







Idiomas
Páginas
Jurídico


UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UN EQUIPO PARA EXTRAER LOS ACEITES GRASOS DE SACHA INCHI
(PLUKENETIA VOLÚBILIS) DEL ECOTIPO DE NAPO, A NIVEL DE LABORATORIO
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERO QUÍMICO
AUTOR: DAVID ESTEFANO ENCALADA PLAZA
TUTOR: ULLRICH STAHL PhD
QUITO
2015

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UN EQUIPO PARA EXTRAER LOS ACEITES GRASOS DE SACHA INCHI
(PLUKENETIA VOLÚBILIS) DEL ECOTIPO DE NAPO, A NIVEL DE LABORATORIO
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERO QUÍMICO
AUTOR: DAVID ESTEFANO ENCALADA PLAZA
TUTOR: ULLRICH STAHL PhD
QUITO
2015

iii
APROBACIÓN DEL TUTOR
En calidad de Tutor del Trabajo de Grado, titulado “DISEÑO DE UN EQUIPO PARA
EXTRAER LOS ACEITES GRASOS DE SACHA INCHI (PLUKENETIA VOLÚBILIS)
DEL ECOTIPO DE NAPO, A NIVEL DE LABORATORIO”, certifico que el mismo es
original y ha sido desarrollado por el señor DAVID ESTEFANO ENCALADA PLAZA, bajo mi
dirección y conforme con todas las observaciones realizadas, considero, que la Tesis ha concluido
y está de acuerdo con el plan que fue aprobado.
En la ciudad de Quito, a los 15 días del mes de julio de 2015
Dr. Ullrich Stahl
PROFESOR TUTOR

iv
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, DAVID ESTEFANO ENCALADA PLAZA en calidad de autor del trabajo de grado
realizado sobre DISEÑO DE UN EQUIPO PARA EXTRAER LOS ACEITES GRASOS DE
SACHA INCHI (PLUKENETIA VOLÚBILIS) DEL ECOTIPO DE NAPO, A NIVEL DE
LABORATORIO por la presente autorizo a la UNIVERSIDAD CENTRAL DEL ECUADOR,
hacer uso de todos los contenidos que me pertenecen o parte de los que contiene esta obra, con
fines estrictamente académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5, 6, 8, 19 y
demás pertinente a la Ley de Propiedad Intelectual y su Reglamento.
En la ciudad de Quito, a los 15 días del mes de julio de 2015.
David Estefano Encalada Plaza
C.C. 1500673536

v
DEDICATORIA
A Dios, mis padres, mi
hermana y mis amigos
con todo mi cariño y
aprecio

vi
AGRADECIMIENTO
A Dios por todas las cosas maravillosas que me presentó en el camino de mi vida.
A mis padres Jacinto y Yolanda, por siempre estar conmigo apoyándome y creyendo en todas las
decisiones que he tomado, vivo ejemplo la elección de esta carrera, por tener la paciencia y ser
las personas que más admiro y amo.
A mi hermanita Diana y Pablo por darme una hermosa sobrinita que me ha llenado de luz en todo
momento, ha sido un alivio y purificación en mi vida.
A mi colega y amigo Cristian Córdova por ser la persona que me brindo su ayuda y apoyo
incondicional en el ámbito de estadística.
Al Dr. Reynero por prestarme un espacio en su Laboratorio de Biorecursos para la realización de
la parte experimental, y sin dejar de lado la ayuda y consejos del Ing. Ivan Salazar por toda la
paciencia y tiempo que me brindo.
Al Doctor Ullrich Stalh por su valioso tiempo, orientación, calidad humana en el desarrollo de mi
trabajo de grado.
A la Universidad Central del Ecuador y principalmente a mi querida Facultad Ingeniería Química
por darme estos increíbles conocimientos para aplicarlos a mi vida profesional.
Por último, pero no menos importante a todos mis amigos y profesores, que de algún modo me
compartieron sus conocimientos y consejos en mi vida universitaria.

vii
CONTENIDO
pág.
LISTA DE TABLAS .................................................................................................................... xi
LISTA DE FIGURAS ................................................................................................................ xiii
LISTA DE GRÁFICOS ............................................................................................................. xiv
LISTA DE ANEXOS .................................................................................................................. xv
RESUMEN ................................................................................................................................. xvi
ABSTRACT .............................................................................................................................. xvii
INTRODUCCIÓN ........................................................................................................................ 1
1. MARCO TEÓRICO .................................................................................................................. 2
1.1. Sacha inchi. ............................................................................................................................ 2
1.1.2. Características físicas de la semilla de sacha inchi. ........................................................... 2
1.1.3. Importancia de la semilla del Inca ...................................................................................... 3
1.1.4. Composición química del Sacha Inchi ................................................................................ 4
1.1.4.1. Propiedades Químicas de la Torta residual del prensado de Sacha Inchi ...................... 5
1.2. Aceites vegetales. ................................................................................................................... 6
1.2.1. Ácidos Grasos. .................................................................................................................... 6
1.2.1.1. Ácidos grasos saturados................................................................................................... 7
1.2.1.2. Ácidos grasos mono-insaturados.. ................................................................................... 7
1.2.1.3. Ácidos grasos poli-insaturados ........................................................................................ 8
1.2.2. Propiedades físicas y químicas de los aceites vegetales ..................................................... 9
1.2.3. Métodos de análisis y cuantificación de ácidos grasos .................................................... 10
1.3. Extracción sólido líquido. .................................................................................................... 12
1.3.1. Fundamentos ..................................................................................................................... 12

viii
1.3.2. Factores que afectan la velocidad de extracción .............................................................. 12
1.3.3. Curvas de equilibrio. ......................................................................................................... 13
1.3.3.1. Triángulo rectángulo...................................................................................................... 13
1.3.3.2. Efecto de la saturación ................................................................................................... 13
1.3.3.3. Flujo inferior o refinado ................................................................................................ 15
1.3.4. Diagrama rectangular....................................................................................................... 16
1.3.5. Métodos de cálculo: contacto sencillo .............................................................................. 17
1.3.6. Transferencia de masa ...................................................................................................... 18
1.3.7. Difusividad de aceites ...................................................................................................... 20
1.4. Diseño y escalamiento. ......................................................................................................... 20
1.4.1. Cálculo de la altura de la torre ......................................................................................... 20
1.4.1.1. Número de unidades de transferencia ............................................................................ 21
1.4.2. Escalamiento. .................................................................................................................... 23
1.4.2.1. ¿Cómo escalar?.............................................................................................................. 23
1.4.2.2. Semejanza geométrica .................................................................................................... 24
1.4.2.3. Semejanza estática ......................................................................................................... 24
1.4.2.4. Semejanza cinemática .................................................................................................... 25
1.4.2.5. Semejanza dinámica ....................................................................................................... 25
1.4.2.6. Semejanza térmica.......................................................................................................... 25
2. MARCO EXPERIMENTAL ................................................................................................... 27
2.1. Metodología. ........................................................................................................................ 27
2.1.1. Diseño Experimental. ........................................................................................................ 27
2.1.2. Diseño factorial 32. ........................................................................................................... 28
2.2. Sustancias y Reactivos. ........................................................................................................ 28
2.3. Materiales y Equipos. ........................................................................................................... 28
2.4. Procedimiento. ..................................................................................................................... 29
2.4.1. Procedimiento para la extracción del aceite residual de sacha inchi con etanol. ............ 29
2.4.2. Procedimiento para la separación del aceite residual...................................................... 29

ix
2.5. Datos experimentales. .......................................................................................................... 30
2.5.1. Características físicas de la partícula de sacha inchi. ..................................................... 30
2.5.2. Características físicas del solvente, aceite y agua. ........................................................... 31
2.5.3. Datos de la extracción de aceite residual. ........................................................................ 32
3. CÁLCULOS Y DISEÑO DEL EQUIPO EXPERIMENTAL ................................................ 34
3.1. Cálculo de la difusividad del aceite residual. ....................................................................... 34
3.1.1. Cálculo de la constante del viscosímetro de Ostwald. ...................................................... 34
3.1.2. Cálculo de la viscosidad y densidad del etanol ................................................................ 35
3.1.3. Cálculo de la viscosidad y densidad del aceite residual ................................................... 36
3.1.4. Difusividad de la torta de sacha inchi al etanol ............................................................... 37
3.2. Cálculo del peso molecular del aceite residual. ................................................................... 37
3.3. Cálculo de la concentración molar de la solución de aceite residual en etanol. ................... 38
3.4. Cálculo de coeficiente de masa para los volúmenes de etanol. ............................................ 38
3.4.1. Cálculo del coeficiente para 150 ml................................................................................. 38
3.4.2. Cálculo del coeficiente para 200 ml................................................................................. 39
3.4.3. Cálculo del coeficiente para 250 ml................................................................................. 39
3.5. Cálculo del área superficial de la partícula. ......................................................................... 39
3.6. Realización de la curva de solución retenida. ...................................................................... 40
3.6.1. Cálculo de la masa promedio retenida en el cartucho para cada sifonada...................... 40
3.6.2. Cálculo de la fracción de soluto y solvente retenidos en la primera sifonada. ................ 41
3.7. Rendimiento y el coeficiente de transferencia de masa de la extracción. ............................ 42
3.7.1. Cálculo del rendimiento y coeficiente de masa para 150 ml. ........................................... 42
3.8. Dimensionamiento del equipo de laboratorio. ..................................................................... 43
3.8.1. Realización de la curva de operación del proceso de extracción. .................................... 43
3.8.1.1. Balance de masa en la entrada del extractor. ................................................................ 43
3.8.1.2. Balance de masa en la salida del extractor. .................................................................. 45
3.8.1.3. Balance de masa en el cuerpo del extractor. ................................................................. 46
3.9. Cálculo de la superficie de contacto. .................................................................................... 48

x
3.10. Cálculo del número de unidades de transferencia. ............................................................. 49
3.11. Cálculo del número de unidades de altura. ......................................................................... 49
3.12. Criterios de escalamiento y equipamiento.......................................................................... 51
3.13. Análisis anova multifactorial ............................................................................................. 54
4. RESULTADOS DE LA OPERACIÓN DEL EQUIPO EXPERIMENTAL .......................... 55
4.1. Concentración molar de la solución de aceite residual en etanol. ........................................ 55
4.2. Resultados del coeficiente de masa para los diferentes volúmenes. .................................... 55
4.2.1. Coeficiente de masa para 150 ml de etanol. ..................................................................... 55
4.2.2. Coeficiente de masa para 200 ml de etanol. ..................................................................... 56
4.2.3. Coeficiente de masa para 250 ml de etanol. ..................................................................... 57
4.3. Realización de la curva de retención del residuo. ................................................................ 58
4.3.1. Masa promedio de líquido retenido en las tres sifonadas. ................................................ 58
4.3.2. Resultados de las fracciones de aceite y etanol retenidas para los diferentes volúmenes.59
4.4. Análisis de los rendimientos y del coeficiente de transferencia de masa. ............................ 60
4.5. Resultado del análisis anova multifactorial categórico. ....................................................... 60
4.6. Dimensionamiento del equipo de laboratorio. ..................................................................... 63
4.6.1. Realización de la curva de operación del proceso de extracción. .................................... 63
4.6.2. Resultado del dimensionamiento del equipo de laboratorio. ............................................ 64
4.7. Escalamiento del equipo de laboratorio a piloto. ................................................................. 64
4.8. Equipamiento del equipo prototipo escalado ....................................................................... 65
5. DISCUSIÓN ........................................................................................................................... 66
6. CONCLUSIÓN ....................................................................................................................... 68
7. RECOMENDACIÓN .............................................................................................................. 70
CITAS BIBLIOGRÁFICAS ....................................................................................................... 71
BIBLIOGRAFIA ......................................................................................................................... 74
ANEXOS..................................................................................................................................... 75
xi
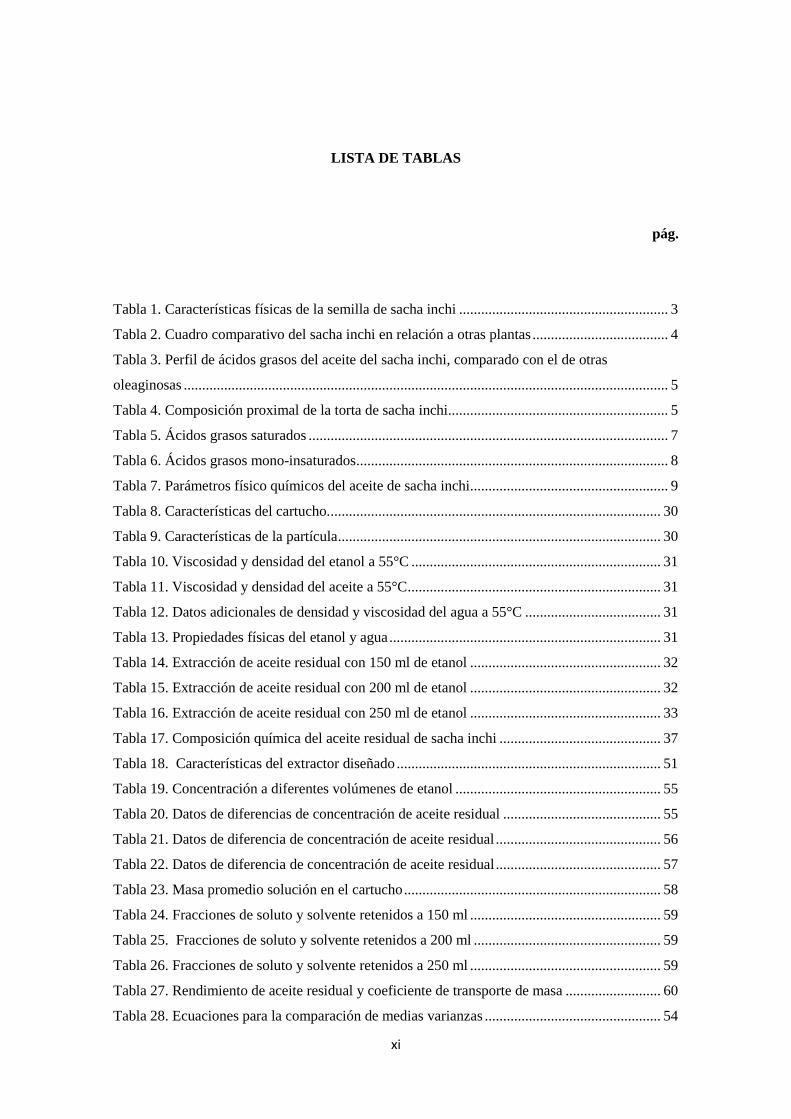
LISTA DE TABLAS
pág.
Tabla 1. Características físicas de la semilla de sacha inchi ......................................................... 3
Tabla 2. Cuadro comparativo del sacha inchi en relación a otras plantas ..................................... 4
Tabla 3. Perfil de ácidos grasos del aceite del sacha inchi, comparado con el de otras
oleaginosas .................................................................................................................................... 5
Tabla 4. Composición proximal de la torta de sacha inchi............................................................ 5
Tabla 5. Ácidos grasos saturados .................................................................................................. 7
Tabla 6. Ácidos grasos mono-insaturados ..................................................................................... 8
Tabla 7. Parámetros físico químicos del aceite de sacha inchi...................................................... 9
Tabla 8. Características del cartucho. .......................................................................................... 30
Tabla 9. Características de la partícula ........................................................................................ 30
Tabla 10. Viscosidad y densidad del etanol a 55°C .................................................................... 31
Tabla 11. Viscosidad y densidad del aceite a 55°C ..................................................................... 31
Tabla 12. Datos adicionales de densidad y viscosidad del agua a 55°C ..................................... 31
Tabla 13. Propiedades físicas del etanol y agua .......................................................................... 31
Tabla 14. Extracción de aceite residual con 150 ml de etanol .................................................... 32
Tabla 15. Extracción de aceite residual con 200 ml de etanol .................................................... 32
Tabla 16. Extracción de aceite residual con 250 ml de etanol .................................................... 33
Tabla 17. Composición química del aceite residual de sacha inchi ............................................ 37
Tabla 18. Características del extractor diseñado ........................................................................ 51
Tabla 19. Concentración a diferentes volúmenes de etanol ........................................................ 55
Tabla 20. Datos de diferencias de concentración de aceite residual ........................................... 55
Tabla 21. Datos de diferencia de concentración de aceite residual ............................................. 56
Tabla 22. Datos de diferencia de concentración de aceite residual ............................................. 57
Tabla 23. Masa promedio solución en el cartucho ...................................................................... 58
Tabla 24. Fracciones de soluto y solvente retenidos a 150 ml .................................................... 59
Tabla 25. Fracciones de soluto y solvente retenidos a 200 ml ................................................... 59
Tabla 26. Fracciones de soluto y solvente retenidos a 250 ml .................................................... 59
Tabla 27. Rendimiento de aceite residual y coeficiente de transporte de masa .......................... 60
Tabla 28. Ecuaciones para la comparación de medias varianzas ................................................ 54

xii
Tabla 29. Resultados del análisis Anova para la respuesta tiempo ............................................. 61
Tabla 30. Prueba Tukey para el 95 % de confianza ................................................................... 62
Tabla 31. Contrates de la Prueba mediante las interacciones entre factores ............................... 62
Tabla 32. Resultados del análisis Anova para la respuesta extracto ........................................... 62
Tabla 33. Prueba Tukey para el 95 % de confianza .................................................................... 63
Tabla 34. Contrates de la Prueba mediante las interacciones entre factores ............................... 63
Tabla 35. Fracciones del extracto y residuo ................................................................................ 63
Tabla 36. Dimensiones del equipo de laboratorio ....................................................................... 64
Tabla 37. Dimensionamiento del equipo piloto .......................................................................... 64
Tabla 38. Equipamiento del equipo prototipo escalado .............................................................. 65

xiii
LISTA DE FIGURAS
pág.
Figura 1. Sacha inchi ..................................................................................................................... 2
Figura 2. Forma y tamaño de las semillas de sacha inchi ............................................................. 3
Figura 3. Triglicérido: glicerol unido a tres ácidos grasos saturados e insaturados ...................... 9
Figura 4. Cromatógrafo de gases de análisis lipídicos ................................................................ 11
Figura 5. Representación de los componentes en el triángulo rectángulo .................................. 13
Figura 6. Efecto de la saturación: soluto inicialmente como un sólido ....................................... 14
Figura 7. Efecto de la saturación: soluto inicialmente en forma líquida ..................................... 15
Figura 8. Representación en el diagrama triangular del flujo inferior o refinado ....................... 15
Figura 9. Representación de los componentes en el diagrama rectangular ................................. 17
Figura 10. Esquema de flujo para extracción sólido líquido en contacto sencillo ...................... 17
Figura 11. Representación de las concentraciones de las corrientes de la extracción sólido
líquido en contacto sencillo ......................................................................................................... 18
Figura 12. Diagrama de una torre de extracción sólido líquido .................................................. 21
Figura 13. Curva de operación y equilibrio ................................................................................. 23
Figura 14. La Ingeniería Química como eslabón en la industria ................................................. 23
Figura 15. Diagrama de flujo del proceso con etanol .................................................................. 27
Figura 16. Esquema de las experimentaciones obtenidas ........................................................... 28

xiv
LISTA DE GRÁFICOS
pág.
Gráfico 1. Logaritmo natural de la diferencia de concentraciones en función del tiempo .......... 56
Gráfico 2. Logaritmo natural de la diferencia de concentraciones en función del tiempo. ......... 57
Gráfico 3. Logaritmo natural de la diferencia de concentraciones en función del tiempo .......... 58
Gráfico 4. Fracciones de soluto y solvente en diferentes volúmenes de etanol .......................... 59
Gráfico 5. Curva de retención de solución .................................................................................. 60
Gráfico 6. Curva de Operación ................................................................................................... 64

xv
LISTA DE ANEXOS
pág.
Anexo A. Análisis físico Químico .............................................................................................. 76
Anexo B. Diagrama del equipo y su equipamiento ..................................................................... 77
Anexo C. Análisis de la partícula de sacha inchi ........................................................................ 78
Anexo D. Diagrama de flujo de partículas de la muestra de sacha inchi .................................... 79
Anexo E. Aceite residual extraído ............................................................................................... 80
Anexo F. Equipos utilizados ....................................................................................................... 81

