UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
98
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA “EVALUACIÓN Y ANÁLISIS DE LAS DISCONFORMIDADES PRESENTES EN EL PROCESO DE MANTENIMIENTOS DE VEHÍCULOS EN LA EMPRESA TOYOCOSTA S.A., PROPUESTA DE MEJORA.” AUTOR BARBERAN CUENCA BYRON AUGUSTO DIRECTOR DEL TRABAJO ING. IND. BRAN CEVALLOS JOSÉ ALBERTO MSC. 2015 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA...
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA “EVALUACIÓN Y ANÁLISIS DE LAS
DISCONFORMIDADES PRESENTES EN EL PROCESO DE MANTENIMIENTOS DE VEHÍCULOS EN LA EMPRESA TOYOCOSTA S.A., PROPUESTA DE
MEJORA.”
AUTOR BARBERAN CUENCA BYRON AUGUSTO
DIRECTOR DEL TRABAJO ING. IND. BRAN CEVALLOS JOSÉ ALBERTO MSC.
2015 GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORIA.
“La responsabilidad del contenido de este Trabajo de Titulación me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Barberan Cuenca Byron Augusto
C.C.:0925042467.

iii
DEDICATORIA
Dedico mi trabajo de titulación a mi madre la Sra. Elita Cuenca Amaya,
por brindarme tu infinito amor y apoyo incondicional en todos los
momentos de mi vida.
Para ti madre querida.

iv
AGRADECIMIENTOS
Agradezco a Dios, a mi familia, a todos los docentes que a lo largo de mis
estudios me han permitido desarrollarme académicamente, a las personas
que de una u otra manera han contribuido a mi desarrollo personal y
profesional.
Agradezco a aquellos grandes amigos que la vida te presenta en el
camino y que de una u otra manera se convierten en un apoyo
fundamental en tu vida.
Un agradecimiento muy especial a mi padre, a mis hermanos, y a mi
abuelita Zoila que desde el cielo ella siempre me ha guiado.

v
ÍNDICE GENERAL
Descripción Pág.
PRÓLOGO 1
CAPÍTULO 1
MARCO TEORICO
N° Descripción Pág.
1.1 Producción 2
1.2 Sistemas productivos 4
1.3 Dirección y gestión de la producción 9
1.4 Definición de logística integral 11
1.5 Decisiones en los sistemas productivos. 13
1.6 Dirección de operaciones. 14
1.7 Sistema de gestión 15
1.8 Caracterización del sistema manufacturero del país. 21
1.9 Herramientas de análisis y diagnósticos. 22
1.10 Aportes científicos relacionados al objeto en estudio. 38
1.11 Antecedentes generales de la empresa. 38
1.11.1 Constitución 38
1.11.2 Actividad económica 39
1.11.3 Domicilio 40
1.11.4 Productos o servicios 41
1.11.5 Estructura organizacional 42
1.12 Recursos 42
1.12.1 Recursos humanos 42
1.12.2 Recursos materiales 43
1.13 Análisis situacional de la empresa. 46
1.13.1 Procesos 46

vi
N° Descripción Pag.
1.13.1.1. Macroprocesos 46
1.13.2 Cadena de valor 47
1.13.3 Procesos clave 47
1.13.4 Procesos críticos 48
1.13.5 Procesos productivos 48
1.13.6 Indicadores de producción 53
1.13.7 Indicadores de gestión 55
1.13.8 Identificación y priorización de problemas. 57
CAPÍTULO 2
METODOLOGIA
N° Descripción Pág.
2.1 Diseño metodológico. 58
2.1.1 Objetivo propuesto 58
2.1.2 Descripción del área de estudio 58
2.1.3 Tipo de investigación 59
2.1.4 Técnica de recolección de datos 59
2.2 Técnicas de investigación. 60
2.2.1 Análisis causa-efecto 60
2.2.2 Estudio de tiempo 61
2.2.3 Diagrama de Pareto 67
2.3 Diagnostico situacional. 71
2.4 Análisis causa efecto de los problemas detectados 72
2.5 Costo de las conformidades detectadas. 74
2.6 Diagnostico 74

