RESUMEN La presente investigación utilizó un estudio descriptivo ...

1
Facultad de Ingeniería Escuela de Ingeniería de Sistemas Escuela de Ingeniería de Producción
PROPUESTA PARA LA IMPLANTACIÓN DE UN ESQUEMA INTEGRADO DE INFORMACIÓN - PRODUCCIÓN EN UNA
PYME DEL SECTOR CONFECCIÓN
Mark Encaoua Bentata
Aizik Gampel Malka
Tutor: Xavier Figarella
Caracas, Febrero del 2006

2
DERECHO DE AUTOR
Quienes suscriben, en condición de autores del Trabajo Final de Grado
titulado: “PROPUESTA PARA LA IMPLANTACIÓN DE UN ESQUEMA
INTEGRADO DE INFORMACIÓN - PRODUCCIÓN EN UNA PYME DEL
SECTOR CONFECCIÓN.”. Declaramos que: “Cedemos a titulo gratuito y en
forma pura y simple, ilimitada e irrevocable a la Universidad Metropolitana,
los derechos de autor de contenido patrimonial que nos corresponden sobre
el presente trabajo. Conforme a lo anterior, esta cesión patrimonial solo
comprenderá el derecho para la Universidad de comunicar públicamente la
obra, divulgarla, publicarla o reproducirla en la oportunidad que ella así lo
estime conveniente, así como la de salvaguardar nuestros intereses y
derechos que nos corresponden como autores de la obra antes señalada. La
Universidad Metropolitana en todo momento deberá indicar que la autoría o
creación del trabajo corresponde a nuestra persona, salvo los créditos que se
deban hacer al tutor o cualquier tercero que haya colaborado o fuere hecho
posible la realización de la presente obra”.
En la ciudad de Caracas, a los ___ días del mes de Febrero de 2005.
______________ ______________ Aizik M. Gampel M. Mark Encaoua B. C.I. 16.248.687 C.I.15.394.814

3
APROBACIÓN
Considero que el trabajo Final de Grado titulado:
“PROPUESTA PARA LA IMPLANTACIÓN DE UN ESQUEMA
INTEGRADO DE INFORMACIÓN - PRODUCCIÓN EN UNA PYME DEL
SECTOR CONFECCIÓN”.
Elaborados por los bachilleres:
AIZIK MOISÉS GAMPEL MALKA
MARK MORDEJAY ENCAOUA BENTATA
Para optar por el titulo de:
INGENIERO DE PRODUCCION
INGENIERO DE SISTEMAS
Reúne los requisitos exigidos por la Facultad de Ingeniería de la Universidad
Metropolitana y tiene los meritos suficientes como para ser sometida a la
presentación y evaluación exhaustiva por parte del jurado examinador que se
designe.
En la ciudad de Caracas, a los ___ días del mes de Febrero de 2005.
______________________ XAVIER FIGARELLA

4
ACTA DE VEREDICTO
Nosotros los abajo firmantes constituidos como jurado examinador y reunidos en Caracas, el
día ___ de ________ de 2005, con el propósito de evaluar el Trabajo Final de Grado titulado:
“Propuesta para la implantación de un esquema integrado de
Información - Producción en una Pyme del sector confección.”.
Elaborado por los bachilleres:
AIZIK MOISES GAMPEL MALKA
MARK MORDEJAY ENCAOUA BENTATA
Para optar al titulo de:
INGENIERO DE PRODUCCION
INGENIERO DE SISTEMAS
Emitimos el siguiente veredicto:
Reprobado__Aprobado__Notable__Sobresaliente__
Observaciones:_________________________________________________
_____________________________________________________________
_____________________________________________________________
______________ ________________ ____________________ Jurado Jurado Prof. Xavier Figarella

5
AGRADECIMIENTOS
Queremos agradecerles a la Empresa Creaciones Jet Bag, C.A, por
brindarnos esta gran oportunidad de poner en practica nuestros
conocimientos en su empresa. Sin ellos, no hubiese sido posible la
realización de este proyecto.
Igualmente le queremos agradecer al Profesor Xavier Figarella y a la
Profesora Susana Romagni por su gran colaboración y paciencia durante la
elaboración de este trabajo final de grado.

6
RESUMEN
PROPUESTA PARA LA IMPLANTACIÓN DE UN ESQUEMA INTEGRADO DE
INFORMACIÓN - PRODUCCIÓN EN UNA PYME DEL SECTOR CONFECCIÓN
Autores:
Mark Encaoua.
Aizik Gampel.
Tutor:
Xavier Figarella.
Caracas, Febrero 2006
El presente trabajo describe el proceso seguido para la elaboración de un
plan de acción orientado a hacer cambios estructurales y logísticos en el
sistema de producción de Creaciones Jet Bag C.A, acompañados del
desarrollo de un sistema informático de planificación y registro de la
producción.
Para observar, analizar y establecer los aspecto susceptibles de ser
mejorados del proceso productivo de Creaciones Jet Bag, C.A, se seleccionó
la metodología PDCA (Plan –Do-Check-Act).
El ciclo de mejoras continuas permitió desarrollar un informe detallado de
la situación actual del departamento de producción de la empresa, por medio
del cual se generó una propuesta de mejora para su proceso productivo. La
7
propuesta comprende cambios estructurales y logísticos al departamento y la
implantación de un sistema informático desarrollado a la medida. Los
cambios propuestos eliminan tareas que no agregan valor al producto y por
tanto son consideradas desperdicios.
El sistema de información propuesto logra: la planificación de la
producción desde el momento en que se recibe el pedido, el monitoreo del
producto en todas sus etapas y la actualización de los indicadores que
estiman la capacidad productiva del departamento. Para el desarrollo del
sistema se utilizó la metodología ciclo de vida para desarrollo de Sistemas de
Kendall y Kendall.

8
INDICE GENERAL
RESUMEN
Introducción ____________________________________________ 1
CAPITULO I ASPECTOS GENERALES _________________________ 3
I.1 Historia de la empresa __________________________________ 3
I.2 Planteamiento del problema______________________________ 6
I.3 Justificación___________________________________________ 6
I.4 Objetivos _____________________________________________ 7
I.4.1 Objetivo General _____________________________________ 7
I.4.2 Objetivos Específicos __________________________________ 8
I.5 Limitaciones y Alcance __________________________________ 9
CAPITULO II MARCO TEORICO ______________________________ 10
II.1 Ciclo evaluativo de la calidad (PDCA) ______________________ 10
II.1.1 Planificación ________________________________________ 11
II.1.2 Realizar (Cambiar el proceso) __________________________ 12
II.1.3 Comprobar (Determinar el efecto de los cambios) __________ 12
II.1.4 Actuar (Estandarizar el nuevo proceso) __________________ 12
II.2 El sistema MRP _______________________________________ 13
II.2.1 Demanda independiente ______________________________ 13
II.2.2 Demanda dependiente ________________________________ 13

9
II.2.3 Sistema tipo empujar ________________________________ 14
II.2.4 Sistema del tipo halar_________________________________ 15
II.2.5 MRP ______________________________________________ 15
II.2.6 Beneficios de los sistemas MRP _________________________ 16
II.2.7 Entradas de MRP ____________________________________ 19
II.2.7.1 Plan maestro de producción __________________________ 19
II.2.7.2 Estado del inventario________________________________ 20
II.2.7.3 Archivos de lista de materiales, BOM ___________________ 21
II.2.8 Asociación JIT-MRP __________________________________ 23
II.2.9 MRP de ciclo cerrado _________________________________ 24
II.2.10 MRP II____________________________________________ 25
II.2.11 Planificación para el control ___________________________ 26
II.3 Desperdicios _________________________________________ 27
II.3.1 Clasificación de los desperdicios ________________________ 28
II.4 Auto-inspección _______________________________________ 32
II.4.1 Ventajas de la auto-inspección _________________________ 32
II.4.2 Criterios para la auto-inspección________________________ 33
II.5 Diagrama de flujo (para procesos) ________________________ 34
CAPITULO III METODOLOGIA _______________________________ 36
III.1 El sistema de información ______________________________ 36
III.1.1 Identificación de problemas, oportunidades y objetivos _____ 41

10
III.1.2 Determinación de requerimientos de información __________ 43
III.1.3 Análisis de las necesidades del sistema __________________ 44
III.1.4 Diseño del sistema __________________________________ 46
III.1.5 Desarrollo y documentación del software ________________ 54
III.1.6 Prueba del sistema __________________________________ 55
III.1.7 Implementación y evaluación del sistema ________________ 57
III.2 Desarrollo de las mejoras de producción___________________ 58
III.2.1 Tipo de investigación ________________________________ 58
III.2.2 Diseño de la investigación ____________________________ 60
III23 Variables y operacionalización __________________________ 60
CAPITULO IV ANALISIS Y RESULTADOS _______________________ 63
IV.1 Análisis de la situación actual del departamento de producción _ 63
IV.1.1 Procesos productivos de creaciones Jet Bag C.A___________ 63
IV.1.2 Estimado de ventas __________________________________ 71
IV.1.3 Planificación de compras ______________________________ 74
IV.2 Diagnostico del departamento de producción haciendo uso del
manual FIM______________________________________________ 75
IV.2.1 Planificación y control de la producción __________________ 75
IV.2.2 Distribución en planta, almacenamiento y manejo de
Materiales _______________________________________________ 77
IV.3 Análisis del proceso productivo, aspectos

11
susceptibles de mejoras ____________________________________ 78
IV.4 Planteamiento de posibles soluciones para mejorar los
procesos de la empresa ____________________________________ 82
IV.5 Sistema de información ________________________________ 86
IV.5.1 Modulo mantenimiento _______________________________ 87
IV.5.2 Modulo inventario ___________________________________ 89
IV.5.3 Modulo pedidos _____________________________________ 90
IV.5.4 Modulo ordenes de producción _________________________ 91
IV.5.5 Modulo herramienta de análisis ________________________ 94
IV.6 Impacto de las soluciones propuestas _____________________ 95
CAPITULO V CONCLUSIONES Y RECOMENDACIONES ____________ 100
V.1 Conclusiones _________________________________________ 100
V.2 Recomendaciones _____________________________________ 102
V.2.1 Sistema de información _______________________________ 102
V.2.2 Metodología PDCA____________________________________ 103
CAPITULO VI REFERENCIAS BIBLIOGRAFICAS__________________ 104
GLOSARIO ______________________________________________ 107

12
LISTA DE TABLAS Y FIGURAS
TABLAS
Tabla 1: Comparación entre MRP y Técnicas clásicas _____________ 18
Tabla 2: Árbol de fabricación Parte A _________________________ 22
Tabla 3: Árbol de fabricación Parte B _________________________ 22
13
Figura 1. Mapa del negocio _________________________________ 5
Figura 2. Esquema de MRP _________________________________ 11
Figura 3. Esquema de MRP _________________________________ 16
Figura 4. Árbol de fabricación _______________________________ 22
Figura 5. Leyenda diagrama de procesos ______________________ 35
Figura 6. Diagrama de ciclo de vida del sistema _________________ 39
Figura 7. Sucesión de fases del ciclo de vida____________________ 40
Figura 8. Orden de seguimiento______________________________ 45
Figura 9. Diagrama de flujo de datos, nivel 0 ___________________ 48
Figura 10. Diagrama de flujo de datos, nivel 1 __________________ 49
Figura 11: Diagrama de flujo de datos, nivel 2 __________________ 52
Figura 12: Layout departamento de serigrafía __________________ 66
Figura 13: Layout Planta ___________________________________ 69
Figura 14: Diagrama de procesos ____________________________ 71
Figura 15: Diagrama de flujo ________________________________ 79
Figura 16: Grafico ratio de operaciones________________________ 81
Figura 17: Layout de la planta después de aplicar mejoras ________ 83
Figura 28: Layout después de aplicar mejoras __________________ 84
Figura 19: Planilla de registro de Producto _____________________ 88
Figura 20: Pantalla productos pendientes por producir____________ 90
Figura 21: Detalle productos pendientes por producir ____________ 91

14
Figura 22: Plan de producción / Requerimientos de materia prima __ 92
Figura 23: Pantalla detalle orden de producción _________________ 93
Figura 24: Diagrama de flujo ________________________________ 96
Figura 25: Grafico ratio de operaciones________________________ 97

15
INTRODUCCIÓN
La competencia en los mercados mundiales es un fenómeno que va en
aumento, la regla es que aquellos que adoptan sistemas de mejoras
continuas en sus procesos son los que suben de nivel en la escala comercial y
quienes no integren y desarrollen estos métodos tiendan a perder su posición
en el mercado.
Siguiendo este orden de ideas, se busca iniciar la implementación de
una metodología que conduzca a la empresa Creaciones Jet Bag C.A, hacia
un proceso de mejora continua que incremente su participación competitiva
en el mercado.

