
Informe Final MMT2. Empresa ECCONIC S.a.
48
UNIVERSIDAD CENTROAMERICANA FACULTAD DE CIENCIA, TECNOLOGÍA Y AMBIENTE DEPARTAMENTO DE DESARROLLO TECNOLÓGICO Asignatura: Métodos y Medición del Trabajo II Docente: MSc. Elvira Siles Blanco Trabajo de curso: Estudio de Métodos y Medición de Trabajo en empresa ECCONIC S.A. Desarrollado por: Gerald Alberto Marenco Orozco
-
Upload
carlos-eduardo-zelaya-flores -
Category
Documents
-
view
229 -
download
4
description
Estudio de metodo
Transcript of Informe Final MMT2. Empresa ECCONIC S.a.
UNIVERSIDAD
CENTROAMERICANA
FACULTAD DE CIENCIA, TECNOLOGÍA Y
AMBIENTE
DEPARTAMENTO DE DESARROLLO TECNOLÓGICO
Asignatura: Métodos y Medición del Trabajo II
Docente: MSc. Elvira Siles Blanco
Grupo: 0954
Trabajo de curso: Estudio de Métodos y Medición de Trabajo en
empresa ECCONIC S.A.
Desarrollado por:
Gerald Alberto Marenco Orozco
Agustín Vega Halleslevens Carlos Eduardo Zelaya Flores

ÍNDICEI. RESUMEN........................................................................................................................................1II. INTRODUCCIÓN...........................................................................................................................1III. JUSTIFICACIÓN...........................................................................................................................2IV. OBJETIVOS..................................................................................................................................2
4.1. General......................................................................................................................................24.2. Específicos................................................................................................................................2
V. MARCO TEÓRICO........................................................................................................................35.1. Empresa ECCONIC S.A...........................................................................................................3
5.1.1. Antecedentes......................................................................................................................35.1.2. Misión y visión..................................................................................................................35.1.3. Giro comercial y mercado que cubre.................................................................................35.1.4. Descripción del producto final...........................................................................................3
5.2. Tiempo estándar........................................................................................................................45.2.1. Definición..........................................................................................................................45.2.2. Ventajas.............................................................................................................................45.2.3. Procedimiento para establecer tiempo estándar.................................................................55.2.4. Tiempo Normal..................................................................................................................55.2.5. Tiempo observado promedio (T.O)...................................................................................55.2.6. Valoración de trabajo.........................................................................................................55.2.7. Suplementos.......................................................................................................................55.2.8. Cálculo del tiempo estándar...............................................................................................6
5.3. Balanceo de línea......................................................................................................................65.3.1. Definición..........................................................................................................................65.3.2. Línea de ensamble y línea de fabricación..........................................................................75.3.3. Condiciones en una línea de producción...........................................................................75.3.4. Proceso para balancear línea..............................................................................................7
5.4. Medición de tiempo..................................................................................................................85.4.1. Cronómetro........................................................................................................................85.4.2. Método de lectura con retroceso cero................................................................................95.4.3. Método continuo de la lectura de reloj..............................................................................9
VI. DISEÑO METODOLÓGICO......................................................................................................10VII. ANÁLISIS DE RESULTADOS.................................................................................................12
7.1. Flujo de proceso......................................................................................................................127.2. Caracterización de las condiciones de trabajo........................................................................167.3. Tiempo estandarizado.............................................................................................................18
7.3.1. Análisis de datos..............................................................................................................197.4. Balanceo de líneas...................................................................................................................207.5. Análisis de salarios..................................................................................................................22
VIII. CONCLUSIONES.....................................................................................................................25IX. RECOMENDACIONES..............................................................................................................25X. LISTA DE REFERENCIAS..........................................................................................................26XI. ANEXOS......................................................................................................................................27

1
I. RESUMENEl presente informe muestra un estudio de métodos y medición del trabajo en la empresa ECCONIC S.A., ubicada en la ciudad de Tipitapa, departamento de Managua. Se realizó con el propósito de aportar herramientas para la toma de decisión al propietario en cuanto a mejorar las condiciones de trabajo y los tiempos en que éste se desarrolla. Para su realización, se procuraron visitas para levantamiento de datos y posteriores análisis significativos. Los principales resultados son los conocimientos semiautomáticos aplicados durante el flujo de procesos, las recomendaciones a las condiciones de iluminación y ruido, y el análisis d los salarios con respecto al mínimo decretado por el Ministerio del Trabajo.
II. INTRODUCCIÓNLa producción de calzado en Nicaragua en términos de valor agregado no es muy significativa, no obstante el número de empresas o PYMES que se dedican a este oficio es particularmente relevante. En el presente informe se planteará el caso de la fábrica ECCONIC S.A, una empresa de calzado que data desde los años noventa con el fin de estudiar su procesos de producción de calzado en una gama amplia de estilos y comparar estos métodos entre sí, no obstante, se pretende observar si existen debilidades en el proceso y de encontrarse, proporcionar alternativas para la mejora de los mismos a través de estudios de medición de tiempo y balanceado de línea.
ECCONIC S.A es una mediana empresa de calzado fundada el 20 de Marzo de 1992, a sus veintiún años de existencia ha marcado un gran avance y ha mejorado con el tiempo. La empresa está localizada en el Km. 19 ½ carretera vieja a Tipitapa, contiguo a Tipitapa Power, consta de 1 manzana de terreno, desarrollada de la siguiente manera:
Área de planta con 1050 m2
3 bodegas de 100 mts2 cada una Área techada para administración Otros servicios 600 m2
Consta de tres socios fundadores pero sólo uno de ellos es extranjero y de tres subjefes en las áreas de:
Calidad Mantenimiento Gerencia de producción
Del mismo modo, cuenta con un equipo de 63 hombres y 39 mujeres, cien de ellos destinados para el área de producción y dos en el área de administración. ECCONIC S.A. siempre se ha regido por un reglamento interno el cual todos los empleados tienen que cumplir y respetar marcando así una disciplina amena y relaciones sociales entre empleados muy correctos.
2
III. JUSTIFICACIÓN
El presente trabajo surge como una iniciativa de la Coordinación de Ingeniería Industrial de la Universidad Centroamericana de poner en acción los conocimientos adquiridos en las asignaturas de Métodos y Medición del Trabajo I/II en las PYMES como parte de un servicio social que ofrece la universidad.
El alcance del trabajo se limita a las fases de levantamiento de datos, recomendaciones de mejora, análisis de salario y un puente de comunicación desde la empresa hacia la universidad. Esto permite focalizar el trabajo hacia aspectos relevantes para la mejora continua de los procesos.
El objetivo que persigue este trabajo no es otro que colaborar mano a mano con los empresarios (medianos y pequeños) con el aporte de los conocimientos adquiridos. Esto permite dos provechosas ganancias: Herramientas de análisis para el propietario y experiencias de campo para los universitarios.
IV. OBJETIVOS
4.1. GeneralRealizar un estudio de métodos y medición del trabajo en la empresa ECCONIC S.A. a partir de experiencias de campo y tomas de datos pertinentes, con el propósito de otorgarle al propietario herramientas de análisis y decisión sobre procesos y productos.
4.2. Específicos Diseñar flujos de procesos de fabricación del producto.
Calcular tiempos estandarizados a partir de factores de calificación y holguras.
Proponer un modelo de balanceo de línea.
Describir la caracterización de las condiciones de trabajo.
Analizar la asignación de salarios e incentivos en ECCONIC S.A.
Proponer recomendaciones de mejora en los procesos de ECCONIC S.A.