vii
CAPÍTULO 3
PROPUESTA.
N° Descripcion Pag.
3.1 Planteamiento de la solución del problema. 76
3.2 Objetivos de la propuesta. 76
3.3 Estructura de la propuesta 77
3.4 Costo de la implementación propuesta. 80
3.5 Diagrama de flujo de proceso propuesto para optimizar el
proceso de lavada. 81
3.6 Diagrama de flujo de proceso propuesto para optimizar el
proceso de entrega. 82
3.7 Conclusiones 83
3.8 Recomendaciones 83
BIBLIOGRAFIA 85

ix
´
ÍNDICE DE CUADROS
N° Descripción. Pag.
1 Análisis FODA. 37
2 Nomina personal Toyocosta s.a. 43
3 Equipos del taller recurso material. 43
4 Equipos de aire comprimido recurso material. 44
5 Herramientas de mano recurso material. 44
6 Proceso de citas. 49
7 Proceso de recepción. 50
8 Orden de reparación. 51
9 Despacho y producción. 51
10 Proceso de entrega. 52
11 Seguimiento post servicio. 53
12 Indicadores de desempeño. 55
13 Indicadores de desempeño del asesor de
servicio.
56
14 Muestreo. 67
15 Tiempos de procesamiento y estancamiento. 67
16 Datos de desglose de los procesos de
estancamiento.
69
17 Datos de desglose de estancamientos de los
diferentes mantenimientos.
70
18 Costo de las pérdidas. 74

ix
ÍNDICE DE GRÁFICOS
N° Descripción Pág.
1 Sistema de gestion. 16
2 Proceso formal de planificación. 17
3 Esquema de gestión. 19
4 Diagrama causa-efecto. 23
5 Representación del proceso. 24
6 Factores causales. 24
7 Ejemplo de un diagrama causa-efecto. 25
8 Diagrama de Pareto comparativo antes y
después de la mejora.
28
9 Organigrama de la empresa. 42
10 Macroprocesos. 46
11 Cadena de valor. 47
12 Proceso productivo. 48
13 Analisis causa efecto del proceso. 60
14 Porcentaje de procesamiento. 68
15 Porcentaje de procesamiento del lead time. 68
16 Diagrama de Pareto de los procesos de
estancamiento.
69
17 Diagrama de Pareto de los procesos de
estancamiento en los mantenimientos.
70
18 Diagrama causa efecto del proceso de entrega. 72
19 Diagrama causa efecto del proceso de entrega. 73
x
ÍNDICE DE IMÁGENES
N° Descripción Pág.
1 Ubicación geográfica 41

xi
AUTOR: BARBERAN CUENCA BYRON AUGUSTO
TEMA: EVALUCION Y ANALISIS DE LAS DISCONFORMIDADES PRESENTES EN EL PROCESO DE MANTENIMIENTOS DE VEHICULOS EN LA EMPRESA TOYOCOSTA S.A., PROPUESTA DE MEJORA.
DIRECTOR: ING. IND. BRAN CEVALLOS JOSÉ ALBERTO MSC.
RESUMEN
El presente trabajo se realizó en la empresa Toyocosta S.A., basado en la
necesidad de mejorar los servicios de mantenimientos de vehículos que
actualmente se realizan, el estudio nos permitió evidenciar los procesos críticos
que generan disconformidades tales como tiempos de entrega no cumplidos a
los clientes generando insatisfacción y reclamos. Las propuestas de mejora se
basaron en Kaizen que ayuden a mejorar la satisfacción del cliente así como la
calidad del servicio. Para identificar los problemas se realizó estudios de
tiempos del proceso productivo durante el segundo semestre del periodo 2014-
2015, que permitió determinar aquellos en los cuales existían Mudas de
tiempo. Una vez obtenido los resultados e identificado las complicaciones se
establecieron las posibles causas mediante el método causa efecto (Ishikawa)
los mismos que aportaron al desarrollo de la elaboración de las posibles
soluciones establecidas en un plan de acción para atacar las causas raíces. El
costo de la implementación es de $11803.01 y en virtud de la magnitud de la
inversión la empresa asumirá el costo del mismo. En conclusión dentro de las
recomendaciones se pretende establecer un Líder Kaizen el mismo que
realizara el monitoreo así como el avance de las actividades establecidas que
contribuirán al mejoramiento de nuestros procesos, de la misma manera un
plan de incentivos para el personal de la empresa.
PALABRAS CLAVES: Servicios, Procesos, Críticos, Disconformidades, Kaizen, Ishikawa, Tiempos, Cliente, Costos, Mejoramiento.
Byron Augusto Barberan C. Ing. Ind. Bran Cevallos Jose Alberto MSc. C.C.0925042467 Director del Trabajo

