaciones
específicas.
Los compuestos y/o materiales anteriores marcan un punto de partida para estimar posibles
propiedades físicas del nitruro cuaternario AlTiZrN. Sin embargo, a pesar de lo anterior aun
no son claros diferentes fenómenos en relación con el material, asimismo, la escasez de
estudios referentes a la temática y directamente a materiales basados en (Al, Ti, Zr) N, hizo
necesaria una revisión estricta y detallada en la que se evidenció que aún no se ha explorado
el impacto en las propiedades estructurales, morfológicas y tribológicas de la incorporación
del átomo de Zr en la red de AlTiN.
Por lo tanto, mediante una revisión sistemática de literatura (RSL) se evidencio el estado
actual de las temáticas anteriores mediante la búsqueda, recopilación, clasificación de
diferentes artículos. Dicha revisión se presenta a continuación.
5.6.2 Revisión Sistemática de literatura: Estado del arte del
Material (𝐀𝐥𝐓𝐢𝐙𝐫𝐍)
En este documento mediante una revisión sistemática de literatura (RSL) se evidencio el
estado actual de las temáticas anteriores mediante la búsqueda, recopilación, clasificación
de cerca de 190 artículos los cuales fueron sometidos a tres criterios de selección, hasta
filtrar 79 de los artículos más relevantes y citados.
El método de una RSL tiene sus raíces en revisiones de Ciencias Humanas y Medicina,
metodologías propuestas por Johnson et al., (2006), respectivamente. En los últimos años se
22 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
han propuesto adaptaciones para otras disciplinas como la ingeniería como en su momento
lo hicieron [87]–[90]. De manera general los autores proponen un protocolo de búsqueda
similar. El proceso de búsqueda consistió en realizar una revisión de literatura que permita
encontrar estudios relacionados con la temática del estudio “Síntesis y caracterización de
recubrimientos protectores de AlTiZrN en acero M2 y D2”.
La búsqueda se delimito por áreas de interés, idioma (inglés y español), solo fueron
considerados artículos publicados, revisiones y capítulos de libro. Para realizar la búsqueda
se utilizó la base de datos bibliográfica Scopus y Web of Science, dos de las colecciones en
línea de investigación científica más grandes del mundo, administrado y operado por la
editorial Elsevier.
La cadena de búsqueda fue diseñada con relación al título, temática y palabras clave. Con la
finalidad de abarcar un amplio espectro de estudios. Las palabras clave que se utilizaron
para la revisión sistemática del presente trabajo, fueron combinadas para formar una
ecuación de búsqueda general basada en cadenas booleanas.
Tabla 4. Materiales basados en (Al, Ti, Zr) N
AND
OR
Aluminum Titanium Zirconium Nitr* Coat
N Ti Zr N Film
Esta búsqueda arrojó que, las pocas veces sintetizado, se exaltaron sus propiedades
prometedoras, algunos autores lo perfilaron como el recubrimiento ideal contra el desgaste
y excelente para aplicaciones como el punzonado, otros autores solo mencionaron algunas
características y métodos de síntesis, favorablemente estas mediciones fueron buenas para
perfilarlas a la aplicación de punzonado. Esto es ideal para el problema vertebral de este
estudio el cual también pretende dar solución a un problema frecuente en la industria
metalmecánica, pero particularmente de la empresa INDUMA S.C.A. la cual presenta el
problema de desgaste acelerado en piezas utilizadas para punzonado. La empresa es una de
las más importantes de la región Caldense y posee una gran capacidad de exportación en
mercados internacionales. Es por esto por lo que es importante dar solución a este problema
mediante este estudio y además dar solución directa a la investigación generada con este
estudio, al proponer la utilización de recubrimientos duros y resistentes al desgaste de
AlTiZrN,
Dicho esto, fue necesario también una revisión amplia de recubrimientos nitrurados
resistentes al desgaste específicamente a la aplicación de punzonado y se encontró que el
AlTiZrN nunca fue usado para esta aplicación a pesar de sus prometedoras propiedades
tribológicas.

Resultados y Análisis 23
Tabla 5. Desgaste y materiales nitrurados para punzonado.
AND
OR
Wear* Piercing Nitr*
- Punch* N
- Blanking -
A continuación, se presentan los criterios de selección del material bibliográfico los cuales
fueron el paradigma bajo el cual se estudió y clasifico el material bibliográfico encontrado
en la posterior búsqueda. Además de ser un filtro bibliográfico, dichos criterios serán
planteados de forma tal que dejarán entrever la metodología utilizada por cada autor en la
solución del problema.
En la síntesis y la caracterización, mucha de la información de los procesos o fenómenos
físicos para la solución de un problema específico se obtiene a través de mediciones. Las
metodologías, las variables usadas, las que no, parámetros, características de síntesis y
formas de medición son recopiladas al paso de los años según los siguientes criterios.
Respecto a los recubrimientos de (Al, Ti, Zr) N Tabla ; el articulo expone:
A. Cuál es el origen del material, cuáles fueron las condiciones de síntesis, qué variables se
tuvieron en cuenta, cuáles son sus propiedades físicas y como se evaluaron.
B. La metodología para la caracterización y evaluación del desgaste en recubrimientos de
(Al, Ti, Zr) N.
Respecto al proceso de punzonado Tabla ; el articulo expone:
C. La metodología para la caracterización y evaluación del desgaste en materiales basados
en N en el proceso de punzonado.
D. Las variables que se tuvieron en cuenta, además de propiedades y como estas fueron
evaluadas.
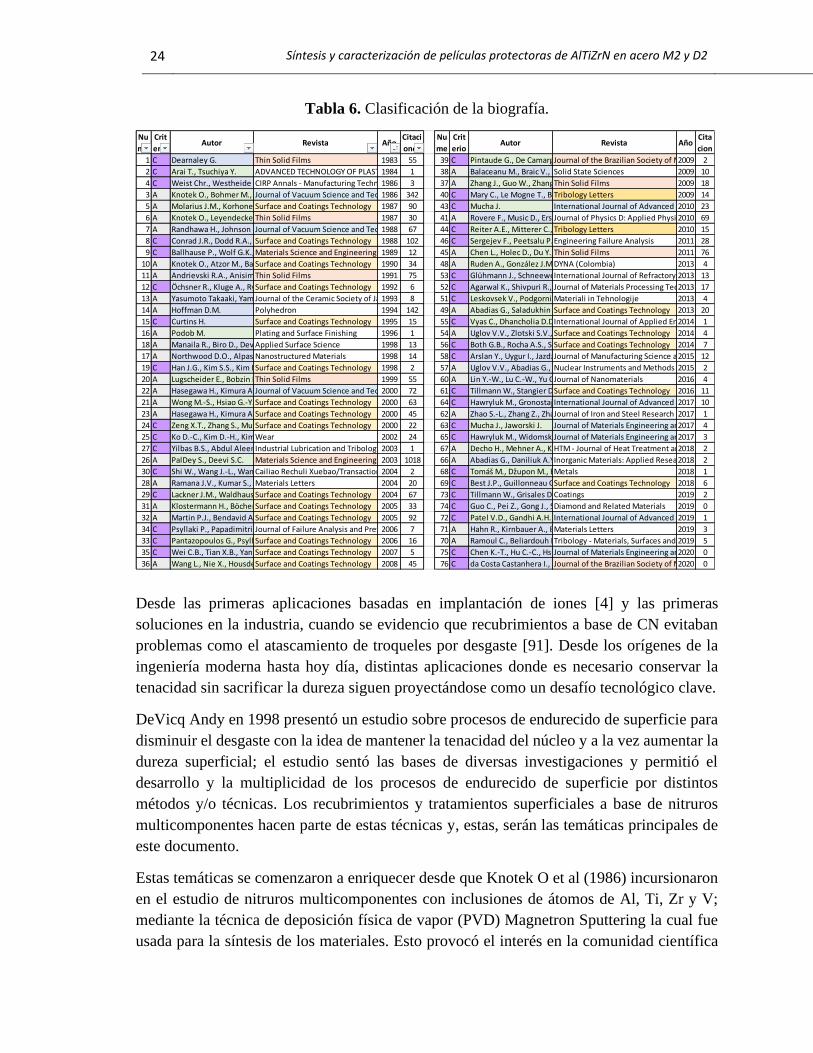
La bibliografía además de ser clasificada por los criterios anteriores fue filtrada por
relevancia, la revista donde fue publicado el artículo, el año de publicación y la cantidad de
citas que presenta cada artículo como se muestra en la Tabla 6.
24 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Tabla 6. Clasificación de la biografía.
Desde las primeras aplicaciones basadas en implantación de iones [4] y las primeras
soluciones en la industria, cuando se evidencio que recubrimientos a base de CN evitaban
problemas como el atascamiento de troqueles por desgaste [91]. Desde los orígenes de la
ingeniería moderna hasta hoy día, distintas aplicaciones donde es necesario conservar la
tenacidad sin sacrificar la dureza siguen proyectándose como un desafío tecnológico clave.
DeVicq Andy en 1998 presentó un estudio sobre procesos de endurecido de superficie para
disminuir el desgaste con la idea de mantener la tenacidad del núcleo y a la vez aumentar la
dureza superficial; el estudio sentó las bases de diversas investigaciones y permitió el
desarrollo y la multiplicidad de los procesos de endurecido de superficie por distintos
métodos y/o técnicas. Los recubrimientos y tratamientos superficiales a base de nitruros
multicomponentes hacen parte de estas técnicas y, estas, serán las temáticas principales de
este documento.
Estas temáticas se comenzaron a enriquecer desde que Knotek O et al (1986) incursionaron
en el estudio de nitruros multicomponentes con inclusiones de átomos de Al, Ti, Zr y V;
mediante la técnica de deposición física de vapor (PVD) Magnetron Sputtering la cual fue
usada para la síntesis de los materiales. Esto provocó el interés en la comunidad científica
Nu
me
Crit
erioAutor Revista Año
Citaci
ones
Nu
me
Crit
erioAutor Revista Año
Cita
cion
1 C Dearnaley G. Thin Solid Films 1983 55 39 C Pintaude G., De Camargo Beltrão P.A., Faria M.A.Journal of the Brazilian Society of Mechanical Sciences and Engineering2009 2
2 C Arai T., Tsuchiya Y. ADVANCED TECHNOLOGY OF PLASTICITY, PROC. FIRST INT. CONF. ON TECHNOLOGY OF PLASTICITY, (TOKYO, JAPAN, SEP. 3-5, 1984)1984 1 38 A Balaceanu M., Braic V., Braic M., Vladescu A., Zoita C.N., Grigorescu C.E.A., Grigore E., Ripeanu R.Solid State Sciences 2009 10
4 C Weist Chr., Westheide H., Lange K.CIRP Annals - Manufacturing Technology1986 3 37 A Zhang J., Guo W., Zhang Y., Guo Q., Wang C., Zhang L.Thin Solid Films 2009 18
3 A Knotek O., Bohmer M., Leyendecker T.Journal of Vacuum Science and Technology A: Vacuum, Surfaces and Films1986 342 40 C Mary C., Le Mogne T., Beaugiraud B., Vacher B., Martin J.-M., Fouvry S.Tribology Letters 2009 14
5 A Molarius J.M., Korhonen A.S., Harju E., Lappalainen R.Surface and Coatings Technology 1987 90 43 C Mucha J. International Journal of Advanced Manufacturing Technology2010 23
6 A Knotek O., Leyendecker T., Jungblut F.Thin Solid Films 1987 30 41 A Rovere F., Music D., Ershov S., Baben M.T., Fuss H.-G., Mayrhofer P.H., Schneider J.M.Journal of Physics D: Applied Physics2010 69
7 A Randhawa H., Johnson P.C., Cunningham R.Journal of Vacuum Science and Technology A: Vacuum, Surfaces and Films1988 67 44 C Reiter A.E., Mitterer C., De Figueiredo M.R., Franz R.Tribology Letters 2010 15
8 C Conrad J.R., Dodd R.A., Worzala F.J., Qiu X.Surface and Coatings Technology 1988 102 46 C Sergejev F., Peetsalu P., Sivitski A., Saarna M., Adoberg E.Engineering Failure Analysis 2011 28
9 C Ballhause P., Wolf G.K., Weist Chr.Materials Science and Engineering A1989 12 45 A Chen L., Holec D., Du Y., Mayrhofer P.H.Thin Solid Films 2011 76
10 A Knotek O., Atzor M., Barimani A., Jungblut F.Surface and Coatings Technology 1990 34 48 A Ruden A., González J.M., Restrepo J.S., Cano M.F., Sequeda F.DYNA (Colombia) 2013 4
11 A Andrievski R.A., Anisimova I.A., Anisimov V.P.Thin Solid Films 1991 75 53 C Glühmann J., Schneeweiß M., Van Den Berg H., Kassel D., Rödiger K., Dreyer K., Lengauer W.International Journal of Refractory Metals and Hard Materials2013 13
12 C Öchsner R., Kluge A., Ryssel H., Stepper M., Straede Chr., Politiek J.Surface and Coatings Technology 1992 6 52 C Agarwal K., Shivpuri R., Vincent J., Rolinski E., Sharp G.Journal of Materials Processing Technology2013 17
13 A Yasumoto Takaaki, Yamakawa Koji, Iwase Nobuo, Shinosawa NorikoJournal of the Ceramic Society of Japan. International ed.1993 8 51 C Leskovsek V., Podgornik B.Materiali in Tehnologije 2013 4
14 A Hoffman D.M. Polyhedron 1994 142 49 A Abadias G., Saladukhin I.A., Uglov V.V., Zlotski S.V., Eyidi D.Surface and Coatings Technology 2013 20
15 C Curtins H. Surface and Coatings Technology 1995 15 55 C Vyas C., Dhancholia D.D., Paul V.International Journal of Applied Engineering Research2014 1
16 A Podob M. Plating and Surface Finishing 1996 1 54 A Uglov V.V., Zlotski S.V., Saladukhin I.A., Rovbut A.Y., Gaiduk P.I., Abadias G., Tolmachova G.N., Dub S.N.Surface and Coatings Technology 2014 4
18 A Manaila R., Biro D., Devenyi A., Fratiloiu D., Popescu R., Totolici J.E.Applied Surface Science 1998 13 56 C Both G.B., Rocha A.S., Santos G.R., Hirsch T.K.Surface and Coatings Technology 2014 7
17 A Northwood D.O., Alpas A.T.Nanostructured Materials 1998 14 58 C Arslan Y., Uygur I., Jazdzewska A.Journal of Manufacturing Science and Engineering, Transactions of the ASME2015 12
19 C Han J.G., Kim S.S., Kim H.J., Kim D.J., Choi I.S.Surface and Coatings Technology 1998 2 57 A Uglov V.V., Abadias G., Rovbut A.Y., Zlotski S.V., Saladukhin I.A., Skuratov V.A., Petrovich S.Nuclear Instruments and Methods in Physics Research, Section B: Beam Interactions with Materials and Atoms2015 2
20 A Lugscheider E., Bobzin K., Möller M.Thin Solid Films 1999 55 60 A Lin Y.-W., Lu C.-W., Yu G.-P., Huang J.-H.Journal of Nanomaterials 2016 4
22 A Hasegawa H., Kimura A., Suzuki T.Journal of Vacuum Science and Technology A: Vacuum, Surfaces and Films2000 72 61 C Tillmann W., Stangier D., Schröder P.Surface and Coatings Technology 2016 11
21 A Wong M.-S., Hsiao G.-Y., Yang S.-Y.Surface and Coatings Technology 2000 63 64 C Hawryluk M., Gronostajski Z., Kaszuba M., Polak S., Widomski P., Ziemba J., Smolik J.International Journal of Advanced Manufacturing Technology2017 10
23 A Hasegawa H., Kimura A., Suzuki T.Surface and Coatings Technology 2000 45 62 A Zhao S.-L., Zhang Z., Zhang J., Wang J.-M., Zhang Z.-G., Wang S.-H.Journal of Iron and Steel Research International2017 1
24 C Zeng X.T., Zhang S., Muramatsu T.Surface and Coatings Technology 2000 22 63 C Mucha J., Jaworski J. Journal of Materials Engineering and Performance2017 4
25 C Ko D.-C., Kim D.-H., Kim B.-M.Wear 2002 24 65 C Hawryluk M., Widomski P., Smolik J., Kaszuba M., Ziemba J., Gronostajski Z.Journal of Materials Engineering and Performance2017 3
27 C Yilbas B.S., Abdul Aleem B.J., Zainullabdeen S.Industrial Lubrication and Tribology2003 1 67 A Decho H., Mehner A., Kohlscheen J., Zoch H.-W.HTM - Journal of Heat Treatment and Materials2018 2
26 A PalDey S., Deevi S.C. Materials Science and Engineering A2003 1018 66 A Abadias G., Daniliuk A.Y., Solodukhin I.A., Uglov V.V., Zlotsky S.V.Inorganic Materials: Applied Research2018 2
30 C Shi W., Wang J.-L., Wang Z., Wan Z., Xu L.-P.Cailiao Rechuli Xuebao/Transactions of Materials and Heat Treatment2004 2 68 C Tomáš M., Džupon M., Evin E., Spišák E.Metals 2018 1
28 A Ramana J.V., Kumar S., David C., Raju V.S.Materials Letters 2004 20 69 C Best J.P., Guillonneau G., Grop S., Taylor A.A., Frey D., Longchamp Q., Schär T., Morstein M., Breguet J.-M., Michler J.Surface and Coatings Technology 2018 6
29 C Lackner J.M., Waldhauser W., Ebner R.Surface and Coatings Technology 2004 67 73 C Tillmann W., Grisales D., Stangier D., Butzke T.Coatings 2019 2
31 A Klostermann H., Böcher B., Fietzke F., Modes T., Zywitzki O.Surface and Coatings Technology 2005 33 74 C Guo C., Pei Z., Gong J., Sun C., Lin S., Shi Q.Diamond and Related Materials 2019 0
32 A Martin P.J., Bendavid A., Cairney J.M., Hoffman M.Surface and Coatings Technology 2005 92 72 C Patel V.D., Gandhi A.H. International Journal of Advanced Manufacturing Technology2019 1
34 C Psyllaki P., Papadimitriou K., Pantazopoulos G.Journal of Failure Analysis and Prevention2006 7 71 A Hahn R., Kirnbauer A., Bartosik M., Kolozsvári S., Mayrhofer P.H.Materials Letters 2019 3
33 C Pantazopoulos G., Psyllaki P., Kanakis D., Antoniou S., Papadimitriou K., Sideris J.Surface and Coatings Technology 2006 16 70 A Ramoul C., Beliardouh N.E., Bahi R., Nouveau C., Djahoudi A., Walock M.J.Tribology - Materials, Surfaces and Interfaces2019 5
35 C Wei C.B., Tian X.B., Yang Y., Yang S.Q., Fu R.K.Y., Chu P.K.Surface and Coatings Technology 2007 5 75 C Chen K.-T., Hu C.-C., Hsu C.-Y., Tsao C.-C., Hong P.-D.Journal of Materials Engineering and Performance2020 0
36 A Wang L., Nie X., Housden J., Spain E., Jiang J.C., Meletis E.I., Leyland A., Matthews A.Surface and Coatings Technology 2008 45 76 C da Costa Castanhera I., Diniz A.E., Button S.T.Journal of the Brazilian Society of Mechanical Sciences and Engineering2020 0
Resultados y Análisis 25
incitando el estudio y la exploración de los recubrimientos basados en nitruros, en su estudio
reportaron un comportamiento al desgaste mejorado comparado con el material TiN
sintetizado anteriormente por deposición química en fase vapor (CVD). Presentaron
propiedades como la estructura cristalina del material correspondiente a una red cúbica
centrada en la cara (FCC) con parámetros de red cambiantes según el tamaño de radio
atómico del elemento añadido, características prometedoras y de gran interés en el momento.
Esto sirvió para impulsar el estudio mediante la síntesis y caracterización de diversos
materiales Molarius (1987) estudio recubrimientos depositados por ion plating sobre acero
rápido 4140. Comparo los recubrimientos de ZrN, TiN y (Ti, A) N siendo el ultimo el mejor,
resaltó la relación con el acabado de la pieza y el espesor del recubrimiento, evidenciando
mejores propiedades para un material pulido. Más tarde Knotek et al (1987) exhibió las
propiedades de desgaste del nitruro cuaternario Ti-Al-VN siendo estas superiores cuando se
depositan sobre carburos cementados. Knotek (1990) comparo nitruros ternarios (Ti, Zr) N
y (Ti, Al) N con el nitruro cuaternario (Ti-6AI-4V) N postulando como premisa que la
resistencia era mayor para sistemas cuaternarios debido a la inclusión de un átomo grande
como el V, también reporto una estructura cristalina tipo FCC para este recubrimiento. Un
estudio parecido un año después corroboro los resultados anteriores (Randhawa, 1988).
Los avances hasta el momento en técnicas PVD permitieron la deposición de recubrimientos
complejos e innovadores por una gran cantidad de científicos sin embargo Knotek O (1990)
continúo estudiando los nitruros ternarios (Ti, Al) N, (Cr, Al) N, (Ti, Zr) N y (Ti, Hf) N. En
este año el afinamiento de temperaturas permitió una elección adecuada de los parámetros
del proceso en el caso de materiales sensibles a la temperatura. Se mencionaron aspectos
clave, como por ejemplo la aplicación de recubrimientos en materiales como los aceros para
herramientas, donde la temperatura de recocido debe considerarse siempre como la
temperatura de recubrimiento más alta permitida para evitar la disminución de la dureza y
la distorsión atómica.
La nucleación de la película y el crecimiento del recubrimiento también estuvieron influidos
decisivamente por la temperatura del sustrato. Las bajas temperaturas permitieron la
producción de nuevos materiales multicomponentes metaestables en diferentes sustratos
para una alta resistencia al desgaste. La estructura y las propiedades de los recubrimientos
se examinan mediante las técnicas de difracción de rayos X (XRD), espectroscopia
electrónica de barrido (SEM), microscopía electrónica de transmisión (TEM) y exámenes
metalográficos (Knotek O, 1990).
Yasumoto et al (1993) Evaluaron las reacciones a alta temperatura entre AlN y películas
metálicas finas. Sinterizaron películas finas de Ti, Zr, Cr, Ta y Ni sobre AlN y se recocieron
isotérmicamente a temperaturas entre 700 ° C y 950 ° C. Las películas delgadas de Ti y Zr
formaron aluminuros en la interfaz y mostraron una alta resistencia de adhesión sobre 4.4 ×
107Pa. Las películas de titanio formaron aluminuro de TiAl3 en el rango de temperatura de
26 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
700 ° C a 950 ° C. Se consideró que la alta resistencia de adhesión obtenida de las películas
delgadas de Ti y Zr en AIN se debió a la formación de aluminuro y fenómeno se lo otorgaron
a la diferencia de electronegatividad de los metales. Esto inició los estudios de Podob M
(1996) Donde habla de los procesos PVD para aplicar recubrimientos duros funcionales y
películas delgadas en aplicaciones decorativas. Para ese entonces los recubrimientos de
nitruro de titanio (TIN), carbonitruro de titanio (TICN), carburo de cromo (CrG), nitruro de
cromo (CrN), nitruro de circonio (ZrN) y nitruro de titanio y aluminio (TIAIN) eran los más
exitosamente comercializados. En el documento se habló de sus propiedades como su alta
dureza, su bajo coeficiente de fricción, su resistencia a los químicos, además de ser
ambientalmente seguros y sus aplicaciones eran variadas tales como barreras químicas y
térmicas, aplicaciones de recubrimiento para herramientas de corte y conformado, moldes
de plástico, instrumentos quirúrgicos y prótesis.
Dos años después Manaila R et al (1998) depositaron mediante Magnetron Sputtering DC
asistido por haz de electrones películas de TiN, Ti1-x AlxN y ZrN. La difracción de rayos X
mostró diferentes grados de textura, dependiendo del sesgo del sustrato, la temperatura y la
composición. En las películas de TiN depositadas con un alto sesgo, se evidenciaron
cambios en la microestructura con variaciones en los parámetros de la red, atribuibles a las
inclusiones de Ar. Las soluciones sólidas cúbicas Ti 1-x Al x N mostraron un promedio x =
0,10. En las películas de ZrN, está presente una fase romboédricamente distorsionada,
además de la cúbica.
Lugscheider et al (1999) describió la energía libre de superficie de los sólidos donde la relata
como un factor característico que afecta las propiedades de la superficie y las interacciones
interfaciales como la adsorción, lubricación, adhesión, etc. En este documento se describe
el uso del análisis de ángulo de contacto dinámico para la evaluación de la tensión
superficial. La serie de pruebas presentada aquí ha demostrado que la energía libre de
superficie, pueden modificarse mediante el procesamiento mecánico de muestras de metal
duro, lo que conduce a diferentes adherencias de la capa. Los resultados muestran que una
alta participación polar con una energía superficial global del sustrato simultáneamente alta
conduce a una mejor adhesión de la capa. Ni la rugosidad ni la estructura de fase, la dureza
o el módulo de elasticidad de las capas PVD investigadas nos llevan a asumir una correlación
con la energía de la superficie. Se podría demostrar que las capas de adsorción y reacción
conducen a energías superficiales más bajas. Esto constituye un resultado importante
respecto a la adhesión de diferentes recubrimientos y acabados de los sustratos.
El estudio desencadenó diferentes preguntas respecto cantidad de Zr que el recubrimiento
podría tener siendo estable, por lo que más adelante fue estudiado por Hasegawa H et al
(2000). Allí, se prepararon películas binarias (TiN, ZrN, CrN) y ternarias (TiAlN, TiCrN,
TiZrN) sobre carburo cementado mediante recubrimientos por arco catódico. La
microdureza, el parámetro de red y la morfología de las películas se examinaron mediante
pruebas de microdureza, análisis de difracción de XRD y SEM. Los resultados mostraron
Resultados y Análisis 27
que las películas de nitruro binario generalmente tenían una dureza Vickers más pequeña
que el nitruro ternario. (Concordando con el estudio de Knotek et al (1987)). El parámetro
de red de los nitruros ternarios TiAlN y TiCrN era más pequeño que el de TiN, mientras que
el del tercer nitruro ternario TiZrN era más grande que el de TiN y más pequeño que el de
ZrN.
PalDey & Deevi (2003) desarrollaron una revisión bibliográfica para comprar las diferentes
propiedades de recubrimientos a base de (Al, Ti) N sintetizados por diversas técnicas de
deposición física de vapor (PVD). Los materiales de sustrato para la deposición de
recubrimientos, parámetros de deposición y el efecto de los parámetros de deposición sobre
las propiedades físicas y mecánicas de los recubrimientos de (Ti, Al) N fueron estudiados.
En general se evidencio que los recubrimientos (Ti, Al) N de PVD mejoran la resistencia al
desgaste y a la oxidación de una amplia variedad de materiales para herramientas. Se
discutieron las propiedades de resistencia al desgaste de (Ti, Al) N para diversas
aplicaciones de mecanizado en comparación con recubrimientos como TiN, Ti (C, N) y (Ti,
Zr) N.
En el documento se reporta como los recubrimientos multicomponentes podían combinar el
beneficio individual de los componentes mismos; lo cual conduce a un mayor refinamiento
de las propiedades del recubrimiento para una aplicación específica. Se evidencio también
que las adiciones de aleaciones como Cr e Y mejoran drásticamente la resistencia a la
oxidación, Zr y V mejoran la resistencia al desgaste, mientras que el Si aumenta la dureza y
la resistencia a la reactividad química de la película. Además, la presencia de una gran
cantidad de interfaces entre capas individuales de una estructura multicapa da como
resultado un aumento drástico en la dureza y la resistencia. La revisión permitió ratificar
autores y documentos anteriores (Knotek O et al (1986)(1987)(1990), Molarius (1987)
Yasumoto et al (1993) Podob M (1996) Manaila R et al (1998) Lugscheider et al (1999)
Wong M.-S., et al (2000) Hasegawa H (2000)) y además sirvió como paso para el diseño de
nuevos recubrimientos resistentes al desgaste, basados en un sistema multicapa o
multicomponente siempre con la finalidad de satisfacer las exigentes aplicaciones de
materiales avanzados (PalDey & Deevi, 2003).
Chen L., Holec D., Du Y., Mayrhofer PH 2011 Las películas finas de Ti-Al-N multi
binarias se utilizan para diversas aplicaciones donde se necesitan materiales duros,
resistentes al desgaste y a la oxidación. Se estudió el efecto de la adición de Zr sobre la
estructura, las propiedades mecánicas y térmicas de los revestimientos basados en Ti 1-
xAlxN bajo la guía de cálculos ab initio. La preparación de Ti1-x-zAlxZrzN mediante
pulverización catódica con magnetrón verifica la estructura cúbica sugerida (tipo NaCl) para
x por debajo de 0.6-0.7 y z ≤ 0.4. Aumentar el contenido de Zr de z = 0 a 0.17, mientras se
mantiene x a ~ 0.5, resulta en un aumento de dureza de ~ 33 a 37 GPa, y un parámetro de
red aumenta de 4.18 a 4.29 Å. Estos últimos están en excelente acuerdo con los datos ab
28 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
initio. La aleación con Zr también promueve la formación de dominios cúbicos, pero retarda
la formación de wurtzita estable AlN durante el recocido térmico. Esto conduce a altos
valores de dureza de ~ 40 GPa en un amplio rango de temperatura de 700-1100 ° C para
Ti0.40Al 0.55Zr0.05N. Además, Zr ayuda a la formación de una escala de óxido densa.
Después de 20 h de exposición al aire a 950 ° C, donde Ti 0.48Al0.52N ya está
completamente oxidado, solo se forma una escala de óxido delgada de ~ 1 μm en la parte
superior de la película delgada de 2.5 μm Ti0.40Al0.55Zr0. 05N.
Zhang GP, et al (2012) Las películas de Ti-Al-N se depositaron mediante técnica de arco de
vacío catódico (CVA) en atmósfera de N2 con diferente sesgo de sustrato pulsado. Se
investigó sistemáticamente la influencia del sesgo del sustrato pulsado (0 a -800 V) sobre la
velocidad de deposición, la morfología de la superficie, la estructura cristalina y las
propiedades mecánicas de las películas de Ti-Al-N. El aumento del voltaje de polarización
pulsada dio como resultado una disminución de la velocidad de deposición, pero un aumento
de la rugosidad de la superficie. Se encontró que había una fuerte correlación entre el sesgo
pulsado y la estructura de la película. Todas las películas estudiadas en este artículo estaban
compuestas de fases terciarias TiN, AlN y Ti-Al-N. Los granos cambiaron de equiaxial a
columnar y exhibieron una orientación preferida cuando aumentó el sesgo pulsado. Con el
aumento del voltaje de polarización pulsada, la relación atómica de elemento Ti a Al
aumentó gradualmente, mientras que la relación N a (Ti + Al) disminuyó. Las películas
compuestas presentan una nanodureza mejorada en comparación con las películas binarias
TiN y ZrN. La película depositada con un pulso de polarización de -200 V poseía la máxima
carga crítica al rayado y nanodureza. Se obtuvo el coeficiente de fricción mínimo con
polarización pulsada de -300 V.
Ruden A., et al (2013) contaron sobre a fricción y el coeficiente de desgaste, estos
representan dos variables importantes para la selección de recubrimientos duros en
aplicaciones críticas de ingeniería, como el corte y la formación de materiales. Para explicar
completamente estas variables, es necesario comprender los diferentes tipos de mecanismos
de desgaste que ocurren en las superficies recubiertas. Se evaluaron los recubrimientos de
nitruro de circonio (ZrN), nitruro de cromo (CrN) y nitruro de titanio y aluminio (TiAlN)
producidos por la técnica de pulverización reactiva con magnetrón. Las propiedades
tribológicas-coeficiente de fricción (COF) y el coeficiente de desgaste se investigaron
utilizando una bola en disco tribómetro y profilometría. El voltaje de polarización sesgada
mostró un aumento en la deformación plástica y fallas en la generación del tercer cuerpo en
la superficie de ZrN. El flujo de nitrógeno aumenta en la deposición de CrN, mejora el
comportamiento tribológico debido a la segregación de fase cúbica, Mejora de las
propiedades superficiales. El aumento de la temperatura del sustrato durante la deposición
de TiAlN mejora las propiedades superficiales (rugosidad y disminución de la densidad
porosa), aumenta la resistencia al desgaste por abrasión y la capacidad de carga del
recubrimiento.

