Energía Renovable Residuos Sólidos. Los residuos sólidos en la Escuela.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
1. OBJETIVO
Establecer un plan de manejo y seguimiento adecuado de la generación, almacenamiento, transporte y disposición final de los Residuos generados en Planta Constitución de CMPC Maderas S.A., con la finalidad de minimizar su impacto ambiental.
2. ALCANCE
El procedimiento aplica a todos los Residuos generados a través de las actividades de operación, mantención, tareas administrativas y empresas de servicios externos desarrolladas en Planta Constitución, tanto en el área de Aserradero y área de Preservados.
3. RESPONSABILIDADES
ACTIVIDADES RG JP JA JLYD PRYMA JB Verificación cumplimiento procedimiento E E Aprobación del procedimiento E Clasificación de RIS en RP, RNP y Domiciliarios I I I
Recolección y disposición del residuos en cada área E
Almacenamiento temporal en planta E Disposición final A E E Material recuperable en planta, enviar a recicladotas E
RG Representante de Gerencia A Aprueba JP Jefe planta E Ejecuta JA Jefes de áreas I Informa JLYD Jefe Logística y Despacho PRYMA Departamento de Prevención de Riegos y Medio Ambiente JB Jefe Bodega
4. EQUIPOS Y MATERIALES No aplicable
5. DEFINICIONES
Almacenamiento o acumulación: Se refiere a la conservación de residuos en un sitio y por un tiempo determinado.
Bodega de Acopio Temporal de Residuos: Corresponde al lugar donde se dispondrán aquellos residuos industriales sólidos peligrosos que se generen en la Planta Constitución y Planta Preservados de CMPC Maderas S.A, contando con la autorización de la entidad pertinente.
Contenedor: Recipiente portátil en el cual un residuo es almacenado, transportado o eliminado.
Corrosividad: Proceso de carácter químico causado por determinadas sustancias que desgastan a los sólidos o que pueden producir lesiones más o menos graves a los tejidos vivos.
Destinatario: Propietario, administrador o persona responsable de una instalación expresamente autorizada para eliminar residuos peligrosos generados fuera de ella.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Disposición Final: Procedimiento de eliminación mediante el depósito definitivo en el suelo de los residuos peligrosos, con o sin tratamiento previo.
Elementos de corte: Todas aquellas piezas de corte que son utilizadas en los aserraderos y remanufactura como: sierras, huinchas, cuchillos, cabezales, fresas, y que cuando ya no tienen la misma utilidad original en las distintas plantas deben ser llevadas a Superintendencia de Reparaciones, que es el lugar físico para la mantención y optimización de los elementos mencionados anteriormente ubicado en las dependencias de Planta Remanufactura Los Angeles.
Estación de Transferencia: Corresponde al lugar donde son transportados contenedores con residuos no peligrosos, dentro de los que se encuentran aquellos de carácter reciclable, para su clasificación y separación.
Generador: Titular de toda instalación o actividad que de origen a residuos.
Hoja de Seguridad para el Transporte de Residuos Peligrosos: Documento para transferir información sobre las características esenciales y grados de riesgo que presentan los residuos peligrosos para las personas y el medio ambiente, incluyendo aspectos de transporte, manipulación, almacenamiento y acción ante emergencias desde que una carga de residuos peligrosos es entregada por el generador a un medio de transporte hasta que es recibido por el destinatario.
Inflamabilidad: La capacidad para iniciar la combustión provocada por la elevación local de la temperatura. Este fenómeno se transforma en combustión propiamente tal cuando se alcanza la temperatura de inflamación. Lodo: Cualquier residuo semisólido que ha sido generado en plantas de tratamiento de efluentes que se descarguen a la atmósfera, de aguas servidas, de residuos industriales líquidos o sedimentos provenientes de procesos, equipos o unidades de industrias o de cualquier actividad.
Manejo: Todas las operaciones a las que se somete un residuo sólido industrial luego de su generación, incluyendo, entre otras, su almacenamiento, transporte y eliminación.
Minimización: Acciones para evitar, reducir o disminuir en su origen, la cantidad y/o peligrosidad de los residuos sólidos industriales generados. Considera medidas tales como la reducción de la generación, la concentración y el reciclaje.
Reactividad: Potencial de los residuos para reaccionar químicamente liberando en forma violenta energía y/o compuestos nocivos ya sea por descomposición o por combinación con otras sustancias.
Reciclaje: Recuperación de residuos para ser utilizados en su forma original o previa transformación, en la fabricación de otros productos en procesos productivos distintos al que los generó.
Residuo o Desecho: Sustancia, elemento u objeto que el generador elimina, se propone eliminar o está obligado a eliminar.
Residuos sólidos Asimilables a Domiciliarios: residuos sólidos, basuras o desperdicios generados en procesos industriales u otras actividades que no son tóxicos, inflamables, corrosivos y/o reactivos o que no son calificados como residuos peligrosos por la autoridad sanitaria y que, además, por su composición y características físicas, químicas y bacteriológicas pueden ser manejados en un relleno sanitario.
Residuo Industrial Sólido (RIS): Corresponde a los desechos de un establecimiento industrial. Son aquellos materiales sólidos, pastosos, líquidos, así como los gaseosos contenidos en recipientes que luego de un proceso de producción, transformación, utilización o consumo, su propietario destina a su propia recuperación o al abandono. La gama de estos productos es variada. Estos productos pueden contener en su composición sustancias en cantidades o concentraciones tales que no presente un riesgo para la salud humana, recursos naturales y medio ambiente.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Residuo No Peligroso (RNP): Residuos que teniendo características físico-químicas semejantes a los residuos sólidos urbanos, no presenta peligrosidad efectiva ni potencial para la salud humana, el medio ambiente, ni el patrimonio público, cuando es dispuesto adecuadamente.
Residuo Peligroso (RP): Residuo o mezcla de residuos que puede presentar riesgo para la salud pública y/o efectos adversos al medio ambiente, ya sea directamente, o debido a su manejo actual o previsto como consecuencia de presentar algunas de las siguientes características: Toxicidad Aguda, Toxicidad Crónica, Toxicidad Extrínseca, Inflamabilidad, Reactividad y Corrosividad.
Reuso: Recuperación de residuos peligrosos o de materiales presentes en ellos por medio de las operaciones señaladas en el artículo 86 letra B del DS 148, para ser utilizados en su forma original o previa transformación como materia prima sustitutiva en el proceso productivo que les dio origen.
Recuperación: Es la generación de un constituyente para su reuso.
Sistema Control Registro de los Residuos Generados: de acuerdo al artículo 26 letra k del Reglamento Sanitario D.S. 148, establece que se debe, para los generadores esporádicos, mantener y controlar un registro para el día de generación de residuos. Este sistema de registro que se encuentran en Anexo 2.
Subproducto: Todo producto distinto al principal, que se genera en un proceso productivo y tiene un mercado estable y por ende debe cumplir con todos los procedimientos legales y estándares que correspondan para su comercialización como tal. Para el caso específico de Planta Constitución de CMPC Maderas, se definen como subproductos: aserrín, Corteza, astillas, despuntes, charlata y virutas.
Sustancias Peligrosas: Las definidas en la Norma Chilena N° 382, Of. 98, en la que define aquella que, por su naturaleza, produce o puede producir daños momentáneos o permanentes a la salud humana, animal o vegetal y a los elementos materiales tales como instalaciones, maquinarias, edificios , etc.
Toxicidad: Capacidad de una sustancia de ser letal en baja concentración o de producir efectos tóxicos acumulativos, carcinogénicos, mutagénicos o teratogénicos.
Transportista: Persona que se adjudica el transporte de residuos sólidos industriales generados por CMPC Maderas S.A.
Tratamiento: Todo proceso destinado a cambiar las características físicas y/o químicas de los residuos, con el objetivo de neutralizarlos, recuperar energía o materiales o disminuir su peligrosidad.
Uso: Implica utilizar directamente el residuo en diferentes procesos.
Zonas de Reciclaje: Corresponde a aquellos sectores en los que se encuentran contenedores rotulados indicando qué residuo debe ser de depositado, dentro de la organización.
6. DESCRIPCIÓN ACTIVIDADES DEL PROCESO
CMPC MADERAS S.A. constituye el área industrial de CMPC FORESTAL. Su misión es agregar valor al vasto patrimonio forestal de la Compañía, Para ello, fabrica y vende madera aserrada verde, seca, madera impregnada de pino radiata y así como productos de remanufactura de alto valor, gracias a la integración que se da entre nuestros Bosques, Aserraderos, planta de preservados y planta de remanufactura, que permiten garantizar el cumplimiento cabal de los requerimientos de calidad de los clientes de una forma altamente competitiva.
Los bosques que proveen la materia prima utilizada por CMPC Maderas, provienen de plantaciones de Forestal Mininco, manejadas bajo los principios CERTFOR CHILE .