xii
AUTHOR: BARBERAN CUENCA BYRON AUGUSTO TITLE: EVALUATION AND ANALYSIS OF THE PRESENT
DISCONFORMITIES IN THE PROCESS OF THE VEHICLES MAINTENANCE IN THE COMPANY TOYOCOSTA S.A., A PROFFER FOR THE IMPROVEMENT.
DIRECTOR: IND. ENG. BRAN CEVALLOS JOSÉ ALBERTO MSC.
SUMMARY
This work was carried out at the company Toyocosta S.A. , based on the need to improve the services of maintenance of vehicles that are currently being performed, the study was enabled to demonstrate the critical processes that generate irregularities such as the delivery times that are not fulfilled to the customers and are generating dissatisfaction and complaints. The purposes for improvement are based on Kaizen that will help to improve the customer satisfaction as well as the quality of the service. To identify the problems are carried out studies of times of the production process during the second half of the period 2014-2015, which enabled to identify those in which there were a silent time. Once the results were obtained and identified the complications were established the possible causes, through cause and effect method (Ishikawa) the same that with contributed to the development of the elaboration of the possible solutions and established in a plan of action to attack the root causes. The cost of implementation is $11803.01 and in virtue of the magnitude of the investment the company will assume the cost of same. In conclusion within the recommendations are meant to establish a Kaizen Leader will be the same as monitoring as well as the progress of the activities established that will contribute to the improvement of our processes, in the same way an incentive plan for the staff of the company.
KEY WORDS: Services, Processes, Critical, Nonconformance, Kaizen, Ishikawa, Times, Customer, Costs, Improvement.
Byron Augusto Barberan C. Ind. Eng. Bran Cevallos Jose Alberto MSc. C.C.0925042467 Director of Work

PROLOGO
Para el desarrollo del presente trabajo de titulación se ha recopilado y
presentado la información correspondiente a diversos temas relacionados con
el sistema productivo de la empresa TOYOCOSTA S.A; para la elaboración de
la presente investigación se la ha dividido en tres capítulos.
El Capítulo Numero 1. Se presentan información referente al marco
referencial y conceptual además de los datos administrativos y técnicos sobre
la empresa tales como; la ubicación geográfica, los servicios que ofrecen a sus
clientes obtenidos de las actividades que la empresa desarrolla, mostrando el
análisis situacional de la empresa, asimismo la metodología para la ejecución
de la investigación.
El Capítulo Número 2, Se presenta el Análisis y Diagnóstico de la
situación en la que se encuentra la empresa en el área de su sistema
productivo, realizando estudios de tiempo, así como análisis de causa efecto
para de esta manera obtener un Diagnóstico Situacional puntual.
El Capítulo Número 3, habiéndose investigado las posibles causas de las
disconformidades se han identificado y evaluado los problema que nos permite
presenta una Propuesta estructurada en sistemas de mejora continua con un
plan de acción que contenga medidas que permitan mejorar notablemente la
satisfacción del cliente así como la calidad del servicio.