3
V. MARCO TEÓRICO
5.1. Empresa ECCONIC S.A.
5.1.1. AntecedentesLa fábrica de calzado data desde 1987, inició con el nombre de PRONTO S.A, distribuyendo calzado a Costo Rica, Guatemala y El Salvador. Posteriormente, se empezó a exportar también a Montreal y Toronto. En el lapso de 1990 y 1991 se incrementó la venta internacional y se cambia el nombre a Fábrica de Calzado ECCO de Nicaragua S.A. Este cambio se da debido a que Fabrica de Calzado ECCO de Costa Rica S.A compró la razón social de PRONTO S.A para así poder expandir su producción.
Se establece en el rango de las medianas empresas, no obstante desde su fundación presenta diversos logros, tales como la firma de contratos y distribución de productos con marcas importantes como lo son Wolverine y tratado con líneas de distribución comerciales como Walt Mart.
5.1.2. Misión y visión5.1.2.1. MisiónFábrica de Calzado ECCONIC S.A. está en el negocio de confección y comercialización de calzado casual y de vestir de calidad mediante innovadores diseños y mano de obra cualificada para hombres, mujeres y niños para el mercado nacional e internacional.
5.1.2.2. VisiónPara el 2015 ofrecer tanto al mercado nacional como internacional calzado en piel de alta calidad y con concepto de posicionarnos en la mentalidad de los clientes como la mejor opción en diseños y calidad.
5.1.3. Giro comercial y mercado que cubreA como se ha dicho anteriormente, el giro comercial de la empresa es la confección de calzado de alta calidad, sin embargo para optimizar recursos, también hacen calzado de segunda mano. La empresa trabaja mediante pedidos al por mayor. Actualmente, el principal cliente de ECCONIC S.A es Costa Rica al cual le exporta aproximadamente 10,000 pares de zapatos en época baja y hasta 15,000 pares de zapatos en temporada alta. Sin embargo, la empresa está empezando a expandir el mercado nacional y está trabajando a través de licitaciones.
5.1.4. Descripción del producto finalEl producto viene a ser el fruto tras las grandes inversiones, creatividad y esfuerzo por parte de la empresa. La fábrica ECCONIC S.A. tiene como producto principal la confección de calzado de las marcas: Koala, ECCO y Wyner’s.
4
Koala: Son calzados más fáciles de producir, incluso no tiene tanto volumen de materia prima, lo único que requiere es un buen acabado artesanal, tampoco necesita decoración, pues sus diseños son sencillos y a la vez elegantes, para ocasiones no formales y el precio es para un público con recursos económicos medios o bajos, debido a que el zapato está elaborado de carnaza, el cual es un sub- producto del cuero.
ECCO: Son calzados un poco más complejos de producir debido a sus diseños, tiene un volumen de materia prima mayor al que los Koala y requiere mayor mano de obra para la confección de éste zapato, no necesita decoración, es un calzado 100% hecho de cuero y se utiliza para eventos semi-informales mayormente, es por esto que el precio es un poco más elevado que los Koala y va dirigido a un público de recursos económico más estable.
Wyner’s: Los zapatos marca Wyner’s son los que presentan más complejidad al momento de su elaboración, debido a que son zapatillas que necesita más cortes de cuero por lo que requiere un mayor gasto de materia prima que las anteriores dos marcas y una mano de obra más sofisticada para la realización de ésta. Igualmente, el zapato está hecho de cuero 100% y son muy elegantes, para ocasiones formales. Su precio es elevado, debido a todo el proceso y a la calidad del producto, por lo tanto va dirigido para personas de clase social media- alta y alta.
La empresa ECCONIC S.A. ha hecho de la calidad, la respuesta de las experiencias del consumidor con respecto al producto tanto físicamente como en la satisfacción de una necesidad. En las tres distintas marcas los productos son frecuentemente evaluados para su constante progresión en el mercado y para ir mejorando continuamente hasta que sea el zapato ideal que todo consumidor desea.
5.2. Tiempo estándar
5.2.1. DefiniciónEs el tiempo en que se puede llevar a cabo una tarea cualquiera por una persona bien entrenada en este trabajo desarrollando una actividad normal según el método establecido y en donde se incluyan las tolerancias debidas a retrasos que están fuera del control del trabajador (Moori, 2010).
5.2.2. VentajasSegún Moori (2010) entre algunas ventajas que se aprecian por establecer un tiempo estándar se encuentran:

5
Reducir los costos, al descartar el trabajo improductivo y los tiempos ociosos, la razón de rapidez de producción es mayor, esto es, se produce un mayor número de unidades en el mismo tiempo.
Mejorar las condiciones obreras, los tiempos estándar permiten establecer sistemas de pagos de salarios con incentivos, en los cuales los obreros, al producir un número de unidades superiores a la cantidad obtenida a la velocidad normal, perciben una remuneración extra.
5.2.3. Procedimiento para establecer tiempo estándarAntes de poder establecer un tiempo estándar se tiene que tomar en cuenta dos aspectos muy importante a como lo son el tiempo normal (T.N) y los suplementos.
5.2.4. Tiempo Normal El tiempo normal, se ve determinado por el tiempo observado promedio y por la valoración del trabajo, mediante la siguiente formula se calcula el tiempo normal (Moori, 2010):
T . N=T .O × Factor de valoración
5.2.5. Tiempo observado promedio (T.O)Según Moori (2010) consiste en tomar tiempo a la misma operación varias veces, en dependencia del tamaño de muestra, usualmente son 5 o 10 veces, luego se promedia, por lo general es medido con cronometro centesimal en el puesto de trabajo.
5.2.6. Valoración de trabajoEs un valor subjetivo que refleja el ritmo de trabajo (figura 1), es utilizado para ajustar el tiempo observado a niveles normales, según criterio del Analista sobre que es el ritmo normal. Se calcula mediante la siguiente formula:
F .V= RitmoObservado100
Uno de los sistemas más conocidos de calificación es el sistema Westinghouse, mediante este permite evaluar al operario en cuatro factores, que son habilidad esfuerzo o empeño, condiciones y consistencia. Una vez que se ha evaluado en los 4 factores al trabajador se procede a determinar el factor de actuación.
5.2.7. Suplementos Según Vivar (2014) es el tiempo que se concede al trabajador con el objeto de compensar los retrasos, las demoras y elementos contingentes que se presentan en la tarea.
Figura 1. Ritmos de trabajo

6
Los suplementos a concederse en un estudio de tiempo son: Suplementos por necesidades personales o básicas: es el tiempo que se asigna al
trabajador para satisfacer sus necesidades fisiológicas. En general, el tiempo asignado es constante para un mismo tipo de trabajo, fluctúa entre 5% y 7%.
Suplemento por descanso o fatiga: fatiga es el estado de la actitud física o mental, real o imaginaria, de una persona, que influye en forma adversa en su capacidad de trabajo. Para trabajos ligeros, fluctúa entre 8 y 15%, para trabajos medianos a pesados, fluctúa entre 12 y 40%. Entre algunos factores que influyen a producir fatiga se tiene, tipo de trabajo, condiciones ambientales, monotonía y tedio, postura y tiempo trabajando.
Suplementos por retrasos especiales: son tiempos asociados a la naturaleza del trabajo y se deben a: demoras por dar o recibir instrucciones, demoras por inspección del trabajo realizado, por falta de material, etc. Fluctúa entre 1 y 10%.
5.2.8. Cálculo del tiempo estándarUna vez que se tiene estos dos elementos se procede al cálculo del tiempo estándar mediante las siguientes formulas:
Cuando la tolerancia es un porcentaje del tiempo total (dia de trabajo) se ocupa:
T . S= T . N(1−%T Total)
Cuando la tolerancia es un porcentaje del tiempo de trabajo se calcula mediante:T . S=T .N × ¿)
5.3. Balanceo de línea
5.3.1. DefiniciónEl balance o balanceo de línea es una de las herramientas más importantes para el control de la producción, dado que de una línea de fabricación equilibrada depende la optimización de ciertas variables que afectan la productividad de un proceso, variables tales como los son los inventarios de producto en proceso, los tiempos de fabricación y las entregas parciales de producción. El objetivo fundamental de un balanceo de línea corresponde a igualar los tiempos de trabajo en todas las estaciones del proceso (figura 2) (López, 2008). Figura 2. El balanceo de línea,
aunque complejo, permite efectividad

