
8. Pro I Ctc 01 Instalacion Geomembrana (V02)
41
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA Código: PRO-I-CTC-01 Versión:02 N° Copia: Página 1 de 41 1. OBJETIVO Asegurar que todo el proceso de instalación de geomembrana se realice de acuerdo a los protocolos establecidos en el presente procedimiento. 2. ALCANCE Aplicable a las actividades de Instalación de Geomembrana de TDM. [La aplicación de las actividades descritas en el presente procedimiento está sujeta a los alcances del contrato o de la orden de Servicio del Cliente.] 3. DEFINICIONES Y ABREVIATURAS − [HSE: Seguridad, Salud Ocupacional y Medio Ambiente.] − Geomembrana: Revestimiento flexible de polietileno de alta densidad (HDPE) de 0.94 – 0.96 g/cm 3 y baja densidad (LLDPE) entre 0.914 – 0.940 g/cm 3 . − Lastre: Sacos de polipropileno conteniendo material granular fino (por ejemplo: arena) que no dañe ni el saco ni la Geomembrana. Se utiliza como elemento de fijación temporal de la geomembrana. − Panel de Geomembrana: Se denomina a un área individual delimitada o a una porción de geomembrana. Fecha de aprobación: 03 de Enero 2013 Elaborado por: Julio Guerra Revisado por: Javier Villanueva Aprobado por: Rafael Vega [Sub Gerente de Obras] Gerente de Construcción Director de Operaciones
description
Instalacion Geomembrana
Transcript of 8. Pro I Ctc 01 Instalacion Geomembrana (V02)

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 1 de 41
1. OBJETIVO
Asegurar que todo el proceso de instalación de geomembrana se realice de acuerdo a los
protocolos establecidos en el presente procedimiento.
2. ALCANCE
Aplicable a las actividades de Instalación de Geomembrana de TDM.
[La aplicación de las actividades descritas en el presente procedimiento está sujeta a los alcances del contrato o de la orden de Servicio del Cliente.]
3. DEFINICIONES Y ABREVIATURAS
− [HSE: Seguridad, Salud Ocupacional y Medio Ambiente.]
− Geomembrana: Revestimiento flexible de polietileno de alta densidad (HDPE) de 0.94 –
0.96 g/cm3 y baja densidad (LLDPE) entre 0.914 – 0.940 g/cm3.
− Lastre: Sacos de polipropileno conteniendo material granular fino (por ejemplo: arena) que
no dañe ni el saco ni la Geomembrana. Se utiliza como elemento de fijación temporal de la
geomembrana.
− Panel de Geomembrana: Se denomina a un área individual delimitada o a una porción de
geomembrana.
Fecha de aprobación: 03 de Enero 2013
Elaborado por: Julio Guerra Revisado por: Javier Villanueva Aprobado por: Rafael Vega
[Sub Gerente de Obras] Gerente de Construcción Director de Operaciones

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 2 de 41
− Parche: Porción individual de geomembrana utilizada para reparar la geomembrana base.
− QC: Control de Calidad
− Soldadura de Geomembrana: Unión de geomembrana por calor y presión, se puede
realizar con o sin aporte de material (extrusión o fusión).
− Soldadura por Cuña Caliente: Soldadura por Termofusión, por cuña caliente, que permite
la soldadura de geomembranas de polietileno en base a tres elementos Presión,
Temperatura y Velocidad.
− Soldadura por Extrusión: Soldadura de aporte [ ], con material polietileno, que permite la
soldadura de Geomembrana. [ ]
− [SOAC: soplador de aire caliente]
− [Rasante: área aprobada por el cliente para la instalación de geosintéticos]
− TDM: Tecnología de Materiales S.A.
4. RESPONSABILIDADES
Gerente de Construcción
− Asegurar que se cumplan los lineamientos descritos en el presente procedimiento.
− [Asegurar que se cumplan los requisitos establecidos para cada proyecto.]
− [Asegurar que se mantengan las buenas relaciones con los clientes en las diferentes obras de TDM.]
− [Evaluar a su personal.]
− [Reportar al Director de Operaciones.] [Subgerente de Obras]
− Asegurar que se cumplan los requisitos establecidos con el cliente y se dé
cumplimiento a los documentos aplicables a la obra.
− [Asegurar que se cumplan los estándares de Calidad del cliente y de TDM en la obra.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 3 de 41
− [Asegurar que se mantengan las buenas relaciones con el cliente y la Supervisión de obra.]
− [Evaluar a su personal.]
− [Reportar al Gerente de Construcción.] [Residente de Obra] o Supervisor de Obra
− [Representa a TDM ante el cliente en la obra]
− Responsable del avance de obra
− Verificar que se cumpla con los plazos establecidos por el cliente, que se apliquen los
lineamientos descritos para la obra.
− Verificar que los controles de calidad hayan sido realizados íntegramente y en forma correcta, asegurándose de contar con los registros escritos de la información obtenida en el terreno.
− [Mantener buenas relaciones con el cliente y la Supervisión de obra.]
− [Reportar al Sub Gerente de Obras.] [Responsable del Área Técnica]
− [Responsable de elaborar y conseguir la aprobación de las valorizaciones de obra.]
− [Elaborar y tramitar adicionales o cualquier otro expediente de la obra.]
− [Reportar los avances de obra, solicitar recursos y sustentarlos.]
− [Realizar el control de avance de obra.]
− [Realizar los reportes de avances.]
− [Control de cronograma del proyecto.]
− [Mantener buenas relaciones con el cliente y la Supervisión de obra.]
− [Reporta al Residente de Obra.] [Supervisor de Campo]
− [Responsable del buen desempeño del personal de obra.]
− [Responsable de hacer cumplir las metas impuestas por el Residente de Obra.]
− [Ejecutar las obras con máxima calidad.]
− [Asegurar el stock de los materiales necesarios para el proyecto]
− [Reportar al Residente de Obra.]
Supervisor de Control de Calidad
− Responsable del control de calidad en la instalación de los geosintéticos.