Resultados y Análisis 29
Abadias G., et al (2013) Recientemente se ha demostrado que los recubrimientos de
TiZrAlN cuaternario depositados por pulverización de magnetrón reactivo de objetivos
elementales ofrecen un diseño nanoestructural a medida con propiedades mecánicas
mejoradas mediante el ajuste fino del contenido de Al a presión parcial de N2 fija. Aquí, la
influencia de la microestructura de los recubrimientos 1-x-yAlxNy as-depositados (Ti, Zr)
en su estabilidad térmica y resistencia a la oxidación se estudia en detalles mediante
microscopía electrónica de barrido y difracción de rayos X. Con bajo contenido de Al
(microestructura 'tipo I', 0≤x≤0.05), se forman soluciones sólidas monofásicas,
estequiométricas (Ti, Zr, Al) N con estructura cúbica. Estas películas son térmicamente
estables después del recocido al vacío a 600 ° C, los principales cambios estructurales están
relacionados con la aniquilación de defectos y la recuperación de cristales, lo que lleva al
desarrollo de una tensión de tensión neta.
Nanocompuesto (Ti, Zr) Las películas 1-x-yAlxNy con microestructura 'tipo II'
(0.06≤x≤0.11; 0.34≤y≤0.39), que consta de nanocristales cúbicos (Ti, Zr, Al) N incrustados
en una matriz amorfa, ya mostraron cristalización parcial a 600 ° C. A 950 ° C, la
descomposición de fase tiene lugar mediante la formación de dominios cúbicos ricos en ZrN
y ricos en TiN para ambos tipos de película. Una disminución de la temperatura de inicio
para la descomposición térmica se evidencia con el aumento del contenido de Al. Sin
embargo, las películas con mayor contenido de Al se deslaminaron después del recocido a
una temperatura superior a 800 ° C, lo que sugiere que la deficiencia de nitrógeno es un
factor importante que influye en la estabilidad térmica. Los experimentos de oxidación
producen recubrimientos de TiZrAlN completamente oxidados a 950 ° C, con la formación
de una morfología porosa e hinchazón significativa (~ 200% de aumento en el espesor de la
película) y ampollas locales. Películas amorfas con ' La microestructura tipo III
'(0.14≤x≤0.24; 0.24≤y≤0.31) muestra la mejor resistencia a la oxidación, ya que la
temperatura para la formación de la capa de óxido de TiZrO4 ortorrómbica se incrementa
en ~ 150 ° C en comparación con los recubrimientos libres de Al. Sin embargo, las películas
con mayor contenido de Al experimentaron una extensa formación de escamas después del
recocido de aire.
Lin Y.-W., Lu C.-W., Yu G.-P., Huang J.-H. 2016: Este estudio tiene como objetivo
investigar los efectos del flujo de nitrógeno (0-2.5 sccm) sobre la estructura y las
propiedades de las películas de TiZrN. Se depositaron películas delgadas de TiZrN
nanocristalino sobre sustratos de Si (001) mediante pulverización catódica de magnetrón
desequilibrada. Los principales efectos del flujo de nitrógeno fueron sobre la fase, la textura,
la relación N / (Ti + Zr), el grosor, la dureza, la tensión residual y la resistividad de las
películas de TiZrN. El contenido de nitrógeno desempeñó un papel importante en la
transición de fase. Al aumentar la velocidad de flujo de nitrógeno, la fase cambió de fases
mixtas de TiZr y TiZrN a una sola fase de TiZrN. Los resultados de difracción de rayos X
indicaron que (111) era la orientación preferida para todas las muestras de TiZrN. La

