Ensaios de Usinabilidade
15
1 ENSAIOS DE USINABILIDADE: UMA REVISÃO BIBLIOGRÁFICA SOB A ÓTICA DA ENGENHARIA DE PRODUÇÃO Angelo Gustavo Bissoli [email protected] Arnaldo Cézar Teixeira Dias Filho [email protected] Ivan Bridi [email protected] José Geraldo Costa josegeraldoge@gm ail.com Matheus Batista Foletto [email protected] Rafael Silva Banos [email protected] Renato Aguiar [email protected] Resumo: Conhecer os materiais, suas características e propriedades sempre fez parte do interesse do homem, uma vez que este passou a dominar os metais. Hoje o homem já não se utiliza de pedras, ou fogo para modificar sua estrutura, este possui ferramentas cortantes capaz de dar formas e aplicações para os materiais que tornam sua vida fácil. Com o desenvolver da Usinagem, processos de avaliação da usinabilidade de materiais se desenvolveram. Primeiramente para validar a aplicação dos materiais, seguido pelo aspecto econômico de se usinar. Ensaiar é validar e sob esta ótica este trabalho de revisão bibliográfica apresenta os ensaios de usinabilidade consagrados . Palavras-chave: Conhecer os materiais; Avaliação da usinabilidade; Ensaios de Usinabilidade consagrados.
-
Upload
arnaldo-cezar -
Category
Documents
-
view
6 -
download
0
description
Ensaios de usinabilidade, teoria a praticas
Transcript of Ensaios de Usinabilidade
-
1
ENSAIOS DE USINABILIDADE: UMA REVISO BIBLIOGRFICA SOB A TICA
DA ENGENHARIA DE PRODUO
Angelo Gustavo Bissoli
Arnaldo Czar Teixeira Dias Filho
Ivan Bridi
Jos Geraldo Costa
Matheus Batista Foletto
Rafael Silva Banos
Renato Aguiar
Resumo: Conhecer os materiais, suas caractersticas e propriedades sempre fez parte do interesse do homem, uma vez que este passou a dominar os metais. Hoje o homem j no se utiliza de pedras, ou fogo para modificar sua estrutura, este possui ferramentas cortantes capaz de dar formas e aplicaes para os materiais que tornam sua vida fcil. Com o desenvolver da Usinagem, processos de avaliao da usinabilidade de materiais se desenvolveram. Primeiramente para validar a aplicao dos materiais, seguido pelo aspecto econmico de se usinar. Ensaiar validar e sob esta tica este trabalho de reviso bibliogrfica apresenta os ensaios de usinabilidade consagrados.
Palavras-chave: Conhecer os materiais; Avaliao da usinabilidade; Ensaios de
Usinabilidade consagrados.
-
2
1. INTRODUO
O interesse pelo domnio das caractersticas dos materiais fez ao longo da histria
com que o homem buscasse um constante desenvolvimento dos processos de
obteno dos mais diversos tipos de materiais. Com essa finalidade buscava-se tanto
compreender seus processos de formao, aplicabilidade e suas vrias caractersticas
que podem ser decorrentes ou no da forma de sua microestrutura.
O estudo dessas caractersticas fornece uma base fundamental para qualquer
engenheiro, que usualmente estabelece tipos de materiais para as mais diversas
aplicaes.
Neste presente artigo, busca-se compreender estas caractersticas dos materiais sob
a luz da usinabilidade destes materiais, dando enfoque ao conhecimento das tcnicas
como base de avaliao dos ensaios frente a demanda por validao dos materiais e
sua finalidade.
2. REFERENCIAL TERICO
Para compreender as caractersticas dos materias, formas modificar sua forma,
estrutura e sua relao com outros materias, dada na forma de ligas, foram definidas
propriedades dos materiais de serem trabalhados. A esta propriedade denominou-se
Usinabilidade dos materiais.