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 4 de 41
− [ ].
− Realizar todas las coordinaciones Área de Control de Calidad del cliente y la
Supervisión correspondiente.
− Responsable de toda la documentación generada para el Control de Calidad de la
instalación.
− [Responsable de verificar que los materiales que lleguen a obra cumplan con las especificaciones técnicas del proyecto y sin daño físico.] [Asegurar que los equipos de control de calidad cuenten con sus certificados de calibración vigentes]
− Reportar al [Residente de Obra o Supervisor de Obra.]
Técnicos de Soldadura
− Responsable de la fusión y extrusión de los paneles de geomembrana y verificar que
el equipo asignado se encuentre operativo.
− [Asegurar que los equipos se encuentren limpios y operativos, cualquier desperfecto de los equipos debe comunicar al Supervisor de Campo reportando las fallas al área de mantenimiento.
− [Realizar los trabajos de soldadura de geosintéticos asignados.]
− [Cumplir con las especificaciones del proyecto y de TDM.]
− [Verificar la calibración de los equipos de soldar antes de iniciar los trabajos de soldadura.]
− [Asegurar la limpieza y el amolado de las superficies a soldar.]
− [Reportar al Supervisor de Campo.] Técnicos de Control de Calidad
− Realizar el control de calidad bajo las normas establecidas o especificaciones del
proyecto.
− [Asegurar de que los equipos de control de calidad se encuentren limpios y operativos.]
− [Cumplir con los reglamentos y procedimientos del cliente, la Supervisión correspondiente y TDM.]
− [Reportar al Supervisor de Control de Calidad.]
[Ayudantes de Obra]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 5 de 41
− [Limpiar todos los equipos, siguiendo las indicaciones del Técnico.]
− [Apoyar al Técnico durante las actividades de instalación, soldadura y control de calidad de los geosintéticos.]
− [Reporta al Técnico.]
[Supervisor de HSE] − [Participar en reuniones convocadas por el cliente en los temas relacionados
con HSE.]
− [Asesorar y coordinar actividades de capacitación de HSE al personal.]
− [Elaborar reportes de HSE para TDM y los solicitados por el cliente.]
− [Mantener los registros, reportes y comunicaciones generados.]
− [Coordinar períodos de inspección y mantenimiento de equipos de HSE.] [NOTA 1:] [TDM realiza la cotización de la instalación de geomembrana adjuntado sus alcances de Obra, en estos alcances se describen las condiciones de ejecución; la aceptación de los alcances se realiza a través de los contratos u Órdenes de Servicio.]
5. PROCEDIMIENTO
5.1. [ INSPECCIÓN DE RASANTE]
[El Residente de Obra o Supervisor de Control de Calidad de TDM acompañado del cliente realizarán una caminata sobre la rasante para la inspección visual; el cliente debe mostrar y entregar al Residente de Obra los protocolos que demuestren que la rasante cumpla con las especificaciones técnicas del proyecto. Los protocolos serán la evidencia de que la rasante está habilitada para el despliegue de geomembrana. La Recepción de la rasante por parte de TDM será a través del documento generado por el área de aseguramiento de calidad del cliente o la persona que este asigne.]
5.2. TRASLADO Y ALMACENAMIENTO A PIE DE OBRA
[ ] [Solicitar el material al cliente según lineamientos establecidos para la obra. Antes de proceder a cargar los rollos de geomembrana se debe inspeccionar la
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 6 de 41
plataforma del camión grúa para verificar que no existan objetos punzocortantes que dañen los geosintéticos. El operador del camión grúa es responsable de inspeccionar los geosintéticos previa a la recepción para su traslado al pie de obra.] [El cliente es responsable de asignar y preparar el área adecuada para el almacenamiento de los materiales al pie de la obra. TDM deberá inspeccionar el área de almacenamiento al pie de obra para verificar que la superficie sea plana y esté libre de objetos punzocortantes que podrían cortar o perforar el material de revestimiento. El cliente, dependiendo de los acuerdos para el proyecto, puede inspeccionar la descarga.]
5.3. RECEPCIÓN E INSPECCIÓN DE MATERIALES AL PIE DE LA OBRA
[ ]
[El material de revestimiento es recepcionado e inspeccionado por un Técnico de Control de Calidad designado por el Supervisor de Control de Calidad de TDM, de manera visual, al pie de la obra; inspeccionará cada rollo y su apilamiento.] [Las etiquetas de identificación de los rollos del material, también deben ser inspeccionados ya que constituyen una entrada para el reporte del control de calidad que se realizará durante la instalación. El número de rollo permite identificar los paneles que serán obtenidos de los rollos para poder asignarlos a los reportes que correspondan.]
5.4. PLANO DE [PREDISPOSICIÓN] DE PANELES DE REVESTIMIENTO (PANEL LAYOUT) Como parte de la planificación inicial del trabajo, los ingenieros [de presupuestos] deberán preparar un [Panel Layout que muestra cómo se distribuirán los paneles] para formar el revestimiento final. [Dependiendo de las condiciones del proyecto, se pude cambiar la secuencia de colocación de los paneles; esto se realizará previa coordinación con el cliente. Cabe resaltar que el Panel Layout es un documento referencial. La instalación se realizará de acuerdo a las condiciones reales del terreno.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 7 de 41
[NOTA 2:] [Para la elaboración del Panel Layout TDM necesitará contar con los planos del terreno donde se realizará la instalación de geomembrana. El cliente o a quien asigne debe enviarlos en cuanto se acepte la realización del servicio.]
5.5. INSTALACIÓN DE REVESTIMIENTO [Antes de iniciar el tendido de los paneles de geomembrana se debe realizar la inspección visual de la rasante. Seguidamente, se deben desplegar los paneles y registrarlos en el formato REG-I-CTC-02 Despliegue de Geomembrana, de acuerdo con el Panel Layout y las condiciones reales del terreno. El técnico de Control de Calidad debe identificar cada panel anotando, con marcador, la siguiente información:]
− Nº de Panel
− Nº de Rollo, asignado por el fabricante
− Fecha y Hora de despliegue
− Dimensión del panel
Cuando [estén desplegados los paneles se verificará] que no presenten daños físicos,
[de fábrica] o [producidos] durante la [la manipulación de transporte.] Se deberá
reportar al cliente o a su supervisión de aseguramiento de calidad cualquier daño en la
capa externa de los rollos que podrían afectar [la calidad de la instalación.]
5.6. [PRUEBAS DE PRE SOLDADO CON CUÑA Y EXTRUSORA] [Los] ensayos consisten, en probar la adherencia (peel) y el esfuerzo cortante (shear) de
las muestras cortadas [de soldadura que serán ensayadas en el tensiómetro de campo.] La velocidad de separación de la [mordaza o clamp del tensiómetro] deberá
ser de 2 pulgadas por minuto. [En geomembrana de alta densidad (HDPE) y 20 pulgadas por minuto en geomembrana de baja densidad (LLDPE).] Los criterios de
las pruebas deberán ser según las especificaciones del [proyecto] o los
[procedimientos] de TDM [ ].
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 8 de 41
5.6.1. [MUESTRAS PARA ENSAYO] Las muestras para los ensayos [son cortados con una cuponera.] [Para el caso de la puesta en marcha de los equipos se beberán ensayar:
− 3 cupones en la prueba de adherencia (peel) y 2 cupones en prueba de esfuerzo cortante (shear).]
[Para el ensayo de muestras destructivas se deberán ensayar:]
− 5 cupones en la prueba de adherencia (peel) y 5 cupones en prueba de esfuerzo cortante (shear).]
[Los cupones son] de 15cm (6”) por 2.54cm (1”) de ancho, de la muestra de
soldadura, de modo que cada muestra para ensayo tenga un ángulo de 90° hacia la
soldadura y que quede en el centro de la muestra para ensayo [en el tensiómetro.]
[NOTA 3]: Se deberá tener especial cuidado en que el cupón de muestra sea [de 15cm (6”) por] 2,54cm (1”) de ancho, medido en forma perpendicular a la costura. Esto es
porque el esfuerzo a que será sometida la muestra se expresa en Libras/pulgada
lineal, por lo que cualquier variación en el ancho de cupón alterará la resistencia al
esfuerzo que será sometido.
5.6.2. PRUEBA DE ADHERENCIA (Peel)
La parte sobrepuesta de la muestra para ensayo se deberá tirar 180° desde la parte
superior de la misma. La muestra para ensayo se deberá realizar usando un
tensiómetro. [Si el cupón pasó la prueba debe producirse] una unión de
rompimiento de la película (es decir, el material de lámina se rompe sin dañar la
soldadura); una falla, [es decir el cupón no pasó la prueba], se define como el
efecto de adherencia de la costura.
Estas muestras se deberán retener como referencia en caso que se produzca un
problema en la soldadura al pie de la obra o que se requiera información adicional
durante el día.
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 9 de 41
La siguiente información se deberá registrar, en forma previa a la soldadura del
panel de geomembrana, de manera pertinente:
− Nombre del soldador.
− Número de la máquina de soldar.
− Temperatura ambiente.
− Velocidad de la máquina.
− Fecha de la prueba.
− Hora de la prueba.
Los trabajos de soldadura no comenzarán si está lloviendo o hasta que se hayan
aprobado todas las pruebas iniciales.
[Los resultados de ensayo se registraran en los formatos:]
− REG-I-CTC-05 Prueba Inicial de Soldadura de Geomembrana – Fusión]
− REG-I-CTC-09 Prueba Inicial de Soldadura de Geomembrana – Extrusión]
5.6.3. [PRUEBAS DE ESFUERZO CORTANTE (Shear)] [Para la prueba de esfuerzo cortante, se inmoviliza la lámina superior del cupón con la mordaza o clamp del tensiómetro en un extremo, y en el otro extremo del cupón se inmoviliza la lámina inferior en la parte opuesta de la muestra, se procede a tirar las láminas hasta que se separen y/o se produzca la fractura.] [Los resultados de ensayo se registraran en los formatos:]
− REG-I-CTC-05 Prueba Inicial de Soldadura de Geomembrana – Fusión]
− REG-I-CTC-09 Prueba Inicial de Soldadura de Geomembrana – Extrusión]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 10 de 41
5.6.4. EVALUACIÓN DE LOS RESULTADOS DE PRUEBA Todas las pruebas deberán exhibir un tipo de unión en el que el material de
geomembrana se rompe antes de la soldadura. [ ] En todas las muestras de costura
de cuña [y de extrusora], se deberá probar la adherencia. [ ]
Los valores numéricos se usan para evaluar los resultados de las pruebas. Los
valores de tensión mínima por pulgada de ancho para las soldaduras de montaje se
basan en la resistencia a la tracción mínima especificada en el rendimiento del
material base para el HDPE y valores empíricos para el LLDPE.
5.6.4.1. [Valores] para [geomembrana de] HDPE (que tiene un punto cedente
bien definido)
Tensión mínima aceptable (libras/pulgada ancho)
40ml 60ml 80ml 100 ml Soldadura de Cuña
Resistencia [a la adherencia] (Peel)
52 78 104 130
Resistencia al esfuerzo
cortante (Shear) 80 120 160 200
Soldadura Por Extrusión
Resistencia [a la adherencia] (Peel)
52 78 104 130
Resistencia al esfuerzo
cortante (Shear) 80 120 160 200

