Acondicionamiento de la materia prima utilizada en la ... · Por otro lado, en la sección de...
10
www.tecnicana.org 11 Acondicionamiento de la materia prima ulizada en la producción de etanol anhidro en el Ingenio Providencia Julián Andrés Parra Garrido, Darly Silvana Parrado Saboya, Melvin Marnez Rios, Mauricio Tello Medina Alexander Moreno, Iber Rivera Mariño Introducción La calidad microbiológica de las materias primas ulizadas en el proceso de fermentación cau- sado por los microorganismos presentes en ellas –entre otros, bacterias mesófilas, aerobias, bacterias ácido láccas y ácido acécas y levaduras salvajes– es quizá el factor más importante para el desempeño, estabilidad, eficiencia y los costos asociados de transformación. Desde el inicio de la operación de la deslería de alcohol en el año 2005 se evidenció un material extraño presente en las materias primas, principalmente en la Miel B, que pos- teriormente se denominó con el nombre genérico de lodos. En enero de 2006 se inició una invesgación cuyo objevo fue determinar qué po de material contenían principalmente los lodos y cómo afectaban la fermentación. 1. Antecedentes Los lodos ingresan a la fábrica con la caña, posteriormente forman parte de los jugos y pasan por todo el proceso de elaboración de azúcar. Su concentración aumenta a medida que se extrae la sacarosa y se concentran los jugos, y alcanza valores hasta de 7,5% p/p medido en Miel B. Después de la idenficación de los lodos en la Miel B, la fábrica de azúcar inició un fuerte trabajo en la sección de clarificación para buscar disminuir este material en las mate- rias primas que enviaba a Deslería. Como resultado de este esfuerzo, se modernizaron dos clarificadores dando como resultado la disminución de los lodos de 7,5% a un promedio de 2,5% p/p a parr del 2009 con algunos datos puntuales superiores a 4% p/p. Por otro lado, en la sección de Deslería, se llevó a cabo una invesgación con el obje- vo de demostrar que este material de lodos y la materia prima eran la principal causa de contaminación microbiológica del sistema fermentavo. 2. Jusficación Los lodos contenidos en la Miel B son un mecanismo que aísla y protege la flora microbiana. Este sistema de protección se evidencia en la etapa previa a la fermentación, en la cual el lodo aísla térmicamente las bacterias y las protege así de las altas temperaturas (120 °C) que se alcanzan en el proceso de pasteurización.
Transcript of Acondicionamiento de la materia prima utilizada en la ... · Por otro lado, en la sección de...

www.tecnicana.org 11
Acondicionamiento de la materia prima utilizada en la producción de etanol anhidro en el Ingenio Providencia
Julián Andrés Parra Garrido, Darly Silvana Parrado Saboya, Melvin Martinez Rios, Mauricio Tello MedinaAlexander Moreno, Iber Rivera Mariño
IntroducciónLa calidad microbiológica de las materias primas utilizadas en el proceso de fermentación cau-sado por los microorganismos presentes en ellas –entre otros, bacterias mesófilas, aerobias, bacterias ácido lácticas y ácido acéticas y levaduras salvajes– es quizá el factor más importante para el desempeño, estabilidad, eficiencia y los costos asociados de transformación.
Desde el inicio de la operación de la destilería de alcohol en el año 2005 se evidenció un material extraño presente en las materias primas, principalmente en la Miel B, que pos-teriormente se denominó con el nombre genérico de lodos. En enero de 2006 se inició una investigación cuyo objetivo fue determinar qué tipo de material contenían principalmente los lodos y cómo afectaban la fermentación.
1. Antecedentes
Los lodos ingresan a la fábrica con la caña, posteriormente forman parte de los jugos y pasan por todo el proceso de elaboración de azúcar. Su concentración aumenta a medida que se extrae la sacarosa y se concentran los jugos, y alcanza valores hasta de 7,5% p/p medido en Miel B.
Después de la identificación de los lodos en la Miel B, la fábrica de azúcar inició un fuerte trabajo en la sección de clarificación para buscar disminuir este material en las mate-rias primas que enviaba a Destilería. Como resultado de este esfuerzo, se modernizaron dos clarificadores dando como resultado la disminución de los lodos de 7,5% a un promedio de 2,5% p/p a partir del 2009 con algunos datos puntuales superiores a 4% p/p.
Por otro lado, en la sección de Destilería, se llevó a cabo una investigación con el obje-tivo de demostrar que este material de lodos y la materia prima eran la principal causa de contaminación microbiológica del sistema fermentativo.