CAPÍTULO 1
MARCO TEORICO
1.1 Producción
Del latín productĭo, el concepto ‘producción’ hace referencia a la acción
de generar (entendido como sinónimo de producir), al objeto producido, al
modo en que se llevó a cabo el proceso o a la suma de los productos del suelo
o de la industria.
En este sentido, una oración que podría servir de perfecto ejemplo de lo
que hemos señalado podría ser la siguiente: La empresa del padre de Jesús
llevaba muchos años funcionando y se dedicaba a la producción de pienso
para el ganado de la zona.
El verbo producir, por su parte, se asocia con las ideas de engendrar,
procrear, criar, procurar, originar, ocasionar y fabricar. Cuando se refiere a un
terreno, en cambio, producir es una noción que describe la situación de rendir
fruto. Por otra parte, cuando esta palabra se aplica a un elemento, adquiere el
sentido de rentar o redituar interés.
En el campo de la economía, la producción está definida como la creación
y el procesamiento de bienes y mercancías. El proceso abarca la concepción,
el procesamiento y la financiación, entre otras etapas.
La producción constituye uno de los procesos económicos más
importantes y es el medio a través del cual el trabajo humano genera riqueza.
Marco teórico 3
Existen diversas formas de llevar a cabo una determinada producción en
el marco de una sociedad, determinadas por los vínculos de producción que los
individuos establecen en el contexto laboral. Por medio de las relaciones de
producción, el trabajo individual se convierte en una parte del trabajo social.
Para el filósofo alemán Karl Marx, el modo de producir no está
determinado por el objeto o la cantidad que se produce. Tampoco por cuánto
se produce, sino por el modo en que se lleva adelante dicha producción.
Ya que hemos hecho mención a la grafico de un personaje histórico,
volviendo a la historia es necesario destacar un término que nació durante la
época de la industrialización y que consiguió convertirse en un auténtico
fenómeno y en una innovación. Nos estamos refiriendo al concepto de
producción en cadena.
Un término este que viene a definir un sistema de trabajo, especialmente
en el ámbito industrial, en el que cada empleado tiene una función determinada
que para llevarse a cabo depende de otra y que a su vez propicia que también
de la misma surja otra siguiente. Una forma de organización que puede
visualizarse perfectamente en qué consiste en la película Tiempos modernos
(1936) de Charles Chaplin.
Entre las diferentes modalidades de producción, puede mencionarse el
esclavista (donde la fuerza de trabajo es esclava, por lo tanto, no es propiedad
del trabajador), el feudal (relacionado con la actividad agrícola) y el capitalista
(donde el trabajador, a través de un contrato, vende su fuerza de trabajo a
cambio de un salario).
Además de todo lo citado también hay que subrayar que existen otros
tipos de producción que se refieren a campos muy concretos. De esta manera
nos encontramos, por ejemplo, con la producción audiovisual que es la que
versa sobre contenidos tales como el cine y la televisión. De ahí que las
empresas que se dedican a desarrollar trabajos en ambos ámbitos sean
conocidas como productoras.

Marco teórico 4
Y tampoco hay que olvidar a la producción musical. Está en concreto es la
que se lleva a cabo por un profesional que se dedica, en el ámbito que le da
nombre, a controlar y supervisar lo que es la grabación de las canciones de un
artista o grupo en concreto (Definición.De, 2008).
1.2 Sistemas productivos
Un sistema de producción es aquel sistema que proporciona una
estructura que agiliza la descripción, ejecución y el planteamiento de un
proceso industrial. Estos sistemas son los responsables de la producción de
bienes y servicios en las organizaciones.
Los administradores de operaciones toman decisiones que se relacionan
con la función de operaciones y los sistemas de transformación que se
emplean.
De la misma manera los sistemas de producción tienen la capacidad de
involucrar las actividades y tareas diarias de adquisición y consumo de
recursos. Estos son sistemas que utilizan los gerentes de primera línea dada la
relevancia que tienen como factor de decisión empresarial.
El análisis de este sistema permite familiarizarse de una forma más
eficiente con las condiciones en que se encuentra la empresa en referencia al
sistema productivo que se emplea.
Para el diagnóstico del entorno ecologista, esta no lleva junto con esto, es
decir, este tipo de sistema de producción, no va con el tema que se lleve a
cabo en este tipo de trabajo.
Clasificación de sistemas de producción.
Existen diferentes sistemas productivos, pero en la realidad es difícil
encontrar un tipo en estado puro, porque suelen ser sistemas híbridos.