7
Una línea de producción está balanceada cuando la capacidad de producción de cada una de las operaciones del proceso tiene la misma capacidad de producción.
5.3.2. Línea de ensamble y línea de fabricaciónSegún López (2008) dentro de las líneas de producción susceptibles de un balanceo se encuentran las líneas de fabricación y las líneas de ensamble.
La línea de fabricación construye componentes, tales como llantas para automóvil o partes metálicas para un refrigerador, en una serie de máquinas. Una línea de ensamble junta las partes fabricadas en una serie de estaciones de trabajo.
Ambas pertenecen a los procesos repetitivos y en ambos casos la línea debe ser balanceada. Es decir, el trabajo llevado a cabo en una máquina o por el operario, debe balancear el trabajo realizado en la siguiente máquina en la línea de fabricación.
5.3.3. Condiciones en una línea de producciónDeben existir ciertas condiciones para que la producción en línea sea práctica:1.- Cantidad: El volumen o cantidad de producción debe ser suficiente para cubrir el costo de la preparación de la línea. Esto depende del ritmo de producción y de la duración que tendrá la tarea.2.- Equilibrio: Los tiempos para cada operación en la línea deben ser aproximadamente iguales.3.- Continuidad: Una vez puesta en marcha deben continuar pues la detención en un punto, corta la alimentación del resto de las operaciones. Esto significa que deben tomarse precauciones para asegurar un aprovisionamiento continuo del material, piezas, subensambles, etc., y la previsión de fallas en el equipo.
5.3.4. Proceso para balancear líneaAntes de proceder a elaborar un balanceo de línea se deben manejar los siguientes términos:Elemento de trabajo: es la unidad más pequeña de trabajo productivo que es separable de las demás actividades; su naturaleza debe ser tal que pueda efectuarse en forma relativamente independiente, y posiblemente en secuencias diferentes. Operación: es un conjunto de elementos de trabajo asignados a un puesto de trabajo. Puesto o estación de trabajo: es un área adyacente a la línea de ensamble, donde se ejecuta una cantidad dada de trabajo (una operación).Tiempo de ciclo: es el tiempo máximo que permanece el producto en cada estación de trabajo.Demora de balance: es la cantidad total de tiempo ocioso en la línea que resulta de una división desigual de los puestos de trabajo.
Según López (2008) los pasos a seguir para poder balancear una linea son los siguientes:
8
Especificar las relaciones secuenciales. Determinar el tiempo del ciclo requerido. Determinar el número de estaciones de trabajo. Seleccionar las reglas de asignación. Asignar tareas, una a la vez, a la primera estación de trabajo hasta que la suma de
los tiempos sea igual al trabajo del ciclo. Evaluar la Eficiencia
Las formulas generalmente utilizadas para el balanceo de línea son las siguientes:
IP=unidades a fabricar ( produccióndeseada)
Tiempo disponible
NO= TE X IPE planificada
E=∑ Minutos estándar por operadorMinutosestandar asignados × NO
× 100
Donde:IP= Índice de productividadNO= Número de operarios teóricosEplanificada=Eficiencia planeada por el analistaE= Eficiencia real de línea balanceada
5.4. Medición de tiempo
5.4.1. CronómetroLa fase que consiste en medir el tiempo de operación se le conoce como cronometraje. Los aparatos empleados para medir el tiempo son los cronómetros, aparatos movidos regularmente por un mecanismo de relojería que puede ponerse en marcha o detenerse a voluntad del operador.
Los cronómetros ordinarios solo llevan un pulsador para ponerlos en marcha, pararlos y volverlos a cero. Los cronómetros de vuelta a cero llevan dos pulsadores, uno generalmente combinado con corona, para ponerlos en marcha, pararlos y volverlos a cero, y otro independiente que al pulsarlo retorna la aguja a cero y soltándolo inmediatamente la aguja recomienza su marcha. De esta forma puede medirse la duración de las sucesivas fases de una operación con solo anotar las lecturas finales de cada una, puesto que el principio de la siguiente coincidirá con el fin de la anterior.

9
5.4.2. Método de lectura con retroceso ceroEste método consiste en oprimir y soltar inmediatamente la corona de un reloj de “un golpe” cuando termina cada elemento, con lo que la aguja regresa a cero e inicia de inmediato su marcha.
Los beneficios de este método son varios, entre ellos: Proporciona en forma directa el tiempo de duración de cada elemento,
disminuyendo notablemente el trabajo de gabinete. Es muy flexible, ya que cada lectura comienza siempre en cero. Se emplea un solo reloj del tipo menos costoso
Pero presenta algunas desventajas, como: Es menos exacto, ya que se pierde tiempo durante cada uno de los retrocesos. Genera suspicacias entre los trabajadores y puede crear conflictos de trabajo ya que
el sindicato o los empleados pueden alegar que el tomador de tiempo detenia y ponía en marcha el reloj según su propia conveniencia, sin que éste puede demostrar lo contrario.
La lectura se hace con la manecilla en movimiento.
5.4.3. Método continuo de la lectura de relojCuando se emplea este método, una vez que el reloj se pone en marcha permanece en funcionamiento durante todo el estudio, las lecturas se hacen de manera progresiva y solo se detendrá una vez que el estudio haya concluido. El tiempo de cada elemento se obtendrá restando la lectura anterior de la lectura inmediata siguiente.

10
VI. DISEÑO METODOLÓGICO
La primera etapa del diseño metodológico (figura 3) consistió en el reconocimiento de la empresa. La profesora dio la libertad que los alumnos buscaran y escogieran la empresa de su preferencia. Sin embargo, nuestro grupo se basó en distintos criterios tales como la facilitación de datos que el contacto nos podría brindar, en la relación que la industria tiene con nuestra carrera y por último se valoró la ubicación de la empresa para ver si iba a ser un impedimento para la realización del trabajo.
Seguidamente, una vez identificada la empresa, la cual fue fábrica de calzado ECCONIC S.A. se procedió a la visita de contacto con ella; durante esta fase, se contó con la atención del ingeniero Agustín Vega Muñiz que es el dueño y gerente general de la empresa y a quien se le presentó la carta de autorización de parte de la Facultad de Ciencia, Tecnología y Ambiente de la Universidad Centroamericana.
En esta etapa, el ingeniero Reynaldo Ruiz se encargó de explicar paso a paso el proceso de producción que la empresa emplea, lo que nos sirvió para familiarizarnos con la industria. Asimismo, se logró percibir las distintas dimensiones, iluminación, ruido, entre otras cosas que la empresa tiene y se divisó las diferentes fases de producción que nos sirvió para irnos maquinando el flujo de proceso. Del mismo modo, nos reunimos nuevamente con el ingeniero Agustín Vega para la planificación de las siguientes visitas que íbamos a realizar y para estipular las fechas.
En la siguiente visita, se prosiguió a la tercera etapa, la cual es la recolección de datos. Para esta fase, la facultad de Ciencias, Tecnología y Ambiente nos facilitó luxómetros, sonómetros y cronómetros para la realización de nuestro estudio. Una vez en la empresa, se destinó unas cuatro horas sólo al estudio al área de producción y una hora para entrevistar al gerente general de la fábrica sobre el tema de los salarios de los trabajadores y los incentivos que aplica en su empresa para éstos. En esas cuatro horas que se reservó para el área de producción, se aprovechó para hacer las respectivas mediciones de luz y ruido en la que los empleados ejercen su trabajo y se siguió con la medición de tiempo en todas las áreas de producción. Para llevar a cabo la actividad, los tres integrantes anteriormente se organizaron y dividieron todos procesos que cada uno iba a medir, con el fin de optimizar tiempo y hacer un trabajo más eficiente. Además, se consolidó los conocimientos que previamente se habían obtenido con la primera visita de la empresa y se revisó el flujograma del proceso
Una vez realizada la última visita de campo, se continuó con el procesamiento de datos de toda la información recolectada hasta este punto. Se utilizaron las distintas herramientas como Microsoft Visio para hacer el flujograma de proceso de la empresa y otros diagramas

11
y se aplicó también Microsoft Excel para suministrar todos los datos de medición de tiempo, iluminación y sonido para verificar si la empresa cumplía con todos los requisitos que el lugar de trabajo de los empleados requiere. Además este programa fue de excelente ayuda para la realización del balanceo y estandarización de líneas.
Para finalizar, en la última etapa continuó a la realización del informe escrito. En esta parte el grupo de trabajo se reunió y se dividió por acápites lo que cada uno debía de hacer para trabajar de una manera más eficiente. Del mismo modo, se analizaron todos los datos y a través de éstos, se brindó una propuesta de mejoramiento a la empresa en los aspectos de: condiciones de trabajo, seguridad y el mejoramiento de los métodos de trabajo en la producción.
Selección y visitas de contacto
Levantamiento y análisis de la información
Presentación final
Figura 3. Esquema del diseño metodológico