xvi
DISEÑO DE UN EQUIPO PARA EXTRAER LOS ACEITES GRASOS DE SACHA
INCHI (PLUKENETIA VOLÚBILIS) DEL ECOTIPO DE NAPO, A NIVEL DE
LABORATORIO
RESUMEN
Diseño de un equipo de laboratorio para la extracción sólido líquido de los ácidos grasos de la
torta resultante del prensado del sacha inchi y su posterior escalado y dimensionamiento a planta
piloto.
Las muestras de 40 gramos de torta se sometió a procesos de extracción y destilación utilizando
tres volúmenes de etanol como solvente (150, 200, 250 ml), para cada volumen se obtuvo su
respectivo extracto y residuo mediante tres sifonamientos distintos del equipo Soxhlet. El extracto
se llevó a una destilación flash, y el residuo se pesó para la cuantificación de la parte líquida
retenida. Con los datos obtenidos de peso de ácidos grasos del extracto se elaboró la curva de
equilibrio del equipo, mientras que con los pesos de la parte liquida retenida en el residuo se
elaboró la curva de retención.
Los resultados del diseño a nivel de laboratorio del extractor sólido líquido muestran que la altura
es de 35 cm y el diámetro de 5,8 cm; estos resultados son pequeños debido a la cantidad de
solvente y muestra utilizada. El rendimiento del equipo experimental es de 87%, que resulta en
un incremento del 10,35 % de ácidos grasos extraídos en la muestra de sacha inchi.
PALABRAS CLAVES: / SACHA INCHI / PLUKENETIA VOLÚBILIS / ÁCIDOS GRASOS
/ EXTRACCIÓN SÓLIDO LÍQUIDO / ESCALADO / PLANTA PILOTO / DISEÑO /

xvii
DESIGN OF LABORATORY EQUIPMENT TO EXTRACT FATTY OILS FROM
SACHA INCHI (PLUKENETIA VOLÚBILIS) ECOTYPE NAPO, AT LAB LEVEL
ABSTRACT
Design of laboratory equipment for solid-liquid extraction of fatty acids resulting from pressing
sacha inchi and subsequent scaling and sizing a pilot plant.
Samples of 40 grams of dough were subjected to extraction and distillation processes using three
volumes of ethanol as a solvent (150, 200, 250 ml), for each volume its own extract and residue
was obtained by three different drain traps of Soxhlet equipment. The extract was taken to a flash
distillation, and the residue was weighed to quantify the liquid retained. With the obtained data
of weight fatty acids from the extract, the equilibrium curve of the equipment was prepared while
with the liquid part weights retained in the residue, the retention curve was prepared.
The results of the lab-scale design of the liquid-solid extractor show that the height is 35 cm and
diameter of 5.8 cm. These results are due to the small amount of solvent and sample used. The
performance of the experimental equipment is of 87%, resulting in an increase of 10.35% of fatty
acids extracted in the sample Sacha inchi.
KEYWORDS: / SACHA INCHI / PLUKENETIA VOLUBILIS / FATTY ACIDS / LIQUID-
SOLID EXTRACTION / SCALING / PILOT PLANT / DESIGN /
1
INTRODUCCIÓN
El sacha inchi, maní del inca, o sacha inca, son denominaciones populares del Plukenetia volubilis
Linneo, planta trepadora ancestral y nativa de nuestra Amazonía, con grandes virtudes nutritivas
y alimenticias. El contenido nutricional de la semilla de sacha inchi es ideal, ya que es
notablemente alto en grasas no saturadas, con propiedades para el corazón y por el contrario, bajo
en grasas saturadas. Su contenido de ácidos grasos oscila alrededor del 48% de grasas no
saturadas, más que el aceite de pescado, aceite de linaza, o cualquier otro aceite derivado de las
plantas. Estudios han demostrado la validez de dichos aceites para la salud humana, comprobando
que pertenecen a los ácidos grasos Omega, su poder natural en beneficio de la salud es tal que
resulta imprescindible incluirlo en la alimentación humana, dada la carencia en general de los
ácidos grasos Omega en nuestras dietas. El aceite de sacha inchi representa una de las mejores y
más atractivas fuentes de este nutriente esencial.
Por parte de la Universidad Central del Ecuador, en la Facultad de Ingeniería Química se realizan
diferentes investigaciones enfocadas al uso de extractores sólido líquido de lecho estacionario,
como el trabajo de Graduación de Valencia Villacís María Fernanda, quien aprovechó los pétalos
de rosa comestibles para la producción de licor en la extracción y cuantificación del contenido de
ácidos grasos esenciales. Otro trabajo con similares procedimientos en el proceso extractivo, es
el propuesto por Fuertes Mantilla Maritza Elizabeth, que incorpora la extracción en la
cuantificación de inulina a partir del ajo mediante extracción sólido líquido.
En este trabajo se realizó una extracción en Soxhlet de la torta de sacha inchi para extraer todos
los ácidos grasos residuales, con el fin de diseñar el equipo del laboratorio, escalarlo a planta
piloto, y finalmente calcular el diagrama triangular de fases. Para la extracción se procedió
inicialmente a la caracterización de los ácidos grasos residuales para la obtención del porcentaje
másico total de aceite en la materia prima, se utilizó el solvente orgánico etanol, se fijaron las
variables consideradas de extracción como son, la temperatura, la presión, la relación de solventes
(3,75; 5; 6,25 [ml solvente/g muestra]). En cada sifonada se pesó el residuo obtenido, y se midió
el volumen obtenido de extracto. Con el objetivo de obtener la concentración de ácidos grasos se
evaporó el solvente. Los resultados muestran que el equipo a nivel de laboratorio tiene 35 cm de
altura y 5,8 cm de diámetro, debido a la cantidad de solvente y torta utilizados, comprobándose
con los valores pequeños de unidades de transferencia y altura.
2
1. MARCO TEÓRICO
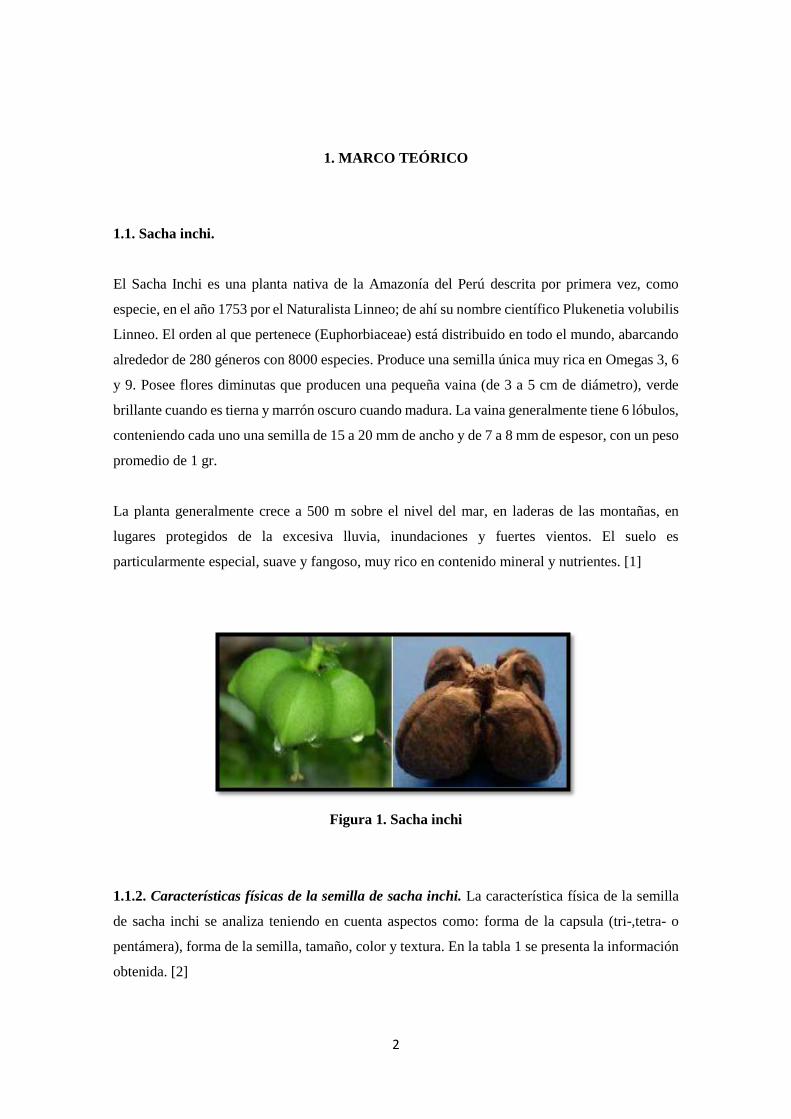
1.1. Sacha inchi.
El Sacha Inchi es una planta nativa de la Amazonía del Perú descrita por primera vez, como
especie, en el año 1753 por el Naturalista Linneo; de ahí su nombre científico Plukenetia volubilis
Linneo. El orden al que pertenece (Euphorbiaceae) está distribuido en todo el mundo, abarcando
alrededor de 280 géneros con 8000 especies. Produce una semilla única muy rica en Omegas 3, 6
y 9. Posee flores diminutas que producen una pequeña vaina (de 3 a 5 cm de diámetro), verde
brillante cuando es tierna y marrón oscuro cuando madura. La vaina generalmente tiene 6 lóbulos,
conteniendo cada uno una semilla de 15 a 20 mm de ancho y de 7 a 8 mm de espesor, con un peso
promedio de 1 gr.
La planta generalmente crece a 500 m sobre el nivel del mar, en laderas de las montañas, en
lugares protegidos de la excesiva lluvia, inundaciones y fuertes vientos. El suelo es
particularmente especial, suave y fangoso, muy rico en contenido mineral y nutrientes. [1]
Figura 1. Sacha inchi
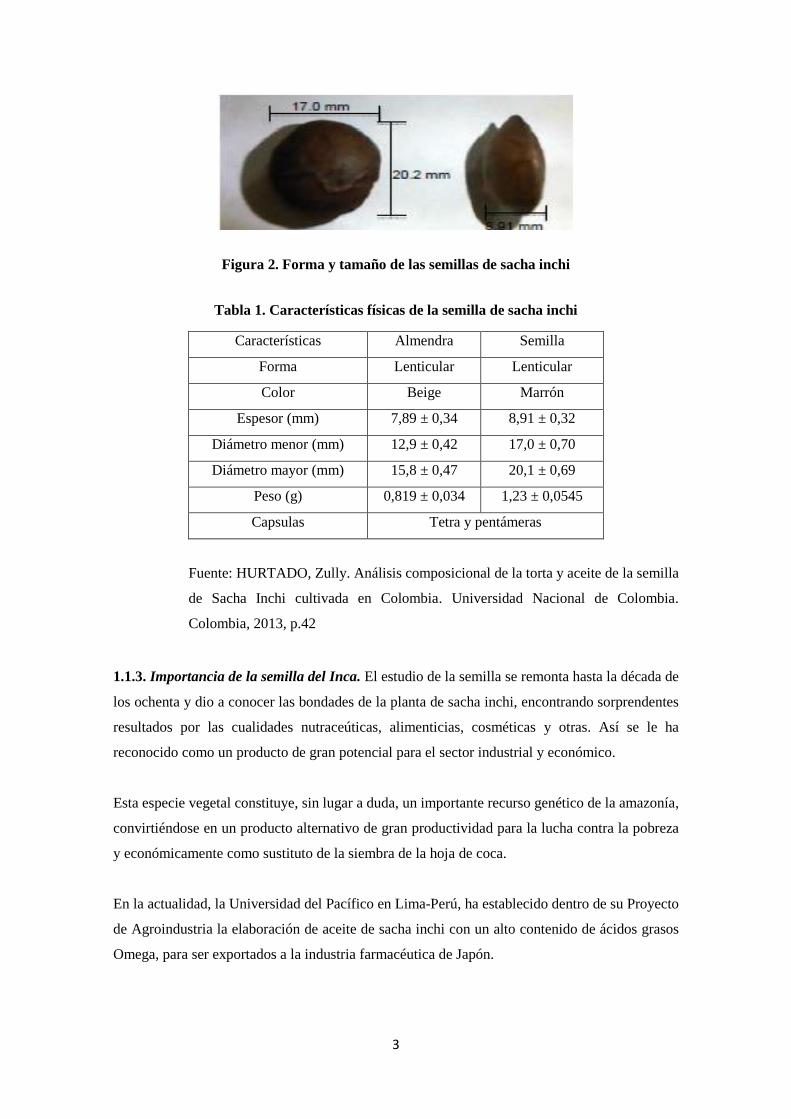
1.1.2. Características físicas de la semilla de sacha inchi. La característica física de la semilla
de sacha inchi se analiza teniendo en cuenta aspectos como: forma de la capsula (tri-,tetra- o
pentámera), forma de la semilla, tamaño, color y textura. En la tabla 1 se presenta la información
obtenida. [2]
3
Figura 2. Forma y tamaño de las semillas de sacha inchi
Tabla 1. Características físicas de la semilla de sacha inchi
Características Almendra Semilla
Forma Lenticular Lenticular
Color Beige Marrón
Espesor (mm) 7,89 ± 0,34 8,91 ± 0,32
Diámetro menor (mm) 12,9 ± 0,42 17,0 ± 0,70
Diámetro mayor (mm) 15,8 ± 0,47 20,1 ± 0,69
Peso (g) 0,819 ± 0,034 1,23 ± 0,0545
Capsulas Tetra y pentámeras
Fuente: HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla
de Sacha Inchi cultivada en Colombia. Universidad Nacional de Colombia.
Colombia, 2013, p.42
1.1.3. Importancia de la semilla del Inca. El estudio de la semilla se remonta hasta la década de
los ochenta y dio a conocer las bondades de la planta de sacha inchi, encontrando sorprendentes
resultados por las cualidades nutraceúticas, alimenticias, cosméticas y otras. Así se le ha
reconocido como un producto de gran potencial para el sector industrial y económico.
Esta especie vegetal constituye, sin lugar a duda, un importante recurso genético de la amazonía,
convirtiéndose en un producto alternativo de gran productividad para la lucha contra la pobreza
y económicamente como sustituto de la siembra de la hoja de coca.
En la actualidad, la Universidad del Pacífico en Lima-Perú, ha establecido dentro de su Proyecto
de Agroindustria la elaboración de aceite de sacha inchi con un alto contenido de ácidos grasos
Omega, para ser exportados a la industria farmacéutica de Japón.
4
De otro lado, el Instituto Nacional de Nutrición en Perú, a través de los estudios realizados,
determinó que esta oleaginosa silvestre, contiene un promedio de grasa de 48% y se ha
determinado la calidad de la proteína del sacha inchi; bajo dos formas: polvo atomizado y harina
desgrasada por prensado. El polvo atomizado (PA) se obtuvo después del descascarado, pre
cocción y molienda, resultando con 10,2% de humedad, 46,67% de proteína, 29,8% de extracto
etéreo, 2,8% de fibra cruda y 4% de cenizas.
La harina desgrasada (HD) se obtuvo después de la cocción, molienda y extracción por prensado,
dando como resultado 3,8% de humedad, 47,79% de proteína 3,9% de extracto etéreo, 4,6% de
fibra cruda y 3,8% de cenizas.[3]
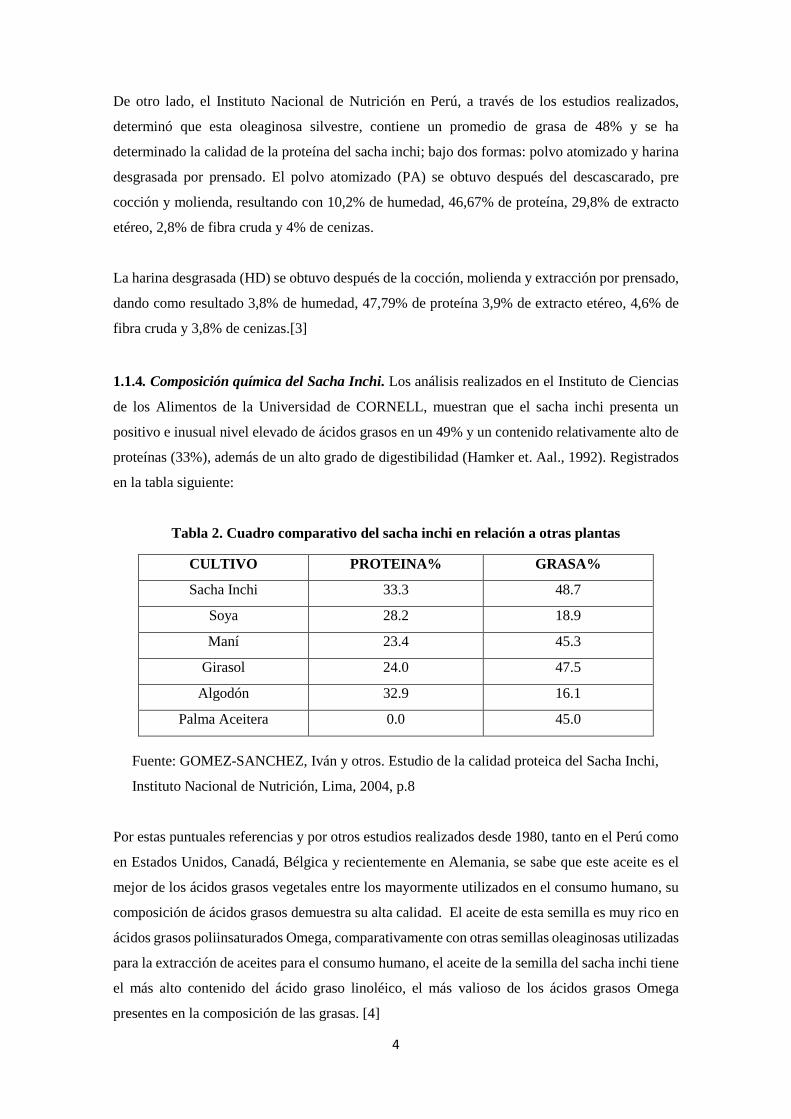
1.1.4. Composición química del Sacha Inchi. Los análisis realizados en el Instituto de Ciencias
de los Alimentos de la Universidad de CORNELL, muestran que el sacha inchi presenta un
positivo e inusual nivel elevado de ácidos grasos en un 49% y un contenido relativamente alto de
proteínas (33%), además de un alto grado de digestibilidad (Hamker et. Aal., 1992). Registrados
en la tabla siguiente:
Tabla 2. Cuadro comparativo del sacha inchi en relación a otras plantas
CULTIVO PROTEINA% GRASA%
Sacha Inchi 33.3 48.7
Soya 28.2 18.9
Maní 23.4 45.3
Girasol 24.0 47.5
Algodón 32.9 16.1
Palma Aceitera 0.0 45.0
Fuente: GOMEZ-SANCHEZ, Iván y otros. Estudio de la calidad proteica del Sacha Inchi,
Instituto Nacional de Nutrición, Lima, 2004, p.8
Por estas puntuales referencias y por otros estudios realizados desde 1980, tanto en el Perú como
en Estados Unidos, Canadá, Bélgica y recientemente en Alemania, se sabe que este aceite es el
mejor de los ácidos grasos vegetales entre los mayormente utilizados en el consumo humano, su
composición de ácidos grasos demuestra su alta calidad. El aceite de esta semilla es muy rico en
ácidos grasos poliinsaturados Omega, comparativamente con otras semillas oleaginosas utilizadas
para la extracción de aceites para el consumo humano, el aceite de la semilla del sacha inchi tiene
el más alto contenido del ácido graso linoléico, el más valioso de los ácidos grasos Omega
presentes en la composición de las grasas. [4]

5
Tabla 3. Perfil de ácidos grasos del aceite del sacha inchi, comparado con el de otras
oleaginosas
Ácidos Grasos Semilla
Sacha Soya Maní Algodón Girasol
Aceite Total (%) 54 19 45 16 48
Saturados (%):
C14: Mirístico 0.0 0.0 0.0 0.0 0.0
C16: Palmítico 4.5 10.5 12.0 18.7 7.5
C18: Esteárico 3.2 3.2 2.2 2.4 5.3
Insaturados (%):
C16: Palmitoléico 0.0 0.0 0.3 0.6 0.0
C18: Oléico 9.9 22.3 41.3 18.7 29.3
C18: Linoléico 36.8 54.5 36.8 57.5 57.9
C18: Linolénico 45.2 8.3 0.0 0.5 0.0
C20: Gadoléico 0.0 0.0 1.1 0.0 0.0
Fuente: GOMEZ-SANCHEZ, Iván y otros. Estudio de la calidad proteica del Sacha Inchi,
Instituto Nacional de Nutrición, Lima, 2004, p.10
1.1.4.1. Propiedades Químicas de la Torta residual del prensado de Sacha Inchi. Los resultados
de la composición proximal de la torta de sacha inchi en base seca, muestran como componente
mayoritario el contenido de proteína, y una fracción lipídica significativa; estos resultados son
comparados con los datos reportados por Pascual et. al (2000), Mondragón (2009), en la siguiente
tabla. [5]
Tabla 4. Composición proximal de la torta de sacha inchi
Componente Presente
estudio
Pascual et al
(2000)
Mondragón
(2009)
Humedad 7,15 ± 0,24 0,7 5,09
Cenizas 5,19 ± 0,01 8,72 3,24
Grasas 4,84 ± 0,02 6,93 37,33
Proteína 51,23 ± 0,10 59,13 34,26
Fibra Bruta 4,79 ± 0,02 17,30 3,16
Extracto No
Nitrogenado 26,5 ± 0,00 7,91
22,01
Fuente: HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla de Sacha
Inchi cultivada en Colombia, Universidad Nacional de Colombia, Colombia, 2013, p.45
6
El estudio realizado en el Laboratorio de Análisis de Alimentos (LASA, Quito-Ecuador) de la
torta de sacha inchi, para la cuantificación de la composición de los ácidos grasos, demuestra que
la composición mayoritaria de ácido graso insaturado es el correspondiente al ácido linolénico de
la clase Omega 3 (Ver el Anexo A). El porcentaje másico de los ácidos grasos tienen como fin
encontrar la fracción de aceite residual en la materia prima utilizada. Dato referencial en la
extracción experimental, sin tener en cuenta los diferentes tipos de ácidos grasos existentes en
dicha torta.
1.2. Aceites vegetales.
Los ácidos grasos vegetales se obtienen de cultivos arbóreos o de semillas de cultivos que se
siembran todos los años. Las semilla almacena junto con el material genético los nutrientes
requeridos para establecer una generación. Los componentes que usualmente almacena consisten
en proteínas de reserva de la semilla, carbohidratos y/o lípidos, usualmente constituidos por
triacilgliceroles, también conocidos como triglicéridos. La proporción relativa y localización de
los tejidos de la semilla de estos componentes varía significativamente con la especie considerada.
[6]
1.2.1. Ácidos Grasos. Los ácidos grasos son ácidos orgánicos monoenóicos, que se encuentran
presentes en las grasas, raramente libres, y casi siempre esterificando al glicerol y eventualmente
a otros alcoholes. Son generalmente de cadena lineal y tienen un número par de átomos de
carbono.
La razón de esto es que en el metabolismo de los eucariotas, las cadenas de ácidos grasos se
sintetizan y se degradan mediante la adición o eliminación de unidades de acetato. No obstante,
hay excepciones, ya que se encuentran ácidos grasos de número impar de átomos de carbono en
la leche y grasa de los rumiantes, procedentes del metabolismo bacteriano del rumen, y también
en algunos lípidos de vegetales, que no son utilizados comúnmente para la obtención de aceites.
Los ácidos grasos como tales (ácidos grasos libres) son poco frecuentes en los alimentos, y
además son generalmente producto de la alteración lipolítica. Sin embargo, son constituyentes
fundamentales de la gran mayoría de los lípidos, hasta el punto de que su presencia es casi
definitoria de esta clase de sustancias. [7]