2. JustificaciónLos lodos contenidos en la Miel B son un mecanismo que aísla y protege la flora microbiana. Este sistema de protección se evidencia en la etapa previa a la fermentación, en la cual el lodo aísla térmicamente las bacterias y las protege así de las altas temperaturas (120 °C) que se alcanzan en el proceso de pasteurización.

12 Revista Tecnicaña No. 27, Septiembre de 2011
Con el objetivo de cuantificar la contaminación microbiológica presente en los lodos de las materias primas se decidió realizar un estricto seguimiento de carácter microbio-lógico a este material y hacer los recuentos de: (a) bacterias mesófilas aerobias, (b) bacterias ácido lácticas, (c) levadura salvaje, (d) mohos, (e) coliformes totales. En este estudio se hallaron mayores recuentos de Unidades Formadoras de Colonia (UFC/g) dentro de los lodos que en las materias primas sin la previa extracción de los lodos.
Cuando los lodos llegan a los fermentadores los microbios pre-sentes en ellos encuentran un medio óptimo para su desarrollo: condicio-nes ideales de pH, de temperatura y de macro y micronutrientes, así como un contenido ideal de azúcares. Este medio de cultivo se convierte en un multiplicador de la carga contami-nante que en cuestión de minutos se reproduce y alcanza poblaciones superiores a las poblaciones de la levadura propia del proceso o alcoholera, y finalmente colonizan el sistema. Es tal su impacto que se puede observar el incremento de la
concentración del ácido láctico en los fermentadores en sólo un par de horas después de ingresar la materia prima con lodos, y se corrobora dos días después cuando se obtienen los resultados de los recuentos en placa de la contaminación en los fermentadores.
Una situación análoga se pre-senta en el tanque de propagación celular, el cual además de las con-diciones ideales antes mencionadas utiliza aire, que intensifica aun más el efecto multiplicador de los diferentes microorganismos que afectan la fermentación. Este efecto es exponencial, pues a los 20 minu-tos alcanza una población que sólo logra la levadura a las 3 horas, lo cual dificulta enormemente la operación estable del sistema fermentativo. En la Gráfica 1 se presenta la ciné-tica de producción de ácido acético de la especie Gluconobacter sp y se observa que en sólo diez horas alcanza 3753 ppm e inhibe el des-empeño de la levadura propia del proceso. En la Gráfica 2 se muestra la producción de ácido láctico por la especie Lactobacillus pentosus, que en 24 horas alcanza 4550 ppm. Estos
valores superan las concentraciones tolerables para los dos metabolitos. Se ha encontrado en la destilería que la levadura Saccharomyces cerevisiae tolera sólo hasta 2500 ppm de ácido láctico y acético.
Como se dijo, las materias pri-mas contienen microorganismos tales como bacterias ácido lácticas (BAL), ácido acéticas (BAA), y numerosas levaduras salvajes (LS), también cono-cidas como levaduras nativas o silves-tres, que se caracterizan por tener baja capacidad de producir alcohol; sin embargo, facilitan la formación de espuma sobre la parte superior de los fermentadores y generan grandes cantidades de subproductos, que a su vez inhiben el desempeño de la leva-dura propia del proceso. Por su parte, las bacterias utilizan las fuentes de azúcares, incluso el etanol presente en el medio, y los transforman en ácido láctico o en ácido acético, según sea el caso.
Con la inhibición de la levadura alcoholera se afecta su capacidad productora de etanol y disminuye la eficiencia del proceso fermentativo. Para el año 2007 el principal conta-minante del sistema fermentativo
Gráfica 2. Curva de producción de ácido lácticoGráfica 1. Curva de producción de ácido acético
(ppm
)Aci
dez
volá
til (
ppm
)
0
500
1000
1500
2000
2500
3000
3500
4000
0 1 2 3 4 5 6 7 8 9 10
Curva de producción de Ácido acético por Gluconobacter sp
Tiemo (horas)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 2 4 6 8 10 12 14 16 18 20 22 24
Tiempo (h)
Curva de producción Acido Láctico por Lactobacillus Pentosus
(ppm
)Aci
dez
volá
til (
ppm
)
0
500
1000
1500
2000
2500
3000
3500
4000
0 1 2 3 4 5 6 7 8 9 10
Curva de producción de Ácido acético por Gluconobacter sp
Tiemo (horas)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 2 4 6 8 10 12 14 16 18 20 22 24
Tiempo (h)
Curva de producción Acido Láctico por Lactobacillus Pentosus

www.tecnicana.org 13
eran las levaduras salvajes, cuya consecuencia sobre la fermentación fueron tiempos cortos de operación (sólo 18 días), con la subsecuente renovación del sistema e incremen-tos en la generación de vinaza y en el consumo de productos químicos como antiespumantes.