16
Después de un breve estudio sobre la situación de la empresa y de la
aplicación del manual FIM-Productividad, se determinó que la metodología
PDCA (Plan Do Check Act), puede generar un gran impacto sobre su
productividad.
Con esta metodología se pretende observar y analizar el proceso
productivo del departamento de producción, para establecer los aspectos
susceptibles de ser mejorados; se necesitará la recopilación de datos que
permitan establecer indicadores adecuados para poder cuantificar y
monitorear los cambios a realizarse.
Este plan de mejoras incluye un sistema de información capaz de
mejorar significativamente la planificación y control de los procesos
productivos.
El ciclo de mejoras continuas permite desarrollar un informe detallado
de la situación actual del departamento de producción de la empresa y
generará una propuesta de mejoras en el proceso productivo y el manejo de
inventario de este departamento.

17
CAPITULO I TEMA DE
INVESTIGACIÓN
I.1. HISTORIA DE LA EMPRESA
Creaciones Jet Bag C.A, es una empresa perteneciente al ramo de la
manufactura, de capital netamente nacional, fundada en el año 1984, y
dedicada la producción venta y distribución de morrales, bolsos y
cartucheras, con sistemas de electro-fusión y costura. La compañía cuenta

18
con personal capacitado en el área; su misión corporativa es la de "Ofrecer al
Cliente productos de la mejor calidad al mas bajo costo" y su visión es
consolidarse como los mejores fabricantes de productos “Equipaje de mano”
para niños en Venezuela y posteriormente en el resto de Latino América.
.
Creaciones Jet Bag, se encuentra ubicada en la zona industrial de Palo
Verde, en un área aproximadamente de 3000 m2, donde se llevan a cabo las
operaciones.
Las materias primas principales usadas por Creaciones Jet Bag son:
film de PVC flexible, tela de poliéster, telas de algodón, cierres, cintas,
herrajes, cartón, goma espuma e hilos.
Entre sus activos cuenta con diez máquinas giratorias de electro-
fusión, seis máquinas de impresión serigráfica, veinte máquinas de coser de
triple transporte además de hornos, troqueladoras, guillotinas, y máquinas
cortadoras de cintas y cierres.

19
Clientes 1.-Ventas por catálogos: a.- Avon b.- Jade 2.-Promocionales: a.- Coca Cola b.- Motorola 3.-Tiendas: a.- Central madeirense b.- Beco c.- La Nueva Nachos d.- Éxito-Cativen e.- Grupo Jovi and Toy f.- Promacol
Productos -Morrales -Cartucheras -Loncheras -Koalas -Manteles individuales -Inflables -Billeteras -Delantales -Pota cosméticos -Estuches plásticos -Bolsitos -Llaveros
Procesos - Diseño del producto - Cortado de la MP - Impresión en serigrafía - Troquelado - Electro fusión - Costura - Revisión - Remaches - Etiquetado - Empaque - Almacenamiento
Insumos -Cristal PVC -Tela poliéster -Tela dril -Tela nylon -Tela algodón -Cintas -Cierres -Hilos -Tintas y solventes -Patentina -Forros PVC -Material de empaque -Broches
Proveedores -China -JetCiven -Wonder -Polifilm -Daza -Premium -Flexilon
Atributos -Formas de pago -Descuentos -Exigencia de calidad -Exigencia de entregas a tiempo
Desperdicios -Retazos de tela y plástico -Transporte -Actividades que no agregan valor
Atributos -Buen precio -Calidad
Atributos -Confiabilidad -Condiciones de pago -Entregas a tiempo
Competencia Corporación capi Sam Panamá
Tecnología Maquinarias de alta capacidad
Figura 1: Mapa del negocio Fuente: Adaptado de FIM Productividad.

20
I.2. PLANTEAMIENTO DEL PROBLEMA
El departamento de producción de Creaciones Jet Bag C.A, ofrece gran
oportunidad de mejora, debido a problemas de organización, a la ausencia de
registros y procedimientos organizados en un sistema de información
computarizado, y la presencia de desperdicios. La implementación de la
metodología PDCA y del sistema de información, permitirá el mejoramiento
del proceso productivo y situará a la empresa dentro de los parámetros de
desarrollo en industrias manufactureras.
I.3. JUSTIFICACIÓN
La empresa en estudio presenta una serie de oportunidades de
mejoras en su área productiva, debido principalmente a la ausencia de un
sistema computarizado para la planificación y registro de las actividades de
producción, que se traduce en un bajo nivel de control de la producción.
En términos sencillos, el trabajo busca comprender las necesidades de la
empresa en el campo de producción, planteando soluciones a estas
necesidades, y diseñando una tecnología informática capaz de mejorar la

21
calidad y productividad de la empresa. Se pretende traducir las necesidades
de información y logística de la empresa, en soluciones técnicas aplicables.
La empresa a evaluar fue fundada hace más de veinte años, es
manejada dentro de un marco familiar, aun cuando ha sufrido importantes
cambios durante todos estos años, todavía no se adapta a los retos del
mercado actual. Hoy cuando la tendencia es la globalización y el mercado es
tan competido es imprescindible que las industrias manufactureras tengan un
departamento de producción con una logística acorde a las tecnologías
actuales. Por eso damos tanta importancia y practicidad a este trabajo.
I.4. OBJETIVOS
I.4.1 OBJETIVO GENERAL
Elaborar un plan de acción orientado a hacer cambios estructurales y
logísticos en el sistema de producción, acompañados del diseño y desarrollo
de un sistema informático de planificación y registro de la producción, para
una PYME fundamentado en un análisis de la situación actual de la empresa,
en las áreas de sistemas de información y producción.

22
I.4.2 OBJETIVOS ESPECÍFICOS
• Realizar un diagnostico del departamento de producción de la empresa
haciendo uso del manual FIM.
• Identificar las necesidades de los sistemas de información y
producción de la empresa.
• Diseñar y desarrollar un sistema de información que permita registrar
y planificar la producción.
• Observar y analizar el proceso productivo de la empresa en cuestión.
• Plantear posibles soluciones para mejorar los procesos vinculados al
presente trabajo y determinar su relación con el desempeño global de
la empresa.
• Identificar aplicaciones potenciales de tecnología informática
susceptibles de satisfacer las necesidades de la empresa en el área de
producción.

23
• Determinar las órdenes de fabricación y las órdenes de compra para
asegurar una producción justo a tiempo.
I.5. LIMITACIONES Y ALCANCE
El estudio se limitará a la aplicación de un proceso de mejoramiento
continuo para el departamento de producción de Creaciones Jet Bag C.A, y al
diseño y desarrollo de un sistema de información capaz de registrar y
planificar la producción. Dicho proceso se llevara a cabo entre los meses de
octubres del 2.005 hasta febrero del 2.006.

24
CAPITULO II MARCO TEORICO
II.1. CICLO EVALUATIVO DE LA CALIDAD (PDCA)
El ciclo de mejoramiento verifica que se lleve a cabo lo planificado y
que se tomen las acciones necesarias para corregir la operación si esta se
desvía de lo esperado.

25
Compruebe (determine
Los efectos de los
Cambios)
Realice (cambie el Proceso)
Planifique (Seleccione
Área de actuación)
Actué (estandarice el
Nuevo proceso)
Figura 2: Esquema PDCA Fuente: Adaptado de Un nuevo sistema de gestión para lograr PYME`S de clase mundial
II.1.1 PLANIFICACIÓN (SELECCIÓN ÁREA DE ACTUACIÓN)
• ¿Qué proceso mejorar?
• Definir dos o tres medidas de rendimiento de calidad

26
• Recoger datos que ayuden a comprender el proceso
• Analizar los datos para identificar los problemas más significativos y
sus causas reales
• Definir un plan detallado de acción correctiva
II.1.2 REALIZAR (CAMBIAR EL PROCESO)
• Poner en practica el plan desarrollado
• Enseñar y mantener informado al personal
• Registrar y documentar todas las acciones
II.1.3 COMPROBAR (DETERMINAR EL EFECTO DE LOS
CAMBIOS)
• Pasado el período de tiempo predefinido, usar las medidas de
rendimiento para analizar los nuevos datos
• Si no hay mejora, preguntarse el porqué
• Si hay mejora, continuar en la fase siguiente
II.1.4 ACTUAR (ESTANDARIZAR EL NUEVO PROCESO)

27
• Transmitir el nuevo proceso, hacerles participes de sus ventajas
• Aumentar a escala el plan
• Medir los resultados para asegurar que se mantienen las mejoras
• Documentar el proceso
• Volver a empezar
II.2 EL SISTEMA MRP
II.2.1 DEMANDA INDEPENDIENTE
Se entiende por demanda independiente aquella que se genera a partir
de decisiones ajenas a la empresa, por ejemplo la demanda de productos
terminados acostumbra a ser externa a la empresa en el sentido en que las
decisiones de los clientes no son controlables por la empresa (aunque sí
pueden ser influidas).
II.2.2 DEMANDA DEPENDIENTE
Es la que se genera a partir de decisiones tomadas por la propia
empresa, por ejemplo, si se pronostica una demanda de cien morrales para
el mes próximo (demanda independiente) la dirección puede determinar

28
fabricar ciento veinte este mes, por lo que se precisaran ciento veinte metros
de cadena de cierres, ciento ochenta metros de poliéster, ciento veinte
metros de cinta y quinientos metros de hilo. La demanda de tela, cierres e
hilos es una demanda dependiente de la decisión tomada por la empresa al
determinar la fabricación de ciento veinte morrales.
Es importante esta distinción, porque los métodos a usar en la gestión
de stocks de un producto variarán completamente según éste se halle sujeto
a demanda dependiente o independiente. Cuando la demanda es
independiente se aplican métodos estadísticos de previsión de esta demanda,
generalmente basados en modelos que suponen una demanda continua, pero
cuando la demanda es dependiente se utiliza un sistema MRP generado por
una demanda discreta. El aplicar las técnicas clásicas de control de
inventarios a productos con demanda dependiente (como se hacia antes del
MRP) genera ciertos inconvenientes.
II.2.3 SISTEMAS TIPO EMPUJAR
Son aquellos sistemas de producción en que los artículos se producen
de acuerdo a una agenda derivada de la demanda esperada del producto.
Basado por lo general en sistemas MRP.

29
II.2.4 SISTEMAS DEL TIPO HALAR
Son aquellos sistemas de producción en los cuales los productos se
producen solamente cuando son ordenados por los clientes. Sistemas del tipo
Just In Time.
II.2.5 MRP
De acuerdo a la definición de la organización APICS (American
Production and Inventory Control Society) se desprende que MRP es un
sistema de planificación de componentes de fabricación que mediante un
conjunto de procedimientos lógicamente relacionados, traduce un plan de
producción en necesidades reales de componentes con fechas y cantidades.
El MRP responde a las preguntas, Qué?, Cuánto?, y Cuándo?, se debe
fabricar o aprovisionar.

30
El objetivo del MRP es brindar un enfoque más efectivo, sensible y
disciplinado para determinar los requerimientos de materiales de la empresa.
MRP se basa esencialmente en dos ideas:
• Únicamente la demanda de los productos terminados es
independiente.
• Las necesidades de cada artículo y el momento en que deben ser
satisfechas estas necesidades, se pueden calcular a partir de unos
datos bastantes sencillos, estos son: las demanda del producto y la
estructura del producto.
Figura 3: Esquema de MRP
MRP Inputs MRP MRP Outputs
Programa Maestro de Producción
Lista de Materiales
Estado del Inventario
Sistema MRP
Cambios Órdenes
Calendario de Órdenes planeadas
Reporte Excepciones
Reportes Planificación
Reportes de control
Transacciones Del inventario
Reportes Primarios
Reportes Secundarios

31
Fuente: Adaptado de la novena edición del APICS
II.2.6 BENEFICIOS DE LOS SISTEMAS MRP
• Reducción del inventario: MRP determina que cantidad es necesaria de
cada componente y para que fecha, con el fin de que se cumpla el
plan maestro.
• Ayuda a evitar retrasos en la producción: MRP identifica las
cantidades, tiempos, disponibilidad, obtención y producción de
materiales y componentes necesarios para entregar los pedidos a
tiempo.
• Compromisos realistas: El cumplimiento de los compromisos asumidos
con los clientes puede aumentar la satisfacción del cliente. Usando
MRP los agentes de mercadeo de la empresa pueden dar información
en tiempo real sobre la producción y fecha de envió de un pedido a
eventuales clientes.

