05 Modelo Molienda.desbloqueado
37
UNIVERSIDAD DE ANTOFAGASTA FACULTAD DE INGENIERIA DPTO. INGENIERIA DE MINAS QUIROZ R., Apuntes de curso de MINERALURGIA, 2003 91 CAPITULO CINCO MODELAMIENTO MATEMATICO DE CIRCUITOS DE REDUCCIÓN DE TAMAÑO 5.1. MODELAMIENTO DE LA MOLIENDA 5.1.1 POSTULADOS EMPÍRICOS. Desde los inicios de la aplicación industrial de la molienda en el campo del beneficio de minerales, surgió la necesidad de buscar una relación que diera cuenta de la energía consumida durante el proceso. Este problema fue abordado de diferentes formas. Los primeros trabajos, entre los que destacan los postulados de Von Rittinger y Kick; fueron desarrollos empíricos en donde primó un alto grado de intuición del fenómeno. a. Postulado de Von Rittinger. (1867) Este postulado establece que la energía consumida en la reducción de tamaño de un sólido es directamente proporcional a la nueva superficie creada. La expresión matemática a la que llega es: 1 2 R R X 1 X 1 K E (5-1) La ecuación anterior es un postulado empírico sin suficiente respaldo experimental. No obstante, experimentalmente se ha comprobado que funciona mejor con partículas de tamaño grueso, lo cual es concordante con la teoría de fractura ya que en ese rango de tamaño la probabilidad de encontrar defectos macroscópicos en las partículas es mayor. b. Postulado de Kick (1885) El postulado de Kick supone que los minerales se comportan como si fuesen sólidos ideales y que la energía consumida en la fractura es la necesaria para la deformación elástica del material hasta el límite de ruptura. Integrando la ley de Hoock es posible demostrar: 2 1 K K x 1 ln x 1 ln K E (5-2) donde K K es una constante El postulado de Kick puede enunciarse como: "la energía requerida para producir cambios análogos en el tamaño de cuerpos geométricamente similares es proporcional al volumen de esos cuerpos", o bien, en forma alternativa como: "Iguales
-
Upload
dorzuohans -
Category
Documents
-
view
17 -
download
1
description
Capitulo 5 - Mineralurgía
Transcript of 05 Modelo Molienda.desbloqueado

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
91
CAPITULO CINCO
MODELAMIENTO MATEMATICO DE CIRCUITOS DE REDUCCIÓN DE TAMAÑO
5.1. MODELAMIENTO DE LA MOLIENDA
5.1.1 POSTULADOS EMPÍRICOS.
Desde los inicios de la aplicación industrial de la molienda en el campo del
beneficio de minerales, surgió la necesidad de buscar una relación que diera cuenta
de la energía consumida durante el proceso. Este problema fue abordado de
diferentes formas. Los primeros trabajos, entre los que destacan los postulados de Von
Rittinger y Kick; fueron desarrollos empíricos en donde primó un alto grado de
intuición del fenómeno.
a. Postulado de Von Rittinger. (1867)
Este postulado establece que la energía consumida en la reducción de tamaño
de un sólido es directamente proporcional a la nueva superficie creada. La expresión
matemática a la que llega es:
12RR
X
1
X
1KE (5-1)
La ecuación anterior es un postulado empírico sin suficiente respaldo
experimental. No obstante, experimentalmente se ha comprobado que funciona mejor
con partículas de tamaño grueso, lo cual es concordante con la teoría de fractura ya
que en ese rango de tamaño la probabilidad de encontrar defectos macroscópicos en
las partículas es mayor.
b. Postulado de Kick (1885)
El postulado de Kick supone que los minerales se comportan como si fuesen
sólidos ideales y que la energía consumida en la fractura es la necesaria para la
deformación elástica del material hasta el límite de ruptura. Integrando la ley de Hoock
es posible demostrar:
21KK
x
1ln
x
1lnKE (5-2)
donde KK es una constante
El postulado de Kick puede enunciarse como: "la energía requerida para
producir cambios análogos en el tamaño de cuerpos geométricamente similares es
proporcional al volumen de esos cuerpos", o bien, en forma alternativa como: "Iguales

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
92
cambios de energía producirán iguales cambios geométricos en el tamaño de un
sólido".
Al igual que Rittinger, este postulado tiene escaso respaldo experimental, no
obstante funciona mejor para las partículas de tamaño fino. La energía real consumida
en la molienda es mayor que la predicha por el modelo, esto se conoció como la
“paradoja de Kick”, ya que resulta extraño que sólidos inhomogéneos, con microfallas
en su estructura, tengan un consumo de energía mayor que la calculada para sólidos
ideales. Esta situación paradojal queda aclarada si se considera que para Kick toda la
energía, medida en el eje de la máquina, se utiliza en la fractura y no considera las
pérdidas debido a ruido, calor, fricción, etc. asimismo, no toma en cuenta
deformaciones plásticas que consumen energía pero no originarán fractura.
5.1.2. Postulado de Fred Bond ( 1952)
Fred Bond enunció el siguiente postulado: "La energía consumida para reducir
el tamaño 80 % de un material es inversamente proporcional a la raíz cuadrada del
tamaño 80 %, siendo este último igual a la abertura del tamiz (en micrones) que deja
pasar el 80 % en peso de las partículas". Su expresión matemática es la siguiente:
E KP F
B B
1 1
80 80
(5-3)
donde EB es la energía específica según Bond; KB la constante de Bond; P80 y F80
corresponden, respectivamente, al tamaño por el cual pasa el 80 % del producto y el
80 % de la alimentación.
La constante KB se expresa en términos del llamado Indice de Trabajo (Work
Index) que corresponde al trabajo total, expresado en Kwh/Ton corta, necesario para
reducir una tonelada de material desde un tamaño teórico infinito hasta partículas que
sean inferiores en un 80 % a 100 micrones (aproximadamente 67 % - 200 mallas). Con
esta definición se tiene:
E WP F
B i
101 1
80 80
(5-4)
donde Wi es el Indice de Trabajo.
El postulado anterior tiene un gran respaldo experimental, pero aún así debe
considerarse como un postulado empírico. Sin embargo, Fred Bond buscó darle una
base teórica y para ello desarrolló tres principios, los cuales se sustentan, en gran
medida, en los trabajos desarrollados por Giffith. Estos principios son los siguientes:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
93
a.- Primer principio: Las partículas de tamaño finito han debido de obtenerse de
partículas de tamaños mayores, por lo cual para poder llegar al tamaño actual han
debido de consumir una cierta cantidad de energía. De tal forma que puede
considerarse que todas las partículas cuentan con un registro energético y que el
consumo de energía, durante la reducción de tamaño, será proporcional a la diferencia
existente entre el registro energético de las partículas de la alimentación y de
producto.
Consumo Registro energético Registro energético
De = Del - de la
Energía Producto Alimentación
b.- Segundo principio: El consumo de energía para la reducción de tamaño es
proporcional a la longitud de las nuevas grietas creadas. Como la longitud de las
grietas es proporcional a la raíz cuadrada de la superficie esto puede escribirse como:
2/1f
2/1pB SSKE (5-5)
reemplazando la superficie específica en términos de los tamaños promedios se
obtiene:
FP
BBd
1
d
1KE (5-6)
donde KB vale:
2/1
KKV
S
B
(5-7)
c.- Tercer Principio: La falla más débil del material determina el esfuerzo de ruptura,
pero la energía total consumida está controlada por la distribución de fallas en todo el
rango de tamaños y corresponde al promedio de ellas.
Además del postulado antes expuesto, Fred Bond hizo un aporte sustantivo
al conocimiento de la técnica de molienda a través de cuatro cuestiones
fundamentales:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
94
a. Ensayo de moliendabilidad normalizado para la determinación del índice de
trabajo Wi.
b. Factores de corrección que permiten extrapolar el valor del Wi a situaciones
diferentes de operación.
c. Una ecuación empírica para calcular la energía específica consumida para una
determinada razón de reducción.
d. Una ecuación empírica que permite el cálculo de la potencia necesaria para
accionar el molino en función de la masa de los medios de molienda.
5.1.3.- Postulado de Charles-Walker
En el año 1937 Walker postuló que la relación de la energía con el tamaño se
obtenía de la solución de la siguiente ecuación diferencial:
dE Cdx
xn
(5-8)
posteriormente, en el año 1957, Charles combinó la ecuación de Walker con la
expresión de distribución granulométrica de Schuhmann y dedujo la ecuación:
E A k n
1 (5-9)
donde A es una constante denominada constante de máquina, n un parámetro de
ajuste y k el módulo de distribución de Schuhmann.
A la expresión anterior (5-8), se le denomina Postulado de Charles-Walker y
dependiendo del valor que tome n puede derivarse el modelo de Rittinger, Kick y
Bond. En efecto si n=2 se cumple Rittinger, si n= 1 Kick y si n=1,5 Bond y si se integra
para un valor de n diferente de uno se obtiene la expresión general:
E K
d dCh Ch
p
n
f
n
1 11 1
(5-10)
donde KCh es igual a C/(n-1). De acuerdo a Charles, el valor de n depende de la
máquina y del mineral y puede tomar valores entre 1,32 y 2,40.
5.2.- MODELO CINETICO DE MOLIENDA.
5.2.1.- Modelo de molienda discontinua.
El modelo cinético de molienda se basa en una analogía que se establece entre
un molino de bolas y un reactor químico. El molino se considera como un reactor al