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 11 de 41
5.6.4.2. [Valores] para [geomembrana de] LLDPE (que no tiene un punto
cedente bien definido)
[NOTA 4:] [Los valores pueden variar de acuerdo al requerimiento del cliente]
5.6.5. [PERIODICIDAD DE LAS PRUEBAS O ENSAYOS] [ ]
A temperaturas superiores a 1ºC, [las] pruebas [se realizarán] con un intervalo de
5 horas; después [de que la] primera prueba [haya sido] aceptada o [ ] cada vez
que la maquina soldadora [haya sido apagada] por más de 30 minutos. [ ]
No se iniciará el soldado hasta el momento en que [el Técnico de] Control de
calidad no haya determinado la aceptabilidad de la prueba de acuerdo a las
especificaciones [de TDM o del proyecto.] Se registrará los resultados en el
documento correspondiente.
Tensión mínima aceptable (libras/pulgada ancho)
40ml 60ml 80ml
Soldadura de Cuña
Resistencia [a la adherencia (Peel)]
44 66 88
Resistencia al
esfuerzo cortante 53 79 105
Soldadura de Extrusión
Resistencia [a la adherencia (Peel)]
44 66 88
Resistencia al
esfuerzo cortante 53 79 105

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 12 de 41
5.6.6. [ENSAYO DE ELONGACIÓN O DEFORMACIÓN (Strain Test)]
[Este ensayo permite determinar la calidad y capacidad de la lámina a la deformación de la misma en simultáneo con la prueba de ensayo de corte o esfuerzo cortante (utilizando la misma probeta).] [La prueba se inicia instalando la probeta en los clamps o sujetadores mordaza del tensiómetro a una distancia de 2” entre las mordazas, aplicar la velocidad especificada y al momento de la ruptura de la probeta (cupón) o la elongación a lo largo de del desplazamiento del tensiómetro, se procederá a medir esta distancia y determinar el porcentaje de elongación o strain test por la siguiente fórmula:]
Dónde: L = Distancia Final de la longitud de prueba Lo = Distancia inicial de la longitud de prueba
[Los resultados de ensayo se registraran en los formatos:]
− REG-I-CTC-05 Prueba Inicial de Soldadura de Geomembrana – Fusión]
− REG-I-CTC-09 Prueba Inicial de Soldadura de Geomembrana – Extrusión]
5.7. COSTURA DE MONTAJE
Todas las costuras de HDPE y de LLDPE se deberán soldar por fusión o por extrusión.
[Según su aplicabilidad.]
Elongación = L x 100
Lo
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 13 de 41
5.7.1. COSTURA DE MONTAJE POR CUÑA
5.7.1.1. Prueba Inicial
Se debe efectuar una tira de prueba por máquina de soldar al comenzar cada
día de trabajo [los resultado de la prueba deben registrarse en el formato REG-I-CTC-05 Prueba Inicial de Soladura Geomembrana – Fusión.] La tira
de prueba se debe hacer al pie de la obra y bajo las mismas condiciones en
que se hacen las costuras de los revestimientos. La tira de prueba deberá
tener 1.2m de largo por 0.30m de ancho, con la costura centrada
longitudinalmente. [La misma que deberá realizarse cada 5 horas o cuando se desconecte el equipo.]
5.7.1.2. [Procedimiento de Soldadura de Fusión con Cuña en Geomembrana]
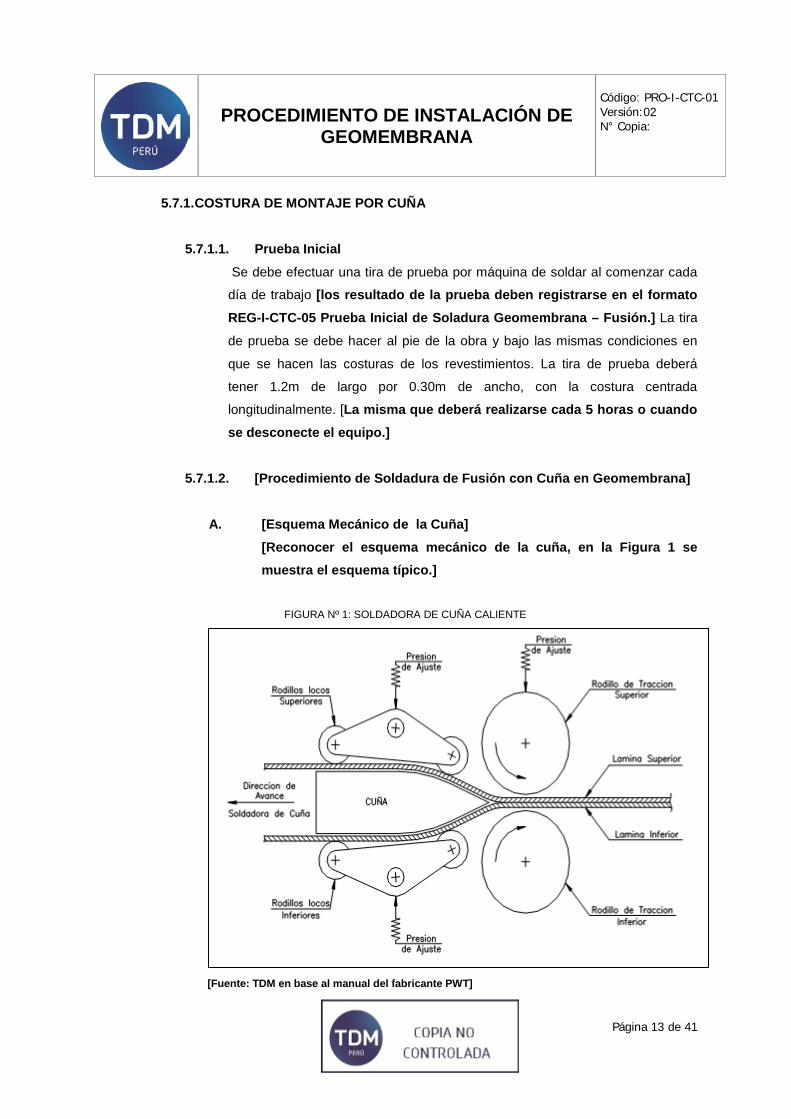
A. [Esquema Mecánico de la Cuña] [Reconocer el esquema mecánico de la cuña, en la Figura 1 se muestra el esquema típico.]
FIGURA Nº 1: SOLDADORA DE CUÑA CALIENTE
[Fuente: TDM en base al manual del fabricante PWT]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 14 de 41
B. [ Calibración de la Cuña ]
[La calibración de la cuña depende del espesor de la lámina a soldar; siendo esté uno de los factores más importantes para obtener una soldadura de buena calidad. Tal es así, que aun cuando los parámetros de soldadura (temperatura y velocidad) estén bien seleccionados, una mala calibración producirá una soldadura deficiente.
5.7.1.2.B.1. [Ajuste de los rodillos de tracción] [Esta calibración determina la presión de contacto entre las 2 láminas que se están soldando. Para realizar este ajuste, primero se deben ubicar 2 trozos de lámina de 1/2” x 2” del material a soldar entre los rodillos de tracción (Ver Figura Nº 2) y luego accionar la leva aprisionadora de la cuña a la posición correspondiente según el espesor del material. El ajuste debe ser sin holgura y permitir accionar suavemente la leva aprisionadora, sin necesidad de movimientos forzados y de manera tal que las marcas de los rodillos sobre la lámina sean simétricas y de igual profundidad en cada huella del cordón de soldadura.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 15 de 41
[FIGURA Nº 2: AJUSTE PARA MEMBRANAS DE POLIETILENO (REFERENCIAL)]
[Fuente: TDM en base al manual del fabricante PWT]
5.7.1.2.B.2. [Posición de la cuña]
[Para la correcta ejecución de una soldadura es necesario que la cuña quede centrada entre los rodillos de tracción tanto en el sentido vertical como horizontal, siendo la distancia entre la cuña y los rodillos de tracción igual al espesor de la lámina que se está soldando ( Ver Figura Nº 2).]
5.7.1.2.B.3. [Regulación de rodillos locos superiores e inferiores]
[Esta calibración permite controlar el proceso de transferencia de calor desde la cuña a las geomembranas. Para el ajuste de la presión de contacto de los rodillos locos sobre la cuña se utilizan 2 trozos de 4” x 18” del mismo espesor del material a soldar (Ver Figura Nº 3).]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 16 de 41
[El apriete de los rodillos locos debe ser sin holgura y sólo el necesario para impedir el libre desplazamiento de la lámina, manteniendo la presión de contacto de los rodillos superiores igual a la de los rodillos inferiores. Después del ajuste de los rodillos locos la cuña debe mantenerse centrada entre los rodillos de tracción.]
[FIGURA Nº 3: CALIBRACIÓN DE RODILLOS LOCOS]
[Fuente: TDM en base al manual del fabricante PWT]
5.7.1.2.B.4. Los efectos de una mala regulación se indican en los puntos
siguientes]:
a. [Exceso de presión: la membrana recibirá una mayor transferencia de calor por lo que su temperatura, al momento de ser soldada, será mayor que la temperatura seleccionada en el reloj controlar.]
b. [Poca presión: al contrario del punto anterior, la membrana recibirá una menor transferencia de calor por lo que su temperatura, al momento de ser soldada, será