32
• Aumento de la eficiencia: MRP provee coordinación entre los
diferentes departamentos mientras que la elaboración del producto
progresa. Esta información incentiva y apoya la producción eficiente.
• Bajos niveles de inventarios en proceso.
TÉCNICAS CLÁSICAS
M.R.P
TIPO DE DEMANDA Independiente Dependencia
DETERMINACION DE LA
DEMANDA
Previsión estadística con base
en la demanda histórica
Explosión de las
necesidades en base al
plan maestro de
producción.
TIPO DE ARTÍCULOS
Finales y piezas de repuesto Partes y componentes
BASE DE LOS PEDIDOS Reposición Necesidades

33
STOCKS DE
SEGURIDAD
Necesario para garantizar un
buen nivel de servicio
Tiende a desaparecer salvo
en los productos finales
OBJETIVOS DIRECTOS
Satisfacción del cliente Satisfacción de las
necesidades de producción
Tabla 1 : Comparación entre MRP y Técnicas clásicas Elaboración: Adaptado de la novena edición del APICS
II.2.7 ENTRADAS DE MRP
El MRP comprende la información obtenida de al menos tres fuentes o
ficheros de información principales, que a su vez suelen ser generados por
otros subsistemas específicos, estos son: plan maestro de producción (PMP),
listas de materiales (BOM) y estado de los inventarios.
II.2.7.1 PLAN MAESTRO DE PRODUCCIÓN

34
El plan maestro detallado de producción (PMP), nos dice en base a los
pedidos de los clientes y los pronósticos de la demanda, que productos
finales hay que fabricar y en que plazos deben estar terminados, es decir el
PMP especifica los productos, las cantidades y los plazos de entrega. Se
distinguen tres planes de producción:
• Por órdenes de compra, con fecha de entrega fija.
• Según la demanda proyectada, determinadas por los estudios de
mercado. Normalmente esta es la mayor proporción del PMP.
• Por demanda para componentes individuales. Para repuestos y stock.
Al plan maestro de producción, solo le conciernen los productos y
componentes sujetos a demanda externa a la unidad productiva. Otro
aspecto básico del plan maestro de producción es el calendario de fechas que
indica cuando tienen que estar disponibles los productos finales. Por eso se
deben discretizar los plazos de tiempo que se presentan en intervalos de
duración reducida que son tratados como unidades de tiempo. Generalmente
se emplea la semana laboral como unidad de tiempo natural para el plan
maestro, de igual manera se puede seleccionar como unidad de tiempo el día
laboral y la hora laboral, todo va a depender de las necesidades de precisión
con la que se quiera tener el plan, sin embargo se debe tomar en cuenta que

35
si bien la reducción del intervalo facilita la posterior adecuación de las
órdenes de producción, esto requiere un sistema de programación y control
mas potente y sofisticado, pues será mucho mas elevada la información que
se debe mantener actualizada. Lo importante es evaluar la unidad de tiempo
que mejor se adecue a nuestros requerimientos, de esta decisión puede
depender el éxito del sistema.
II.2.7.2 ESTADO DEL INVENTARIO
Recoge las cantidades de cada una de las referencias de la planta que
están disponibles o en curso de fabricación, es decir, se incluyen los
inventarios de productos en proceso así como los tiempos de producción y de
compra.
MRP debe calcular la cantidad de materia prima y la fecha de su
disponibilidad, para garantizar la entrega a tiempo del producto; las
necesidades se comparan con las existencias del stock, para calcular los
requerimientos de materia prima.
Es de vital importancia una descripción muy precisa de las existencias
en cada instante de tiempo. Es por ello que la base de datos referida al

36
estado de los inventarios ha de ser muy completa y coincidir en todo
momento con las existencias reales para conocer el estado de los pedidos
en curso en cualquier momento, además, se debe precisar si estos
inventarios están comprometidos. En conclusión debe existir un perfecto
conocimiento de la situación en la que se encuentran los stocks, tanto del
material adquirido a proveedores externos, como de los productos
intermedios que intervienen como componentes.
II.2.7.3 ARCHIVOS DE LISTA DE MATERIALES, BOM (BILL
OF MATERIALS).
Indica la composición de cada unidad, por lo tanto permite calcular las
cantidades de cada componente que son necesarias para fabricar un
producto a partir de las cantidades de este último. En concreto ha de
conocerse el árbol de fabricación de cada una de las referencias que
aparecen en el plan maestro de producción, para cada elemento debe existir
una tabla como se muestra a continuación:
Parte A: Numero de parte Cantidad Unidades
B 2 1
C 3 2

37
D 2 2 Tabla 2: Árbol de fabricación
Elaboración: Propia
Parte B: Numero de parte Cantidad Unidades
F 3 1 G 1 2 H 2 1
Tabla 3: Árbol de fabricación Elaboración: Propia
Figura 4: Árbol de fabricación
Fuente: Adaptado de Planificación y programación de la producción
II.2.8 ASOCIACIÓN JIT-MRP

38
Mientras que en los Estados Unidos evolucionaba el MRP y MRP II, las
empresas de avanzadas del Japón, impusieron un concepto más integrado, el
JIT, el JIT según el APICS Dictionary se define como:
Filosofía de manufactura basada en la eliminación planificada de todo
desperdicio y una mejora continúa de la productividad. Abarca la
ejecución exitosa de todas las actividades de manufactura requeridas
para producir. Los elementos principales de Justo a Tiempo son: tener
inventario solo cuando este se requiere, mejorar la calidad hasta llegar
a cero defectos, reducir los plazos de entrega, disminuir los tiempos de
preparación y puesta en marcha, y adicionalmente revisar las
operaciones para lograr todo, a un costo mínimo. (Blackstone &
Spencer, 1995, p.42).
El JIT y el MRP, se complementan muy bien, el MRP requiere trabajar
con el proceso de programación para hacerlo lo mejor posible, mientras que
el JIT busca una alteración radical de la logística de los procesos de
producción.
Este sistema hibrido MRP funcionaria con sus elementos de entrada
clásicos para calcular el plan de producción y luego el sistema JIT

39
controlaría cuando deben despachar el material los proveedores,
cuando debe de producirse el bien y cuando debe distribuirse el
producto terminado, finalmente una interfaz acoplaría los sistemas
MRP y JIT junto con el control de la capacidad y la planificación de la
tecnología de grupo (Chase, Aquilano & Jacobs, 2000, p.648).
II.2.9 MRP DE CICLO CERRADO
Se denomina MRP de ciclo cerrado, aquél que es capaz de actualizar
sus datos, mediante la retroalimentación de la información proveniente de los
resultados de su módulo. La sociedad Americana de gerencia de recursos
define MRP de ciclo cerrado como:
Un sistema creado alrededor de los requerimientos de materiales que
incluye funciones adicionales de planificación de ventas y
operaciones (planificación de la producción, programación maestra de
la producción y planificación de los requerimientos de la
capacidad). Funciones de control de la fabricación de la medición de
insumo-producto (capacidad), la programación y el detalle de
despachos, al igual que los informes anticipados sobre retrasos tanto
de la planta como de los proveedores, etc. El termino “ciclo cerrado”

40
implica que no solo se incluye cada uno de estos elementos en el
sistema global, si también que la funciones de ejecución proveen una
retroalimentación de manera tal que se puede mantener valida la
planificación en todo momento (Blackstone & Spencer, 1995, p.51).
II.2.10 MRP II
Siguiendo la lógica del MRP, esta claro que se puede planificar a partir
del Plan Maestro Detallado de Producción (MPS), no solo las necesidades
netas de materiales, sino también las necesidades de cualquier elemento o
recurso, como por ejemplo horas-hombre, horas-máquina, contenedores y
embalajes. Pasando de lo que era planificación de necesidades de materiales
a una planificación mucho mas global que es la planificación de necesidades
de recursos de fabricación (MRP II). Otro aspecto que caracteriza MRP II, es
el control de bucle cerrado, que pretende alimentar el sistema MRP II con los
datos que van sucediendo, lo que permite ir ajustando el sistema a la
realidad con el paso del tiempo. Entre las características particulares de este
sistema encontramos políticas de plan maestro, estructurada y documentada
incluyendo aspecto financieros, posibilidades de simulación y niveles de
planificación definidos.

41
II.2.11 PLANIFICACIÓN PARA EL CONTROL
Una vez completada la planificación, hay que poner en marcha los
planes. La responsabilidad del personal operativo es fundamentalmente
alcanzar los objetivos establecidos. El control esta dirigido sobre todo a
supervisar el logro de los objetivos y prevenir cualquier cambio negativo.
Al control se le dedica mucha energía. Biológicamente consiste
en el mantenimiento de la temperatura del cuerpo, la presión
sanguínea y otras funciones fisiológicas. Industrialmente su
finalidad es alcanzar los siguientes objetivos: entregas de
acuerdo con los programas, gastos de acuerdo con los
presupuestos y calidad de acuerdo con las especificaciones.
(Manual de control de calidad, 1993, p.6.31)
El proceso de control se puede dividir en las siguientes etapas:
• Elección de lo que se quiere controlar

42
• Establecer un parámetro para lo que se quiere controlar, es decir,
especificar un valor que se ha de alcanzar como resultado de las
operaciones
• Creación de un medio de evaluación para el resultado
• Interpretar la diferencia entre resultado real y el objetivo establecido
II.3 DESPERDICIOS
Un proceso productivo hace uso de materias primas, máquinas,
recursos naturales, mano de obra, tecnología y recursos financieros,
generando como resultado de su combinación productos o servicios. En cada
proceso se agrega valor al producto, luego se envía al proceso siguiente. Los
recursos en cada proceso agregan valor o no lo hacen. Se define como
desperdicio toda actividad del proceso que no añade valor económico al
producto.
Desperdiciar las capacidades, recursos, e inclusive algo mas
importante desperdiciar las oportunidades de generar riqueza, como así
también el despilfarro del más valioso de los recursos que no es objeto de
contabilización “el tiempo”, debe ser tenido muy en cuenta por todos los
integrantes de la organización, además debe ser objeto de una política

43
concreta tendiente a la eliminación de desperdicios. No hacerlo como se dijo
anteriormente, impide el crecimiento de la empresa y sus integrantes,
además, de ello depende también la continuidad de la misma. El desperdicio
debe ser objeto de atención y cuidado por la empresas. Menores niveles de
desperdicios implican mayor calidad, más productividad, menores costos y
por tanto menores precios. Ello genera una mayor capacidad de competir
tanto en mercados nacionales como en mercados internacionales, lo que
implica más ganancias para la empresa. Como puede apreciarse combatir el
despilfarro genera una espiral de crecimiento.
Así pues, desperdicio en este contexto es la mala utilización de los
recursos o posibilidades de las empresas. Se desperdicia tanto horas de
trabajo por ineficacia en la programación y planificación de las tareas, como
posibilidades de ganar nuevos mercados por carecer de productos de calidad
o por exceso en sus costos de producción.
II.3.1 CLASIFICACION DE LOS DESPERDICIOS
Surgen de la clasificación desarrollada por Ohno y se dividen en las
siguientes categorías:
• Sobreproducción

44
• Inventario
• Re-trabajos o rechazo de productos defectuosos
• Movimiento
• Procesamiento
• Espera
• Transporte
Sobreproducción: Se crea por un exceso en la producción, que se genera
como consecuencia de: fallas en las previsiones de ventas, producir al
máximo de la capacidad para aprovechar las capacidades de producción
(mayor utilización de los costos fijos), minimizar los costos, superar
problemas generados por picos de demandas o problemas de producción.
Para cualquiera de los casos nombrados anteriormente, el costo total para la
empresa es superior a los costos que en principio logran reducirse en el
sector de operaciones. Entre los costos que ocasiona esta sobreproducción
están en primer lugar, los correspondientes al almacenamiento, que abarca el
espacio físico, las tareas de manipulación, controles y seguros. Además debe
tenerse muy especialmente en cuenta los costos financieros, debidos al
dinero con escasa rotación acumulado en altos niveles de sobreproducción
almacenados.