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
95
cual entra un reactante, la granulometría de alimentación, la que sufre una
transformación en su interior dando origen a un producto, la granulometría de
descarga.
Por analogía con la ecuación fundamental de la cinética química, se considera
que la velocidad con la que se produce la ruptura de un mineral, de granulometría f(x i),
es proporcional a la cantidad de material de dicha granulometría existente en el interior
del molino. Esta consideración queda descrita por la siguiente ecuación diferencial:
df xi
t
dtS
if x
it
( , )( , ) (5-11)
donde f(xi, t) es la fracción de tamaño i en un instante de tiempo t y Si es la velocidad
de fractura de dicha fracción de tamaño. Esta última magnitud tiene las unidades
(tiempo)-1.
Además, junto con la desaparición de partículas de tamaño xi , en el interior del
molino se generará dicha fracción por la molienda de partículas de tamaños mayores
a ella. De allí que la velocidad neta de variación del tamaño xi debe considerar esos
dos fenómenos, aparición-desaparición, y se expresa en la forma siguiente:
Velocidad neta de Velocidad de Velocidad de
Variación de la = Desaparición de la + generación de la
Fracción de tamaño
xi
fracción de tamaño
xi
fracción de tamaño
xi
Para describir la velocidad de generación de partículas de tamaño x i, es
necesario tener en cuenta que al romperse una partícula de dicho tamaño se generan
partículas de toda una gama de tamaños menores y que para representar ese
fenómeno es conveniente definir alguna función que de cuenta de ese hecho. En esa
idea, se define la función b(x,y), como la fracción en peso de material de tamaño x
producido por molienda de partículas de un tamaño y mayor. Esta función,
denominada Función Ruptura, suele escribirse como b(xi,xj) o bien simplemente bij.
De la definición se desprende que bij = 0 cuando xi xj esto debido a que la
fractura de una partícula sólo puede originar partículas de tamaño menor a la partícula
inicial.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
96
En la figura se esquematiza el fenómeno de producción de partículas de tamaño
i a partir de partículas de tamaño j mayores a i. Al romperse la fracción de partículas
de tamaño j ella generará partículas de todos los ordenes de tamaños inferiores, la
velocidad con la cual se fracturará está dada por S j f(xj), pero la cantidad de partículas
de algún orden de tamaño cualquiera, por ejemplo i, estará dada por S j f(xj) bij . Lo
anterior se esquematiza en la Figura (5-1).
Tamaño j Tamaño i
1
2
3
i-1
i
1
2
3
i-1
i
n n
S1f1
S2f2
S3f3
Si-1fi-1
bi 1S1f1
bi 2S2f2
bi 3S3f3
bii-1Si-1fi-1
FIGURA 5-1: Modelo de fractura para la generación de partículas de tamaño i.
Asumiendo una alimentación unitaria y considerando las definiciones dadas se tiene:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
97
Sjf(xj) : Masa total de partículas de tamaño j que se fracturan.
bijSjf(xj) : Masa de partículas de tamaño i originadas en la fractura de
partículas de tamaño j.
Al sumar la masa de partículas de tamaño i, generada por ruptura de partículas
de tamaño j, de acuerdo a lo mostrado en la figura se obtiene:
Velocidad de
Generación
de
= bi1S1f1(t) + bi2S2f2(t) +............. + bii-1Si-1fi-1(t)
Tamaño xi
la sumatoria se escribe como:
b b bi1 i2 i i-1S f t S f t S f t b S fi i ij
j
i
j j1 1 2 2 1 1
1
1
(5-12)
Al reemplazar las ecuaciones (5-11) y (5-12) en la expresión que describe la
variación neta del tamaño xi se obtiene:
df
dtS f b S f ti
i i ij
j
i
j j
1
1
( ) (5-13)
Esta ecuación, (5-13), se denomina “Modelo Cinético de Molienda
Discontinua” (o molienda "batch") y corresponde al sistema de ecuaciones
diferenciales siguiente:
df1/dt = -S1f1
df2/dt = -S2f2
+
b21S1f1
df3/dt = -S3f3
+
b31S1f1
+
b32S2f2
=
=
Dfn/dt = -Snfn
+
bn1S1f1
+
bn2S2f2 + bn3S3f3 + Bnn-1 Sn-1 fn-1
el sistema de ecuaciones anterior puede representarse por su notación vectorial como:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
98
f I b S f t' (5-14)
donde I es la matriz identidad, b una matriz triangular inferior que contiene los
términos bij ; S una matriz diagonal conteniendo los términos Si ; f' y f(t) son,
respectivamente, los vectores de velocidad neta de desaparición de f(x) y de la función
de distribución granulometría a un tiempo “t”. estas matrices se definen de la
siguiente forma:
S1 0 0 0 0 0
0 S2 0 0 0 0
0 0 S3 0
0 0 0 0 0 0
S = 0 0 0 0 0
0 0 0 0 0
0 0 0 0 0 Si
0 0 0 0 0 0
b21 0 0 0 0 0
b31 b32 0 0
b41 b42 0 0 0 0 0
b = 0 0
bi-11 bi-12 0
bi1 bi2 bi3 bii-1 0
df1/dt f1
df2/dt f2
'
f df3/dt y ; f f3
dfi/dt fi
La solución para este sistema fue obtenida por Reid mediante cálculo recursivo y
asumiendo que no existen dos valores idénticos de la función selección. Esta solución
se expresa como:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
99
f x ti
j
i
( , )
A exp (-S t)i j j
1
(5-15)
con los valores de Aij definidos por:
bA
ikk j
S
S Sk
i jk j
i
1
; para i > j
(5-16)
Aij = f xi
k
i
01
1
A i k
; para i = j
0 ; para i < j
Para ilustrar esta solución se han desarrollado los primeros tres términos, estos
son los siguientes:
f t f ei
s t
1 0 1( ) (5-17)
f ts b
S Sf e
sf e
s s b
S Sf e
st t t
2
1 21
2 1
11
22 1 21
2 1
120 0 0
( ) ( ) ( ) (5-18)
f tS b
S Sf e
S b
S S
S b
S Sf e
S b
S Sf e
S b
S S
S b
S Sf e
f eS b
S Sf e
S b
S S
S b
S Sf e
S t S t
S t S t
S t S t S t
31 31
3 1
21 1 21
2 1
2 32
3 1
11
2 32
3 2
22 1 21
2 1
2 32
3 2
12
33 1 31
3 1
13 1 21
2 1
2 32
3 1
13
0 0
0 0
0 0 0
( )( )
( ) ( )( )
( )( )
( ) ( )( )
( )( )
( )( ) ( )
( )
S b
S Sf e
S b
S S
S b
S Sf e
S t S t2 32
3 2
23 1 21
2 1
2 32
3 2
130 0
( )( )
( ) ( )( )
(5-19)
los términos restantes se obtienen en forma similar.
Otra solución para el sistema anterior fue obtenida por Herbst y colaboradores,
en ella el sistema de ecuaciones diferenciales de la molienda discontinua se
representa como