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Como un imperativo ético empresarial, la protección del medio ambiente es una responsabilidad que la empresa tiene frente a la vida futura, ya que hemos asumido la Certificación Forestal CERTFOR CHILE herramienta que nos permite asegurar que los productos fabricados en nuestras plantas han sido obtenidos de manera responsable.
La Planta Constitución propiedad de CMPC Maderas, está ubicada en la ruta Constitución y Chanco kilómetro 17, en el sector denominado Las Cañas, de la Comuna de Constitución. Dentro de esta planta, en el área de aserradero se procesan 18.000 m3 de trozos al mes.
Los trozos que ingresan a plata inicialmente son recepcionados en el Patio de recepción de camiones, lugar donde se valida la calidad y cantidad de trozos que ingresan a planta. Los trozos una vez recepcionado se acopian en dos sectores, que corresponde a la cancha de invierno, sector donde los trozos son regados para evitar que la madera se manche y patio de acopio de trozos ubicado al interior del aserradero (Cancha seca). El ingreso de los trozos a la planta se efectúa mediante camiones, los cuales de forma coordinada ingresan a la planta, dejan su carga y vuelven a salir. Al interior del aserradero los trozos son descortezados existiendo un descortezador con clasificador donde se busca aprovechar de mejor manera la materia prima y un descortezador ubicado en la línea del aserradero. Del proceso anterior se obtiene como subproducto corteza, que sirve como combustible para la Planta Térmica que alimenta el área de secado. Los trozos descortezados y clasificados son acopiados en Patio de Trozos, según sus características para su ingreso al aserradero.
El ingreso de trozos al aserradero es realizado por dos líneas separadas, línea principal por donde ingresan trozos con corteza y línea secundaria donde ingresan trozos descortezados y clasificados provenientes del patio de trozos. Los trozos al inicio del proceso de aserrío son escaneado para optimizar el corte y la extracción de productos a partir de éste. De la línea de aserrío, compuesta por sierras del tipo huincha y circular, se obtiene madera aserrada y subproductos (aserrín, corteza, charlatas y astillas). Los Subproductos (Aserrín y corteza) son empleados como combustible por la Planta Térmica, utilizado el 50% de estos en planta y el 50% restante es enviado a planta termoeléctrica del sector, por otro lado las astillas se despachan a las plantas de Celulosa. De la madera ya aserrada una parte es enviada a Reproceso, para flexibilizar el portafolio de clientes y optimizar el rendimiento del proceso de aserrío. Otra es conducida directamente al Área de Secado. Los productos verdes (sin secar) requieren de una protección para evitar la formación de hongos tipo "mancha azul" (e.g.Ophiostoma piliferum), por lo cual estos son Bañados con producto Antimancha, utilizando para ello un sistema mecanizado estacionario, que consiste en sumergir la madera aserrada en una gran piscina que almacena la solución (Mezcla Compuesta por NIPACIDE P720
NIPACIDE P508 y NIPACIDE P430).
El proceso de Secado es realizado en cámaras las que son alimentadas con vapor proveniente de la Planta Térmica, la cual aprovecha los subproductos generados en las etapas anteriores del proceso para generar vapor. El área dispone de varias cámaras de secado, en las cuales los programas de secado de pino presentan una duración variable que se encuentra en un rango de 50 a 120 horas, dependiendo del nivel de humedad que se quiera obtener al final del procedo en la madera aserrada.
Una vez que la madera termina su proceso de secado, ésta es enviada al sector de empaque y despacho, donde es ordenada y dispuesta según los requerimientos particulares de los mercados a los cuales el producto será enviado. Los paquetes embalados son enviados luego a los distintos centros de distribución para su comercialización.
La Planta Preservados propiedad de CMPC Maderas, División Aserraderos, está ubicada en la ruta Constitución
Chanco, kilómetro 17, en el sector denominado Las Cañas, en la Comuna de Constitución, aquí se procesan 45.000 m3 de postes impregnados al año, entre otros productos como polines, cabezales, crucetas y madera impregnada.
Los bosques de Forestal Mininco S.A., proveen a Planta Preservados de rollizos para postes, polines y cabezales y desde el aserradero madera y crucetas.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Los productos preservados cumplen lo establecido en el compendio de normas Book of Standards de la American Wood
Preservers Association, en lo que respecta a mercado de exportación y homologadas
para la producción chilena de productos preservados por el Instituto Nacional de Normalización NCh 819, relacionadas con la resistencia y la preservación en instalaciones eléctricas, telefónicas y mineras. El producto principal del área de Preservados son los postes de pino radiata utilizados en instalaciones eléctricas, telefónicas y mineras, los cuales son producidos en largos de 6 a 25 metros, fabricados bajo la norma ANSI 05.1 de la American Nacional Standard Institute, en lo que se refiere a dimensiones y especificaciones para el mercado de exportación y la NCh 2122 para los postes nacionales.
El acopio de postes con corteza se realiza en patios interiores de la planta con un total de 19.550 m2 de superficie. No se utiliza riego para esta cancha de acopio, debido a la rápida rotación de esta materia prima. Una vez cortados y almacenados en el interior de la planta, los postes son descortezados para extraer su corteza y el cambium, de este modo el líquido preservante, de posterior aplicación en el proceso, llega hasta la parte más profunda del tronco. Una vez descortezado el poste es secado en las instalaciones de Planta Constitución, ya seco el poste es preparado tarea que consiste en insertar tarugos de madera tapando las imperfecciones generadas por ramas y conos, se aplica la marca de fuego, se realizan perforaciones y realizan rebajes en los extremos y se la longitud requerida, quedando listos para ser impregnados. La impregnación es un proceso de vacío y presión, que tiene como objetivo introducir la solución preservante al interior de las células de la madera por medio de las puntuaciones y lograr que esta solución se fije, por lo tanto, después de aproximadamente 48 horas ya no se pierde líquido y la madera queda lista para que no se pudra y pueda ser usada según las condiciones de retención a las cuales se impregnó. Con este proceso de impregnación (bethell) se logran penetraciones profundas y retenciones controladas según el uso y riesgo que tendrá la madera una vez instalada.
Los procesos productivos de ambas plantas descritas tienen como imperativo no solo generar un producto si no que producir de manera limpia, en armonía con el medioambiente y bajo la exigente supervisión de los organismos calificados en materia de salud.
Este Plan de Manejo incluye el área de Mantención que está dentro de las dependencias de Planta Constitución de CMPC Maderas S.A., y que producto de la actividad de Mantención y reparación de los equipos genera residuos.
7. CLASIFICACIÓN DE LOS RESIDUOS
Los residuos industriales han sido identificados y clasificados de acuerdo a su peligrosidad en:
A) Residuos Peligrosos:
Residuo o mezcla de residuos que puede presentar riesgo para la salud pública y/o efectos adversos al medio ambiente, ya sea directamente, o debido a su manejo actual o previsto como consecuencia de presentar algunas de las siguientes características: Toxicidad Aguda, Toxicidad Crónica, Toxicidad Extrínseca, Inflamabilidad, Reactividad y Corrosividad. Dentro de este grupo podemos encontrar aceites y grasas usados, solventes, pilas y baterías, tubos fluorescentes, elementos de protección personal contaminados con aceites (guantes, pecheras, buzos); envases de pintura con solventes Para identificar correctamente cada residuos y considerando que algunos insumos son utilizados en las otras instalaciones de la empresa, se estableció una codificación interna (respel) de los residuos sólidos para CMPC Maderas S.A., la cual se encuentra explicada en Anexo 1, Tabla N°4
B) Residuos No Peligrosos:
Corresponde a residuos que teniendo características físico-químicas semejantes a los residuos sólidos urbanos, no presenta peligrosidad efectiva ni potencial para la salud humana, el medio ambiente, ni el patrimonio público, cuando es dispuesto adecuadamente. Dentro de este grupo podemos encontrar tres subgrupos.
Residuos Industriales no peligrosos: Corresponde a los desechos industriales. Son aquellos materiales sólidos, pastosos, líquidos, así como los gaseosos contenidos en recipientes que luego de un proceso de producción, transformación, utilización o consumo, su propietario destina a su propia recuperación o al

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
abandono. Estos productos pueden contener en su composición sustancias en cantidades o concentraciones tales que no presente un riesgo para la salud humana, recursos naturales y medio ambiente. Son aquellos residuos que se encuentran en el listado del Reglamento Sanitario de residuos Peligrosos, pero que a través de informes de análisis químicos realizados en laboratorios acreditados por la autoridad sanitaria, se consideran como No peligrosos. Entre los que tenemos: envases vacíos de pinturas en base agua, envases vacíos de adhesivos (pva), envases de agua con adhesivo (producto del lavado de los sistemas de encolado), envases de agua con pintura (producto del lavado de los sistemas de pintado)
Residuos Domiciliarios: Son aquellos residuos generados tanto en el area de casino, como en interior de planta producto del consumo de productos alimenticios por parte del personal que allí labora.
Residuos Reciclables: Son aquellos residuos generados a partir de la recuperación por medio de reciclaje, reutilización o reuso y que pueden ser utilizados en su forma original o previa transformación, en la fabricación de otros productos en procesos productivos distintos al que los generó. Estos residuos son separados en el origen (segregación en el origen) por cada proceso productivo y es depositado en un bins para ser trasladado a la estación de transferencia donde se determina el destino final. Algunos de los residuos generados tanto en procesos productivos como de administración, son:
Papel y Cartón: Papel de oficina, tarjetas de producción, cartón de embalaje corrugado y liso
Plásticos: Nylon, zunchos plásticos.
Chatarra: Zunchos metálicos y piezas en desuso de mantención libres de contaminación