30 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
relación N / (Ti + Zr) de las películas de TiZrN aumentó primero al aumentar el caudal de
nitrógeno y luego se estabilizó cuando el caudal aumentó aún más. Cuando el caudal de
nitrógeno aumentó de 0,4 a 1,0 sccm, la dureza y la tensión residual de la película delgada
de TiZrN aumentaron, mientras que la resistividad eléctrica disminuyó. Ninguna de las
propiedades de las películas delgadas de TiZrN cambió con una velocidad de flujo de
nitrógeno superior a 1,0 sccm porque las películas contenían una única fase estable (TiZrN).
A altas velocidades de flujo de nitrógeno (1.0-2.5 sccm), la dureza y resistividad promedio
de las películas delgadas de TiZrN fueron aproximadamente 36 GPa y 36.5 μΩ · cm,
respectivamente. © 2016 Yu-Wei Lin et al. La dureza y resistividad promedio de las
películas delgadas TiZrN fueron de aproximadamente 36 GPa y 36.5 μΩ · cm,
respectivamente.
Zhao S. et al (2017): Las películas de bicapa de CrN / (Ti, Al, Zr, Cr) N se depositaron con
éxito sobre sustratos de carburo cementado (WC-8% Co) mediante un proceso de
recubrimiento de iones de arco múltiple utilizando dos objetivos de aleación de Ti-Al-Zr y
un objetivo de Cr puro. Como resultado de la estructura bicapa y la adición de elementos de
aleación (p. Ej., Al y Cr), las películas mostraron una excelente resistencia a la oxidación a
altas temperaturas tanto en condiciones isotérmicas a corto plazo (hasta 800 ° C) como a
largo plazo (hasta 600 ° C) condiciones de exposición. Combinadas con propiedades
tribológicas sobresalientes preestablecidas (p. Ej., Dureza máxima de 4000 HV0.01 y fuerza
de adhesión máxima de más de 200 N), estas observaciones hacen que tales películas sean
un candidato bastante prometedor para extender la vida útil de la herramienta de corte y
aumentar el rendimiento en alta productividad, corte de alta velocidad y alto avance o en
condiciones de mecanizado en seco.
Decho H., Mehner A., Kohlscheen J., Zoch H.-W. 2018: Los recubrimientos de nitruro de
aluminio y titanio (TiAlN) se utilizan con frecuencia para aplicaciones de corte debido a su
alta resistencia al desgaste y alta estabilidad térmica. El dopaje con elementos adicionales y
una estructura de película multicapa puede mejorar significativamente la resistencia al
desgaste de estos recubrimientos duros. Para este contexto, se investigó la resistencia al
desgaste de los sistemas de película multicapa basados en TiAlN. Se depositaron películas
con diferentes contenidos de cromo, circonio y silicio mediante pulverización reactiva con
magnetrón de CC sobre insertos de molienda de carburo de tungsteno cementado (WC / Co).
El contenido de dopaje y el grosor de la capa variaron según la potencia objetivo. La
composición química, la microestructura, la adhesión, la dureza y el tiempo de vida útil de
la herramienta se analizaron mediante espectroscopía de emisión óptica de descarga
luminosa (GDOES), microscopía electrónica, pruebas de arañazos, pruebas de indentación
de dureza y pruebas de fresado. Se usó un recubrimiento industrial de TiAlN como
referencia para la prueba de corte. Los insertos de fresado recubiertos con películas de TiAlN
/ CrXN y TiAlN / ZrN no mostraron un tiempo de vida mejorado en comparación con la
referencia de TiAlN, mientras que la vida útil de los insertos de fresado recubiertos con
Resultados y Análisis 31
TiAlN / SiXNY mejoró significativamente para contenidos de silicio de hasta 1.8% al. -%.
Un aumento adicional del contenido de silicio resultó en una disminución significativa de la
adhesión y el rendimiento de corte.
Abadias G., et al (2018): Las películas cuaternarias de TiZrAlN y TiZrSiN con una relación
Ti: Zr de ~ 1: 1 y diferentes contenidos de Al (o Si) se depositaron mediante pulverización
simultánea de magnetrón reactivo de objetivos de Ti, Zr y Al (o Si) bajo descargas de plasma
Ar + N2. La composición elemental se determinó mediante métodos WDS y RBS; La
composición de fase se estudió mediante difracción de rayos X. Se encontró que la solución
sólida de tipo c- (Ti, Zr, Al) N de sustitución es la base del sistema (Ti, Zr) 1 – xAlxN (0.06
≤ x ≤ 0.65). Para el sistema (Ti, Zr) 1 – xSixN (0.13 ≤ x ≤ 0.41), una estructura de fase dual
compuesta de un nanocompuesto sobre la base de la solución sólida c- (Ti, Zr) N y la fase
a-SiNy amorfa de límite de grano Es típico. La aparición de la segunda fase a-SiNy
promueve una amortización de las películas. El recocido al vacío de las películas
investigadas a temperaturas de hasta 1000°C no conduce a la descomposición de las
soluciones sólidas que constituyen las películas. Tanto la temperatura de deposición bastante
alta (600°C) como el contenido de nitrógeno estequiométrico pueden ser las razones de la
estabilidad térmica de las películas. El agotamiento de Al inducido por recocido de granos
de solución sólida de c- (Ti, Zr, Al) N se observa en películas (Ti, Zr) 1 – xAlxN causadas
por el crecimiento de la fase de wurtzita basada en AlN en los límites de grano.
Recientemente Hahn R., et al (2019) presentaron experimentos micromecánicos de
películas finas de nitruro de alta entropía de magnetrón DC, monofásico (Al, Ta, Ti, V, Zr)
N con fracciones metálicas casi equimolares, y de su variante de aleación de Si. El
recubrimiento (Al, Ta, Ti, V, Zr) N exhibe una dureza de∼30 GPa y una resistencia a la
fractura de 2.4 MPam. Alejando este nitruro de alta entropía con∼5 a% Si no influye en la
dureza y la tenacidad a la fractura, pero disminuye significativamente la respuesta elástica.
En consecuencia, la tensión elástica al fallo aumenta en más del 30%, lo que conduce a una
tolerancia al daño significativamente mejorada para el Aleado de Si (Al, Ta, Ti, V, Zr) N.
Esto un tema que contradice varios autores sobre la participación del silicio en el material
(Al, Ti) sin embargo no es claro la relación entre síntesis y propiedades tribológicas.
5.6.3 Problema de Investigación
Para concluir con la revisión de los anteriores artículos se nota que el material fue pocas
veces sintetizado, pero siempre se exaltaron sus propiedades prometedoras, En la literatura
este material se perfilo como el recubrimiento ideal contra el desgaste y excelente para
aplicaciones como el punzonado, otros autores solo mencionaron algunas características y
métodos de síntesis, perfilándolo, también, como un material favorable a la aplicación de

32 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
punzonado. Dicho esto, fue necesario también una revisión amplia de recubrimientos
nitrurados resistentes al desgaste específicamente a la aplicación de punzonado y se encontró
que el AlTiZrN nunca fue usado para esta aplicación a pesar de sus prometedoras
propiedades tribológicas.
La positiva experiencia que se tiene a nivel mundial en cuanto a la aplicación de nuevos
materiales su estudio e investigación aplicado particularmente en la industria metalmecánica
nacional, hacen que la investigación en general evolucione, en el caso particular de los
recubrimientos, y distintas aplicaciones salen a relucir en distintos sectores como, por
ejemplo: agro, línea blanca e instrumentación quirúrgica; ya que la industria metalmecánica
está relacionada con la mayoría de las demás áreas industriales, pues en todas ellas necesitan
de maquinaria y herramientas para desarrollar sus actividades; por lo que términos como la
protección a la corrosión, el desgaste, la lubricación, el aumento de dureza y la tenacidad,
son términos que cada vez son más tenidos en cuenta para la optimización de los sistemas.
Es por eso por lo que los conocimientos de la academia deben de estar al servicio de la
industria regional y nacional, permitiendo una competencia más equilibrada con la industria
internacional y a la vez generando nuevos desarrollos tecnológicos. Hoy día un problema
recurrente en la industria es el corto tiempo de vida útil en piezas mecánicas debido a
diferentes tipos de desgaste, esto se traduce en pérdidas por sustitución de herramienta,
tiempos de mantenimiento y suspensión de producción. Es por esto por lo que es importante
dar solución a este problema y, por lo tanto, en el presente trabajo de investigación, se
propone utilizar recubrimientos duros y resistentes al desgaste particularmente AlTiZrN,
material a utilizar como capa protectora en piezas de acero utilizadas para punzonado
buscando la mejor relación propiedad – desempeño y a la vez, de manera paralela, se pueda
aminorar algunos problemas de la industria metalmecánica.
Conociendo los puntos tratados anteriormente y sin dejar de lado las particularidades e
implicaciones que podría tener en la ciencia básica el recubrimiento de AlTiZrN gracias a
el entendimiento elemental, composicional, morfológico y tribológico que tendría este este
proyecto, se plantea la siguiente cuestión investigativa:
Con el propósito de aminorar algunos problemas de la industria metalmecánica,
específicamente en el proceso de punzonado, se plantea la utilización del recubrimiento
nitruro de aluminio-titanio-zirconio (AlTiZrN) sintetizado por PVD y se presenta la
interrogación: ¿Se podría mejorar la vida útil en piezas mecánicas de acero M2 y D2
utilizando el recubrimiento indicado?

Resultados y Análisis 33
6. Desarrollo experimental
6.1 Procedimiento Experimental
Este proyecto parte del proceso específico para la producción de la pieza final con el nombre
de Grapa Cama (figura 8); producida por la empresa INDUMA S.C.A. mediante troquelado.
Inicialmente el problema se identificó como baja vida útil del herramental utilizado en el
proceso. El desgaste en la superficie del herramental ocasionaba una variación dimensional
la cual incurriría en problemas en la conformación la pieza y el acabado final de la misma.
La pieza es fabricada a partir de una lámina de acero Cold-Rolled de bajo carbono SAE
1006B (UNS G10060) con un espesor de 2.5mm y 111 mm de ancho. (figura 8)
Figura 8. Grapa Cama Macho
Las 2 más importantes perforaciones de esta pieza poseen un Juego alto con la intención de
generar rebaba con el fin de que esta sirva para aumentar la sujeción de un par de tornillos
Drywall N 6X1 de 9.34 mm de diámetro.
En la figura 9 (a) se puede ver la maquina troqueladora utilizada para el proceso. En la figura
9 (b) de los punzones, se pueden ver los herramentales utilizados para realizar las
perforaciones a la lámina de metal; estos herramentales en este caso los punzones, son
Tornillo Drywall N⁰ 6X1.
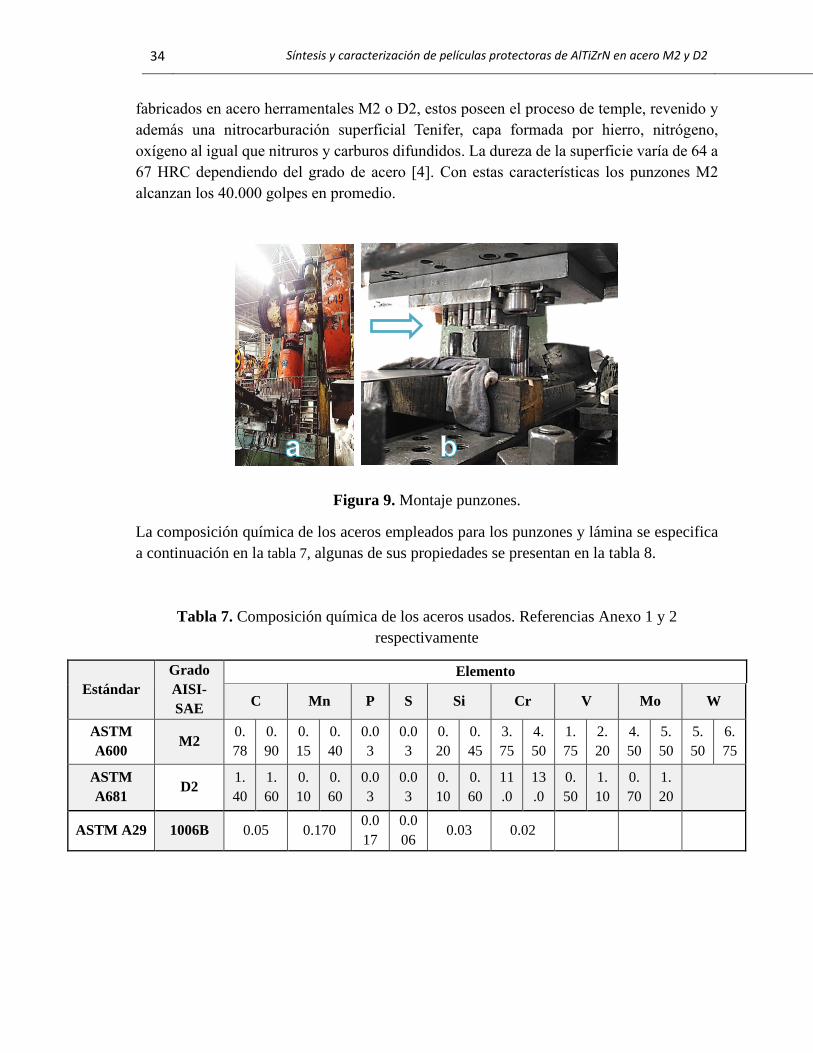
34 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
fabricados en acero herramentales M2 o D2, estos poseen el proceso de temple, revenido y
además una nitrocarburación superficial Tenifer, capa formada por hierro, nitrógeno,
oxígeno al igual que nitruros y carburos difundidos. La dureza de la superficie varía de 64 a
67 HRC dependiendo del grado de acero [4]. Con estas características los punzones M2
alcanzan los 40.000 golpes en promedio.
Figura 9. Montaje punzones.
La composición química de los aceros empleados para los punzones y lámina se especifica
a continuación en la tabla 7, algunas de sus propiedades se presentan en la tabla 8.
Tabla 7. Composición química de los aceros usados. Referencias Anexo 1 y 2
respectivamente
Estándar
Grado
AISI-
SAE
Elemento
C Mn P S Si Cr V Mo W
ASTM
A600 M2
0.
78
0.
90
0.
15
0.
40
0.0
3
0.0
3
0.
20
0.
45
3.
75
4.
50
1.
75
2.
20
4.
50
5.
50
5.
50
6.
75
ASTM
A681 D2
1.
40
1.
60
0.
10
0.
60
0.0
3
0.0
3
0.
10
0.
60
11
.0
13
.0
0.
50
1.
10
0.
70
1.
20
ASTM A29 1006B 0.05 0.170 0.0
17
0.0
06 0.03 0.02

Resultados y Análisis 35
Tabla 8. Propiedades físicas de los aceros usados. Referencias Anexo 1 y 2
respectivamente
Propiedades
Físicas
Dens
idad
Modulo
Elástico
Poisson’s
ratio
Dure
za
Shear
Modulus
Tensile
Strength:
Ultimate
(UTS)
Tensile
Strength:
Yield
(Proof)
Izod
impact
unnotched
Unidades kg/m
3 GPa u. a HRC GPa MPa MPa J
Grado
AISI-
SAE
M2 8160 190-210 0.27-0.30 66 77 2150 67
D2 7700 190-210 0.27-0.30 62 75 2000 1510 77
1006B 7872 190 0.27-0.30 -24 73 344 180
En la figura 10 (a), se muestra el diseño del punzón, el cual posee una variación en el
diámetro de su punta, esta variación de diámetros es suavizada (R3.00); esta zona es la que
forma la rebaba, al reducir el juego entre punzón y matriz. La zona debe tener un filo
excelente y un muy buen acabado. En la figura 10 (b) se muestra una imagen del punzón
después de los procesos de pulido, acabado del filo, templado, revenido y nitrurado.
Figura 10. Planos de diseño del punzón y punta desgastada.
En la figura 10 se aprecia la imagen de un punzón desgastado, se aprecia desgaste de tipo
abrasivo y adhesivo, en mayor medida en zona anteriormente mencionada. De igual
manera se muestran indicio de falla por compresión, la cual puede generar cierta
deformación en el herramental y por ende una variación dimensional, además de influir
considerablemente en el filo produciendo el embotamiento progresivo del herramental.
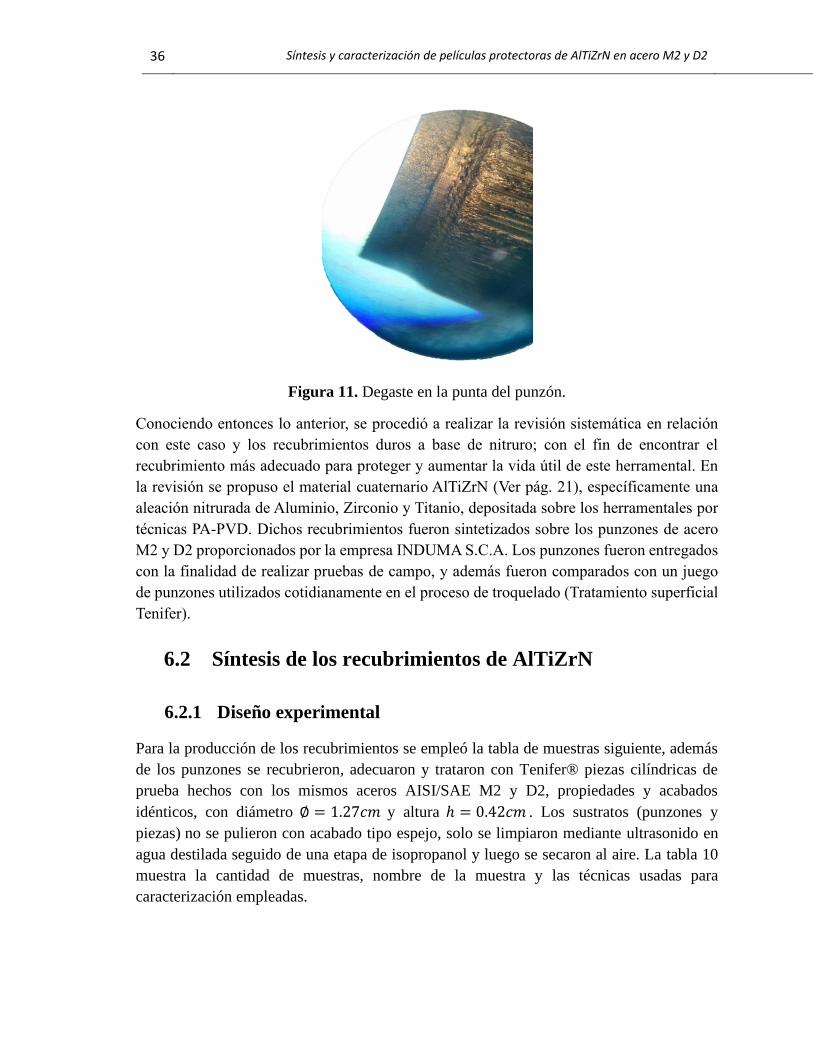
36 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 11. Degaste en la punta del punzón.
Conociendo entonces lo anterior, se procedió a realizar la revisión sistemática en relación
con este caso y los recubrimientos duros a base de nitruro; con el fin de encontrar el
recubrimiento más adecuado para proteger y aumentar la vida útil de este herramental. En
la revisión se propuso el material cuaternario AlTiZrN (Ver pág. 21), específicamente una
aleación nitrurada de Aluminio, Zirconio y Titanio, depositada sobre los herramentales por
técnicas PA-PVD. Dichos recubrimientos fueron sintetizados sobre los punzones de acero
M2 y D2 proporcionados por la empresa INDUMA S.C.A. Los punzones fueron entregados
con la finalidad de realizar pruebas de campo, y además fueron comparados con un juego
de punzones utilizados cotidianamente en el proceso de troquelado (Tratamiento superficial
Tenifer).
6.2 Síntesis de los recubrimientos de AlTiZrN
6.2.1 Diseño experimental
Para la producción de los recubrimientos se empleó la tabla de muestras siguiente, además
de los punzones se recubrieron, adecuaron y trataron con Tenifer® piezas cilíndricas de
prueba hechos con los mismos aceros AISI/SAE M2 y D2, propiedades y acabados
idénticos, con diámetro ∅ = 1.27𝑐𝑚 y altura ℎ = 0.42𝑐𝑚 . Los sustratos (punzones y
piezas) no se pulieron con acabado tipo espejo, solo se limpiaron mediante ultrasonido en
agua destilada seguido de una etapa de isopropanol y luego se secaron al aire. La tabla 10
muestra la cantidad de muestras, nombre de la muestra y las técnicas usadas para
caracterización empleadas.

Resultados y Análisis 37
Tabla 10. Disposición de muestras y/o sustratos
Nombre
de
Muestra
Descripción
Ca
nti
da
d i
nic
ial
Dis
po
nib
ilid
ad
Técnicas de Caracterización
XR
D
ED
S
AF
M
Pru
eba
de
ray
ad
o
SE
M
Pin
on
dis
c
SE
M
Du
reza
ind
enta
ció
n
Co
rro
sió
n
Pie
zas
ci
lín
dri
cas
M2 Acero M2 1 0 X X X X X X
D2 Acero D2 1 0 X X X X X X
M2-CN Acero M2 con
nitrocarburación 3 1 X X X X X
D2-CN Acero D2 con
nitrocarburación 3 1 X X X X
M2-R Acero M2 recubierto
con AlTiZrN 4 2 X X X X X X X X
D2-R Acero D2 recubierto con
AlTiZrN 4 2 X X X X X X X X X
M2CNR
Acero M2 con
nitrocarburación y
recubierto con AlTiZrN
4 3 X X X X
D2CNR
Acero D2 con
nitrocarburación y
recubierto con AlTiZrN
4 3 X X X
Si SiR Silicios recubiertos con
AlTiZrN 5 3 X X
Cantidad Total 24
Prueba de campo valuación de
desempeño Nuevo Desgastado SEM
Pu
nzo
nes
PM2CN Punzón en acero M2 con nitrocarburación 0 3 x
PD2CN Punzón en acero D2 con nitrocarburación 0 3 x
PM2R Punzón en acero M2 con recubrimiento de
AlTiZrN 1 1 x
PD2R Punzón en acero D2 con recubrimiento de
AlTiZrN 1 1 x
6.2.2 Deposición PVD en sustratos
Los sustratos (punzones y piezas) no se pulieron con acabado tipo espejo, solo se limpiaron
ultrasónicamente en agua destilada seguido de una etapa de isopropanol y luego se secaron
al aire.