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
100
[ f(x t) ] = ( T J(t) T ) [f(0)]i .
-1 (5-20)
que tiene como solución:
[ f(x t) ] = ( T J(t) T ) [f(0)]i .
-1 (5-21)
donde T es una matriz triangular inferior de (nxn) con los elementos Tij definidos por:
0
; para i < j
(5-22)
Tij = 1
; para i = j
bT
ik
k j
S
S S
k
i jk j
i
1
; para i > j
mientras que J(t) es una matriz diagonal de (nxn) cuyos elementos Jij(t) están definidos
por:
0 ; para i j (5-23)
Jij = exp (- Si t) ; para i = j
Es conveniente resaltar lo siguiente: si se conocen los valores de la función S i y
bij es posible, entonces, por aplicación de la ecuación de molienda discontinua y de
sus respectivas soluciones, predecir la distribución granulométrica que tendrá el
producto de un molino discontinuo, después de un tiempo “t” de operación.
Por lo expresado en el punto anterior el modelo presenta grandes
potencialidades para su uso en optimización y diseño de circuitos de molienda. Sin
embargo, el alto número de parámetros ajustables involucrados limita su uso. A modo
de ejemplo, si se caracteriza al sistema particulado por diez fracciones
granulométricas, para la aplicación del modelo se necesitan conocer 55 parámetros,
10 correspondientes a los Si y 45 correspondientes a bij, esta gran cantidad de
información, si bien permite un buen grado de ajuste, puede hacer su aplicación muy
engorrosa. En los puntos siguientes se buscará introducir modificaciones al modelo, de
tal forma tal que quede expresado por un número menor de parámetros a fin de
facilitar su aplicación..

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
101
5.2.2.- Ecuación de molienda discontinua en término de las funciones
acumulativas.
A través de un procedimiento que consiste en desplegar los términos
contenidos en la (5-13), con i entre 0 y n, y reagruparlos definiendo una nueva
función Bij se pueden demostrar las siguientes expresiones:
dF
dtB S fi
i j
j
i
j j
1
(5-24)
y
dR
dtB S fi
i j
j
i
j j
1
(5-25)
Con la función de ruptura Bij definida mediante la ecuación siguiente:
B bi j k j
k i
n
1
(5-26)
que representa a la sumatoria de todas las fracciones menores al tamaño i originadas
por la ruptura de una partícula de tamaño j. Además, en razón de su definición ella
puede normalizarse de la siguiente forma:
1 0 0
B21 1 0
B31 B21 1
B41 B31 B21 1
B21 1 0
Bn1 Bn-1 1 Bn-2 1 B21 1
Por lo tanto, para conocer la matriz ruptura basta determinar la primera
columna, Bi1 con i desde 1 a n, a partir de la cual se pueden determinar los valores
restantes.
De la definición puede apreciarse que:
b B Bij ij i j 1, (5-27)