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
8. DESCRIPCIÓN DEL PROCESO
Diagrama de Flujo Actividad Responsable
1.- Generación de Residuos: en los distintos procesos que existen en la Planta se generan diversos tipos de Residuos.
2.- Diferenciar tipo de residuo de acuerdo a clasificación.
3.- Residuo Peligroso:
4.- Acumular y rotular residuos peligrosos de acuerdo al tipo de residuo en contenedores debidamente sellados y rotulados.
5.- Transporte de contenedores con los productos hacia la bodega temporal de residuos industriales.
6.- Enviar residuos peligrosos a Vertedero industrial.
7.- Residuo No Peligroso:
8.- Acumular y rotular residuos peligrosos de acuerdo al tipo de residuo en contenedores debidamente sellados y rotulados.
9.- Transporte de contenedores con los productos hacia estación de transferencia.
¿El Residuo es recuperable?
10.- SI: Material es reinsertado en los procesos de la planta o vendidos a terceros
11.- NO: Enviar a disposición final, recuperación, etc.
12.- Residuos Domiciliarios:
13.- Enviar a Vertedero Municipal
FIN
1.- Todo el personal de la Planta.
2.- JA JLYD
3.- JA JLYD
4.- JA
5.- JA
6.- JP - JLYD- JB
7.- JA JLYD
8.-JA
9.- JA
JLYD
10.- JLYD
11.- JLYD
12.- JA JLYD
13.- JLYD
Generación de Residuos
¿Es recuperable en
Planta?
Tipo de Residuo
Residuo Peligroso
Residuo No Peligroso
Residuo Domiciliario
Acumular y rotular
Transporte a bodega residuos
Enviar Vertedero industrial
Acumular y rotular
Transporte Estación
Transferencia
Enviar Vertedero Municipal
Fin
Reutilización en planta o vendido a terceros
Enviar a disposición final
Fin
Fin
SI
NO
1
2
3
4
5
6
7
8
9
10
11
12
13
Fin
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
9. DESCRIPCIÓN DEL PROCESO DE RESIDUOS INDUSTRIALES SÓLIDOS
Disposición en el Área y Recolección
Para poder llevar a cabo la recolección de los residuos la planta estableció en lugares estratégicos la ubicación de diferentes contenedores rotulados, indicando el tipo de residuo que debe ser depositado, esta ubicación corresponde a las zonas de reciclaje de residuos sólidos industriales.
La disposición en los contenedores habilitados de los residuos industriales sólidos generados en cada actividad es responsabilidad del personal de las respectivas áreas de la planta que genera el residuo. La recolección desde las zonas de reciclaje lo realiza personal contratista. Es fundamental que exista comunicación entre el personal, tanto interno como externo, para que exista coordinación en lo que respecta a la recolección, puesto que se realizarán recorridos periódicos por las rutas o vías de transporte ya establecidas (ver anexo 5, Plano Ruta de Transporte Interno Residuos Sólidos Industriales), en donde están distribuidos los contenedores para los diferentes residuos.
Como se menciona anteriormente se establecieron rutas diferenciada para los residuos generados, tanto para los peligrosos como los no peligrosos, siendo responsabilidad para el caso de los residuos no peligrosos una empresa contratista que cuenta con personal encargado únicamente para el aseo de la Planta y la recolección de dichos residuos. Para el caso de los residuos peligrosos el mismo personal de es el encargado de transportarlos por las mencionadas rutas y de trasladarlos hacia la bodega de residuos de acopio temporal, y el responsable del Plan de Manejo de Residuos Industriales tendrá la responsabilidad de verificar la ejecución de este.
Los contenedores deben ir correctamente identificados con la señalética según tipo de residuo, ya sea; peligroso, no peligroso y domiciliario, de acuerdo a lo establecido por codificación interna de CMPC Maderas S.A. para que su recolección y transporte sea más expedito teniendo un correcto manejo por el personal dispuesto para cada actividad y así poder destinarlo a bodega de almacenamiento correspondiente dentro del recinto de la Planta, por un periodo máximo de 6 meses para los peligrosos, y para los no peligrosos dependerá del volumen acumulado para poder destinarlos finalmente. Además, el personal tanto interno como externo debe velar por el cumplimiento de lo que se indica en el rótulo y asumir el compromiso de respetar el cuidado de las condiciones en que se encuentra el contenedor.
En cada lugar o área de trabajo, los residuos sólidos industriales deben estar correctamente identificados y clasificados, esto es si corresponden a peligroso, no peligroso y domiciliario, para que se tenga en cuenta el grado de peligrosidad que tienen algunos de los residuos, y se logre un mayor ordenamiento en la deposición de estos en los respectivos contenedores, en los sectores ya definidos.
Etiquetado y embalaje
Luego que son transportados hacia la bodega de almacenamiento de acuerdo al tipo de residuo sólido industrial, estos se deben rotular y embalar para el caso que lo requiera. El equipo de trabajo constituido por los mismos operadores como se describe más adelante, son los responsables directos de los residuos que van hacia la Bodega de Acopio Temporal y, los que se dirigen hacia la Estación de Transferencia la responsabilidad recae en el personal contratista.
Residuos No Peligrosos
Los no peligrosos son revisados y clasificados nuevamente por personal contratista encargado de esta actividad, y son distribuidos en la misma Estación de Transferencia de acuerdo al tipo de residuo que se ordenó, por ende no necesita ser etiquetado. Para el embalaje de papeles, cartones y plásticos cada uno por separado, se disminuirá el volumen de forma manual y/o mecanizada, y los zunchos cortos se dispondrán en bins de chatarra y los zunchos largos serán almacenados en catrones de madera.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Todos aquellos residuos que no posean el carácter de reciclable o que no puedan reutilizarse, y que se consideran como residuos asimilables a domiciliarios, serán dispuestos en los contenedores de residuos domiciliarios, los cuáles pasan a unos contenedores especiales (containers) ubicados dentro de planta, los cuales son vaciados y retirados por empresa de aseo municipal.
Residuos Peligrosos
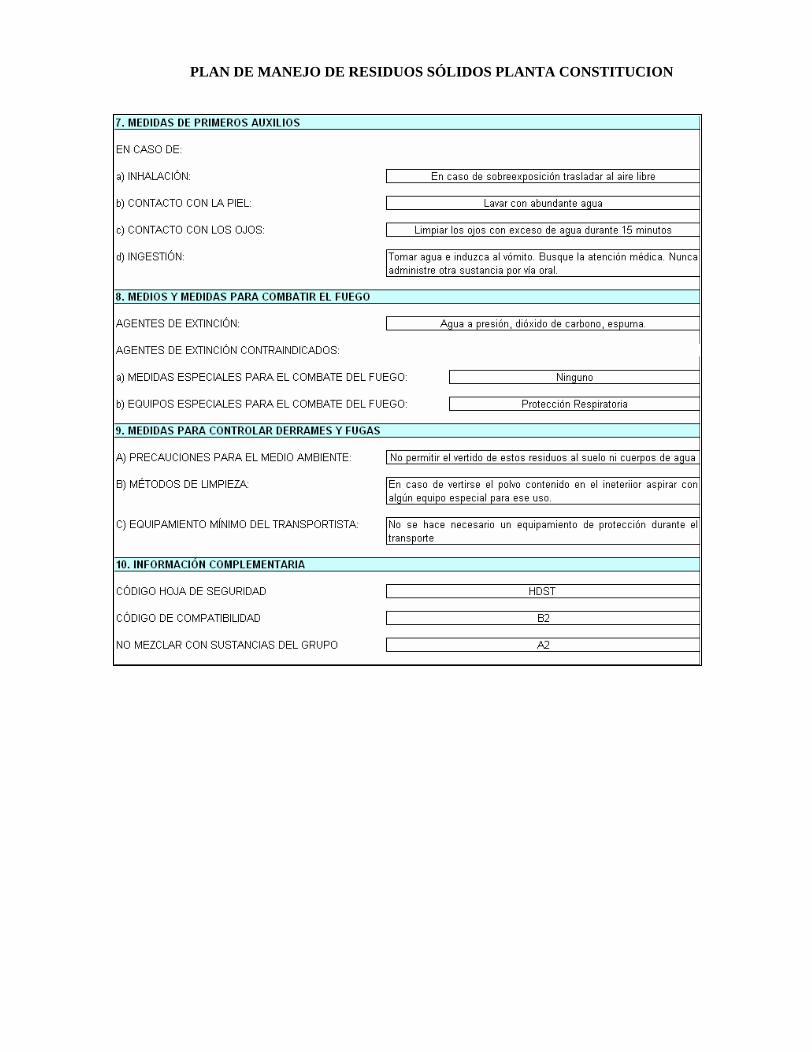
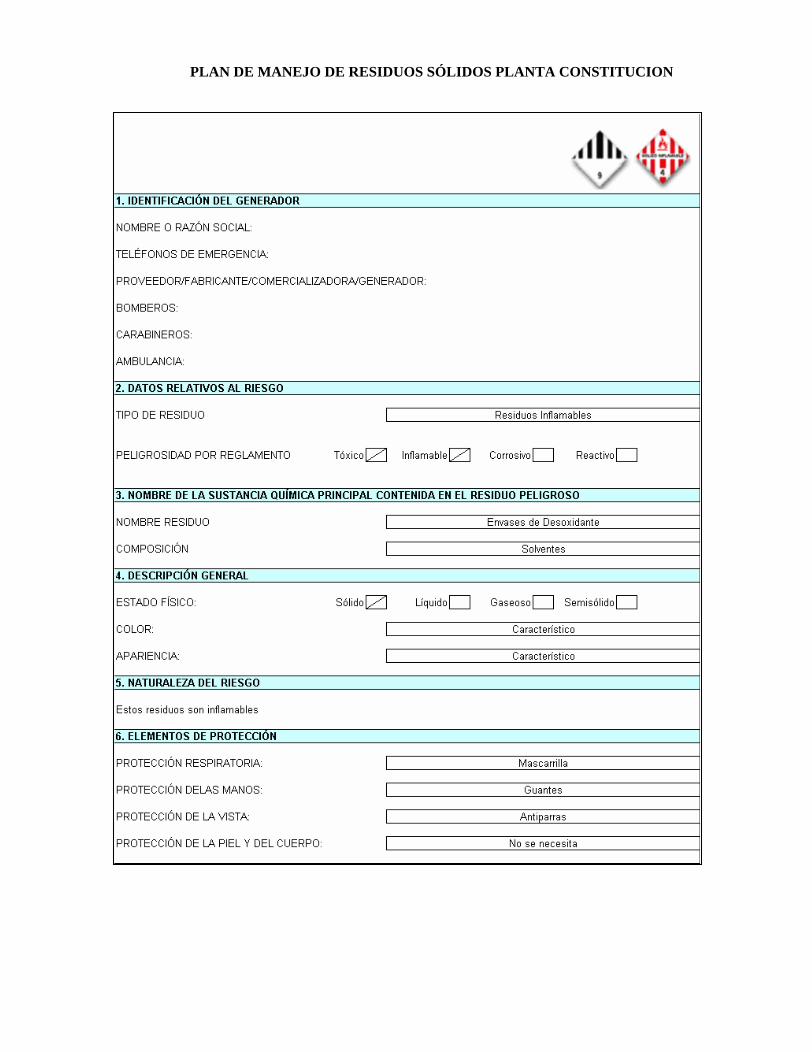
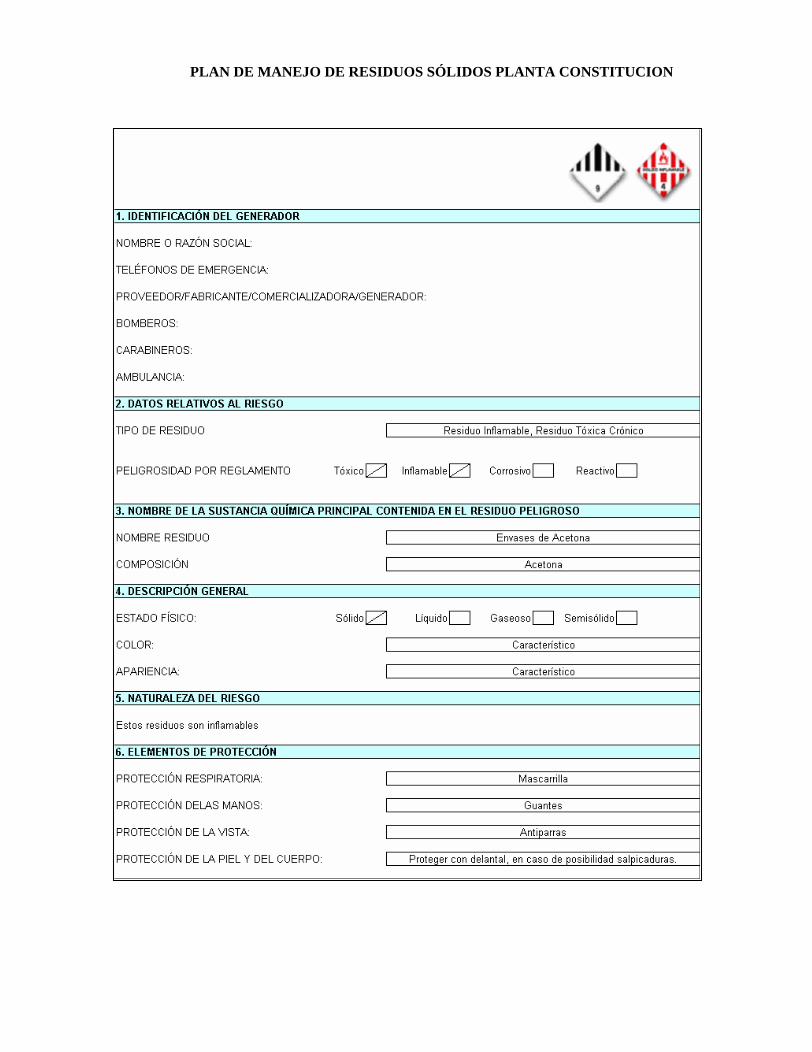
Para el caso de los residuos peligrosos estos deben ser etiquetados de acuerdo a la NCh 2190 of. 93, en la cual establece que se debe indicar:
1. Dónde se originó 2. Código de Identificación (característica de peligrosidad) 3. Fecha de puesta en uso del recipiente 4. Describir que tipo de recipiente es que el que se utiliza para tal residuo 5. El contenedor debe estar rotulado con el nombre del generador y su dirección
El personal encargado de la Bodega de Acopio Temporal de Residuos Industriales, debe cumplir con los puntos 1., 3. y señalar cuál es el tipo de residuo que se genera. Esto se hace de forma interna para tener un control sobre el almacenamiento de los residuos, como se mencionó en la definición de Sistema de Control de Registro.
Luego de realizado el catastro de residuos generados en la planta incluyendo, Planta de Preservados, estos se identificaron y clasificaron, donde posteriormente se determinó que para los residuos peligrosos cuando son transportados hacia su disposición final de acuerdo a las características de peligrosidad, debe tener la siguiente rotulación:

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
La identificación, clasificación y caracterización de los residuos por procesos se muestran con mayor detalle en Anexo 1 Tabla N°4.
Transporte y Disposición Final de los Residuos
El Jefe de Logística y Despacho, dependiendo del tipo de residuo, debe verificar que toda empresa externa que transporte los Residuos Sólidos Industriales cuente con los respectivos permisos legales, mediante la obtención de una copia del permiso correspondiente, para la realización de dichos trabajos y cumpla con la normativa legal vigente y mantenerla en la carpeta legal que posee la planta.
Todos los transportes externos de Residuos Industriales, deben ser realizados con la concerniente Guía de Despacho emitida por el Jefe de Bodega, y la revisión del Jefe de Logística y Despacho, contando con la autorización de SEREMI de Salud según corresponda al tipo de residuo.
Además, se debe tener en cuenta, que para residuos peligrosos, de acuerdo al artículo VI del DS 148, estos no se podrán transportar sin que se porte el respaldo del documento de declaración en la forma y contenidos señalados en este artículo.
Etiquetado NCh 2190/03
Característica de Peligrosidad Tipo de Residuo
Residuos Sólidos Inflamables
Grasas Usadas, envases de pintura, envases de diluyente, envases de solvente, envases de grasas, envases en spray,
elementos de protección personal más trapos de limpieza
más papel absorbente contaminado con aceite.
Diluyentes, solventes, refrigerantes, pintura
Residuos Combustible Tóxico Extrínseco
Aceites usados.
Residuo Tóxico Extrínseco y Residuos Tóxicos Crónicos
Tubos fluorescentes, piezas y elementos neumáticos e
hidráulicos, envases productos químicos baño antimancha,
toner y cartridge de impresión, Envases de Desoxidante,
Envases de Acetona
Residuo Corrosivo Baterías y pilas, Envases de Acetona