38 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 12. Sustratos antes de la deposición y sistema planetario
Los sustratos se introdujeron dentro de la cámara de recubrimiento y se fijaron en un sistema
planetario con doble rotación y fueron recubiertos empleando la unidad de recubrimientos
PVD modelo Domino Mini de Oerlikon Balzers (figura 12) ubicado en el Centro de
Ingeniería y Desarrollo Industrial CIDESI de la ciudad de Querétaro, México.
Figura 13. Unidad de recubrimientos PVD modelo Domino Mini de Oerlikon Balzers
En el proceso de deposición se utilizaron blancos de Ti / Al puro al 99,5% (33%/66%)
Plansee. El blanco de Ti se modificó al adicionarle 4 incrustaciones de Zr y las dimensiones
de este blanco se especifican en la figura 14.
Sistema planetario
Deposicion PVD
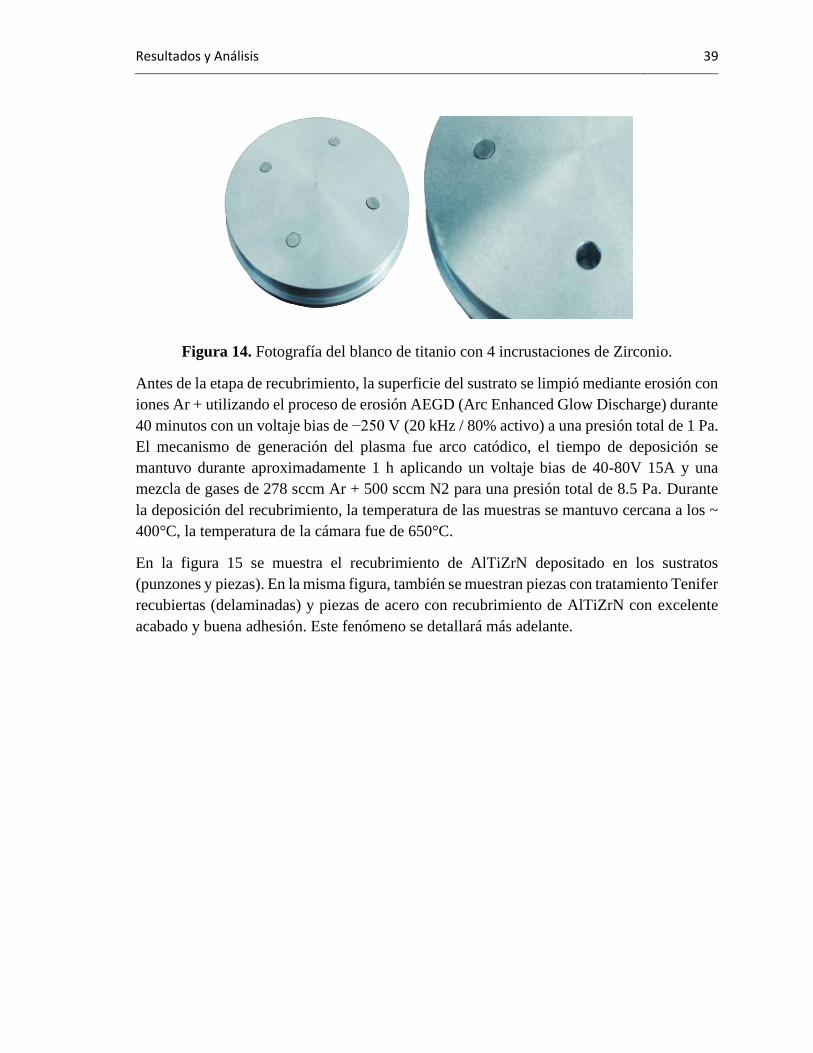
Resultados y Análisis 39
Figura 14. Fotografía del blanco de titanio con 4 incrustaciones de Zirconio.
Antes de la etapa de recubrimiento, la superficie del sustrato se limpió mediante erosión con
iones Ar + utilizando el proceso de erosión AEGD (Arc Enhanced Glow Discharge) durante
40 minutos con un voltaje bias de −250 V (20 kHz / 80% activo) a una presión total de 1 Pa.
El mecanismo de generación del plasma fue arco catódico, el tiempo de deposición se
mantuvo durante aproximadamente 1 h aplicando un voltaje bias de 40-80V 15A y una
mezcla de gases de 278 sccm Ar + 500 sccm N2 para una presión total de 8.5 Pa. Durante
la deposición del recubrimiento, la temperatura de las muestras se mantuvo cercana a los ~
400°C, la temperatura de la cámara fue de 650°C.
En la figura 15 se muestra el recubrimiento de AlTiZrN depositado en los sustratos
(punzones y piezas). En la misma figura, también se muestran piezas con tratamiento Tenifer
recubiertas (delaminadas) y piezas de acero con recubrimiento de AlTiZrN con excelente
acabado y buena adhesión. Este fenómeno se detallará más adelante.

40 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 15. Sustratos Recubiertos
7. Fundamentación y técnicas usadas para la caracterización
7.1 Difracción de Rayos X (XRD)
La difracción de rayos X es una técnica de caracterización cuya primera ventaja es ser no
destructiva y es utilizada para determinar propiedades y parámetros cristalográficos en los
materiales. La principal expresión teórica de la difracción de rayos X es la ley de Bragg, la
cual tiene como fundamento el hecho de que las sustancias cristalinas al ser irradiadas por
rayos X, forman a patrones de rayos dispersados como se muestra en la figura 16, la cual
representa un esquema de la ley de Bragg.
Figura 16. Esquema de la ley de Bragg.
De la figura 16 es posible apreciar que la diferencia de camino del haz es igual a dos veces
dsenθ, lo que se deduce de la definición trigonometría de seno. La expresión para la ley de
Bragg es:
Delaminación

Resultados y Análisis 41
𝑛𝜆 = 2𝑑𝑠𝑒𝑛𝜃 Ecuación 4
Con esta expresión es posible calcular la distancia interplanar d entre los planos difractantes
presentes en la estructura, a cada plano se asocian tres números (hkl), los cuales identifican
al plano y son llamados índices de Miller. Con las distancias interplanares y los índices de
Miller es posible encontrar los parámetros de red de cada uno de los siete sistemas
cristalinos.
7.2 Tribología de las superficies
La tribología estudia los procesos involucrados cuando dos superficies que se encuentran en
contacto se mueven una relativa a la otra donde, dichos procesos involucran conceptos como
la fricción, el desgaste, la adhesión, la lubricación, entre otros.
7.2.1 Fricción
La fricción es la resistencia al movimiento que experimenta un cuerpo cuando se desplaza
en forma tangencial con respecto a otro cuerpo con el cual se encuentra en contacto. La
fricción no constituye una propiedad del material sino una respuesta del sistema en forma
de fuerza de reacción. El coeficiente de fricción μ, es la fuerza tangencial de fricción F,
dividida por la carga normal N, involucrada en el contacto [82].
𝜇 =𝐹𝑡
𝑁 Ecuación 5
7.2.2 Desgaste
El desgaste es definido comúnmente como la remoción de material de superficies sólidas,
como resultado del contacto dinámico que experimenten entre si las dos superficies. La
fricción y el desgaste son simultáneamente resultado del mismo proceso de contacto
tribológico que se da entre dos superficies en movimiento.
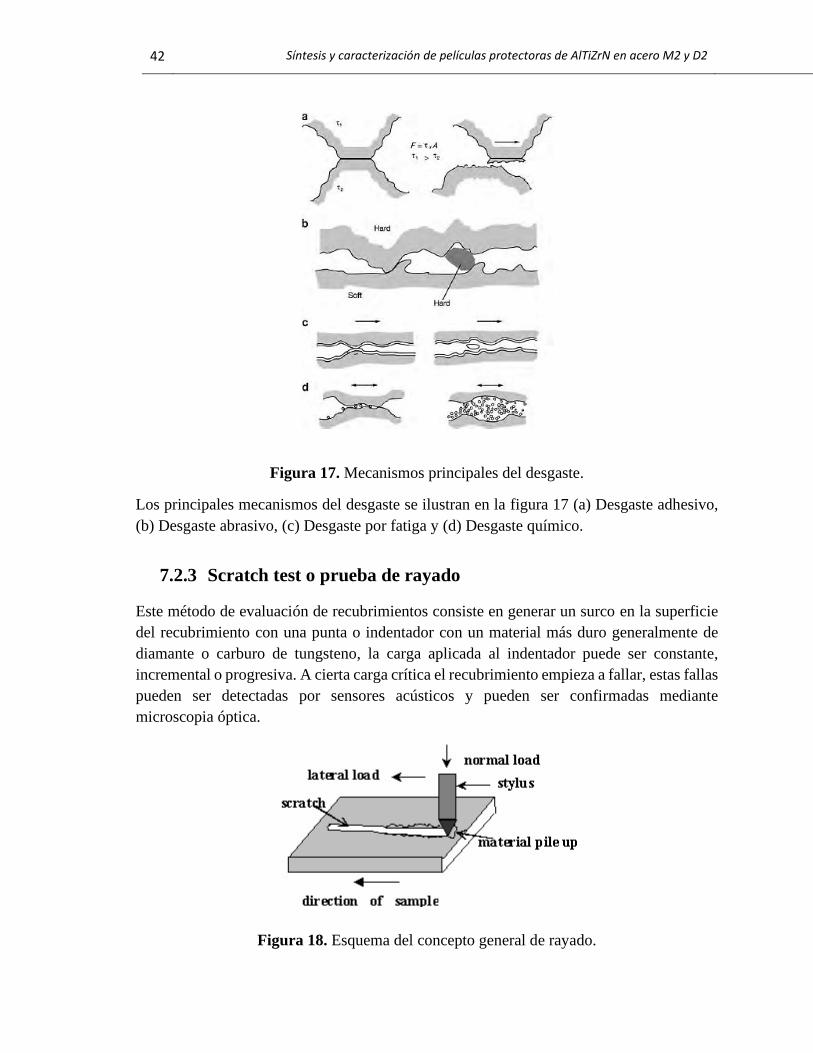
42 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 17. Mecanismos principales del desgaste.
Los principales mecanismos del desgaste se ilustran en la figura 17 (a) Desgaste adhesivo,
(b) Desgaste abrasivo, (c) Desgaste por fatiga y (d) Desgaste químico.
7.2.3 Scratch test o prueba de rayado
Este método de evaluación de recubrimientos consiste en generar un surco en la superficie
del recubrimiento con una punta o indentador con un material más duro generalmente de
diamante o carburo de tungsteno, la carga aplicada al indentador puede ser constante,
incremental o progresiva. A cierta carga crítica el recubrimiento empieza a fallar, estas fallas
pueden ser detectadas por sensores acústicos y pueden ser confirmadas mediante
microscopia óptica.
Figura 18. Esquema del concepto general de rayado.
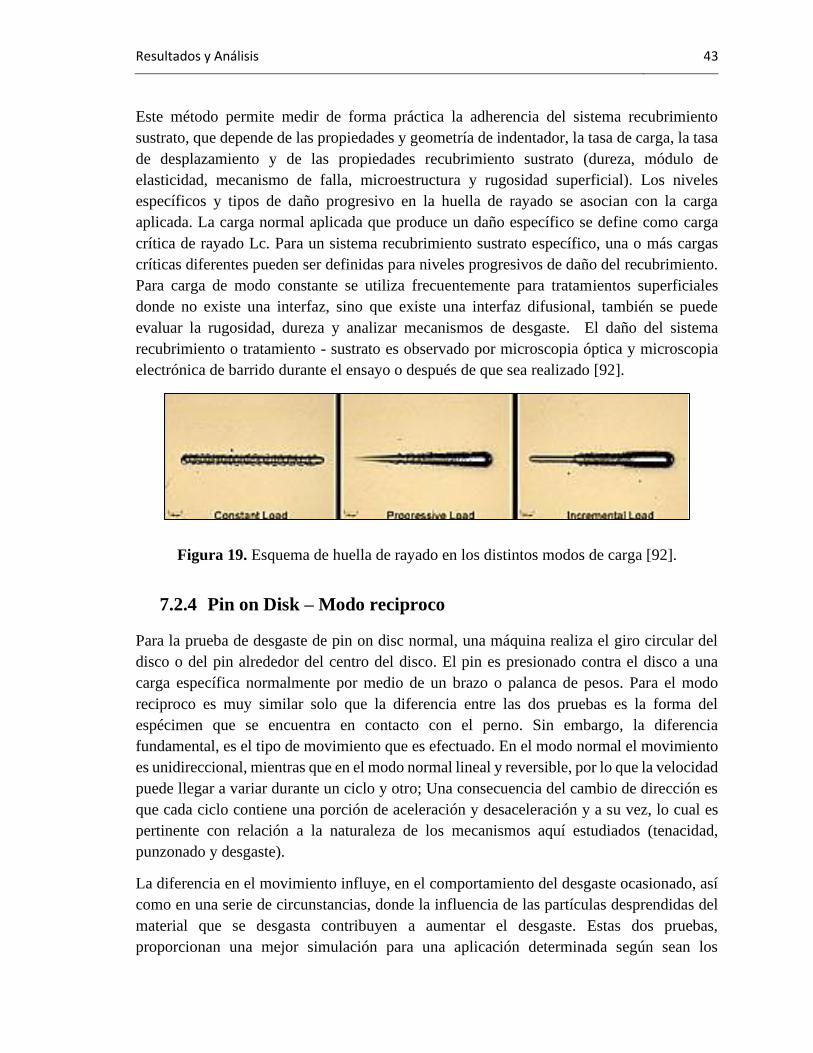
Resultados y Análisis 43
Este método permite medir de forma práctica la adherencia del sistema recubrimiento
sustrato, que depende de las propiedades y geometría de indentador, la tasa de carga, la tasa
de desplazamiento y de las propiedades recubrimiento sustrato (dureza, módulo de
elasticidad, mecanismo de falla, microestructura y rugosidad superficial). Los niveles
específicos y tipos de daño progresivo en la huella de rayado se asocian con la carga
aplicada. La carga normal aplicada que produce un daño específico se define como carga
crítica de rayado Lc. Para un sistema recubrimiento sustrato específico, una o más cargas
críticas diferentes pueden ser definidas para niveles progresivos de daño del recubrimiento.
Para carga de modo constante se utiliza frecuentemente para tratamientos superficiales
donde no existe una interfaz, sino que existe una interfaz difusional, también se puede
evaluar la rugosidad, dureza y analizar mecanismos de desgaste. El daño del sistema
recubrimiento o tratamiento - sustrato es observado por microscopia óptica y microscopia
electrónica de barrido durante el ensayo o después de que sea realizado [92].
Figura 19. Esquema de huella de rayado en los distintos modos de carga [92].
7.2.4 Pin on Disk – Modo reciproco
Para la prueba de desgaste de pin on disc normal, una máquina realiza el giro circular del
disco o del pin alrededor del centro del disco. El pin es presionado contra el disco a una
carga específica normalmente por medio de un brazo o palanca de pesos. Para el modo
reciproco es muy similar solo que la diferencia entre las dos pruebas es la forma del
espécimen que se encuentra en contacto con el perno. Sin embargo, la diferencia
fundamental, es el tipo de movimiento que es efectuado. En el modo normal el movimiento
es unidireccional, mientras que en el modo normal lineal y reversible, por lo que la velocidad
puede llegar a variar durante un ciclo y otro; Una consecuencia del cambio de dirección es
que cada ciclo contiene una porción de aceleración y desaceleración y a su vez, lo cual es
pertinente con relación a la naturaleza de los mecanismos aquí estudiados (tenacidad,
punzonado y desgaste).
La diferencia en el movimiento influye, en el comportamiento del desgaste ocasionado, así
como en una serie de circunstancias, donde la influencia de las partículas desprendidas del
material que se desgasta contribuyen a aumentar el desgaste. Estas dos pruebas,
proporcionan una mejor simulación para una aplicación determinada según sean los
44 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
requerimientos. Además, ambas tienen un excelente uso para generar el desgaste en
probetas, en aplicaciones unidireccionales y oscilatorias. También, sirven para obtener los
coeficientes de fricción dinámicos y calcular tasa de desgaste. [63], [65]
7.2.5 Evaluación tribológica
Se empleó la técnica Scrath Test, con el equipo Revetest de Anton Paar y una punta redonda
de diamante de 200μm, se usaron dos modos de prueba: carga constante y carga progresiva,
el primer modo se usó para evaluar el coeficiente de fricción en sustratos y el segundo, se
usó para evaluar la adhesión de los recubrimientos de AlTiZrN. Para carga constante, se
llevaron a cabo pruebas con cargas de 15, 30 y 45 N para los sustratos de acero M2 y D2,
con y sin, nitrocarburación ferrítica (Tenifer). Para carga progresiva, se aplicaron cargas de
1 a 15, 30 y 45 N a una velocidad de carga de 68 N/min.
Las cargas críticas cohesivas y adhesivas fueron indicadas mediante la correlación entre la
señal de un sensor acústico y las imágenes de los rayados. Los mecanismos de falla fueron
sugeridos y estudiados por microscopía electrónica de barrido (SEM) en el equipo Philips
XL30 SEM.
La caracterización tribológica de desgaste se llevó a cabo empleando un tribómetro CSEM.
Se empleó el modo reciproco donde son empujados un pasador con una bola estacionaria de
2.55mm contra el sustrato de forma oscilante con frecuencia de 0.85Hz, a una velocidad de
2.14cm/s, a una temperatura de 25°C y a una fuerza constante de 5N, el proceso se mantuvo
durante 2 horas. El coeficiente de fricción, la fuerza de fricción, el coeficiente el desgaste
fueron obtenidos.
7.3 Corrosión
Para el análisis de corrosión de las muestras, se empleó un potenciostato/galvanostato Gamry 1000E
con la configuración de tres electrodos teniendo como electrodo de referencia Ag/AgCl y como
electrodo contador barras de grafito. El electrodo de trabajo para cada ensayo fue envuelto en
alambre de cobre y posteriormente embaquelado con material aislante dejando un área de 1,32 cm
para ser estudiada. El medio corrosivo fue HCl al 0,5 M y se usaron las técnicas de espectroscopia
de impedancia electroquímica y Tafel.
7.4 Dureza
La definición general de dureza es la resistencia de un material a ser penetrado por otro,
aunque esto no es bien comprendido debido a que el fenómeno de la dureza no posee una escala de
medida universal que se ajuste a todos los tipos de materiales. Debido a esto, con el propósito de