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 17 de 41
menor que la temperatura seleccionada en el reloj controlar.]
c. [Presiones distintas rodillo superior/rodillo inferior: la
lámina superior y la inferior estarán a distinta temperatura lo cual puede dificultar el proceso de unión produciendo una soldadura en frío.]
[NOTA 5:] Un exceso de flashing (rebarba) puede indicar que la velocidad es muy baja o bien que existe un exceso de presión en los rodillos de tracción. La ausencia de flashing indica una soldadura en frío y un cambio de la cantidad de flashing durante el proceso de soldadura puede indicar que el equipo esté descalibrado.]
[FIGURA Nº 4: SOLDADURA TÍPICA PRODUCIDA POR LA SOLDADURA DE CUÑA CALIENTE]
[Fuente: TDM]
Al finalizar las pruebas de pre soldadura el Técnico procederá con los trabajos de soldadura por
fusión siguiendo las indicaciones de Control de Calidad de TDM. Los datos de soldadura se
registrarán en [Reg-I-CTC-06 Registro de Uniones por Fusión.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 18 de 41
5.7.2. COSTURA DE MONTAJE POR EXTRUSIÓN [Este proceso será usado específicamente para reparaciones de parchado y detalles especiales de se presentan durante la instalación de la geomembrana.] [El equipo de soldadura por extrusión tiene un componente controlador de temperatura, es de propulsión manual y utiliza material adicional para realizar la soldadura.]
5.7.2.1. Prueba Inicial: [Se debe efectuar una tira de prueba por máquina de soldar al comenzar cada día de trabajo [los resultado de la prueba deben registrarse en el formato REG-I-CTC-09 Prueba Inicial de Soladura Geomembrana – Extrusión.] La tira de prueba se debe hacer al pie de la obra y bajo las mismas condiciones en que se hacen las costuras de los revestimientos. La tira de prueba deberá tener 2.00m de largo por 0.30m de ancho, con la costura centrada longitudinalmente. La misma que deberá realizarse cada 5 horas o cuando se desconecte el equipo.]
5.7.2.2. [Acciones Previas]
[Antes de comenzar con la soldadura:]
− [Realizar un reconocimiento de toda el área a soldar.]
− [Asegurarse que la superficie de apoyo bajo la lámina a extruir esté nivelada y bien compactada.]
− [Verificar que los equipos funcionan correctamente y tienen autonomía suficiente.]
− [Constatar que se dispone de todas las herramientas y materiales necesarios para efectuar el trabajo sin contratiempos.]
− [Verificar que el material de aporte esté limpio y seco.]
− [Verificar que la altura del zapato corresponda al espesor de la lámina que se está soldando (2 a 3 veces el espesor de la lámina) y que se encuentre limpio y suave.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 19 de 41
− [Verificar que la zona a soldar esté seca, sin presencia de hielo, rocío o humedad ambiental excesiva.]
− [Llevar a cabo las pruebas iniciales antes de comenzar la soldadura. Para comenzar a soldar, las pruebas iniciales deben haber sido ensayadas y aprobadas.]
− [Anotar en la lámina los datos necesarios para el Control de Calidad:]
− [Nombre de Técnico]
− [Fecha y hora ejecución]
− [Nº extrusora.]
− [Temperatura de extruido]
− [Temperatura de SOAC]
5.7.2.3. [Procedimiento de Soldadura por Extrusión en Geomembrana] [Para realizar una soldadura por extrusión se debe tener en cuentas los siguientes aspectos]:
− [Cuando se realicen una junta de paneles adyacentes con soldadura por extrusión el ancho mínimo debe ser de 0.75m (30 pulgadas).]
− [Cortar el parche de tal manera que este exceda en 0.15m de los filos del agujero a ser reparado con parche. El tamaño del parche será 0.30m X 0.30m como mínimo.]
− [El criterio para establecer si la reparación ejecutada por extrusión es parche o bead es el siguiente]:
o [Toda perforación es parche (Sin interesar cuan mínima
sea), se usarán beads únicamente cuando se encuentren pequeños dobleces o raspaduras en la geomembrana a instalar.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 20 de 41
o [El parche debe tener los extremos redondeados y se debe esmerilar todo el borde biselándolo para aumentar la transición y apoyo, garantizando un fuerte contacto de las geomembranas a ser soldadas.]
o [Fijar el parche con una pistola de aire caliente (leister) en todo el perímetro, de tal manera de que el agujero o daño presentado en la geomembrana quede centrado en la extensión del parche. Teniendo cuidado de no quemar ninguna de las geomembranas así mismo se debe tratar de no dejar arrugas para así minimizar los efectos de las soldaduras.]
o [Una vez fijado el parche, se procede a esmerilar a lo largo del borde del parche con la intención de retirar el óxido, residuos de listeado, crear una capa nueva y rugosa para garantizar una óptima adherencia del extruido. El ancho del esmerilado dependerá del tipo de máquina y espesor de la geomembrana.]
o [Si el parche está ubicado sobre una junta soldada por fusión se debe tener cuidado de cortar el traslape excedente antes de fijar el parche y proceder al esmerilado y se reforzará las intersecciones de las uniones por fusión.]
o [Una vez esmerilado, se procede a la soldadura por extrusión. Teniendo cuidado en proporcionar el material adecuado para el tipo de geomembrana.]
5.7.2.4. [Temperatura] [Existen 2 temperaturas que el operador debe controlar cuando se suelda por extrusión:]
− [Temperatura de aire caliente]
− [Temperatura del extruido]
[Las temperaturas se ajustan en función de las condiciones climáticas, tipo de material, temperatura y espesor de la geomembrana.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 21 de 41
A. [Temperatura de trabajo de la extrusora y temperatura del
extruido] [La temperatura del extruido depende de la selección de la temperatura en el controlador. No obstante, dada la variación en la eficiencia de cada extrusora y el efecto de variables externas tales como las condiciones ambientales y la altura sobre el nivel del mar; la relación entre ambas temperaturas no es constante ni exacta por lo que debe ser verificada midiendo la temperatura real del extruido con un termómetro de contacto o laser.]
[La temperatura del extruido debe ser siempre la misma +/- pequeñas variaciones. La temperatura de precalentamiento o aire caliente es variable y se ajusta según la temperatura de la lámina.]
B. [Temperatura de pre calentamiento (aire caliente)] [Para lograr que se produzca una soldadura, es necesario que la superficie de la lámina que va a recibir el extruido esté previamente calentada. Esto se logra mediante el equipo de aire caliente montado en la extrusora, por lo que se deben tener en cuenta las siguientes recomendaciones generales:]
− [Sin una plastificación superficial del área a unir, la soldadura será deficiente.]
− [Durante todo el proceso de soldadura se deben verificar dos condiciones básicas para obtener una soldadura de la misma calidad en toda su extensión:]
o [La boquilla del equipo de aire caliente siempre debe estar ubicada a la misma distancia respecto de la lámina y en forma paralela a esta.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 22 de 41
o [El flujo de aire caliente debe ser constante sobre la lámina. El viento o variaciones puntuales en el ángulo de inclinación de la extrusora pueden producir puntos de soldadura en frío.]
o [La temperatura de precalentamiento debe seleccionarse lo más alta posible, sin que se arrugue la lámina.]
o [A mayor temperatura de la lámina, el precalentamiento debe ser menor.]
o [A menor espesor de la lámina, menor debe ser la temperatura de precalentamiento.]
o [La acción del viento disminuye la eficiencia del precalentamiento evitando que se plastifique la lámina. En este caso, es posible aumentar la temperatura pero de preferencia se debe ubicar una estructura que evite la acción directa del viento sobre el área de soldadura.]
o [Si la temperatura de la lámina es muy alta, se puede dar el caso que no sea necesario precalentar por lo que es recomendable cortar el aire caliente y dejar funcionando sólo el soplador para mantener limpia el área a soldar.]
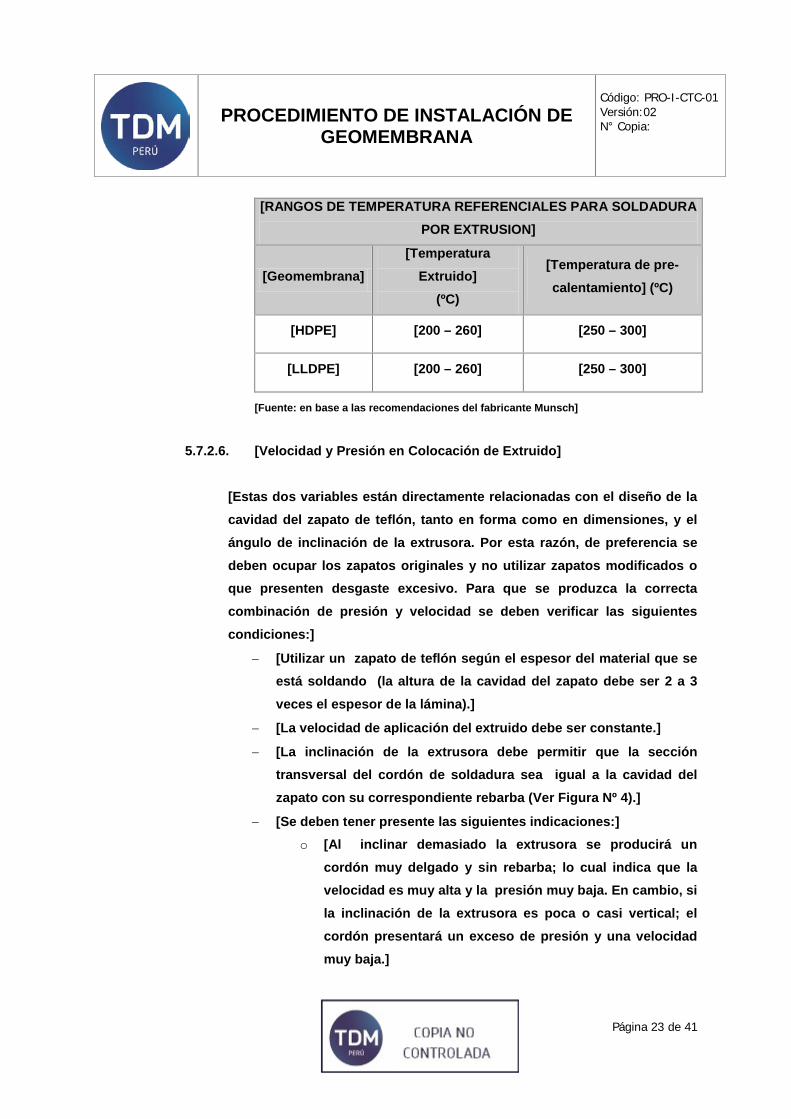
5.7.2.5. [Valores Referenciales] [Los parámetros que se entregan en la siguiente tabla son referenciales sobre el punto de partida para calibrar la extrusora y no representan necesariamente una condición exacta.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 23 de 41
[Fuente: en base a las recomendaciones del fabricante Munsch]
5.7.2.6. [Velocidad y Presión en Colocación de Extruido]
[Estas dos variables están directamente relacionadas con el diseño de la cavidad del zapato de teflón, tanto en forma como en dimensiones, y el ángulo de inclinación de la extrusora. Por esta razón, de preferencia se deben ocupar los zapatos originales y no utilizar zapatos modificados o que presenten desgaste excesivo. Para que se produzca la correcta combinación de presión y velocidad se deben verificar las siguientes condiciones:]
− [Utilizar un zapato de teflón según el espesor del material que se está soldando (la altura de la cavidad del zapato debe ser 2 a 3 veces el espesor de la lámina).]
− [La velocidad de aplicación del extruido debe ser constante.]
− [La inclinación de la extrusora debe permitir que la sección transversal del cordón de soldadura sea igual a la cavidad del zapato con su correspondiente rebarba (Ver Figura Nº 4).]
− [Se deben tener presente las siguientes indicaciones:] o [Al inclinar demasiado la extrusora se producirá un
cordón muy delgado y sin rebarba; lo cual indica que la velocidad es muy alta y la presión muy baja. En cambio, si la inclinación de la extrusora es poca o casi vertical; el cordón presentará un exceso de presión y una velocidad muy baja.]
[RANGOS DE TEMPERATURA REFERENCIALES PARA SOLDADURA POR EXTRUSION]
[Geomembrana] [Temperatura
Extruido] (ºC)
[Temperatura de pre-calentamiento] (ºC)
[HDPE] [200 – 260] [250 – 300]
[LLDPE] [200 – 260] [250 – 300]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 24 de 41
o [Como regla general, para pisos se debe considerar que a mayor espesor de la lámina la extrusora se usa más “parada” o vertical y a menor espesor más “acostada” o inclinada hacia la horizontal.]
[FIGURA Nº 05: CORDÓN DE SOLDADURA POR EXTRUSIÓN (TÍPICA)]
[Fuente: TDM]
o [Para soldaduras en muros, taludes y cielos los conceptos
son similares, donde lo relevante es que la sección del cordón (forma y dimensiones) corresponda al diseño de la cavidad del zapato.]
o [Si al soldar con el ángulo de inclinación correcto ocurre que:]
[La extrusora avanza demasiado rápido: Puede indicar que el extruido está demasiado fluido por un exceso de temperatura.]
[Se hace difícil avanzar con la extrusora: Puede ser una señal de que el extruido está demasiado viscoso o consistente por una falta de temperatura.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 25 de 41
5.7.2.7. [Equipos Requeridos] [El equipo de soldadura por extrusión o extrusora debe estar provisto de:]
− [Controlador de temperatura.]
− [Equipo soplador de aire y su controlador de temperatura.]
− [Zapato de teflón que corresponda al espesor de la lámina.] Así mismo con los elementos y/o accesorios:]
− [Generador eléctrico (220 V, 12 KV como mínimo).]
− [Extensiones eléctricas (100m como máximo y cable 12 AWG).]
− [Medidor de voltaje.]
− [Soplador de Aire Caliente (SOAC).]
− [Esmeril angular con protección.]
− [Disco de desbaste.]
− [Boquilla para alambre de cobre y boca de pato para SOAC.]
− [Porta cuchilla “pico de loro”.]
− [Trapo industrial.]
− [Guantes.]
− [Equipos y herramientas menores.]
5.7.2.8. [Proceso de Soldadura]
A. [Encendido de Maquina]
− [Antes de encender la extrusora, comprobar que el gatillo del taladro este desconectado.
− Enchufar la extrusora, seleccionar la temperatura de trabajo y de precalentamiento y esperar hasta que el equipo alcance las condiciones de operación.
− Encender el motor y purgar la extrusora en un 100%.]
B. [Preparación antes de Soldar]
− [Limpiar y secar la superficie a soldar con trapo industrial. En caso de presencia de grasas, aceites u otros derivados del