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Para la disposición final de los residuos sólidos industriales, se debe verificar que los residuos sean depositados en lugares autorizados por las entidades respectivas (ver anexo 4 de antecedentes legales) y, este debe ser seleccionado por la Planta. Todo esto debe estar registrado en la Carpeta legal de Planta Constitución de CMPC Maderas S.A. para un mayor control y seguimiento de las actividades realizadas en función al plan de manejo de residuos sólidos. Los destinos finales externos donde se pueden disponer los residuos sólidos generados en las plantas de aserrío son:
1. Vertedero Autorizado (Residuos Domiciliarios) 2. Relleno Sanitario, Planta de Tratamiento de RISes (Residuos Peligrosos) 3. Proveedores (Devolución de envases, envases más residuos y otros) 4. Venta de Residuos (Venta a terceros de Residuos Reutilizables o Reciclables) 5. Reutilización y Reciclaje en los Aserraderos de CMPC Maderas S.A.
En Planta el Jefe de Logística y Despacho, con el apoyo del Departamento de Prevención de Riesgos y Medio Ambiente, deberán definir si los Residuos generados por la Planta, poseen el carácter de peligroso y darán las recomendaciones necesarias para su manejo si es que procede. Lo anterior, según la definición de la legislación vigente sobre el manejo de residuos peligrosos.
Los contenedores o envases de residuos cumplen con los siguientes requisitos:
Están construidos con materiales resistentes al residuo almacenado.
Están diseñados para ser capaces de resistir los esfuerzos producidos durante su manipulación, así como durante la carga, descarga y el traslado de los residuos, garantizando en todo momento que no serán derramados.
Se buscará mantener que estos estén en buenas condiciones de manera constante, debiéndose reemplazar aquellos que muestren deterioro en su capacidad de contención.
Están rotulados indicando, en forma clara y visible las características de peligrosidad del residuo contenido.
Durante el manejo de residuos peligrosos se tomarán todas las precauciones necesarias para prevenir su inflamación o reacción, entre ellas su separación y protección frente a cualquier fuente de riesgo capaz de provocar tales efectos.
Además, durante las diferentes etapas del manejo de tales residuos, se tomarán todas las medidas necesarias para evitar derrames, descargas o emanaciones de sustancias peligrosas al medio ambiente (Ver anexo 3).
En cualquier etapa del manejo de residuos peligrosos, quedará expresamente prohibida la mezcla de estos con residuos que no tengan ese carácter o con otras sustancias o materiales, cuando dicha mezcla tenga como fin diluir o disminuir su concentración, si esto ocurre el total será considerado residuo peligroso.
10. BODEGA DE RESIDUOS INDUSTRIALES SÓLIDOS:
Cabe señalar la existencia de dos lugares para el almacenamiento de los residuos dentro del recinto industrial de cada planta. De acuerdo al tipo de residuo que se genera serán transportados hacia la bodega de almacenamiento que corresponda.
La Estación de Transferencia, es el lugar donde son transportados los contendedores ya sean Bins o Tambores que están rotulados para residuos no peligrosos, dentro de los que se encuentran residuos de carácter reciclable, donde se realiza su clasificación, separación y, almacenamiento, para su futura venta según el caso que lo requiera. Esto es realizado por personal contratista los cuales están capacitados para obtener el mayor grado de recuperación de estos residuos, y así cumpliendo con los objetivos del Plan de Manejo de residuos sólidos, los cuales son el de optimizar en la recuperación de los materiales y minimizar la generación de residuos. Todos los residuos que no pudieron ser ni reciclados, ni poseen el carácter de reutilizable se depositan en los containers especiales para residuos domiciliarios.
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
La Bodega de Acopio Temporal de Residuos Industriales, corresponde al lugar de almacenamiento transitorio de los Residuos Peligrosos generados en las diferentes actividades del proceso productivo, los cuales ya dispuestos en envases correctamente sellados y rotulados, o bien, son directamente trasladados hacia esta bodega (para el caso de envases de aceite de 208 L de capacidad), permanecen un periodo de tiempo definido para luego ser trasladados por el mismo proveedor o empresa de transporte de RISes competente para su disposición final. Explicado en forma más detallada en Anexo 1 Tabla N°7.
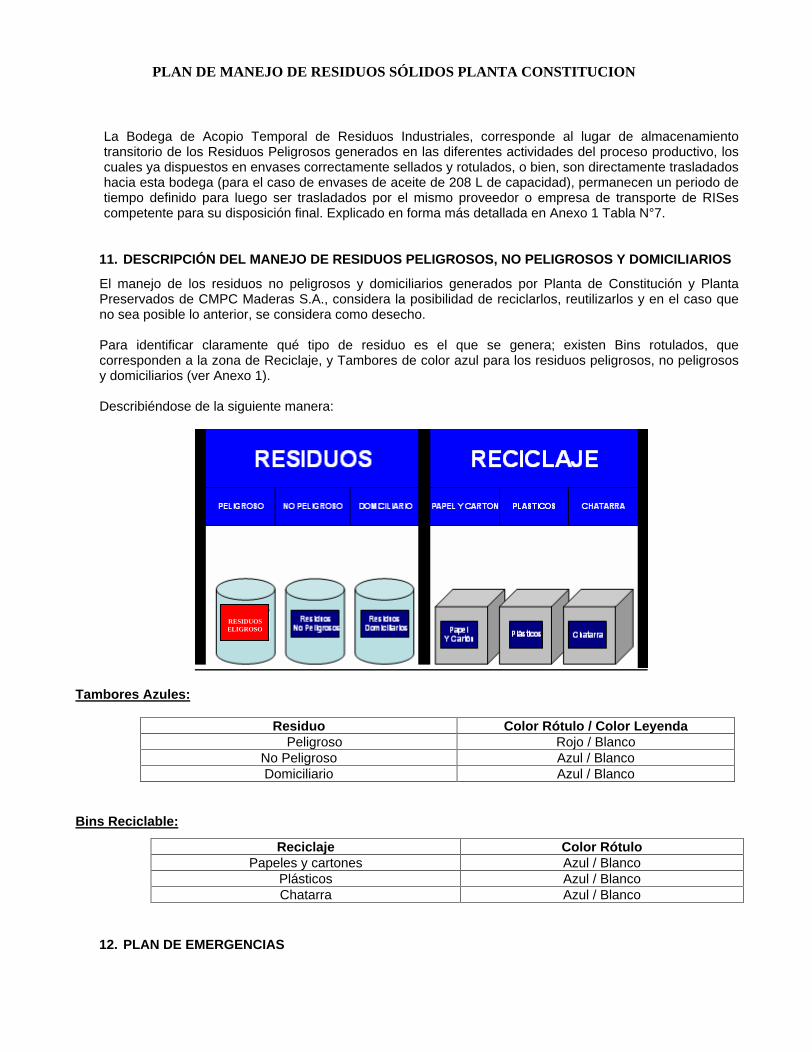
11. DESCRIPCIÓN DEL MANEJO DE RESIDUOS PELIGROSOS, NO PELIGROSOS Y DOMICILIARIOS
El manejo de los residuos no peligrosos y domiciliarios generados por Planta de Constitución y Planta Preservados de CMPC Maderas S.A., considera la posibilidad de reciclarlos, reutilizarlos y en el caso que no sea posible lo anterior, se considera como desecho.
Para identificar claramente qué tipo de residuo es el que se genera; existen Bins rotulados, que corresponden a la zona de Reciclaje, y Tambores de color azul para los residuos peligrosos, no peligrosos y domiciliarios (ver Anexo 1).
Describiéndose de la siguiente manera:
Tambores Azules:
Residuo Color Rótulo / Color Leyenda Peligroso Rojo / Blanco
No Peligroso Azul / Blanco Domiciliario Azul / Blanco
Bins Reciclable:
12. PLAN DE EMERGENCIAS
Reciclaje Color Rótulo Papeles y cartones Azul / Blanco
Plásticos Azul / Blanco Chatarra Azul / Blanco
RESIDUOS PELIGROSOS