45
Exceso de inventario: En él se computan tanto los inventarios de
insumos, como de repuestos, productos en proceso e inventario de productos
terminados. El exceso de inventario se debe a varias razones:
• Búsqueda del punto óptimo de pedidos.
• Querer asegurarse de insumos, materias primas y repuestos por
problemas de huelgas y falta de recepción a término.
• Pretender aprovechar bajos precios o formar stock ante posibles
subidas de precios.
• En el caso de productos en proceso se forma stock para garantizar
la continuidad de tareas ante posibles fallas de máquinas, tiempos
de preparación y problemas de calidad.
Re-trabajos y rechazo de productos defectuosos: La necesidad de
reacondicionar partes en proceso o productos terminados, como también
reciclar o destruir productos que no reúnen las condiciones óptimas de
calidad provocan importantes pérdidas. A ello debe sumarse las pérdidas
generadas por los gastos de garantías, servicios técnicos, devoluciones de
productos, pérdida de clientes y ventas.
Movimientos. Se hace referencia con ello a todos los desperdicios
motivados a los movimientos físicos que el personal realiza en exceso, debido

46
entre otros motivos a una falta de planificación en materia ergonómica. Ello
no sólo motiva una menor producción por unidad de tiempo, sino que
además provoca cansancio o fatigas musculares que originan bajos niveles de
productividad.
Una estación de trabajo mal diseñada es causa de que el personal
malgaste energía en movimientos innecesarios.
Las herramientas, los equipos, los materiales y las instrucciones que se
necesitan para realizar el trabajo han de colocarse en el lugar más
conveniente para que el operario ahorre energía.
Procesamiento: Desperdicios generados por fallas en materia de layout,
disposición física de la planta y sus maquinarias, errores en los
procedimientos de producción, incluyendo las falla en materia de diseño de
productos y servicios.
Espera: Motivado fundamentalmente por los tiempos de preparación
en que una pieza debe esperar a otra para continuar su procesamiento, el
tiempo de cola para su procesamiento, pérdida de tiempo por labores de
reparaciones o mantenimientos, tiempos de espera de órdenes, tiempos de

47
espera de materias primas o insumos. Los mismos se dan también en las
labores administrativas. Todos estos tiempos ocasionan menores niveles de
productividad.
Transporte: Despilfarro vinculado a excesos en el transporte interno,
directamente relacionados con errores en la ubicación de máquinas, y las
relaciones sistémicas entre los diversos sectores productivos. Ello ocasiona
gastos por exceso de manipulación, que conlleva a una sobre-utilización de
mano de obra, transporte y energía, como también de espacios para los
traslados internos.
II.4 AUTO INSPECCIÓN
Una vez fabricado el producto se quiere saber si cumple con las
especificaciones, esto generalmente es responsabilidad de los supervisores
que forman parte del departamento de inspección, quienes miden el producto
y deciden si esta o no acorde con las especificaciones.
En el caso de la auto inspección el operario que hace el producto
también lo mide y decide si esta o no conforme a las especificaciones.

48
La auto inspección no consiste en transferir a los inspectores al
departamento de producción, si no que los elimina y convierte a la inspección
en una parte del trabajo de los operarios.
II.4.1 VENTAJAS DE LA AUTO INSPECCIÓN
• Los operarios adquieren un mayor sentido de responsabilidad por la
calidad de su trabajo.
• La retroalimentación de los resultados del trabajo es inmediata. Esto
hace que se puedan hacer ajustes al proceso sobre la marcha
evitándose desperdicios por productos rechazados.
• Pueden reducirse los costos de un departamento de inspección
separado, ya que este no será requerido o al menos se minimizaran
sus responsabilidades.
• Los empleados se sentirán más cómodos al revisar ellos mismos su
trabajo que cuando son revisados por un tercero.
• Eliminación de estaciones de inspección de los productos en sus
diferentes fases.

49
II.4.2 CRITERIOS PARA LA AUTO INSPECCION
• Los operarios deben estar claros en que la calidad es la prioridad
numero uno de la organización, de manera tal que no caigan ante
presiones de programación y costos y terminen aceptando productos
que deberían de ser rechazados.
• Se debe depositar en los operarios la confianza para decidir si un
producto cumple o no las especificaciones dadas.
• Los operarios deben tener la información para realizar inspecciones y
a su vez entender las especificaciones de los diferentes productos.
• Las especificaciones deben estar inequívocamente claras.
• Los operarios deben tener una comprensión total del producto y de
sus usos.
II.5 DIAGRAMA DE FLUJO (PARA PROCESOS)

50
Cuanto mas complejo es el producto, mayor es la necesidad de
preparar un diagrama de flujo, que muestre los distintos procesos que
conducen al producto final.
De acuerdo a Niebel y Freivalds (2001) y según la ASME (American
society of Mechanical Engineers), se presenta una leyenda del conjunto de
símbolos estándar para diagramas de procesos.
Actividad de espera
Actividad de operación
Actividad de transporte
Inspección
Almacén
Figura 5: Leyenda diagrama de procesos
Fuente: Elaboración Propia

51
III METODOLOGÍA
III.1 EL SISTEMA DE INFORMACIÓN

52
En cualquier área de conocimiento, el desarrollo de un proyecto o
investigación debe llevarse a cabo mediante una metodología clara y definida,
es decir, se debe contar con una serie de procedimientos, reglas y métodos
que permitan un desarrollo exitoso de la investigación.
Para la elaboración del presente proyecto se utiliza la metodología
conocida como Ciclo de Vida para Desarrollo de Sistemas de Kendall y
Kendall (2002). Esta metodología es un enfoque sistemático mediante el cual
los analistas de sistema, ingenieros de software, programadores y usuarios
finales construyen sistemas de información.
Dicha metodología está dividida en siete fases que se describen a
continuación.
Fase 1: Determinación de problemas, oportunidades y objetivos
Se espera que al finalizar esta fase se conozcan los distintos
objetivos del proyecto, así como también los problemas y
oportunidades que presentan.
Fase 2: Determinación de requerimientos

53
En esta fase se determinan las distintas características del sistema de
producción de Creaciones Jet Bag, que datos tiene y que datos
requiere.
Fase 3: Análisis de las necesidades del sistema
En esta fase se realizan distintas operaciones específicas con los
datos seleccionados, necesarias para llevar a cabo las tareas del plan
de producción y registro de las actividades de producción.
Fase 4: Diseño del Sistema
En esta fase se realizan diagramas que ayudan a comprender el
funcionamiento del sistema. También se identifican las entradas y
salidas que proporciona el sistema por medio de la interfaz diseñada.
Fase 5: Desarrollo y documentación del sistema
En esta fase se programa el software y se explican los distintos
requerimientos técnicos que son utilizados para lograr su buen
funcionamiento.
Fase 6: Pruebas del sistema

54
En esta fase se realizan actividades para verificar y asegurar que el
Software funciona de acuerdo a las especificaciones y en la forma
que se espera. Se revisan los resultados y se ajusta el sistema.
Fase 7: Implementación y evaluación del sistema.
Se realizan un conjunto de actividades para instalar el software.
También se entrena al usuario para evaluar el nivel de aceptación del
software. Esta fase solo se nombra a modo de referencia ya que
sobrepasa el alcance de este trabajo.
En la figura se muestra un esquema de la metodología de ciclo de
vida.
1. Determinación de problemas, oportunidades
y objetivos.

55
7. Implementación y evaluación del sistema.
2. Determinación
de requerimientos
de información.
3. Análisis de las necesidades del
sistema. 4. Diseño del sistema.
5. Desarrollo y documentación de
sistema.
6. Pruebas del sistema.
Figura 6: Diagrama de ciclo de vida del sistema
Fuente: Kendall y Kendall, 2002.
Según el modelo de ciclo de vida, la sucesión de fases puede ampliarse
con bucles de realimentación, de manera que lo que conceptualmente se
considera una misma fase se pueda ejecutar más de una vez a lo largo de un
proyecto, recibiendo en cada pasada de ejecución aportes de los resultados
intermedios que se van produciendo. Todo esto permite el refinamiento del
proyecto, adaptándose mejor a las necesidades del problema.

56
Figura 7: Sucesión de fases del ciclo de vida. Fuente: http://www.getec.etsit.upm.es/docencia/gproyectos/planificacion/cvida.htm
La metodología del ciclo de vida existe en dos versiones básicas. La
primera conocida como enfoque cascada o lineal, el cual implica que el
analista realiza cada fase de manera secuencial, es decir, no puede continuar
con la siguiente fase hasta no haber concluido la fase anterior. El problema
principal de este enfoque, es que asume que el usuario puede realizar todo
el análisis del sistema y pensar que esté correcto sin haber hecho ningún
diseño o implementación. La segunda versión que se utiliza para este trabajo
de grado, se denomina enfoque fuente o enfoque iterativo, en el que se
puede realizar actividades simultáneas de diferentes etapas, lo que significa,
que no se debe finalizar una etapa para poder realizar actividades de la
siguiente, por ejemplo, se puede realizar un pequeño análisis,
posteriormente se implementa y basado en el aprendizaje se regresa a la
etapa de análisis para continuar con las actividades.

57
A continuación se describen las distintas fases y sus actividades.
III.1.1 IDENTIFICACIÓN DE PROBLEMAS,
OPORTUNIDADES Y OBJETIVOS
Esta primera fase tiene por objeto determinar los problemas,
oportunidades y objetivos del proyecto. Esta etapa es un punto crucial en el
éxito del mismo, ya que las siguientes dependen del desarrollo de ésta, por lo
tanto, una inadecuada determinación de los problemas, oportunidades y
objetivos conlleva al fracaso de la investigación (Kendall y Kendall, 2002).
A continuación se presentan los retos enfrentados para la realización
del trabajo:
• Desarrollar un sistema de información que se ajuste a la logística
actual del departamento de producción de creaciones Jet Bag.
• Seleccionar un leguaje de programación que posibilite la integración
del sistema de producción con cualquier otro sistema de la empresa.

58
• Entender la logística de la empresa, para así poder desarrollar planes
de producción y registrar la evolución de los procesos productivos.
A continuación se presentan las oportunidades, es decir, las situaciones
que serán mejoradas al implementar el software en la organización.
• Una vez implementado el sistema que se quiere desarrollar en este
trabajo de investigación, la empresa tendrá una herramienta para
planificar su producción.
• La empresa planificará su producción fundamentándose en pedidos,
llevándose al mínimo los inventarios de productos terminados.
• La empresa podrá validar si los niveles de producción se adecuan a lo
planificado.
• La empresa tendrá los datos de su producción actualizados, en tiempo
real lo cual facilitara la tarea de detección de fallas.
59
III.1.2 DETERMINACIÓN DE REQUERIMIENTOS DE
INFORMACIÓN
La segunda fase del ciclo de vida para el desarrollo de sistemas, tiene
como meta u objetivo, identificar los requerimientos de información
necesarios para llevar a cabo el proyecto.
Los sistemas para la planificación y control de la producción requieren
de tres entradas que son:
• El plan maestro de producción, indica lo que se quiere fabricar
y para cuando (basado principalmente en los pedidos y
ocasionalmente en decisiones tomadas por la gerencia).
• El estado actual del inventario tanto de materia prima como de
producto terminado.
• Las listas de materiales que describen la composición de cada
producto.
Una vez que se tienen estos datos el sistema será capaz de proveer la
siguiente información:
• Pedidos pendientes por producir.
• Calendario de procesos para cada producción.

60
• Órdenes de corte.
• Qué materia prima se debe reponer.
• Informes de la producción en curso.
• Informes del comportamiento de la producción para un
producto particular.
III.1.3 ANÁLISIS DE LAS NECESIDADES DEL SISTEMA
La siguiente fase corresponde al análisis de las necesidades del
sistema. Para llevarla acabo existen herramientas y técnicas en las que el
analista se apoya para poder determinarlas. Durante esta fase el analista se
ve obligado a tomar decisiones que comprometen el éxito del proyecto, por
que lo debe tomarlas cuidadosamente, entendiendo las consecuencias que
éstas pueden causar en el desarrollo del proyecto. Es necesario tener
conocimientos y un buen criterio para tomar las decisiones correctamente
(Kendall y Kendall, 2002).
En la actualidad, la forma en que se planifica y se hace seguimiento a
la producción en la empresa creaciones Jet Bag, es a través de un sistema
del tipo “empujar” donde la fase de ejecución es asegurada por una orden de
trabajo dada al departamento de corte y las órdenes de compra realizadas

61
por la administración. A continuación se muestra y explica una orden de
seguimiento.
Figura 8: Orden de seguimiento
Fuente: Creaciones Jet Bag.
En este formato, el campo de unidades representa la cantidad pedida
por el cliente o la planificación de ventas; el campo de destino representa el
destinatario o el cliente; el número de láminas a cortar se establece a partir
de una orden de corte emitida por el departamento de producción. A partir
de esta orden de corte se llenan todos los datos correspondientes al campo
de láminas del ítem corte.

62
En el formato de serigrafía, las láminas representan lo que se recibió
del departamento de corte y a partir de lo que ocurra en este proceso se
rellenan los campos restantes.
En el campo electro-fusión, se rellena el número de unidades que
salieron de cada máquina de electro-fusión, indicando cuantas unidades
fueron aprobadas y cuantas fueron rechazadas.
De igual manera en el campo de embalaje se llenan los campos y al
final se lleva un control de los desperdicios por causa de fallas en el proceso.
Lo que pretende hacer el sistema de información no es cambiar toda la
logística del departamento en cuestión sino automatizarla y esquematizarla
de manera tal de darle al usuario los datos procesados en tiempo real.
III.1.4 DISEÑO DEL SISTEMA
En la fase de diseño del sistema se utiliza toda la información que se
recolecta en las fases anteriores para lograr un diseño lógico del sistema.