A Usinabilidade pode ser definida como sendo uma grandeza que quantifica a
facilidade ou a dificuldade de se usinar um material. Para definir esta grandeza deve-
se trabalhar com as variveis envolvidas na usinagem desses materiais. As
propriedades do material que podem afetar a usinabilidade de um material so:
a) Dureza
b) Taxa de encruamento
c) Resistncia trao
d) Ductilidade
e) Condutividade trmica
-
3
Mas a usinabilidade no depende somente das condies intrnsecas do material
(fatores metalrgicos), mas ela depende tambm de fatores ambientais ou como
pode-se dizer, caractersticas do processo, como:
a) Condies de usinagem
b) Caractersticas da ferramenta
c) Condies de refrigerao
d) Tipo de operao (corte intermitente...)
e) Rigidez do sistema mquina-ferramenta
A avaliao da usinabilidade feita com base nos parmetros considerados do
processo, ou seja, um material pode possuir uma boa usinabilidade quando se leva
em conta uma propriedade de usinagem, como por exemplo, a vida da ferramenta e
no possuir boa usinabilidade quando se levado em conta outra propriedade, como
por exemplo, a rugosidade da pea usinada.
Um estudo da usinabilidade no envolve somente os fabricantes de materiais, mas
tambm os consumidores e os fabricantes de ferramenta de corte. Apresenta, alm
disso, uma enorme relevncia para a produo de uma determinada empresa, razo
pela qual existe interesse em se estabelecer mtodos de ensaio que permitam estudar
a usinabilidade de um material. Esta prtica no visa apenas avaliar a dificuldade de
se usinar um material, mas tambm pode se quantificar o desempenho de uma
ferramenta de corte, de geometrias de ferramenta e fluidos de corte (Machado e Silva,
1999).
2.1. Efeito dos elementos de liga na Usinabilidade de Aos
De forma geral, os elementos de liga do certo controle sobre as propriedades do
material, por vezes condicionado a outras variveis como tratamentos trmicos e
mecnicos.
Devido ao uso frequente em projetos. Os efeitos decorrentes da adio de alguns
desses elementos nas propriedades dos aos ficaram mais acessveis na literatura.
No caso do efeito da adio de elementos de liga na usinabilidade dos aos, alguns
-
4
elementos possuem pouca documentao, especialmente devido ao segredo
industrial envolvido na maioria dos estudos.
2.2. ndice de Usinabilidade
O ndice de usinabilidade (I.U.) um valor numrico que serve de comparao. Um
material pode ter um valor de usinabilidade baixo em certas condies de usinagem e
um valor maior em outras condies por exemplo. Assim comparando dois materiais,
diremos que aquele que tiver um ndice de usinabilidade mais alto o material mais
fcil de se usinar.
Existem vrios mtodos para se chegar ao ndice de usinabilidade de um material. O
mtodo mais aceito um ensaio chamado de longa durao, onde o material
ensaiado e o material tomado como padro, so usinados at o fim da vida da
ferramenta ou at um determinado valor de desgaste da ferramenta. O ndice de
usinabilidade (I.U.) ento dado pela relao entre a vc20 (ou vc60) do material
ensaiado e aquela correspondente ao material tomado como padro, ao qual se d o
ndice 100%.
I.U. = vc20 (mat. Ensaiado)/vc20 (padro)
3. ENSAIOS DE USINABILIDADE
A usinabilidade depende de diversos parmetros, de modo que a ordem no ranking de
usinabilidade de um certo nmero de materiais pode no ser o mesmo, uma vez que
obtidos em condies diferentes. Desta forma, segundo Mills e Redford (1983)
usinabilidade no uma propriedade, e sim uma grandeza que indica a facilidade ou a
dificuldade de se usinar um material, sendo assim uma funo do teste e no uma
funo de uma propriedade do material.
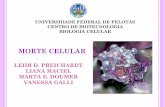
A Figura 3.1 mostra os principais fatores que influenciam na determinao da
usinabilidade de um material, segundo Ferraresi (1970):
-
5
Figura 3.1: Principais fatores que influenciam na determinao da usinabilidade dos materiais.o da usinabilidade dos materiais.