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
102
luego, si se conocen los valores de la primera columna de la matriz B podrán
conocerse todos los términos correspondientes a los b ij. En términos prácticos, al
utilizar las funciones acumulativas se reduce en forma significativa el número de
parámetros ajustable a conocer. Para el ejemplo antes indicado, considerando diez
fracciones granulométricas, para resolver el problema se necesitan conocer los diez
valores de Si pero tan sólo 9 de Bij.
5.2.3.- Ecuación de molienda en términos de SEi
Los valores de la función velocidad de ruptura, Si, dependen del material a
moler, de la maquinaria utilizada y de las condiciones de operación del proceso. El
comportamiento que tiene esta función con la variables más corrientes sugiere que
puede definirse una nueva función, SEi , denominada velocidad específica de ruptura y
tal que se cumpla:
S SP
Hi i
E
(5-28)
donde P es la potencia del molino y H es el Hold Up de sólidos en su interior.
La velocidad específica definida anteriormente depende de la maquinaria
utilizada y del mineral que se muele y es, aproximadamente, independiente de las
condiciones particulares de operación. Utilizando algunas correlaciones empíricas
para la Potencia y el Hold up de sólidos en el interior del molino, la ecuación (5-28)
puede reescribirse como:
Si = SEi D
0,5 (100 b)0,461 (100N*)1,505 (% Sólidos)-1
(5-29)
donde D es el diámetro del molino, b la fracción volumétrica de bolas N* la fracción
de la velocidad crítica y (% sólidos) el porcentaje en sólidos en el interior del molino.
El parámetro SEi ,se determina experimentalmente en un molino de torque, en
experiencias con monotamaños, o bien puede ajustarse desde los resultados
operacionales de un molino mediante regresión no lineal.
La definición de SEi permite modificar las relaciones obtenidas para el modelo
de molienda discontinua a fin de expresarlo en términos de la energía específica de
molienda. Haciendo el cambio de variables correspondiente se obtiene, para las
expresiones (5-13), (5-24) y (5-25) las siguientes ecuaciones:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
103
df
dES f b S fi
i
E
i ij
j
i
j
E
j
1
1
(5-30)
dF
dEB S fi
i j
j
i
j
E
j
1
(5-31)
dR
dEB S fi
i j
j
i
j
E
j
1
(5-32)
5.2.4.- Modelo simplificado de molienda.
El modelo cinético de molienda, ecuaciones (5-13), (5-24) y (5-25) y de la (5-
30) a la (5-32), permite simular razonablemente el proceso de molienda en molinos de
bolas, sin embargo tiene el inconveniente de utilizar un gran número de parámetros
de ajuste. Una expresión más simplificada se obtiene postulando un modelo de la
forma:
t,xRGdt
t,xRdii
i (5-33)
Si se compara esta expresión con el modelo deducido para la fracción
acumulativa pasante, ecuación (5-25), y se hacen algunas consideraciones en cuanto
a la estructura matemática de la expresión, se obtiene:
t,xRSdt
t,xRdii
i (5-34)
e integrando entre para t=0 Ri=Ri(0) se llega, como expresión final:
Ri(t) = Ri(0) exp (-Si t ) (5-35)
y en términos de la energía específica de molienda:
Ri(E) = Ri(0) exp (-SEi E ) (5-36)
5.2.5.- Determinación de Parámetros de molienda.
Los parámetros de molienda se determinan experimentalmente mediante
técnicas que utilizan partículas de una sola fracción de tamaño, (monotamaños), para
ello es necesario disponer de un molino de laboratorio al cual se le pueda medir el

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
104
torque: Conocido este valor y la velocidad de rotación del molino se puede calcular la
energía utilizada en la molienda del mineral.
Al emplear monotamaños se elimina la sumatoria de la derecha de la ecuación
(5-30), quedando esta como:
df
dES fi
i
E
i (5-37)
si se integra para las condiciones iniciales E= 0, f1=f1(0) se obtiene la expresión:
EE
S0f
Efln i
i
i
(5-38)
como se opera con monotamaños la fracción inicial es igual a la unidad, con lo cual:
ln fi(E) = - SEi E (5-
39)
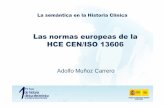
El procedimiento experimental consiste en preparar muestras de un
monotamaño las que se muelen a diferentes tiempos, luego se tamiza el producto y se
determina la fracción remanente de ese tamaño. Una vez obtenido ese resultado se
grafica su logaritmo en función de la energía específica consumida. Ese gráfico da una
línea recta cuya pendiente es SEi. En la figura (5-2) se muestra el tipo de recta que se
obtiene. Los resultados experimentales se grafican directamente en escala logarítmica.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
105
Consumo específico de energía Kwh /Ton
Ln (f(xi))
S E
i
FIGURA 5-2: Gráfica para el cálculo de SE
La técnica anterior es de gran trabajo experimental asociado, ya que es
necesario determinar SEi para todas las fracciones de tamaño. Una simplificación
importante surge del hecho que el parámetro SEi sigue la conducta descrita por la
siguiente ecuación:
2
1
i
c
i
i0E
d
x1
)x(S
(5-40)
donde xi es el tamaño promedio del material retenido en la malla i, y 0 , 1, 2 y dc
son parámetros de ajuste. Utilizando la expresión anterior el número de experiencias
puede limitarse a las necesarias para determinar 0 ,
1, 2 y dc , conocidos esos
valores puede calcularse todo el conjunto {Si}.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
106
Para determinar los valores Bij se hace uso de la expresión (5-31) y para
tiempos pequeños de molienda se tendrá:
lim f1 = 1 lim fi = 0 si i1
E0 E0
con lo anterior:
limdF
dtB S
E
ii
E
1 1
0
(5-41)
luego, si se grafica Fi versus E, para tiempo de molienda pequeños, la pendiente de la
recta permite calcular Bi1SE1 , como el valor de SE
1 fue calculado en la etapa
precedente puede determinarse el valor de Bi1.
Estas experiencias deben realizarse para cada una de las fracciones de
interés. En cada caso se prepara una muestra de un monotamaño y se procede a
realizar la experiencia en un molino de torque. Con los valores obtenidos se procede a
calcular SEi y el respectivo valor de Bi1. Una vez conocido el valor de la columna
inicial Bi1, con i desde 1 a n, el valor de las columnas restantes se determina
utilizando la condición de normalización antes mencionada.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
107
Tiempo de molienda (min)
Porcentaje
pasante
malla
0.5 1.0 1.5 2.0
5
10
15
20
Malla 1
Malla 2
Malla 3
Malla 4
FIGURA 5-3: Gráfica porcentaje pasante versus tiempo de molienda
para el cálculo de Bij
De manera análoga al caso anterior, el procedimiento experimental es de alto
contenido de trabajo pero puede simplificarse haciendo uso de la relación empírica:
Bx
x
x
xi j
i
j
i
j
0
1
0
2
1( ) (5-42)
debe indicarse que las técnicas experimentales no están lo suficientemente
estandarizadas identificándose en la literatura diferentes métodos para la
experimentación y el análisis de resultados.
5.2.6 Extensión del modelo cinético a la molienda continua.
El modelo de molienda discontinua puede extenderse para molienda continua
mediante la relación:
f x f x E t dti continuo i discontinuo
0
( ) (5-43)