63
En esta fase se determinan las entradas de datos que tiene la
aplicación.
Existen diferentes tipos de diagramas que ayudan a entender y
organizar los distintos procesos que tiene el proyecto, para ilustrar mejor las
necesidades del sistema por medio de la dinámica de estos diagramas.
El diagrama de flujo de datos (DFD), es una herramienta que permite
visualizar un sistema como una red de procesos funcionales, conectados
entre sí por “flujos” y “almacenamientos" de datos. Siendo éste, una de las
herramientas más comúnmente utilizadas, para el diseño de sistemas de
información cuyas funciones y procesos tienen un alto grado de complejidad.
Los componentes de un diagrama típico de flujo de datos son los
siguientes:
• Proceso.
• Flujo.
• Almacén.
• Entidad.

64
El nivel cero o DFD de contexto, muestra una visión muy genérica del
sistema que sólo pretende mostrar los flujos de datos de entrada y de salida
del software. Es en diagramas posteriores cuando se podrá comprender el
funcionamiento del sistema.
Figura 9: Diagrama de flujo de datos, nivel 0. Fuente: Elaboración propia.
El diagrama de flujo de datos de nivel uno (1) identifica los distintos
procesos, las interacciones con los almacenes de datos y las entidades
externas que se relacionan con el sistema (véase la figura 9).

65
65

66
Figura 10: Diagrama de flujo de datos, nivel 1. Fuente: Elaboración propia.
A continuación se explica cada uno de los procesos que conforman el
diagrama de flujo de datos del nivel 1:
1. Producción: a través de este proceso se introducen las órdenes de
producción, se generan los planes de producción y se supervisan las
producciones.
2. Pedidos: es en este proceso donde se lleva a cabo todo lo relacionado
con los pedidos, se ingresan, revisan y chequean los pedidos
pendientes.
3. Inventarios Materia Prima: Este proceso lleva a cabo todas las
operaciones relacionadas con inventarios de materia prima desde su
recepción hasta que sale del almacén hacia el área de producción.
4. Inventarios Producto terminado: Este proceso indica el estado del
inventario de producto terminado.
5. Configurar productos: Es aquí donde se establecen las especificaciones
del producto: la materia prima que utiliza, los procesos de cada
producto y su velocidad.

67
A continuación se presenta el nivel 2 del DFD, en este nivel se
“explotan” los anteriores procesos y se puede apreciar el detalle de cada uno.

68

69
Figura 11: Diagrama de flujo de datos, nivel 2. Fuente: Elaboración propia.
A continuación se explican cada uno de los procesos que conforman el
diagrama de flujo de datos del nivel 2:
1.1. Planificación de producción: Es en este proceso donde conociendo la
configuración de un producto y la cantidad a producir, se genera un
calendario de actividades para la producción y los requerimientos de materia
prima.
1.2. Supervisar producciones en curso: En este proceso se ingresa al sistema
el estado de las producciones en curso y con estos datos se puede evaluar si
la producción concuerda con lo esperado.
1.3. Informe producción concluida: Una vez finalizada la producción se
insertan sus datos, es decir la cantidad de productos realizados, fecha de
finalización y cantidad de productos rechazados, a partir de estos datos y las
planificaciones realizadas en el proceso 1.1 se presenta un informe final de la
producción que contiene: el total de materia prima desperdiciada, porcentaje
de rechazos en las diferentes fases de la producción y desempeño con
respecto al plan de producción.

70
1.4. Análisis por producto: En este proceso se observan los indicadores para
cada producto, tales como: porcentajes de materias primas desperdiciadas
(por rechazos), esperados diarios calculados por procesos, productividad
(cantidad de productos realizados entre la cantidad de materia prima
utilizada) y eficacia (resultados entre objetivos trazados).
III.1.5 DESARROLLO Y DOCUMENTACIÓN DEL SOFTWARE
Una vez determinados todos y cada uno de los elementos necesarios
para la creación del programa de aplicación se pone en marcha la fase del
desarrollo del sistema. En esta fase se programan los procedimientos
diseñados en las secciones anteriores, se desarrolla la documentación del
software que indica al usuario como utilizar la aplicación y que debe hacer en
caso de que surja un problema.
Es importante haber completado exitosamente las fases anteriores
para poder avanzar correctamente con el desarrollo del programa y tener
claro lo que se va a realizar, con el fin de evitar regresar a una fase anterior
que retrase el desarrollo o que comprometa la calidad de este.

71
Para el desarrollo del software se selecciona el lenguaje de
programación PHP. Este paquete brinda muchas ventajas ya que posee una
variedad de componentes que añaden múltiples funcionalidades tales como
interacción con bases de datos y funciones matemáticas. Además, este
lenguaje permite la programación en plataforma Web, lo que facilita el uso
del programa gracias a la familiaridad que tiene el usuario en general con
este tipo de programas. Otra de las ventajas de este programa es que tanto
PHP como MySql (que es el manejador de base de datos que se utiliza), son
software libre lo que permite que no se incurra en ningún costo por
licenciamiento.
III.3.6 PRUEBA DEL SISTEMA
Antes de que el sistema se pueda utilizar, es necesario probar cada
una de sus funciones con el fin de encontrar la mayor cantidad de problemas
y corregirlos. Las pruebas del sistema sirven para validar que el producto
obtenido satisface los requisitos de diseño previamente definidos y realizar, si
es necesario, los ajustes para corregir los posibles errores (Kendall y Kendall,
2002).

72
Para validar el correcto funcionamiento de los procedimientos que se
realizan en la aplicación se realizan las siguientes pruebas.
• Se introducen productos, materias primas, pedidos, y se verifica que estos
son agregados correctamente por el programa.
• Se verifica que los inventarios estén calculados correctamente.
• Se comprueba que los productos pendientes por producir se hallan
calculado correctamente.
• Se verifica que el plan de producción esté calculado correctamente,
haciendo corridas en frío del algoritmo.
• Se confirma el correcto funcionamiento del cálculo de la materia prima
por orden de producción.
• Se confirma que los indicadores tales como: porcentajes de materias
primas desperdiciadas (por rechazos), esperados diarios calculados,
productividad (cantidad de productos realizados entre la cantidad de
materia prima utilizada) y eficacia (resultados entre objetivos trazados),

73
se han calculado correctamente.
• Se validan todas las entradas de datos al software, de tal forma que el
usuario no puede proceder si faltan datos requeridos en algún
procedimiento específico.
III.1.7 IMPLEMENTACIÓN Y EVALUACIÓN DEL SISTEMA
La fase de implementación y evaluación es la última en el desarrollo
del sistema. Esta fase consiste en evaluar el sistema y comprender el proceso
que requiere su implementación. Tomando en consideración todo el
desarrollo del sistema, se evalúan las funciones y los objetivos propuestos al
inicio de la investigación (Kendall y Kendall, 2002).
La implementación del software incluye su instalación y el
entrenamiento de los usuarios vinculados con el sistema. Una vez instalado el
software y concluido el entrenamiento del usuario, se evalúa el nivel de
aceptación que tiene este para con el software.

74
Para el desarrollo de este trabajo de grado no se implementará esta
fase ya que escapa al alcance de este proyecto.
III.2 DESARROLLO DE LAS MEJORAS DE PRODUCCIÓN
III.2.1 TIPO DE INVESTIGACIÓN
El nivel de profundidad que se desea obtener a lo largo de la
investigación, debe reflejarse en los objetivos planteados y en los resultados
del proyecto. El tipo de investigación a seguir en el trabajo tiene por objetivo
el diseño de una propuesta, que permita solucionar una necesidad de tipo
práctica, es decir las técnicas y procedimientos para la recolección de datos,
el análisis de estos datos y las líneas de acción a tomar para obtener estas
mejoras.

75
La información necesaria se obtendrá de dos tipos de fuentes, la de
campo, donde el propósito es describir un evento obteniendo los datos de
fuentes vivas (los datos se obtienen en entrevistas a trabajadores y
empleados de la empresa), y documentales, donde el objetivo es describir un
evento, situación o contexto basado en datos obtenidos en libros,
documentos e Internet.
El primer paso para cualquier investigación es establecer cuales son las
variables a estudiar, es muy importante ya que sobre estas variables se
construirá todo el proyecto, por ello hay que ser muy cuidadoso en esta fase.
En este trabajo de grado las variables estudiadas se encuentran
estrechamente relacionadas con la gestión del departamento de producción
de Creaciones Jet Bag C.A.
Para poder determinar las variables, en primer lugar se debe
establecer la unidad de estudio, se define como unidad de estudio: “El
contexto, el ser o entidad poseedora de las características, eventos, cualidad
o variable que se desea estudiar” Hurtado (1998). En nuestro caso la unidad
de estudio es el departamento de producción de Creaciones Jet Bag C.A.

76
Se define como población referencial: “Al conjunto de fuentes de las
cuales se va a obtener la información respecto a la población de estudio”.
Hurtado (1998). En nuestro caso se estableció como población referencial los
diferentes elementos que componen el proceso de manufactura de
Creaciones Jet Bag C.A.
III.2.2 DISEÑO DE LA INVESTIGACIÓN
El diseño de la investigación responde a la forma como el investigador
le da repuesta a su objetivo a nivel de contexto y de tiempo.
A nivel de contexto, la estrategia escogida para dar respuesta a los
requerimientos del trabajo de grado fue, en primer lugar, dotar a los
miembros del equipo de trabajo de los conceptos requeridos por la
investigación (tales como MRP, PDCA, auto inspección y desperdicios, entre
otros) para soportarla teóricamente; en segundo lugar la estrategia escogida

77
fue el diseño de campo ya que se necesitó recolectar información directa de
las fuentes vivas.
A nivel de tiempo, la estrategia escogida fue el diseño longitudinal, ya
que la investigación y el desarrollo se realizaron en el periodo desde octubre
2005 hasta Febrero 2006.
III.2.3 VARIABLES Y OPERACIONALIZACION
En toda investigación, es necesario identificar con claridad cuales son
las variables a estudiar, estas dependerán de la postura teórica del
investigador.
Para poder utilizar las variables es necesario operacionalizarlas, este
procedimiento permite descomponer la variable de cada elemento en sus
diferentes componentes a fin de facilitar el proceso de medición o registro.
En la operacionalización de variables el primer paso es conceptualizar
o definir la variable a través de la cual se podrán extraer los aspectos
específicos que la componen, es decir los atributos de cada variable, estos
pueden ser medidos de forma independiente (en conjunto conforman la

78
variable), por ejemplo, una variable puede ser un producto, sus atributos
pueden ser la materia prima que lo componen, los procesos por los que
tienen que pasar, el código del producto y otros datos relacionados con el.
En el segundo paso se ejecutan los aspectos de las variables que se
pueden medir de forma independiente llamados dimensiones (se refieren a
las áreas de conocimientos a las que están asociados las variables).
El tercer paso es la identificación de los indicadores relacionados a
cada dimensión como características observables y de fácil identificación,
estos permiten indicar cuando las variables están presentes.
El cuarto paso indica los parámetros, estos son los valores que poseen
los indicadores de cada variable. Por ultimo la utilización del instrumento que
en nuestro caso es la guía de observación aplicada a la estrategia de diseño
de campo.
Las variables consideradas en este proyecto son las siguientes:
• Desperdicios
• Ratios de operaciones

79
• Esperado diario de producción por producto y proceso.
• Eficacia
• Productividad

80
IV ANALISIS Y RESULTADOS
IV.1 ANALISIS DE LA SITUACIÓN ACTUAL DEL
DEPARTAMENTO DE PRODUCCIÓN
IV.1.1 PROCESOS PRODUCTIVOS DE CREACIONES JET
BAG C.A
El primer paso para poder plantear mejoras al área productiva de una
empresa es comprender sus procesos productivos. Esta sección esta
dedicada a la comprensión del proceso productivo de Creaciones Jet Bag.
La planta se encuentra dividida en los siguientes departamentos:
• Depósito.
• Corte.
• Serigrafía.
• Electro-fusión.
• Costura.
• Etiquetado y empaque.

81
El proceso de transformación de la materia prima comienza por el
departamento de corte, donde se recibe la materia prima (rollos de plástico
cristal PVC, tela, cierres y cintas) que se corta en láminas, si los cortes son
rectos van a la máquina de corte, si son curvos van a la de troquelado o se
cortan manualmente.
Posteriormente si el producto tiene impresión, las láminas pasan al
departamento de serigrafía, donde con antelación se tienen grabadas las
mallas con la figura que se quiere imprimir; es necesario explicar en este
punto que para la impresión serigráfica se utilizan dos técnicas. La primera
técnica es color plano, donde cada pasada imprime un color. Para tener un
producto full color se utilizan siete colores, esta técnica por lo general es
usada para productos que tienen uno, dos o tres colores, usualmente se
asigna una máquina para cada color.
La segunda técnica de serigrafía es la llamada cuatricromía, en la que
se logra la impresión full color con cuatro colores o pasadas por lámina.
La impresión de una lámina tiene los siguientes pasos: se imprime un
color, la lámina va por la banda transportadora al horno donde se seca,
después la lámina se lleva a otra máquina de serigrafía donde se le imprime

82
el siguiente color, se repite este proceso tantas veces como colores tiene la
impresión.