Fonte: Amorim, 2002 (abud FERRARESI, 1970).
Os ensaios de usinabilidade so divididos em dois grupos:
a) Requer Usinagem;
b) No requer usinagem
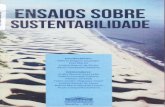
Tambm dividido em dois sub-grupos, como demonstrado na Figura 3.2:
a) Ensaios Relativos (Ranking Testes)
b) Ensaios Absolutos
Figura 3.2: Classificao dos ensaios de usinagem.
Fonte: Amorim, 2002 (apud MILLS e REDFORD, 1983).
Os Ensaios Absolutos so vlidos para vrias velocidades de corte (Equao de
Taylor Simples), podendo, em outros casos, levar em considerao mudanas nas
outras condies de corte e geometria da ferramenta (Equao de Taylor Expandida).
-
6
Nos testes relativos, relacionado um ranking, no qual indicado o material mais
apropriado para aquela condio de corte, no entanto, no existe garantia quando as
condies de corte se alterarem, o ranking permanecer o mesmo.
Testes que no requerem usinagem so sempre testes relativos. Testes que
requerem usinagem podem ser relativos ou absolutos. De acordo com o tempo eles
podem ser classificados em: curta durao ou longa durao.
Testes relativos so sempre de curta durao, e testes absolutos so quase sempre
de longa durao.
3.1. Ensaios de Usinabilidade que no requerem usinagem
Os ensaios que no requerem usinagem so sempre relativos e de curta durao,
sendo de mais fcil execuo do que os ensaios que requeiram usinagem, sejam
estes relativos ou no.
Uma utilidade desse tipo de ensaio no sentido de prover uma resposta rpida
necessidade do projetista de componentes ou mesmo como um embasamento no
desenvolvimento de novos materiais.
Pode-se citar alguns ensaios de usinabilidade que no requerem usinabilidade, como:
3.1.1. Teste de composio qumica
Busca correlacionar dados relativos composio qumica de um material com
grandezas nas quais seja possvel efetuar comparao em termos de usinabilidade.
Os mtodos mais utilizados relacionam a composio do material V60 (velocidade
de corte que acarreta uma vida de ferramenta de 60 minutos) e a um ndice de
usinabilidade de 0 a 100%, respectivamente.
a) Mtodo de Czaplicki:
V60 161,5 141,4.%C 42,4.%Si 39,2.%Mn 179,4.%P 121,4.%S
-
7
Segundo Ferraresi (1970), esta relao no apresenta resultados coerentes para
ferramentas de metal duro.
b) Mtodo de Boulger:
I.U.=146,0 - 400,0.%C- 1500,0.%Si+ 200,0.%S
Nesse mtodo, a composio qumica relacionada com o ndice de Usinabilidade
(I.U.).
3.1.2. Teste de Microestrutura
A microestrutura determina vrias propriedades de um material, influindo grandemente
em sua usinabilidade. O tamanho de gro e a proporo das fases ferrtica e perltica
em diferentes aos alteram fortemente as componentes da fora de corte.
Segundo Mills e Redford (1983), a avaliao mais usada do efeito da microestrutura
do material da pea na usinabilidade a desenvolvida por Zatlin e Field (1950), cujos
resultados esto na Tabela abaixo, segundo a qual aos contendo 50% ou mais de
perlita combinam boa usinabilidade com alta dureza.
Tabela 3.1: Propriedades do material em funo da microestrutura.
Fonte: Mills e Redford (1983).
-
8
3.1.3. Teste de propriedades fsicas
A tcnica associa propriedades como condutividade trmica (B), dureza Brinell (HB)
do material, comprimento caracterstico (L) e reduo percentual de rea obtidos em
ensaio de trao convencional (Ar) com a V60 de um material. Todavia, por no
levar em considerao o material da ferramenta, est sujeita a erros significativos.