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Debe existir un procedimiento documentado sobre el Manejo de Emergencias (Anexo 3) del Departamento de Prevención de Riegos y Medio Ambiente para situaciones de emergencias que puedan ocurrir en interior del recinto industrial, definiendo las responsabilidades asociadas a la identificación, preparación y respuesta, considerando medidas para prevenir la ocurrencia de potenciales emergencias.
13. ALTERNATIVAS DE MINIMIZACIÓN DE LA GENERACIÓN DE RESIDUOS PELIGROSOS
De acuerdo al artículo 26 letra c) del D.S. 148, se establece que para el plan de manejo de residuos peligrosos, se debe contemplar que el generador de éstos realice un análisis de alternativas de minimización, además en base a lo suscrito por el Acuerdo de Producción Limpia, las empresas se comprometen que al implementar un plan de manejo integral de residuos se debe buscar medidas de mitigación, segregación y también contemplar tecnologías más limpias.
Para poder poner en práctica las diferentes alternativas y así lograr este punto tan importante, se debe considerar igualmente la factibilidad técnico
económica que posea la empresa. Para lograr una buena gestión de residuos, se debe tener una estrategia en la disminución de la generación de residuos, donde se jerarquice las medidas a tomar como son la de: minimizar, tratar y disponer los residuos. Donde la empresa CMPC Maderas S.A. tiene claro que la clave está en la prevención de la generación de residuos, para lograr así una notable minimización de éstos.
Para alcanzar estos objetivos, algunas de las alternativas para poder implementarlas en la industria del aserrío son las siguientes:
Reducción en el origen:
Aceites y grasas usados
Realizar análisis periódicos de desgaste y estado de los aceites de los equipos lo que permitirá realizar diagnósticos de la necesidad real de recambio de aceite.
Baterías y Pilas
Utilizar solamente pilas libres de mercurio
Preferir pilas recargables
Minimizar el uso de pilas y baterías cuando exista electricidad disponible
Para su disposición final enviar a estaciones autorizadas
Cartridges y toner
Programar las cantidades de toner y cartridges utilizadas mensualmente por cada departamento.
Envío a estaciones autorizadas para su disposición final
Envases en spray
Utilización de desodorantes ambientales líquidos, donde el envase puede ser reutilizado.
Solventes usados
Programación de las dosis requeridas para la limpieza de piezas y equipos disminuyendo pérdidas de solvente útil.
Eliminación del uso de solventes clorados y sustitución por limpiadores acuosos o abrasivos.
Manejo de Residuos:
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Al ser firmantes del Acuerdo de Producción Limpia de la Industria del Aserrío y Remanufactura, La empresa se compromete a evitar la generación y a considerar el principio de "Responsabilidad Extendida del Productor . De este modo toda la planta implementará un sistema de retorno al proveedor del 100% de los envases que contenían aceites y pinturas utilizados en el proceso productivo.
Se cuenta con un lugar definido para el almacenamiento transitorio (Área de almacenamiento transitorio) de los envases usados, que serán retornados al proveedor. Esta Área está ubicada de tal forma que no interfiere en la operación normal de la industria, evitando riesgos a la salud de los trabajadores y contaminación del medio ambiente. Las instalaciones puede observarse en Anexo 1.
El Área de almacenamiento transitorio cuenta con un registro permanente, en el que se indica el número de envases, el tipo y características de peligrosidad de las sustancias que contuvieron (inflamabilidad, toxicidad, corrosividad, reactividad).
Las empresas proveedoras de pinturas y adhesivos utilizan envases de envases IBC.
Disposición Final de Residuos
Aquellos residuos que tengan carácter de peligroso y no puedan ser enviados al proveedor cuentan con la alternativa de ir a una Planta de Tratamiento de RISes. (Ver Anexo 1, Tabla 10)
Aquellos residuos que tengan carácter de no peligroso, pero por ser de origen industrial irán a un vertedero industrial. (Ver Anexo 1, Tabla 12)
Aquellos residuos que se consideran como residuos asimilables a domiciliarios irán a un vertedero Domiciliario Autorizado por SEREMI de Salud.
14. DETALLE DE PROCEDIMIENTOS APLICABLES
Determinación de los aspectos ambientales con impactos significativos
Plan de Emergencias
Plan de Contingencia
Plan de Derrame
Estos procedimientos se encuentran en Anexo 3.
15. PERFIL PROFESIONAL RESPONSABLE DEL PLAN DE MANEJO DE RESIDUOS
Descripción del Cargo: El profesional encargado del Plan de Manejo debe conocer los procesos productivos, los residuos que son generados, poder identificar y clasificar cuál es el residuo que se genera, por lo tanto, será quien llevará a cabo y responsable del cumplimiento del presente documento.
Características del Profesional: Corresponde a profesionales del área de la ingeniería, y esto recae en el Jefe de Logística y Despacho, Ingeniero Civil Industrial.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Perfil del personal a cargo
Descripción del Cargo: Se trata de las personas que deberán operativizar en terreno las acciones de manejo de residuos.
Características: Para el caso de los residuos no peligrosos existe una empresa externa que cuenta con personal encargado del manejo de dichos residuos, y para el caso de los residuos peligrosos serán las mismas personas que operan materias primas peligrosas, y tienen el conocimiento de los procesos donde son generados y de las operaciones generales de la instalación. Además ellos cuentan con capacitación constante.
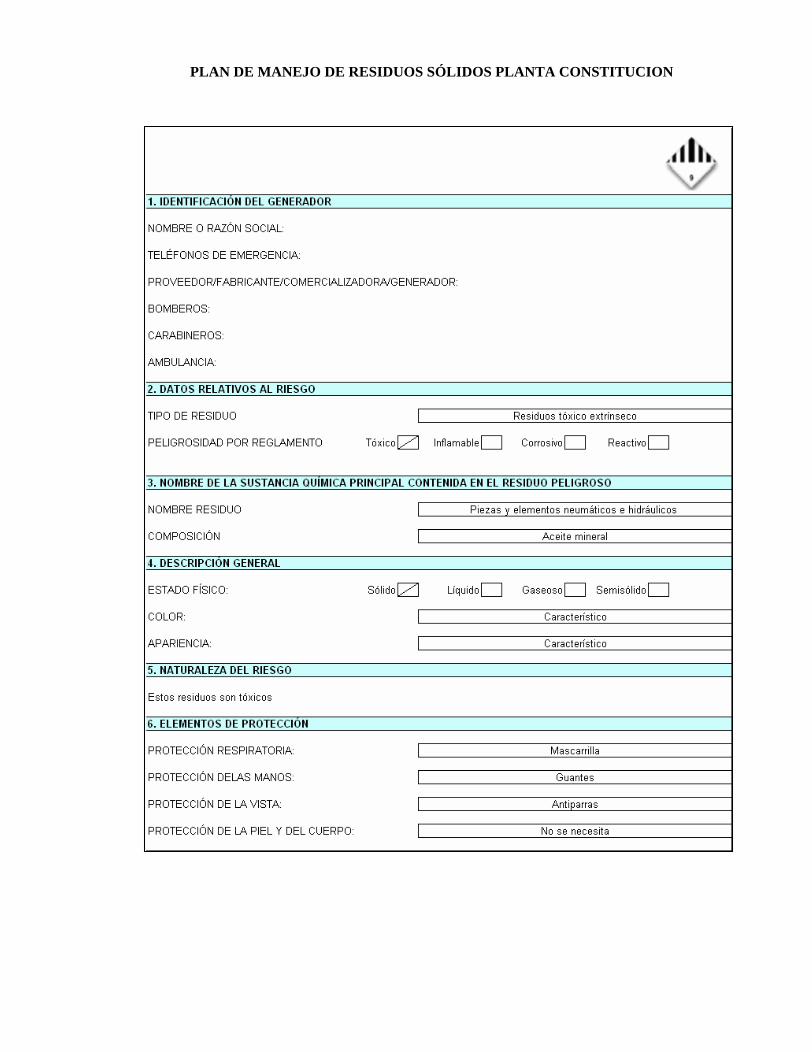
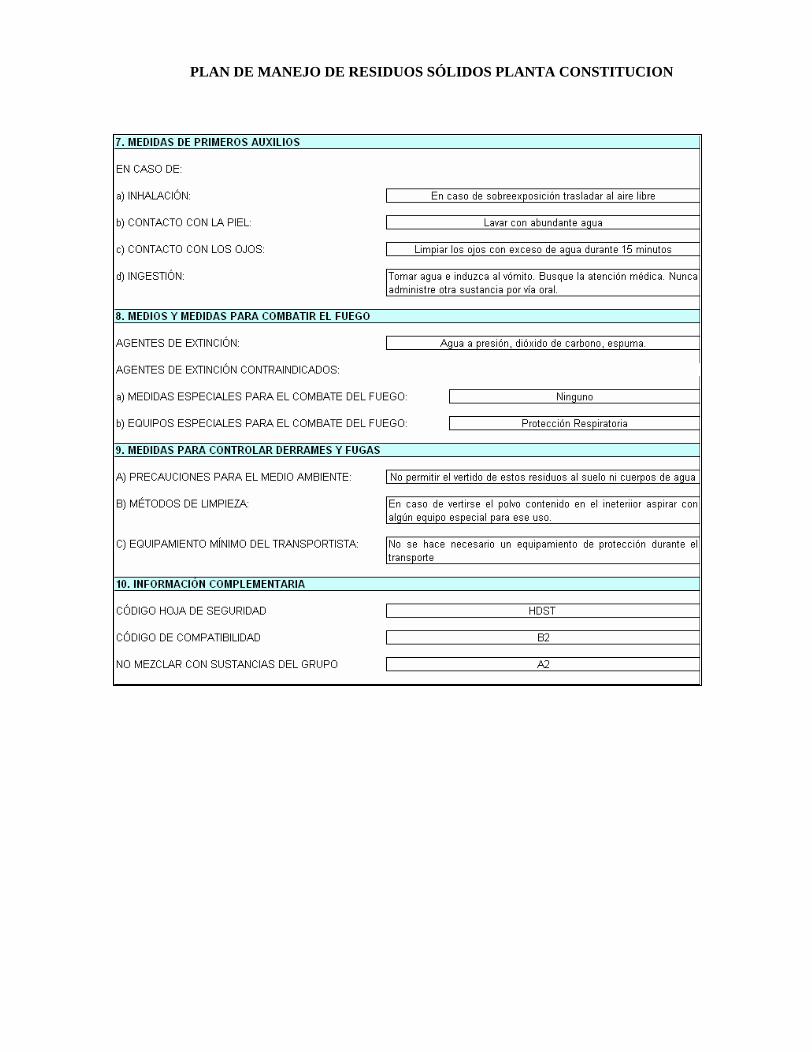
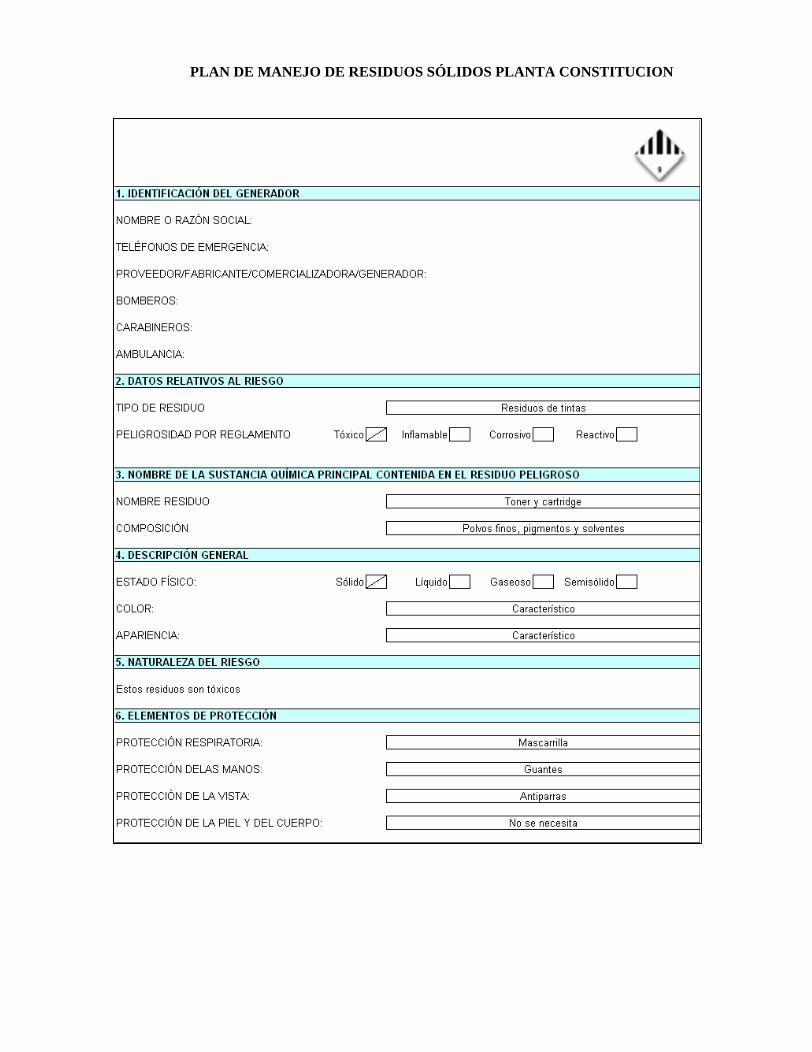
16. HOJAS DE SEGURIDAD DE PRODUCTOS QUÍMICOS
Existen archivadores con las hojas de seguridad según Norma Chilena 382, con todos los productos químicos usados en Planta, estos son potenciales residuos peligrosos y están incluidos en el Plan de Manejo de Residuos Industriales. Además, existe una Hoja de datos de Seguridad para Transporte (HDST), donde el generador debe llenarla de acuerdo a lo que se establece en la NCh 2245 Anexo B, que para efectos del transporte de residuos peligrosos, se deberá utilizar dicha hoja de seguridad escrita en negrita y letra mayúscula para destacar el documento. En Anexo 2, tabla 7 se muestra el formato de dicha Hoja de Seguridad.
Los archivadores están ubicados en la oficina del responsable del Plan de manejo, área de seguridad, bodega de materiales, secretaría, brigada, portería, sala de lubricantes, y jefes directos de las áreas donde se generan estos Residuos.
17. SISTEMA CONTROL REGISTRO DE LOS RESIDUOS GENERADOS
Para el control de los residuos sólidos industriales generados por Planta Constitución y Planta Preservados de CMPC Maderas S.A., se cuenta con un sistema de registro de los residuos industriales, generados por la instalación o actividad donde se consigna la cantidad en kilógramos y, con la identificación de acuerdo a la codificación interna indicando características de peligrosidad de los residuos generados de acuerdo al día de generación.
También se registrará la cantidad en kilógramos y la identificación de peligrosidad de los residuos peligrosos enviados a terceros para su eliminación. (Ver Anexo 2)
Los responsables serán: Jefe de Logística y Despacho, y Jefe de Bodega, teniendo copia del sistema de registro Portería y Brigada.
18. CAPACITACIÓN PERSONAL
Existe permanente capacitación del personal involucrado en la generación de Residuos Industriales, ya que es esencial para la minimización de éstos, además se incluyen otros aspectos del Plan de Manejo orientadas al uso, seguridad, peligrosidad, acopio, almacenamiento y disposición de los Residuos, las capacitaciones se realizan de acuerdo a lo establecido en procedimiento de capacitación. También existe capacitación para los operadores encargados de manipulación, transporte y almacenaje de los residuos.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
ANEXO 1
Listado de Tablas

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tablas
Tabla 1 Identificación del Generador Tabla 2 Croquis de la Instalación Tabla 3 Determinación de los Residuos Generados Tabla 4 Clasificación de los Residuos Peligrosos Generados Tabla 5 Diagrama de Flujo Simplificado del Proceso Productivo Tabla 6 Flujo de Materiales Tabla 7 Recolección y Transporte Interno de Residuos Peligrosos Tabla 8 Almacenamiento de Residuos Peligrosos Tabla 9 Eliminación Interna de Residuos Peligrosos Tabla 10 Eliminación Externa de Residuos Peligrosos Tabla 11 Almacenamiento de Residuos No Peligrosos Tabla 12 Eliminación Externa de Residuos No Peligrosos