7
1.2.1.1. Ácidos grasos saturados. La longitud de la cadena va desde los cuatro carbonos del ácido
butírico a los 35 del ácido ceroplástico. Si se considera un ácido graso al butírico y no al acético,
es porque el primero es relativamente abundante en la grasa de la leche, mientras que el segundo
no se encuentra en ninguna grasa natural conocida.
Los ácidos grasos saturados más comunes son los de 14, 16 y 18 átomos de carbono. Dada su
estructura, los ácidos grasos saturados son sustancias extremadamente estables desde el punto de
vista químico
Tabla 5. Ácidos grasos saturados
Estructura Nombre común Se encuentra en
C 4:0 butírico leche de rumiantes
C 6:0 caproico leche de rumiantes
C 8:0 caprílico leche de rumiantes, aceite de coco
C 10:0 cáprico leche de rumiantes, aceite de coco
C 12:0 láurico aceite de coco, aceite de nuez de palma
C 14:0 mirístico coco, nuez de palma, otros aceites vegetales
C 16:0 palmítico abundante en todas las grasas
C 18:0 esteárico grasas animales, cacao
Fuente: UNIZAR. Ácidos Grasos [en línea], [Fecha de consulta: 25 de Mayo del 2015].
Disponible en: <http://milksci.unizar.es/bioquimica/temas/lipidos/acidosgrasos.html>
1.2.1.2. Ácidos grasos mono-insaturados. Los ácidos grasos insaturados tienen en la cadena
dobles enlaces, en un número que va de 1 a 6.
Los que tienen una sola insaturación se llaman monoinsaturados, quedando para el resto el
término de poliinsaturados, aunque evidentemente también puede hablarse de diinsaturados,
triinsaturados, etc.
En los ácidos grasos habituales, es decir, en la inmensa mayoría de los procedentes del
metabolismo eucariota que no han sufrido un procesado o alteración químicos, los dobles enlaces
están siempre en la configuración cis. [8]

8
Tabla 6. Ácidos grasos mono-insaturados
Estructura Nombre común Se encuentra en
C 10:1 n-1 caproléico leche de rumiantes
C 12:1 n-3 lauroléico leche de vaca
C 16:1 n-7 palmitoléico nuez de macadamia, aceites de pescado
C 18:1 n-9 oléico aceites vegetales (muy extendido en la naturaleza)
C 18:1 n-7 vaccénico grasas de rumiantes
C 20:1 n-11 gadoléico aceites de pescado
C 22:1 n-11 cetoléico aceites de pescado
C 22:1 n-9 erúcico aceite de colza
Fuente: UNIZAR. Ácidos Grasos [en línea], [Fecha de consulta: 25 de Mayo del 2015].
Disponible en: <http://milksci.unizar.es/bioquimica/temas/lipidos/acidosgrasos.html>
1.2.1.3. Ácidos grasos poli-insaturados. Los ácidos grasos poliinsaturados de cadena larga son
componentes dietarios que participan en múltiples procesos fisiológicos, donde cumplen un rol
estructural en los fosfolípidos de las membranas celulares y son sustratos para la síntesis de
diversos mediadores fisiológicos. Dentro de los ácidos grasos poliinsaturados de cadena larga se
encuentran tres grupos principales; los ácidos grasos omega-3 (ω-3), omega-6 (ω-6) y los ácidos
grasos omega-9 (ω-9).
Los ácidos grasos Omega 3 incluyen al “Alfalinolénico” y sus derivados los ácidos grasos
“Eicosapentanóico” (EPA) y “Docosahexaenóico” (DHA). Mientras el Alfalinolénico u
“Omega 3 de cadena corta” se encuentra en aceites como la soya y la canola o raps. El
Eicosapentanóico (EPA) y el Docosahexaenóico (DHA) denominados “Omega 3 de cadena
larga” se encuentra en pescados principalmente en aquellos más grasosos como jurel, salmón,
bacalao y sardina.
Los ácidos grasos Omega 6 incluyen principalmente al “ácido linoléico” y derivados como el
ácido araquidónico. El ácido linoléico se encuentra constituyendo la mayor parte de los aceites
vegetales tales como maravilla, pepa de uva y maíz.
Los Omega 9 corresponden a un tipo de ácidos grasos denominados “monoinsaturados”, es
decir que tienen sólo un doble enlace en su estructura. El ácido oléico es un ácido graso
“Omega 9” y está presente en el aceite de oliva, aceitunas, almendras, avellanas, nueces y
paltas, así como también, en grasas de origen animal. [9]

9
Los aceites vegetales están constituidos principalmente (95-99% en peso) por triacilgliceroles
(triésteres), que son moléculas resultantes de la esterificación de la glicerina o glicerol (trialcohol)
con tres moléculas de ácido graso.
Los triacilgliceroles pueden ser simples o mixtos, según sean iguales o distintos los grupos
sustituyentes unidos a la molécula de glicerina. Los aceites naturales suelen ser mezclas complejas
de ambos tipos de triacilgliceroles.
Fuente: ZULLY ADRIANA HURTADO ORDOÑEZ, Análisis composicional de la torta y
aceite de semilla de Sacha Inchi cultivada en Colombia, Universidad Nacional de Colombia,
2013, p.24
Figura 3. Triglicérido: glicerol unido a tres ácidos grasos saturados e insaturados
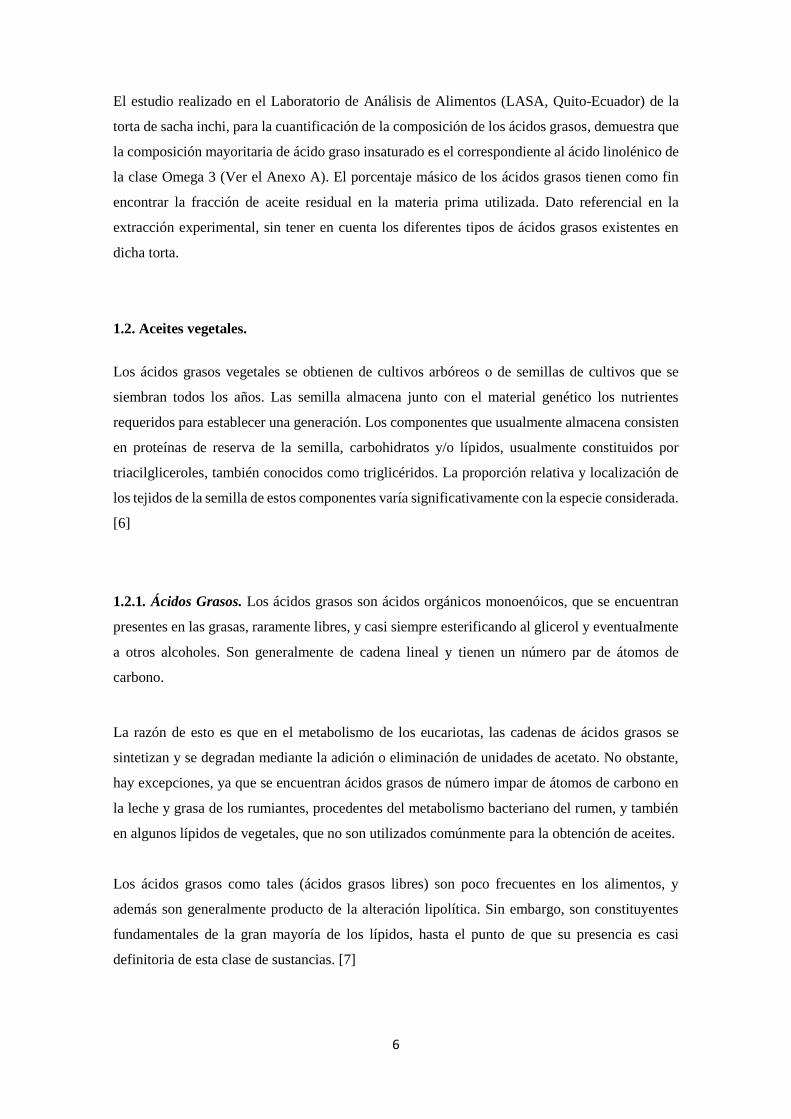
1.2.2. Propiedades físicas y químicas de los aceites vegetales. Estudios en la Universidad
Nacional de Colombia muestra las constantes fisicoquímicas del aceite de sacha inchi, los
resultados se presentan en la Tabla 4 y se compara con otros reportes de sacha inchi en Colombia
(Gutiérrez L. F., 2011), y Perú (Pascual G, 2000; Bondioli P, 2006), así como también con el
aceite de maní, girasol y oliva, por su alta demanda para consumo humano.
10
Tabla 7. Parámetros físico químicos del aceite de sacha inchi
Parámetro Presente
estudio
Gutiérrez
et al. 2011
Pascual
et al.
2000
Oliva Maní Girasol
Densidad
(g/cc) a 25°C
0,919 ±
0,02
0,918 ±
0,02 0,929 0,918 0,915 0,919
Índice de
refracción a
25°C
1,4791 1,4791 1,4801 1,4672 1,469 1,461
Viscosidad a
20 °C 35,5 ± 0,3 35,4 ± 0,4 - - - -
Índice de yodo
(g de I2/ 100g
aceite)
198,1 ±
0,7 193 ± 1 189 87 98 104
Índice de
saponificación
(mg KOH/g
aceite)
190,3 ±
0,5 185.2 ± 0,5 229,6
180,4-
190,4
182,6-
191,2 188-194
Índice de
acidez (mg
KOH/g aceite)
0,241 ±
0,005 - - - - -
Índice de
peróxidos 2 - - - - -
Punto de humo 215 ± 2 - - - - -
Beta-caroteno
IU/100g 255 - - - - -
Vitamina E
mg/ 100g 84 - - - - -
Fuente: HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla de Sacha
Inchi cultivada en Colombia, Universidad Nacional de Colombia, Colombia, 2013, p.46
La composición en ácidos grasos de los triacilgliceroles (TAGs) tiene un efecto directo en las
propiedades físicas, químicas y biológicas de las grasas dietarias. Dichos ácidos grasos en un
TAG por lo general son distintos entre sí, y pueden ser saturados, es decir todos sus enlaces C-C
en la cadena son simples, o insaturados, con presencia de dobles enlaces. Al observar los datos
de la Tabla 7 se encuentra que, debido a que la densidad y la viscosidad son propiedades físicas
de los aceites, en la mayoría de ellos no se presentan diferencias notables. [10]
1.2.3. Métodos de análisis y cuantificación de ácidos grasos. Para la determinación de la calidad
de un aceite son estrictamente necesarias la identificación y clasificación de la composición de
los ácidos grasos.

11
Debido a la complejidad de la estructura de los ácidos grasos y a la dificultad para determinar
exactamente la composición de una grasa mediante los análisis tradicionales, la cromatografía de
gases se ha convertido en una herramienta indispensable para establecer el perfil de ácidos grasos.
La cromatografía de gases es un método estandarizado por la Official Methods of Analysis
International (AOAC) en la que la muestra se volatiliza y se inyecta en la cabeza de una columna
cromatográfíca, la cual es un tubo empacado con algún polímero líquido:
Se realiza un tratamiento de la muestra para obtener un extracto concentrado con los analitos
de interés; en este caso, los triglicéridos son convertidos a ácidos grasos y luego a ésteres
simples de metanol en vez de glicerol.
La muestra se inyecta a la columna en forma líquida con un micro jeringa a través de una
membrana. Luego pasa a una cámara de vaporización instantánea situada en el cabezal de la
columna.
El flujo continuo de un gas de arrastre (helio) conduce la muestra en forma de vapor a través
de la columna y la transporta desde el inyector hasta el detector.
La columna se mantiene en un horno a temperatura constante para asegurar el movimiento
continuo y uniforme de los analitos.
Cada soluto contenido en la mezcla se mueve con su propia velocidad según sus propiedades
físicas y químicas (peso molecular, punto de ebullición, polaridad).
Los componentes y partición entran a un detector conectado a la salida de la columna. El
tiempo de apariciones cada pico identifica a cada componente de la mezcla, y el área indica la
fracción presente. [11]
Figura 4. Cromatógrafo de gases de análisis lipídicos

12
1.3. Extracción sólido líquido.
Es una operación unitaria de separación, que consiste en la disolución de un componente (o grupo
de componentes) que forman parte de un sólido, empleando un disolvente adecuado en el que es
insoluble el resto del sólido. El componente o componentes que se transfieren de la fase sólida a
la líquida reciben el nombre de soluto, mientras que el sólido insoluble se denomina inerte. [12]
1.3.1. Fundamentos. El fundamento es aprovechar diferencias de solubilidad de los sólidos en un
determinado disolvente. Es una operación con transporte de masa entre fases. Para llevar a cabo
el proceso es necesario:
Contacto del disolvente en el sólido a tratar, para disolver el componente soluble o soluto
Separación de la solución y el resto del sólido con la solución adherida al mismo.
La solución separada se denomina flujo superior o extracto y el sólido inerte acompañado de la
solución retenida por el mismo, flujo inferior o refinado. Una unidad de extracción, que recibe el
nombre de ideal o teórica cuando la solución correspondiente al extracto, tiene la misma
concentración que la retenida por el sólido en el flujo inferior. La transferencia de masa tiene
lugar en el sentido sólido-líquido y no se considera el caso inverso. [13]
1.3.2. Factores que afectan la velocidad de extracción. Los factores que influyen en la
velocidad de extracción son los siguientes:
a) Tamaño de las partículas sólidas. Evidentemente cuanto más pequeñas sean, mayor es la
superficie interfasial y más corta la longitud de los poros. Por tanto mayor es la velocidad de
transferencia. Sin embargo, tamaños excesivamente pequeños pueden hacer que las partículas
se apelmacen dificultando la extracción por la anulación del área interfasial. Se recomienda
realizarlo con sólidos granulados.
b) Naturaleza del solvente. El líquido debe ser lo más selectivo posible y se recomienda de baja
viscosidad para que penetre fácilmente en los poros del sólido.
c) Temperatura. Un aumento de la temperatura incrementa la solubilidad y aumenta los
coeficientes de transferencia de materia, por lo tanto una mayor extracción del soluto. El límite
superior se fija atendiendo a criterios de calidad del producto, criterios económicos y de
seguridad con respecto al disolvente.
13
d) Agitación del fluido. Favorece la transferencia por aumento de coeficientes de transferencia
de materia en la interface sólido-líquido. Además se evita la sedimentación y apelmazamiento
de las partículas sólidas.
1.3.3. Curvas de equilibrio.
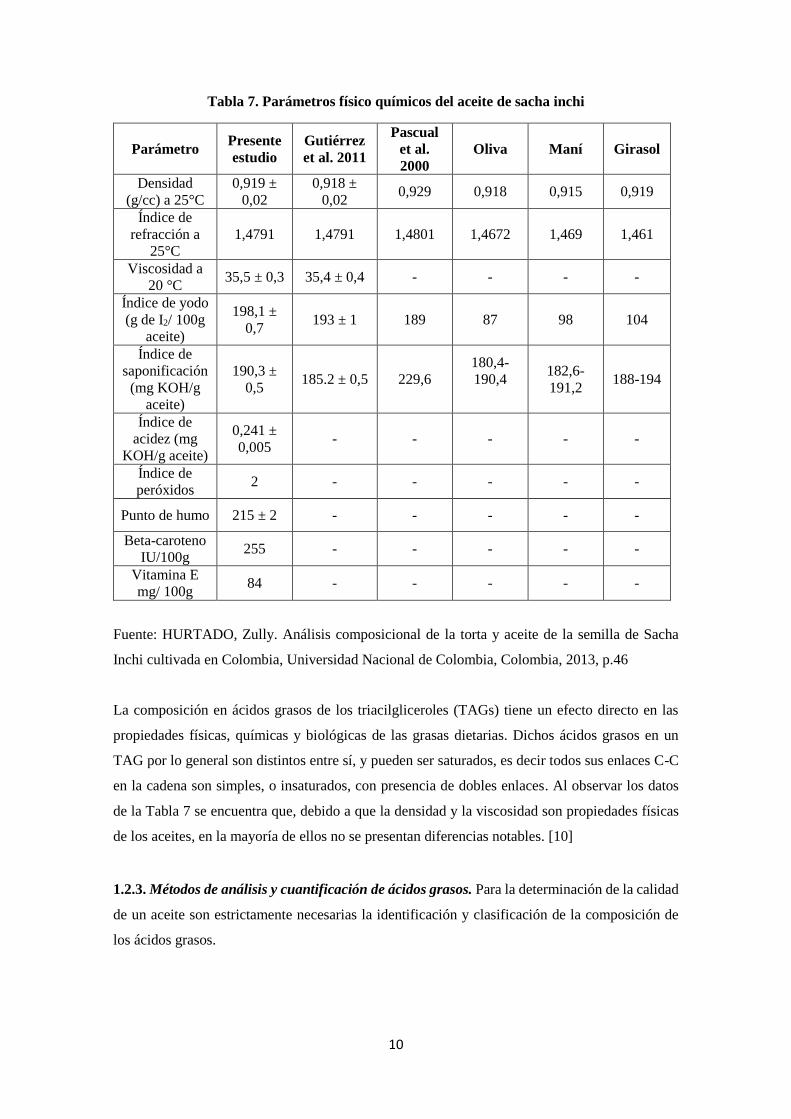
1.3.3.1. Triángulo rectángulo. Los vértices del triángulo representan componentes puros, en el
vértice del ángulo recto el sólido inerte A, en el de la derecha el componente a extraer o soluto B
y en el superior el del solvente C. En consecuencia, en el lado AB estarán las mezclas binarias de
soluto-sólido inerte, en el lado AC se encuentran las distintas proporciones de inerte y solvente,
que son inmiscibles, y en el lado CB estarán localizadas las mezclas soluto solvente, que son
miscibles en todas las proporciones. En el interior se representan las mezclas ternarias de los
componentes. [14]
Figura 5. Representación de los componentes en el triángulo rectángulo
1.3.3.2. Efecto de la saturación. La cantidad de soluto que puede disolverse estará limitada por
la saturación de la solución, que será en función de la presión y la temperatura. Prescindiendo del
efecto de la presión, solo es apreciable a presiones elevadas, se representan diagramas a una
determinada temperatura, en los siguientes casos:

14
a) Cuando el soluto está inicialmente presente como un sólido, la cantidad que de éste puede
disolverse en una cantidad dada de solvente está limitado por la solubilidad. Una solución
saturada estaría representada por un punto sobre la hipotenusa, como S en el diagrama: [15]
Figura 6. Efecto de la saturación: soluto inicialmente como un sólido
La línea AS representa todas las mezclas posibles de solución saturada y sólido inerte ya que
la solución XB/XC (fracción de soluto/fracción de solvente) permanece constante a lo largo
de esta línea. La región no saturada representa mezclas de soluciones insaturadas y sólido
inerte, si una mezcla, representada tal como el punto N es separada en fase líquido y sólido,
rendiría un sólido inerte de composición tal como O, sea sólido inerte puro, y una solución
insaturada de composición tal como N’.
La región saturada representa mezclas de sólido inerte, soluto no disuelto y solución saturada,
así ni una mezcla, representada por el punto M en esta región es separada en dos fases sólido
y líquido; se obtendría una solución saturada de composición S y una fase sólida de
composición tal como M’.
b) Cuando el soluto está presente inicialmente en forma líquida, si el soluto y el solvente son
totalmente miscibles en todas las proporciones, todo el triángulo representaría una región
insaturada y todos los puntos de la hipotenusa representarán sistemas de una sola fase líquida.
Si el soluto y el solvente no son completamente miscibles, el triángulo puede ser dividido en
3 regiones distintas tal como se indica en el diagrama a continuación: [16]