Marco teórico 5
Tradicionalmente se distinguen los siguientes tipos de procesos
productivos:
Producción por proyectos.- La producción por proyectos se emplea por
lo general cuando en el proceso productivo se obtiene uno o pocos productos
con un largo periodo de fabricación.
Producción continúa.- Se da cuando se eliminan los tiempos ociosos y
de espera, de forma que siempre se estén ejecutando las mismas operaciones,
en las mismas maquinas, para obtención del mismo producto, con una
disposición en cadena. Se conoce también como con graficación por producto.
Cada máquina y equipo están diseñados para realizar siempre la misma
operación y preparados para aceptar de forma automática el trabajo que le es
suministrado por una maquina precedente. Los operarios realizan la misma
tarea, en el mismo producto.
Producción por lotes.- En la producción por lotes se pueden encontrar 3
tipos:
Producción por lotes en talleres o a medida: En este caso el proceso
de obtención del producto, requiere un pequeño número de operaciones poco
especializadas, las cuales son realizadas por el mismo trabajador o por un
grupo de ellos, que se hacen cargo de todo el proceso. El lote suele ser de
pocas unidades de un producto y normalmente es diseñado por el cliente.
Producción Batch (Lotes): Se caracteriza por la producción del producto
en lotes. Cada lote del producto pasa de una operación o centro de trabajo a
otro. En este caso el proceso de obtención del producto requiere más
operaciones y estas son más especializadas, con lo que difícilmente un mismo
operario podría nominarlas todas. Se denomina también con Graficación por
proceso.
Producción en Línea: El Flujo en LINEA se caracteriza por una
secuencia lineal de las operaciones. El producto se mueve de una etapa a la

Marco teórico 6
siguiente de manera secuencial y de principio a fin. Se trata de la fabricación de
grandes lotes en pocos productos diferentes, pero técnicamente homogéneos,
usando para ello las mismas instalaciones.
Sistemas productivos en las Empresas Prestadoras de Servicios
Cuasi-manufactura.- La característica distintiva de este esquema es que la
producción de bienes ocurre sobre la línea de producción con prácticamente
ninguna participación del cliente en la producción. Esta situación es la que se
vive en los puntos de comidas rápidas en donde se puede enfocar la
producción al producto o por procesos, dependiendo de la naturaleza de los
bienes a producir. En este caso se presenta un predominio de los bienes físicos
sobre los servicios intangibles.
Cliente como participante.- Esta situación se presenta en casos como los
cajeros automáticos, las estaciones de gasolina, los almacenes por
departamento. La característica distintiva de este esquema es el elevado grado
de participación del cliente en el proceso de generación del servicio.
Cliente como producto.- Ejemplos de este esquema son las clínicas
médicas y las salas de belleza. Estos esquemas presentan un servicio
personalizado y un elevado grado de contacto con el cliente. La característica
distintiva de este método es que el servicio se da a través de una atención
personal al cliente.
Los sistemas de producción también se pueden clasificar en:
Físicos y abstractos.
Físicos: Son aquellos sistemas que existen físicamente.
Abstractos: Son aquellos que solo existen en forma conceptual o en la
mente de alguien.

Marco teórico 7
Naturales y elaborados.
Los naturales: Son aquellos elaborados por la naturaleza.
Los elaborados: Por el hombre.
Abiertos y cerrados.
Abiertos: Son aquellos donde es muy difícil predecir su comportamiento.
La retroalimentación existente no es controlable y en algunos casos es
subjetiva.
Sistemas cerrados: Son aquellos que tienen objetivos, insumos, productos
y relaciones claramente determinados por lo que el control, retroalimentación y
pronóstico pueden ser establecidos de manera precisa y objetiva.
Técnicos y civiles o sociales.
Los sistemas técnicos: Son los que integran y aplican la tecnología para
alcanzar una meta.
Los sistemas civiles o sociales: Tienen como finalidad la satisfacción de
un objetivo social.
Por proceso.
Clasificación de los sistemas productivos con base a su proceso
1. Sistemas continuos. Los sistemas productivos de flujo continuo son
aquellos en los que las instalaciones se uniforman en cuanto a las rutas y los
flujos en virtud de que los insumos son homogéneos, en consecuencia puede
adoptarse un conjunto homogéneo de procesos y de secuencia de procesos.
Cuando la demanda se refiere a un volumen grande de unos productos
estandarizado, las líneas de producción están diseñadas para producir artículos
en masa.