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 1. Identificación del Generador
Nombre del Generador (Razón Social ) Planta Constitución , CMPC Maderas S.A.
RUT 95.304.000 - K
Dirección Camino Constitución Chanco km.17. Localidad de Las Cañas
Comuna Constitución
Región VII Región
Teléfono 71 - 209600
Fax 71- 671938
Persona Responsable Jorge Correa Ibañez
e-mail [email protected]
Rubro o Giro de la Actividad Preparación, elaboración y comercialización de la madera
Código CIIU 201000

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 2. Croquis de Planta Constitución y Planta Preservados

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 3. Determinación de los Residuos Generados
Nombre del Proceso
Descripción del Proceso
Numeración Interna del
ResiduoGenerado
Descripción delResiduo
Cantidad(kg/año))
Respel 5 Envases de Aceite 1200
Respel 6 Envases de Pintura 245
Respel 7 Envases de Diluyente 144
Respel 11 Tubos Fluorescentes 2,11
Respel 12 EPP + Trapos de Limpieza + Papel absorbentecontaminados con aceite 400
Respel 14 Baterías y Pilas 4,8
Respel 2 Grasas usadas 384
Respel 3 Diluyentes, Solventes, Refrigerantes 991
Respel 5 Envases de Aceite 1.776
Respel 6 Envases de Pintura 180
Respel 10 Envases spray vacíos 54
Respel 11 Tubos Fluorescentes 26,4
Respel 12 EPP + Trapos de Limpieza + Papel absorbentecontaminados con aceite 800
Respel 14 Baterías y Pilas 2,88
Respel 15 Piezas y elementos neumáticos e hidraulicos 283,2
Respel 14 Baterías y Pilas 1,44
Respel 11 Tubos Fluorescentes 14,4
Respel 12 EPP + Trapos de Limpieza + Papel absorbentecontaminados con aceite 36
Respel 14 Baterías y Pilas 46,08
Respel 1 Aceites Usados 1500
Respel 10 Envases de Spray 57,6
Respel 11 Tubos Fluorescentes 28,8
Respel 9 Envases de grasas 36
Respel 12 EPP + Trapos de Limpieza + Papel absorbentecontaminados 24
Respel 15 Piezas y elementos neumáticos e hidráulicos 265
Respel 13 Envases productos quimicos 13
Respel 12 EPP + Trapos de Limpieza + Papel absorbente contaminados 100
Respel 13 Envases Producto químico baño antimancha 1322
Respel 6 Envases de Pintura 240
Respel 7 Envases de Diluyente 144
Respel 4 Pintura 150
Respel 10 Envases spray vacíos 55,5
Respel 12 EPP + Trapos de Limpieza + Papelabsorbente contaminados con aceite 24
Respel 3 Diluyentes, Solventes, Refrigerantes 144
Respel 17 Borras Impregnación 2700
Respel 14 Baterías y Pilas 8,64
Respel 5 Envases de Aceite 2880
Respel 10 Envases spray vacíos 86,4
Respel 2 Grasas usadas 120
Respel 12 EPP + Trapos de Limpieza + Papelabsorbente contaminados 12
Respel 13 Envases productos quimicos 76,2
Secado
El proceso de Secado es alimentadocon calor proveniente de la PlantaTérmica, la cual aprovecha lossubproductos generados en las etapasanteriores del proceso para generarvapor. El área de secado dispone decámaras de secado para maderaaserrada.
Proceso Productivo Residuos Generados
La carga es recepcionada en el Patio de Trozas, donde se valida la calidad y cantidad en m3 que se ingresa, para luego comenzar el proceso de Descortezado y Clasificado donde se busca aprovechar de mejor manera la materia prima.
Recepción, Descortezado, Patio de Trozas
Reproceso
Una parte de la mdera aserrada esenviada a reproceso, para flexibilizar elportafolio de clientes y optimizar elrendimiento del proceso de aserrío
Aserrío y Clasificado, Mantención
Los trozos son enviados al Aserradero,para transformarlos en productosintermedios y finales. Al ingresar alaserradero, cada tronco es escaneadode forma tal de optimizar el corte y laextracción de productos a partir de éste.Luego, los troncos son ingresados a laLínea de Aserrío, compuesta por sierrasdel tipo circular y huincha,obteniéndosemadera aserrada y subproductos(aserrín, corteza, charlatas y viruta). LosSubproductos (Aserrín, corteza y viruta)son empleados como combustible porla Planta Térmica, mientras que lasastillas se despachan a las plantas deCelulosa.
Postes
La impregnación es un proceso devacío y presión, que tiene como objetivointroducir la solución preservante alinterior de las células de la madera pormedio de las puntuaciones y lograr queesta solución se fije.
Los productos verdes (sin secar)requieren de una protección para evitarla formación de hongos tipo "manchaazul" (e.g. Ophiostoma piliferum), por locual son enviados al Baño Antimancha,sistema en línea donde medianteinmersión se aplica a la maderaaserrada el funguicida.
Baño Antimancha
Empaque, Despacho
Una vez que la madera termina suproceso de Secado, ésta esenviada al área de empaque,donde es ordenada y dispuestasegún los requerimientosparticulares de los mercados a loscuales el producto serán enviados. Los paquetes embalados sonenviados luego a los distintoscentros de distribución para sucomercialización.

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 4: Clasificación de los Residuos Peligrosos Generados
Clasificación de los Residuos Peligrosos Conforme a los Listados del DS 148/03
Numeración Interna del
Residuo PeligrosoGenerado
Denominacióninterna del Residuo Peligroso
Artículo 18Lista I
Artículo 18Lista II
Artículo 18Lista III
Artículo 88Sustancias
Químicas que son Sustancias Tóxicas Agudas
Artículo 89Sustancias
Químicas que son Sustancias
Tóxicas Crónicas
Artículo 90Lista A Residuos
Peligrosos
Código de RP /"Categorías de
ResiduosConsistentes o
Resultantesde los Siguientes
Procesos"
Código de RP /"Categorías de
Residuosque Tengan
como Constituyentes"
Código de RP /"Categorías de Otros Residuos
Peligrosos"
Código RP "Sustancias Químicas
Tóxicas Agudas"
Código RP "Sustancias QuímicasTóxicas
Crónicas"
Código RP TA TC TE R I C
Respel 1 Aceites Usados I.8 A3020 x x 1500
Respel 2 Grasas Usadas I.8 A3020 x 504,00
Respel 3Diluyente, Solvente y Refrigerante
I.6 II.23 A3020 x 1135
Respel 4 Pintura I.12 A4070 x 150
Respel 5 Envase de Aceite I.8 A3020 x 5.856
Respel 6 Envase de Pintura I.12 A3020 x 665
Respel 7 Envase de Diluyente II.23 A4130 x 288
Respel 8 Envase de Solvente I.6 A3020 x
Respel 9 Envase de Grasa I.8 A3020 x 36
Respel 10 Envases de Spray I.6 -I.8 - I.12 A3020/A4070 x 253,5
Respel 11 Tubo Fluorescente
II.11 A2010 x 71,71
Respel 12
EPP + Trapos de limpieza + Papel absorbente contaminado con aceite I.8 III.3 x 1396
Respel 13Envases Productos Quimicos
I.5 II.4 A4030 x 1411,2
Respel 14 Baterias y Pilas II.13 A11030 x x 63,84
Respel 15
Piezas y elementos neumaticos ehidraulicos I.8 x 548,2
Respel 16 Torner y Catridge de Impresión
I.12 A4070 x 71
Respel 17 Borras Impregnación I.5 A4040 x 2700
16649,45
Cantidad(kg/año))
Sólo residuos de la Tabla 3 identificados como peligrosos
Residuos Peligrosos
Artículo 11Características de Peligrosidad

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 5: Diagramas de Flujo
Tabla 5.1.: Diagrama de Flujo Generación de Residuos Peligrosos Aserradero
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Aserrío
Clasificado
Baño Antimancha Reproceso Modulado
Secado
Clasificado
Empaque
Productos Despacho
EPP contaminados con aceites; Envases de Pinturas; Envases de Spray vacíos; aceites;
diluyentes y solvente
Aceites y grasas usados; EPP contaminados con aceites; Envases de Pinturas; Envases de Spray vacíos; aceites; diluyentes y solvente;
pilas y baterías; tubos fluorescentes
Aceites y grasas usados; EPP contaminados con aceites; Envases de Pinturas; Envases de Spray vacíos; aceites; diluyentes y solvente;
pilas y baterías; tubos fluorescentes; envases productos quimicos baño antimancha
Aceites y grasas usados; EPP contaminados con aceites; Envases de Pinturas; aceites;
diluyentes y solvente; pilas y baterías; tubos fluorescentes