15
Figura 7. Efecto de la saturación: soluto inicialmente en forma líquida
1.3.3.3. Flujo inferior o refinado. Cuando la extracción termina, se ha llegado al equilibrio.
Posteriormente se procede a separar el flujo superior o extracto y el flujo inferior o refinado, la
cantidad de solución que quede retenida en el refinado puede ser función de la concentración de
la solución, por lo que se considera igual concentración que en el extracto. [17]
Figura 8. Representación en el diagrama triangular del flujo inferior o refinado

16
La línea EF representa la composición del refinado para varias concentraciones, y se determina
experimentalmente. El punto f sobre esta línea representa una mezcla del sólido puro A en una
solución de composición representado por g. La relación of/fg indica la cantidad de solución
retenida por el sólido inerte. Si la cantidad de solución retenida en el flujo inferior es
independiente de la concentración de la solución, la composición fraccional del flujo inferior con
respecto al sólido inerte A está representado por la línea EF’ paralela a la hipotenusa, además el
punto E representa la composición del refinado cuando la solución está a dilución infinita, es
decir, consiste prácticamente de solvente puro. Si K es la masa de la solución retenida en el flujo
inferior por unidad de masa de sólido, la coordenada al punto E está dada por: [18]
( 1 )
La ecuación de la línea EF´ es por consiguiente:
( 2 )
Si la relación de solvente o sólido inerte permanece constante, en el flujo inferior, en este caso la
línea EF sería una recta que pase a través del vértice R del triángulo, que corresponde a solvente
puro B. [10]
1.3.4. Diagrama rectangular. Debido a que en el diagrama triangular los datos suelen agruparse
hacia un extremo, resultando incómodas las lecturas, es preferible emplear un diagrama
rectangular en el que se representa en ordenadas masa de inerte por masa de solución, es decir
[𝑨
(𝑩+𝑪)] y en abscisas masa de soluto por unidad de solución, es decir [
𝑩
(𝑩+𝑪)]. En este diagrama,
para la sustancia exenta de solvente la ordenada será 𝑨
𝑪 y la abscisa valdrá la unidad. El solvente
puro tendrá un valor de cero en la abscisa y ordenada.
Considerando el sólido inerte (del que ha sido extraído todo el soluto) en contacto con la solución
(soluto y solvente), el punto representativo de este diagrama será M1. Si se deja sedimentar el
sistema, la solución que se puede separar vendrá representada por el punto E1, y los sedimentos
o lodos que contiene el sólido inerte y la solución retenida vendrá representado por el punto R1,
y la recta E1R1, será una recta de reparto que une los puntos representativos de la solución del
flujo superior y de los lodos del flujo interior. Si el sistema no ha sido sedimentado el tiempo
suficiente para que pueda separarse una solución clara o si el sólido inerte se disuelve

17
parcialmente, las soluciones pendientes o los flujos superiores estarán representados por los
puntos tales como E1' y los lados o flujos inferiores por los puntos tales como R1'. [19]
Figura 9. Representación de los componentes en el diagrama rectangular
La solución retenida por unidad de sólido inerte vendrá representada por la curva KG, que ha de
determinarse experimentalmente. Si la solución retenida por unidad de sólido inerte y constante
e independiente de la concentración el lugar geométrico de la mezcla sólido inerte, y solución
retenida será una recta paralela al eje de abscisas (recta KH). Si lo que permanece constante es la
relación solvente/sólido inerte el lugar geométrico de las mezclas sólido inerte y solución retenida,
vendrá dada por la recta HS que pasa por el punto cuyo abscisa representa la composición de la
solución retenida por el sólido inerte. Cuando todo el sólido está en la solución y la solución
retenida por el sólido inerte tiene la misma composición. La composición del flujo superior, las
rectas tales como AB, CD, etc., representan rectas ideales de reparto que pasan perpendiculares
al eje de las abscisas. Cuando no se alcanzan estas condiciones, las rectas de reparto serán AB´,
CD´, etc., en lo que los puntos B´, D´, etc., estarán a la derecha de B, D, etc. [20]
1.3.5. Métodos de cálculo: contacto sencillo.
Figura 10. Esquema de flujo para extracción sólido líquido en contacto sencillo

18
Se trata de una operación discontinua que consiste en poner en contacto íntimo todo la
alimentación en todo el solvente a emplear separando luego la solución formada del sólido en el
que queda la solución retenida. La representación de los diferentes corrientes sobre el diagrama
triangular es la siguiente, con el balance de masa respectivo: [21]
𝐹 + 𝑆 = 𝑀 = 𝐸1 + 𝑅1 ( 3 )
𝐹𝑋𝐹 + 𝑆𝑌0 = 𝑀𝑋𝑀 = 𝐸1𝑌1 + 𝑅1𝑌1 ( 4 )
𝑋𝑀 = 𝐹𝑋𝐹 + 𝑆𝑌0
𝐹 + 𝑆
( 5 )
Figura 11. Representación de las concentraciones de las corrientes de la extracción sólido
líquido en contacto sencillo
1.3.6. Transferencia de masa. La velocidad de transferencia de masa dentro del residuo poroso
es difícil de evaluar, dado que no es posible definir la forma de los canales a través de los cuales
la transferencia se llevara a cabo. Es posible, sin embargo, obtener una indicación aproximada de
la tasa de transferencia de las partículas a la mayor parte del líquido mediante una diferencia de
la concentración.
Utilizando el concepto de una película delgada de proporcionar resistencia a la transferencia, la
ecuación de transferencia de masa se puede escribir como: [22]

19
𝑑𝑀
𝑑𝑡=
𝑘′𝐴(𝐶𝑆 − 𝐶)
𝑏
( 6 )
Donde:
A: es el área de la interfase sólido-líquido,
b: es el espesor efectivo del líquido que rodea las partículas de la película,
C: es la concentración del soluto en la masa de la solución en el tiempo t,
Cs: es la concentración de la solución saturada en contacto con las partículas,
M: es la masa de soluto transferido en el tiempo t, y
k: es el coeficiente de difusión.
Para que un proceso por lotes en el que V, el volumen total de la solución se asume que se
mantiene constante, entonces:
𝑑𝑀 = 𝑉𝑑𝑐 ( 7 )
𝑑𝐶
𝑑𝑡=
𝑘 𝐴 (𝐶𝑠 − 𝐶)
𝑏 𝑉
( 8 )
El tiempo t que tarda la concentración c alcanzada de la solución a partir de la concentración
inicial Co, considerando que b y A permanecen constantes, es encontrado por la integración:
∫𝑑𝐶
𝐶𝑠 − 𝐶= ∫
𝑘 𝐴
𝑏 𝑉𝑑𝑡
𝐶
𝐶𝑜
( 9 )
ln𝐶𝑠 − 𝐶𝑜
𝐶𝑠 − 𝐶=
𝑘 𝐴
𝑏𝑉𝑡
( 10 )
El solvente puro es inicialmente usado, Co = 0, y:
1 −𝐶
𝐶𝑆= 𝑒
−(𝑘 𝐴𝑏𝑉
)𝑡
( 11 )

20
𝐶 = 𝐶𝑆(1 − 𝑒−(
𝑘𝐴𝑏𝑉
)𝑡)
( 12 )
La solución se satura con tendencia exponencial. En la mayoría de los casos el área interfasial
tiende a aumentar durante la extracción, y cuando el material soluble forma una proporción muy
alta de sólido, puede ocurrir una desintegración total y completa de las partículas.
Aunque esto se traduce en un aumento del área interfasial, la tasa de extracción probablemente se
reducirá, debido a que el libre flujo del disolvente se vería obstaculizado y el valor efectivo de b
se incrementaría.
1.3.7. Difusividad de aceites. Empleando placas de arcillas porosas, impregnadas de aceite de
soya, encontraron BOUCHER y sus colaboradores, que las velocidades de extracción,
determinadas experimentalmente, coinciden, aproximadamente, con las teóricas.
La falta de correspondencia entre las velocidades de extracción y el número de Reynolds del flujo
de disolvente, indica que la resistencia que presenta la película de líquido a la transferencia de
aceite al disolvente es el producto de sus viscosidades. [23]
𝐷𝑣 = 12,96 ∗ 10−6(μoμs)−0,46 ( 13 )
1.4. Diseño y escalamiento.
1.4.1. Cálculo de la altura de la torre. Es factible diseñar una torre de extracción sólido líquido,
pero se debe tener en cuenta enfatizar el uso de Kxa, que es el coeficiente de la película líquida
del solvente.
Si en este caso la única resistencia es la formación de la película en el líquido para la transferencia
de masa. Considere la columna que se muestra en la figura 12. La sección transversal es S, y el
volumen diferencial en la altura dZ es SdZ. Si el cambio en la velocidad de flujo molar V es
despreciable, la cantidad absorbida en la sección dZ es –VdZ, que es igual a la velocidad de
absorción multiplicada por el volumen diferencial:
−𝑉𝑑𝑥 = 𝐾𝑥𝑎(𝑥 − 𝑥∗)𝑆𝑑𝑍 ( 14 )

21
Esta ecuación se reordena para su integración, agrupando los factores constantes V, S y Kxa con
dZ e invirtiendo los límites de integración para eliminar el signo negativo: [24]
𝐾𝑥𝑎𝑆
𝑉∫ 𝑑𝑍 =
𝐾𝑥𝑎𝑆𝑍𝑇
𝑉= ∫
𝑑𝑥
𝑥 − 𝑥∗
𝑏
𝑎
( 15 )
Figura 12. Diagrama de una torre de extracción sólido líquido
1.4.1.1. Número de unidades de transferencia. La ecuación para la altura de la columna se
escribe de la manera siguiente:
𝑍𝑇 =𝐿 𝑆⁄
𝐾𝑥𝑎∫
𝑑𝑥
𝑥 − 𝑥∗
𝑏
𝑎
( 16 )
“El integral en la ecuación (15) representa el cambio en la concentración de los ácidos grasos
residuales en el solvente dividido entre la fuerza impulsadora promedio y se llama número de
unidades de transferencia (Nox). Esto es análogo al número de unidades de transferencia de calor
NH. Los subíndices muestran que Nox que se basa en la fuerza impulsadora global para el líquido.
La otra parte de la ecuación (15) tiene las unidades e longitud y se llama altura de una unidad de
transferencia (Hox). De esta manera un método sencillo de diseño consiste en determinar Nox (a
partir del diagrama yx) y multiplicarlo por Hoy, que se obtiene consultando la bibliografía o se
calcula a partir de las correlaciones de transferencia de masa.

22
𝑍𝑇 = 𝐻𝑂𝑥𝑁𝑂𝑥 ( 17 )
El número de unidades de transferencia es similar al número de etapas ideales, pero los valores
son iguales solo si la línea de operación la línea de equilibrio son rectas y paralelas, tal como se
muestran en la figura 13. Para este caso,
𝑁𝑂𝑦 = 𝑥𝑏 − 𝑥𝑎
𝑥 − 𝑥∗ ( 18 )
La altura global de una unidad de transferencia se define como la altura de una sección empacada
que se requiere para conseguir un cambio de concentración igual a la fuerza impulsadora
promedio existente en la sección. En ocasiones se dispone de valores de Hox para un sistema
particular a partir de la bibliografía o de ensayos realizados en una planta piloto, pero con
frecuencia es preciso estimarlos a partir de correlaciones empíricas para los coeficientes
individuales o las alturas individuales de una unidad de transferencia. Así como existen cuatro
tipos de unidades de transferencia, basados en las fuerzas impulsadoras individuales o globales
para las fases gaseosas o liquidas. Estos cuatro tipos son: [25]
Película gaseosa:
𝐻𝑦 =𝑉/𝑆
𝐾𝑦𝑎 𝑁𝑦 = ∫
𝑑𝑦
𝑦 − 𝑦𝑖
( 19 )
Película líquida:
𝐻𝑥 =𝐿/𝑆
𝐾𝑥𝑎 𝑁𝑥 = ∫
𝑑𝑥
𝑥𝑖 − 𝑥
( 20 )
Gas global:
𝐻𝑂𝑦 =𝑉/𝑆
𝐾𝑦𝑎 𝑁𝑂𝑦 = ∫
𝑑𝑦
𝑦 − 𝑦∗
( 21 )
Líquido global:
𝐻𝑂𝑥 =𝐿/𝑆
𝐾𝑥𝑎 𝑁𝑂𝑥 = ∫
𝑑𝑥
𝑥∗ − 𝑥
( 22 )

23
Figura 13. Curva de operación y equilibrio
1.4.2. Escalamiento. El concepto de escalamiento parte de la propia definición de medición:
Medir es designar números a las propiedades de los objetos u operaciones, de acuerdo con ciertos
criterios y reglas.
Pues bien, el escalamiento es el proceso mediante el cual se desarrollan los criterios y las reglas
de asignación numérica que determinan las unidades de medida significativas para llevar de un
tamaño dado a otro tamaño mayor o menor una operación u objeto. Escalar un proceso o equipo
es convertirlo de su escala de investigación (laboratorio o piloto) a escala industrial (producción).
Un sistema de producción es un conjunto de actividades que transforman entradas en salidas a
través de un proceso que genera valor agrado. [26]
Figura 14. La Ingeniería Química como eslabón en la industria
1.4.2.1. ¿Cómo escalar?: El paso fundamental en el escalamiento (Anaya-Durand y Gutiérrez,
1999) consiste en pasar los datos obtenidos en la planta piloto a un modelo que puede ser:
Fenomenológico: Fundamentado en algunos razonamientos teóricos pero de tipo
microscópico. No involucra consideraciones moleculares y permite hacer predicción en rangos
o intervalos de operación no estudiados experimentalmente.

24
Empírico: El cual se postula sin bases teóricas y se espera solamente que ajuste la interacción
entre los datos en el rango o intervalo de experimentación.
De semejanza: Obtenido a partir de un análisis de semejanza con respecto a analogías físicas
de tipo térmico, mecánico, geométrico, químico, etc.
1.4.2.2. Semejanza geométrica. La semejanza geométrica se define con mayor precisión en
términos de correspondencia. Considerando dos cuerpos sólidos, cada uno provisto de tres ejes
imaginarios en el espacio que los intersectan a fin de ser descritos de igual forma en todos sus
puntos en un mismo sistema de coordenadas. [27]
𝑋
𝑥=
𝑌
𝑦=
𝑍
𝑧= 𝐿
( 23 )
Dónde la relación de escalamiento lineal L es constante. Estos dos puntos y todos los demás pares
de coordenadas espaciales que están relacionados en términos de L son conocidos como puntos
correspondientes. Con esto se define que: Dos cuerpos son geométricamente similares cuando
para todo punto en el primer cuerpo existe un punto en el segundo.
𝑋
𝑥= 𝑋∗;
𝑌
𝑦= 𝑌∗;
𝑍
𝑧= 𝑍∗
Dónde: X*, Y*, y Z* son relaciones de escalamientos constantes pero no necesariamente
iguales.
1.4.2.3. Semejanza estática. La semejanza estática se presenta en los cuerpos sólidos sujetos a
esfuerzos constantes y se define de la siguiente manera: Cuerpos geométricamente similares, son
también estáticamente similares cuando al estar sujetos a esfuerzos constantes sus deformaciones
relativas son tales que permanecen geométricamente similares. [28]
𝐹 =𝐸∗
𝐿2
( 24 )
Dónde: E* = E´/E es la relación de los módulos de elasticidad entre el modelo y el prototipo. Este
modelo de semejanza es interesante en el campo de la ingeniería mecánica para medir
deformaciones elásticas y plásticas en cuerpos con miembros y estructuras de forma compleja.

25
1.4.2.4. Semejanza cinemática. Esta concepción tiene aplicación para sólidos o fluidos en
movimiento. Como en la semejanza geométrica, se implican las tres coordenadas espaciales pero,
además, se introduce en este caso la dimensión tiempo. Los tiempos se miden desde un criterio
arbitrario para cada sistema y los tiempos correspondientes se definen como a aquellos para los
cuales T es constante y se define como la relación de escala del tiempo: T = t´/ t.
Para propósitos de ingeniería es más conveniente realizar escalamientos con base en la semejanza
cinemática utilizando el concepto de correspondencia de velocidades pues a cada partícula
corresponde una velocidad determinada en un tiempo determinado. La relación entre las
velocidades correspondientes es:
𝑣′
𝑣= 𝑉 =
𝐿
𝑇 ( 25 )
En el caso de semejanza geométrica distorsionada, la relación de velocidades correspondientes
puede variar para direcciones diferentes.
1.4.2.5. Semejanza dinámica. La semejanza dinámica está relacionada con las fuerzas que
aceleran o retardan el movimiento de las masas dentro de sistemas dinámicos. Las fuerzas del
mismo tipo (por ejemplo gravitacionales) que actúan sobre determinadas partículas en tiempos
determinados se llaman fuerzas correspondientes.
Esta semejanza puede definirse de la siguiente manera: Sistemas en movimiento con semejanza
geométrica son dinámicamente similares cuando las relaciones de todas las fuerzas
correspondientes son iguales. Si las fuerzas que actúan en un punto dado son n tipos diferentes
(F1, F2, F3…..Fn) y se requiere que, de acuerdo con la ecuación: [29]
𝐹1′
𝐹1=
𝐹2′
𝐹2= ⋯
𝐹𝑛′
𝐹𝑛= 𝑐𝑡𝑒
( 26 )
1.4.2.6. Semejanza térmica. Esta semejanza involucra a los sistemas en los cuales se presenta
flujo de calor por lo que se introduce la dimensión temperatura además de la longitud, fuerza y
tiempo.
La semejanza térmica requiere que los flujos correspondientes de calor guarden una relación
constante en cada sistema. Si Hr, Hc y Hv representan cantidades de calor transferido por segundo
26
por radiación, conducción y convección, respectivamente, para tener semejanza térmica se
requiere que:
𝐻𝑟′
𝐻𝑟=
𝐻𝑐′
𝐻𝑐=
𝐻𝑣′
𝐻𝑣= 𝐶𝑡𝑒
( 27 )
En general, no es posible mantener las tres relaciones simultáneamente en todos los puntos y la
semejanza térmica puede sólo establecerse si son despreciables la conducción y la convección o
radiación. [30]

27
2. MARCO EXPERIMENTAL
2.1. Metodología.
El trabajo se desarrolla con la investigación experimental utilizando como base la investigación
bibliográfica. Previo a la extracción, se realiza un secado a 50 °C por 10 minutos para favorecer
la reunión de gotas microscópicas del aceite residual en otras gotas mayores, para que puedan
fluir más fácilmente a través de la semilla. El aceite residual se obtiene mediante extracción
sólido-líquido con un equipo Soxhlet en contacto sencillo. Se consideran los factores que afectan
la velocidad de extracción: solvente, relación solvente/sacha inchi y tiempo de extracción. Los
factores se analizan y se comprueba su influencia en la extracción de aceites residuales del residuo
del prensado de sacha inchi. Registrados en los resultados del peso del ácido graso residual
previamente separado del solvente. Previo al diseño del equipo experimental se analiza el tamaño
y esfericidad de la partícula del residuo de torta resultante de la extracción mediante el analizador
de partículas CAMSIZER XT suministrado por el laboratorio de catálisis de la Facultad de
Ingeniería Química de la Universidad Central del Ecuador, para la cuantificación del área
interfasial en el cálculo del número de unidades de altura.
2.1.1. Diseño Experimental.
Figura 15. Diagrama de flujo del proceso con etanol