Resultados y Análisis 45
medir la dureza de los materiales, existen diferentes ensayos, como; Brinell, Vickers, Rockwell etc.
El procedimiento general es aplicar una determinada fuerza o carga sobre un indentador
(normalizado), el cual produce o deja una huella sobre el material, las mediciones de esta huella son
necesarias para obtener la dureza la dureza.
En las mediciones de dureza se usan varias cargas y penetradores dependiendo del contenido de
carbono y características del material de ensayo. En el caso estudiado en este documento la escala
rockwell fue la indicada para el acero M2 y D2 con alto grado endurecimiento superficial.
Existen dos clasificaciones de la prueba Rockwell: la Dureza Rockwell y la Dureza Rockwell
Superficial. La diferencia significativa entre las dos pruebas es las fuerzas de ensayo es que, para la
prueba de Dureza Rockwell, la fuerza de ensayo preliminar es 10 kgf (98 N) y el total de la prueba
son fuerzas 60 kgf (589 N), 100 kgf (981 N), y 150 kgf (1471 N), dependiendo la escala que se
utiliza. Para la prueba de Dureza Rockwell Superficiales, la fuerza de ensayo preliminar es de 3 kgf
(29 N) y el total de la prueba son fuerzas 15 kgf (147 N), 30 kgf (294 N), y 45 kgf (441 N). [] Los
diferentes tipos de escalas en la dureza Rockwell se muestran en la tabla, al igual de sus condiciones
de cada tipo de escala.
Tabla 11. Escala de dureza rockwell
El número de dureza obtenido de la prueba Rockwell se expresan siempre: con el símbolo de dureza,
el símbolo de escala y el símbolo de indentador. Cuando un indentador esférico es utilizado, la escala
de designación es seguida de la letra W para indentador de carburo de tungsteno y la S para
indentador de acero.
Este tipo de indentador de diamante se debe emplear en pruebas de dureza para las escalas A, C y D.
y el tipo de indentador esférico debe emplearse en los ensayos de dureza para las escalas B, E, F, G,
H y T. Consiste en un balín de acero templado y pulido, con un diámetro de 1.5875mm, el espesor
de la probeta o de la capa sometida a ensayo fue mayor a quince veces la profundidad permanente
de la indentación para indentadores esféricos como se estable en los pasos de la Norma ASTM E-18
08.
46 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
7.5 Microscopio de fuerza atómica (AFM)
Medidas de microscopía de fuerza atómica se realizan con la intención de adquirir imágenes
de la superficie de las películas a diferentes escalas y así poder visualizar la morfología de
la superficie de los sustratos y recubrimientos, para esto se usó el microscopio de fuerza
atómica (AFM) Hitachi AFM5100N en modo de contacto. Para este propósito, se usó una
punta de nitruro de silicio (Si3N4). Las mediciones se realizaron en condiciones ambientales
a 17° C y 70% de humedad relativa. Se observaron cuatro zonas distribuidas por igual en
las muestras, las áreas de superficie analizadas fueron de 20μm. Para el tratamiento de las
imágenes se utilizó el software Gwyddion.
8. Resultados y Análisis
8.1 Composición del recubrimiento (AlTiZr)N
Se empleó además la técnica EDS, para determinar los elementos presentes en la superficie
del material y verificar la inclusión del Zr en el AlTiN. Estos análisis fueron realizados
empleando un microscopio electrónico de barrido Phillips XL 30, con una energía máxima
de aceleración de 30 kV, con fuente de electrones de Tungsteno (W). La sonda EDS utilizada
corresponde a una de la marca EDAX estándar con ventana de Berilio. En la figura 20 se
puede apreciar la imagen SEM con 4 insertos de Zr (figura 14), en la imagen a) se muestra
el rango de 50µm y la imagen b) a 5µ. También se verificó la presencia de Zr en el
recubrimiento con un porcentaje de 0.57%
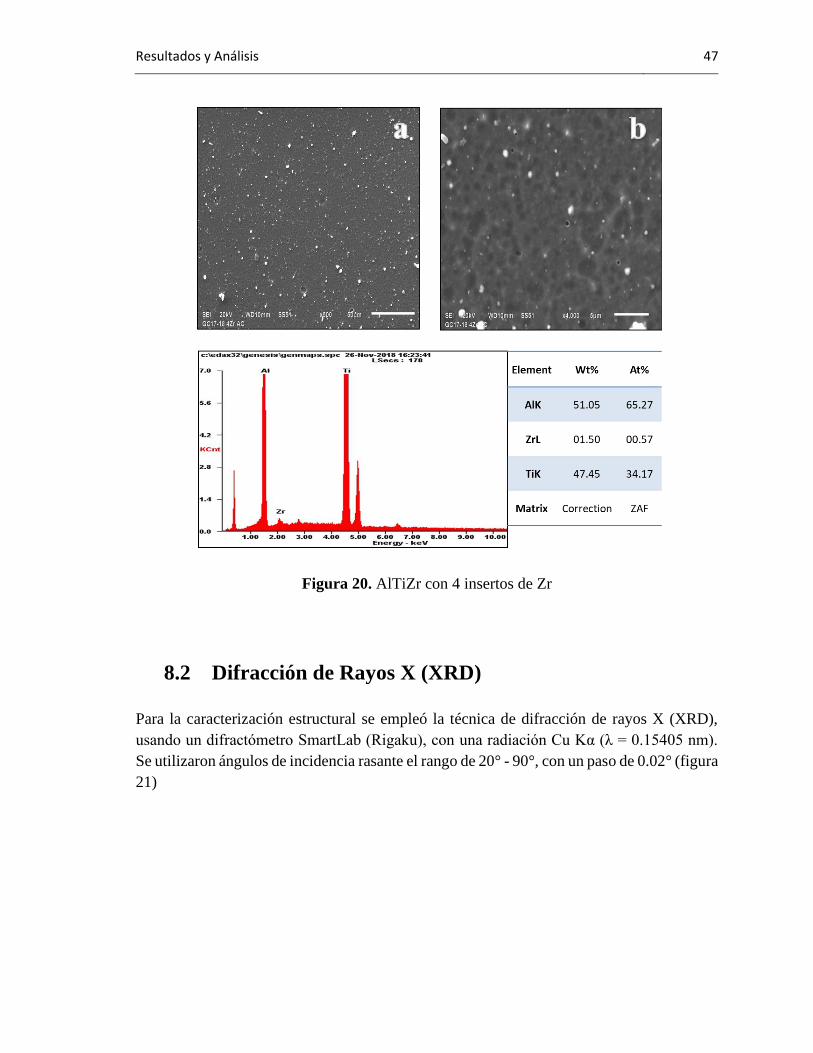
Resultados y Análisis 47
Figura 20. AlTiZr con 4 insertos de Zr
8.2 Difracción de Rayos X (XRD)
Para la caracterización estructural se empleó la técnica de difracción de rayos X (XRD),
usando un difractómetro SmartLab (Rigaku), con una radiación Cu Kα (λ = 0.15405 nm).
Se utilizaron ángulos de incidencia rasante el rango de 20° - 90°, con un paso de 0.02° (figura
21)
48 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 21. Difractómetro XRD Rigaku
Grafica 1. Difractograma con relación a los insertos de Zr

Resultados y Análisis 49
Grafica 2. Difractograma de Aceros M2 con diferentes procesos.
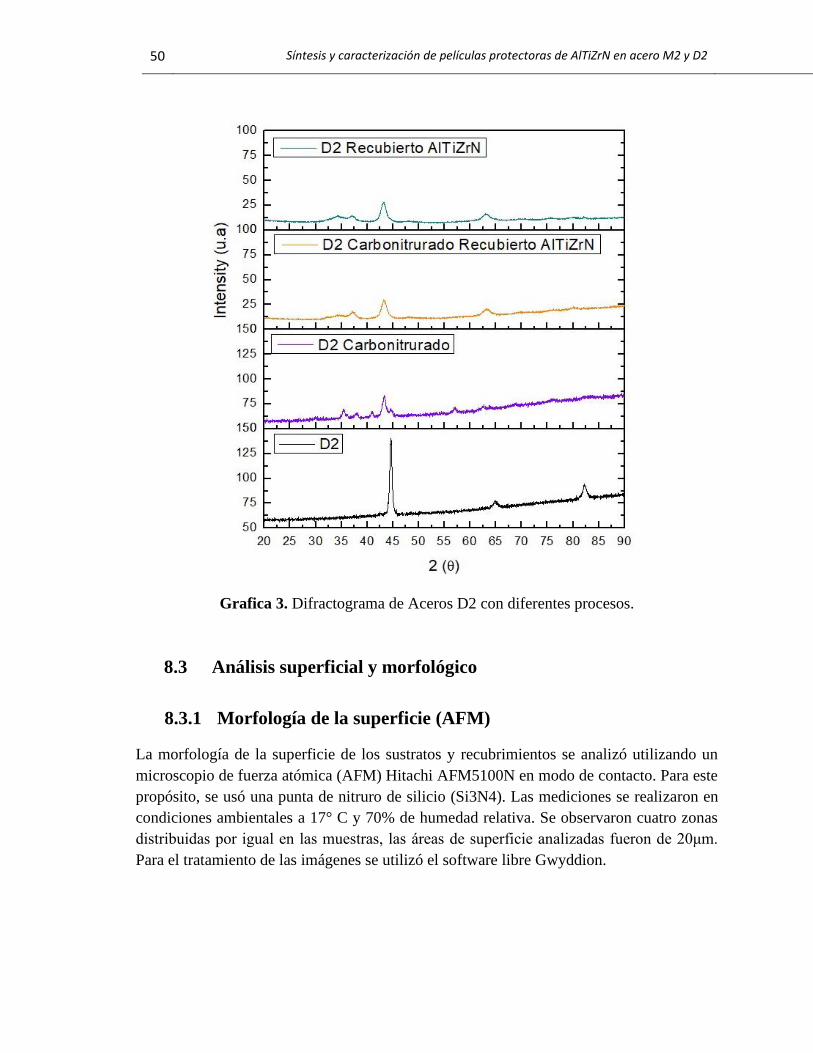
50 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Grafica 3. Difractograma de Aceros D2 con diferentes procesos.
8.3 Análisis superficial y morfológico
8.3.1 Morfología de la superficie (AFM)
La morfología de la superficie de los sustratos y recubrimientos se analizó utilizando un
microscopio de fuerza atómica (AFM) Hitachi AFM5100N en modo de contacto. Para este
propósito, se usó una punta de nitruro de silicio (Si3N4). Las mediciones se realizaron en
condiciones ambientales a 17° C y 70% de humedad relativa. Se observaron cuatro zonas
distribuidas por igual en las muestras, las áreas de superficie analizadas fueron de 20μm.
Para el tratamiento de las imágenes se utilizó el software libre Gwyddion.
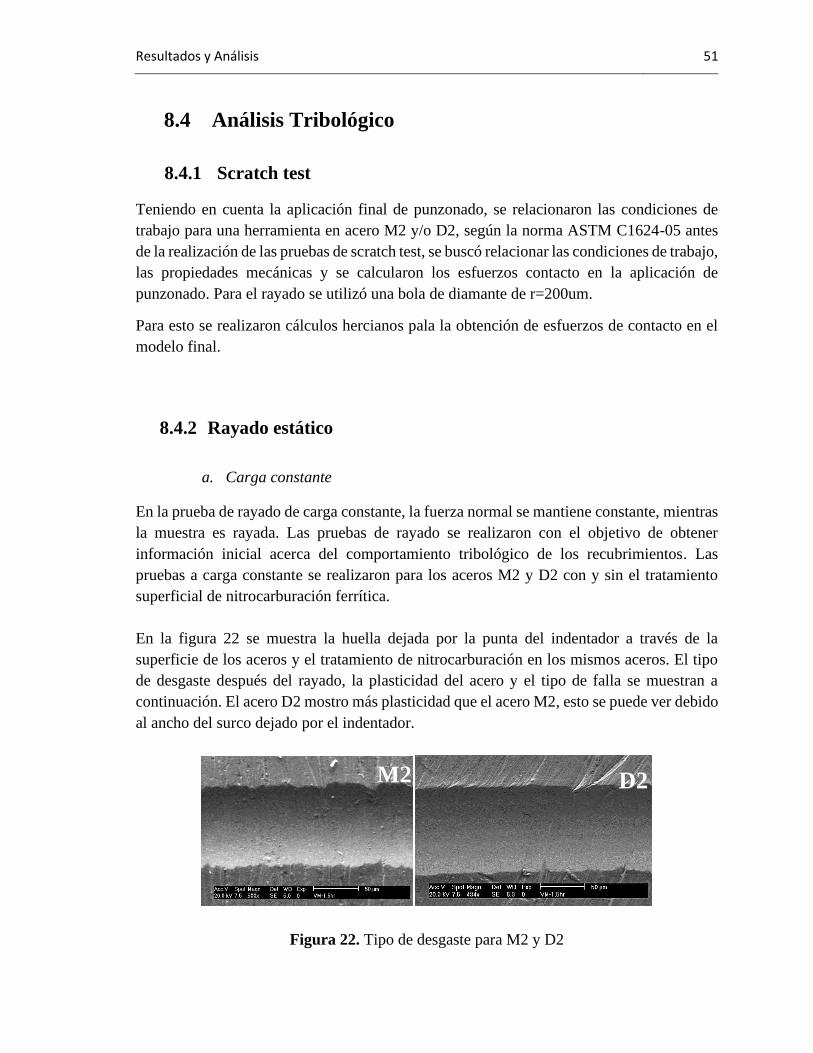
Resultados y Análisis 51
8.4 Análisis Tribológico
8.4.1 Scratch test
Teniendo en cuenta la aplicación final de punzonado, se relacionaron las condiciones de
trabajo para una herramienta en acero M2 y/o D2, según la norma ASTM C1624-05 antes
de la realización de las pruebas de scratch test, se buscó relacionar las condiciones de trabajo,
las propiedades mecánicas y se calcularon los esfuerzos contacto en la aplicación de
punzonado. Para el rayado se utilizó una bola de diamante de r=200um.
Para esto se realizaron cálculos hercianos pala la obtención de esfuerzos de contacto en el
modelo final.
8.4.2 Rayado estático
a. Carga constante
En la prueba de rayado de carga constante, la fuerza normal se mantiene constante, mientras
la muestra es rayada. Las pruebas de rayado se realizaron con el objetivo de obtener
información inicial acerca del comportamiento tribológico de los recubrimientos. Las
pruebas a carga constante se realizaron para los aceros M2 y D2 con y sin el tratamiento
superficial de nitrocarburación ferrítica.
En la figura 22 se muestra la huella dejada por la punta del indentador a través de la
superficie de los aceros y el tratamiento de nitrocarburación en los mismos aceros. El tipo
de desgaste después del rayado, la plasticidad del acero y el tipo de falla se muestran a
continuación. El acero D2 mostro más plasticidad que el acero M2, esto se puede ver debido
al ancho del surco dejado por el indentador.
Figura 22. Tipo de desgaste para M2 y D2
D2 M2

52 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
En las siguientes figuras se muestra el coeficiente de fricción de las superficies a diferentes
cargas además de la rugosidad y la huella dejada por el indentador en la superficie se detalla en las
imágenes, la plasticidad del acero, las zonas críticas, el tipo de falla y las características de dichas
fallas.
Figura 23. Coeficiente de fricción a 15N

Resultados y Análisis 53
Figura 25. Coeficiente de fricción a 30N
Figura 26. Coeficiente de fricción a 45N
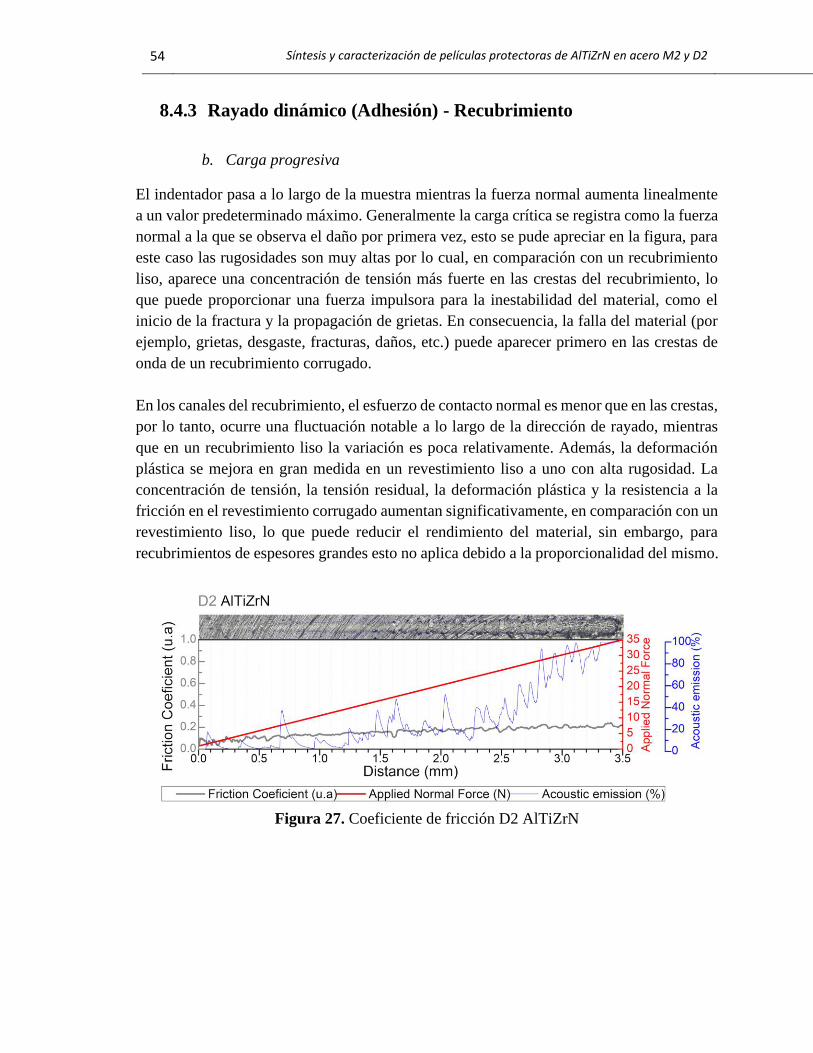
54 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
8.4.3 Rayado dinámico (Adhesión) - Recubrimiento
b. Carga progresiva
El indentador pasa a lo largo de la muestra mientras la fuerza normal aumenta linealmente
a un valor predeterminado máximo. Generalmente la carga crítica se registra como la fuerza
normal a la que se observa el daño por primera vez, esto se pude apreciar en la figura, para
este caso las rugosidades son muy altas por lo cual, en comparación con un recubrimiento
liso, aparece una concentración de tensión más fuerte en las crestas del recubrimiento, lo
que puede proporcionar una fuerza impulsora para la inestabilidad del material, como el
inicio de la fractura y la propagación de grietas. En consecuencia, la falla del material (por
ejemplo, grietas, desgaste, fracturas, daños, etc.) puede aparecer primero en las crestas de
onda de un recubrimiento corrugado.
En los canales del recubrimiento, el esfuerzo de contacto normal es menor que en las crestas,
por lo tanto, ocurre una fluctuación notable a lo largo de la dirección de rayado, mientras
que en un recubrimiento liso la variación es poca relativamente. Además, la deformación
plástica se mejora en gran medida en un revestimiento liso a uno con alta rugosidad. La
concentración de tensión, la tensión residual, la deformación plástica y la resistencia a la
fricción en el revestimiento corrugado aumentan significativamente, en comparación con un
revestimiento liso, lo que puede reducir el rendimiento del material, sin embargo, para
recubrimientos de espesores grandes esto no aplica debido a la proporcionalidad del mismo.
Figura 27. Coeficiente de fricción D2 AlTiZrN

Resultados y Análisis 55
Figura 28. Coeficiente de fricción M2 AlTiZrN
Figura 29. Coeficiente de fricción M2 Nitrocarburación + AlTiZrN
Figura 30. Coeficiente de fricción D2 Nitrocarburación + AlTiZrN

56 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
8.4.4 Desgaste
8.4.4.1 Pin on Disk – Análisis reciproco
En el tribómetro - modo recíproco se usa un pasador que empuja una bola estacionaria de
radio 2.55mm, para ser presionada de forma lineal contra una placa oscilante con frecuencia
de 0.85Hz, a una velocidad, temperatura y fuerza constante de 2.14cm/s, 24°C y 5N
respectivamente. Durante la prueba de coeficiente de fricción (COF), la fuerza de fricción,
el desgaste y varios otros parámetros son medidos y reportados.
El cambio en los valores de fricción de negativo a positivo corresponde al cambio de
dirección durante la prueba. La figura 31 muestra el coeficiente de fricción frente al tiempo,
en acero M2 y D2 con y sin recubrimiento de AlTiZrN. Esta prueba de reciprocidad lineal
se realizó durante 2 horas.
Se muestra la diferencia entre aceros recubiertos y no recubiertos, el acero M2 con
recubrimiento mostro mejor comportamiento en esta prueba.
Figura 31. Coeficientes de fricción modo reciproco.
El tipo de desgaste para cada material se muestra a continuación mediante las siguientes
imágenes SEM.