83
Figura 12: layout departamento de serigrafía.
Fuente: Elaboración propia.

84
Si el producto utiliza electro-fusión, las láminas impresas o sin imprimir
(dependiendo del producto) pasan al departamento de electro-fusión, el
proceso consiste en soldar láminas plásticas (fusión) y cortarlas al mismo
tiempo dándoles la forma que requiere el producto final. Una soldadura se
logra con una bajada o golpe de la máquina, diferentes productos pueden
requerir uno o más golpes hasta obtener su forma final, un golpe pude servir
para producir mas de un producto dependiendo del montaje.
El siguiente proceso es el de costura, las láminas pueden llegar a
costura desde cualquiera de los anteriores procesos y ahí son elaboradas
dependiendo del producto, es necesario decir en este punto, que no toda la
costura se hace en la empresa, en algunos casos se utiliza maquila u
outsourcing.
Consideramos conveniente acotar que el estimado diario de serigrafía
es de dos mil quinientas pasadas diarias por máquina. Para diferentes
productos se utiliza un numero de máquinas que trabajan simultáneamente
para imprimir un arte dependiendo del diseño, pero por los datos obtenidos
en la empresa, por lo general para un diseño se utilizan tres máquinas, como
poseen seis máquinas de serigrafía, se comprende que serigrafía puede

85
imprimir aproximadamente cinco mil láminas al día. El estimado diario de
golpes o bajadas de una máquina de electro-fusión varia según la
complejidad del producto y esta alrededor de las mil quinientas; como la
empresa posee diez máquinas quiere decir que se pueden dar
aproximadamente quince mil golpes de electro-fusión al día, tomando en
cuenta que los productos por lo general llevan uno o dos golpes de electro-
fusión, se puede apreciar que la serigrafía representa un cuello de botella.
En el departamento de etiquetado y empaque, la empresa dispone de
una máquina impresora de etiquetas de código de barras y de tres selladores
de bolsas, en ese departamento los productos son etiquetados y empacados,
después de este proceso los van al depósito, desde donde son despachados.
En la figura 11 se muestra el departamento de electro-fusión, costura, corte,
etiquetado y empaque.

86
Figura 33: Layout Planta . Fuente: Elaboración propia.

87
Para entender mejor el proceso expondremos la producción de los
manteles individuales que son uno de los productos mas simples que produce
la empresa; en primer lugar se traen del almacén de materia prima los rollos
de cristal transparente y se cortan en láminas de setenta centímetros de
largo por cuarenta y cinco de ancho (los rollos por lo general tienen un ancho
de ciento cuarenta centímetros). Las láminas se llevan al departamento de
serigrafía donde se imprimen usando la técnica que mejor se adapte al dibujo
requerido. El montaje de manteles individuales en las máquinas de serigrafía
es de dos, es decir se pueden imprimir dos manteles por lámina.
Posteriormente las láminas se llevan al departamento de electro-fusión en
donde se coloca una lámina abajo sin impresión y la lámina impresa arriba y
se sueldan y cortan por el proceso de electro-fusión. En este punto ya el
mantel tiene su forma final y se lleva a etiquetado y empaque y
posteriormente al depósito desde donde se realizan los despachos.

88
Figura 14: Diagrama de procesos.
Troquelado
Serigrafía
Electro Fusión
Costura
Etiquetado y empaque
Producto terminado
Cortado Automático
Materia Prima
Fuente: Elaboración propia.
IV.1.2 ESTIMADO DE VENTAS
El proceso productivo de Creaciones Jet Bag, C.A, como ya se
mencionó, es un proceso de flujo continuo que involucra diversas materias
primas de origen nacional e importadas, dada la gama de productos, en
esta sección, se hace énfasis únicamente en los procesos relacionados a la
planificación y aprovisionamiento.
Como se menciono anteriormente los materiales utilizados para el
proceso productivo pueden ser nacionales e importados, variable que crea
dificultad a la planificación cuando en el mercado concurren alzas inesperadas

89
de la demanda, situación muy común en una economía volátil como la
nacional.
Es de vital importancia para la planificación de la producción, tener
claro el análisis de los elementos involucrados en cada proceso. En la
cadena de los factores involucrados en la planificación un elemento a
considerar es el estimado de ventas.
Creaciones Jet Bag, se maneja con diseños de productos bajo licencias
(Mattel, Disney y otros), razón por la cual las ventas dependerán del éxito de
los personajes en el mercado. Para sacar los estimados de ventas se observa
el comportamiento de licencias similares adquiridas en años pasados en los
mismos ítems, para el caso de productos nuevos que no tengan históricos de
ventas se hace un lanzamiento a riesgo como prueba de mercado.
Las variables más importantes consideradas para proyectar las
unidades estimadas a vender son:
• Los históricos de ventas.
• Las tendencias del mercado.

90
• La penetración de nuevos puntos de venta en el mercado que supone
un crecimiento en las ventas.
• Compromisos adquiridos con las casas de licencias.
Los históricos de ventas son el registro de las ventas de años anteriores
mes a mes y pueden ser utilizados para pronosticar el comportamiento del
mercado a futuro, bajo las mismas condiciones del mercado. En este estudio
se toman en cuenta patrones de repetición de ventas mensuales de años
anteriores.
Las tendencias del mercado dependen esencialmente de la economía
del país, el crecimiento o decrecimiento esperado en la demanda y el éxito de
la licencia adquirida.
La penetración de nuevos puntos de venta en el mercado puede venir
dada por sustitución de los puntos de venta anteriores o por la creación de
nuevos puntos, y significa un incremento en las ventas en el caso que se
logre penetrar estos nuevos puntos.

91
En los compromisos adquiridos con las casas de licencias se fija un
mínimo garantizado para cada licencia adquirida, los mínimos varían
dependiendo del éxito esperado para cada una de ellas, lo que puede servir
como marco referencial en cuanto a las unidades a producir.
II.1.3 PLANIFICACIÓN DE COMPRAS
La planificación de compras se hace tomando en cuenta: el inventario
de productos terminados no comprometidos, el inventario de materia prima,
los pedidos pendientes por despachar, y los pronósticos de ventas. A partir
de estos datos el departamento de producción se reúne para calcular el plan
de producción. Para cada producto existe una ficha técnica en la que se
describen las necesidades de insumo por unidad de producto terminado,
posteriormente con una tabla insumo-producto realizada en Excel se totalizan
los insumos a pedir. Estos totales se le entregan al departamento de
compras, que procede a la adquisición de las materias primas de los distintos
proveedores después de comparar y elegir el mejor suplidor para cada
producto, siendo el precio, la calidad y la entrega puntual los factores que
influyen en esta decisión.

92
A la hora de realizar la orden de compra los siguientes criterios
influyen en la toma de decisión:
• Comprar la cantidad mínima para cumplir con el plan de
producción requerido.
• Comprar la cantidad mínima para cumplir con los términos y
condiciones de compra del proveedor.
• Comprar la cantidad que se consolide mejor en los
contenedores.
• Verificar la capacidad de almacenamiento de materia prima y
productos terminados al momento de revisar los pedidos.
IV.2 DIAGNOSTICO DEL DEPARTAMENTO DE
PRODUCCION HACIENDO USO DEL MANUAL FIM
IV.2.1 PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN

93
La empresa posee indicadores que estiman la capacidad productiva de
las máquinas, estos son los estimados diarios de producción por artículo.
Los programas de producción están determinados en relación a las
especificaciones y requerimientos establecidos por los clientes; además de
estándares adoptados por la organización a lo largo de los años y en
conformidad de los indicadores de calidad.
La planificación de la producción se realiza desde el momento en que
se recibe el pedido, exceptuándose la que proviene de pronóstico de ventas.
La gerencia maneja órdenes de pedido que especifican la cantidad,
requerimientos de calidad y fechas topes, estas pasan por los diferentes
procesos de producción.
Dependiendo del tipo de pedido, los productos estándares que se
mantienen en Stock facilitan las órdenes de compras y los productos
especiales se tienen que fabricar y pasan por los requerimientos
especificados.

94
La gerencia monitorea el producto en todas sus etapas, sin embargo
los métodos de monitoreo manuales que se utilizan hacen complicada la
supervisión de las actividades de producción.
En ocasiones el control de la producción se ve afectado por la gran
variedad de pedidos que se manejan en forma simultánea.
Existen mecanismos sencillos de control, como son las órdenes de
corte y las órdenes de seguimiento, que permiten revisar de forma manual lo
que esta ocurriendo con la producción, sin embargo por su carácter manual
es difícil llegar a conclusiones a partir de estos.
Hay control en la línea de producción y por pedido pero cuando se
acumulan los pedidos carecen de un sistema que relacione la producción con
los pedidos.
Como mencionamos anteriormente se tienen los indicadores y los
datos de cada producción, sin embargo no son utilizados para evaluar la
productividad, ni se actualizan periódicamente.

95
IV.2.2 DISTRIBUCIÓN EN PLANTA,
ALMACENAMIENTO Y MANEJO DE MATERIALES
Existe un plan maestro de distribución de planta, sin embargo esta
distribución ocasiona desperdicios de transporte, ya que, el material se lleva
del almacén de la planta superior al área de corte ubicada en la planta baja
para posteriormente trasladarlo al área de serigrafía en la planta superior.
Las áreas se encuentran bien definidas, el área de cada departamento
esta bien delimitada. Sin embargo no se hacen revisiones periódicas de
distribución para disminuir el transporte entre estaciones de trabajo.
La distribución no es flexible para facilitar la adecuación al cambio.
No han tenido accidentes en el pasado, sin embargo la seguridad del
personal no es la mejor, ya que no poseen buenas vías de escape.
Los materiales se encuentran debidamente ubicados y el personal los
localiza rápidamente.

96
La ubicación de los almacenes no está de acuerdo a la necesidad de
recepción, producción y despacho.
Se realizan inventarios físicos periódicos, se desincorporan los
materiales innecesarios y hay orden y limpieza en los almacenes.
IV.3 ANALISIS DEL PROCESO PRODUCTIVO, ASPECTOS
SUCEPTIBLES DE MEJORAS
Después de conocer, el proceso de fabricación, se puede proceder a
establecer cuales son los procesos susceptibles de ser mejorados, con este
objetivo se realizó un estudio del diagrama de flujo del proceso productivo de
la empresa.
A continuación y de acuerdo a Niebel y Freivalds (2001), citado en el
marco teórico, se describe el proceso productivo para un producto realizado
con electro-fusión e impresión serigráfica, mediante el siguiente diagrama de
flujo

97
Figura 15: Diagrama de flujo Fuente: Elaboración propia.
Inspección de la materia prima recibida.
Almacén de materia prima.
Transporte de la materia prima a corte.
Corte de la materia prima.
Transporte de corte a serigrafía.
Impresión serigráfica.
Inspección de las láminas impresas.
Transporte a electro-fusión.
Electro-fusión espera por las láminas impresas.
Electro-fusión.
Transporte a etiquetado y empaque.
Etiquetado y empaque espera por el producto terminado.

98
Inspección producto terminado.
Etiquetado y empaque.
Trasporte al almacén de productos terminados.
Almacén productos terminados.
Despacho de pedidos.
Utilizando este diagrama y el indicador Ratio de operaciones, que
indica el porcentaje de actividades que agregan valor al proceso productivo,
se podrá determinar que actividades representan un desperdicio y en
consecuencia se deben minimizar o eliminar.
Al agrupar las actividades se constataron:
• Dos demoras.
• Cinco transportes.
• Dos almacenes.
• Cinco operaciones.
• Tres inspecciones.
• Total diecisiete actividades.
Las actividades que añaden valor son las operaciones. Se define el
ratio de operaciones como el cociente de las operaciones que agregan valor
entre el total de actividades multiplicado por 100 es decir 5/17*100 lo que
equivale a un 29,41%.

99
Ratio de operaciones
29%
71%
Actividades queagregan valor alproductoActividades que noagregan valor alproducto
Figura 16: grafico ratio de operaciones
Fuente: Elaboración propia.
Se puede apreciar que solo el 29% de las operaciones en el
departamento agregan valor al producto, esto indica que algunas actividades
deben de ser minimizadas y si es posible eliminadas ya que son consideradas
como desperdicio al no agregar valor al producto.
IV.4 PLANTEAMIENTO DE SOLUCIONES PARA MEJORAR
LOS PROCESOS DE LA EMPRESA

100
Basados en los dos capítulos anteriores es decir, en los aspectos
susceptibles de mejoras y en el diagnostico del departamento de producción
(haciendo uso del manual FIM), se presentan las siguientes propuestas:
• Mudar el departamento de corte a la planta superior donde en la
actualidad se encuentra el departamento de serigrafía y bajar el
departamento de serigrafía al lugar donde en la actualidad esta el
departamento de corte, de manera tal, de minimizar los transportes
entre las estaciones de trabajo (en la actualidad la materia prima debe
bajar del almacén que se encuentra en la segunda planta a corte para
después subir a serigrafía y volver a bajar a electro-fusión). En la
figura se muestra el layout de la planta aplicando las mejoras
planteadas.