28
2.1.2. Diseño factorial 32.
Solvente
Volumen 1
Volumen 2
Volumen 3
S1 S2 S3
S1 S2 S3
S1 S2 S3
Figura 16. Esquema de las experimentaciones obtenidas
Donde:
S1: Tiempo de extracción en la primera sifonada
S2: Tiempo de extracción en la segunda sifonada
S3: Tiempo de extracción en la tercera sifonada
2.2. Sustancias y Reactivos.
Torta de sacha inchi.
Agua potable (H2O).
Etanol potable 96% v/v (C2H5OH).
2.3. Materiales y Equipos.
2x Reverberos eléctricos de 1000 W.
2x Equipos de extracción. (Soxhlet Glassco R:0-150 ml)
Balanza electrónica. R= 0 - 220 g A=[0,0001 g]
Balanza electrónica. R= 0 - 10000 g A=[0,01 g]
Condensador Liebig.
Termómetro. R= -20 -250 °C A=[±1 °C]
Balón de destilación bifurcado 1000 ml.
6x Vasos de precipitación de 25 ml. A= [± 10 ml]
5x Vasos de precipitación de 250 ml. A= [± 25 ml]
29
Papel filtro.
Cinta de enmascarar.
Regla. R= 0 - 30 cm A= [± 1 mm]
Probeta. R= 50 ml A= [± 1 ml]
Jeringa de 10 ml de plástico. A= [± 0,1 ml]
2.4. Procedimiento.
2.4.1. Procedimiento para la extracción del aceite residual de sacha inchi con etanol.
Secar la muestra de torta de sacha inchi (a 50° C por 10 min).
Almacenar la muestra en refrigeración en un recipiente hermético.
Moler la muestra con un mortero hasta conseguir un grano muy fino.
Pesar 40 gramos de torta de sacha inchi.
Preparar las columnas de extracción con papel filtro y colocar la muestra de sacha inchi.
Medir 150 mililitros de etanol y colocar en un balón de destilación.
Armar el equipo Soxhlet conteniendo el cartucho de torta de sacha inchi y el solvente.
Iniciar la extracción.
Extraer el aceite residual durante 3 periodos de sifonamiento.
Detener el funcionamiento de la extracción por cada sifonamiento, obtener el solvente
utilizado y el cartucho saturado de solvente.
Pesar el cartucho después de cada sifonada para obtener la masa de solución retenida.
Llevar el extracto a destilación y obtener el peso del residuo.
Repetir el procedimiento para 200 ml y 250 ml de etanol.
Replicar todo el procedimiento para la obtención nueva de los datos.
2.4.2. Procedimiento para la separación del aceite residual.
Armar el equipo de destilación flash.
Colocar el extracto en el equipo y comenzar la destilación.
Verificar la temperatura de ebullición.
Al observar un incremento del punto de ebullición, tomar el residuo de la destilación
obtenido y llevarla a enfriamiento.
Separar la fase líquida (solución diluida) mediante una jeringa.
Realizar este procedimiento por cada sifonamiento realizado.
30
2.5. Datos experimentales.
2.5.1. Características físicas de la partícula de sacha inchi.
Tabla 8. Características del cartucho.
V, (ml) P, (g) Pc, (g) H, (cm) D, (cm)
150 40 41,9 11 5,6
200 40 43,8 11 5,6
250 40 41,5 11 5,6
Donde:
V: Volumen de solvente, [ml]
P: Masa de sacha inchi, [g]
Pc: Masa del cartucho con sacha inchi, [g]
H: Altura del cartucho, [cm]
D: Diámetro del cartucho, [cm]
Tabla 9. Características de la partícula
��, (mm) �� 𝝓𝒄 p, (g) v, (ml)
0,8 0,76 0,65
0,8521 1
0,7341 1
2,7934 3
0,6985 0,8
Donde:
��: Diámetro de la partícula de sacha inchi, [mm]
��: Esfericidad de la partícula de sacha inchi
𝜙𝑐 : Esfericidad del cartucho.
p: Masa de granos de sacha inchi, [g]
v: Volumen de grano de sacha inchi, [ml]

31
2.5.2. Características físicas del solvente, aceite y agua.
Tabla 10. Viscosidad y densidad del etanol a 55°C
vo, (ml) te, (s) Me, (g)
10
196 7,8211
198 7,8566
192 7,8813
Tabla 11. Viscosidad y densidad del aceite a 55°C
vo, (ml) ta, (s) Ma, (g)
10
1235 9,0177
1190 9,0265
1232 9,0261
Tabla 12. Datos adicionales de densidad y viscosidad del agua a 55°C
ρ, (Kg/m3) η, (Kg/m·s)
985,7 0,000504
Fuente: Segura J., Termodinámica Técnica. Edt. Reverté (1993) pág.
646
Tabla 13. Propiedades físicas del etanol y agua
vo, (ml) Te, (°C) tw, (s)
150 22 92
200 23 93
250 22 91

32
Donde:
vo: Volumen de muestra, [ml]
te: Tiempo de caída del etanol, [min]
Me: Masa de etanol en 10 ml, [g]
ta: Tiempo de caída del aceite, [min]
Ma: Masa de aceite residual, [g]
tw: Tiempo de caída del agua, [min]
Te: Temperatura del etanol. [°C]
2.5.3. Datos de la extracción de aceite residual.
Tabla 14. Extracción de aceite residual con 150 ml de etanol
Sifonada t, (s) Msr,(g) ΔMae, (g) Ve, (ml)
1 5508
5400 10,7108 1,0032
0,836 115 5292 0,6688
2 4896
4800 10,2689 0,6222
5185 125 4704 0,4148
3 5018
4920 9,7002 1,5189
1,2658 115 4821 1,0126
Tabla 15. Extracción de aceite residual con 200 ml de etanol
Sifonada t, (s) Msr, (g) ΔMae, (g) Ve, (ml)
1 5814
5700 9,3071 1,9632
1,636 115 5586 1,3088
2 4896
4800 9,9689 1,7808
1,484 125 4704 1,1872
3 5079
4980 8,6012 0,5667
0,4723 115 4880 0,3778

33
Tabla 16. Extracción de aceite residual con 250 ml de etanol
Sifonada t, (s) Msr, (g) ΔMae, (g) Ve, (ml)
1 5508
5400 7,8021 2,3314
1,9429 115 5292 1,5543
2 5691
5580 8,8002 2,2066
1,8389 125 5468 1,4711
3 4896
4800 8,5011 0,4393
0,3661 115 4704 0,2928
Donde:
Msr: Masa de solución retenida en la torta, [g]
ΔMae: Masa de aceite residual extraída, [g]
Ve: Volumen de solvente recuperado, [ml]

34
3. CÁLCULOS Y DISEÑO DEL EQUIPO EXPERIMENTAL
3.1. Cálculo de la difusividad del aceite residual.
3.1.1. Cálculo de la constante del viscosímetro de Ostwald.
𝑡𝑤 = 𝑡𝑤1 + 𝑡𝑤2 + 𝑡𝑤3
3
( 28 )
𝑡𝑤 =92 + 93 + 91
3
𝑡𝑤 = 92 𝑠
𝜂𝐻2𝑂 = 𝑘′ ∗ 𝜌𝐻2𝑂 ∗ 𝑡𝑤 ( 29 )
𝑘′ =𝜂𝐻2𝑂
𝜌𝐻2𝑂 ∗ 𝑡𝑤
( 30 )
𝑘′ =0,00504
0,9857 ∗ 92
𝑘′ = 5,5577 ∗ 10−5
Donde:
𝑡𝑤 : 𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑐𝑎𝑖𝑑𝑎 𝑑𝑒 𝑎𝑔𝑢𝑎, [𝑠]
𝑘′: 𝐶𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒𝑙 𝑒𝑞𝑢𝑖𝑝𝑜 𝑑𝑒 𝑂𝑠𝑡𝑤𝑎𝑙𝑑 [𝑐𝑚2/𝑠2]

35
3.1.2. Cálculo de la viscosidad y densidad del etanol.
𝑀𝑒 = 𝑀𝑒1 + 𝑀𝑒2 + 𝑀𝑒3
3
( 31 )
𝑀𝑒 = 7,8511 + 7,8566 + 7,8813
3
𝑀𝑒 = 7,853 𝑔
ρ𝑒 =𝑀𝑒
𝑣
( 32 )
ρ𝑒 =7,853
10
ρ𝑒 = 0,7853 g/𝑐𝑚3
𝑡�� = 𝑡𝑒1 + 𝑡𝑒2 + 𝑡𝑒3
3
( 33 )
𝑡�� = 195 𝑠
𝜂𝑒𝑡𝑎𝑛𝑜𝑙 = 𝑘′ ∗ 𝜌𝑒𝑡𝑎𝑛𝑜𝑙 ∗ 𝑡�� ( 34 )
𝜂𝑒𝑡𝑎𝑛𝑜𝑙 = 5,5577 ∗ 10−5 ∗ 0,7853 ∗ 195
𝜂𝑒𝑡𝑎𝑛𝑜𝑙 = 8,511 ∗ 10−3 𝑔/(𝑐𝑚 · s)
Donde:
𝑀𝑒 : 𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑑𝑒 𝑒𝑡𝑎𝑛𝑜𝑙, [𝑔 𝑎𝑐𝑒𝑖𝑡𝑒]
𝑡��: 𝑃𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒𝑠𝑐𝑒𝑛𝑠𝑜 𝑑𝑒𝑙 𝑒𝑡𝑎𝑛𝑜𝑙, [s]
𝜂𝑒𝑡𝑎𝑛𝑜𝑙: 𝑉𝑖𝑠𝑐𝑜𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑒𝑡𝑎𝑛𝑜𝑙, [𝑔
𝑐𝑚. 𝑠]
36
3.1.3. Cálculo de la viscosidad y densidad del aceite residual.
𝑀𝑎 = 𝑀𝑎1 + 𝑀𝑎2 + 𝑀𝑎3
3
( 35 )
𝑀𝑎 = 9,0177 + 9,0265 + 9,0261
3
𝑀𝑎 = 9,0234 𝑔
ρ𝑎 =𝑀𝑎
𝑣=
9,0234
10
ρ𝑎 = 0,9023 g/𝑐𝑚3
𝑡𝑎 = 𝑡𝑎1 + 𝑡𝑎2 + 𝑡𝑎3
3
( 36 )
𝑡𝑎 =1235 + 1190 + 1232
3
𝑡𝑎 = 1219 𝑠
𝜂𝑎𝑐𝑒𝑖𝑡𝑒 = 𝑘′ ∗ 𝜌𝑎𝑐𝑒𝑖𝑡𝑒 ∗ 𝑡𝑎 ( 37 )
𝜂𝑎𝑐𝑒𝑖𝑡𝑒 = 5,5577 ∗ 10−5 ∗ 0,9023 ∗ 1219
𝜂𝑎𝑐𝑒𝑖𝑡𝑒 = 61,1297 ∗ 10−3 𝑔/(𝑐𝑚 · s)
Donde:
𝑀𝑎 : 𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑚𝑎𝑠𝑎 𝑑𝑒𝑙 𝑎𝑐𝑒𝑖𝑡𝑒 𝑟𝑒𝑠𝑖𝑑𝑢𝑎𝑙, [𝑔 𝑎𝑐𝑒𝑖𝑡𝑒]
𝑡𝑎: 𝑃𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒𝑠𝑐𝑒𝑛𝑠𝑜 𝑑𝑒𝑙 𝑎𝑐𝑒𝑖𝑡𝑒 𝑟𝑒𝑠𝑖𝑑𝑢𝑎𝑙, [s]
𝜂𝑎𝑐𝑒𝑖𝑡𝑒: 𝑉𝑖𝑠𝑐𝑜𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑒𝑡𝑎𝑛𝑜𝑙 , [𝑔
𝑐𝑚. 𝑠]

37
3.1.4. Difusividad de la torta de sacha inchi al etanol.
𝐷𝑣 = 12,96 ∗ 10−6 ∗ (𝜂𝑎𝑐𝑒𝑖𝑡𝑒𝜂𝑒𝑡𝑎𝑛𝑜𝑙)−0,46 ( 38 )
𝐷𝑣 = 12,96 ∗ 10−6 ∗ (6,1129 ∗ 0,8511)−0,46
𝐷𝑣 = 6,0693 ∗ 10−6 𝑚2/𝑠
3.2. Cálculo del peso molecular del aceite residual.
Tabla 17. Composición química del aceite residual de sacha inchi
Compuesto Fórmula M (g/mol) %Moles
Ácido láurico C12H24O2 200,32 0,07
Ácido mirístico C14H28O2 228,37 0,26
Ácido pentadecanóico C15H30O2 242,4 0,03
Ácido palmítico C16H32O2 256,42 4,84
Ácido heptadecanóico C17H34O2 270,45 0,09
Ácido esteárico C18H36O2 284,47 2,83
Ácido araquídico C20H40O2 312,53 0,05
Ácido behénico C22H44O2 340,58 0,04
Ácido palmitoléico C16H30O2 254,4 0,28
Ácido eláidico C18H34O2 282,46 0,04
Ácido oléico C18H34O2 282,46 5,85
Ácido linoléico C18H32O2 280,44 18,25
Ácido linolénico C18H30O2 278,46 67,35
Fuente: LASA. Laboratorio de Análisis de Alimentos y Productos Procesados, Composición
físico química de la torta de sacha inchi, Quito, Marzo, 2015.
Composición físico química de la torta de sacha inchi.
𝑃𝑀 = ∑ 𝑀𝑖 ∗ 𝑋𝑖 ( 39 )

38
𝑃𝑀 = (200,32 ∗ 0,0007) + (228,37 ∗ 0,0026) + (242,4 ∗ 0,0003) + (256,42 ∗ 0,0484)
+ (270,45 ∗ 0,0009) + (284,47 ∗ 0,0283) + (312,53 ∗ 0,0005)
+ (340,58 ∗ 0,0004) + (254,4 ∗ 0,0028) + (282,46 ∗ 0,0004)
+ (282,46 ∗ 0,0585) + (280,44 ∗ 0,1825) + (278,46 ∗ 0,6735)
𝑃𝑀 = 277,87 𝑔/𝑚𝑜𝑙
3.3. Cálculo de la concentración molar de la solución de aceite residual en etanol.
𝐶𝑎 =𝑛𝑎
𝑉𝑠=
𝑚𝑎
𝑉𝑠 ∗ 𝑃𝑀
( 40 )
𝐶𝑎 =0,8360
150 ∗ 277,87∗ 1000
𝐶𝑎 = 0,02 𝑚𝑜𝑙/𝐿
3.4. Cálculo de coeficiente de masa para los volúmenes de etanol.
3.4.1. Cálculo del coeficiente para 150 ml.
Para la obtención del coeficiente es necesario realizar la gráfica Ln (Caf-Cai) =f (tiempo)
y = Ln (Caf − Cai) ( 41 )
𝑦 = 𝐿𝑛 ( 0,02 − 0)
𝑦 = 3,9091
𝑥 = 5400 𝑠
39
3.4.2. Cálculo del coeficiente para 200 ml.
Para la obtención del coeficiente es necesario realizar la gráfica Ln (Caf-Cai) =f (tiempo)
y = Ln (Caf − Cai)
𝑦 = 𝐿𝑛 ( 0,0294 − 0)
𝑦 = 3,5254
𝑥 = 5400 𝑠
3.4.3. Cálculo del coeficiente para 250 ml.
Para la obtención del coeficiente es necesario realizar la gráfica Ln (Caf-Cai) =f (tiempo)
y = Ln (Caf − Cai)
𝑦 = 𝐿𝑛 ( 0,0279 − 0)
𝑦 = 3,5766
𝑥 = 5400 𝑠
3.5. Cálculo del área superficial de la partícula.
𝐴 = 𝜙𝑐 ∗ 𝜋 ∗ 𝐷2 ( 42 )
𝐴 = 0,76 ∗ 𝜋 ∗ (0,0008)2
𝐴 = 1,53 𝑚𝑚2 = 1,53 ∗ 10−6 𝑚2

40
𝑉 =�� ∗ 𝜋 ∗ ��3
6
( 43 )
𝑉 =0,76 ∗ 𝜋 ∗ (0,0008)3
6
𝑉 = 0,20374 𝑚𝑚3 = 2,037 ∗ 10−10 𝑚3
𝒶 =𝐴
𝑉
( 44 )
𝒶 =1,53 ∗ 10−6 𝑚2
2,037 ∗ 10−10𝑚3
𝒶 = 7500 𝑚−1
Donde:
A: Superficie de la partícula de sacha inchi, [m2]
V: Volumen de la partícula de sacha inchi, [m3]
a: Área superficial de la partícula de sacha inchi, [m-1]
3.6. Realización de la curva de solución retenida.
3.6.1. Cálculo de la masa promedio retenida en el cartucho para cada sifonada.
𝑀𝑠𝑟1 = (𝑀𝑠𝑟150 + 𝑀𝑟𝑠200 + 𝑀𝑟𝑠250) 3⁄ ( 45 )
𝑀𝑠𝑟1 = (10,7108 + 9,3 + 7,8) 3⁄
𝑀𝑠𝑟1 = 9,2702 𝑔

41
3.6.2. Cálculo de la fracción de soluto y solvente retenidos en la primera sifonada.
𝑆𝑟 = 𝑀𝑟𝑠
(1 − 0,119) ∗ 𝑃
( 46 )
𝑆𝑟 =9,2702
(1 − 0,119) ∗ 40
𝑆𝑟 = 0,2607 𝑔𝑠𝑜𝑙/𝑔𝑖𝑛𝑒𝑟𝑡𝑒
𝐴𝑟 = 𝑀𝑎𝑒
(1 − 0,119) ∗ 𝑃
( 47 )
𝐴𝑟 =0,8360
(1 − 0,119) ∗ 40
𝐴𝑟 = 0,0237 𝑔𝑎𝑐𝑒𝑖𝑡𝑒 /𝑔𝑖𝑛𝑒𝑟𝑡𝑒
𝑆𝑒 = 𝑆𝑟 − 𝐴𝑟 ( 48 )
𝑆𝑒 = 0,2607 − 0,0237
𝑆𝑒 = 0,2369 𝑔𝑒𝑡𝑎𝑛𝑜𝑙 /𝑔𝑖𝑛𝑒𝑟𝑡𝑒
𝑇𝑜𝑡𝑎𝑙 =𝐼𝑛𝑒𝑟𝑡𝑒 + 𝑀𝑟𝑠
𝐼𝑛𝑒𝑟𝑡𝑒
( 49 )
𝑇𝑜𝑡𝑎𝑙 = 1 + 𝑆𝑟 ( 50 )
𝑇𝑜𝑡𝑎𝑙 = 1 + 0,2607
𝑇𝑜𝑡𝑎𝑙 = 1,2607 𝑔𝑡𝑜𝑡𝑎𝑙𝑒𝑠/𝑔𝑖𝑛𝑒𝑟𝑡𝑒

42
𝑋𝑠 = 𝐴𝑟
𝑇𝑜𝑡𝑎𝑙
( 51 )
𝑋𝑠 =0,0237
1,2607
𝑋𝑠 = 0,0188
𝑋𝐷 = 𝑆𝑒
𝑇𝑜𝑡𝑎𝑙
( 52 )
𝑋𝐷 = 0,2369
1,2607
𝑋𝐷 = 0,2369
1,2607
Donde:
𝑀𝑟𝑠 : Masa de solución retenida por la muestra de torta, [g solución]
Sr: solución retenida por masa de inerte, [g solución/g inerte]
Ar: masa de aceite retenido por solido inerte, [g aceite /g inerte]
Se: masa de solvente retenido por solido inerte, [g solvente /g inerte]
Xs: Fracción de aceite residual en la muestra húmeda, [g aceite /g total]
XD: Fracción de solvente en la muestra húmeda, [g etanol /g total]
3.7. Rendimiento y el coeficiente de transferencia de masa de la extracción.
3.7.1. Cálculo del rendimiento y coeficiente de masa para 150 ml.
%𝑅𝑒𝑛 = ∑ 𝛥𝑀𝑎𝑒
𝑊 ∗ 𝑃
( 53 )

43
%𝑅𝑒𝑛 = 2,6203 𝑔𝑎𝑐𝑒𝑖𝑡𝑒
0,119 ∗ 40 𝑔𝑎𝑐𝑒𝑖𝑡𝑒
%𝑅𝑒𝑛 = 55,04
De la pendiente de la curva resultante (Ver literal 7.2)
𝐾𝑐 = (6 ∗ 10−8 ∗ 𝑇 − 0,0005) ∗𝑉
𝐴
( 54 )
𝐾𝑐 = (6 ∗ 10−8 ∗ 15120 − 0,0005) ∗0,00015
0,039
𝐾𝑐 = 2,6102 ∗ 10−6 𝑚/𝑠
3.8. Dimensionamiento del equipo de laboratorio.
3.8.1. Realización de la curva de operación del proceso de extracción.
3.8.1.1. Balance de masa en la entrada del extractor.
Para la salida del solvente
𝐴𝑒𝑓 = ∑ 𝑀𝑎𝑒𝑖
𝑛
𝑖=1
( 55 )
𝐴𝑒𝑓 = 1,9429 + 1,8389 + 0,3661
𝐴𝑒𝑓 = 4,1479 𝑔
44
𝑆𝑜𝑐 = (𝑉 ∗ ρ𝑒) − ∑ 𝑆𝑒 ∗ 𝐼𝑛𝑒𝑟𝑡𝑒
𝑛
𝑖=1
( 56 )
𝑆𝑜𝑐 = (250 ∗ 0,7853) − [(0,2079 + 0,1673 + 0,1358) ∗ (40 ∗ (1 − 0,119)]
𝑆𝑜𝑐 = 178,3173 𝑔
𝑌𝑎 =𝐴𝑒𝑓
𝑆𝑜𝑐 + 𝐴𝑒𝑓
( 57 )
𝑌𝑎 =4,1479
178,3173 + 4,1479
𝑌𝑎 = 0,0227 𝑔𝑎𝑐𝑒𝑖𝑡𝑒/𝑔𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛
𝐿𝑎 = 𝑆𝑜𝑐 + 𝐴𝑒𝑓 ( 58 )
𝐿𝑎 = 178,3173 + 4,1479
𝐿𝑎 = 182,4652 𝑔 𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛
Donde:
Aef: Masa de aceite extraído de la muestra de torta de sacha inchi, [g aceite]
Soc: Masa de solvente saliente del extractor, [g etanol]
Ya: Fracción de aceite a la salida del extractor, [g aceite/g solución]
La: Masa total de solución a la salida del extractor, [g solución]
Para la entrada de sólido
𝐴𝑒𝑖 = 𝑊 ∗ 𝑃 ( 59 )
𝐴𝑒𝑖 = (0,119 ∗ 40)