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 26 de 41
petróleo sobre la lámina; eliminar la zona contaminada usando un parche de mayores dimensiones o limpiar con un solvente.
− [Verificar que las membranas a unir sean del mismo espesor. Para espesores distintos, la diferencia no debe ser superior a 0,5mm.]
− [Pre soldar las membranas a unir con un equipo de aire caliente con boquilla boca de pato. No deberá existir arrugas tipo “boca de pescado”.]
− [El traslapo debe pre soldarse al 100% de su perímetro sin dejar arrugas tipo “boca de pescado”.]
− [Esmerilar la superficie de geomembranas a soldar, manteniendo una distancia no mayor de 2.00m adelante de la extrusora.]
− [El ancho total del esmerilado debe ser aproximadamente de 1”.]
− [Evitar el exceso de esmerilado sobre la geomembrana (más de un 10% de su espesor) y cuidar que el área esmerilada no se contamine con polvo, suciedad o grasa de las manos. Ejecutar la soldadura inmediatamente después del amolado.]
[NOTA 6:] [Tanto un pre soldado como un esmerilado deficiente producirán una soldadura defectuosa.]
C. [Soldadura]
− [Purgar la extrusora antes de comenzar cada soldadura y disponer el material de purga adecuadamente para evitar quemaduras sobre la lámina.]
− [Antes de posicionar la extrusora sobre la lámina, precalentar el inicio del área a soldar con el equipo de aire caliente.]
− [Posicionar la extrusora sobre la lámina y avanzar a velocidad constante. Siempre mantener la máquina centrada sobre la

