Control de Procesos
4
Prof. Sergio Jurado CONTROL DE PROCESOS: Guía de ejercicios 1. Altímetros: Realice: a. Un gráfico de rachas. Determine si el proceso está fuera de control estadístico. b. Un gráfico R. Determine si el proceso está fuera de control estadístico. c. Un gráfico Xbar (̅ ) . Determine si el proceso está fuera de control estadístico. 0 10 20 30 40 50 60 70 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 -15 -10 -5 0 5 10 15 20 25 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Errores de altímetros de aviones (pies) Día Error 1 2 -8 5 11 2 -5 2 6 8 3 6 7 -1 -8 4 -5 5 -5 6 5 9 3 -2 -2 6 16 -10 -1 -8 7 13 -8 -7 2 8 -5 -4 2 8 9 7 13 -2 -13 10 15 7 19 1 11 12 12 10 9 12 11 9 11 20 13 18 15 23 28 14 6 32 4 10 15 16 -13 -9 19 16 8 17 0 13 17 13 3 6 13 18 38 -5 -5 5 19 18 12 25 -6 20 -27 23 7 36
description
Práctica control de procesos, estadística
Transcript of Control de Procesos

Prof. Sergio Jurado
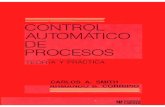
CONTROL DE PROCESOS: Guía de ejercicios
1. Altímetros:
Realice:
a. Un gráfico de rachas. Determine si el proceso está fuera de
control estadístico.
b. Un gráfico R. Determine si el proceso está fuera de control
estadístico.
c. Un gráfico Xbar (�̅�) . Determine si el proceso está fuera de control
estadístico.
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
-15
-10
-5
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Errores de altímetros de aviones (pies)
Día Error
1 2 -8 5 11
2 -5 2 6 8
3 6 7 -1 -8
4 -5 5 -5 6
5 9 3 -2 -2
6 16 -10 -1 -8
7 13 -8 -7 2
8 -5 -4 2 8
9 7 13 -2 -13
10 15 7 19 1
11 12 12 10 9
12 11 9 11 20
13 18 15 23 28
14 6 32 4 10
15 16 -13 -9 19
16 8 17 0 13
17 13 3 6 13
18 38 -5 -5 5
19 18 12 25 -6
20 -27 23 7 36

Prof. Sergio Jurado
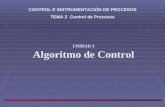
2. SadasdJersey Glass Company, Inc., produce espejos retrovisores para autos. La compañía opera un turno diurno y uno
vespertino cada día laboral de la semana. El departamento de aseguramiento de calidad (QA) supervisa la calidad de los
espejos dos veces durante el turno diurno y tres veces durante el vespertino. El departamento de calidad selecciona e
inspecciona minuciosamente una muestra aleatoria de 50 espejos cada 4 horas. Cada espejo se clasifica como aceptable o
inaceptable. Por último, se cuenta el número de espejos en la muestra que no cumplen con las especificaciones de calidad. Los
siguientes son los resultados de estas verificaciones durante los últimos 10 días laborables.
Día
Muestra
n
N° defectuosos
x
Día
Muestra
n
N° defectuosos
x
10-mar 50 1
17-mar 50 4
50 0
50 6
50 5
50 7
50 3
50 6
11-mar 50 2
18-mar 50 5
50 3
50 7
50 5
50 6
50 3
50 7
12-mar 50 5
19-mar 50 8
50 6
50 1
50 4
50 3
50 4
50 2
13-mar 50 5
20-mar 50 0
50 5
50 0
50 2
50 12
50 1
50 3
14-mar 50 1
21-mar 50 5
50 0
50 5
50 3
50 7
50 5
50 9
0
0.05
0.1
0.15
0.2
0.25
0.3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
p
N° de muestra

Prof. Sergio Jurado
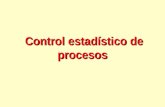
3. Viscosidad: Una vez al día, se seleccionan tres especímenes de aceite de motor del proceso de producción y cada uno se
analiza para determinar su viscosidad. La información siguiente (tabla) es para un periodo de 25 días. Una amplia experiencia
con este proceso sugiere que cuando el proceso está bajo control, la viscosidad de un espécimen está normalmente distribuida
con media 10.5 y desviación estándar 0.18. Realice gráficas de control para verificar si existe variación de causas asignables.
Muestra Observación de viscocidad
Muestra Observación de viscocidad
1 10.37 10.19 10.36
14 10.47 10.6 10.75
2 10.48 10.24 10.58
15 10.46 10.46 10.56
3 10.77 10.22 10.54
16 10.44 10.68 10.32
4 10.47 10.26 10.31
17 10.65 10.42 10.26
5 10.84 10.75 10.53
18 10.73 10.72 10.83
6 10.48 10.53 10.5
19 10.39 10.75 10.27
7 10.41 10.52 10.46
20 10.59 10.23 10.35
8 10.4 10.38 10.69
21 10.47 10.67 10.64
9 10.33 10.35 10.49
22 10.4 10.55 10.38
10 10.73 10.45 10.3
23 10.24 10.71 10.27
11 10.41 10.68 10.25
24 10.37 10.69 10.4
12 10 10.6 10.71
25 10.46 10.35 10.37
13 10.37 10.5 10.34
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
10
10.1
10.2
10.3
10.4
10.5
10.6
10.7
10.8
10.9
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25

Prof. Sergio Jurado
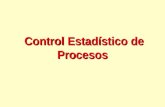
4. La tabla muestra observaciones sobre la resistencia al esfuerzo en láminas de plástico (la fuerza, en libras por pulgada
cuadrada, necesaria para agrietar una lámina). Hay k = 22 muestras, obtenidas en puntos de tiempo igualmente espaciados y n
= 4 observaciones en cada muestra. Realice gráfica de control para verificar si existe variación de causas asignables
Muestra Observaciones
Muestra Observaciones
1 29.7 29 28.8 30.2
12 28.1 34 31 30.8
2 32.2 29.3 32.2 32.9
13 28.7 28.9 25.8 29.7
3 35.9 29.1 32.1 31.3
14 29 33 30.2 30.1
4 28.8 27.2 28.5 35.7
15 33.5 32.6 33.6 29.2
5 30.9 32.6 28.3 28.3
16 26.9 27.3 32.1 28.5
6 30.6 34.3 34.8 26.3
17 30.4 29.6 31 33.8
7 32.3 27.7 30.9 27.8
18 29 28.9 31.8 26.7
8 32 27.9 31 30.8
19 33.8 30.9 31.7 28.2
9 24.2 27.5 28.5 31.1
20 29.7 27.9 29.1 30.1
10 33.7 24.4 34.3 31
21 27.9 27.7 30.2 32.9
11 35.3 33.2 31.4 28
22 30 31.4 27.7 28.1
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22