45
𝐴𝑒𝑖 = 4,76 𝑔𝑎𝑐𝑒𝑖𝑡𝑒
𝑋𝑎 =𝐴𝑒𝑖
𝑃= 𝑊
( 60 )
𝑋𝑎 = 0,119 𝑔𝑎𝑐𝑒𝑖𝑡𝑒/𝑔𝑠𝑜𝑙𝑖𝑑𝑜𝑠
𝑆𝑎 = 𝑃 ( 61 )
𝑆𝑎 = 40 𝑔𝑠𝑜𝑙𝑖𝑑𝑜𝑠
Donde:
Aei: Masa de aceite en la entrada del extractor, [g aceite]
Xa: Fracción de aceite en la torta de sacha inchi, [g aceite/g torta]
Sa: Masa de muestra de sacha inchi, [g torta]
3.8.1.2. Balance de masa en la salida del extractor.
Para la entrada del solvente
𝑌𝑏 = 0 𝑔𝑎𝑐𝑒𝑖𝑡𝑒/𝑔𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛
𝐿𝑏 = 𝑉 ∗ ρ𝑒 ( 62 )
𝐿𝑏 = 250 ∗ 0,7853
𝐿𝑏 = 196,325 𝑔𝑒𝑡𝑎𝑛𝑜𝑙
Para la salida del sólido
𝐴𝑒 = 𝐴𝑒𝑖 − 𝐴𝑒𝑓 ( 63 )
𝐴𝑒 = 4,76 − 4,1479
46
𝐴𝑒 = 0,6121 𝑔𝑎𝑐𝑒𝑖𝑡𝑒
𝑆𝑟𝑒𝑡 = ∑ 𝑆𝑒 ∗ 𝐼𝑛𝑒𝑟𝑡𝑒
𝑛
𝑖=1
( 64 )
𝑆𝑟𝑒𝑡 = (0,2079 + 0,1673 + 0,1358) ∗ (40 ∗ (1 − 0,119)
𝑆𝑟𝑒𝑡 = 18,0076 𝑔𝑒𝑡𝑎𝑛𝑜𝑙
𝑋𝑏 =𝐴𝑒
𝐴𝑒 + 𝑆𝑟𝑒𝑡 + 𝐼𝑛𝑒𝑟𝑡𝑒
( 65 )
𝑋𝑏 =0,6121
0,6121 + 18,0076 + (40 ∗ (1 − 0,119)
𝑋𝑏 = 0,0114 𝑔𝑎𝑐𝑒𝑖𝑡𝑒/𝑔𝑠ó𝑙𝑖𝑑𝑜𝑠
𝐿𝑏 = 𝑆𝑟𝑒𝑡 + 𝐴𝑒 + 𝐼𝑛𝑒𝑟𝑡𝑒 ( 66 )
𝐿𝑏 = 18,0076 + 0,6121 + 35,24
𝐿𝑏 = 53,8597 𝑔𝑠ó𝑙𝑖𝑑𝑜𝑠
Donde:
Yb: Fracción de aceite en el solvente en la entrada del extractor, [g aceite/g solución]
Ae: Variación de Aceite residual restante de entrada y salida, [g aceite]
Sret: Suma de las masas de solvente retenidas en la muestra, [g etanol]
Xb: Fracción de aceite restante a la salida del extractor, [g aceite/g torta]
Lb: Masa de muestra total de torta húmeda, [g torta]
3.8.1.3. Balance de masa en el cuerpo del extractor.
𝐴𝑒 = 𝐴𝑒𝑖 − 𝑀𝑎𝑒 ( 67 )
47
𝐴𝑒 = 4,76 − 1,9429
𝐴𝑒 = 2,8171 𝑔𝑎𝑐𝑒𝑖𝑡𝑒
𝑆𝑟𝑒𝑡 = ∑ 𝑆𝑒 ∗ 𝐼𝑛𝑒𝑟𝑡𝑒
𝑛
𝑖=1
( 68 )
𝑆𝑟𝑒𝑡 = (0,1673 + 0,1358) ∗ (40 ∗ (1 − 0,119)
𝑆𝑟𝑒𝑡 = 10,6812 𝑔𝑒𝑡𝑎𝑛𝑜𝑙
𝑋𝑛 =𝐴𝑒
𝐴𝑒 + 𝑆𝑟𝑒𝑡 + 𝐼𝑛𝑒𝑟𝑡𝑒
( 69 )
𝑋𝑛 =2,8171
2,8171 + 10,6812 + (40 ∗ (1 − 0,119)
𝑋𝑛 = 0,062
𝑆𝑛 = 𝑆𝑟𝑒𝑡 + 𝐴𝑒 + 𝐼𝑛𝑒𝑟𝑡𝑒 ( 70 )
𝑆𝑛 = 48,7383
𝐿𝑛+1 = (𝑉 ∗ ρ𝑒) − 𝑆𝑟𝑒𝑡 + 𝐴𝑒 ( 71 )
𝐿𝑛+1 = 196,325 − [(0,1673 + 0,1358) ∗ (40 ∗ (1 − 0,119)] + 2,8171
𝐿𝑛+1 = 189,4256 𝑔𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛
𝑌𝑛+1 = (𝐿𝑎 ∗ 𝑌𝑎 + 𝑆𝑛 ∗ 𝑋𝑛 − 𝑆𝑎 ∗ 𝑋𝑎)/𝐿𝑛+1 ( 72 )
𝑌𝑛+1 = (182,4652 ∗ 0,0227 + 0,0578 ∗ 48,7383 − 40 ∗ 0,119)/189,4256
𝑌𝑛+1 = 0,0114 𝑔𝑎𝑐𝑒𝑖𝑡𝑒/𝑔𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛

48
Donde:
Yn+1: Fracción de aceite en el solvente en la sección de la columna n+1, [g aceite/g solución]
Xn: Fracción de aceite en la torta en una sección de la columna n, [g aceite/g torta]
3.9. Cálculo de la superficie de contacto.
𝜌𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 =𝑝
𝑣
𝜌𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 =0,8521
1
𝜌𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 = 0,8521 𝑔/𝑚𝑙
𝜌𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 =0,8521 + 0,7341 + 0,9311 + 0,8731
4
𝜌𝑝𝑎𝑟𝑡𝑖𝑐𝑢𝑙𝑎 = 0,8476 𝑔/𝑚𝑙
Vol𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 =𝑃
𝜌𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎
Vol𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 =40
0,8476
Vol𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 = 47,19 𝑚𝑙 = 4,72 ∗ 10−5𝑚3
𝑆 = 𝑎 ∗ 𝑉𝑜𝑙 ( 73 )
𝑆 = 7500 ∗ 4,72 ∗ 10−5
𝑆 = 0,3539 𝑚2

49
3.10. Cálculo del número de unidades de transferencia.
𝑁𝑂𝑥 = ∫𝑑𝑥
𝑥 − 𝑥∗
𝑏
𝑎
( 74 )
𝑁𝑂𝑥 =𝑥𝑏 − 𝑥𝑎
∆𝑥𝐿
( 75 )
∆𝑥𝐿 =
∆𝑥𝑏−∆𝑥𝑎
𝐿𝑛∆𝑥𝑏∆𝑥𝑎
( 76 )
∆𝑥𝐿 =
(0,119 − 0,024) − (0,0113 − 0)
𝐿𝑛(0,119 − 0,024)
(0,0113 − 0)
∆𝑥𝐿 = 0,0393
𝑁𝑂𝑥 =0,119 − 0,0113
0,0393
𝑁𝑂𝑥 = 2,7404
3.11. Cálculo del número de unidades de altura.
𝑉𝑠 = 𝑃
𝜌𝑆
( 77 )
𝑉𝑠 =40
0,8476
𝑉𝑠 = 47,1912 𝑚𝑙 = 4,7191 ∗ 10−5 𝑚3
𝑛 =𝑉𝑠
𝑉
( 78 )

50
𝑛 =0,11 ∗ 4,7191 ∗ 10−5
2,037 ∗ 10−10
𝑛 = 2,55 ∗ 105
𝐿 =250 𝑐𝑚3
4,3 ℎ∗
1𝑚3
(100)3𝑐𝑚3∗
785,3 𝐾𝑔
1 𝑚3∗
1 𝐾𝑔. 𝑚𝑜𝑙
46,06 𝐾𝑔
𝐿 = 0,00101 𝐾𝑔𝑚𝑜𝑙
ℎ= 0,00028 𝑚𝑜𝑙/𝑠
𝑉 = 250 𝑚𝑙 = 0,00025 𝑚3
𝐴𝑟 = 𝑛 ∗ 𝑆 ( 79 )
𝐴𝑟 = 2,55 ∗ 105 ∗ 1,53 ∗ 10−6 = 0,039 𝑚2
𝐾𝑐 = 2,8661 ∗ 10−6 𝑚/𝑠
𝐽𝑎 = 𝐾𝑐 ∗ (𝐶𝑎 − 𝐶𝑎𝑜) ( 80 )
𝐽𝑎 = 𝐾𝑥 ∗ (𝑋𝑎 − 𝑋𝑎𝑜) ( 81 )
𝐾𝑥 =𝐾𝑐 ∗ (𝐶𝑎 − 𝐶𝑎𝑜)
(𝑋𝑎 − 𝑋𝑎𝑜)
( 82 )
𝐾𝑥 = 2,866 ∗ 10−6 ∗ (0,0279 − 0,0052)
(0,119 − 0,0113)
𝐾𝑥 = 8,447 ∗ 10−7𝑚𝑜𝑙
𝑠 ∗ 𝑚2
51
𝐻𝑂𝑥 =𝐿/𝑆
𝐾𝑥𝑎
( 83 )
𝐻𝑂𝑥 =0,00028
8,447 ∗ 10−7 ∗ 7500 ∗ 0,3539
𝐻𝑂𝑥 = 0,1257 𝑚
𝐻𝑇 = 𝐻𝑂𝑥 ∗ 𝑁𝑂𝑥 ( 84 )
𝐻𝑇 = (0,1257 ) ∗ (2,7404)
𝐻𝑇 = 0,3445 𝑚 = 34,45𝑐𝑚 ≅ 35 𝑐𝑚
𝐻𝐸 = 1,2 ∗ 35 = 42 𝑐𝑚
Donde:
Vs: Volumen de la muestra solida de torta de sacha inchi, [m3]
n: número de partículas con el diámetro de 0,8 mm
L: flujo molar de solvente dentro del extractor, [mol/s]
Ar: Área superficial de las partículas sólidas a 0,8 mm de diámetro, [m2]
V: volumen de solvente, [m3]
Kx: Coeficiente global de transporte de masa, [mol/m2 s]
Kc: Coeficiente global de transporte de masa, [m/s]
Hox: Número de unidades de altura, [m]
3.12. Criterios de escalamiento y equipamiento.
Tabla 18. Características del extractor diseñado
Dimensión Valor Unidad
Diámetro 5,8 cm
Altura 42 cm
Masa 40 g
Volumen de solvente 250 cm3
Tiempo de residencia 15600 s
4,33 h
Temperatura 55 °C
Para el criterio se basa en la producción diaria de residuo de torta de sacha inchi de 15 kg.

52
𝑚𝑟 =15000
3= 5000 𝑘𝑔/𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
𝑚𝑝
𝑚𝑟=
𝑚𝑝
𝑃= 𝐾
( 85 )
5000
40= 125
Semejanza geométrica
(𝑫𝒑
𝑫𝒓)
𝟐
(𝑯𝒑
𝑯𝒓) = 𝑲
( 86 )
Criterio experimental Hp= 6*Dp
(𝐷𝑝
𝐷𝑟)
2
(6 ∗ 𝐷𝑝
𝐻𝑟) = 𝐾
( 87 )
𝐷𝑝 = √𝐾 ∗ 𝐷𝑟2 ∗ 𝐻𝑟
6
3
( 88 )
𝐷𝑝 = √125 ∗ 5,82 ∗ 49
6
3
𝐷𝑝 = 30,876 𝑐𝑚 ≅ 31 𝑐𝑚
𝐻𝑝 = 185,25 𝑐𝑚 ≅ 185 𝑐𝑚
Semejanza másica
(𝑩𝑷
𝑷) = (
𝑳𝑷
𝑳) = (
𝑽𝒑
𝑽)
( 89 )
De la conversión de unidades de L= 0,0467 kg/h

53
(5
0,040) =
𝐿𝑝
0,0467= (
𝑉𝑝
250)
𝐿𝑝 = 5,8375 𝐾𝑔
ℎ= 7,4334
𝐿
ℎ
Proceso tipo Bach
𝑉𝑝 = 31,2 𝐿
Semejanza térmica
𝑯𝒓 = 𝑳 ∗ 𝑪𝒑 ∗ (∆𝑻) ( 90 )
𝐻𝑟 = 44,74 ∗ 2,44 ∗ (55 − 22)
𝐻𝑟 = 3602,5 𝐽
ℎ= 860,4
𝐶𝑎𝑙
ℎ
𝑯 = 𝑳𝒑 ∗ 𝑪𝒑 ∗ (∆𝑻) ( 91 )
𝐻 = 5837,5 ∗ 2,44 ∗ (55 − 22)
𝐻 = 470035,5 𝐽
ℎ= 112266,05
𝐶𝑎𝑙
ℎ
Donde:
mp: Masa requerida para el escalamiento, [g]
V: Volumen del equipo de laboratorio, [ml]
Vp: Volumen sugerido del prototipo, [L]
Lp: Caudal sugerido para el prototipo, [L/h]
Dp: Diámetro del prototipo, [cm]
Hp: Altura del prototipo, [cm]
Bp: Peso de materia prima del prototipo, [g]
H: Calor necesario para el solvente en el prototipo, [Cal/h]

54
3.13. Análisis anova multifactorial.
Tabla 19. Ecuaciones para la comparación de medias varianzas
Fuente de
variación
Suma de
cuadrados
Grados de
libertad Cuadrado medio Fo
Tratamientos A 𝑆𝑆𝐴 𝑎 − 1 𝑀𝑆𝐴 =
𝑆𝑆𝐴
𝑎 − 1 𝐹𝑜 =
𝑀𝑆𝐴
𝑀𝑆𝐸
Tratamientos B 𝑆𝑆𝐵 𝑏 − 1 𝑀𝑆𝐵 =
𝑆𝑆𝐵
𝑏 − 1 𝐹𝑜 =
𝑀𝑆𝐵
𝑀𝑆𝐸
Interacción 𝑆𝑆𝐴𝐵 (𝑎 − 1)(𝑏 − 1) 𝑀𝑆𝐴𝐵 =
𝑆𝑆𝐴𝐵
(𝑎 − 1)(𝑏 − 1) 𝐹𝑜 =
𝑀𝑆𝐴𝐵
𝑀𝑆𝐸
Error 𝑆𝑆𝐸 𝑎𝑏(𝑎 − 1) 𝑀𝑆𝐸 =
𝑆𝑆𝐸
𝑎𝑏(𝑎 − 1)
Total 𝑆𝑆𝑇 𝑎𝑏𝑛 − 1
Fuente: MONTGOMERY, Douglas. Diseño y análisis de experimentos. Editorial Limusa
Wiley, Segunda Edición, 2005, p. 455
𝑆𝑆𝑇 = ∑ ∑ ∑ 𝑦𝑖𝑗𝑘2
𝑛
𝑘=1
𝑏
𝑗=1
𝑎
𝑖=1
−𝑦2
𝑎𝑏𝑛
( 92 )
𝑆𝑆𝐴 =1
𝑏𝑛∑ 𝑦𝑖
2
𝑎
𝑖=1
−𝑦2
𝑎𝑏𝑛
( 93 )
𝑆𝑆𝐵 =1
𝑎𝑛∑ 𝑦𝑗
2
𝑏
𝑗=1
−𝑦2
𝑎𝑏𝑛
( 94 )
𝑆𝑆𝑆𝑢𝑏𝑡𝑜𝑡𝑎𝑙𝑒𝑠 =1
𝑛∑ ∑ 𝑦𝑖𝑗
2
𝑏
𝑗=1
𝑎
𝑖=1
−𝑦2
𝑎𝑏𝑛
( 95 )
𝑆𝑆𝐴𝐵 = 𝑆𝑆𝑆𝑢𝑏𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 𝑆𝑆𝐴 − 𝑆𝑆𝐵 ( 96 )
𝑆𝑆𝐸 = 𝑆𝑆𝑇 − 𝑆𝑆𝐴𝐵 − 𝑆𝑆𝐴 − 𝑆𝑆𝐵 ( 97 )

55
4. RESULTADOS DE LA OPERACIÓN DEL EQUIPO EXPERIMENTAL
4.1. Concentración molar de la solución de aceite residual en etanol.
Tabla 20. Concentración a diferentes volúmenes de etanol
V, (ml) Sifonada T, (s) Ca, (mol/L)
150
1 5400 0,0200
2 4800 0,0324
3 4920 0,0628
200
1 5700 0,0294
2 4800 0,0561
3 4980 0,0646
250
1 5400 0,0279
2 5580 0,0544
3 4800 0,0597
Dónde: Ca: Concentración del aceite en tal volumen de etanol
4.2. Resultados del coeficiente de masa para los diferentes volúmenes.
4.2.1. Coeficiente de masa para 150 ml de etanol.
Tabla 21. Datos de diferencias de concentración de aceite residual
Volumen, (ml) Tiempo, (s) (Ca-Cao) Ln(Ca-Cao)
150
5400 0,02 3,9091
10200 0,0125 4,3868
15120 0,0303 3,4943