101
Figura 17: Layout de la planta después de aplicar mejoras.
Fuente: Elaboración propia.

102
.
Figura 18: Layout después de aplicar mejoras. Fuente: Elaboración propia

103
• Otro punto a considerar es que al finalizar la producción se debe
colocar la mercancía en paletas dentro de la misma planta y
despacharla desde ahí (omitiendo el paso de llevar la mercancía al
deposito de productos terminados) para eliminar gastos de deposito y
desperdicios por transporte.
• Para eliminar dos inspecciones (actividades necesarias pero que no
agregan valor al producto) se debe implantar el concepto de auto
inspección, que consiste en dotar al operario, de la capacidad y
responsabilidad de decidir si el producto esta o no acorde a las
especificaciones.
• Para mejorar la planificación y el control de la producción, se debe
implementar un sistema computarizado.
• Se determinó que el proceso de serigrafía representa un cuello de
botella, se recomienda aumentar las maquinarias o hacer dos turnos
para este proceso.

104
IV.5 SISTEMA DE INFORMACION
En los últimos años, el computador ha producido en las empresas
comerciales un mayor impacto que cualquier otra de las tecnologías. El
sistema aquí propuesto tiene como meta planificar y registrar la
producción de Creaciones Jet Bag C.A.
Con este fin y siempre tratando de hacer un programa amigable, se
dividió el software en cinco módulos, el primero es el módulo de
inventario donde se encuentran los inventarios de materia prima y
productos terminados, el segundo es el módulo de pedidos donde se
puede hacer todo lo relacionado con los pedidos, el tercero es el módulo
de órdenes de producción por donde ingresan las órdenes de producción
y las actualizaciones o seguimientos a la orden, el cuarto donde se puede
ver el análisis de los datos de las órdenes de producción y el quinto es el
módulo de mantenimiento donde se registran los productos, materias
primas, clientes, proveedores y usuarios.

105
IV.5.1 MÓDULO MANTENIMIENTO
En este módulo se registran, observan y editan, los usuarios, materias
primas, proveedores clientes y productos.
El registro de proveedores y clientes es muy similar, para ambos se
deben registrar los datos generales como son: nombre, Rif, Nit, teléfono,
mail y dirección, con la diferencia que para el proveedor también se
registran las materias primas que provee. En el reporte se ven sus datos y
se actualizan.
En este módulo se ingresan, actualizan y observan las materias
primas, cuando hablamos de ingresar materia prima, no estamos
hablando de recepciones de lotes si no de registrar las descripción de una
materia prima.
También en este módulo se registran los productos (véase la figura
15).

106
Figura 19: Planilla de registro de Producto
Fuente: Elaboración Propia
En esta pantalla de registro del producto, la primera parte son los
datos generales del producto, en la segunda parte se ingresan los

107
procesos por los que pasa el producto y el esperado diario para cada uno
de estos procesos. Es a partir de estos datos que mas adelante se podrá
realizar la planificación de los procesos de producción. La tercera parte de
esta pantalla es donde se registran las materias primas del producto; a
partir de esto, más tarde al ingresar una orden de producción se podrán
calcular las órdenes de corte y requerimientos de materia prima. Como se
puede apreciar esta pantalla es una parte central del proyecto ya que de
ella dependerán muchos de los cálculos que se harán mas adelante. Al
igual que para las materias primas, proveedores y clientes se puede
observar y editar los detalles de los productos ingresados.
IV.5.2 MÓDULO INVENTARIO
En el módulo de inventario, se encuentra en primer lugar el inventario
de materia prima, la pantalla simplemente lista las materias primas y dice
que cantidad hay de cada una de ellas (esto se calcula restando la
materia prima recibida menos la materia prima que sale del depósito
debido a una orden de producción).
La pantalla de inventario de productos terminados lista cada producto
y su existencia (este inventario se calcula restando las producciones que
no fueron comprometidas a clientes al momento de generar la orden de

108
producción menos los productos despachados). Es pertinente explicar aquí
que al igual que en las recomendaciones dadas en este trabajo al
departamento de producción, el programa no ingresa al inventario los
productos que fueron comprometidos a un cliente a la hora de realizar la
orden de producción, sino que se les da salida inmediata sin necesidad de
entrar al inventario.
Otra función del módulo inventario es la de registrar los lotes de
materia prima recibida y observar los lotes recibidos en el pasado. En
este módulo también se encuentra la función de despacho, por donde se
le da salida a los productos y se observan los despachos realizados en el
pasado.
IV.5.3 MÓDULO PEDIDOS
En el módulo de pedidos se observan y registran los pedidos por
cliente, además en la función pedidos pendientes por producto, se asocian
todos los pedidos referentes a un producto y se observa todo lo que hay
pendiente por producir de un producto determinado.

109
Figura 20: Pantalla productos pendientes por producir.
Fuente: Elaboración propia.
Desde esta pantalla se puede acceder al detalle de productos pendientes por
producir, donde se ve que cliente pidió cada cantidad, desde allí se puede
ingresar a la pantalla de generar orden de producción, explicada mas
adelante, con los datos del producto que se esta observando.
Figura 21: Detalle productos pendientes por producir.
Fuente: Elaboración Propia.
IV.5.4 MÓDULO ÓRDENES DE PRODUCCIÓN

110
Este módulo es sin duda alguna la parte central de este proyecto, es
donde se ingresan las órdenes de producción, se ve el detalle de las órdenes,
se ingresa el seguimiento a la orden de producción por proceso y se finalizan
las órdenes de producción.
A continuación se explica con mayor detalle el ingreso de las órdenes
de producción. Se realiza en una pantalla donde se especifica qué producto
se quiere producir, en qué cantidades y la fecha de inicio de la producción. A
esta pantalla se puede llegar desde los pedidos pendientes por producir, en
cuyo caso los datos del formulario se encuentran llenos, o desde el reporte
de órdenes de producción, en cuyo caso hay que rellenar los datos; al
presionar el botón de agregar se genera el plan de producción y la orden de
corte. A continuación se muestra una imagen del plan de producción y la
orden de corte:

111
Figura 22: Plan de producción / Requerimientos de materia prima
Fuente: Elaboración propia
Como se puede ver, en la orden de corte se especifica la cantidad de
metros que se necesitan de cada materia prima y cuantas láminas salen por
corte. En el plan de producción se especifica en que fecha se inicia y finaliza
cada proceso relacionado a esta producción.
En el reporte de las órdenes de producción se encuentra un enlace al
seguimiento de la orden de producción donde se puede registrar la evolución
de cada proceso, desde este mismo reporte en el link llamado detalle se
puede observar los pormenores de una orden de producción, es decir, el
plan de producción, los requerimientos de materia prima, a que cliente se

112
encuentra asociada esta orden de producción y la evolución de esta orden de
producción (véase la Figura 19).
Figura 23: Pantalla detalle orden de producción
Fuente: Elaboración propia.
IV.5.5 MÓDULO HERRAMIENTA DE ANÁLISIS

113
En el módulo herramientas de análisis, se puede observar para cada
producto los siguientes indicadores:
• El porcentaje de materia prima desperdiciada (por rechazos).
• El esperado diario calculado para cada proceso.
• Costo del producto.
• La productividad definida como cantidad de productos producidos
entre la cantidad de materia prima utilizada.
• La eficacia definida como resultados sobre objetivos (periodo de
tiempo del plan entre periodo real de fabricación).
IV.6 IMPACTO DE LAS SOLUCIONES PROPUESTAS

114
De las soluciones propuestas se desprende:
• La eliminación del almacén de producto terminado y en su lugar
poner el producto terminado en paletas dentro de la planta.
• Bajar el departamento de serigrafía a la planta baja y subir el
departamento corte, quedando el transporte entre las
estaciones de trabajo como sigue:
o Desde el almacén al departamento de corte, la distancia
es mínima y no hay que considerarla como una actividad
de transporte para calcular el ratio de operaciones.
o Desde el departamento de corte a serigrafía continúa
habiendo una actividad de transporte.
o Desde el departamento de serigrafía al de electro-fusión
se elimina el transporte.
o Desde el departamento de electro-fusión al de etiquetado
y empaque se elimina el transporte.
o En el departamento de etiquetado y empaque se coloca
el producto en paletas en la planta y de allí se despacha,
eliminándose así un transporte y un almacén.

115
• Implementando la auto-inspección se eliminan dos estaciones
de inspección, que actualmente esta en funcionamiento,
además, disminuye la cantidad de productos defectuosos ya que
el operario recibe un feed-back inmediato sobre la calidad de su
trabajo.
A continuación se presenta el diagrama de flujo de procesos para el
departamento de producción de creaciones Jet Bag C.A, después de hacer las
modificaciones planteadas.
Figura 24: Diagrama de flujo. Fuente: Elaboración propia.
Inspección de la materia prima recibida.
Almacén de materia prima.
Corte de la materia prima.
Transporte de corte a serigrafía.
Impresión serigrafía.
Electro-fusión.
Etiquetado y empaque.
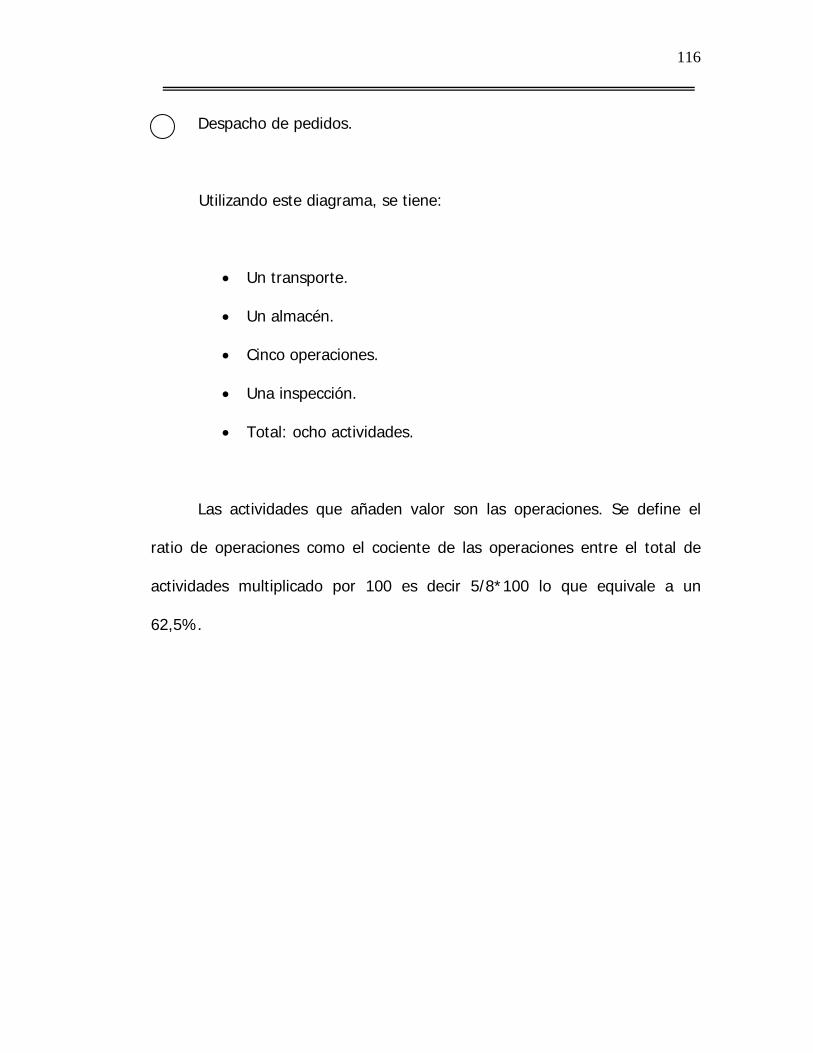
116
Despacho de pedidos.
Utilizando este diagrama, se tiene:
• Un transporte.
• Un almacén.
• Cinco operaciones.
• Una inspección.
• Total: ocho actividades.
Las actividades que añaden valor son las operaciones. Se define el
ratio de operaciones como el cociente de las operaciones entre el total de
actividades multiplicado por 100 es decir 5/8*100 lo que equivale a un
62,5%.
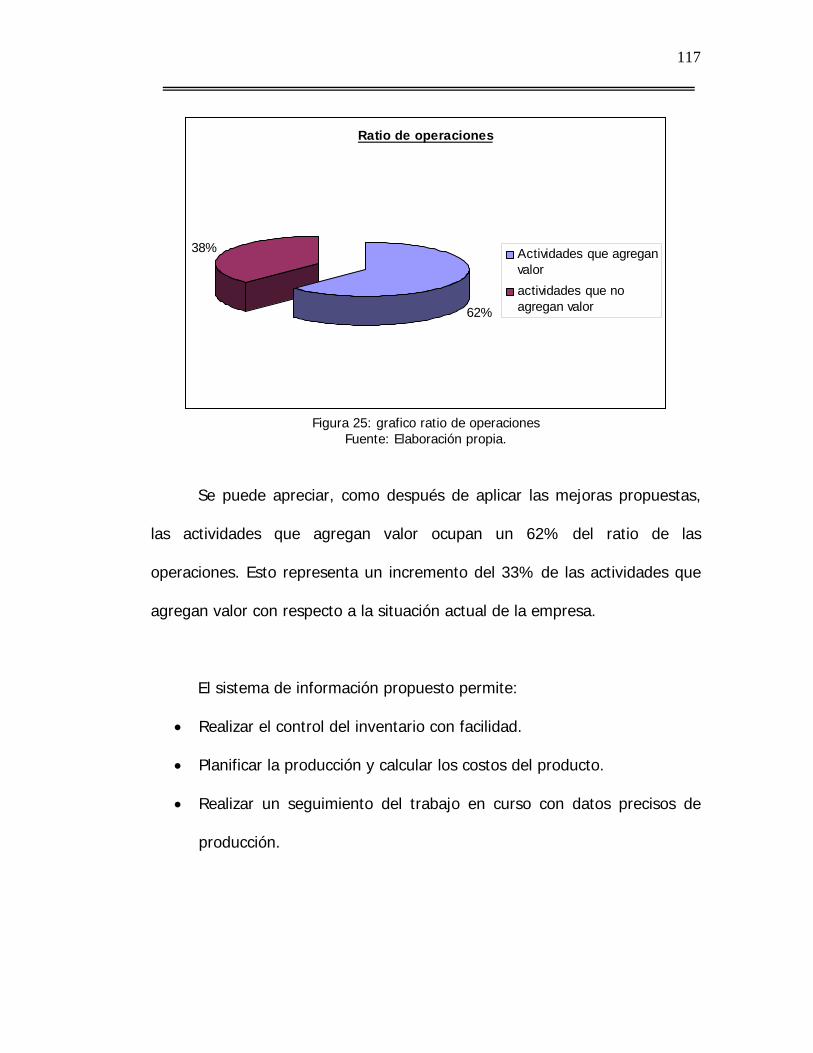
117
Ratio de operaciones
62%
38% Actividades que agreganvaloractividades que noagregan valor
Figura 25: grafico ratio de operaciones
Fuente: Elaboración propia.
Se puede apreciar, como después de aplicar las mejoras propuestas,
las actividades que agregan valor ocupan un 62% del ratio de las
operaciones. Esto representa un incremento del 33% de las actividades que
agregan valor con respecto a la situación actual de la empresa.
El sistema de información propuesto permite:
• Realizar el control del inventario con facilidad.
• Planificar la producción y calcular los costos del producto.
• Realizar un seguimiento del trabajo en curso con datos precisos de
producción.