3. Acumulación de lodos en el procesoLos lodos presentes en la materia prima ingresan al sistema fermen-tativo, se acumulan en el tanque de sedimentación de levadura y retor-nan al primer fermentador junto con la levadura que recircula. De los lodos que logran evacuarse con el vino, al menos el 60% retorna a la fermentación por efecto de la recir-culación de la vinaza. Así, el sistema de fermentación se convierte en un concentrador de lodos, que afectan en gran medida la estabilidad de la planta y propician que los princi-pales contaminantes del sistema se multipliquen y colonicen el tren de fermentación.
La Gráfica 3 muestra el lodo de la Miel B en los tanques de almacena-miento. En el proceso este material se acumula en tanques, columnas, intercambiadores y en cualquier equipo de las secciones de fermen-tación y destilación. En la Gráfica 4 se puede observar este material en el tanque pulmón de vinaza antes de enviarse a la sección de evaporación de vinaza.
En la Gráfica 14 de la sección 7, Sistema Instalado, se presenta la acumulación del lodo en los inter-cambiadores de calor, que facilitan los procesos de contaminación de los diferentes fluidos que ingresan o
Gráfica 4. Lodos en tanques de destilaciónGráfica 3. Lodos en los tanques de Miel B
Gráfica 7. Bacterias ácido acéticas (BAA)
Gráfica 5. Levaduras salvajes (LS)
Gráfica 6. Bacterias ácido lácticas (BAL)
salen de la sección de fermentación. En la Gráfica 15 se muestra la acumu-lación de los lodos en las tuberías, y la Gráfica 16, su colmatación en los platos de la columna mostera.
En las Gráficas 5, 6 y 7 se puede ver la carga microbiana aislada de los lodos presentes en la Miel B. Una vez la materia prima alimenta el proceso de fermentación, los lodos contami-nan todo el sistema e igualmente el tanque de reproducción celular.
4. Primeros trabajos
Como primera medida de control para disminuir la carga contaminante presente en las materias primas, desde el 15 de septiembre de 2007 se aplicó vapor vivo (150 Psig) sobre ellas, hasta alcanzar una tempera-tura de 120 °C. Para ello se inyectó vapor directamente a la corriente de materia prima previamente diluida de 78% Brix a 51% Brix. El resultado fue una disminución sustancial en los valores de contaminación. Sin embargo, debido a la protección que brindan los lodos a los microor-ganismos, estos lograron resistir la alta temperatura y los recuentos microbiológicos continuaron altos:• Contenido de bacterias viables:
40 x 103 UFC/ml
14 Revista Tecnicaña No. 27, Septiembre de 2011
• Contenido de levaduras salvajes: 13 x 103 UFC/ml
• Contenido de bacterias ácido lácticas: 55 x 103 UFC/ml
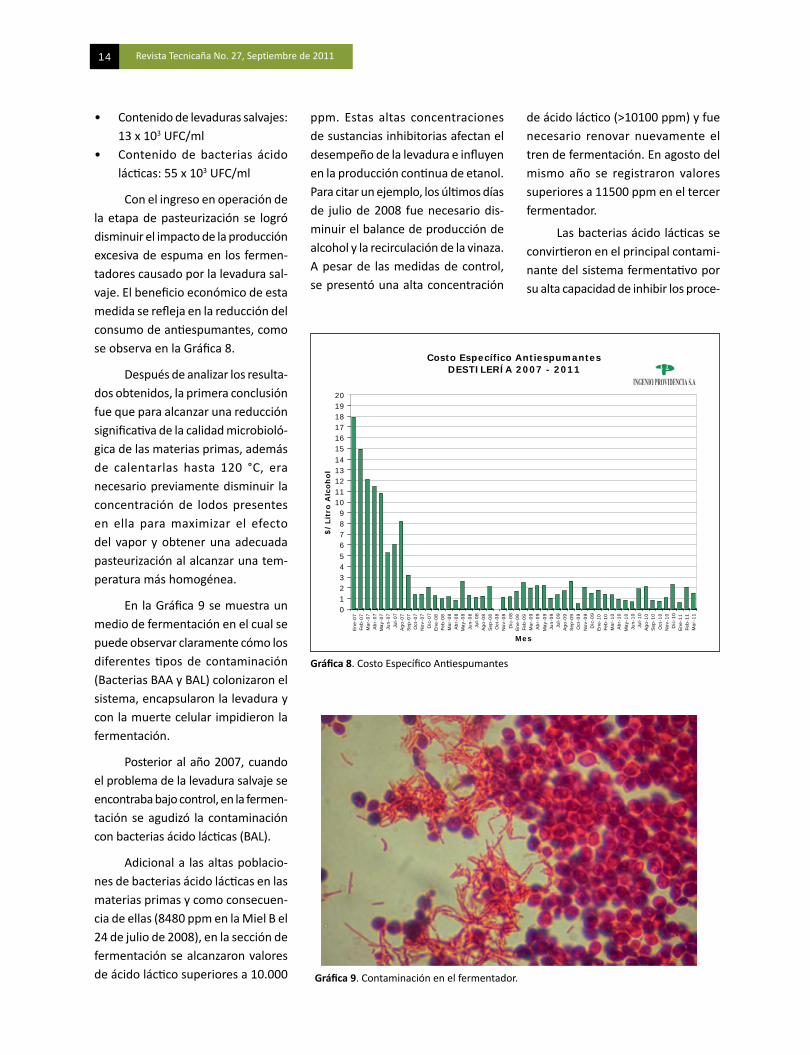
Con el ingreso en operación de la etapa de pasteurización se logró disminuir el impacto de la producción excesiva de espuma en los fermen-tadores causado por la levadura sal-vaje. El beneficio económico de esta medida se refleja en la reducción del consumo de antiespumantes, como se observa en la Gráfica 8.