Marco teórico 8
La producción a gran escala de artículos estándar es características de
estos sistemas.
2. Sistemas intermitentes. Las producciones intermitentes son aquellas
en que las instituciones deben ser suficientemente flexibles para manejar una
gran variedad de productos y tamaños.
Las instalaciones de transporte entre las operaciones deben ser también
flexibles para acomodarse a una gran variedad de características de los
insumos y a la gran diversidad de rutas que pueden requerir estos.
La producción intermitente será inevitable, cuando la demanda de un
producto no es lo bastante grande para utilizar el tiempo total de la fabricación
continua. En este tipo de sistema la empresa generalmente fabrica una gran
variedad de productos, para la mayoría de ellos, los volúmenes de venta y
consecuentemente los lotes de fabricación son pequeños en relación a la
producción total. El costo total de mano de obra especializado es relativamente
alto; en consecuencia los costos de producción son más altos a los de un
sistema continuo.
3. Sistemas modulares. Hace posible contar con una gran variedad de
productos relativamente altos y al mismo tiempo con una baja variedad de
componentes. La idea básica consiste en desarrollar una serie de componentes
básicos de los productos (módulos) los cuales pueden ensamblarse de tal
forma que puedan producirse un gran número de productos distintos (por
ejemplo, bolígrafos).
4. Sistemas por proyectos. El sistema de producción por proyectos es a
través de una serie de fases; es este tipo de sistemas no existe flujo de
producto, pero si existe una secuencia de operaciones, todas las tareas u
operaciones individuales deben realizarse en una secuencia tal que contribuya
a los objetivos finales del proyecto. Los proyectos se caracterizan por el alto
costo y por la dificultad que representa la planeación y control administrativo
(Wikipeia.org, 2014).

Marco teórico 9
1.3 Dirección y gestión de la producción
En todas las empresas industriales, aplicar un buen modelo de gestión de
producción es la clave para que su negocio llegue rápidamente al éxito. En este
tipo de empresas la producción es su componente más importante, por lo que
es fundamental que el mismo cuente con los controles y las planificaciones
correspondientes que mantengan su desarrollo en un nivel óptimo.
Cuando hablamos de gestión de la producción nos estamos refiriendo al
conjunto de herramientas administrativas que se utilizan precisamente, para
maximizar los niveles de producción de una empresa que se dedica a
comercializar sus propios productos.
Y si bien existen varios modelos para poder llevarla a cabo, la gestión de
la producción se basa en la planificación, demostración, ejecución y control de
diferentes tácticas para poder mejorar las actividades que son desarrolladas en
una empresa industrial.
Por lo general la gestión de la producción es evaluada en el departamento
de gestión de recursos en una empresa, y la persona encargada de llevarla a
cabo suele ser un gestor propiamente calificado para adoptar ese trabajo.
Si bien, como dijimos en este artículo, es fundamental que la misma sea
llevada correctamente, debemos tener en cuenta que debido a todos los
elementos que la rodean, muchas veces resulta bastante difícil poder ejecutar
un modelo de gestión de la producción en una manera eficiente, ya que el
gestor debe estar pendiente de muchas cosas a la vez.
Es por esto que desde hace ya 30 años, las empresas industriales
comenzaron a implementar diferentes sistemas informáticas que lleven
registros de toda la información referente a la producción que se lleva a cabo.
Una de las características fundamentales que encierra la gestión de la
producción es el denominado control de calidad.