118
Realizar el control del inventario con facilidad: Estas funciones
proporcionan el nivel de detalle necesario para tareas tan importantes como
el cálculo de los productos vendidos, mantener información exacta sobre la
disponibilidad de productos y materias primas. Se puede encontrar
información precisa sobre la disponibilidad de productos en el reporte del
inventario de productos. La función de baja anticipada de materiales permite
calcular la cantidad de material consumido automáticamente al lanzar una
orden de producción.
Planificar la producción y calcular los costos del producto: Esta función
proporciona: el calendario detallado de actividades, los requerimientos de
materiales y la orden de corte para una producción específica. Además, el
coste de los productos fabricados puede calcularse con exactitud.
Realizar un seguimiento del trabajo en curso con datos precisos de
producción: La aplicación permite seguir el trabajo en curso observando la
cantidad de productos aprobados y rechazados en cada fase.

119

120
CAPITULO V CONCLUSIONES Y
RECOMENDACIONES
V.1. CONCLUSIONES
• La herramienta PDCA se integro adecuadamente con la metodología
de ciclo de vida para el diseño del sistema, ya que se desarrollo u
software que proporciona a la empresa la información requerida para
una mejor planificación de la producción.
• La implementación de la metodología PDCA (Plan- Do-Check- Act) en
la empresa Creaciones Jet Bag C.A, conduce a una propuesta de
mejoras que pretende alcanzar una elevación de 33 puntos
porcentuales en el Ratio de operación del Departamento de
producción.
• El análisis del sistema productivo llevó a la identificación de una serie
de factores, causantes de problemas en la producción estos son: la
presencia de un cuello de botella en el departamento de serigrafía, la

121
mala disposición de los departamentos en la planta y la presencia de
inspecciones que no agregan valor.
• La propuesta de redistribución de la maquinaria en el departamento de
producción, incrementa la productividad de la empresa ya que ayuda a
mejorar el rendimiento de los trabajadores.
• La metodología PDCA demostró ser de gran utilidad para la detección
de oportunidades de mejora dentro de la empresa, así como para la
elaboración de una propuesta de implementación de las soluciones
posibles a estos problemas.
• La metodología del ciclo de vida del sistema propuesta por Kendall y
Kendall, demostró ser una herramienta valiosa para el desarrollo del
software y permitió el refinamiento iterativo en cada una de sus fases
garantizando el éxito del proyecto.
• El sistema de información propuesto logra: la planificación de la
producción desde el momento en que se recibe el pedido, el monitoreo

122
del producto en todas sus etapas y la actualización de los indicadores
que estiman la capacidad productiva del departamento.
• La técnica auto inspección logra eliminar estaciones de inspección
innecesarias.
V.2. RECOMENDACIONES
V.2.1. SISTEMA DE INFORMACIÓN
• Realizar revisiones continuas al sistema desarrollado, buscando
oportunidades de mejora. Para que el sistema pueda adaptarse a la
naturaleza cambiante de la empresa.
• Actualizar constantemente los datos del sistema para que pueda
reflejar con exactitud la realidad del departamento de producción.
• Restringir el acceso del personal al sistema para así descartar
modificaciones indeseadas a la base de datos. Es imprescindible
garantizar la veracidad y confianza en los datos cargados al sistema.

123
• Aprovechar la herramienta de análisis que aporta el sistema para
medir el cumplimiento de los objetivos.
V.2.2 METODOLOGIA PDCA
Continuar la implementación de la metodología, para llevar a la
empresa a un ciclo de mejora continua que le permita ser más competitiva en
el mercado.
Para la consecución de estos fines se aconseja continuar con el
monitoreo de los indicadores de productividad, así como la implementación
de nuevas técnicas de mejora que permitan la evolución constante de los
procesos.
124
CAPITULO VI REFERENCIAS
BIBLIOGRAFICAS
• Adam, E. & Ebert, R. (1991): Administración de la producción y de las
operaciones, cuarta edición, Ed. Prentice Hall, México D.F.
• Adriani Carlos, Biasca Rodolfo, Rodríguez Mauricio(2003). Un nuevo
sistema de gestion para lograr PYMES de clase mundial. . Editorial
Limusa, México D.F.
• Aquilano, N. y Chase, R. (1997). Dirección administración de la
Producción y de las Operaciones. (6° ed.). México: Mc. Graw Hill.
• Bain, D. (1987). Productividad: La Solución a los Problemas de la
Empresa. México D.F.: Mc. Graw Hill.
• Bera, H. (1996): Computer aided Scheduling (CAS) and manufacturing.
Segundo seminario sobre sistemas avanzados de manufactura, Pereira.
• Buffa, E. & Sarin, R. (1995): Administración de la producción y de las
operaciones. Ededitoriañ Limusa, México D.F.

125
• Companys Pascual, R.(1989): Planificación y programación de la
producción, Ed. Marcombo S.A.,Barcelona.
• Chase, R. & Aquilano, N.(1995): Dirección y administración de la
producción y de las operaciones, 6ª. Ed., Editorial IRWIN, Barcelona.
• Domínguez Machuca, J.A. et. al (1995): Dirección de operaciones.
Aspectos tácticos y operativos en la producción y los servicios. Editorial
Mc Graw Hill, Madrid.
• Geoffrey, M. (2001). Kaizen Event Implementation Manual. Australia:
Argos Press Pty Ltd.
• Gómez, L. (1991). Mejoramiento Continuo de Calidad y Productividad
(1 ed.). Caracas: Corporación Andina de Fomento. Editorial Nuevos
Tiempos.
• Gutiérrez, G. (2000). Justo a Tiempo y Calidad Total, Principios y
Aplicaciones. (5° ed.). México D.F.: Ediciones Castillo S. A.
• Heizer, J. & Render, B. (1997): Dirección de la producción. Decisiones
tácticas. 4ª. Ed., Editorial Prentice Hall, Madrid.
• J.M. Juran y Frank M. Gryna.(1993) Manual de control de calidad. (4ª
edición). España: Mc. Graw Hill.
• Kalenatic,D. & Blanco, L.E. (1993). Aplicaciones computaciones en
producción, Fondo editorial Universidad Distrital Francisco José de
Caldas, Santa fé de Bogotá D.C

126
• Kendall y Kendall (2002). “System Analysis and Design”. (5ª edición).
Editorial Prentice hall. New Jersey.
• Langen Walter G. (2000). Enterprise resource planning and beyond
integrating your entire organization. APICS. Virginia.
• Meredith, J. & Gibbs, T. (1986): Administración de operaciones, Ed.
Limusa, México D.F.
• Monks, J.(1991): Administración de operaciones, Ed. Mc Graw Hill,
México D.F.

127
GLOSARIO
Actividad: Un elemento de trabajo.
Almacén: Instalación o espacio que sirve para ubicar materiales y productos
con la función de coordinar los desequilibrios entre la oferta y la demanda.
Compra: Función del proceso de aprovisionamiento que selecciona al
proveedor. Su objetivo es minimizar el coste integral de aprovisionamiento de
los materiales y productos que precisa adquirir la empresa.
Costo de adquisición: Es uno de los costos componentes del costo integral
de aprovisionamiento. Se corresponde con el costo que factura el proveedor
por el material.
Costo de almacenamiento: Es un componente del costo de Stock.
Representa los gastos producidos por la ubicación del Stock, gastos de
volumen almacenado, ya sean gastos de superficie o de instalación.

128
Costo de Stock: Es uno de los costos componentes de costo integral de
aprovisionamiento. Comprende los costos que, a cargo de la empresa
compradora, se producen desde que el proveedor expide el material, hasta
que es recibido por ella. Conceptos como transporte, aranceles aduaneros,
etc.
Control de calidad: las técnicas operativas y actividades que se emplean
para cumplir los estándares de calidad.
Efectividad: Capacidad de producir el efecto deseado. Validez o
autenticidad.
Eficiencia: Relación entre el trabajo efectuado por una máquina y la energía
gastada para hacerla funcionar. Es llamada también rendimiento.
Explosión de las necesidades: Módulo central de sistema MRP. Es el
proceso mediante el cual las demandas externas corresponden a los
productos finales, son traducidas en órdenes concretas de fabricación y
aprovisionamiento para cada uno de los sistemas que intervienen en el
proceso productivo.

129
Justo a tiempo (JIT): Un sistema de procesamiento de materiales en el
cual la programación del montaje final determina la sucesión de
requerimientos (órdenes de trabajo) por cantidades limitadas de piezas
mediante un sistema de jalar la producción.
MRP (Material Requirements Planning): Acrónimo de material. Es un
sistema de programación y control de la producción que integrando los
módulos del programa maestro de producción, lista de materiales y estado de
inventarios generan las necesidades de materiales de todos los elementos
que intervienen en la fabricación, estableciendo un calendario de órdenes de
suministros, tanto interna como externa.
Planificación de la capacidad: La determinación de la capacidad y tipo de
maquinaria y equipo requeridos para realizar un programa dado de piezas y/o
productos.
Producción: Proceso de la logística integral que abarca desde el consumo
de materiales al Stock de productos acabados. Es el responsable del stock de
productos acabados, pero no de almacenaje y manipulación.

130
Productividad: Rendimiento por gastos para uno o mas factores (como
horas de mano de obra o de maquinarias). El cociente de la producción real
contra la producción estándar.
Promedio: El valor que se obtiene de la suma de un conjunto de valores de
la muestra dividida entre la cantidad de elemento considerados.
Reducción de costos: El proceso y aplicación de estrategias para reducir
los costos de una pieza, proceso o sistema por medio de mejoras en el
diseño, materiales, métodos o sistemas.