3.2. Ensaios de Usinabilidade que requerem usinagem
Esses tipos de ensaios podem ser classificados em: testes relativos, que determinam
a usinabilidade relativa entre dois ou mais combinaes de ferramenta-pea para
condies especficas de corte e; testes absolutos, indicando os mritos de dois ou
mais pares de ferramenta-pea em uma faixa de condio de corte.
3.2.1. Ensaios Relativos
a) Ensaios de Presso constante
Neste ensaio, aplica-se uma fora constante na direo de avano e mede-se o
intervalo de tempo em que a ferramenta realiza um determinado deslocamento.
Outra opo medir o percurso descrito pela ferramenta e um intervalo de tempo
pr-fixado. Geralmente este ensaio realizado nos processos de furao e
torneamento.
Nas fuguras 3.3 e 3.4, possvel verificar um esquema deste ensaio no processo de
torneamento, onde os pesos so fixados ao carro porta-ferramenta por meio de um
cabo e garantem que a presso aplicada pela ferramenta sobre a pea seja
constante e no processo de furao.
-
9
Figura 3.3: Representao do ensaio de presso constante no processo de torneamento.
Fonte: Santos e Sales, 2007.
Figura 3.4: Representao do ensaio de presso constante no processo de furao.
Fonte: Santos e Sales, 2007.
-
10
b) Ensaio de Faceamento Rpido
Neste ensaio, uma placa fixada ao torno, que gira em rotao constante. Ento
uma ferramenta de corte levada ao centro do disco, a ferramenta se desloca na
direo radial em direo ao permetro externo. Com o aumento do dimetro
torneado ocorre o aumento contnuo da velocidade de corte fazendo com que a
ferramenta perca a capacidade de corte devido ao desgaste acentuado. O momento
que ocorre esta perda facilmente identificado pela modificao brusca da
topografia da superfcie.
Os critrios de usinabilidade para classificar a ferramenta podem ser: o tempo
necessrio para o colapso da ferramenta, a distncia percorrida pela ferramenta ou
a velocidade crtica de corte.
Figura 3.5: Ensaio de faceamento rpido
Fonte: Santos e Sales, 2007.
3.2.2. Ensaios Absolutos
a) Ensaios de Torneamento cnico
Baseado no mesmo princpio do ensaio de faceamento rpido. Consiste no
torneamento do menor para o maior dimetro, com um avano constante de uma
pea de perfil cnico, dessa maneira, a velocidade de corte aumenta a uma taxa
constante.
-
11
A partir de seus resultados, sabendo a velocidade de corte inicial, taxa de variao
da velocidade de corte, o tempo de usinagem e o desgaste de flanco da ferrramenta,
possvel determinar as constantes x e K da equao de Taylor, que relaciona a
vida da ferramenta de corte (T) com a velocidade de corte (V_C), levando-se em
considerao as propriedades do material atravs das constantes K e x,
dependentes do par pea-ferramenta.
Equao de Taylor: T=K.V_C^(-X)
b) Ensaio de Taxa de desgaste
Segundo Amorim (2002), este teste considerado o mais eficiente dos ensaios de
usinagem. Ele consiste no torneamento de corpos de prova, que ocorre intercalando
paradas em intervalos regulares para verificao do desgaste da ferramenta. Esse
procedimento repetido at que se constaste que o desgaste da ferramenta chegar
a um limite preestabelecido como o fim de vida da ferramenta. A norma ISO 3685
estabelece esses critrios.
Tabela 3.2: Critrios de fim de vida de ferramenta de corte
Parmetro Critrio
Desgaste de flanco mdio ( 0,3mm
Desgaste de flanco mximo ( 0,6 mm
Profundidade da cratera (KT) 0,06+0,3.f
Fonte: ISO 3685 (1993).
Esses parmetros podem ser obtidos com medies dos desgastes e esto
representados na figura 3.6 a seguir.