Marco teórico 10
Es fundamental para una industria que sus productos sean garantía de
una buena calidad ya que esta es la principal razón de atracción de clientes; si
un producto o servicio resulta ser de muy mala calidad, lo más probable es que
la persona que lo adquirió, nunca más recurra a esa empresa.
Además es importante que recordemos, que uno de los objetivos
principales en una empresa que industrializa sus propios productos, es
satisfacer la necesidad de sus clientes con el fin de obtener los beneficios
correspondientes.
Gestión de la producción: calidad y cantidad
Si bien muchas personas pueden pensar que la disminución de los
riesgos en el ambiente laboral, no tiene mucho que ver con la gestión de la
producción, están equivocados.
Si bien son dos cosas que se gestionan paralelamente, lo importante es
que el ambiente de trabajo en una industria sea ameno y libre de riesgos, para
así cooperar con la gestión de la producción ya que mientras mejores sean las
condiciones de trabajo en la que el personal empleado desarrolla sus
actividades diarias, mayores serán los niveles de producción que la empresa
tendrá, ya que como dicen algunos, los empleados contentos trabajan muy
bien.
Por otro lado es importante que aclaremos algo, ya que se suele crear
una confusión muy grande cuando se habla de este aspecto de la gestión de la
producción.
Muchas veces se cree que cuando una empresa produce sus productos
en una manera masiva, es porque la misma lanza al mercado productos y
servicios de buena calidad, pero muchas veces esto no es así.
Es importante que se considere que muchas veces, cuando la gestión de
la producción refleja un exceso en la misma, los productos no cuentan con una

Marco teórico 11
calidad deseada, en palabras más simples, a mayor producción, menor calidad.
Esto se debe a que la producción en masa suele provocar que los sistemas
encargados de realizar el control de calidad correspondiente dejen pasar
muchos productos defectuosos o dañados.
Por ello es importante que se cuente con la ayuda de una persona que
está encargada de la gestión de la producción correspondiente a una empresa,
para poder así, al menos, disminuir las posibilidades de que esto suceda.
La gestión de la producción es fundamental en toda empresa productiva,
debido a que todos las planificaciones recaen precisamente sobre los hombros
de la producción de sus servicios y productos; son muchas las industrias en el
mundo que han tenido que cerrar sus puertas debido a la poca rentabilidad
causada por los malos sistemas de gestión de la producción que solían aplicar.
La gestión de la producción no siempre puede ser exacta pero sin duda
jamás influenciará negativamente sobre el desempeño de la empresa en
cuanto a su entorno comercial, por ello es tan importante no solo que el
modelos de gestión que se utilice en estos casos sea eficaz y eficiente, sino
que también, debe ser llevado a cabo por una persona que se encuentre
altamente calificada para ejecutarla (Gestion y Administracion, 2006).
1.4 Definición de logística integral
Integralidad significa que las acciones de una organización deben
enfocarse como parte de un sistema y no como responsabilidad de una sola
área en particular que monopolice la dinámica en torno a la búsqueda del logro
de las metas empresariales, las diferentes funciones de la empresa están
interrelacionadas y se analizan de forma transversal para lograr que haya un
adecuado flujo de comunicación.
El concepto de logística integral es nuevo como área de conocimiento,
pero la Logística como actividad es antigua.
Marco teórico 12
El entorno actual que se caracteriza por una mayor exigencia en la
calidad de los productos y servicios, por la aparición y desarrollo de nuevas
tecnologías que facilitan la gestión en diferentes áreas de las empresas, hace
de la logística un área en desarrollo e innovación.
En general, la logística integral se refiere a los procesos que facilitan el
flujo de bienes y servicios desde el punto de origen al de consumo, vinculando
los movimientos externos e internos y los de entrada y salida, es decir teniendo
en cuenta a los proveedores de materias y de insumos, a fabricantes y a la
cadena de distribución, con el fin de satisfacer los requerimientos del cliente o
consumidor final.
El propósito de la gestión logística será incrementar los niveles de
servicio a los clientes y minimizar los costos.
Hoy día la forma de hacer negocios exige que las empresas gestionen
teniendo en cuenta factores internos y externos, deben funcionar no como
organizaciones aisladas sino como parte de una cadena de suministro.
Esto permitirá mantener satisfecho al consumidor final y que la empresa
que hace parte de la cadena no desaparezca.
Para lograr una adecuada administración de la cadena de suministro
existe cuatro clases de integración:
Integración funcional de las actividades de compras, manufactura,
transporte, manejo de inventarios y almacenamiento.
Integración espacial a través de la dispersión geográfica de proveedores,
fábricas, centros de distribución y clientes.
Integración inter-temporal de las actividades de planeación estratégica,
táctica y operativa de cada empresa y en conjunto de la cadena.
Integración empresarial que incluye los planes de la cadena de
suministros, los planes de mercadeo y ventas y los planes financieros.