Resultados y Análisis 57
Figura 32. Desgaste para acero M2
Figura 33. Desgaste para acero D2

58 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 34. Imágenes SEM del desgaste para acero D2 con recubrimiento de AlTiZrN
8.5 Pruebas de corrosión
Para el análisis de corrosión de las muestras, se empleó un potenciostato/galvanostato
Gamry 1000E con la configuración de tres electrodos teniendo como electrodo de referencia
Ag/AgCl y como electrodo contador barras de grafito. El electrodo de trabajo para cada
ensayo fue envuelto en alambre de cobre y posteriormente embaquelado con material
aislante dejando un área de 1,32 cm para ser estudiada. El medio corrosivo fue HCl al 0,5
M y se usaron las técnicas de espectroscopia de impedancia electroquímica y Tafel.
8.5.1 Espectroscopia de impedancia electroquímica (EIS)
En la figura 35 se presenta el diagrama Nyquist donde se observa la relación entre la
impedancia real, en el eje X, y el negativo de la impedancia imaginaria, en el eje Y. En esta
gráfica se muestra la comparación entre la respuesta a la corrosión de las muestras M2 y D2
recubiertas y sin recubrir, donde se denota el mecanismo de corrosión en cada una. Para
facilitar la adquisición de información de los diagramas Nyquist, se emplearon circuitos
equivalentes que modelan el mecanismo de corrosión de la superficie expuesta. Estos
circuitos equivalentes se pueden observar en la figura 36 y la información cuantitativa
obtenida de los circuitos se muestra en la tabla 12.

Resultados y Análisis 59
0 500 1000 1500 2000
0
200
400
600
800
1000
1200
1400
1600
1800
2000 D2 con AlTiZrN
D2 con Tenifer
-Zim
g (
Ohm
)
Zreal (Ohm)
a
0 250 500 750 1000
0
50
100
150
200
250
300
350
400
M2 con AlTiZrN
M2 con Tenifer
-Zim
g (
Ohm
)
Zreal (Ohm)
b
Figura 35. Diagrama Nyquist a) muestras D2 y b) muestras M2
En las mediciones, se observa la reacción de más de una superficie, donde cada respuesta
está representada por una semicircunferencia que brinda información de cada área
involucrada (en este caso el nitrurado y el recubrimiento). En la figura 35.a, la muestra de
acero D2 recubierta presenta una conducta muy diferente a las demás, presentando un
comportamiento difusional producto de la posible inercia de la superficie. Esto puede
deberse a que la muestra estuvo expuesta al ambiente, creando una capa de oxido previa al
análisis de corrosión, esta hipótesis se verifica mediante el análisis Tafel, donde se puede
evidenciar la pasivación y posterior reactivación de la superficie [93]–[95].
La figura 36 presenta los circuitos equivalentes para cada muestra medida, donde la
componente Rsln es la resistencia del medio corrosivo, R1 y R2 la resistencia a la corrosión
de la primera y segunda capa respectivamente, las Capacitancias C1 y C2 hacen referencia
a la doble capa electrónica presente en cada superficie, W a los procesos difusionales
producto de la pasivación y por último la componente Po representa la porosidad que se
evidencia en la superficie estudiada. Por medio de la información obtenida de los circuitos
equivalentes, se pueden inferir que:
• En la muestra de acero D2 con Tenifer se presenta la reacción de una única
superficie inerte, este comportamiento puede ser ocasionado debido a oxido de
aluminio o titanio reportado en varios artículos. Probablemente este fenómeno
en las se puede observar esto en las imágenes SEM de la superficie donde se ven
zonas de gran porosidad figura 34 (a). Esta superficie es producto de la formación
de una capa pasiva por la exposición prolongada de la muestra al ambiente. La

60 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
pasivación se puede observar en la componente difusional W que representa la
difusión y desorción de especies electroactivas[96].
• El acero D2 gris, cuyo circuito equivalente se muestra en la figura 34 (b),
presenta una doble reacción producto de las dos capas formadas en esta muestra.
El recubrimiento, representado por los elementos de la primera malla del circuito
equivalente, y la nitruración, capa representada por los elementos de la segunda
malla, donde además se presenta la componente Po que indica la presencia de
poros en la superficie. Estos poros permiten que el medio electrolítico llegue a
capas más internas [97].
• En la reacción del acero M2 negra, representada en la figura 34 (c), se muestra
la presencia de una única superficie (nitrurado). Sin embargo, esta capa presenta
pequeños defectos que permiten el paso de especies electroactivas a capas más
internas permitiendo la corrosión del sustrato[94].
• La muestra de acero M2 gris , mostro un comportamiento de doble capa similar
a la del acero D2 gris, sin embargo, la superficie del recubrimiento presentado
en esta muestra es más uniforme y no presenta porosidad, por lo que el sustrato
no se ve afectado en la reacción[98].
Figura 36. Circuito equivalente muestra a) D2 negra, b) D2 gris, c) M2 negra, d) M2 gris.
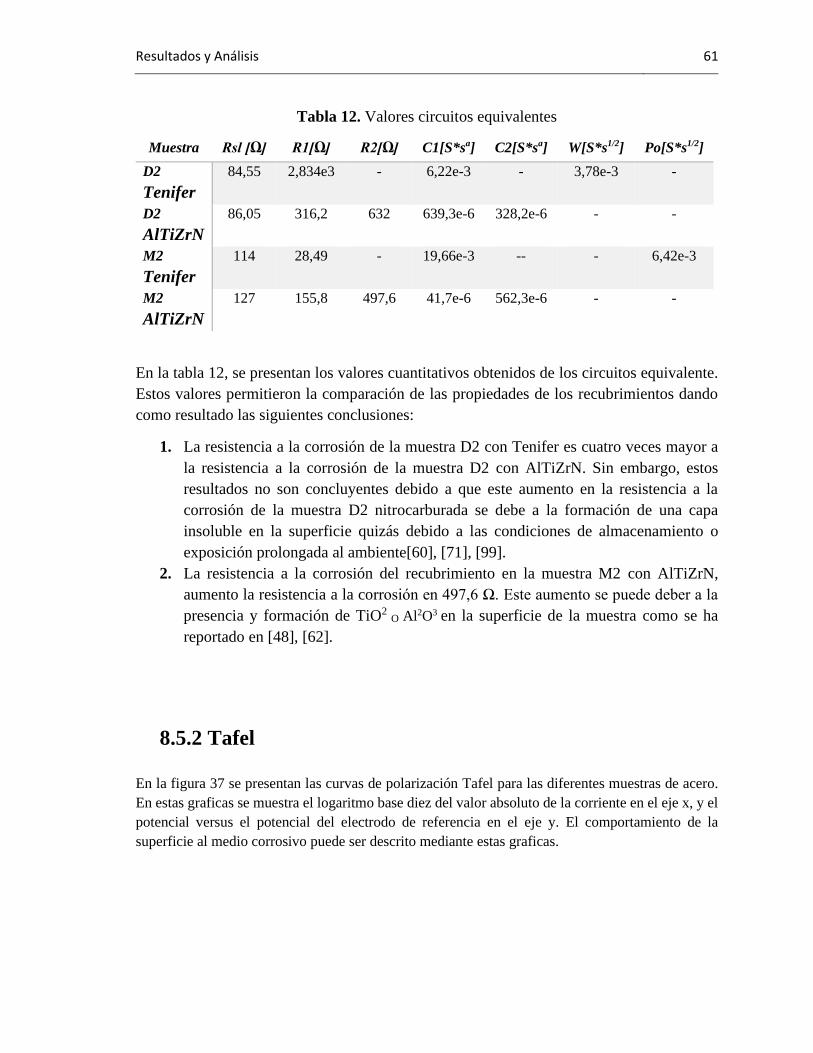
Resultados y Análisis 61
Tabla 12. Valores circuitos equivalentes
Muestra Rsl [Ω] R1[Ω] R2[Ω] C1[S*sa] C2[S*sa] W[S*s1/2] Po[S*s1/2]
D2
Tenifer
84,55 2,834e3 - 6,22e-3 - 3,78e-3 -
D2
AlTiZrN
86,05 316,2 632 639,3e-6 328,2e-6 - -
M2
Tenifer
114 28,49 - 19,66e-3 -- - 6,42e-3
M2
AlTiZrN
127 155,8 497,6 41,7e-6 562,3e-6 - -
En la tabla 12, se presentan los valores cuantitativos obtenidos de los circuitos equivalente.
Estos valores permitieron la comparación de las propiedades de los recubrimientos dando
como resultado las siguientes conclusiones:
1. La resistencia a la corrosión de la muestra D2 con Tenifer es cuatro veces mayor a
la resistencia a la corrosión de la muestra D2 con AlTiZrN. Sin embargo, estos
resultados no son concluyentes debido a que este aumento en la resistencia a la
corrosión de la muestra D2 nitrocarburada se debe a la formación de una capa
insoluble en la superficie quizás debido a las condiciones de almacenamiento o
exposición prolongada al ambiente[60], [71], [99].
2. La resistencia a la corrosión del recubrimiento en la muestra M2 con AlTiZrN,
aumento la resistencia a la corrosión en 497,6 Ω. Este aumento se puede deber a la
presencia y formación de TiO2 O Al2O3 en la superficie de la muestra como se ha
reportado en [48], [62].
8.5.2 Tafel
En la figura 37 se presentan las curvas de polarización Tafel para las diferentes muestras de acero.
En estas graficas se muestra el logaritmo base diez del valor absoluto de la corriente en el eje x, y el
potencial versus el potencial del electrodo de referencia en el eje y. El comportamiento de la
superficie al medio corrosivo puede ser descrito mediante estas graficas.
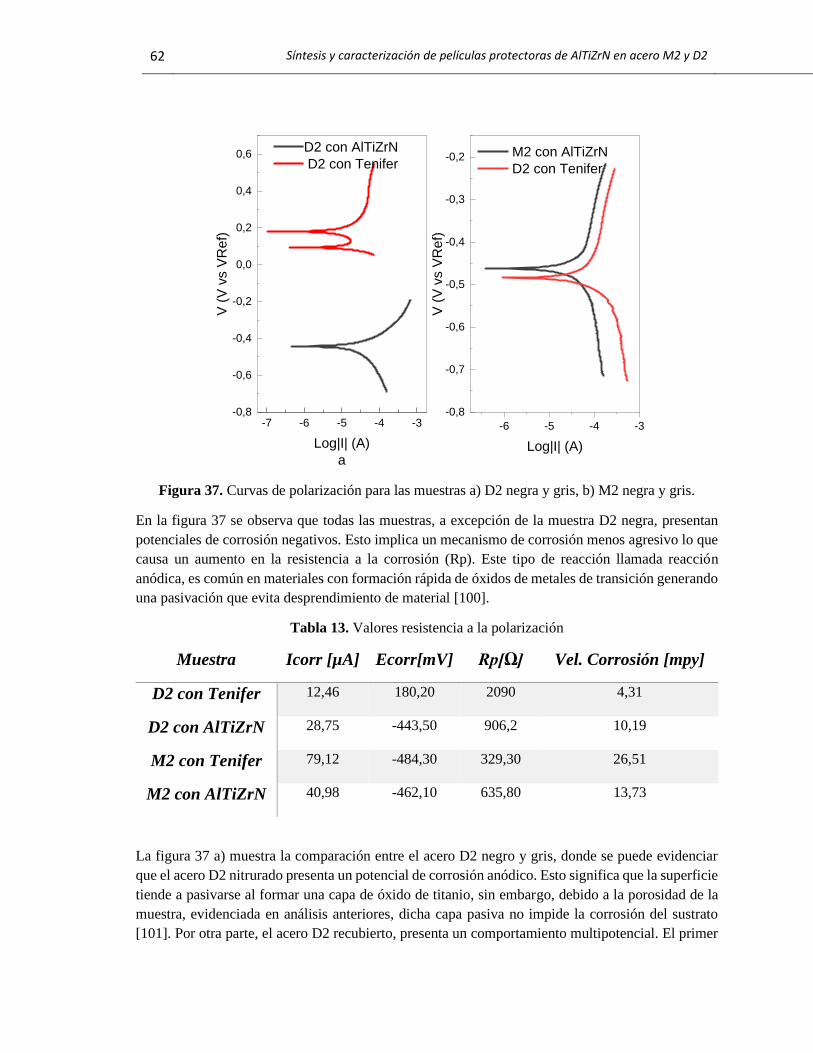
62 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
-7 -6 -5 -4 -3-0,8
-0,6
-0,4
-0,2
0,0
0,2
0,4
0,6D2 con AlTiZrN
D2 con Tenifer
V (
V v
s V
Re
f)
Log|I| (A)
a
-6 -5 -4 -3
-0,8
-0,7
-0,6
-0,5
-0,4
-0,3
-0,2 M2 con AlTiZrN
D2 con Tenifer
V (
V v
s V
Re
f)Log|I| (A)
Figura 37. Curvas de polarización para las muestras a) D2 negra y gris, b) M2 negra y gris.
En la figura 37 se observa que todas las muestras, a excepción de la muestra D2 negra, presentan
potenciales de corrosión negativos. Esto implica un mecanismo de corrosión menos agresivo lo que
causa un aumento en la resistencia a la corrosión (Rp). Este tipo de reacción llamada reacción
anódica, es común en materiales con formación rápida de óxidos de metales de transición generando
una pasivación que evita desprendimiento de material [100].
Tabla 13. Valores resistencia a la polarización
Muestra Icorr [µA] Ecorr[mV] Rp[Ω] Vel. Corrosión [mpy]
D2 con Tenifer 12,46 180,20 2090 4,31
D2 con AlTiZrN 28,75 -443,50 906,2 10,19
M2 con Tenifer 79,12 -484,30 329,30 26,51
M2 con AlTiZrN 40,98 -462,10 635,80 13,73
La figura 37 a) muestra la comparación entre el acero D2 negro y gris, donde se puede evidenciar
que el acero D2 nitrurado presenta un potencial de corrosión anódico. Esto significa que la superficie
tiende a pasivarse al formar una capa de óxido de titanio, sin embargo, debido a la porosidad de la
muestra, evidenciada en análisis anteriores, dicha capa pasiva no impide la corrosión del sustrato
[101]. Por otra parte, el acero D2 recubierto, presenta un comportamiento multipotencial. El primer
Resultados y Análisis 63
potencial está asociado a la disolución de oxigeno de la capa de oxido formada previo al análisis de
corrosión. Esta disolución de oxígeno se presenta generalmente a potenciales negativos. El segundo
potencial, es el potencial de corrosión y está asociado a la disolución de los metales presentes en el
recubrimiento, principalmente el titanio[102], [103].
Las reacciones de las muestras M2 pueden ser observadas en la figura 37 b). se observa que la
muestra recubierta presenta un desplazamiento del potencial de corrosión a valores más positivos,
indicando una reducción en la velocidad de corrosión[104]. Sin embargo, ambas muestras presentan
una pasivación representada por la pendiente más inclinada en la semirreacción catódica. En el caso
de la muestra M2 negra, se debe a que los nitruros de metales de transición presentan inercia
química[93], [101], mientras que en la muestra M2 recubierta, puede deberse a la formación de
óxidos de aluminio y/o titanio que forman una capa protectora que impide la corrosión de las capas
más internas[94], [105].
Por medio de la información obtenida de la figura 37 y la tabla 13 se puede concluir que:
1. La muestra D2 con nitrocarburación presento dos potenciales de corrosión, uno de ellos
asociado a la dilución del oxígeno de la capa pasiva formada previa al análisis de corrosión
y el otro asociado a la reacción del recubrimiento con el medio corrosivo.
2. Las muestras recubiertas presentan una protección adicional contra la corrosión. Esto se
evidencia en el corrimiento de las gráficas a potenciales más catódicos, disminuyendo
drásticamente la velocidad de corrosión.
3. Las muestras M2 con AlTiZrN y nitrocarburación presentan una pasivación asociada a la
creación de una capa protectora. Esta pasivación se puede deber a que los recubrimientos
formados presentan una buena uniformidad con pocos defectos y microdeformaciones.
8.6 Pruebas de campo
Para hacer este estudio se utilizó un estereoscopio, medio por el cual se identificaron los
mecanismos de falla y de desgaste.
En la siguiente figura se muestra un punzón ya utilizado en el proceso de preformado de la
pieza fina, se evidencia un desgaste abrasivo y adhesivo en la sección encargada de realizar
el remanente de material, utilizado en el aprisionamiento de los tornillos en la lámina de la
materia prima de la “Grapa Cama Macho”.