56
Gráfico 1. Logaritmo natural de la diferencia de concentraciones en función del tiempo
Donde:
Ca: Concentración de aceite al final de cada sifonada
Cao: Concentración de aceite al inicio de cada sifonada
Del gráfico 1 se obtiene la siguiente ecuación:
𝐿𝑛(𝐶 − 𝐶𝑎𝑜) = −3 ∗ 10−8 ∗ 𝑥2 + 0,0005 ∗ 𝑥 + 1,7893 ( 98 )
𝑚 = = −6 ∗ 10−8 ∗ x + 0,0005
𝐾𝑐 = = −6 ∗ 10−8 ∗ t + 0,0005
4.2.2. Coeficiente de masa para 200 ml de etanol.
Tabla 22. Datos de diferencia de concentración de aceite residual
Volumen, (ml) Tiempo, (s) (Ca-Cao) Ln(Ca-Cao)
200
5700 0,0294 3,5254
10500 0,0267 3,6229
15480 0,0084 4,7678
y = -3E-08x2 + 0,0005x + 1,7893
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
0 2000 4000 6000 8000 10000 12000 14000 16000
Ln(C
a-C
ao)
Tiempo (s)
Ln(Cao-Ca) vs Tiempo
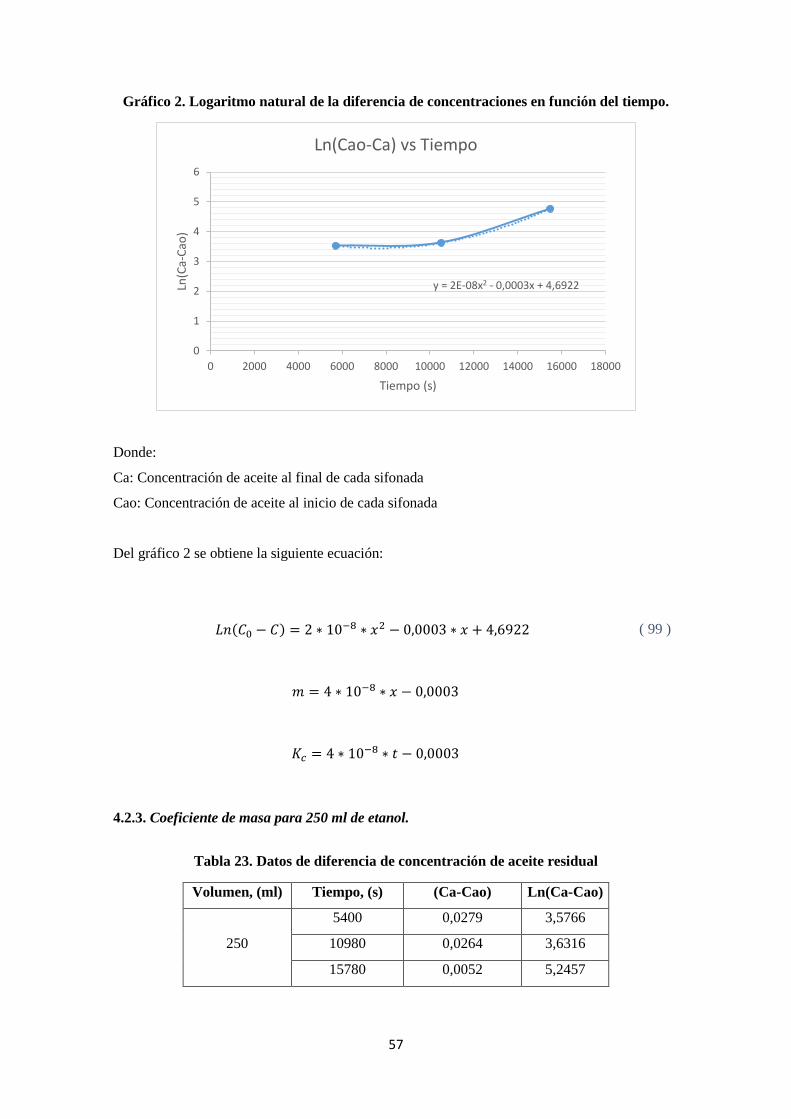
57
Gráfico 2. Logaritmo natural de la diferencia de concentraciones en función del tiempo.
Donde:
Ca: Concentración de aceite al final de cada sifonada
Cao: Concentración de aceite al inicio de cada sifonada
Del gráfico 2 se obtiene la siguiente ecuación:
𝐿𝑛(𝐶0 − 𝐶) = 2 ∗ 10−8 ∗ 𝑥2 − 0,0003 ∗ 𝑥 + 4,6922 ( 99 )
𝑚 = 4 ∗ 10−8 ∗ 𝑥 − 0,0003
𝐾𝑐 = 4 ∗ 10−8 ∗ 𝑡 − 0,0003
4.2.3. Coeficiente de masa para 250 ml de etanol.
Tabla 23. Datos de diferencia de concentración de aceite residual
Volumen, (ml) Tiempo, (s) (Ca-Cao) Ln(Ca-Cao)
250
5400 0,0279 3,5766
10980 0,0264 3,6316
15780 0,0052 5,2457
y = 2E-08x2 - 0,0003x + 4,6922
0
1
2
3
4
5
6
0 2000 4000 6000 8000 10000 12000 14000 16000 18000
Ln(C
a-C
ao)
Tiempo (s)
Ln(Cao-Ca) vs Tiempo
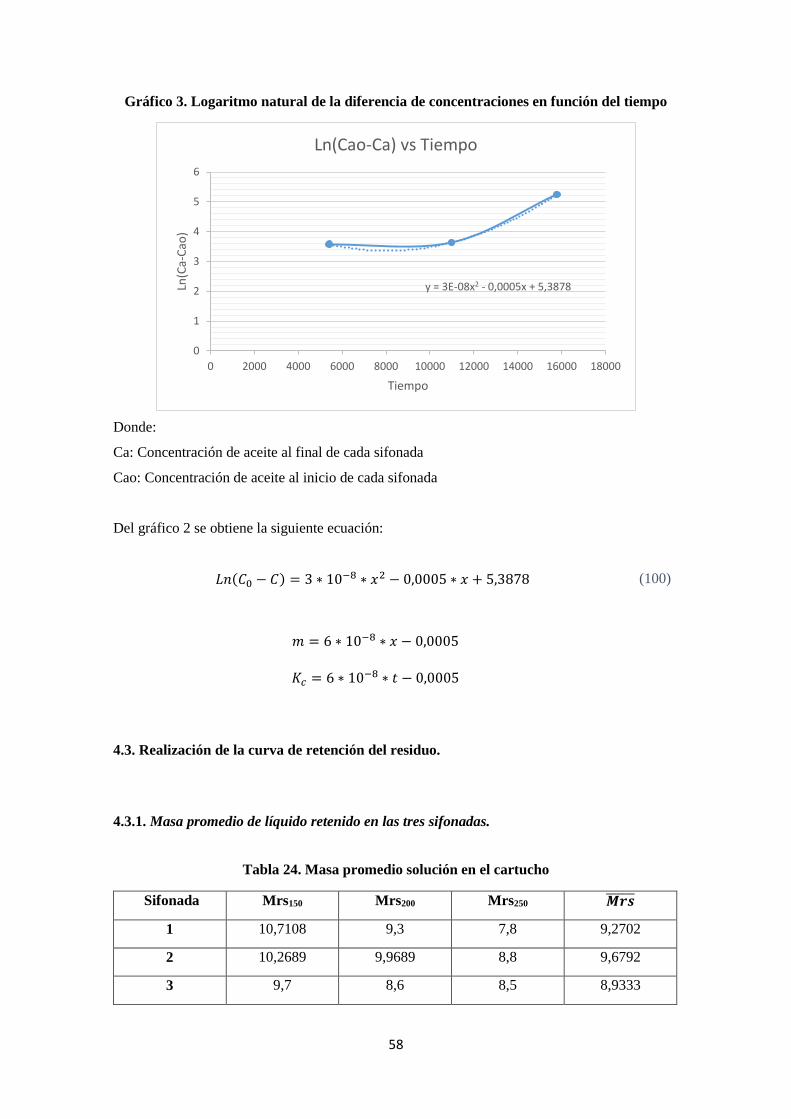
58
Gráfico 3. Logaritmo natural de la diferencia de concentraciones en función del tiempo
Donde:
Ca: Concentración de aceite al final de cada sifonada
Cao: Concentración de aceite al inicio de cada sifonada
Del gráfico 2 se obtiene la siguiente ecuación:
𝐿𝑛(𝐶0 − 𝐶) = 3 ∗ 10−8 ∗ 𝑥2 − 0,0005 ∗ 𝑥 + 5,3878 (100)
𝑚 = 6 ∗ 10−8 ∗ 𝑥 − 0,0005
𝐾𝑐 = 6 ∗ 10−8 ∗ 𝑡 − 0,0005
4.3. Realización de la curva de retención del residuo.
4.3.1. Masa promedio de líquido retenido en las tres sifonadas.
Tabla 24. Masa promedio solución en el cartucho
Sifonada Mrs150 Mrs200 Mrs250 𝑴𝒓𝒔
1 10,7108 9,3 7,8 9,2702
2 10,2689 9,9689 8,8 9,6792
3 9,7 8,6 8,5 8,9333
y = 3E-08x2 - 0,0005x + 5,3878
0
1
2
3
4
5
6
0 2000 4000 6000 8000 10000 12000 14000 16000 18000
Ln(C
a-C
ao)
Tiempo
Ln(Cao-Ca) vs Tiempo
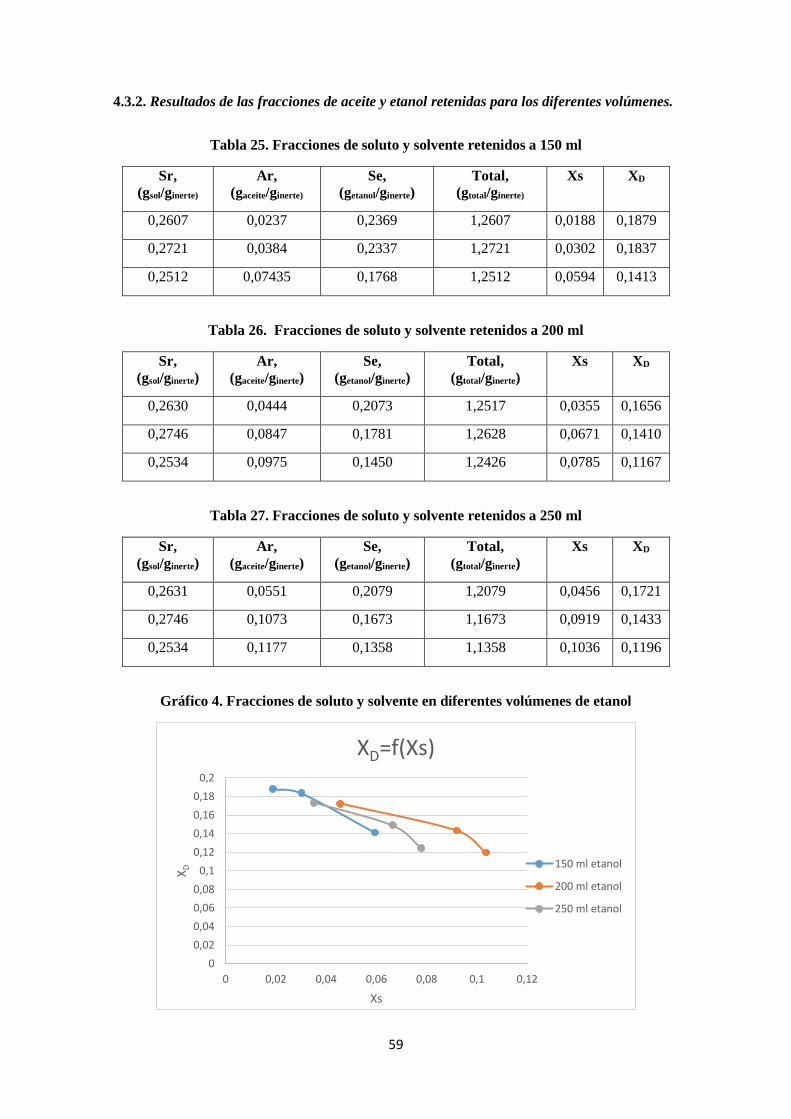
59
4.3.2. Resultados de las fracciones de aceite y etanol retenidas para los diferentes volúmenes.
Tabla 25. Fracciones de soluto y solvente retenidos a 150 ml
Sr,
(gsol/ginerte)
Ar,
(gaceite/ginerte)
Se,
(getanol/ginerte)
Total,
(gtotal/ginerte)
Xs XD
0,2607 0,0237 0,2369 1,2607 0,0188 0,1879
0,2721 0,0384 0,2337 1,2721 0,0302 0,1837
0,2512 0,07435 0,1768 1,2512 0,0594 0,1413
Tabla 26. Fracciones de soluto y solvente retenidos a 200 ml
Sr,
(gsol/ginerte)
Ar,
(gaceite/ginerte)
Se,
(getanol/ginerte)
Total,
(gtotal/ginerte)
Xs XD
0,2630 0,0444 0,2073 1,2517 0,0355 0,1656
0,2746 0,0847 0,1781 1,2628 0,0671 0,1410
0,2534 0,0975 0,1450 1,2426 0,0785 0,1167
Tabla 27. Fracciones de soluto y solvente retenidos a 250 ml
Sr,
(gsol/ginerte)
Ar,
(gaceite/ginerte)
Se,
(getanol/ginerte)
Total,
(gtotal/ginerte)
Xs XD
0,2631 0,0551 0,2079 1,2079 0,0456 0,1721
0,2746 0,1073 0,1673 1,1673 0,0919 0,1433
0,2534 0,1177 0,1358 1,1358 0,1036 0,1196
Gráfico 4. Fracciones de soluto y solvente en diferentes volúmenes de etanol
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0 0,02 0,04 0,06 0,08 0,1 0,12
XD
Xs
XD=f(Xs)
150 ml etanol
200 ml etanol
250 ml etanol
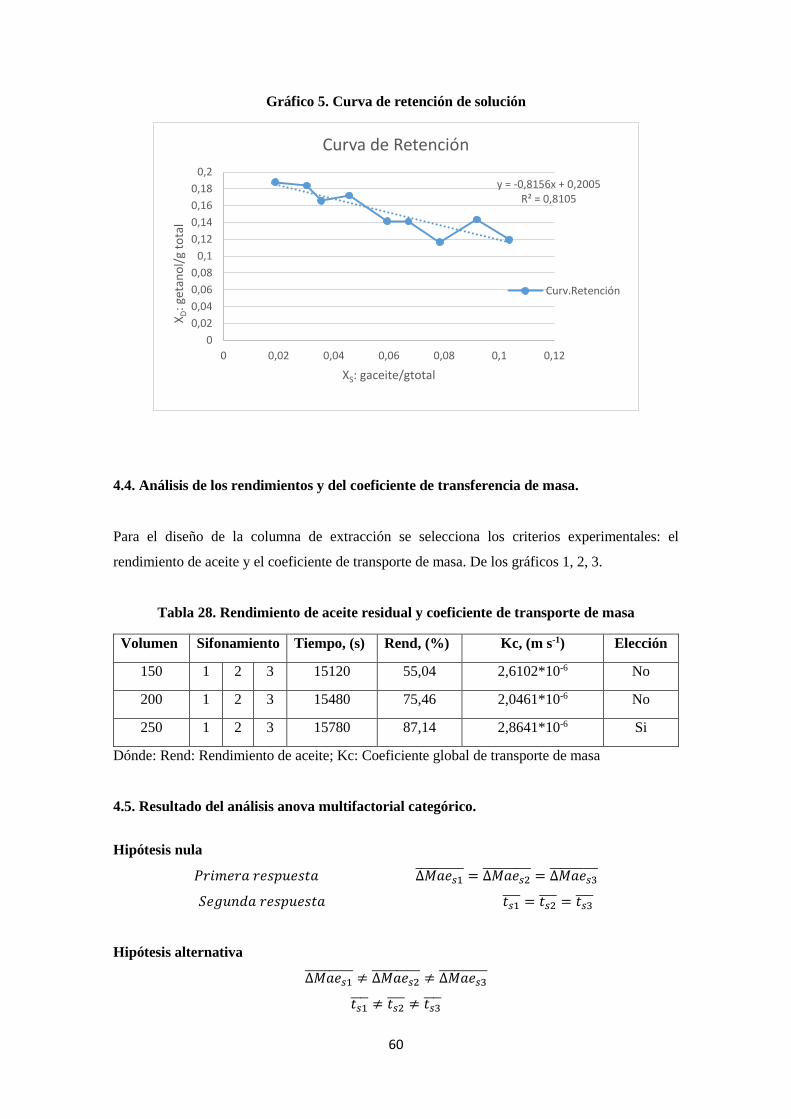
60
Gráfico 5. Curva de retención de solución
4.4. Análisis de los rendimientos y del coeficiente de transferencia de masa.
Para el diseño de la columna de extracción se selecciona los criterios experimentales: el
rendimiento de aceite y el coeficiente de transporte de masa. De los gráficos 1, 2, 3.
Tabla 28. Rendimiento de aceite residual y coeficiente de transporte de masa
Volumen Sifonamiento Tiempo, (s) Rend, (%) Kc, (m s-1) Elección
150 1 2 3 15120 55,04 2,6102*10-6 No
200 1 2 3 15480 75,46 2,0461*10-6 No
250 1 2 3 15780 87,14 2,8641*10-6 Si
Dónde: Rend: Rendimiento de aceite; Kc: Coeficiente global de transporte de masa
4.5. Resultado del análisis anova multifactorial categórico.
Hipótesis nula
𝑃𝑟𝑖𝑚𝑒𝑟𝑎 𝑟𝑒𝑠𝑝𝑢𝑒𝑠𝑡𝑎 ∆𝑀𝑎𝑒𝑠1 = ∆𝑀𝑎𝑒𝑠2
= ∆𝑀𝑎𝑒𝑠3
𝑆𝑒𝑔𝑢𝑛𝑑𝑎 𝑟𝑒𝑠𝑝𝑢𝑒𝑠𝑡𝑎 𝑡𝑠1 = 𝑡𝑠2 = 𝑡𝑠3
Hipótesis alternativa
∆𝑀𝑎𝑒𝑠1 ≠ ∆𝑀𝑎𝑒𝑠2
≠ ∆𝑀𝑎𝑒𝑠3
𝑡𝑠1 ≠ 𝑡𝑠2 ≠ 𝑡𝑠3
y = -0,8156x + 0,2005R² = 0,8105
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0 0,02 0,04 0,06 0,08 0,1 0,12
XD:
geta
no
l/g
tota
l
XS: gaceite/gtotal
Curva de Retención
Curv.Retención

61
Variables y respuestas implicadas
Efecto Respuesta
Sifonadas Volumen (ml) Tiempo (s) Extracto (g)
A 150 5508 1,0032
A 150 5292 0,6688
B 150 4896 0,6222
B 150 4704 0,4148
C 150 5018 1,5189
C 150 4821 1,0126
A 200 5814 1,9632
A 200 5586 1,3088
B 200 4896 1,7808
B 200 4704 1,1872
C 200 5079 0,5667
C 200 4880 0,3778
A 250 5508 2,3314
A 250 5292 1,5543
B 250 5691 2,2066
B 250 5468 1,4711
C 250 4896 0,4393
C 250 4704 0,2928
Mediante el programa Statgraphics Centurion se realiza un diseño experimental estadístico:
Se seleccionó el diseño multifactorial categórico
Tabla 29. Resultados del análisis anova para la respuesta tiempo
Fuente Suma de
Cuadrados
Gl Cuadrado
Medio
Razón-F Valor-P
EFECTOS PRINCIPALES
A:Sifonada 1,1596E6 2 579800, 27,18 0,0002
B:Volumen 145600, 2 72800,0 3,41 0,0789
INTERACCIONES
AB 817961, 4 204490, 9,58 0,0026
RESIDUOS 192013, 9 21334,8
TOTAL (CORREGIDO) 2,31517E6 17
Se puede identificar en la tabla 29 que los Valor-P son menores a 0,05 % en los efectos A y la
interacciones AB. Este valor-P indica que existe un nivel de significancia estadística del factor
de sifonamiento y la interacción entre los factores sobre la respuesta tiempo. Para cada factor
significativo, las Pruebas de Rangos Múltiples le dirán cuales medias son significativamente
diferentes de otras.
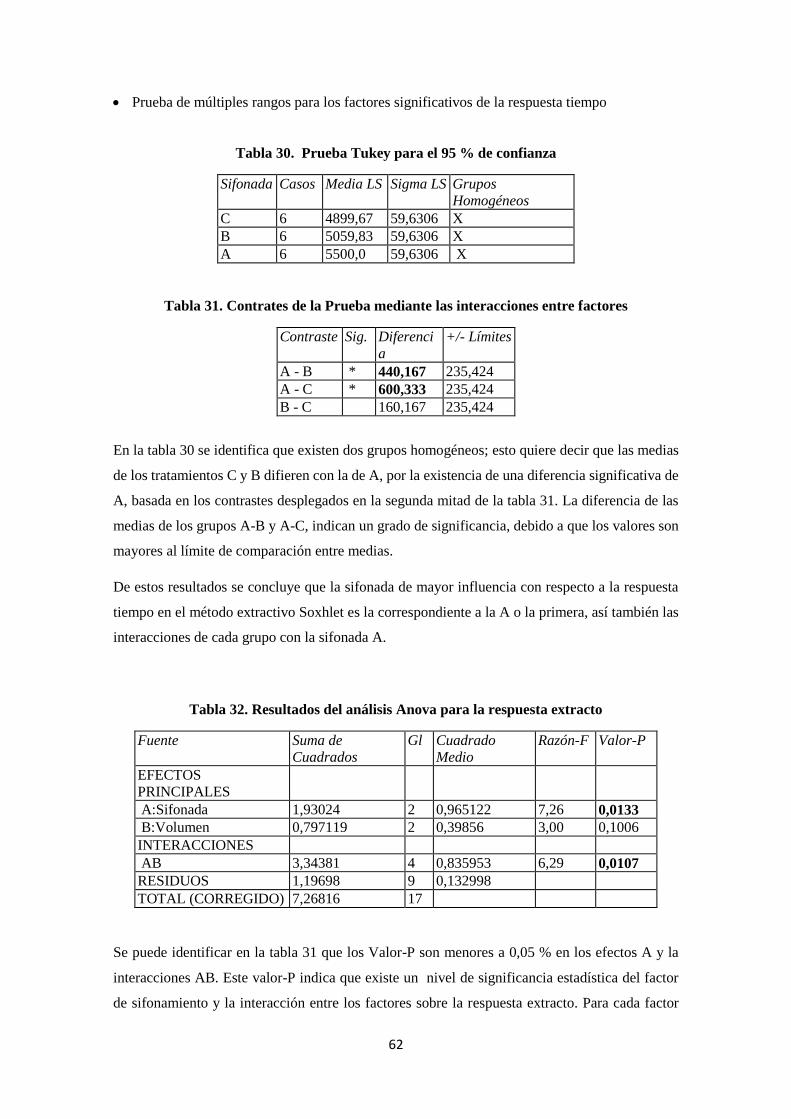
62
Prueba de múltiples rangos para los factores significativos de la respuesta tiempo
Tabla 30. Prueba Tukey para el 95 % de confianza
Sifonada Casos Media LS Sigma LS Grupos
Homogéneos
C 6 4899,67 59,6306 X
B 6 5059,83 59,6306 X
A 6 5500,0 59,6306 X
Tabla 31. Contrates de la Prueba mediante las interacciones entre factores
Contraste Sig. Diferenci
a
+/- Límites
A - B * 440,167 235,424
A - C * 600,333 235,424
B - C 160,167 235,424
En la tabla 30 se identifica que existen dos grupos homogéneos; esto quiere decir que las medias
de los tratamientos C y B difieren con la de A, por la existencia de una diferencia significativa de
A, basada en los contrastes desplegados en la segunda mitad de la tabla 31. La diferencia de las
medias de los grupos A-B y A-C, indican un grado de significancia, debido a que los valores son
mayores al límite de comparación entre medias.
De estos resultados se concluye que la sifonada de mayor influencia con respecto a la respuesta
tiempo en el método extractivo Soxhlet es la correspondiente a la A o la primera, así también las
interacciones de cada grupo con la sifonada A.
Tabla 32. Resultados del análisis Anova para la respuesta extracto
Fuente Suma de
Cuadrados
Gl Cuadrado
Medio
Razón-F Valor-P
EFECTOS
PRINCIPALES
A:Sifonada 1,93024 2 0,965122 7,26 0,0133
B:Volumen 0,797119 2 0,39856 3,00 0,1006
INTERACCIONES
AB 3,34381 4 0,835953 6,29 0,0107
RESIDUOS 1,19698 9 0,132998
TOTAL (CORREGIDO) 7,26816 17
Se puede identificar en la tabla 31 que los Valor-P son menores a 0,05 % en los efectos A y la
interacciones AB. Este valor-P indica que existe un nivel de significancia estadística del factor
de sifonamiento y la interacción entre los factores sobre la respuesta extracto. Para cada factor