12
VII. ANÁLISIS DE RESULTADOS
7.1. Flujo de proceso
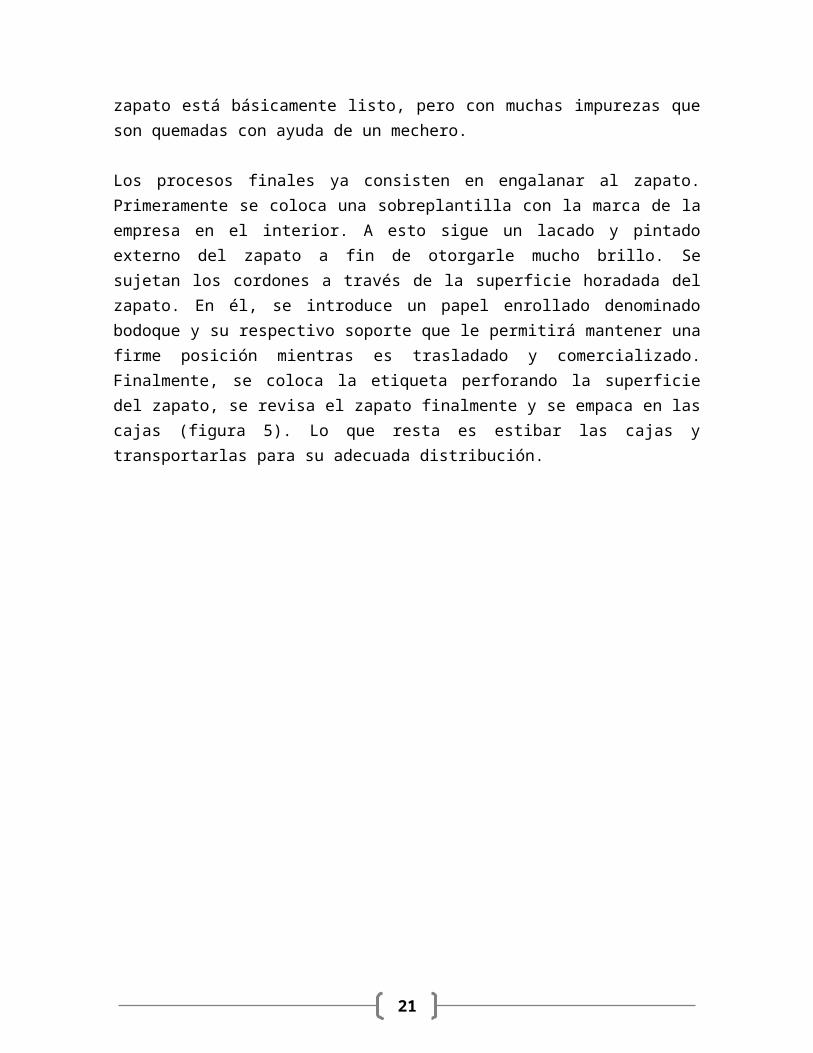
El proceso de elaboración de producto (figura 4) inicia con la revisión del cuero (natural o sintético) en las bodegas de almacenamiento. En este paso se verifica si el cuero es apto para ser cortado y estirado durante el proceso de fabricación. Luego, se traslada el material revisado al área de troqueles, donde se cortan los moldes prefabricados atendiendo al diseño. Seguidamente, se revisan estos cortes y, aprobados, se pasan a la desbastadora para eliminar los excedentes de cuero en cada corte de troquel.
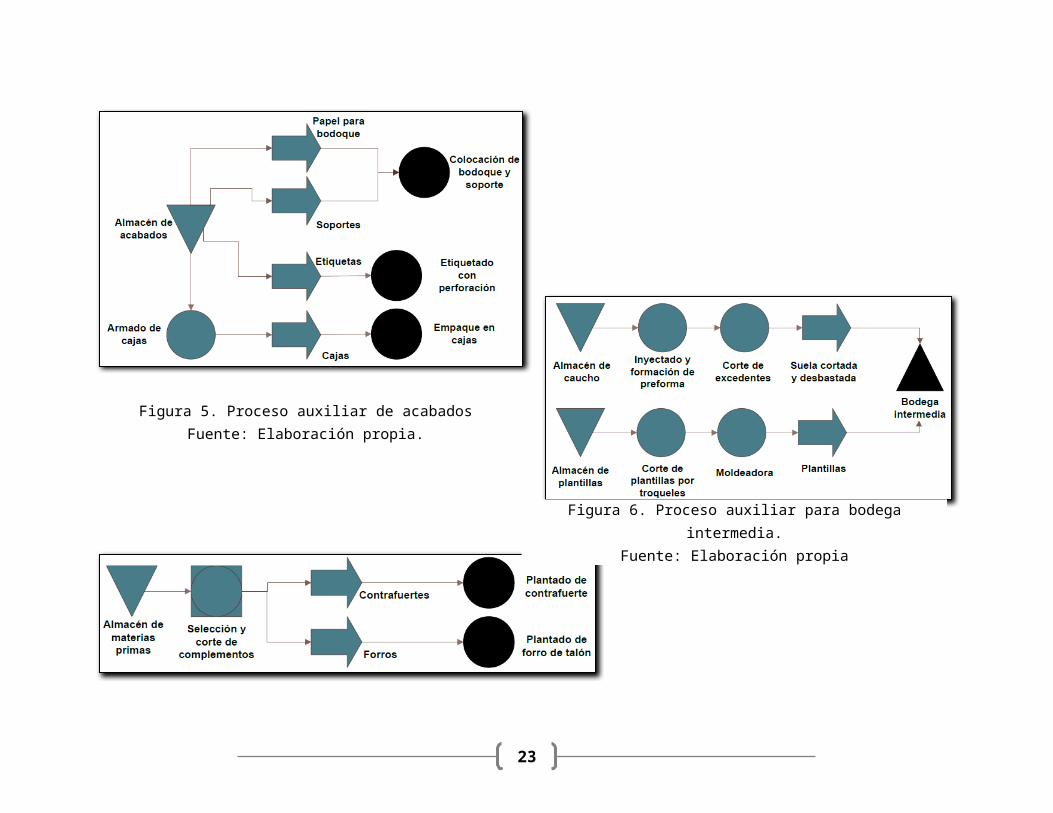
Paralelamente al proceso principal, se fabrica el contrafuerte y el forro de talón (figura 7). El contrafuerte se une primero a pieza y esto permite formar el talón, para forrarlo posteriormente. Una máquina martilladora de alta revolución actúa sobre las partes recientemente montadas a fin de permitir mayor homogeneidad entre ellas.
La adhesión de las partes se refuerza con hilo doble o sencillo. Esta costura impedirá que los complementos se zafen o se despeguen de la posición requerida. Se cortan los excedentes de material cosido, a fin de evitar bordes recargados de cuero. Esto permite una adecuada colocación posterior de la pestaña, que permite la identificación plena del producto en su parte lateral. Luego pasa por la colocación de ribete con maquinaria de coser, a fin de otorgarle protección al cuero recientemente desbastado. Este proceso finaliza con el control de las costuras realizadas, devolviendo piezas si lo amerita o pasando a preparar los moldes posteriores.
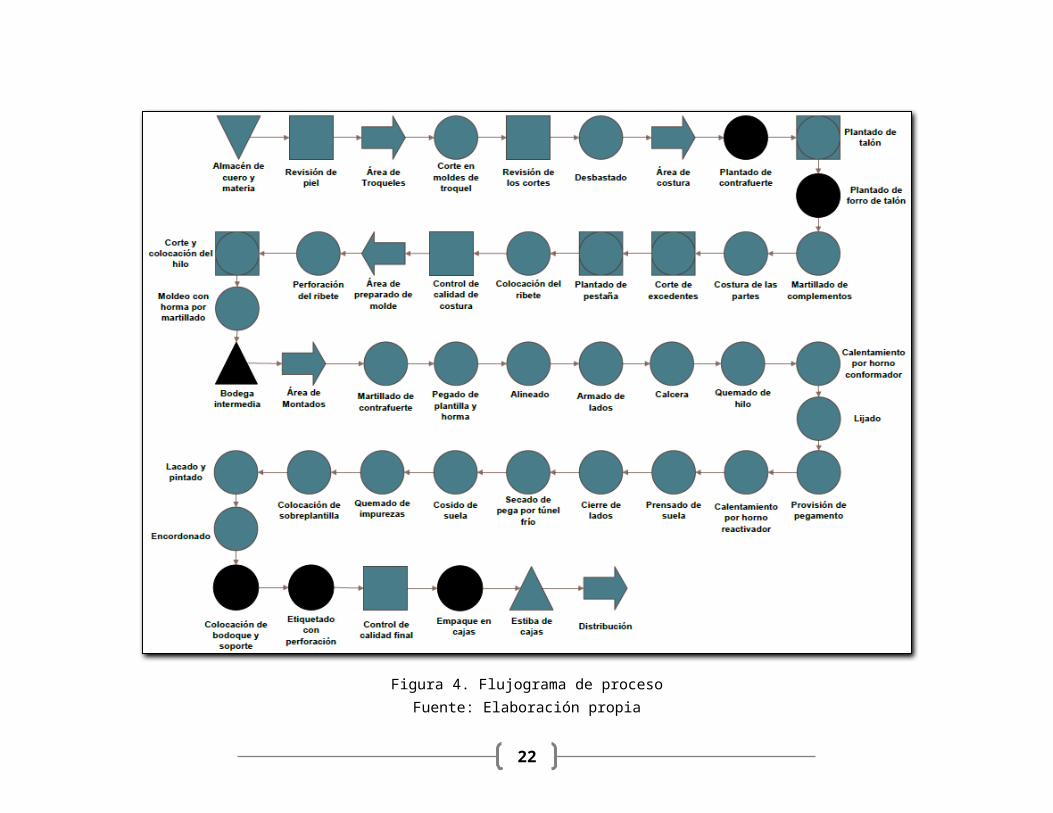
El preparado de molde empieza con la perforación de un punto en cada lado del ribete del zapato. Este proceso permite colocar más hilo en la parte superior del zapato a fin de fijarlo. El hilo se corta en dependencia de la talla del zapato y se hace la costura de lengüeta en el zapato. Luego de este proceso, se procede a martillarlo en una plancha caliente de horma que le da un diseño acorde con la morfología del pie humano y menos abultado. Este diseño moldeado se lleva hacia la bodega intermedia (figura 6), donde se le coloca en una bolsa junto con la plantilla (que tuvo su elaboración en proceso simultáneo) y la suela (elaborada con inyectado de pellets de caucho).
En el área de montado de partes, se martilla el contrafuerte para darle mayor adhesión. Y se pega la plantilla a una horma correctamente diseñada con ayuda de grapas. Se alinea la horma con ayuda también de pequeñas agujas y se arman los lados con ayuda semiautomática. A continuación se pasa a una calcera que trabaja la parte trasera del zapato y la adherirá a la plantilla. Se queman algunos hilos de abajo que pueden provocar defectos en el pegado posterior con ayuda de un soplete de vapor caliente. Este proceso lleva hacia un horno conformador que consiste en un pequeño túnel caliente donde el molde
13
conformado recibirá una dosis fuerte de calor. Este calor facilita el lijado de la pieza y luego, cohesiona más perfectamente el pegamento de uretano que se le aplica.
Se hace pasar la pieza con pega por un horno reactivador que mejora las propiedades del pegamento porque la fase siguiente es el prensado de suela y el cierre de lados; procesos delicados porque inciden en que se despeguen o no los zapatos de suela o de sus lados. Cuando se hubo pegado la suela, se procede a un túnel frío para facilitar la manipulación del zapato y llevarlo al cosido de suela. Hasta este punto el zapato está básicamente listo, pero con muchas impurezas que son quemadas con ayuda de un mechero.
Los procesos finales ya consisten en engalanar al zapato. Primeramente se coloca una sobreplantilla con la marca de la empresa en el interior. A esto sigue un lacado y pintado externo del zapato a fin de otorgarle mucho brillo. Se sujetan los cordones a través de la superficie horadada del zapato. En él, se introduce un papel enrollado denominado bodoque y su respectivo soporte que le permitirá mantener una firme posición mientras es trasladado y comercializado. Finalmente, se coloca la etiqueta perforando la superficie del zapato, se revisa el zapato finalmente y se empaca en las cajas (figura 5). Lo que resta es estibar las cajas y transportarlas para su adecuada distribución.
14
Figura 4. Flujograma de procesoFuente: Elaboración propia
15
Figura 5. Proceso auxiliar de acabadosFuente: Elaboración propia.
Figura 6. Proceso auxiliar para bodega intermedia.Fuente: Elaboración propia
Figura 7. Procesos auxiliares para plantado de contrafuerte y forro de talónFuente: Elaboración propia