64 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
Figura 38. Desgaste en la punta del punzón.
De igual manera se puede apreciar en la sección de corte que el material presenta una falla
por compresión, generando una deformación en el material del herramental, esta
deformación influye considerablemente en el filo para que el punzón sea capaz de realizar
los orificios en la lámina y, además, puede generar varianzas en las dimensiones de estos
orificios que pueden estar excediendo la zona de tolerancia prescrita por la planta de
producción.
A partir de esta información, se recubren los punzones con el recubrimiento estudiado
AlTiZrN Aluminio, Zirconio y Titanio, depositadas sobre los herramentales por técnicas PA-
PVD. Dichos recubrimientos fueron sintetizados sobre los punzones proporcionados por la
empresa INDUMA S.C.A, luego de la utilización en campo demostraron tener mayor
rendimiento comparados con un juego de punzones utilizados normalmente con el
tratamiento superficial de nitrocarburación Tenifer.
En la figura 39.a), se muestra el punzón con los procesos de templado, revenido y
nitrocarburación. En la figura 39 b), se muestra el punzón con los procesos de templado,
revenido y en lugar del proceso de nitrocarburación se muestra recubierto con el material
(TiAlZr)N. Cabe aclarar que en tanto la figura 39.a y 39.b se muestra el punzón antes de ser
utilizado.
Como apartado adicional en la figura 39.a se muestra un color negro debido al proceso de
nitrocarburación Tenifer, en la punta de este mismo se observa un inoportuno mecanizado
el cual la empresa realizaba después de nitrurado, lo cual conllevaba la eliminación de la
delgada capa de la nitrocarburación, este grave error fue identificado rápidamente para el
beneficio de la empresa. Corregido este error, los punzones mejoraron su vida útil de
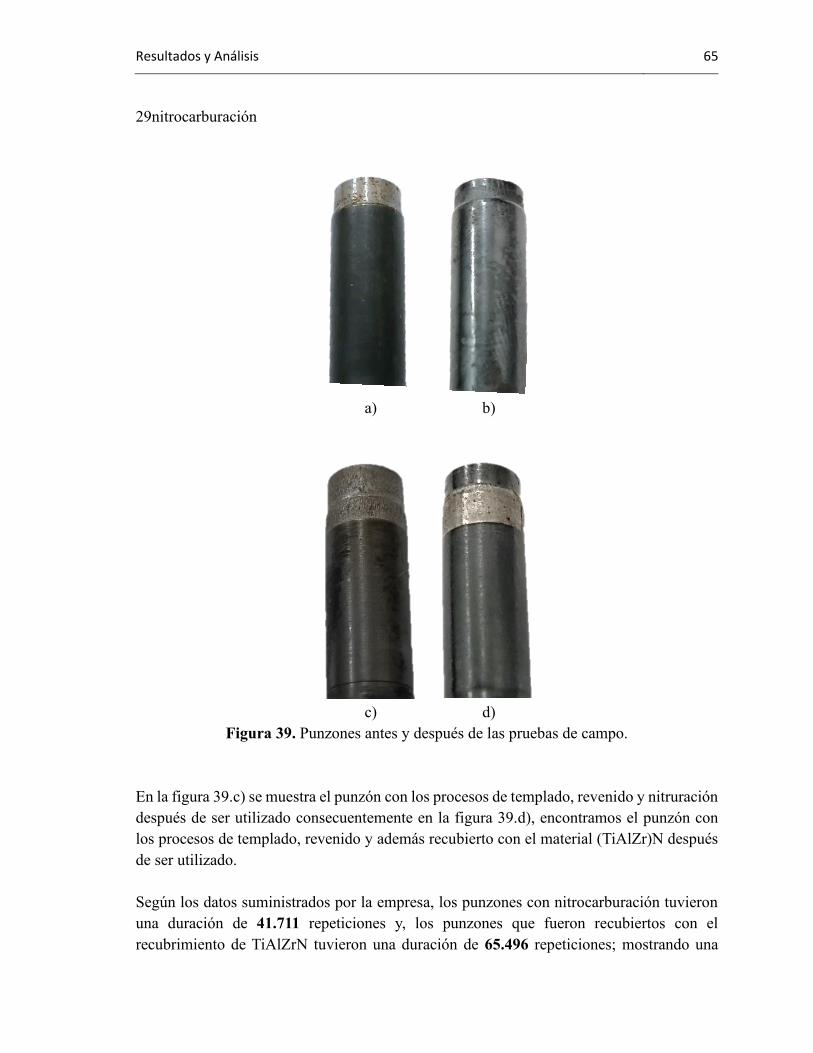
Resultados y Análisis 65
29nitrocarburación
a) b)
c) d)
Figura 39. Punzones antes y después de las pruebas de campo.
En la figura 39.c) se muestra el punzón con los procesos de templado, revenido y nitruración
después de ser utilizado consecuentemente en la figura 39.d), encontramos el punzón con
los procesos de templado, revenido y además recubierto con el material (TiAlZr)N después
de ser utilizado.
Según los datos suministrados por la empresa, los punzones con nitrocarburación tuvieron
una duración de 41.711 repeticiones y, los punzones que fueron recubiertos con el
recubrimiento de TiAlZrN tuvieron una duración de 65.496 repeticiones; mostrando una

66 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
mejora aproximada del 57,02% en el rendimiento del herramental, dando como un éxito el
experimento y cumpliendo en sí con las expectativas de la empresa en cuanto al alcance que
se puede lograr con los recubrimientos en la aplicación real además se demostró su
efectividad comparado con el tratamiento Tenifer
El desgaste, crea desprendimiento de material, en las imágenes de modo reciproco se muestra como
el material desprendido puede formar una capa protectora densa al adherirse al material base o
sustrato, un acero como M2 un poco más blando que D2 puede generar mejores resultados
potenciando este efecto. En caso contrario si el material excedente no puede adherirse de buen modo
esto puede producir un desgaste extenso. La sinergia sustrato recubrimiento está relacionada
directamente con el desgaste del punzón.
A medida que el punzón desgasta su borde se torna cada vez más rugoso debido al tipo del desgaste,
además la tolerancia entre lamina y punzón aumenta, un punzón con borde afilado a cero golpes
tendría siempre una tolerancia menor. A medida que el punzón se desgasta la rebaba aumenta y a la
vez se pueden presentar problemas de atascamiento y desgaste acelerado.

1
9. Conclusiones y recomendaciones
9.1 Conclusiones
Se sintetizó el material AlTiZrN mediante la técnica PVD; los parámetros de síntesis fueron
reportados al igual que el mecanismo de desgaste en punzones recubiertos con el nitruro
cuaternario aluminio-titanio-zirconio AlTiZrN se comparó con un tratamiento superficial de
nitruración ferrítica comúnmente disponible y ofertado por distintas empresas. Los
punzones fabricados con el acero AISI/SAE M2 tuvieron una considerable influencia debido
a las diferencias físicas, tribológicas y químicas que posee en comparación con el acero D2.
También se evaluaron parámetros composicionales, estructurales, morfológicos y
tribológicos de los sustratos y los recubrimientos de AlTiZrN obtenidos mediante las
técnicas de caracterización usadas EDS, XRD, AFM, Scratch test a carga constante y carga
progresiva, pin on disk modo reciproco y SEM.
También se evidencio en pruebas de campo que la vida útil para el punzón recubierto con
AlTiZrN era mayor, mostrando una mejora aproximada del 57,02% en el rendimiento del
herramental fabricado con acero M2. Las herramientas desgastadas se analizaron utilizando
un microscopio electrónico de barrido SEM y un microscopio óptico para estudiar los
mecanismos de desgaste de la herramienta.
La resistencia a la corrosión también se evaluó siendo más favorable para los recubrimientos
de AlTiZrN que para las muestras de acero tratadas mediante nitrocarburación Tenifer, esto
se pudo evidenciar en el análisis Tafel dónde se notó una disminución drástica de la
velocidad de corrosión.
68 Síntesis y caracterización de películas protectoras de AlTiZrN en acero M2 y D2 Título de la tesis o trabajo de investigación
10. Perspectivas y trabajos futuros
• Desde una mirada crítica se encontró dificultades para la identificación de
elementos mediante una técnica de espectroscopia , las propiedades físicas de los
materiales dependen directamente de cada parámetro y estequiometria . por lo
cual el estudio de las propiedades seguirá relevante.
• El porcentaje de Zr en el material fue relativamente bajo, se propone variar
parámetros para obtener estequiometrias diferentes y obtener diferentes
propiedades físicas y químicas.
• Profundizar mas en los mecanismos de desgaste del recubrimiento en el proceso
de punzonado.
• No se pudo identificar el tipo de oxido que se generó en el punzón genero ciertas
hipótesis para verificar, un estudio mediante EDS seria pertinente para establecer
la relación con la pasivación de la superficie en la evaluación electroquímica.

1
11. Bibliografía
[1] J. J. Stainless, “Corrosion is causing a loss of over $5000 bn USD to global economy every
year,” 2014. Accessed: Apr. 12, 2020. [Online]. Available:
http://www.cmmmagazine.com/machining/extremely-fine-stainless-steel-microetch-.
[2] K. Holmberg and A. Erdemir, “Influence of tribology on global energy consumption, costs
and emissions,” Friction, vol. 5, no. 3, pp. 263–284, 2017, doi: 10.1007/s40544-017-0183-
5.
[3] L. Wang et al., “Material transfer phenomena and failure mechanisms of a nanostructured
Cr-Al-N coating in laboratory wear tests and an industrial punch tool application,” Surf.
Coatings Technol., vol. 203, no. 5–7, pp. 816–821, 2008, doi:
10.1016/j.surfcoat.2008.05.045.
[4] G. Dearnaley, “Applications of ion implantation in metals,” Thin Solid Films, vol. 107, no.
3, pp. 315–326, 1983, doi: 10.1016/0040-6090(83)90411-X.
[5] P. . Kelly and R. . Arnell, “Magnetron sputtering: a review of recent developments and
applications,” Vacuum, vol. 56, no. 3, pp. 159–172, Mar. 2000, doi: 10.1016/S0042-
207X(99)00189-X.
[6] T. Gerganova, Y. Ivanova, T. Gerganov, I. M. M. Salvado, and M. H. V. Fernandes,
Isocyanate modified silanes as a new generation precursors in the sol-gel technology:
From materials design to application. 2011.
[7] M. Hawryluk, Z. Gronostajski, P. Widomski, M. Kaszuba, J. Ziemba, and J. Smolik,
“Influence of the application of a PN+Cr/CrN hybrid layer on the improvement of the
lifetime of hot forging tools,” J. Mater. Process. Technol., vol. 258, pp. 226–238, 2018,
doi: 10.1016/j.jmatprotec.2018.03.029.
[8] J. Boasberg et al., “How China sees America,” Foreign Aff., vol. 91, no. 5, pp. 1–13, 2012,
doi: 10.1017/CBO9781107415324.004.
[9] P. Beer, M. A. Djouadi, R. Marchal, A. Sokolowska, M. Lambertin, and S. Miklaszewski,
“Influence of knife-surfaces modification with hard coatings on the peeling wood process,”
J. Mater. Process. Technol., vol. 92–93, pp. 264–268, 1999, doi: 10.1016/S0924-
0136(99)00224-1.
[10] A. J. Presin Kumar and D. K. Jeba Singh, “Sliding Wear Analysis on A390 Aluminium
Nanocoated with Sol-Gel-Synthesized Particles for Bearing,” Int. J. Green Nanotechnol.
Mater. Sci. Eng., vol. 1, no. 2, 2010, doi: 10.1080/19430840903430352.
[11] J. Vetter, “60 years of DLC coatings: Historical highlights and technical review of cathodic
arc processes to synthesize various DLC types, and their evolution for industrial
applications,” Surf. Coatings Technol., vol. 257, pp. 213–240, Oct. 2014, doi:
70 Título de la tesis o trabajo de investigación
10.1016/J.SURFCOAT.2014.08.017.
[12] T. Dufay, B. Guiffard, J.-C. Thomas, and R. Seveno, “Transverse piezoelectric coefficient
measurement of flexible lead zirconate titanate thin films,” J. Appl. Phys., vol. 117, no. 20,
2015, doi: 10.1063/1.4921588.
[13] P. Pampili and P. J. Parbrook, “Doping of III-nitride materials,” Mater. Sci. Semicond.
Process., vol. 62, no. August 2016, pp. 180–191, 2017, doi: 10.1016/j.mssp.2016.11.006.
[14] H. Randhawa, P. C. Johnson, and R. Cunningham, “Deposition and characterization of
ternary nitrides,” J. Vac. Sci. Technol. A Vacuum, Surfaces Film., vol. 6, no. 3, pp. 2136–
2139, 1988, doi: 10.1116/1.575204.
[15] L. F. Mulcué Nieto et al., “Structural, morphological, electrical and optical properties of
amorphous InxAl1-xN thin films for photovoltaic applications,” J. Non. Cryst. Solids, vol.
499, no. April, pp. 328–336, 2018, doi: 10.1016/j.jnoncrysol.2018.07.047.
[16] K. V. Chauhan and S. K. Rawal, “A Review Paper on Tribological and Mechanical
Properties of Ternary Nitride based Coatings,” Procedia Technol., vol. 14, pp. 430–437,
2014, doi: 10.1016/j.protcy.2014.08.055.
[17] H. F. Liu, C. C. Tan, G. K. Dalapati, and D. Z. Chi, “Magnetron-sputter deposition of high-
indium-content n -AlInN thin film on p -Si(001) substrate for photovoltaic applications,” J.
Appl. Phys., vol. 112, no. 6, p. 063114, Sep. 2012, doi: 10.1063/1.4754319.
[18] R. Haubner, “The history of hard CVD coatings for tool applications at the University of
Technology Vienna,” Int. J. Refract. Met. Hard Mater., vol. 41, pp. 22–34, 2013, doi:
10.1016/j.ijrmhm.2013.01.012.
[19] M. Hawryluk et al., “Application of selected surface engineering methods to improve the
durability of tools used in precision forging,” Int. J. Adv. Manuf. Technol., vol. 93, no. 5–8,
pp. 2183–2200, 2017, doi: 10.1007/s00170-017-0677-3.
[20] V. Vinayakumar et al., “CuSbS2 thin films by rapid thermal processing of Sb2S3-Cu stack
layers for photovoltaic application,” Sol. Energy Mater. Sol. Cells, vol. 164, no. February,
pp. 19–27, 2017, doi: 10.1016/j.solmat.2017.02.005.
[21] S. R. Krishnamoorthi, K. S. Venkatesh, and R. Ilangovan, “Structural and electrical
characteristics of metal-ferroelectric Pb
<inf>1.1</inf>(Zr<inf>0.40</inf>Ti<inf>0.60</inf>)O<inf>3</inf>-insulator (ZnO)-
silicon capacitors for nonvolatile applications,” Adv. Condens. Matter Phys., vol. 2013,
2013, doi: 10.1155/2013/692364.
[22] X. T. Zeng, S. Zhang, and T. Muramatsu, “Comparison of three advanced hard coatings for
stamping applications,” Surf. Coatings Technol., vol. 127, no. 1, pp. 38–42, 2000, doi:
10.1016/S0257-8972(99)00668-4.
[23] T. Sone and K. Masui, “Application of ion nitriding to wire-electrical-discharge-machined
blanking dies,” Mater. Sci. Eng. A, vol. 140, no. C, pp. 486–493, 1991, doi: 10.1016/0921-
5093(91)90467-2.
[24] Y. X. Wang, S. Zhang, J.-W. Lee, W. S. Lew, and B. Li, “Influence of bias voltage on the
hardness and toughness of CrAlN coatings via magnetron sputtering,” Surf. Coatings
Technol., vol. 206, no. 24, pp. 5103–5107, Aug. 2012, doi:
10.1016/J.SURFCOAT.2012.06.041.
[25] Y.-W. Lin, C.-W. Lu, G.-P. Yu, and J.-H. Huang, “Structure and properties of
Bibliografía 71
nanocrystalline (TiZr)<inf>x</inf>N<inf>1- x</inf> thin films deposited by DC
unbalanced magnetron sputtering,” J. Nanomater., vol. 2016, 2016, doi:
10.1155/2016/2982184.
[26] W. Leng, C. Yang, H. Ji, J. Zhang, J. Tang, and H. Chen, “The ferroelectric and optical
properties of (Pb<inf>0.92</inf>
La<inf>0.08</inf>)(Zr<inf>0.65</inf>Ti<inf>0.35</inf>)O<inf>3</inf> thin films
deposited by radio-frequency magnetron sputtering,” J. Mater. Sci. Mater. Electron., vol.
17, no. 12, pp. 1041–1045, 2006, doi: 10.1007/s10854-006-9005-7.
[27] R. Prakash and D. Kaur, “Effect of film thickness on structural and mechanical properties
of AlCrN nanocompoite thin films deposited by reactive DC magnetron sputtering,” AIP
Conf. Proc., vol. 1728, 2016, doi: 10.1063/1.4946705.
[28] R. Manaila, D. Biro, A. Devenyi, D. Fratiloiu, R. Popescu, and J. E. Totolici, “Structure of
nitride film hard coatings prepared by reactive magnetron sputtering,” Appl. Surf. Sci., vol.
134, no. 1–4, pp. 1–10, 1998, doi: 10.1016/S0169-4332(98)00258-X.
[29] G. Abadias, A. Y. Daniliuk, I. A. Solodukhin, V. V. Uglov, and S. V. Zlotsky, “Thermal
Stability of TiZrAlN and TiZrSiN Films Formed by Reactive Magnetron Sputtering,”
Inorg. Mater. Appl. Res., vol. 9, no. 3, pp. 418–426, 2018, doi:
10.1134/S2075113318030024.
[30] J. V. Ramana, S. Kumar, C. David, and V. S. Raju, “Structure, composition and
microhardness of (Ti,Zr)N and (Ti,Al)N coatings prepared by DC magnetron sputtering,”
Mater. Lett., vol. 58, no. 20, pp. 2553–2558, 2004, doi: 10.1016/j.matlet.2004.03.020.
[31] A. Ruden, J. M. González, J. S. Restrepo, M. F. Cano, and F. Sequeda, “Tribology of ZrN,
CrN and TiAlN thin films deposited by reactive magnetron sputtering | Tribología de
recubrimientos de ZrN, CrN Y TiAlN obtenidos por magnetron sputtering reactivo,” DYNA,
vol. 80, no. 178, pp. 95–100, 2013.
[32] S. A. Glatz, R. Hollerweger, P. Polcik, R. Rachbauer, J. Paulitsch, and P. H. Mayrhofer,
“Thermal stability and mechanical properties of arc evaporated Ti-Al-Zr-N hard coatings,”
Surf. Coatings Technol., vol. 266, pp. 1–9, 2015, doi: 10.1016/j.surfcoat.2015.01.042.
[33] S. S. Wagh, A. P. Kulkarni, and V. G. Sargade, “Machinability studies of austenitic
stainless steel (AISI 304) using PVD cathodic arc evaporation (CAE) system deposited
AlCrN/ TiAlN coated carbide inserts,” Procedia Eng., vol. 64, pp. 907–914, 2013, doi:
10.1016/j.proeng.2013.09.167.
[34] L. Rogström, M. P. Johansson, N. Ghafoor, L. Hultman, and M. Odén, “Influence of
chemical composition and deposition conditions on microstructure evolution during
annealing of arc evaporated ZrAlN thin films,” J. Vac. Sci. Technol. A Vacuum, Surfaces,
Film., vol. 30, no. 3, p. 031504, May 2012, doi: 10.1116/1.3698592.
[35] A. E. Reiter, C. Mitterer, M. R. De Figueiredo, and R. Franz, “Abrasive and adhesive wear
behavior of Arc-evaporated Al <inf>1-x</inf> Cr <inf>x</inf> N hard coatings,” Tribol.
Lett., vol. 37, no. 3, pp. 605–611, 2010, doi: 10.1007/s11249-009-9557-9.
[36] B. Yang et al., “Effect of Zr on structure and properties of Ti-Al-N coatings with varied
bias,” Int. J. Refract. Met. Hard Mater., vol. 38, pp. 81–86, 2013, doi:
10.1016/j.ijrmhm.2013.01.002.