Después de analizar los resulta-dos obtenidos, la primera conclusión fue que para alcanzar una reducción significativa de la calidad microbioló-gica de las materias primas, además de calentarlas hasta 120 °C, era necesario previamente disminuir la concentración de lodos presentes en ella para maximizar el efecto del vapor y obtener una adecuada pasteurización al alcanzar una tem-peratura más homogénea.
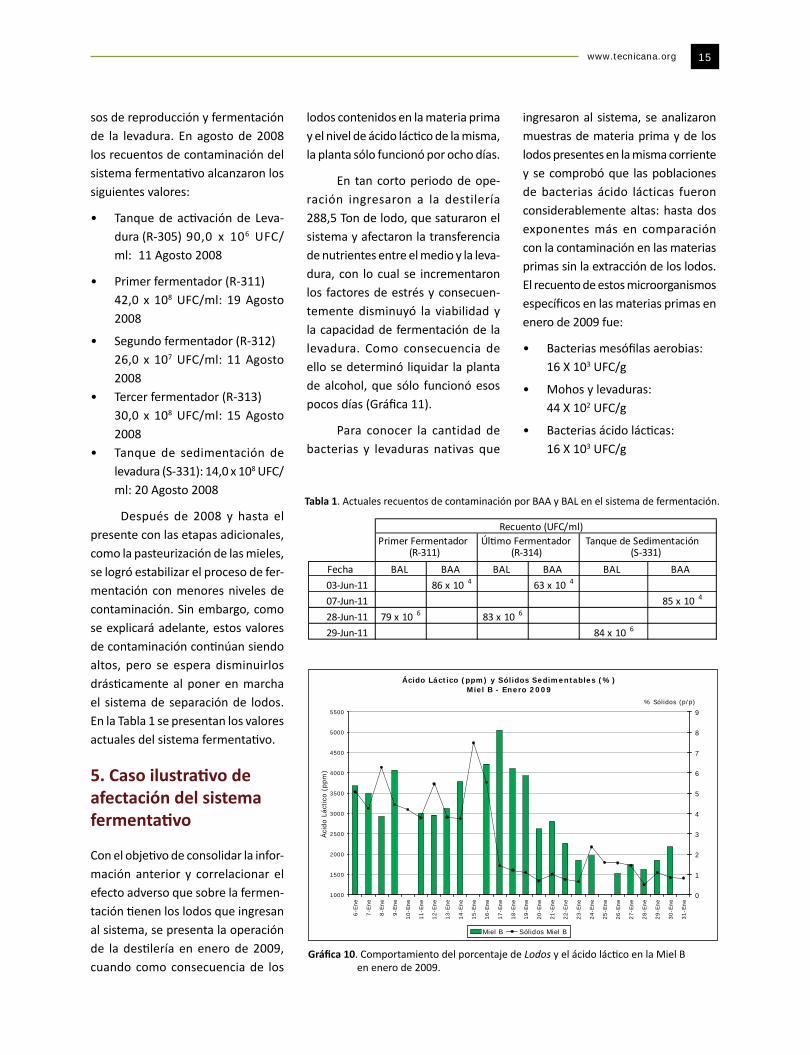
En la Gráfica 9 se muestra un medio de fermentación en el cual se puede observar claramente cómo los diferentes tipos de contaminación (Bacterias BAA y BAL) colonizaron el sistema, encapsularon la levadura y con la muerte celular impidieron la fermentación.