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 27 de 41
línea que se está soldando y levemente inclinada hacia la geomembrana inferior.]
− [Revisar constantemente la sección (forma y dimensiones) del cordón de soldadura.]
− [Si la altura del cordón es menor que el espesor de lámina o muy angosta (sin rebarba); inclinar la extrusora hacia la vertical.]
[Si el cordón es más alto que el espesor de la geomembrana o tiene mucha rebarba; inclinar la extrusora hacia la horizontal.] [Mantener la soldadura hasta su término evitando interrumpir el cordón. [Registrar los resultados en el REG-I-CTC-10 Control de Calidad de Soldadura por Extrusión.]
5.7.2.9. [Recomendaciones en Ejecución de Soldaduras]
A. [Filtraciones por capilaridad]: [Este tipo de fugas se producen cuando se ejecuta un cordón de soldadura sobre un cordón antiguo que ya se ha enfriado. El extruido, incluso caliente, es extremadamente viscoso y no fluye ni fácil ni rápidamente sobre las pequeñas hendiduras o protuberancias que se forman en un cordón de soldadura cuando este está frío.]
− [Al cruzar un cordón de soldadura (Ver figura Nº 5).]
− [El cordón antiguo debe ser esmerilado (galleteado) dejando la superficie del cordón sin escalonamientos o protuberancias.]
− [El amolado (esmerilado) debe ser mayor que el ancho del cordón antiguo.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 28 de 41
[FIGURA Nº 06: AL CRUZAR EL CORDÓN DE SOLDADURA POR EXTRUSIÓN]
[Fuente: TDM]
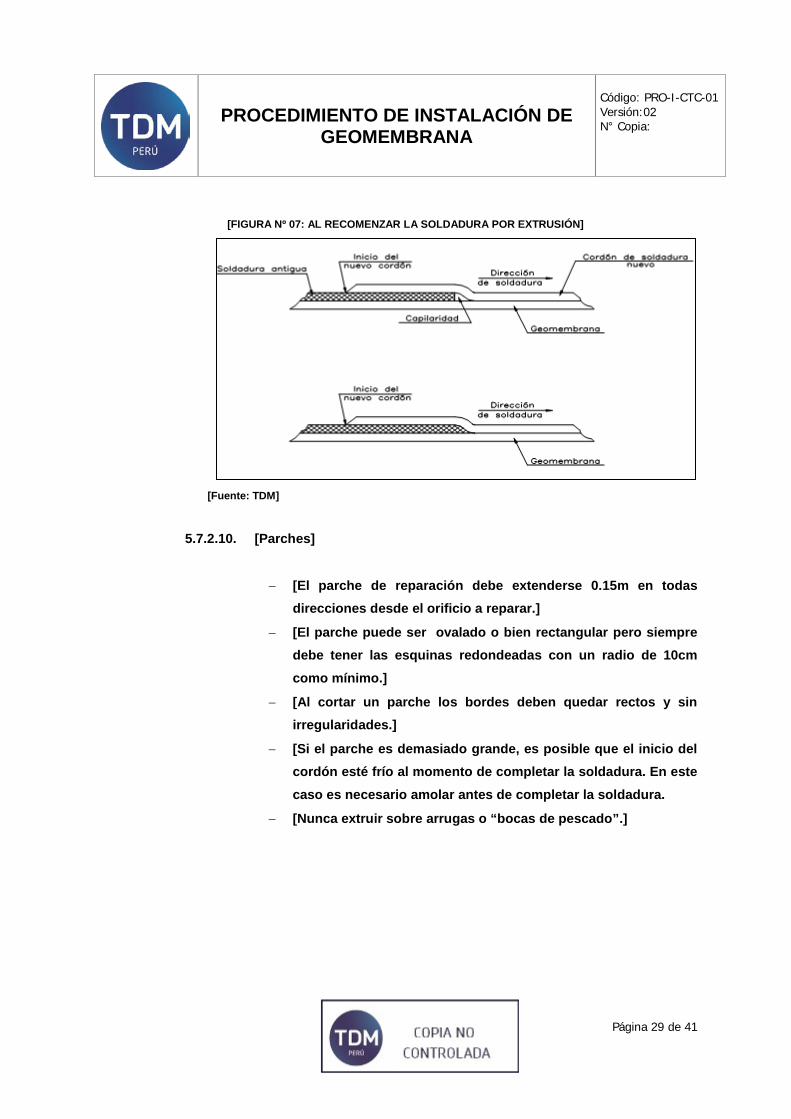
− [Al recomenzar una soldadura (Ver figura Nº6)]
− [Amolar por lo menos 5 cm antes del término del cordón.]
− [Soplar el área para limpiar los residuos y partículas remanentes.]
− [Utilizar el equipo de aire caliente y precalentar el extremo del cordón antiguo antes de comenzar a soldar.]
− [Comenzar a soldar sobre el cordón antiguo desde el inicio del amolado.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 29 de 41
[FIGURA Nº 07: AL RECOMENZAR LA SOLDADURA POR EXTRUSIÓN]
[Fuente: TDM]
5.7.2.10. [Parches]
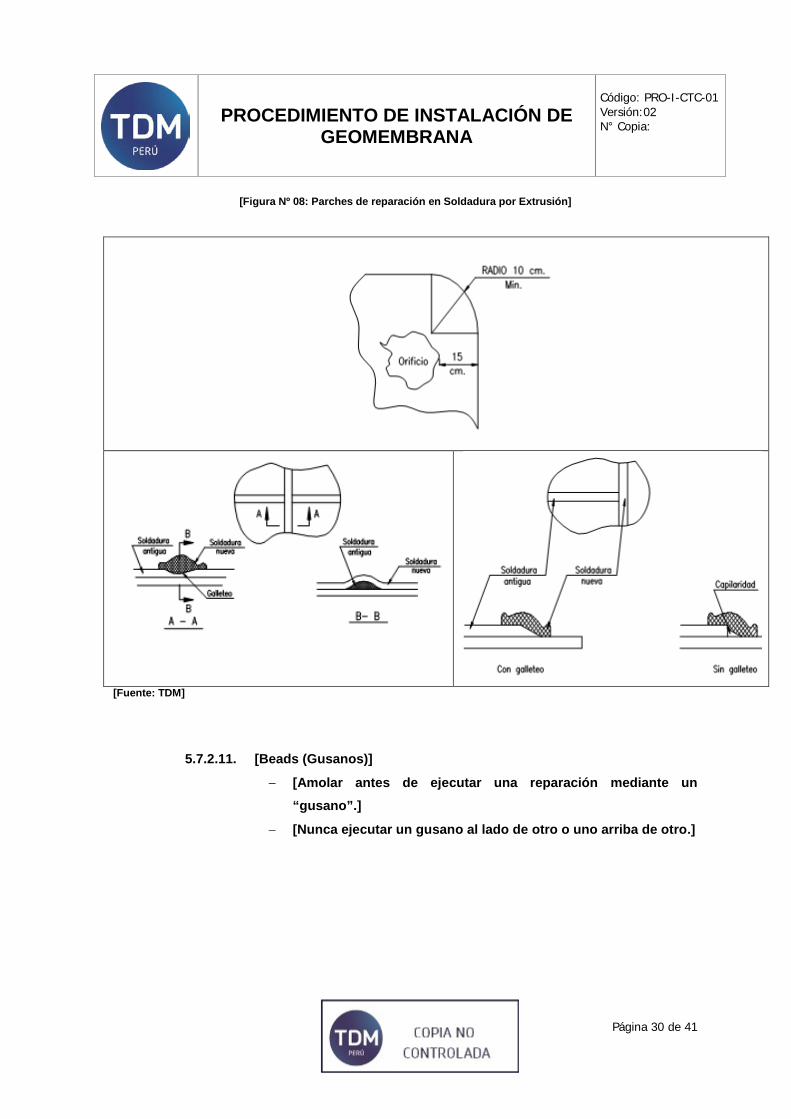
− [El parche de reparación debe extenderse 0.15m en todas direcciones desde el orificio a reparar.]
− [El parche puede ser ovalado o bien rectangular pero siempre debe tener las esquinas redondeadas con un radio de 10cm como mínimo.]
− [Al cortar un parche los bordes deben quedar rectos y sin irregularidades.]
− [Si el parche es demasiado grande, es posible que el inicio del cordón esté frío al momento de completar la soldadura. En este caso es necesario amolar antes de completar la soldadura.
− [Nunca extruir sobre arrugas o “bocas de pescado”.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 30 de 41
[Figura Nº 08: Parches de reparación en Soldadura por Extrusión]
[Fuente: TDM]
5.7.2.11. [Beads (Gusanos)]
− [Amolar antes de ejecutar una reparación mediante un “gusano”.]
− [Nunca ejecutar un gusano al lado de otro o uno arriba de otro.]
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 31 de 41
5.8. PRUEBAS DE CONTROL DE CALIDAD
5.8.1. PRUEBAS NO DESTRUCTIVAS APLICADAS A LAS COSTURAS SOLDADAS
Una vez finalizadas las costuras soldadas, se someten a pruebas no destructivas.
La prueba no destructiva es un sistema de dos pares que determinan que no haya
orificios en las costuras, que la alineación de la soldadura sea correcta y que no
haya defectos obvios.
5.8.1.1. Pruebas de Presión de Aire a Costuras Soldadas por Fusión [La prueba de presión de aire se deberá utilizar para probar] las costuras
dobles con un espacio de aire cerrado.
A. [Equipo para la prueba]
El equipo consta de una bomba de aire (manual o accionada por motor)
equipada con un manómetro capaz de generar una presión de 35psi [o equivalente] a más. También es necesaria una manguera de goma con
adaptadores, conexiones y una aguja hueca puntiaguda para introducir
presión en el espacio de aire.
B. Procedimiento de la Prueba
− Sellar ambos extremos de las costuras, luego insertar la aguja
hueca puntiaguda en el espacio de aire entre la soldadura de fusión.
− Introducir aire en el espacio de aire al conectar la manguera de
goma unida al compresor con los adaptadores en la aguja hueca y
presurizar el espacio de aire a 35psi [o más según los requerimientos del cliente.]
− Cerrar la válvula de presión [y se esperar 2 minutos para que se estabilice el manómetro.] Se deberá mantener entre la presión
inicial [y final una diferencia de no más de 2 psi], por los 5
minutos que dura la prueba.