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
108
donde E(t) es la denominada función de distribución de tiempos de residencia, DTR,
que se comenta a continuación.
Función de distribución de tiempos de residencia (DTR).
Se denomina tiempo de residencia o edad de salida de una partícula, al tiempo
transcurrido entre su entrada y su salida del molino. En un sistema de partículas no
todas ellas tienen la misma edad, por lo cual para describir el sistema se utiliza una
función estadística, E(t), definida de tal forma que:
E(t) dt = Fracción de partículas con tiempos de residencia comprendidos entre t y
t+dt
esta función, que se muestra en la figura (5-4), se denomina distribución de tiempos de
residencia (DTR) o bien distribución de edades de salida.
f(x) dx
Fracción de partículas en el sistemacon tamaños comprendidos entre x yx + dx.
E(t)
Tiempo (t)tr
Fracción menor a tr
Fracción mayor a tr
FIGURA 5-4: Función de Distribución de Tiempos de Residencia
Esta función es normalizable según:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
109
E t dt( )
10
(5-44)
y el tiempo promedio de residencia, , esta dado por la expresión:
tE t dt( )0
(5-45)
En el caso de un reactor de volumen V, por el que circula un flujo volumétrico Q
este tiempo promedio se calcula a través de la ecuación:
V
Q (5-46)
Medición de la función DTR
La determinación de la función DTR se lleva a cabo mediante la técnica de
estímulo-respuesta. Esta consiste en perturbar el sistema que se encuentra en estado
estacionario mediante la inyección de un trazador. Este debe de tener las siguientes
características: ser fácil de medir y que sus medidas sean reproducibles; no reaccionar
químicamente con algún componente presente en la pulpa y no ocasionar problemas
en el proceso o en la calidad del producto.
La perturbación más utilizada es la señal impulso, o delta de Dirac, esta
consiste en aplicar en el tiempo t=0, y por una única vez, una cierta cantidad de
trazador y a partir de allí proceder a medir la concentración en la salida del reactor. A
modo de ejemplo, uno de los procedimientos utilizados es adicionar al molino un carga
de sal, mediante una bolsa que se arroja en su interior, la sal se disuelve y se mezcla
con el líquido y modifica la conductividad de la solución, a la salida se mide esa
variable y de sus resultados se determina el tipo de mezcla existente en el interior del
molino.
En cuanto al tipo de mezcla, se identifican dos mezclas ideales, estas son:
Mezcla en flujo pistón y Mezclado perfecto o Mezcla Ideal. Los regímenes de flujo real
se encuentran entre esos dos casos extremos.
i. - Mezcla en flujo pistón.
En este caso no existe ningún tipo de mezcla en el reactor, las partículas salen
en el mismo orden en el que entraron, por lo cual tienen el mismo tiempo de residencia
que es igual al tiempo de residencia promedio definido por la ecuación (5-46). En este
caso la función DTR es igual a la unidad.
E() = 1 (5-47)

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
110
ii. - Mezcla perfecta.
En este caso existe una mezcla instantánea y tal que todas las características
que definen el flujo son homogéneas. En esa idea, cualquier porción de flujo en el
interior del reactor tiene las mismas características físicas y químicas que el total.
Para determinar el valor de la función DTR debe realizarse un balance de
masa del trazador. Para ello se asume que el reactor tiene un volumen V, que se
alimenta con un flujo volumétrico constante Q y que el trazador se aplica en el instante
t=0, con estas consideraciones para un tiempo t>0 puede escribirse:
(Entrada) = (Salida) + (Acumulación)
0 = c Q dt + V dc (5-
48)
donde C es la concentración del trazador en la salida del reactor. Reordenando esta
expresión se obtiene:
dc
dt
Q c
V (5-49)
e integrando con la condición inicial: t=0, C=Co, se obtiene:
C Ct
0 exp
(5-50)
donde Co es la concentración inicial del trazador y es el tiempo promedio de
residencia.
A partir de esta expresión puede calcularse fácilmente la función DTR, que
queda dada por la siguiente expresión:
E t( ) 1
exp (- t
)
(5-51)
y que se representa en la siguiente figura:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
111
0
0 Tiempo
E(t)
1/
FIGURA 5-6: Función DTR para un reactor perfectamente mezclado
Para expresar la función DTR suele definirse un tiempo adimencional, = t/ en
términos del cual se tiene:
E() = exp (- ) (5-52)
iii.- Mezcla real.
Toda mezcla real puede representarse como N reactores perfectamente
mezclados dispuestos en serie, con esta consideración puede demostrarse que :
E t
N t Nt
N
N N
( )( / ) exp ( / )
!
1
1 (5-53)
o bien, en términos del tiempo adimensional definido como:
E t
N N
N
N N
( )exp ( )
!
1
1 (5-54)
expresión que se muestra para distintos valores de N. Cabe hacer notar que cuando
el número de reactores tiende a infinito la mezcla real se aproxima al flujo pistón, como
se muestra en la Figura siguiente:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
112
FIGURA 5-7. Desarrollo de la ecuación (5-54) para distintos valores de N
Modelo de Molienda continua.
Al reemplazar en la integral (5-43), la expresión para la función DTR y la
solución de la ecuación de molienda discontinua dada por la expresión (5-15) se
obtiene:
n,1ipara;
N
S1
Axf
i
1jN
j
ji
ip
(5-55)
donde los valores Aij están dados por la ecuación (5-16).
En esta expresión el tiempo promedio de residencia, , puede calcularse
dividiendo el Hold up de sólidos retenidos en el molino por el flujo másico de
alimentación. El valor de N debe determinarse a través de la técnica de trazadores, los

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
113
valores corrientes que se han reportado varían entre 1 y 3. Cuando el valor de N no es
conocido puede utilizarse como aproximación la razón largo/diámetro del molino.
Otra forma de abordar el problema es utilizando el modelo simplificado de
molienda descrito por la ecuación (5-35); en este caso la solución que se obtiene es:
R RN
SPi ai i
N
1
(5-56)
donde Rpi y Rai son, respectivamente, la función acumulativa pasante del producto y
de la alimentación del molino. Los otros términos tienen el sentido antes indicado.
Además, si se utiliza el modelo cinético en términos de la energía específica,
puede dejarse este modelo en función de seis parámetros ajustables. 0, 1 ,dc, 0, 1
y 2 , los que corresponden a las ecuaciones (5-76) y (5-79) y puede ser expresado,
además. en términos de todas las variables que describen la potencia del molino y
del Hold up como por ejemplo: Fracción volumétrica de bolas; fracción de la velocidad
crítica; densidad de la pulpa; dimensiones del molino; etc. Esto permite que el modelo
sea una valiosa herramienta para simular algún cambio en la operación de la máquina.
5.3. MODELAMIENTO DE LA CLASIFICACIÓN
5.3.1. Eficiencia diferencial de clasificación.
Para cuantificar y analizar la operación de clasificación se utiliza la llamada
Eficiencia Diferencial de Clasificación. Esta se define, para cada tamaño, como la
razón existente entre la masa de material clasificado en la descarga y la masa de
material a clasificar en la alimentación.
E xD f x
A f xd i
d i
a i
(5-57)
donde D y A son los flujos másicos de descarga y de alimentación y fd(xi) y fa(xi) sus
respectivas distribuciones de tamaño xi,
La ecuación anterior puede expresarse en términos de las granulometrías de
alimentación, descarga y rebose resolviendo el sistema de ecuaciones dado por el
balance másico total y el balance por tamaños.
Balance de masa total:
A = D + R (5-58)
Balance por tamaño

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
114
A fa(xi) = D fd(xi) + R fr(xi) (5-59)
Con ello la Eficiencia se escribe como:
irid
iria
ia
idid
xfxf
xfxf
xf
xfxE
(5-60)
Al graficar la eficiencia diferencial versus el logaritmo del tamaño promedio, se
obtiene una curva que recibe el nombre de Curva de Eficiencia Diferencial; Curva de
Partición o Curva Tromp (Figura 5-8).
1
Ed(xi)
log xi)
Separador perfecto
Separador real
FIGURA 5-8: Curva de Eficiencia Diferencial
En la figura anterior se muestra una curva de partición y como referencia se
muestra la situación de separación ideal. Al respecto se pueden comentar dos
conductas:
a. En un separador ideal la separación es perfecta, es decir, la descarga contiene
todas las partículas de un tamaño superior al tamaño de corte xc, que se
encontraban en la alimentación. En cambio en el separador real la separación no