72 Título de la tesis o trabajo de investigación
[37] O. Knotek, W. Burgmer, and C. Stoessel, “Arc-evaporated Ti-V-N thin films,” Surf.
Coatings Technol., vol. 54–55, pp. 249–254, 1992, doi: 10.1016/S0257-8972(09)90058-5.
[38] K.-T. Chen, C.-C. Hu, C.-Y. Hsu, C.-C. Tsao, and P.-D. Hong, “Optimizing the
Multiattribute Characteristics of CrWN Hard Film Tool in Turning AISI 304 Stainless
Steel,” J. Mater. Eng. Perform., vol. 29, no. 4, pp. 2506–2513, 2020, doi: 10.1007/s11665-
020-04732-x.
[39] N. Hua et al., “Mechanical, corrosion, and wear performances of a biocompatible Ti-based
glassy alloy,” J. Non. Cryst. Solids, vol. 543, 2020, doi: 10.1016/j.jnoncrysol.2020.120116.
[40] K. Gupta, Ed., Surface Engineering of Modern Materials. Cham: Springer International
Publishing, 2020.
[41] I. da Costa Castanhera, A. E. Diniz, and S. T. Button, “Effects of tool path strategies and
thermochemical treatments on the surface roughness of hardened punches for hot
stamping,” J. Brazilian Soc. Mech. Sci. Eng., vol. 42, no. 5, 2020, doi: 10.1007/s40430-
020-02306-5.
[42] V. D. Patel and A. H. Gandhi, “Modeling of cutting forces considering progressive flank
wear in finish turning of hardened AISI D2 steel with CBN tool,” Int. J. Adv. Manuf.
Technol., vol. 104, no. 1–4, pp. 503–516, 2019, doi: 10.1007/s00170-019-03953-2.
[43] W. Tillmann, D. Grisales, D. Stangier, and T. Butzke, “Tribomechanical behaviour of
TiAlN and CrAlN coatings deposited onto AISI H11 with different pre-treatments,”
Coatings, vol. 9, no. 8, 2019, doi: 10.3390/coatings9080519.
[44] “Informe anual 2018 América Latina y el Caribe,” p. 22, 2019.
[45] S.-L. Zhao, Z.-G. Zhang, J. Zhang, J.-M. Wang, Z.-G. Zhang, and S.-H. Wang, “High
temperature oxidation resistance of CrN/(Ti, Al, Zr, Cr)N bilayer films deposited by multi-
arc ion plating,” J. Iron Steel Res. Int., vol. 24, no. 3, pp. 343–349, 2017, doi:
10.1016/S1006-706X(17)30049-3.
[46] C. Vyas, D. D. Dhancholia, and V. Paul, “A review paper on hardfacing for increasing
service life of some industrial application and construction equipment,” Int. J. Appl. Eng.
Res., vol. 9, no. 7 SPEC. IS, pp. 749–753, 2014.
[47] M. Moser, D. Kiener, C. Scheu, and P. H. Mayrhofer, “Influence of yttrium on the thermal
stability of Ti-Al-N thin films,” Materials (Basel)., vol. 3, no. 3, pp. 1573–1592, 2010, doi:
10.3390/ma3031573.
[48] M. Pfeiler et al., “On the effect of Ta on improved oxidation resistance of Ti–Al–Ta–N
coatings,” J. Vac. Sci. Technol. A Vacuum, Surfaces, Film., vol. 27, no. 3, pp. 554–560,
May 2009, doi: 10.1116/1.3119671.
[49] A. Wang et al., “Mechanical properties and spinodal decomposition of TixAl1-x-yZryN
coatings,” Phys. Lett. Sect. A Gen. At. Solid State Phys., vol. 379, no. 36, pp. 2037–2040,
Jul. 2015, doi: 10.1016/j.physleta.2015.06.047.
[50] S. Xu, T. Yang, J. Xiong, J. Yao, W. Wan, and Q. Zheng, “Carbon contents design and
characterization of gradient cemented carbonitrides with nano-TiN addition,” Ceram. Int.,
vol. 43, no. 6, pp. 5127–5135, Apr. 2017, doi: 10.1016/j.ceramint.2017.01.027.
[51] P. H. Mayrhofer, M. Geier, C. Löcker, and L. Chen, “Influence of deposition conditions on
texture development and mechanical properties of TiN coatings,” Int. J. Mater. Res., vol.
100, no. 8, pp. 1052–1058, 2009, doi: 10.3139/146.110159.

Bibliografía 73
[52] B. Podgornik, B. Zajec, N. Bay, and J. Vižintin, “Application of hard coatings for blanking
and piercing tools,” Wear, vol. 270, no. 11–12, pp. 850–856, 2011, doi:
10.1016/j.wear.2011.02.013.
[53] B. Navinšek, P. Panjan, and I. Milošev, “Industrial applications of CrN (PVD) coatings,
deposited at high and low temperatures,” Surf. Coatings Technol., vol. 97, no. 1–3, pp.
182–191, 1997, doi: 10.1016/S0257-8972(97)00393-9.
[54] D. M. Hoffman, “Chemical vapour deposition of nitride thin films,” Polyhedron, vol. 13,
no. 8, pp. 1169–1179, 1994, doi: 10.1016/S0277-5387(00)80253-3.
[55] Y. Okazaki, K. Kyo, Y. Ito, and T. Tateishi, “Effects of Mo and Pd on corrosion resistance
of V-free titanium alloys for medical implants,” Mater. Trans. JIM, vol. 38, no. 4, pp. 344–
352, 1997, doi: 10.2320/matertrans1989.38.344.
[56] Ø. A. Garmo, O. Røyset, E. Steinnes, and T. P. Flaten, “Performance study of diffusive
gradients in thin films for 55 elements,” Anal. Chem., vol. 75, no. 14, pp. 3573–3580, 2003,
doi: 10.1021/ac026374n.
[57] Y. Okazaki, A. Ito, T. Tateishi, and Y. Ito, “Development of new titanium alloys for
medical implants (II) Anodic polarization properties in acid environment,” Kikai Gijutsu
Kenkyusho Shoho/Journal Mech. Eng. Lab., vol. 46, no. 5, pp. 417–430, 1992.
[58] P. H. Mayrhofer, D. Music, and J. M. Schneider, “Influence of the Al distribution on the
structure, elastic properties, and phase stability of supersaturated Ti1-xAlxN,” J. Appl.
Phys., vol. 100, no. 9, 2006, doi: 10.1063/1.2360778.
[59] P. H. Mayrhofer, R. Rachbauer, and D. Holec, “Influence of Nb on the phase stability of
Ti–Al–N,” Scr. Mater., vol. 63, no. 8, pp. 807–810.
[60] L. L. Chen, D. Holec, Y. Du, and P. H. P. H. Mayrhofer, “Influence of Zr on structure,
mechanical and thermal properties of Ti-Al-N,” Thin Solid Films, vol. 519, no. 16, pp.
5503–5510, Jun. 2011, doi: 10.1016/j.tsf.2011.03.139.
[61] R. Lamni, R. Sanjinés, M. Parlinska-Wojtan, A. Karimi, and F. Lévy, “Microstructure and
nanohardness properties of Zr–Al–N and Zr–Cr–N thin films,” J. Vac. Sci. Technol. A
Vacuum, Surfaces, Film., vol. 23, no. 4, pp. 593–598, Jul. 2005, doi: 10.1116/1.1924579.
[62] R. Forsén, M. P. Johansson, M. Odén, and N. Ghafoor, “Effects of Ti alloying of AlCrN
coatings on thermal stability and oxidation resistance,” Thin Solid Films, vol. 534, pp. 394–
402, 2013, doi: 10.1016/j.tsf.2013.03.003.
[63] J. L. Mo and M. H. Zhu, “Sliding tribological behaviors of PVD CrN and AlCrN coatings
against Si3N4 ceramic and pure titanium,” Wear, vol. 267, no. 5–8, pp. 874–881, 2009, doi:
10.1016/j.wear.2008.12.047.
[64] Y. P. Feng, L. Zhang, R. X. Ke, Q. L. Wan, Z. Wang, and Z. H. Lu, “Thermal stability and
oxidation behavior of AlTiN, AlCrN and AlCrSiWN coatings,” Int. J. Refract. Met. Hard
Mater., vol. 43, pp. 241–249, 2014, doi: 10.1016/j.ijrmhm.2013.11.018.
[65] J. L. Mo, M. H. Zhu, B. Lei, Y. X. Leng, and N. Huang, “Comparison of tribological
behaviours of AlCrN and TiAlN coatings-Deposited by physical vapor deposition,” Wear,
vol. 263, no. 7-12 SPEC. ISS., pp. 1423–1429, 2007, doi: 10.1016/j.wear.2007.01.051.
[66] A. Moreno-Bárcenas, J. M. Alvarado-Orozco, J. M. G. Carmona, G. C. Mondragón-
Rodríguez, J. González-Hernández, and A. García-García, “Synergistic effect of plasma

74 Título de la tesis o trabajo de investigación
nitriding and bias voltage on the adhesion of diamond-like carbon coatings on M2 steel by
PECVD,” Surf. Coatings Technol., vol. 374, no. May, pp. 327–337, 2019, doi:
10.1016/j.surfcoat.2019.06.014.
[67] W. Liu et al., “Effects of bias voltage on microstructure, mechanical properties, and wear
mechanism of novel quaternary (Ti, Al, Zr)N coating on the surface of silicon nitride
ceramic cutting tool,” Ceram. Int., vol. 42, no. 15, pp. 17693–17697, 2016, doi:
10.1016/j.ceramint.2016.08.089.
[68] P. J. Martin, A. Bendavid, J. M. Cairney, and M. Hoffman, “Nanocomposite Ti-Si-N, Zr-Si-
N, Ti-Al-Si-N, Ti-Al-V-Si-N thin film coatings deposited by vacuum arc deposition,” Surf.
Coatings Technol., vol. 200, no. 7, pp. 2228–2235, 2005, doi:
10.1016/j.surfcoat.2004.06.012.
[69] R. Hahn, A. Kirnbauer, M. Bartosik, S. Kolozsvári, and P. H. Mayrhofer, “Toughness of Si
alloyed high-entropy nitride coatings,” Mater. Lett., vol. 251, pp. 238–240, 2019, doi:
10.1016/j.matlet.2019.05.074.
[70] S. PalDey and S. C. Deevi, “Single layer and multilayer wear resistant coatings of (Ti,Al)N:
A review,” Mater. Sci. Eng. A, vol. 342, no. 1–2, pp. 58–79, 2003, doi: 10.1016/S0921-
5093(02)00259-9.
[71] L. Chen, L. He, Y. Xu, L. Zhou, F. Pei, and Y. Du, “Influence of ZrN on oxidation
resistance of Ti-Al-N coating,” Surf. Coatings Technol., vol. 244, pp. 87–91, 2014, doi:
10.1016/j.surfcoat.2014.01.063.
[72] P. C. Angelo, B. Ravisankar, and B. Ravisankar, Introduction to Steels. New York, NY :
CRC Press/Taylor & Francis Group, 2019.: CRC Press, 2019.
[73] J. E. Bringas, “Comparative World Steel Standards Third Edition,” 2004. Accessed: Nov.
13, 2019. [Online]. Available: http://www.copyright.com/.
[74] “IEA, World Energy Outlook 2018.” Accessed: Apr. 11, 2019. [Online]. Available:
https://webstore.iea.org/world-energy-outlook-2018.
[75] Rafael A. Mesquita, Tool Steels: Properties and Performance. 2016.
[76] George E. Totten, Steel Heat Treatment: Metallurgy and Technologies. 2006.
[77] David Pye, Practical Nitriding and Ferritic Nitrocarburizing . 2003.
[78] B. S. Yilbas, B. J. Abdul Aleem, and S. Zainullabdeen, “Wear properties of punch with
sheared edge,” Ind. Lubr. Tribol., vol. 55, no. 2–3, pp. 116–120, 2003.
[79] D.-C. Ko, D.-H. Kim, and B.-M. Kim, “Finite element analysis for the wear of Ti-N coated
punch in the piercing process,” Wear, vol. 252, no. 11–12, pp. 859–869, 2002, doi:
10.1016/S0043-1648(02)00032-7.
[80] A. Tekaya, H. A. Ghulman, T. Benameur, and S. Labdi, “Cyclic Nanoindentation and Finite
Element Analysis of Ti/TiN and CrN Nanocoatings on Zr-Based Metallic Glasses
Mechanical Performance,” J. Mater. Eng. Perform., vol. 23, no. 12, pp. 4259–4270, 2014,
doi: 10.1007/s11665-014-1212-4.
[81] R. Hambli, “BLANKSOFT: A code for sheet metal blanking processes optimization,” J.
Mater. Process. Technol., vol. 141, no. 2, pp. 234–242, 2003, doi: 10.1016/S0924-
0136(03)00161-4.
[82] A. M. K. Holmberg, Coatings Tribology: Properties, Mechanisms, Techniques and
Applications in ... . 2009.

Bibliografía 75
[83] J. Vetter, W. Burgmer, and A. J. Perry, “Arc-enhanced glow discharge in vacuum arc
machines,” Surf. Coatings Technol., vol. 59, no. 1–3, pp. 152–155, Oct. 1993, doi:
10.1016/0257-8972(93)90074-X.
[84] F. Lomello, F. Sanchette, F. Schuster, M. Tabarant, and A. Billard, “Influence of bias
voltage on properties of AlCrN coatings prepared by cathodic arc deposition,” Surf.
Coatings Technol., vol. 224, pp. 77–81, Jun. 2013, doi:
10.1016/J.SURFCOAT.2013.02.051.
[85] G. S. Fox-Rabinovich et al., “Effect of mechanical properties measured at room and
elevated temperatures on the wear resistance of cutting tools with TiAlN and AlCrN
coatings,” Surf. Coatings Technol., vol. 200, no. 20–21, pp. 5738–5742, May 2006, doi:
10.1016/J.SURFCOAT.2005.08.132.
[86] D. McIntyre, J. E. Greene, G. Håkansson, J. E. Sundgren, and W. D. Münz, “Oxidation of
metastable single-phase polycrystalline Ti 0.5Al0.5N films: Kinetics and mechanisms,” J.
Appl. Phys., vol. 67, no. 3, pp. 1542–1553, Feb. 1990, doi: 10.1063/1.345664.
[87] B. T. Johnson, R. E. Low, and J. M. LaCroix, “Systematic Reviews to Support Evidence-
based Medicine (2nd edition) by Khalid Khan, Regina Kunz, Jos Kleijnen and Gerd Antes:
A Review,” Res. Synth. Methods, vol. 4, no. 1, pp. 102–108, Mar. 2013, doi:
10.1002/jrsm.1071.
[88] M. Petticrew and H. Roberts, Systematic Reviews in the Social Sciences. Oxford, UK:
Blackwell Publishing Ltd, 2006.
[89] B. Kitchenham, “Source: ‘Guidelines for performing Systematic Literature Reviews in SE’,
Kitchenham et al Guidelines for performing Systematic Literature Reviews in Software
Engineering,” 2007.
[90] B. Kitchenham, O. Pearl Brereton, D. Budgen, M. Turner, J. Bailey, and S. Linkman,
“Systematic literature reviews in software engineering – A systematic literature review,”
2008, doi: 10.1016/j.infsof.2008.09.009.
[91] T. Arai and Y. Tsuchiya, “Evaluation of wear and galling resistance of surface treated die
steels.,” Adv. Technol. Plast. PROC. FIRST INT. CONF. Technol. Plast. (TOKYO, JAPAN,
SEP. 3-5, 1984), vol. I, Tokyo, 1984.
[92] S. T. Gonczy and N. Randall, “An ASTM standard for quantitative scratch adhesion testing
of thin, hard ceramic coatings,” International Journal of Applied Ceramic Technology, vol.
2, no. 5, pp. 422–428, Sep. 2005.
[93] W. Aperador, E. Delgado, and C. Amaya, “Effect of cavitation on the corrosion behavior of
Ti(CN)/TiNb(CN) multilayer in seawater,” Int. J. Electrochem. Sci., vol. 9, no. 8, pp. 4558–
4565, 2014.
[94] B. Su et al., “Annealed microstructure dependent corrosion behavior of Ti-6Al-3Nb-2Zr-
1Mo alloy,” J. Mater. Sci. Technol., vol. 62, pp. 234–248, 2021, doi:
10.1016/j.jmst.2020.05.058.
[95] R. N. Vyas, K. Li, and B. Wang, “Modifying randles circuit for analysis of polyoxometalate
layer-by-layer films,” J. Phys. Chem. B, vol. 114, no. 48, pp. 15818–15824, 2010, doi:
10.1021/jp105075t.
[96] S. Shreepathi, A. K. Guin, S. M. Naik, and M. R. Vattipalli, “Service life prediction of

76 Título de la tesis o trabajo de investigación
organic coatings: Electrochemical impedance spectroscopy vs actual service life,” J.
Coatings Technol. Res., vol. 8, no. 2, pp. 191–200, 2011, doi: 10.1007/s11998-010-9299-5.
[97] H. M. Abd El-Lateef and M. M. Khalaf, “Corrosion resistance of ZrO2-TiO2
nanocomposite multilayer thin films coated on carbon steel in hydrochloric acid solution,”
Mater. Charact., vol. 108, pp. 29–41, 2015, doi: 10.1016/j.matchar.2015.08.010.
[98] E. Barsoukov and J. R. Macdonald, Impedance spectroscopy: theory, experiment, and
applications, vol. 20, no. 3. 2005.
[99] N. Sakhnenko, M. Ved, V. Bykanova, and K. Nikiforow, “Characterization and
photocatalytic activity of Ti/Ti<inf>n</inf>O<inf>m</inf>· Zr<inf>x</inf>O<inf>y</inf>
coatings for azo-dye degradation,” Open Chem., vol. 13, no. 1, pp. 614–619, 2015, doi:
10.1515/chem-2015-0078.
[100] C. Liu, Q. Bi, H. Ziegele, A. Leyland, and A. Matthews, “Structure and corrosion properties
of PVD Cr–N coatings,” J. Vac. Sci. Technol. A Vacuum, Surfaces, Film., vol. 20, no. 3, pp.
772–780, 2002, doi: 10.1116/1.1468651.
[101] V. K. William Grips, H. C. Barshilia, V. E. Selvi, Kalavati, and K. S. Rajam,
“Electrochemical behavior of single layer CrN, TiN, TiAlN coatings and nanolayered
TiAlN/CrN multilayer coatings prepared by reactive direct current magnetron sputtering,”
Thin Solid Films, vol. 514, no. 1–2, pp. 204–211, 2006, doi: 10.1016/j.tsf.2006.03.008.
[102] F. Esteban, B. Lora, J. Andrés, and C. Gutiérrez, “Evaluation of Paintings,” pp. 1–16.
[103] H. J. Flitt and D. P. Schweinsberg, “A guide to polarisation curve interpretation:
Deconstruction of experimental curves typical of the Fe/H2O/H+/O2 corrosion system,”
Corros. Sci., vol. 47, no. 9, pp. 2125–2156, 2005, doi: 10.1016/j.corsci.2004.10.002.
[104] Z. Lei et al., “Corrosion performance of ZrN/ZrO 2 multilayer coatings deposited on 304
stainless steel using multi-arc ion plating,” Appl. Surf. Sci., vol. 431, pp. 170–176, 2018,
doi: 10.1016/j.apsusc.2017.06.273.
[105] S. Papavinasam, “Electrochemical polarization techniques for corrosion monitoring,” Tech.
Corros. Monit., no. C, pp. 49–85, 2008, doi: 10.1533/9781845694050.1.49.
Top Related