Posterior al año 2007, cuando el problema de la levadura salvaje se encontraba bajo control, en la fermen-tación se agudizó la contaminación con bacterias ácido lácticas (BAL).
Adicional a las altas poblacio-nes de bacterias ácido lácticas en las materias primas y como consecuen-cia de ellas (8480 ppm en la Miel B el 24 de julio de 2008), en la sección de fermentación se alcanzaron valores de ácido láctico superiores a 10.000
ppm. Estas altas concentraciones de sustancias inhibitorias afectan el desempeño de la levadura e influyen en la producción continua de etanol. Para citar un ejemplo, los últimos días de julio de 2008 fue necesario dis-minuir el balance de producción de alcohol y la recirculación de la vinaza. A pesar de las medidas de control, se presentó una alta concentración
de ácido láctico (>10100 ppm) y fue necesario renovar nuevamente el tren de fermentación. En agosto del mismo año se registraron valores superiores a 11500 ppm en el tercer fermentador.
Las bacterias ácido lácticas se convirtieron en el principal contami-nante del sistema fermentativo por su alta capacidad de inhibir los proce-
Costo Específico AntiespumantesDESTILERÍA 2007 - 2011
0123456789
1011121314151617181920
Ene-
07Fe
b-07
Mar
-07
Abr
-07
May
-07
Jun-
07Ju
l-07
Ago
-07
Sep
-07
Oct
-07
Nov
-07
Dic
-07
Ene-
08Fe
b-08
Mar
-08
Abr
-08
May
-08
Jun-
08Ju
l-08
Ago
-08
Sep
-08
Oct
-08
Nov
-08
Dic
-08
Ene-
09Fe
b-09
Mar
-09
Abr
-09
May
-09
Jun-
09Ju
l-09
Ago
-09
Sep
-09
Oct
-09
Nov
-09
Dic
-09
Ene-
10Fe
b-10
Mar
-10
Abr
-10
May
-10
Jun-
10Ju
l-10
Ago
-10
Sep
-10
Oct
-10
Nov
-10
Dic
-10
Ene-
11Fe
b-11
Mar
-11
Mes
$/
Litr
o A
lcoh
ol
Gráfica 8. Costo Específico Antiespumantes
Gráfica 9. Contaminación en el fermentador.
www.tecnicana.org 15
sos de reproducción y fermentación de la levadura. En agosto de 2008 los recuentos de contaminación del sistema fermentativo alcanzaron los siguientes valores:
• Tanque de activación de Leva-dura (R-305) 90,0 x 106 UFC/ml: 11 Agosto 2008
• Primer fermentador (R-311) 42,0 x 108 UFC/ml: 19 Agosto 2008
• Segundo fermentador (R-312) 26,0 x 107 UFC/ml: 11 Agosto 2008
• Tercer fermentador (R-313) 30,0 x 108 UFC/ml: 15 Agosto 2008
• Tanque de sedimentación de levadura (S-331): 14,0 x 108 UFC/ml: 20 Agosto 2008
Después de 2008 y hasta el presente con las etapas adicionales, como la pasteurización de las mieles, se logró estabilizar el proceso de fer-mentación con menores niveles de contaminación. Sin embargo, como se explicará adelante, estos valores de contaminación continúan siendo altos, pero se espera disminuirlos drásticamente al poner en marcha el sistema de separación de lodos. En la Tabla 1 se presentan los valores actuales del sistema fermentativo.
5. Caso ilustrativo de afectación del sistema fermentativo
Con el objetivo de consolidar la infor-mación anterior y correlacionar el efecto adverso que sobre la fermen-tación tienen los lodos que ingresan al sistema, se presenta la operación de la destilería en enero de 2009, cuando como consecuencia de los
lodos contenidos en la materia prima y el nivel de ácido láctico de la misma, la planta sólo funcionó por ocho días.
En tan corto periodo de ope-ración ingresaron a la destilería 288,5 Ton de lodo, que saturaron el sistema y afectaron la transferencia de nutrientes entre el medio y la leva-dura, con lo cual se incrementaron los factores de estrés y consecuen-temente disminuyó la viabilidad y la capacidad de fermentación de la levadura. Como consecuencia de ello se determinó liquidar la planta de alcohol, que sólo funcionó esos pocos días (Gráfica 11).