16
7.2. Caracterización de las condiciones de trabajo
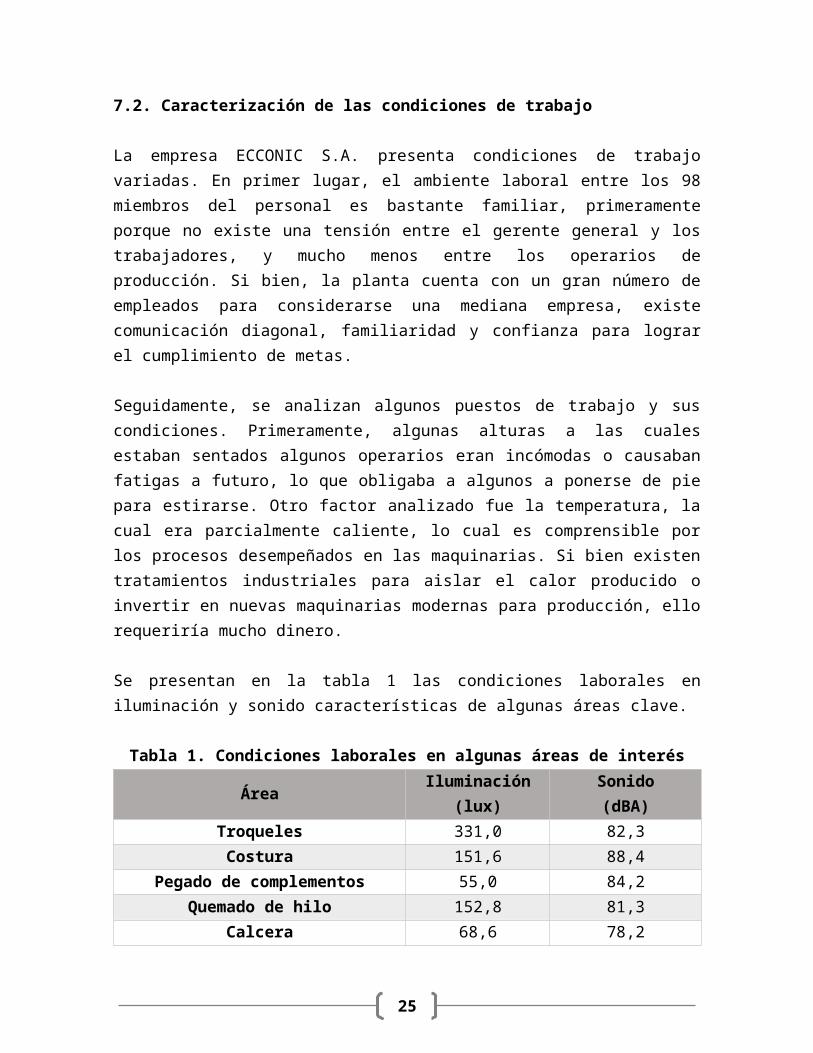
La empresa ECCONIC S.A. presenta condiciones de trabajo variadas. En primer lugar, el ambiente laboral entre los 98 miembros del personal es bastante familiar, primeramente porque no existe una tensión entre el gerente general y los trabajadores, y mucho menos entre los operarios de producción. Si bien, la planta cuenta con un gran número de empleados para considerarse una mediana empresa, existe comunicación diagonal, familiaridad y confianza para lograr el cumplimiento de metas.
Seguidamente, se analizan algunos puestos de trabajo y sus condiciones. Primeramente, algunas alturas a las cuales estaban sentados algunos operarios eran incómodas o causaban fatigas a futuro, lo que obligaba a algunos a ponerse de pie para estirarse. Otro factor analizado fue la temperatura, la cual era parcialmente caliente, lo cual es comprensible por los procesos desempeñados en las maquinarias. Si bien existen tratamientos industriales para aislar el calor producido o invertir en nuevas maquinarias modernas para producción, ello requeriría mucho dinero.
Se presentan en la tabla 1 las condiciones laborales en iluminación y sonido características de algunas áreas clave.
Tabla 1. Condiciones laborales en algunas áreas de interés
ÁreaIluminación
(lux)Sonido(dBA)
Troqueles 331,0 82,3Costura 151,6 88,4
Pegado de complementos 55,0 84,2Quemado de hilo 152,8 81,3
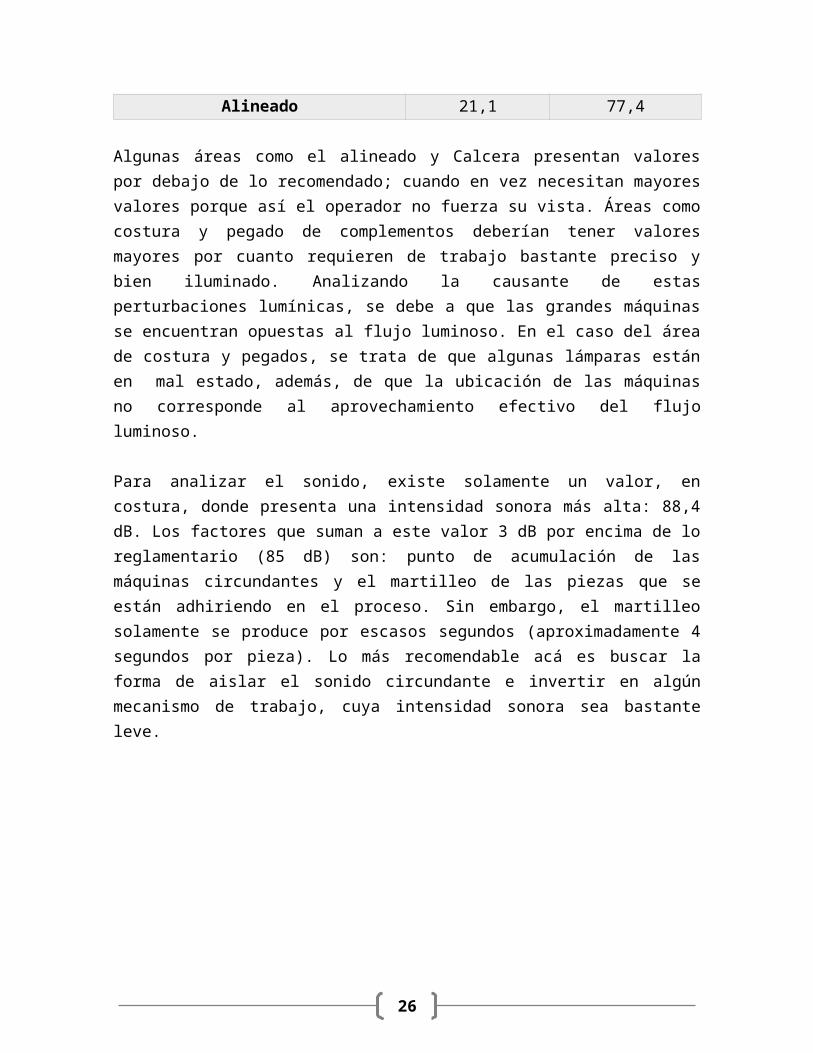
Calcera 68,6 78,2Alineado 21,1 77,4
Algunas áreas como el alineado y Calcera presentan valores por debajo de lo recomendado; cuando en vez necesitan mayores valores porque así el operador no fuerza su vista. Áreas como costura y pegado de complementos deberían tener valores mayores por cuanto requieren de trabajo bastante preciso y bien iluminado. Analizando la causante de estas perturbaciones lumínicas, se debe a que las grandes máquinas se encuentran opuestas al flujo luminoso. En el caso del área de costura y pegados, se trata de que algunas lámparas están en mal estado, además, de que la ubicación de las máquinas no corresponde al aprovechamiento efectivo del flujo luminoso.
17
Para analizar el sonido, existe solamente un valor, en costura, donde presenta una intensidad sonora más alta: 88,4 dB. Los factores que suman a este valor 3 dB por encima de lo reglamentario (85 dB) son: punto de acumulación de las máquinas circundantes y el martilleo de las piezas que se están adhiriendo en el proceso. Sin embargo, el martilleo solamente se produce por escasos segundos (aproximadamente 4 segundos por pieza). Lo más recomendable acá es buscar la forma de aislar el sonido circundante e invertir en algún mecanismo de trabajo, cuya intensidad sonora sea bastante leve.
18
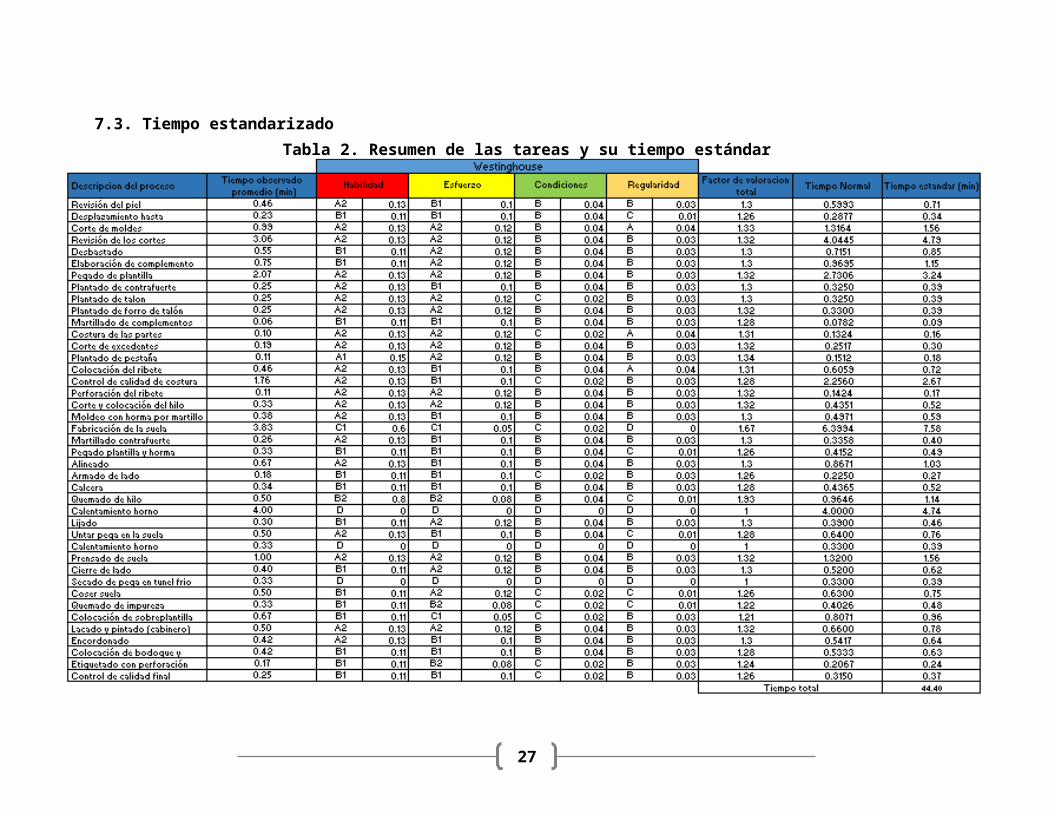
7.3. Tiempo estandarizado Tabla 2. Resumen de las tareas y su tiempo estándar