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
115
es perfecta y existen partículas del tamaño de corte que pasan a la descarga y
otras que pasan al rebose.
b. La curva real no parte desde cero. Siempre se produce algún grado de
cortocircuito, existirán partículas que son arrastradas hacia la descarga sin
experimentar el efecto de clasificación. En cambio, en la separación ideal todas
las partículas son clasificadas y no existe cortocircuito.
Para calcular la Eficiencia Diferencial es requisito previo que se hayan ajustados
los flujos tal que se tenga cuadratura para cada fracción de tamaño, para esto se
pueden utilizar las técnicas de ajuste descritas en el Capítulo 3 de este Manual.
5.3.2. Curva de Eficiencia corregida.
Para evaluar el comportamiento del clasificador resulta conveniente aislar el
efecto del cortocircuito definiendo la eficiencia corregida en la forma:
E xD f x M x
A f x M xc i
d i i
a i i
(5-61)
El valor del cortocircuito puede estimarse considerando que M(xi), la masa de
material de tamaño x de la alimentación que pasa a la descarga por cortocircuito, es
proporcional a la cantidad de fino presente en la descarga y a la cantidad total de
partículas de tamaño xi existentes en la alimentación. De lo anterior:
M x DF x
Fa xf xi
d n
n
a i (5-62)
donde Fa(xn) y Fd(xn) corresponden a las fracciones acumulativas pasantes, de
alimentación y descarga respectivamente, y xn a la abertura del tamiz mas pequeño
utilizado en el análisis granulométrico. Para obtener una expresión operacional de la
eficiencia corregida se reemplaza en la ecuación (5-61) el valor de M(xi) definido por (5-
62). Luego de hacer este arreglo se divide el cuociente por el término Afa(xi) lo cual da:
E x
E x E x
E xc i
d i n
n
0
1 0
,
, (5-63)
donde el término de corrección, denominado cortocircuito de finos, vale:
E xD
A
F x
F xn
d n
a n
00
0,
,
, (5-64)

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
116
En el caso de hidrociclones puede estimarse el cortocircuito de finos como
proporcional al cortocircuito de aguas, definido éste último como la masa de agua en la
descarga dividida por la masa de agua en la alimentación. Esto no es rigurosamente
válido, pero puede constituir una buena aproximación en algunos casos.
La curva de Eficiencia Corregida, que se muestra en la Figura (5-9), parte desde
cero y es válida para una sola condición de operación. Esta curva permite evaluar el
comportamiento del clasificador. Para ello se define un índice, denominado Indice de
Selectividad, el que sirve para comparar con respecto de la situación ideal. Este índice
se expresa como:
ISxx
25
75 (5-65)
Los valores de x25 y x75 corresponden a los valores de tamaños cuando la
eficiencia corregida vale 0,25 y 0,75 respectivamente y se leen directamente desde la
gráfica como se muestra en la Figura.
Cortocircuito
1
EC (xi)
log xi)
0.75
0.5
0.25
x25 x75
FIGURA 5-9: Curva de Eficiencia Corregida
Para un separador ideal resulta evidente que los valores de x25 y x75 coinciden
por lo cual IS toma el valor uno. Esto da un criterio para evaluar cualitativamente la

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
117
operación del clasificador, mientras más cerca de la unidad se encuentre el valor
calculado de IS el equipo estará operando en forma más cercana a la situación ideal.
5.3.3.- Curva de Eficiencia Reducida.
La curva de Eficiencia corregida depende de las condiciones de operación del
clasificador, lo que se muestra, a modo de ejemplo en la figura (5-10). Para obtener una
curva que represente al clasificador, independiente de cuales sean las condiciones
particulares de operación, se define un tamaño reducido:
x* = x/x50 (5-66)
donde el tamaño x50 , mostrado en la figura, corresponde al que se reparte por igual
entre la descarga y el rebose y se obtiene por lectura directa de la gráfica.
log (xi)
1
x50
x50
x50
0.5
Ec (xi)
FIGURA 5-10: Curvas de eficiencia Corregida para distintas
condiciones de operación.
Para construir una curva de eficiencia reducida se leen los datos de eficiencia, de
cada uno de los conjuntos de datos de los que se disponga, y se divide el tamaño
promedio de la malla por el correspondiente x50 leído desde la curva. Con los diferentes
conjuntos de datos, Ec y x*, se confecciona una sola tabla que se gráfica dando origen
a la curva de eficiencia reducida que se muestra en la figura (5-11). En una situación
real, lo que se obtiene es una nube de puntos y para llegar a la curva que se nuestra en
la Figura (5-11) es necesario suavizar los datos utilizando algún modelo matemático,
de ellos los más utilizados son el modelo de Plitt y el modelo de Rao-Lynch.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
118
a.- Modelo de Plitt (o de Rosin-Ramler)
Se expresa por un modelo matemático similar al de Rosin Ramler:
E(x*) = 1 - exp { -b (x*)a} (5-67)
donde a y b son parámetro de ajuste. Para realizar el ajuste de estos parámetros es
importante tener presente que la curva tiene como restricción que cuando x* vale 1 la
eficiencia reducida debe valer 0,5. De allí que el valor de b es fijo e igual al logaritmo
natural de dos.
E(x*) = 1 - exp { -Ln 2 (x*)a} (5-68)
b.- Modelo de Lynch.
La ecuación de Lynch es la siguiente:
E x
x
xr *
exp *
exp * exp
1
2 (5-69)
donde es un parámetro de ajuste.
1
x*i1
0.5
Er (xi)
FIGURA 5-11: Curva de Eficiencia Reducida