Para conocer la cantidad de bacterias y levaduras nativas que
ingresaron al sistema, se analizaron muestras de materia prima y de los lodos presentes en la misma corriente y se comprobó que las poblaciones de bacterias ácido lácticas fueron considerablemente altas: hasta dos exponentes más en comparación con la contaminación en las materias primas sin la extracción de los lodos. El recuento de estos microorganismos específicos en las materias primas en enero de 2009 fue:
• Bacterias mesófilas aerobias: 16 X 103 UFC/g
• Mohos y levaduras: 44 X 102 UFC/g
• Bacterias ácido lácticas: 16 X 103 UFC/g
Tabla 1. Actuales recuentos de contaminación por BAA y BAL en el sistema de fermentación.
Gráfica 10. Comportamiento del porcentaje de Lodos y el ácido láctico en la Miel B en enero de 2009.
Fecha BAL BAA BAL BAA BAL BAA03-Jun-11 86 x 10 4 63 x 10 4
07-Jun-11 85 x 10 4
28-Jun-11 79 x 10 6 83 x 10 6
29-Jun-11 84 x 10 6
(R-311) (R-314) (S-331)
Recuento (UFC/ml)Primer Fermentador Último Fermentador Tanque de Sedimentación
Ácido Láctico (ppm) y Sólidos Sedimentables (%)Miel B - Enero 2009
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6-En
e
7-En
e
8-En
e
9-En
e
10-E
ne
11-E
ne
12-E
ne
13-E
ne
14-E
ne
15-E
ne
16-E
ne
17-E
ne
18-E
ne
19-E
ne
20-E
ne
21-E
ne
22-E
ne
23-E
ne
24-E
ne
25-E
ne
26-E
ne
27-E
ne
28-E
ne
29-E
ne
30-E
ne
31-E
ne
Áci
do L
áctic
o (p
pm)
0
1
2
3
4
5
6
7
8
9
Miel B Sólidos Miel B
% Sólidos (p/p)

16 Revista Tecnicaña No. 27, Septiembre de 2011
En la Gráfica 10 se presenta el comportamiento de la concentra-ción del ácido láctico en la Miel B y el contenido de lodos, principales variables que afectaron el sistema fermentativo y responsables de su desestabilización y posterior liqui-dación.
La contaminación bacteriana alcanzó valores de 12x108 y 13x107 UFC/ml en el segundo (R-312) y tercer fermentador (R-313), respec-tivamente. El resultado final de la uti-lización de los azúcares por parte de los microorganismos presentes en los lodos es el incremento exponencial en la concentración de ácido láctico, como se muestra en la Gráfica 11.
En la Gráfica 12 se muestra la disminución de la producción por liquidación de la planta. Después del arranque, el 17 de enero de 2009, se
observa la continuidad de la produc-ción con valores superiores a 250 m3/día. Al comparar el gráfico de produc-ción con el gráfico porcentaje sólidos Miel B vs ácido láctico Miel B (ppm), se puede concluir que la Destilería puede operar de forma continua y estable cuando el ácido láctico en la Miel B se encuentra en valores de 1800 ppm, y con contenido de lodos inferiores a 1%.
La eficiencia global de la planta también se afectó por el alto conte-nido de lodos, puesto que, como se vio, se tuvo que liquidar el sistema de fermentación y posteriormente reno-varlo. Para este caso en particular, en los primeros días de enero, desde el arranque del sistema hasta el día 18 de enero de 2009, la eficiencia global de la planta fue 84,362%, en tanto en 2011 es 89,427%.
Después de la liquidación y posterior arranque de la destilería la materia prima ingresó al sistema con menor contenido de lodos (pro-medio 1.094% p/p), con lo cual se logró estabilizar la fermentación, la producción fue continua (un prome-dio de 260,439 litros/día de etanol anhidro) y la eficiencia global de producción al final del mes se incre-mentó a 86,508%
6. Sistema instalado
Con los trabajos realizados desde 2006 hasta 2010 se mejoró la esta-bilidad de la operación y conse-cuentemente la producción de la planta. La estabilidad se reflejó en el incremento de los días de operación continua. Para 2007 la fermentación debía renovarse cada 18 días, y en 2010 se realizaron sólo 5 paradas con periodos de operación promedio de 82 días.
A pesar del incremento en la operación y su continuidad, luego de cinco años de investigación se deci-dió invertir en un sistema para retirar los lodos de las materias primas y posteriormente someterlas eficiente-mente al proceso de pasteurización y con ello reducir a niveles tolerables la carga microbiana que aportan las mieles al proceso fermentativo. Para ello se instaló el equipo Decanter,1 que se muestra en la Gráfica 13, en la cual también se pueden observar los lodos después del proceso de separación y extracción en las mieles.