19
7.3.1. Análisis de datos
En la tabla de tiempo estándar se encuentra especificadas las diferentes operaciones básicas dentro de la empresa ECCONIC S.A, son 40 operaciones y por ende se hizo necesario calcular el tiempo estándar mediante la siguiente formula:
T . S= T . N(1−%T Total)
El motivo de utilizar esta fórmula es debido a que se conocía el porcentaje de suplemento que se les otorgaba a los operarios de la empresa del día. La empresa le otorga 15 min de descanso o merienda por la mañana más una hora de almuerzo para totalizar 75 min del total de la jornada laboral, lo cual representa el 15,625% en este porcentaje se encuentran incluidos todos los suplementos para la jornada.
La principal herramienta que se utilizó para valorar el trabajo, es el sistema Westinghouse, en este se toman en cuenta cuatro aspectos importantes, habilidad, esfuerzo, condición y regularidad. La habilidad se encuentra completamente relacionado con las perspicacia de los operarios, los operarios de ECCONIC S.A. se encuentra entre Superior (A2) y Excelente (B1), esto debido a que existen varios colaboradores que tienen bastante años de estar laborando en la empresa.
El esfuerzo está relacionado con la fatiga que pueda ocasionar una cierta tarea, debido a que algunas de las operaciones de la empresa son tediosas, es por ello que la empresa da un alto porcentaje de suplemento. Además algo que permite equilibrar la carga de las operaciones, es que la mayoría de estas son automatizadas, por ende se encuentran entre Excelente (B1) y Buena (C1).
Para evaluar las condiciones de los operarios en las estaciones de trabajo, se tomaron en cuenta aspectos muy importantes como lo son la exposición del ruido producido por la maquinaria, cabe recalcar que este ruido es mínimo, al igual que la luminosidad, en este se encontraron ciertos áreas de trabajo que presentan problemas, por lo tanto las valoraciones fueron Excelente (B) y Buenas (C).
Finalmente, la regularidad, este aspecto es la constancia de flujo de las operaciones en la línea de producción. Esta empresa se encuentra caracterizada por trabajar en línea y mediante manovía, lo que permite que el proceso sea constante, para tales efecto se dio una calificación entre A (Excelente) y B (Buena).