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
119
La utilidad de la curva reducida se encuentra en la simulación del
comportamiento de un clasificador. Si se conoce esta curva puede predecirse cual será
la distribución granulométrica probable de la descarga y del rebose frente a cambios en
la granulometría de alimentación.
5.3.4. Modelos matemáticos para hidrociclones.
Los modelos teóricos que se han propuesto para describir el funcionamiento de
un hidrociclón no han sido del todo exitosos. En su defecto, existen buenos modelos
empíricos que permiten el diseño y simulación de hidrociclones. Los modelos más
utilizados son el de Rao-Lynch y el de Plitt.
a.- Modelo de Rao-Lynch.
Rao y Lynch desarrollaron un conjunto de cuatro ecuaciones que permite simular
el comportamiento de hidrociclones industriales entre 15 y 26 pulgadas de diámetro,
operando con alimentación de hasta 70 % en sólido, con presiones que exceden 4 psig
y cuando el diámetro del rebose (Vortex) es considerablemente mayor que el diámetro
de la descarga (Apex).
i.- Ecuación de capacidad.
Q K p d Pr a 1
0 5 0 125100, ,
(5-70)
donde Q = Flujo volumétrico de pulpa.
K1= Constante de ajuste.
p = Presión de alimentación.
dr = Diámetro del rebose.
Pa = Porcentaje en sólido de alimentación.
ii.- Ecuación de distribución de aguas.
R x A x d Kr a d
* *, ( )1 11 1 10 2 (5-71)
donde: R* = Flujo másico total en el rebose.
A* = Flujo másico total en la descarga.
xr = Fracción en peso de sólidos en el rebose
xa = Fracción de sólidos en peso de la alimentación.
dd = Diámetro de descarga.
K2 = Constante de ajuste.
iii.- Tamaño de separación.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
120
log, , ,
( )
,
*xd d p
Rx
Kr d r50 3
2 6 3 5 10 7
1
5 2
(5-72)
Los términos tiene el mismo significado de las ecuaciones anteriores, K3 es una
constante de ajuste.
iv.- Eficiencia reducida:
E x
ax
ax ar i
i
i
*
*
*
exp
exp exp
1
2 (5-73)
donde x* = x/x50
a = Parámetro característico del mineral y del equipo.
Para utilizar el modelo anterior deben hacerse experiencias programadas a fin de
determinar las constantes K1, K2, K3 y el parámetro a de la eficiencia reducida. Debe
destacarse que la ecuación de la eficiencia reducida requiere de técnicas de ajuste no
lineal, de allí que se prefiera utilizar la ecuación homóloga del modelo de Plitt.
b.- Modelo de Plitt
Está conformado por cuatro ecuaciones que se indican a continuación:
i.- Ecuación de capacidad
AC p d d h d ds c A d r
a
a
1
0 0 0 0 16 2 20
0 31
( )
exp ,
,56 ,21 ,53 ,,49
(5-74)
donde:
A = Flujo másico de alimentación (Ton/hr.)
dc = Diámetro interno del hidrociclón medido bajo el vortex finder (cm.).
dA = Diámetro de la abertura de alimentación. En caso que esta no sea circular
es igual a (4 Ai/)0,5
, siendo Ai el área de la abertura de entrada (cm2).
dd = Diámetro del apex o de la descarga (cm.).
dr = Diámetro interno del vortex finder (cm.).
p = Presión manométrica en el ducto de alimentación (psig).
a = Fracción volumétrica de sólidos de alimentación.
s = Densidad del sólido.
h = Altura del vortex finder.
C1 = Constante a determinar.
ii.- Ecuación del tamaño x50 corregido.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
121
xC d d d h
d h p
c A r s a
d s f
a
50
20 0 1 0 16
00 0
0 71 0 0 0
6 3
,46 ,60 ,21 ,,49
,45 ,45
, ,38 ,45 ,45
exp ,
(5-75)
donde x50 es el tamaño 50 % de la curva corregida, C2 una constante a determinar y
todos los otros términos tienen el significado anterior.
iii.- Ecuación de cortocircuito
aS
S
d
a
1
1 1
(5-76)
donde a es el cortocircuito, d la fracción volumétrica de sólidos en la descarga y S la
razón entre el flujo másico de la pulpa en la descarga y en la alimentación. Este valor
está dado por:
SC d d h d d
d p
d r d r s a a a
c
3
3 13 0 2 20 0
111 0
1 0 54/ exp ,, ,54
,36 ,24
, ,24
(5-77)
C3 es una constante a determinar y todos los otros términos tienen el significado antes
indicado.
iv.- Ecuación de eficiencia
E xx
x
i
b
( ) exp ln*
1 250
(5-78)
donde E(x*) es la eficiencia reducida, xi el tamaño i y b un parámetro a determinar.
El modelo de Plitt incorpora más parámetros, en especial los definidos por la
geometría del hidrociclón, además, los valores numéricos que aparecen como
constantes, a las cuales se elevan las variables, tienen un valor tan sólo referencial. Si
se dispone de un conjunto de datos experimentales apropiado es recomendable
determinar nuevos valores para dichas constantes.
De manera análoga al caso anterior, el cálculo de las constantes del modelo; C1,
C2, C3, y b, requiere de un muestreo que se haya planificado con ese propósito.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
122
c.- Simulación de un hidrociclón.
Los modelos de Rao-Lynch y de Plitt, permiten simular el comportamiento de
un hidrociclón al modificarse las variables de entrada: flujo de sólido, de agua,
distribución granulométrica de alimentación o algunos de los parámetros de diseño del
equipo como los diámetros de vortex y apex.
Para aplicar los modelos previamente deben realizarse campañas de muestreo
a fin de determinar sus constantes internas. Normalmente deben tomarse muestras de
alimentación, rebose y descarga. A dichas muestras se les mide la densidad de pulpa
y la distribución granulométrica. Asimismo, es necesario registrar la presión en el ducto
de alimentación y mediar los parámetros de diseño de la unidad: diámetro de vortex,
apex, interno, altura del vortex finder.
Por ejemplo, si se aplica el modelo de Rao-Lynch y se modifica el flujo de
sólidos y la densidad de pulpa de alimentación, el procedimiento debe seguir la
siguiente secuencia:
- Conocido el flujo de sólidos y la densidad de pulpa se debe calcular,
aplicando las definiciones, el nuevo flujo volumétrico de pulpa y su
respectivo porcentaje en sólidos..
- Conocido las variables anteriores se calcula la presión en el ducto de
alimentación mediante la ecuación (5-70).
- Como se conoce el flujo de agua en la alimentación, A* (1 – xa), se calcula el
agua en el rebose mediante la ecuación (5-71). Conocido este valor se
calcula por diferencia el agua en la descarga.
- Conocido el flujo de agua en el rebose y la presión de alimentación, se
calcula el tamaño x50 mediante la ecuación (5-72).
- Mediante aplicación directa de la ecuación (5-73) se calcula la eficiencia
corregida. Al respecto es conveniente construir una tabla que considere las
siguientes columnas:
MALLA ABERTURA
PROMEDIO, xI
TAMAÑO
REDUCIDO, xi/x50
EFICIENCIA
REDUCIDA
- la abertura promedio se obtiene por el promedio geométrico de las mallas
anterior y actual, el tamaño reducido se calcula dividiendo el tamaño
promedio por el tamaño x50 calculado en el punto anterior y la eficiencia
reducida por reemplazo del tamaño reducido en la ecuación (5-73)
- Para el cálculo de la Eficiencia Diferencial, en el modelo de Rao-Lynch se
asume que el cortocircuito de finos es proporcional al cortocircuito de aguas,
luego se aplica la ecuación (5-63) considerando que E(0,xn) = (agua en la
descarga)/(agua en alimentación). Para el cálculo es conveniente añadir una