Figura 3.6: Grandezas de medies de desgaste
Fonte: Ferraresi (1970) (adaptado)
-
12
O teste repetido com velocidades diferentes (no mnimo trs diferentes). Com os
dados de tempo de corte e do desgaste da ferramenta, confeccionado um grfico
de desgaste da ferramenta (V_B) em funo do tempo (T), como segue:
Figura 3.7: Grfico desgaste da ferramenta (Vb) X tempo (T),
Fonte: Santos e Sales, 2007 (apud ISO 3685, 1993)
O prximo passo calcular a vida da ferramenta (V_c) a partir da equao de Taylor
e plotar um grfico em escala logartmica da curva de vida da ferramenta (V_c) em
funo do tempo (T).
logT= logK-x.logV_C
No grfico obtido se pode observar uma tendncia de resultados, que se agrupam
em torno de uma reta, como se pode observar:
-
13
Figura 3.8: Grfico Vb X T
Fonte: Santos e Sales, 2007
4. CONCLUSO
Tendo em vista a ampla gama de materiais existentes, assim como ferramentas para
modifica-los de suma importncia o estudo sobre a produo de peas. Os
ensaios de usinabilidade permitem que as trs partes interessadas, fabricantes de
materiais, fabricantes de ferramentas de corte e consumidores, possam crescer em
suas reas de atuao.
Com do conhecimento do material, pode-se ter ganhos enormes na produtividade
atravs do tempo de execuo, reduo de custos de fabricao, que pode ser feita,
por exemplo, pela maximizao da vida til da ferramenta. Tal fato garante a
viabilidade dos negcios e supri toda a cadeia produtiva, reduzindo os custos de
processos e com isso preo final dos produtos para o consumidor final. No outro
lado da cadeia, os fabricantes de ferramenta, diferente do que se pensava
inicialmente que o incremento na vida til reduziria a demanda por novas
ferramentas o que se v e o desenvolvimento de novas tcnicas de fabricao
destas ferramentas dando novas aplicaes e precises de acordo com as peas
que se pretende empregar. uma via de mo dupla, ao mesmo tempo que se
-
14
aumenta a vida til, reduz se o custo da ferramenta e sua fabricao, a usinagem se
torna um processo de fabricao mais acessvel, podendo com isso clientes que no
tinham acessos a este processos hoje podem se munir deste melhorando seus
processos de fabricao.
5. REFERNCIAS BIBLIOGRFICAS
5.1. AMORIM, Heraldo Jos de. Estudo da relao entre velocidade de corte,
desgaste de ferramenta, rugosidade e foras de usinagem em torneamento
com ferramenta de metal duro. 2002. Dissertao (Mestrado em Engenharia)
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2002.
5.2. FERRARESI, Dino. Usinagem dos metais: fundamentos da usinagem dos
metais. So Paulo: Blcher: USP, 1970.
5.3. ISO, 1993. Tool Life Testing with Single Point Turning, ISO 3685.
Machado, A., da Silva, M. B., 2000. Usinagem dos Metais, Apostila, DEEME
UFU.
5.4. Machado, A; Silva,M.B. Usinagem dos Metais. Universidade Federal de
Uberlndia, Abril , 2004.
5.5. MIILS, B; REDFORD, A. H., 1983. Machinability of Enggineering Materials,
Applied Science Publishers, London.
5.6. Milan, J. C. G., 1999. Usinabilidade de Aos para Moldes de Plstico,
Dissertao para a obteno do ttulo de mestre em engenharia mecnica,
UFU.
5.7. SANTOS, Sandro Cardoso; SALES, Wisley Falco. Aspectos Tribolgicos da
Usinagem dos Materiais. Artliber. 2007 .
-
15
5.8. Strafford, K. N., Audy, J., 1997. Indirect Monitoring of Machinability in
Carbon Steels by Measurement of Cutting Forces, Journal of Materials
Processing Tehnology 67, pp150-156.
5.9. Trent, M. C., Wright, P. K., 2000. Metal cutting principles 4th edition,
Butterworth- Heinemann, USA.
5.10. Zatlin, N. Field, M., 1950. Evaluation of Rolled Steels, Forging and Cast
Irons, Machining Theory and Practice, USA.