63
significativo, las Pruebas de Rangos Múltiples le dirán cuales medias son significativamente
diferentes de otras.
Prueba de múltiples rangos para los factores significativos de la respuesta extracto
Tabla 33. Prueba Tukey para el 95 % de confianza
Sifonada Casos Media LS Sigma LS Grupos
Homogéneos
C 6 0,7014 0,148883 X
B 6 1,28047 0,148883 XX
A 6 1,47163 0,148883 X
Tabla 34. Contrates de la Prueba mediante las interacciones entre factores
Contraste Sig. Diferencia +/- Límites
A - B 0,191167 0,587798
A - C * 0,770233 0,587798
B - C 0,579067 0,587798
La tabla 32 muestra dos grupos homogéneos; el grupo de sifonadas C y A, esto quiere decir que
la media del tratamiento C difieren con la de A, por la existencia de una diferencia significativa
entre ambos valores, basada en los contrastes desplegados en la segunda mitad de la tabla 33. La
diferencia de las medias de los mínimos cuadrados en la interacción de los grupos A-C, presentan
un nivel de significancia, que no se encuentra acorde al nivel de confianza propuesto por el
investigador. De estos resultados se concluye que la sifonada A y C, correspondientes a la primera
y última son de mayor influencia con respecto a la respuesta extracto en el método extractivo
Soxhlet, así también las interacciones entre los grupos.
4.6. Dimensionamiento del equipo de laboratorio.
4.6.1. Realización de la curva de operación del proceso de extracción.
Tabla 35. Fracciones del extracto y residuo
Xi Yi
0,0113 0
0,0238 0,0019
0,0620 0,0114
0,1190 0,0227

64
Gráfico 6. Curva de Operación
Dónde
Xi: Fracción de aceite en el residuo
Yi: Fracción de aceite en el extracto
4.6.2. Resultado del dimensionamiento del equipo de laboratorio.
Tabla 36. Dimensiones del equipo de laboratorio
Diámetro, (m) NOX HOX, (m) Altura, (m)
0,058 2,7404 0,1257 0,42
4.7. Escalamiento del equipo de laboratorio a piloto.
Tabla 37. Dimensionamiento del equipo piloto
Dimensión Laboratorio Piloto
Diámetro, [cm] 5,8 31
Altura, [cm] 42 185
Masa,[Kg] 0,04 5
Flujo, [Kg/h] 0,0467 5,8375
Calor, [Kcal/h] 0,86 112,2
Volumen, [L] 0,25 31,2
y = 0,2152x - 0,0026R² = 0,9971
-0,005
0
0,005
0,01
0,015
0,02
0,025
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14
Y
X
Series1
Lineal (Series1)Y=f(X)

65
4.8. Equipamiento del equipo prototipo escalado
Mediante los criterios de escalamiento realizados, es necesario incorporar:
Tabla 38. Equipamiento del equipo prototipo escalado
Variable Valor Unidades Equipo Características
Peso de torta de
sacha inchi
5 Kg Extractor sólido
líquido
Vidrio con resistencia
mecánica
Flujo másico 7,3443 [L/h]
Bomba centrífuga
Protección y aislamiento
Motor de acero inoxidable
Potencia de 0,75 KW
Viscosidad 0,8511 cP
Calor sensible 112,26 [Kcal/h] Intercambiador de
calor tipo carcasa.
Protección y aislamiento
De acero inoxidable
Concentración 0,0597 [mol/L] Destilador flash Protección y aislamiento
De acero inoxidable
66
5. DISCUSIÓN
Los datos resultantes del análisis de los sólidos de la muestra utilizada en la extracción
manifiestan diversidad de tamaños (diámetro) que oscilan entre 0,1 a 4 mm, provocando una
compleja cuantificación del área interfasial de la columna. El diagrama de flujo de sólidos
obtenido del equipo CAMSISER XT (ver anexo D) muestra un porcentaje mayoritario de 0,8
mm de diámetro en la muestra, siendo este valor recomendado y utilizado para el diseño del
equipo. En cuanto a la forma de la partícula, la diferencia de esfericidad resulta entre 0,88-
0,73, aceptando un promedio de esfericidad por ser este intervalo pequeño.
Para cada volumen de solvente resulta una curva propia y única de su velocidad de
transferencia de masa, que constituye la pendiente su respectivo coeficiente de masa,
tendiendo a ser pendiente positiva en un incremento creciente y negativa a un incremento
decreciente de los aceites grasos residuales extraídos. La comparación de las pendientes (ver
tabla 27) indica que el coeficiente más bajo es de 200 ml de etanol, debido a la poca variación
en cuanto a la cantidad de aceite graso residual que se extrae por cada sifonada en periodos
largos de tiempo.
En la gráfica 4, las curvas de líquido retenido para cada volumen de etanol manifiestan la
misma dirección, y se sobreponen una a la otra. Como resultado las tres curvas proyecta una
curva única representada en el grafico 5, que constituye la capacidad de retención de la muestra
utilizada en el proceso de extracción, que es una característica propia de la partícula y no tiene
dependencia de la cantidad de solvente utilizado.
En el gráfico 6 se representa la recta de operación y la recta de equilibrio, estas dos rectas no
paralelas, apartadas una de la otra describe el número de unidades de transferencia para toda
la columna, de manera análoga a las columnas de destilación el número de unidades de
transferencia tiende a infinito cuando más cerca está a la línea de operación y viceversa. Como
resultado es bajo el número de unidad de transferencia (ver tabla 36).
El equipo de destilación atmosférica para la recuperación del aceite residual ocupado en la
parte experimental provoca el craqueo térmico de la molécula, debido al suministro excesivo
de calor por parte del reverbero eléctricos de 1000 Watts, observándose en el color oscuro del
aceite.

67
El diagrama triangular de equilibrio de fases desarrollado para el extractor prototipo representa
un 7,4% de aceite extraído dando un rendimiento de 62,2 %, siendo este rendimiento menor
al 87,14% del equipo experimental, demostrando que existe un grado de cambio en el
escalamiento del equipo, por los efectos de las interacciones moleculares de las sustancias al
incrementar su cantidad.

68
6. CONCLUSIÓN
El diámetro adecuado de 0,8 mm de la partícula proporciona una alta área superficial y evita
el apelmazamiento de las partículas que impiden el paso de solvente, estas características
ayudan a la extracción de aceite.
𝒶 = 7500 𝑚−1
Los coeficientes globales de transporte de masa para los diferentes volúmenes de solvente
demuestran que existe una mayor transferencia de masa en un volumen mayor de solvente de
250 ml, resultando en la cantidad de aceite obtenido en dicho volumen.
𝐾𝑐150 = 2,6102 ∗ 10−6 𝑚/𝑠
𝐾𝑐200 = 2,0461 ∗ 10−6 𝑚/𝑠
𝐾𝑐250 = 2,8661 ∗ 10−6 𝑚/𝑠
Se concluye que existe un fino espesor de capa límite debido a las diferencias de los valores
calculados entre el coeficiente total de transporte de masa y la difusividad.
𝐾𝑐 = 2,8661 ∗ 10−6 𝑚
𝑠 𝐷𝑣 = 6,0693 ∗ 10−06
𝑚2
𝑠
La línea de operación se comporta como una recta no paralela a línea de equilibrio, la
separación y tendencia de las líneas demuestran los números de unidades de transferencia,
siendo menor en separaciones y fracciones bajas. Observado en el gráfico 6.
Hox= 0,1257
La altura obtenida del diseño del extractor sólido líquido es de 35 cm, aceptable teniendo en
cuenta los números de unidades de transferencia y altura resultantes, además del volumen de
materia prima utilizados.
P = 40 gmuestra Nox=2,7404
La constante de proporcionalidad del escalamiento es de 125 veces el equipo de laboratorio,
teniendo en cuenta las características geométricas, másicas y caloríficas del experimento.

69
El porcentaje de rendimiento de extracto del equipo prototipo escalado es 62,2%, menor a
87,14% del equipo experimental siendo conveniente una recirculación más para una extracción
ideal.
El etanol como solvente en la extracción de los aceites residuales de la torta de sacha inchi
aunque posee una difusividad baja ver la ecuación 38, proporcionó resultados favorables al
llegar a un rendimiento de 87,14 % de aceite extraído en 3 sifonamientos con 250 ml
70
7. RECOMENDACIÓN
Realizar un estudio del área superficial de la partícula de sacha inchi para poder apreciar de
mejor manera su superficie y su porosidad, en la extracción del aceite.
Desarrollar métodos de extracción sólido líquido forzando el transporte de masa con agitación,
optimizando el tiempo de extracción del aceite de sacha inchi e incorporar el uso de diferentes
operaciones.
Estudiar el efecto de otros solventes en la extracción de los aceites de sacha inchi.
Estudiar la posibilidad de diseñar un equipo de extracción continuo que incorpore todo el
equipamiento.

71
CITAS BIBLIOGRÁFICAS
[1] HERRERA, Bolívar. Propagación de estacas de Sacha Inchi en tres tipos de sustratos con el
uso de ácido naftaleno acético y ácido indolbutirico, en el Cantón la Mana. Trabajo de grado.
Ingeniería Agronómica. Universidad Técnica de Cotopaxi. Cotopaxi, 2011, p.5.
[2] Ibíd., p.6
[3] CONGRESO DE LA REPÚBLICA DE PERÚ. (Proyecto de ley 11367, 2004, Lima). Ley
que declara al sacha inchi como patrimonio genético nacional y producto alternativo en la
lucha contra la pobreza. Lima, septiembre de 2004, p.2.
[4] GOMEZ, Iván y otros. Estudio de la calidad proteica del Sacha Inchi, Instituto Nacional de
Nutrición, Lima, 2004, p.8
[5] HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla de Sacha Inchi
cultivada en Colombia. Trabajo de grado. Magister en Ciencias Biológicas Universidad
Nacional de Colombia. Colombia, 2013, p.42.
[6] UNIZAR. Ácidos Grasos [en línea], [Fecha de consulta: 25 de Mayo del 2015]. Disponible
en: <http://milksci.unizar.es/bioquimica/temas/lipidos/acidosgrasos.html>
[7] Ibíd.
[8] Ibíd.
[9] Ibíd.
[10] HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla de Sacha Inchi
cultivada en Colombia, Universidad Nacional de Colombia, Colombia, 2013, p.46
[11] AOAC OFFICIAL METHOD 994.10. Cholesterol in Foods. Direct Saponificactión-Gas Chromatographic
Method. AOAC Official Methods Of Analysis, 18º Ed, pág. 100, 2005, p. 45
72
[12] FUERTES, Maritza. Extracción y cuantificación de inulina a partir del ajo. Trabajo de grado.
Ingeniera Química. Universidad Central del Ecuador. Escuela de Ingeniería Química,
Quito, 2014, pp. 19-20
[13] Ibíd., p 35
[14] Ibíd., p 36
[15] Ibíd., p 38
[16] WARREN L, McCabe. C. SMITH, Julián y HARRIOTT, Peter. Operaciones Unitarias en
Ingeniería Química. En transferencia de masa y sus aplicaciones. Séptima Edición. Editorial
Mc Graw Hill, Barcelona, 1972 p. 550
[17] Ibíd., p 552
[18] Ibíd., p 555
[19] Ibíd., p 557
[20] FUERTES, Maritza. Op., Cit., p 44
[21] FUERTES, Maritza. Op., Cit., p 45
[22] WARREN L, McCabe. C. SMITH, Julián y HARRIOTT, Peter. Op., Cit., p 559
[23] A. BAILEY, Alton, Aceites y grasas industriales. Editorial Reverte, S A. Lenguaje
castellano, Barcelona, 2009, p 212.
[24] WARREN L, McCabe. C. SMITH, Julián y HARRIOTT, Peter. Op., Cit., p 610
[25] WARREN L, McCabe. C. SMITH, Julián y HARRIOTT, Peter. Op., Cit., p 611
[26] VITERI, Jorge. Gestión de la producción con enfoque sistémico. Editorial UTE total, Quito,
2015, p.82

73
[27] ANAYA, Alejandro y PEDROZA, Humberto. Escalamiento, el arte de la Ingeniería
Química: Plantas piloto, El paso entre el huevo y la gallina. Tecnología, Ciencia,
Educación. 23(001): 32, México, Enero-Junio, 2008.
[28] Ibíd.
[29] Ibíd.
[30] Ibíd.

74
BIBLIOGRAFIA
OCON, Joaquín y TOJO, Gabriel. Extracción Sólido-Líquido. Tomo II, Editorial Aguilar s.l,
Madrid, 1980.
A. BAILEY, Alton, Aceites y grasas industriales. Editorial Reverte, S A. Lenguaje castellano,
Barcelona, 2009.
VITERI, Jorge. Gestión de la producción con enfoque sistémico. Editorial UTE, Quito, 2015.
HERRERA, Bolívar. Propagación de estacas de Sacha Inchi en tres tipos de sustratos con el
uso de ácido naftaleno acético y ácido indolbutirico, en el Cantón la Mana. Trabajo de grado.
Ingeniería Agronómica. Universidad Técnica de Cotopaxi. Cotopaxi, 2011.
HURTADO, Zully. Análisis composicional de la torta y aceite de la semilla de Sacha Inchi
cultivada en Colombia. Trabajo de grado. Magister en Ciencias Biológicas Universidad
Nacional de Colombia. Colombia, 2013.
AOAC OFFICIAL METHOD 994.10. Cholesterol in Foods. Direct Saponificactión-Gas Chromatographic
Method. AOAC Official Methods Of Analysis, 18º Ed, pág. 100, 2005.
WARREN L, McCabe. C. SMITH, Julián y HARRIOTT, Peter. Operaciones Unitarias en
Ingeniería Química. En transferencia de masa y sus aplicaciones. Séptima Edición. Editorial
Mc Graw Hill, Barcelona, 1972.
ANAYA DURAND, Alejandro y PEDROZA FLORES, Humberto. Escalamiento, el arte de
la Ingeniería Química: Plantas piloto, El paso entre el huevo y la gallina. Tecnología, Ciencia,
Educación. 23(001): 32, México, Enero-Junio, 2008.
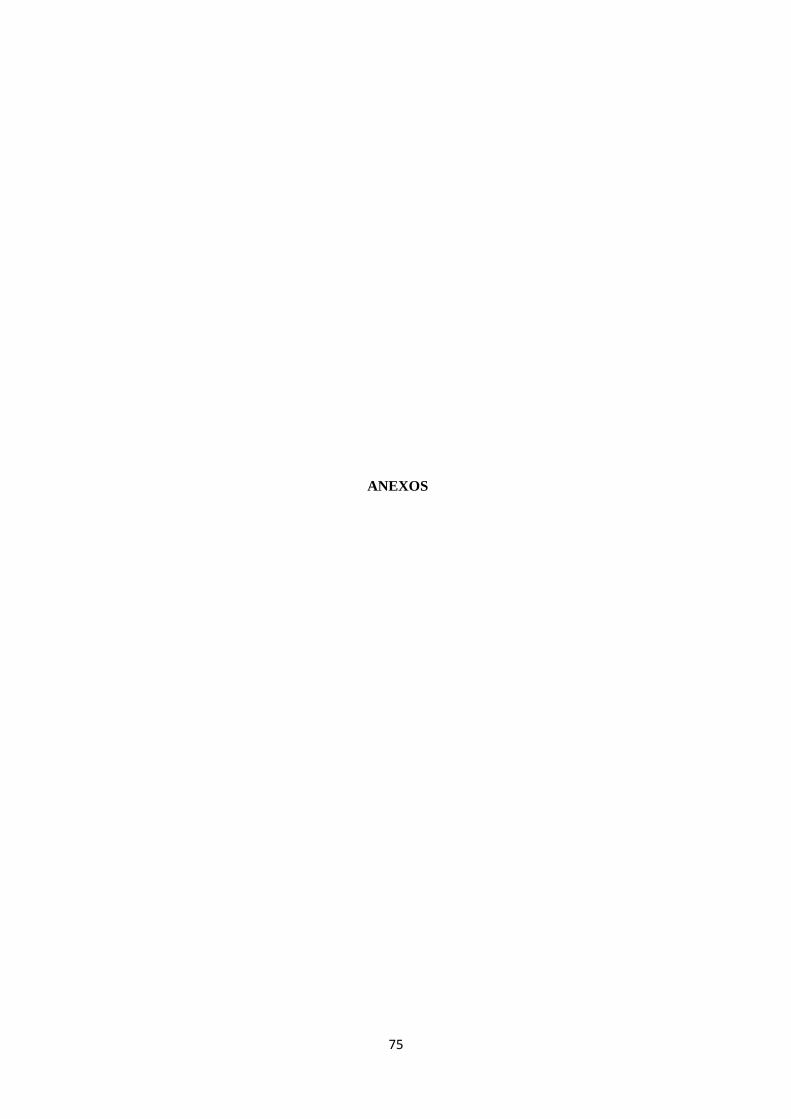
75
ANEXOS

76
Anexo A. Análisis físico químico
PARÁMETROS RESULTADOS UNIDADES MÉTODO DE
ENSAYO
Grasa 11,9 %
CR
OM
AT
OG
RA
FIA
DE
GA
SE
S
PERFIL LIPÍDICO
Ácido caprílico (C8:0) 0,00 %
Ácido caprico (C10:0) 0,00 %
Ácido laúrico (C12:0) 0,07 %
Ácido tridecanoico (13:0) 0,00
Ácido mirístico (C14:0) 0,26 %
Ácido pentadecanóico (C15:0) 0,03 %
Ácido palmítico (16:0) 4,84 %
Ácido heptadecanóico (C17:0) 0,09 %
Ácido esteárico (C18:0) 2,83 %
Ácido araquídico (C20:0) 0,05 %
Ácido behénico (C22:0) 0,04 %
Ácido miristoléico (C14:1cisn5) 0,00 %
Ácido palmitoleico (C16:1) 0,28 %
Ácido eláidico (C18:1transn9) 0,04 %
Ácido oleico (C18:1n9cis) 5,85 %
Ácido eicosenóico (C20:1cisn9) 0,00 %
Ácido erúcico (C22:1cisn9) 0,00 %
Ácido linoléico (C18:2n6cis) 18,25 %
Ácido linolenico (C18:3n3) 67,35 %
Ácidos grasos saturados 8,21 %
Ácidos grasos monoinsaturados 6,17 %
Ácidos grasos poliinsaturados 85,60 %
Fuente: LASA. Laboratorio de Análisis de Alimentos y Productos Procesados, Composición
físico química de la torta de sacha inchi, Quito, Marzo, 2015.

77
Anexo B. Diagrama del equipo y su equipamiento
78
Anexo C. Análisis de la partícula de sacha inchi
Fuente: LABORTORIO DE CATÁLISIS. Proyecto de Investigación de catalizadores,
Universidad Central del Ecuador, FIQ-UCE, Quito, Junio, 2015.

79
Anexo D. Diagrama de flujo de partículas de la muestra de sacha inchi
Fuente: LABORTORIO DE CATÁLISIS. Proyecto de Investigación de catalizadores, Universidad Central del Ecuador, FIQ-UCE, Quito, Junio,
2015.

80
Anexo E. Aceite residual extraído
Figura E.1. Muestras de Aceites grasos residuales extraídos
Figura E.2. Textura del aceite graso Figura E.3. Color del aceite graso
81
Anexo F. Equipos utilizados
Figura F.1. Equipo Soxhlet
Figura F.2. Destilador Flash

82
Anexo G. Diagrama triangular de extractor prototipo
Alimentación = 15000 Kg
Solvente= 24500 Litros
De la gráfica:
Mezcla=39500 kg
YD= 0,926
XD= 0,185
Extracto +Refinado =39500 Kg
E*YD + R*XD = 24500 Kg
Extracto = 23192,56 Kg
Refinado = 16307,5 Kg
Aceite extraído= 7,4 %
Top Related