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 32 de 41
− Si la presión no se puede mantener, localizar el área defectuosa,
marcarla y repararla, [y probar nuevamente toda la costura observada. Finalizada la prueba se libera el aire del extremo opuesto realizando un corte o piquete en la costura verificando la salida violenta del aire comprimido, además se debe verificar en el vacuómetro la caída de presión, lo que demuestra la continuidad de costura y la prueba.]
− [Caso contrario demuestra la existencia de una obstrucción del
canal en alguna parte de la soldadura. Se procederá, en este caso, a eliminar todo la costura de fusión o segmentar en intervalos sucesivos. A cada intervalo se le aplicara una prueba independiente, hasta encontrar la fuga u obstrucción.]
La información que se deberá registrar al pie de la obra, será la siguiente:
Número de Prueba
HR Inicio / PSI Inicio
HR Final / PSI Final
Técnico:
Fecha:
A/T:
[Los resultados del ensayo se registraran en el formato:]
− [REG-I-CTC-07 Control de Calidad por Fusión]
5.8.1.2. Prueba de Caja de Vacío
La prueba de la caja de vacío se deberá utilizar para probar los orificios
diminutos.
A. [Equipo para la prueba] La caja de vacío consiste en un armazón rígido con un ventana
transparente para observar, ubicada en la parte superior y en una junta
de neopreno suave unido al perímetro inferior. Una bomba de vacío está
unida a la caja para obtener y mantener una presión negativa de [-5psi, -

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 33 de 41
34Kpa o -0.34bar] a más dentro de la caja. La caja de vacío está
equipada con una válvula de extracción que libera la presión negativa.
B. Procedimiento de la Prueba
− Hacer una solución de agua y jabón líquido que produzca espuma.
− Humedecer una sección de aproximadamente 0.90m de largo de la
costura con la solución espumosa.
− Comprimir la caja de vacío sobre el área humedecida.
− Accionar la bomba de vacío para formar una presión negativa
dentro de la caja; formándose un sello alrededor del borde inferior
de la caja de vacío.
− Examinar la costura, verificando que no [se generen burbujas], originadas por la succión del aire generada por la bomba de vacío a
través de la [soldadura durante el tiempo que dure la prueba. (de 10-15 segundos aproximadamente).]
− Si no se detectan orificios, liberar el vacío y pasar a la siguiente
sección de la costura, manteniendo una superposición de 0.15m
como mínimo, con relación al área probada con anterioridad.
− Si se detectan orificios, deberán ser [ubicados], marcados,
registrados, reparados y, luego, probados nuevamente.
La información que se deberá registrar al píe de la obra, será la siguiente:
Número de Prueba
Prueba de Vacío (VT)
Fecha
Técnico de QC
[Los resultados de ensayo se registraran en el formato:]
− [REG-ICTC-10 Control de Calidad de Soldadura por Extrusión]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 34 de 41
5.8.1.3. Prueba de Descarga Disruptiva (Prueba de Chispa o Spark Test)
En el caso de aquellas costuras soldadas por extrusión que no se pueden
probar por medio de la caja de vacío, se deberá emplear el método de la
Prueba de Descarga Disruptiva.
A. Procedimiento de la Prueba Con un alambre de cobre [ ] expuesto; el cual será una cinta conductora
de electricidad debajo de la costura antes de realizada la soldadura,
después de completada la soldadura encender el aparato de prueba de
chispa que opera [entre los] 20 000 (20 Kv) [y los 25 000 voltios (25kv)] y mantenerlo aproximadamente a 25mm encima de la soldadura,
moviéndola lentamente en toda la longitud de la misma, sino aparece
chispa se considera que la soldadura está libre de fugas.
La información que se deberá registrar al píe de la obra, será la siguiente:
Número de Prueba:
Prueba Eléctrica (ST)
Fecha
Técnico de QC
[Los resultados de ensayo se registraran en el formato:]
− [REG-ICTC-10 Control de Calidad de Soldadura por Extrusión]
5.8.1.4. [Prueba de Capacitancia Eléctrica en Geomembrana Conductiva]
[Con el fin de detectar cualquier perforación de la geomembrana con posterioridad a la instalación se realiza la Prueba de Chispa a través del método de Capacitancia Eléctrica.]
A. [Equipo para la prueba]
− [El equipo a ser utilizado cuenta con un medidor de voltaje incorporado, luz indicadora de tierra, alarma audible en caso de detectar alguna fuga y batería de duración de aproximadamente 8 horas.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 35 de 41
− [Se utilizarán escobillas de bronce de 50” y de 24” (para áreas expuestas).]
− [Neopreno conductivo (para la parte inferior de las solapas de fusión.]
− [El Supervisor de Control de Calidad realiza la inspección previa del equipo considerando los cables, conectores y caja de distribución; los cuales se mantendrán libres de contacto con el agua.]
− [Previo a la utilización del equipo, en caso se requiera, debe ser aprobado por el cliente.]
B. [Procedimiento de la Prueba] - [Esta prueba se ejecutará sobre geomembranas con capa
aisladora en contacto íntimo con una capa conductiva. - [Se utilizará el equipo de acuerdo a las condiciones favorables
para su empleo, si es en talud se utilizará arnés de seguridad con una respectiva línea de vida y puntos de anclaje mediante cáncamos y sogas.]
5.8.2. PRUEBAS DESTRUCTIVAS APLICADAS A LAS COSTURAS SOLDADAS
A medida que los trabajos de soldadura del revestimiento avanzan, se deberán
cortar muestras de prueba del revestimiento acabado. [Las pruebas se realizaran de acuerdo a lo descrito en el punto 5.6.]
[El Supervisor de Control de Calidad o] el cliente deberá determinar la ubicación
de las muestras destructivas, con no menos de una muestra cada [100m] de
costura. Estas muestras, denominadas muestras destructivas, deberán tener 0.90m
de largo 0.30m de ancho con la costura centrada longitudinalmente.
Los detalles relativos al lugar de donde se cortó la muestra de revestimiento se
deberán registrar en el croquis. Estas muestras se deberán cortar en tres secciones
para permitir la realización de las pruebas, independientemente del aseguramiento
de calidad del cliente.

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 36 de 41
Las muestras destructivas se deberán etiquetar, indicando la siguiente información:
− Número de destructiva
− Número de panel
− Número de maquina
− Espesor de la geomembrana.
− Temperatura / velocidad de la máquina
− Hora
− Fecha
− Nombre del soldador
− Localización de la prueba destructiva
− Nombre del proyecto
Las muestras destructivas se deberán entregar al cliente según acuerdo entre
ambas partes.
[Los resultados de ensayo se registraran en los formatos:]
− [REG-I-CTC-08 Registro de Ensayos Destructivos por Fusión]
− [REG-I-CTC-11 Registro de Ensayos Destructivos por Extrusión]
5.8.2.1. ARCHIVADO DE LAS MUESTRAS / CONTRA MUESTRA.
Las muestras destructivas se almacenan por un período definido por la
garantía de instalación [por el cliente.] [REG-I-CTC-15 Registro de Entrega de Pruebas Destructivas] También se archivan [en los Files de Obras] los
resultados obtenidos en la prueba y toda información pertinente relativa a la
muestra.
5.8.3. INSPECCIÓN VISUAL DE LA INSTALACIÓN [La inspección visual de las costuras de soldadura y de los paneles se realiza de manera permanente].
La fase de inspección final deberá consistir en una inspección visual de la
soldadura para verificar que no haya defectos y que esté alineada correctamente.
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 37 de 41
Todos los defectos y orificios que se encuentran deberán ser reparados y probados
nuevamente. Por último, se deberán inspeccionar visualmente los paneles, las
penetraciones, el perforado, el empernado y cualquier otro detalle según las
especificaciones del proyecto.
Se deberán registrar los resultados de las pruebas no destructivas [en los formatos correspondientes.]
5.8.4. REPARACIONES Y NUEVAS PRUEBAS
Se deberán reparar todas las fallas de la soldadura y todo tipo de daño encontrado
en los paneles de revestimiento. La información relativa a las reparaciones y a las
pruebas de las reparaciones se [deberá registrar en los formatos correspondientes]; las reparaciones deben mostrarse en el croquis de la
distribución de paneles. [Dependiendo de tipo de reparación que se presente se seguirán los pasos descritos en los puntos 5.6.2, 5.6.3, 5.6.4, 5.6.5 y 5.6.6.]
5.8.5. CONTROL DE GEOMEMBRANAS NO CONCORDANTES
5.8.5.1. Geomembrana No Concordante Todos los rollos de revestimiento u otros materiales clasificados como no
concordantes con la especificación deberán ser separados
inmediatamente del área de trabajo, marcados claramente y almacenados
por separado de los otros materiales. Se deberá informar al cliente acerca
del material rechazado y se deberá determinar su asignación de manera
oportuna.
5.8.5.2. Fallas en las Soldaduras y Daños en los Paneles
Cualquier costura o área del revestimiento identificada durante la prueba
o inspección como no concordante con las especificaciones deberá se
marcada claramente y reparada de manera oportuna de acuerdo con los
procedimientos de TDM.