20
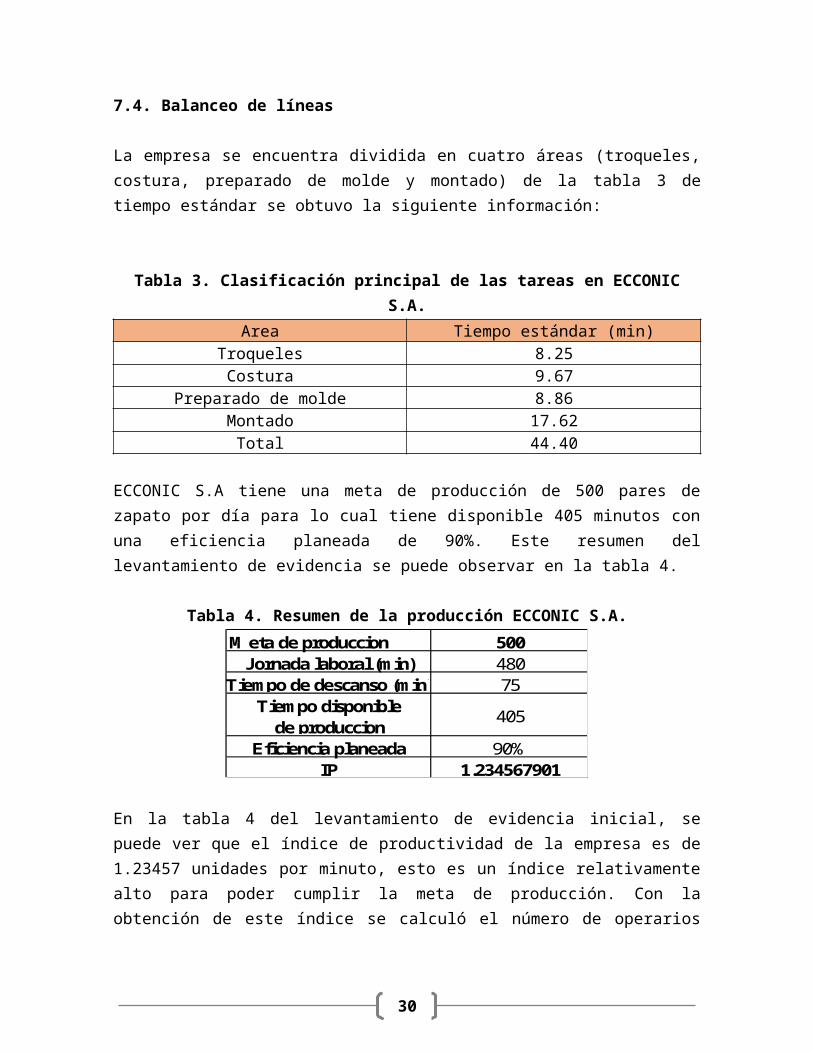
7.4. Balanceo de líneas
La empresa se encuentra dividida en cuatro áreas (troqueles, costura, preparado de molde y montado) de la tabla 3 de tiempo estándar se obtuvo la siguiente información:
Tabla 3. Clasificación principal de las tareas en ECCONIC S.A.Area Tiempo estándar (min)
Troqueles 8.25Costura 9.67
Preparado de molde 8.86Montado 17.62
Total 44.40
ECCONIC S.A tiene una meta de producción de 500 pares de zapato por día para lo cual tiene disponible 405 minutos con una eficiencia planeada de 90%. Este resumen del levantamiento de evidencia se puede observar en la tabla 4.
Tabla 4. Resumen de la producción ECCONIC S.A.Meta de produccion 500
Jornada laboral (min) 480Tiempo de descanso (min) 75
Tiempo disponible de produccion
405
Eficiencia planeada 90%IP 1.234567901
En la tabla 4 del levantamiento de evidencia inicial, se puede ver que el índice de productividad de la empresa es de 1.23457 unidades por minuto, esto es un índice relativamente alto para poder cumplir la meta de producción. Con la obtención de este índice se calculó el número de operarios teóricos que deberá de existir en cada estación de trabajo, el número de operario se puede ver en la tabla 5.
Tabla 5. Resumen de tiempos estándar y número de operariosÁrea TE NO teóricos NO reales TE por operario TE asignado
Troqueles 8.25 11.320229 12 0.68770 0.74352Costura 9.67 13.258963 13 0.74352 0.74352
Preparado de molde 8.86 12.151026 12 0.73817 0.74352Montado y acabado 17.62 24.176134 24 0.73435 0.74352
Total de operario 61