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
123
nueva columna a la tabla anterior donde se registren los valores de la
Eficiencia Diferencial.
- Para el cálculo de la distribución granulométrica de descarga se aplica la
definición de eficiencia diferencial y se asume conocido la distribución
granulométrica de alimentación. Es conveniente añadir a la tabla anterior
tres nuevas columnas: A fa(xi), D fd(xi) y R fr(xi). El valor de A fa(xi) es un dato
del problema, la columna D fd(xi) se calcula por la definición de eficiencia
diferencial y la restante mediante un balance de masa restando las dos
columnas anteriores.
- El resultado se informa mediante los flujos másicos de sólidos con su
respectivas concentraciones de pulpa y la distribución granulométrica de los
tres flujos. Esta última se obtiene dividiendo las columnas A fa(xi), D fd(xi)
y R fr(xi) por los respectivos valores de A, D y R.
Se procede de manera similar cuando se modifiquen otras variables, en todo
caso debe tenerse en cuenta el rango de validez del modelo, por ejemplo las presiones
deben estar en el rango 4 – 25 psig. El procedimiento indicado resulta fácil de
programar en una planilla de cálculo.
Cuando se utiliza el modelo de Plitt se procede en forma similar, pero en este
caso resulta importante considerar que el cortocircuito se calcula mediante la
ecuación (6-56) y no puede hacerse la consideración de Rao-Lynch, respecto a la
correlación entre cortocircuito de aguas y de finos.
BIBLIOGRAFIA CONSULTADA
- Austin L., Concha F. “Diseño y simulación de circuitos de molienda y clasificación”,
CYTED, 1994.
- Wills B.S., “Tecnología de Procesamiento de Minerales”, Limusa Noriega Editores,
1994.
- Lynch A. J. “Mineral Crushing and grinding Circuits”, Elsevier, N.Y., 1977.
- Gutierrez L., Sepúlveda J. “Dimensionamiento y optimización de plantas
concentradoras mediante técnicas de simulación matemática”. CIMM, Santiago,
1986.
- Magne Luis, Curso “Conminución de Minerales”, CIMM, JICA, AGCI. Primer Curso
Internacional de procesamiento de minerales” Santiago, Julio 1995.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
124
- Austin L., Concha F. “Diseño y simulación de circuitos de molienda y clasificación”,
CYTED, 1994.
- Wills B.S., “Tecnología de Procesamiento de Minerales”, Limusa Noriega Editores,
1994 .
- Gutierrez L., Sepúlveda J. “Dimensionamiento y optimización de plantas
concentradoras mediante técnicas de simulación matemática”. CIMM, Santiago,
1986.
- Magne Luis, Curso “Conminución de Minerales”, CIMM, JICA, AGCI. Primer Curso
Internacional de procesamiento de minerales” Santiago, Julio 1995.
- Weise N.L., MINERAL PROCCESING HANDBOOK, American Institute of Mininig
and Petroleum Engineers, N.Y., 1985.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
125
PROBLEMAS SUGERIDOS PARA EL CAPITULO
Ajuste de balance de masa
1.- Para evaluar un sistema de molienda-clasificación se muestreo la bancada de
hidrociclones. Los resultados de las distribuciones granulométricas del muestreo se
presentan en la tabla siguiente:
Malla Tamaño
(micras
Granulometría
Alimentación
100 F(x)
Granulometría
Descarga 100
F(x)
Granulometría
Rebalse 100
F(x)
3 6680 97.84 98.42 100
4 4700 96.84 97.15 100
6 3380 95.57 95.24 100
8 2360 94.46 93.61 100
10 1650 93.94 90.48 100
14 1170 92.14 88.76 100
20 833 83.42 76.93 100
28 589 75.31 65.14 100
35 417 68.61 56.91 100
48 295 48.62 32.1 94.18
65 208 37.47 20.93 85.46
100 150 29.44 13.8 75.94
150 106 23.54 9.25 66.49
200 75 19.76 7 58.03
270 53 17.05 5.79 51.2
325 45 16.06 5.37 48.38
Además, se midió la densidad de la pulpa de cada una de las muestras tomadas y el
flujo másico de alimentación a ciclones. Estos valores se muestran a continuación.
Alimentación
ciclones
Descarga
ciclones
Rebose
ciclones
Tonelaje seco (Ton/hr.) 3280.4 ----- -------
Densidad de pulpa. (grs/ltr) 1627.9 1930.8 1241.2
El valor de la densidad del mineral es de 2.8 (grs./cc.). Para esos valores:
a. Calcule los flujos másicos de rebose y descarga y el porcentaje de carga
circulante del sistema.
b. Calcule el valor de las granulometrías ajustadas.
c. Efectúe un balance de aguas del sistema.
d. Calcule los valores de la eficiencia diferencial, corregida y reducida.

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
126
2.- Simulación de hidrociclon
Para evaluar un circuito inverso de molienda-clasificación se muestreó la bancada de
hidrociclones. Las características de ella fueron las siguientes: Número de
Hidrociclones = 9; Diámetro ciclón = 26 plg.; Altura libre = 76 plg.; Diámetro
alimentación 6 plg.; Diámetro Rebose = 12 plg.; Diámetro Descarga = 5,5 plg.;
Presión de alimentación = 10,5 Psi.
Durante el muestreo el sistema se encontraba operando en estado estacionario. El
valor de la densidad del mineral fue de 2,8 (grs./cc.) y el de la densidad de pulpa y
tonelaje de sólidos secos, para cada uno de los flujos, fueron las siguientes:
Alimentación
ciclones
Descarga
ciclones
Rebalse
ciclones
Densidad de pulpa. (grs/ltr) 1627,9 1930,8 1241,2
Flujos sólidos secos (TPH) 875 220,3 654,7
El valor de las distribuciones granulométricas ajustadas de los flujos se muestra en la
tabla.
Malla Tamaño
(micras)
Granulometría
Alimentación 100 f(x)
Granulometría
Descarga 100
f(x)
Granulometría
Rebalse 100
f(x)
3 6680 1,18 1,58 0
4 4700 0,95 1,27 0
6 3380 1,43 1,91 0
8 2360 1,22 1,63 0
10 1650 2,34 3,13 0
14 1170 3,86 1,72 0
20 833 6,28 11,83 0
28 589 8,82 11,79 0
35 417 8,10 8,23 0
48 295 18,08 24,81 5,82
65 208 10,55 11,17 8,72
100 150 7,73 7,13 9,52
150 106 5,78 4,55 9,45
200 75 3,66 2,25 8,46
270 53 2,78 1,21 6,83
325 45 1,02 0,42 2,82
-325 16,20 5,37 48,38
Para los datos entregados anteriormente:

UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DPTO. INGENIERIA DE MINAS
QUIROZ R., Apuntes de curso de MINERALURGIA, 2003
127
a. Ajuste el modelo empíricos para Hidrociclones de Plitt.
b. Informe cual será la distribución granulométrica, de rebose y descarga, y la
distribución de aguas, si se decide aumentar el flujo de alimentación a 940 TPH.