Una vez extraídos los lodos de la Miel B se enviaron diferentes muestras para análisis de elementos. Gráfica 11. Comportamiento del ácido láctico en fermentación enero de 2009.
1. Decanter: Equipo de separación de sólidos o lodos por efecto de fuerza centrífuga sobre el tamaño de partícula.
Ácido Láctico (ppm)Enero 2009
430 63
0 760 10
70 1280
2650
3490
640 88
0 1150
1410
2730
3970
0
500
1000
1500
2000
2500
3000
3500
4000
7-Ene 8-Ene 9-Ene 10-Ene 11-Ene 12-Ene 13-Ene
Ácid
o Lá
ctico
(ppm
)
Primer Fermentador Tercer Fermentador

www.tecnicana.org 17
Los resultados consolidados se pre-sentan en las Tablas 2 y 3.
El contenido de humedad en los lodos fue 22,62%, lo cual facilita su transporte como sólido hacia la planta de compostaje, donde se utilizarán como materia prima para el proceso de biotransfomación.
Otro de los beneficios econó-micos de las medidas que se adop-taron es la reducción de los costos de operación y mantenimiento, al impedir que ingresaran 406,42 Ton de lodos (Caso Enero de 2009) en el sistema de fermentación, lo que se
reflejó en mejores condiciones de operación de equipos como bombas centrífugas, intercambiadores de placas, tuberías y columna mostera, así como equipos de destilación y de concentración de vinazas como rehervidores y evaporadores Flubex; hubo mejor control de las válvulas y su deterioro fue menor. En la Gráfica 14 se puede observar la acumu-lación en los intercambiadores de placa.
La Gráfica 15 muestra la tube-ría de la vinaza que se recircula a la sección de fermentación. El lodo acumulado en las tuberías es responsable del incremento de la contaminación de las corrientes que circulan por dichas tuberías. Para citar un ejemplo, la vinaza que recircula hacia fermentación tiene una carga microbiana mínima a la salida de la columna mostera, pero se incrementa hasta en dos expo-nentes de BAA y BAL por efecto de la acumulación de los lodos en las tuberías. Los análisis de contamina-ción de la vinaza hacia fermentación resultaron en:
Tabla 3. Análisis de lodos Miel B. Laboratorio de Campo Ingenio Providencia S.A.
Tabla 2. Análisis de lodos Miel B. Laboratorio de Cenicaña.
Gráfica 12. Producción de etanol anhidro y contenido de sólidos en Miel B.
Gráfica 13. Decanter en prueba piloto y lodos después de proceso de separación.
Producción de Alcohol (m3/día) vs Sólidos Sedimentables (%)Miel B - Enero 2009
80
100
120
140
160
180
200
220
240
260
280
300
320
6-En
e
7-En
e
8-En
e
9-En
e
10-E
ne
11-E
ne
12-E
ne
13-E
ne
14-E
ne
15-E
ne
16-E
ne
17-E
ne
18-E
ne
19-E
ne
20-E
ne
21-E
ne
22-E
ne
23-E
ne
24-E
ne
25-E
ne
26-E
ne
27-E
ne
28-E
ne
29-E
ne
30-E
ne
31-E
ne
Prod
ucci
ón A
lcoh
ol (
m3/
día)
0
1
2
3
4
5
6
7
8
9
Producción Alcohol Sólidos Miel B
% Sólidos (p/p)
POLISACARIDOS Fe Mn Cu Zn K Ca Mg N11641 174,8 13,2 16,0 5,6 3,72 0,33 0,51 0,88
(ppm) (%)
Análisis % Análisis ppmMateria Orgánica 20,52 B 0,49N - Total 0,14 Cu 14,27P 2O 5 0,38 Fe 116,21CaO 0,18 Mn 54,03MgO 0,6 Zn 7,65K 2O 0,68Na 0,03S 5,91

18 Revista Tecnicaña No. 27, Septiembre de 2011
• 16 Mayo 2011: BAA 71 x 102 UFC/ml
• 30 Mayo 2011: BAL 89 x 103 UFC/ml
• 30 Mayo 2011: BM 68 x 103 UFC/ml
El lodo se estanca también a lo largo de la columna mostera: en los bajantes, en el área activa (perforaciones), en los rebosaderos de entrada y salida. Como resultado la columna disminuye su eficiencia de separación del alcohol, se incre-mentan las pérdidas de etanol por el fondo de la columna, lo que obliga a reducir el flujo de vino (lo que afecta la capacidad de producción) y final-mente obliga a parar la operación para limpiar la columna. En la Gráfica 16 se observa la columna después de dos meses de operación y después de la limpieza.