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 38 de 41
5.8.6. [los registros de Instalación de Geomembrana]
Los registros de información deben ser llevados en cada proyecto, con toda la
información que se señala, éstos deben ser archivados [ ]. La información será registrada por una persona designada por la supervisión,
quien deberá tener conocimientos en control y registro de información de calidad;
éstos deberán ser realizados diariamente, emitiendo las copias respectivas al
[Residente de Obra] o Supervisor de Obra y al cliente.
Los registros serán guardados por cualquier información o datos que se desee o
necesite verificar posteriormente a la ejecución de la instalación de Geomembrana.
5.8.7. INSPECCIÓN FINAL DE GEOMEMBRANA
Para realizar la inspección final de la instalación de la geomembrana se deben
ejecutar los siguientes pasos:
− Durante la caminata final se debe inspeccionar cuidadosamente cada una de
las geomembranas que se encuentran colocadas, en particular las uniones,
que es el lugar donde se podrían detectar mayores problemas debido a una
mala puesta en servicio de los equipos o a la excesiva presencia de polvo
que hubo durante la instalación y que no fue limpiado oportunamente. Entre
otros.
− Al detectar alguna falla (rotura, ralladura o fisura) en la geomembrana se
marcará con la finalidad de proceder a su reparación:
o Rotura: Una rotura debe ser marcada como parche debido a que se
detectó perforación de la geomembrana.
o Ralladura: Se denomina ralladura o un daño superficial de la
membrana, no habiendo perforación en la lámina. Se deberá reparar
con un Bead (gusano de soldadura)

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 39 de 41
o Roca: Corresponde a una piedra que ha quedado debajo de la
geomembrana desplegada, en sectores que han sido fusionados y
que requiere necesariamente cortar la lámina para su retiro; esta
área deberá ser marcada como parche.
o Fisura : La fisura es un quiebre en la geomembrana, producido por
una mala disposición de la misma o por el excesivo viento que la
levanta y deja caer en forma brusca, cuando no ha sido
debidamente asegurada con sacos con lastre.
o Fallas de material: Corresponde a fallas de fabricación que
presentan los rollos de geomembranas y que son advertidos al
momento de la instalación. Cada una de estas fallas deberá ser
motivo de investigación para determinar los pasos a considerar en la
reparación de tales fallas.
o Trampolín: Corresponde a la contracción excesiva de la
geomembrana en sectores específicos del área de instalación
(bordes inferiores de taludes), lo que no permite que adopte la
disposición final y adecuada sobre la superficie.
o Para evitar esta situación se colocaran lastres uno tras otro al pie del
talud fijando la geomembrana al pie del talud y en la zanja de
anclaje. Si no se llegara a controlar este trampolín se deberá cortar
al centro del “trampolín” y se colocara una porción de
geomembrana.
Todas las fallas descritas deberán ser reparadas de acuerdo a los procedimientos y
revisadas nuevamente con las pruebas de calidad correspondientes.
5.8.8. REPORTE DE AVANCE DIARIO [TDM cuenta con el formato de REG-I-CTC-12 Reporte Diario de Avance en el que se registran los avances, las incidencias y observaciones de obra día a día. El reporte es firmando por TMD, el cliente o su representante.]

PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 40 de 41
Todas [las áreas revestidas y reparadas deben ser] registradas en el croquis
de instalación. Las áreas instaladas que son entregadas al cliente deben guardar
relación con el croquis y las especificaciones del proyecto. El cliente debe
aceptarlas y firmar la documentación correspondiente para la posterior
valorización.
[Se registran en los formatos:]
− [REG-I-CTC-14 Croquis para Entrega de Área]
− [REG-I-CTC-13 Aceptación de Paneles y Unión – Geomembrana]
Equivalencias:
NOTA 7:
Con la finalidad de facilitar el acceso en obra a la tabla de equivalencias se
tiene el Anexo I.
EQUIVALENCIAS – TABLA DE CONVERSION
Formula: lb / 2,2 = kg kg A lb 35 = 77 40 = 88 45 = 99 50 = 110 55 = 121 60 = 132 65 = 143 70 = 154 75 = 165 80 = 176 85 = 187 90 = 198 95 = 209 100 = 220 105 = 231 110 = 242 115 = 253 120 = 264 125 = 275
PROCEDIMIENTO DE INSTALACIÓN DE GEOMEMBRANA
Código: PRO-I-CTC-01 Versión:02 N° Copia:
Página 41 de 41
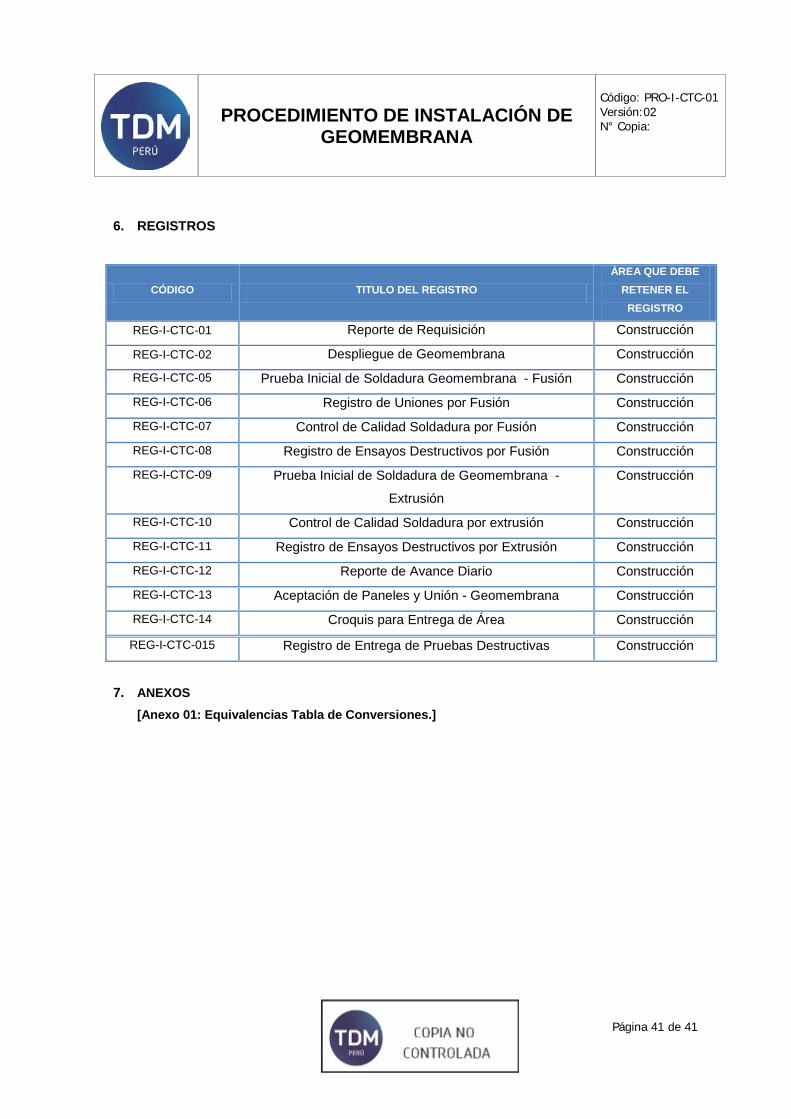
6. REGISTROS
CÓDIGO TITULO DEL REGISTRO ÁREA QUE DEBE
RETENER EL REGISTRO
REG-I-CTC-01 Reporte de Requisición Construcción
REG-I-CTC-02 Despliegue de Geomembrana Construcción REG-I-CTC-05 Prueba Inicial de Soldadura Geomembrana - Fusión Construcción REG-I-CTC-06 Registro de Uniones por Fusión Construcción REG-I-CTC-07 Control de Calidad Soldadura por Fusión Construcción REG-I-CTC-08 Registro de Ensayos Destructivos por Fusión Construcción REG-I-CTC-09 Prueba Inicial de Soldadura de Geomembrana -
Extrusión
Construcción
REG-I-CTC-10 Control de Calidad Soldadura por extrusión Construcción REG-I-CTC-11 Registro de Ensayos Destructivos por Extrusión Construcción REG-I-CTC-12 Reporte de Avance Diario Construcción REG-I-CTC-13 Aceptación de Paneles y Unión - Geomembrana Construcción REG-I-CTC-14 Croquis para Entrega de Área Construcción
REG-I-CTC-015 Registro de Entrega de Pruebas Destructivas Construcción
7. ANEXOS [Anexo 01: Equivalencias Tabla de Conversiones.]






![[GF] Toradora v02](https://static.fdocuments.co/doc/165x107/55cf922d550346f57b94524e/gf-toradora-v02.jpg)