21
Al realizar una comparación de los datos teórico de la tabla 5 con los datos que la empresa proporciono de la cantidad de operarios por área, se puede observar que en el área de troqueles la cantidad teórica es mayor que la de la situación actual en la empresa, ya que actualmente hay 5 en el área de troqueles, y teóricamente sugiere 12 operarios, incluyendo los de control de calidad, en el área de montado y acabado sucede lo contrario, porque actualmente hay 31 operarios en esta área y teóricamente se sugieren 24, esto debido a que en esta estación de trabajo algunas máquinas son automáticas y podrían ser accionadas por un solo operario.
Se puede observar en la tabla 5 el área de costura, es la que tiene el mayor tiempo asignado, por ende esta será la que determina la línea de producción. Se comprueba si se cumplirá la meta de producción mediante la siguiente formula:
Piezas por dia=13 operarios × 405 minutos9.67
=544.7048
Mediante este balanceo de línea se cumplirá la meta de producción, para medir la eficiencia que tendrá esta línea de producción se calcula mediante la siguiente formula:
E=∑ Minutos estándar por operadorMinutosestandar asignados × NO
× 100
E= 44.40.74532 ×61
× 100 ≈ 98 %
Esta es una eficiencia bastante alta, sin embargo es comprensible al comparar con la situación actual de la empresa, puesto que en la mayoría de los días se cumplía la meta de producción y en base a esto se calcula ciertos incentivos en base al tipo de operario.
22
7.5. Análisis de salarios
Para analizar el salario, se inicia por la descripción del número de empleados por zonas de trabajo en la empresa (figura 8).
Los 82 operarios que componen el área de producción se pueden clasificar por dos vías: por la calificación que tienen (Operario A, B, C y Misceláneo) y por áreas de trabajo (costura a mano, costo fijo de costura a mano, costura a máquina, inyectado, calidad, montado, troqueles, preparado y pre-montado). El detalle de la clasificación se muestra en la tabla 6.
Tabla 6. Clasificación de los operarios de producción por áreas / calificaciónCosto Fijo
Costura a Mano
Costura a máquina
Inyectado
Calidad
Montado
Troqueles
Preparado
Premontado
Total
Operarios A
1 0 2 0 4 4 0 0 0 11
Operarios B
1 13 4 2 1 8 4 2 0 35
Operarios C
1 0 3 0 0 3 1 1 1 10
Producción
Mantenimiento
Supervisores
Bodega
Conducción
Administración
0 10 20 30 40 50 60 70 80 90
82
4
5
3
1
3
Número de personas
Figura 8. Clasificación del personal de ECCONIC S.A.Fuente: Elaboración propia
23
Misceláneos
1 0 9 0 0 16 0 0 0 26
Total 4 13 18 2 5 31 5 3 1 82
24
Un punto de interés lo constituye la clasificación de los operarios. El hecho de que alguien sea nombrado operario A se debe a que puede manejar maquinaria compleja. El operario B solamente puede manejar maquinaria semicompleja y algunas maquinarias planas. El operario C solamente puede manejar maquinaria plana. Los operarios misceláneos son aquellos que trabajan para un área específica realizando múltiples tareas (cortes, transporte del cuero, untado de pegamento, etc.).
Todos los trabajadores de producción, independientemente de su clasificación, reciben un salario base de C$ 3851,36 que corresponden al salario mínimo establecido por el Ministerio de Trabajo (MITRAB) para industrias manufactureras. A partir de ahí, se acumulan otros beneficios para los trabajadores:
1. Incentivos por desempeño. Los operarios reciben bonificaciones de acuerdo con su desempeño basado en las metas de la empresa (tabla 7). Generalmente, la meta establecida por la empresa son 500 pares de zapatos.
Tabla 7. Incentivos por desempeño en el cumplimiento de metas.Operario Cumplir la meta
(C$)Tasa recibida por cada par adicional (C$)
A 15 0,30B 12 0,25C 10 0,22
Misceláneo 8 0,18
2. Incentivos por asistencia. Aunque cada trabajador debe cumplir con el deber de llegar a su trabajo en tiempo y forma, existe una bonificación por asistencia y puntualidad, que pueden perderse si ellos llegan tarde. La tabla 8 muestra una clasificación mensual de este incentivo.
Tabla 8. Clasificación de los incentivos por asistencia.Operario Incentivo por asistencia mensual (C$)
A 140B 120C 100
Misceláneo 90

25
3. Pago de antigüedad según se establece en el porcentaje de crecimiento (Tabla 9).
Tabla 9. Pago de antigüedad por años
AñosPorcentaje de
incremento salarialAños
Porcentaje de incremento salarial
1 3 11 15,52 5 12 163 7 13 16,54 9 14 175 10 15 17,56 11 16 187 12 17 18,58 13 18 199 14 19 19,510 15 20 a más 20
4. Los convenios colectivos que incluyen:a. Almuerzo en la empresa.b. Comida especial una vez por mes.c. Regalos a padres y madres en su día.d. Regalo para los cinco mejores trabajadores.e. Paseo y fiesta anual.
5. Bonificación de 140 córdobas más a los trabajadores más destacados de la empresa en toda su actividad.
26
VIII. CONCLUSIONES
Al finalizar el informe sobre el estudio de métodos y medición de trabajo en la empresa ECCONIC S.A. se encontró primeramente que su flujo de proceso principal consta de 46 tareas, muchas de ellas semiautomática y existen algunas que requiere procesos auxiliares, sobre todo por provisión de materia prima (suelas, plantillas, forros de talón, contrafuertes, cajas, bodoques, etiquetas, entre otras). Lo más importante es procurar su verificación en continuas visitas a la empresa, pues definido un flujograma de proceso adecuado y correcto, permite identificar mejor los puntos de retraso y cuellos de botella.
Con la caracterización del ambiente de trabajo se encontró que en la empresa hay un trato cercano y comunicación diagonal. Si bien la sensación térmica es alta, es comprensible por el uso de las maquinarias semiautomáticas en el proceso de transformación del calzado. Con respecto a valores de ruido, algunos valores estaban encima de lo recomendado, pero lo era por tiempos poco prolongados. La última variable fue iluminación, la cual presentó algunos valores por debajo de lo recomendado debido al desaprovechamiento del flujo luminoso.
En cuanto a estudio de trabajo, el tiempo estándar de la operación total para fabricar un calzado son 44,4 minutos solamente en operaciones. Si bien, el resto incluye algunos cuellos de botella y constantes traslados, sumarían casi las dos horas y media. Finalmente, el salario que se les otorga a los trabajadores se encuentra acorde con lo mínimo establecido por el MITRAB, además ellos reciben beneficios en cuanto a convenios colectivos, remuneración por metas y pares adicionales, y por asistencia.
IX. RECOMENDACIONES
Procurar cambiar algunas lámparas dañadas o regular la ubicación de las máquinas para aprovechar mejor los flujos luminosos y forzar menos a la vista.
Brindar medidas de protección auditiva para algunos trabajadores que se desempeñan cerca de las máquinas más ruidosas o buscar soluciones técnicas eficaces de emisión de ruido.
Mantener el sistema de salarios establecido, así como los beneficios que éstos reciben. Este sistema es importante para mantener motivado al personal y pensar que siempre se cuenta con ellos para lograr las metas empresariales.
Aprovechar la capacidad de producción y subir las metas de producción, sin alterar las ganancias de los trabajadores, más bien subiendo la tasa de ganancia por par adicional.
Gestionar una documentación efectiva y exhaustiva de cada proceso a fin de aprovecharlo para futuros estudios de tiempo y detalle de actividad.
27
X. LISTA DE REFERENCIAS
López, M. (2008). Balanceo de linea. Obtenido de http://www.google.com.ni/url?sa=t&rct=j&q=&esrc=s&source=web&cd=9&ved=0CE0QFjAI&url=http%3A%2F%2Fclasev.net%2Fv2%2Fmod%2Fresource%2Fview.php%3Fid%3D37797&ei=6SR7VKWpBoqdNuKdgLAH&usg=AFQjCNFmmu8JCV9ubEmisVVyE2qkwI7L1w&sig2=qJc4xhesQGDkWNmCf68EbQ&bvm=bv.806
Moori, G. (2010). Tiempo normal, tiempo estándar. Obtenido de http://ucvvirtual.edu.pe/campus/HDVirtual/700439803/Semana%2007/7000503345/Presentaci%C3%B3n%20E.T%20Sesi%C3%B3n%2007.pdf
Vivar, J. (2014). Estándar de tiempo. Obtenido de https://sites.google.com/site/gestion2osti/tema-8/2
28
XI. ANEXOS
Fotos de algunos partes del proceso productivo o de la empresa.
Formatos para la toma de datos
ActividadesRepeticiones
1 2 3 4 5 6 7 8 9 10
Revisión del piel
Desplazamiento hasta troqueles
Corte de moldes
Revisión de los cortes
Desbastado
Moldeadora
Traslado al área de costura
Elaboración de complementos
Pegado de plantillas
Plantado de contrafuerte
Plantado de talón
Plantado de forro de talón
Martillado
Costura de las partes
Corte de excedentes

Plantado de pestaña
Colocación del ribete
Control de calidad de costura
Traslado a preparar el molde
Perforación del ribete
Corte y colocación del hilo
Moldeo con horma por martillado
Traslado a bodega intermedia y área de preformas
Fabricación de la suela
Martillado de contrafuerte
Pegado de plantilla y horma
Calentamiento por horno conformador
Pegado de partes con prueba de resistencia
Calentamiento por horno reactivador
Prensado de suela y cierre de lados
Secado de pega por túnel frío
Quemado de impurezas
Lacado y pintado
Colocación de bodoque y soporte
Etiquetado y empaque en cajas
Control de calidad final y estiba de cajas
Repetición 1 2 3 4 5 6 7 8 9 10Sonido (dBA)
Iluminación (lux)


