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 5.2.: Diagrama de Flujo Generación de Residuos Peligrosos Preservados
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Preparación
Secado Impregnación Modulado
Estilado
Acopio
Productos Despacho
EPP contaminados con aceites; Envases de Spray vacíos; aceites, diluyentes y solvente
Aceites y grasas usados; EPP contaminados con aceites; envases de aceites; envases de spray vacios; diluyentes y solvente; pilas y
baterías; tubos fluorescentes
Aceites y grasas usados; EPP contaminados con aceites; envases de aceites; envases de spray vacios; diluyentes y solvente; pilas y
baterías; tubos fluorescentes, envases productos quimicos de impregnación; borras
de impregnación
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
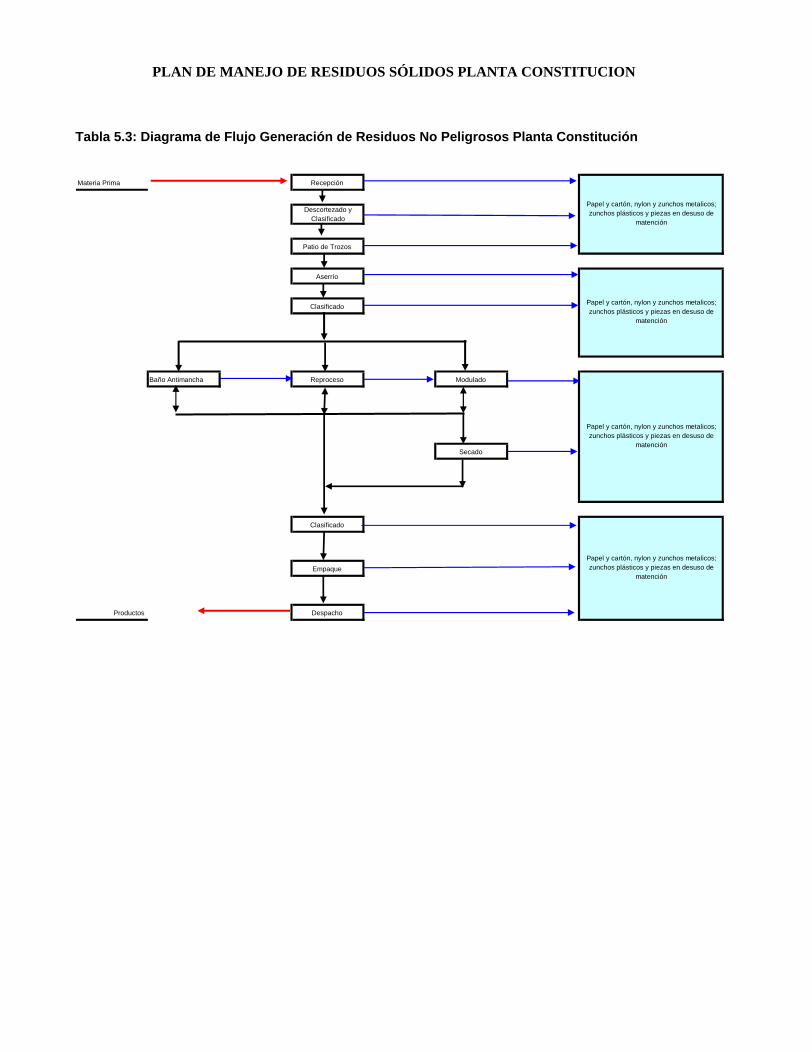
Tabla 5.3: Diagrama de Flujo Generación de Residuos No Peligrosos Planta Constitución
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Aserrío
Clasificado
Baño Antimancha Reproceso Modulado
Secado
Clasificado
Empaque
Productos Despacho
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
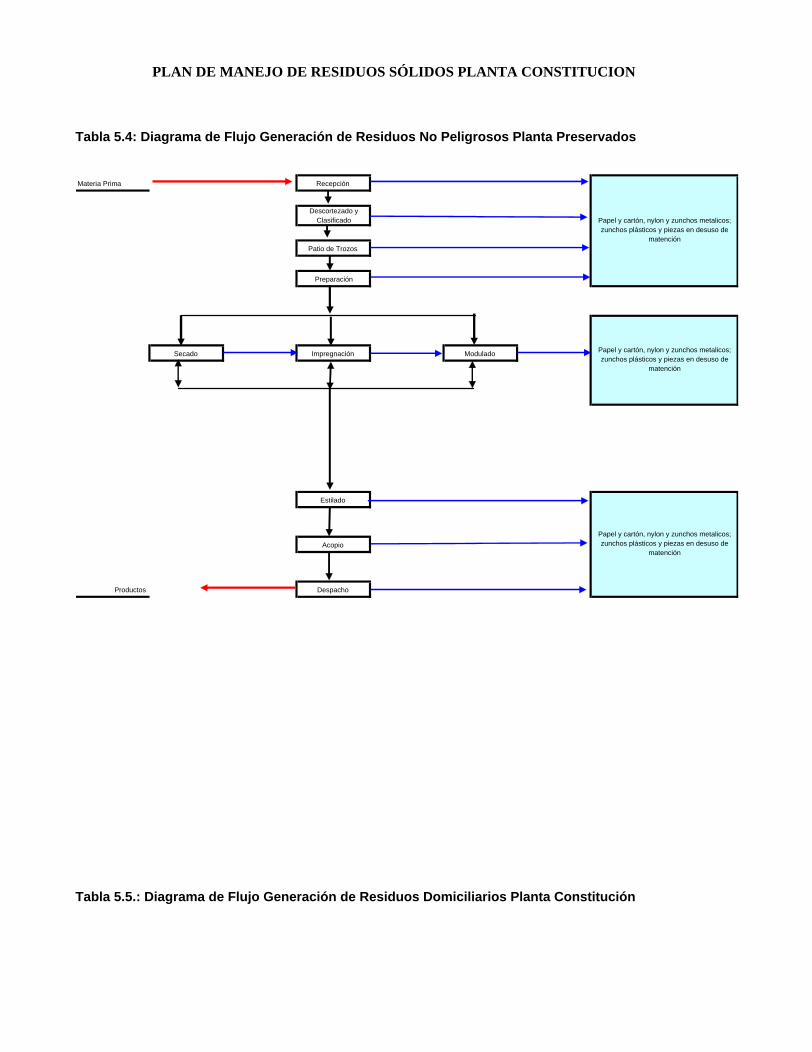
Tabla 5.4: Diagrama de Flujo Generación de Residuos No Peligrosos Planta Preservados
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Preparación
Secado Impregnación Modulado
Estilado
Acopio
Productos Despacho
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Papel y cartón, nylon y zunchos metalicos; zunchos plásticos y piezas en desuso de
matención
Tabla 5.5.: Diagrama de Flujo Generación de Residuos Domiciliarios Planta Constitución

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Aserrío
Clasificado
Baño Antimancha Reproceso Modulado
Secado
Clasificado
Empaque
Productos Despacho
R E
S I D
U O
S D
O M
I C I L
I A R
I O S

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 5.5.: Diagrama de Flujo Generación de Residuos Domiciliarios Planta Preservados
Materia Prima Recepción
Descortezado y Clasificado
Patio de Trozos
Preparación
Secado Impregnación Modulado
Estilado
Acopio
Productos Despacho
R E
S I D
U O
S D
O M
I C I L
I A R
I O S

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 6: Flujo de Materiales
NombreCantidad (kg/año)
NombreCantidad (kg/año)
NombreCantidad (kg/año)
Numeración Interna del Residuo Peligroso Generado
Denominación Interna del Residuo Peligroso
Cantidad (kg/año)
Aceite 12480 Respel 5 Envases de Aceite 1200
Pintura 2160 Respel 6 Envases de Pintura 245
Diluyente 456 Respel 7 Envases de Diluyente 144
Tubos Fluorescentes 2,11 Respel 11 Tubos Fluorescentes 2,11
EPP + Trapos de Limpieza +Papel absorbente 400 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminadoscon aceite 400
Baterías y Pilas 4,8 Respel 14 Baterías y Pilas 4,8
Grasas 1152 Respel 2 Grasas usadas 384
Diluyentes, Solventes, Refrigerantes 1562 Respel 3
Diluyentes, Solventes, Refrigerantes 991
Aceite 15840 Respel 5 Envases de Aceite 1.776
Pintura 3240 Respel 6 Envases de Pintura 180
Pintura Spray 180 Respel 10 Envases spray vacíos 54
Tubos Fluorescentes 26,4 Respel 11 Tubos Fluorescentes 26,4
EPP + Trapos de Limpieza +Papel absorbente 800 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminadoscon aceite 800
Baterías y Pilas 2,88 Respel 14 Baterías y Pilas 2,88
Piezas y elementos neumáticose hidraulicos 1040 Respel 15
Piezas y elementos neumáticos e hidraulicos 283,2
Baterías y Pilas 1,44 Respel 14 Baterías y Pilas 1,44
Tubos Fluorescentes 14,4 Respel 11 Tubos Fluorescentes 14,4
EPP + Trapos de Limpieza +Papel absorbente 36 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminadoscon aceite 36
Baterías y Pilas 46,08 Respel 14 Baterías y Pilas 46,08
Aceites 3200 Respel 1 Aceites Usados 1500
Pintura Spray 134,4 Respel 10 Envases de Spray 57,6
Tubos Fluorescentes 28,8 Respel 11 Tubos Fluorescentes 28,8
Grasas 648 Respel 9 Envases de grasas 36
EPP + Trapos de Limpieza +Papel absorbente 24 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminados 24
Piezas y elementos neumáticos e hidráulicos 4800 Respel 15
Piezas y elementos neumáticos e hidráulicos 265
Productos quimicos 780 Respel 13 Envases productos quimicos 13
EPP + Trapos de Limpieza +Papel absorbente 100 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminados 100
Producto químico baño antimancha 73100 Respel 13
Envases Producto químico baño antimancha 1322
Pintura 2407 Respel 6 Envases de Pintura 240
Diluyente 304 Respel 7 Envases de Diluyente 144
Pintura 3456 Respel 4 Pintura 150
Envases spray vacíos 166,5 Respel 10 Envases spray vacíos 55,5
EPP + Trapos de Limpieza +Papel absorbente 24 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminadoscon aceite 24
Diluyentes, Solventes,Refrigerantes 234,72 Respel 3
Diluyentes, Solventes,Refrigerantes 144
Producto Preservante 350.000 Respel 17 Borras Impregnación 2700
Baterías y Pilas 8,64 Respel 14 Baterías y Pilas 8,64
Aceite 59904 Respel 5 Envases de Aceite 2880
Pintura Spray 201,6 Respel 10 Envases spray vacíos 86,4
Grasas usadas 360 Respel 2 Grasas usadas 120EPP + Trapos de Limpieza +Papel absorbentecontaminados 12 Respel 12
EPP + Trapos de Limpieza +Papel absorbente contaminados 12
Envases productos quimicos 4572 Respel 13 Envases productos quimicos 76,2
Secado
Baño Antimancha
Empaque, Despacho
Postes
Recepción, Descortezado, Patio de Trozas
Aserrío y Clasificado, Mantención
Reproceso
Residuos Peligrosos (en conformidad con Tabla 4)
Nombredel Proceso
Materias Primas (kg/año) Insumos (kg/año) Productos (kg/año)
Tabla 7: Recolección y transporte interno de Residuos
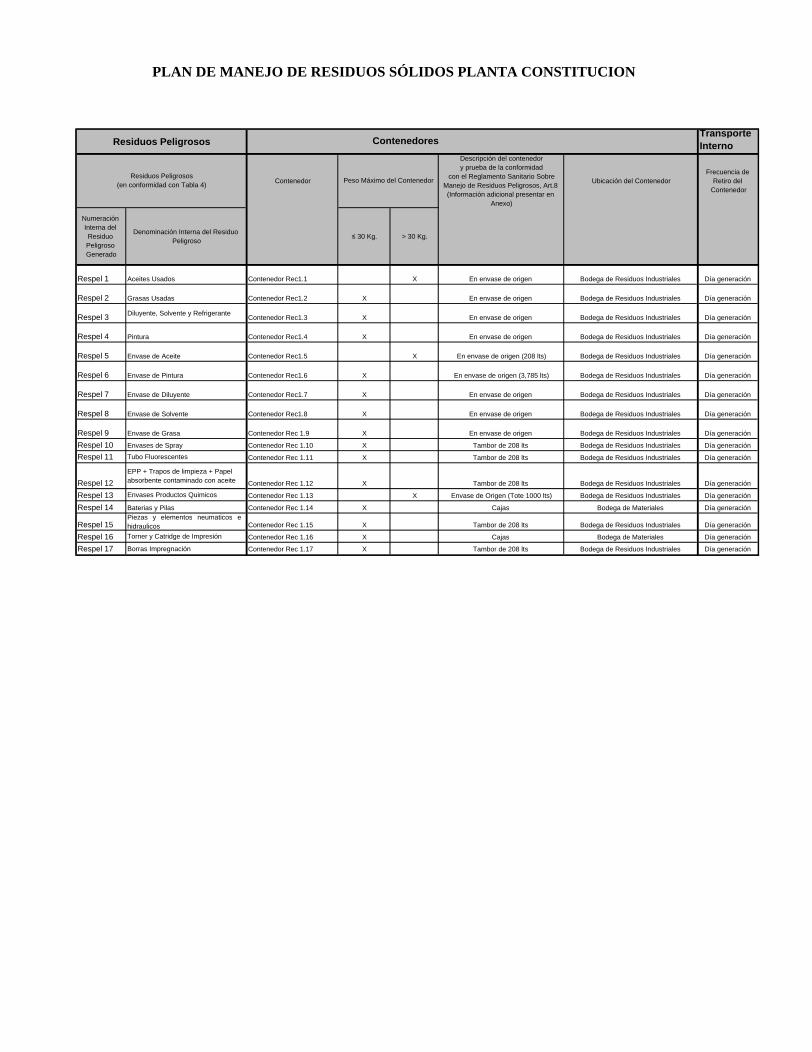
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Residuos PeligrososTransporte Interno
Contenedor
Descripción del contenedory prueba de la conformidad
con el Reglamento Sanitario SobreManejo de Residuos Peligrosos, Art.8 (Información adicional presentar en
Anexo)
Ubicación del ContenedorFrecuencia de
Retiro del Contenedor
Numeración Interna del Residuo Peligroso Generado
Denominación Interna del Residuo Peligroso
30 Kg. > 30 Kg.
Respel 1 Aceites Usados Contenedor Rec1.1 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 2 Grasas Usadas Contenedor Rec1.2 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 3 Diluyente, Solvente y Refrigerante Contenedor Rec1.3 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 4 Pintura Contenedor Rec1.4 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 5 Envase de Aceite Contenedor Rec1.5 X En envase de origen (208 lts) Bodega de Residuos Industriales Día generación
Respel 6 Envase de Pintura Contenedor Rec1.6 X En envase de origen (3,785 lts) Bodega de Residuos Industriales Día generación
Respel 7 Envase de Diluyente Contenedor Rec1.7 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 8 Envase de Solvente Contenedor Rec1.8 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 9 Envase de Grasa Contenedor Rec 1.9 X En envase de origen Bodega de Residuos Industriales Día generación
Respel 10 Envases de Spray Contenedor Rec 1.10 X Tambor de 208 lts Bodega de Residuos Industriales Día generación
Respel 11 Tubo Fluorescentes Contenedor Rec 1.11 X Tambor de 208 lts Bodega de Residuos Industriales Día generación
Respel 12
EPP + Trapos de limpieza + Papel absorbente contaminado con aceite Contenedor Rec 1.12 X Tambor de 208 lts Bodega de Residuos Industriales Día generación
Respel 13 Envases Productos Quimicos Contenedor Rec 1.13 X Envase de Origen (Tote 1000 lts) Bodega de Residuos Industriales Día generación
Respel 14 Baterias y Pilas Contenedor Rec 1.14 X Cajas Bodega de Materiales Día generación
Respel 15Piezas y elementos neumaticos ehidraulicos Contenedor Rec 1.15 X Tambor de 208 lts Bodega de Residuos Industriales Día generación
Respel 16 Torner y Catridge de Impresión Contenedor Rec 1.16 X Cajas Bodega de Materiales Día generación
Respel 17 Borras Impregnación Contenedor Rec 1.17 X Tambor de 208 lts Bodega de Residuos Industriales Día generación
Residuos Peligrosos(en conformidad con Tabla 4)
Contenedores
Peso Máximo del Contenedor


PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 8: Almacenamiento de Residuos Peligrosos
Denominación Interna del Residuo PeligrosoNumeración del
Contenedor
Granel Contenedor
Respel 1 Aceites Usados X En envase de origen
Respel 2 Grasas Usadas X En envase de origen
Respel 3 Diluyente, Solvente y Refrigerante X En envase de origen
Respel 4 Pintura En envase de origen
Respel 5 Envase de Aceite X En envase de origen (208 lts)
Respel 6 Envase de Pintura X En envase de origen (3,785 lts)
Respel 7 Envase de Diluyente X En envase de origen
Respel 8 Envase de Solvente X En envase de origen
Respel 9 Envase de Grasa X En envase de origen
Respel 10 Envases de Spray X Tambor de 208 lts
Respel 11 Tubo Fluorescentes X Tambor de 208 lts
Respel 12EPP + Trapos de limpieza + Papel absorbente contaminado con aceite X Tambor de 208 lts
Respel 13 Envases Productos Quimicos X Envase de Origen (Tote 1000 lts)
Respel 14 Baterias y Pilas X Cajas
Respel 15 Piezas y elementos neumaticos e hidraulicos X Tambor de 208 lts
Respel 16 Torner y Catridge de Impresión X Cajas
Respel 17 Borras Impregnación X Tambor de 208 lts
Descripción del contenedor y prueba de la conformidad
con el Reglamento Sanitario SobreManejo de Residuos Peligrosos, Art.8 (Información
adicional presentar en Anexo)
Numeración Interna del
Residuo Peligroso Generado
Forma de Almacenamiento (Marcar con una cruz)


PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 9: Eliminación interna de Residuos Peligrosos
Cantidad Anual a Eliminar (kg/año)
Numeración Interna del Residuo Peligroso Generado
Denominación Interna del Residuo Peligroso
Código de la Operación de
Eliminación
Descripción de la Operación de Eliminación/ Indicar Reuso o Reciclaje cuando corresponda
No hay
Tipo de eliminación(en conformidad con el DS 148/03 Art. 86)
Residuo Peligroso(en conformidad con la tabla 4)
Tabla 10: Eliminación Externa de Residuos Peligrosos
Cantidad Anual a Eliminar (kg/año)
Numeración Interna del Residuo Peligroso Generado
Denominación Interna del Residuo PeligrosoCódigo de la Operación de
EliminaciónDescripción de la Operación de Eliminación/
Indicar Reciclaje cuando corresponda
Respel 1 Aceites Usados Devolución Proveedor 1500
Respel 2 Grasas Usadas Devolución Proveedor 504,00
Respel 3 Diluyente, Solvente y Refrigerante Devolución Proveedor 1135
Respel 4 Pintura Devolución Proveedor 150
Respel 5 Envase de Aceite Devolución Proveedor 5.856
Respel 6 Envase de Pintura Devolución Proveedor 665
Respel 7 Envase de Diluyente Planta de Tratamiento de Rises 288
Respel 8 Envase de Solvente Planta de Tratamiento de Rises
Respel 9 Envase de Grasa Planta de Tratamiento de Rises 36
Respel 10 Envases de Spray Planta de Tratamiento de Rises 253,5
Respel 11 Tubo Fluorescentes Hidronor 71,71
Respel 12EPP + Trapos de limpieza + Papel absorbente contaminado con aceite Planta de Tratamiento de Rises 1396
Respel 13 Envases Productos Quimicos Devolución Proveedor 1411,2
Respel 14 Baterias y Pilas Hidronor 63,84
Respel 15 Piezas y elementos neumaticos e hidraulicos Planta de Tratamiento de Rises 548,2
Respel 16 Torner y Catridge de Impresión Soporte 71
Respel 17 Borras Impregnación Planta de Tratamiento de Rises 2700
16649,45
Tipo de eliminación(en conformidad con el DS 148/03 Art. 86)
Residuo Peligroso(en conformidad con la tabla 4)

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 11: Almacenamiento de Residuos No Peligrosos
Tambor Bins Atril
Residuo 1 Papel y Cartón x Plastico 1000 L de Capacidad
Residuo 2 Plásticos x Plastico 1000 L de Capacidad
Residuo 3 Zunchos x Catrones de Madera
Residuo 4 Chatarra x Plastico 1000 L de Capacidad
Residuo 5 Domiciliario x Tambor de 208 lts
Residuo 6 No Peligroso x Tambor de 208 lts
Numeración Interna del Residuo No Peligroso
Eliminación Interna del Residuo No Peligroso
Numeración del Contenedor
Descripción del Contenedor
Forma de Almacenar (Marcar con una cruz)
Tabla 12: Eliminación Externa de Residuos No Peligrosos
Residuo 1 Papel y Cartón Venta 3227,52
Residuo 2 Plásticos Venta 1965,8
Residuo 3 Zunchos Venta 13052
Residuo 4 Chatarra Venta 14880
Residuo 5 Domiciliario Vertedero Autorizado 28150
Residuo No Peligroso
Forma de Almacenar (Marcar con una cruz)
Tipo de Eliminación
Numeración Interna del Residuo No Peligroso
Eliminación Interna del Residuo No Peligroso
Cantidad Anual a Eliminar Numeración del Contenedor

PLAN DE MANEJO DE RESIDUOS SOLIDOS PLANTA CONSTITUCION
ANEXO 2

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Anexo 2.1. Sistema de Registro
Tablas
Tabla 1 Registro día Generación de Residuos Peligrosos Tabla 2 Registro de Acumulación mensual de Residuos Reciclables Tabla 3 Registro de Movimientos de Residuos Domiciliarios Tabla 4 Registro de Movimientos de Residuos Peligrosos en el Sitio de Almacenamiento Tabla 5 Registro de Residuos Peligrosos Reusados y/o Reciclados Tabla 6 Registro de Residuos Peligrosos Enviados a Terceros para su Eliminación Tabla 7 Hoja de Seguridad para el Transporte de Residuos Peligrosos

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 1: Registro día Generación de Residuos Peligrosos

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 2: Registro de acumulación mensual de Residuos Reciclables
Fecha Tipo de Almacenaje Producto Cantidad Generada (kg)
Total Mensual

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 3: Registro de Movimientos de Residuos Domiciliarios
Fecha de inicio (Container vacío)
Fecha de término (Container Trasvasijado) Observaciones Cantidad Generada
(kg)
Total Mensual

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 4: Registro de Movimientos de Residuos Peligrosos en el Sitio de Almacenamiento
Fecha de Ingreso
Numeración Interna del Residuo Peligroso Generado
Denominación Interna del Residuo Peligroso Cantidad (kg) Ubicación en el Sitio de
Almacenamiento Fecha de Egreso

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 5: Registro de Residuos Peligrosos Reusados o Reciclados
Tipo de Eliminación (en conformidad con el articulo 86 letra B)
Fecha Numeración Interna
del Residuo Peligroso Generado
Denominación
Interna del Residuo Peligroso
Cantidad Eliminada
(Kg) Código de la Operación de Eliminación
Descripción de la operación de eliminación
Total Mensual
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
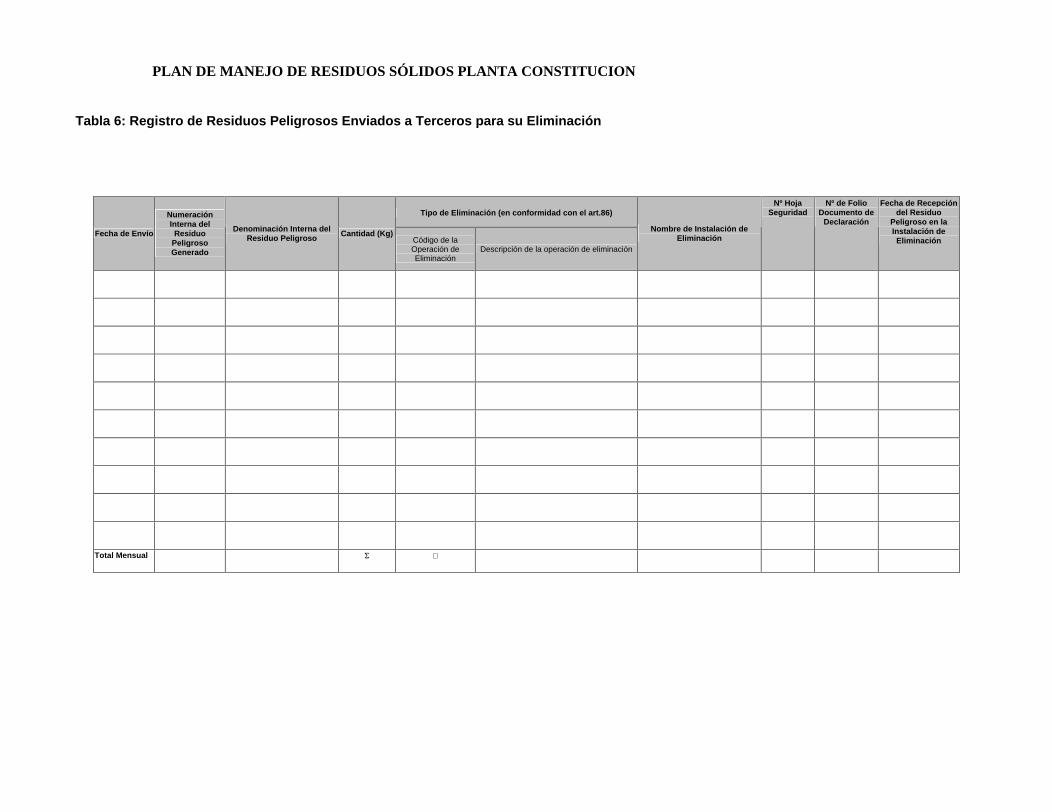
Tabla 6: Registro de Residuos Peligrosos Enviados a Terceros para su Eliminación
Tipo de Eliminación (en conformidad con el art.86)
Fecha de Envío
Numeración Interna del
Residuo Peligroso Generado
Denominación Interna del Residuo Peligroso Cantidad (Kg)
Código de la Operación de Eliminación
Descripción de la operación de eliminación
Nombre de Instalación de Eliminación
Nº Hoja Seguridad
Nº de Folio Documento de
Declaración
Fecha de Recepción del Residuo
Peligroso en la Instalación de Eliminación
Total Mensual

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
Tabla 7: Hoja de Seguridad

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION
PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

PLAN DE MANEJO DE RESIDUOS SÓLIDOS PLANTA CONSTITUCION

This document was created with Win2PDF available at http://www.daneprairie.com.The unregistered version of Win2PDF is for evaluation or non-commercial use only.