Gráfica 14. Intercambiadores de calor Gráfica 15. Acumulación de lodos en tuberías.
Gráfica 16. Columna de vino con dos meses de operación y después del proceso de limpieza.
El proyecto de acondiciona-miento de la materia prima incluye la extracción de los lodos presentes en mieles, meladura y jugos, para lo cual se utiliza un decantador centrífugo Decanter, de la firma GEA Westfalia Separator, con capacidad de extraer 1.100 kg/h de sólidos. El líquido cla-rificado se pasteuriza a 120 °C con el objetivo de disminuir la contamina-ción de las materias primas. El equipo instalado en la etapa de pasteuriza-ción es un inyector Steam Jet Heater Type “L”, de la firma GEA Wiegand.
En la Gráfica 18 se presenta el plano isométrico del sistema insta-lado. Antes de enviarse la materia prima para la extracción de los lodos se hace pasar a través del sedimen-tador de materia prima, en el cual los lodos se preconcentran desde 1 ó 3% p/p a 10% p/p. En este equipo
el tiempo de residencia es de una hora; la corriente, con 10% de lodos, se envía al Decanter para recuperar el líquido clarificado que contiene los lodos e incrementar la recupe-ración de azúcares. Con el sistema propuesto se garantiza que las pér-didas de azúcares serán inferiores a 0,5% respecto a todo el contenido de azúcares que alimentan el sistema. Posterior a la extracción de lodos en la materia prima, este material se envía a la etapa de pasteurización a 120 °C por un minuto.
Con la implementación del sistema de separación de lodos y posterior pasteurización de la materia prima se espera igualmente disminuir el consumo de insumos químicos, entre ellos los antibióticos. En la Grá-fica 19 se presenta el costo específico de los antibióticos desde el 2007.

www.tecnicana.org 19
7. Conclusiones
Al realizar un análisis detallado de toda la información presentada se puede concluir que la principal corriente de contaminación micro-biológica son los lodos dentro de la materia prima proveniente de la fábrica de azúcar.
El efecto del crecimiento expo-nencial de las bacterias ácido lácticas y ácido acéticas en los mostos de fer-mentación es directamente propor-cional a las toneladas de lodos que ingresan diariamente, y se poten-cializa debido al efecto de concen-tración en el tren de fermentación por las operaciones de recirculación de levadura y recirculación de vinaza.
Los beneficios en el sistema fermentativo por la operación de extracción de lodos serán:(a) Estabilización e incremento de la
recirculación de la crema de leva-dura hacia los fermentadores.
(b) Mejoramiento de las condiciones y disminución de los factores de estrés en el sistema fermentativo.
(c) Incremento de la población de levadura alcoholera en los fer-mentadores.
(d) Incremento de la capacidad de recirculación de vinaza y la consecuente disminución en la generación de vinaza hacia la planta de compostaje.
(e) Mayor estabilidad en la opera-ción de la planta de alcohol.
(f) Disminución de costos por con-cepto de insumos químicos.
(g) Incremento de la eficiencia global de la destilería.
(h) Disminución de los costos de operación por concepto de man-tenimiento en las áreas de fer-mentación y destilación.
Gráfica 19. Costo específico antibiótico.
Gráfica 18. Isométrico del nuevo sistema de acondicionamiento de materia prima.
Gráfica 17. Separador centrífugo Decanter.Fuente: GEA Westfalia Separator.
Costo Específico AntibióticoDESTILERÍA 2007 - 2011
0123456789
101112131415161718192021222324
Ene-
07Fe
b-07
Mar
-07
Abr
-07
May
-07
Jun-
07Ju
l-07
Ago
-07
Sep
-07
Oct
-07
Nov
-07
Dic
-07
Ene-
08Fe
b-08
Mar
-08
Abr
-08
May
-08
Jun-
08Ju
l-08
Ago
-08
Sep
-08
Oct
-08
Nov
-08
Dic
-08
Ene-
09Fe
b-09
Mar
-09
Abr
-09
May
-09
Jun-
09Ju
l-09
Ago
-09
Sep
-09
Oct
-09
Nov
-09
Dic
-09
Ene-
10Fe
b-10
Mar
-10
Abr
-10
May
-10
Jun-
10Ju
l-10
Ago
-10
Sep
-10
Oct
-10
Nov
-10
Dic
-10
Ene-
11Fe
b-11
Mar
-11
Mes
$/
Litr
o A
lcoh
ol
. Separador centrífugo Decanter.: GEA Westfalia Separator.

20 Revista Tecnicaña No. 27, Septiembre de 2011