Marco teórico 13
La relación existente entre la empresa y los proveedores debería ser del
tipo gana-gana, es decir buscar que las acciones que se lleven a cabo
beneficien a los proveedores y a la empresa.
Para lograr esto se recomienda coordinar adecuadamente los programas
de producción con los programas de suministros, los cuales deben planearse
con los proveedores para agregar valor y así mejorar los procesos.
La relación existente entre la empresa y los clientes busca la satisfacción
y mejoramiento del servicio al cliente, esto puede controlarse mediante un
sistema que permita atención personalizada a los clientes, contacto
permanente entre la empresa y el cliente de tal forma que se tenga acceso en
cualquier momento a la información sobre el estado del pedido.
Para lograr que las relaciones entre los diferentes integrantes de la
cadena de suministro se lleven a cabo de forma efectiva es necesario contar
con herramientas y medios tecnológicos que permitan mejorar el servicio
y optimizar el proceso logístico (Distancia, 2004).
1.5 Decisiones en los sistemas productivos.
Dirección de diseño
Conjunto de decisiones relacionadas en el diseño planificación y
construcción de sistemas destinados a producir cierto bien y/o servicio.
Medio – largo plazo
Dirección de operaciones
Conjunto de decisiones relacionadas con el funcionamiento y control del
sistema.
Medio – corto plazo (Valhondo, 2013)

Marco teórico 14
1.6 Dirección de operaciones.
Contribuir a alcanzar los objetivos fijados al sistema productivo-logístico
(que son la traducción de los objetivos generales de la empresa al área de
producción y distribución) en la forma más eficiente posible, mediante la
adopción de políticas, estrategias, decisiones y acciones oportunas.
Generalmente los objetivos del sistema productivo-logístico estarán
centrados en aspectos de cantidad, calidad, plazos y costes.
La eficiencia se referirá al consumo de recursos (Valhondo, 2013).
Aspectos de la Dirección de Operaciones.
Operaciones (y organizaciones) como procesos
Análisis y mejora de procesos
Gestión por procesos
Reingeniería de procesos
Operaciones (y organizaciones) como procesos
Análisis y mejora de procesos
Gestión por procesos
Reingeniería de procesos
Proyectos / Dirección de eventos únicos
Gestión de proyectos
Portafolios de proyectos
Calidad
Calidad de servicio
Medida de la satisfacción de clientes

Marco teórico 15
Procesos de mejora de la calidad
Aseguramiento de calidad
Modelos de excelencia /
Calidad total
Fabricar, comprar, almacenar, y distribuir bienes
Planificación y programación de la producción
Gestión de compras
Gestión de inventarios
Logística
Gestión de la Cadena de Abastecimiento y Distribución
(Supply Chain Management)
Diseñar, gestionar, y ofrecer servicios
Modelos de excelencia en servicios
Diseño de garantías de servicio
Operaciones en servicios
Uso de tecnología en servicios
1.7 Sistema de gestión
Un Sistema de Gestión es un conjunto de etapas unidas en un proceso
continuo, que permite trabajar ordenadamente una idea hasta lograr mejoras y
su continuidad.
Se establecen cuatro etapas en este proceso, que hacen de este sistema,
un proceso circular virtuoso, pues en la medida que el ciclo se repita recurrente
y recursivamente, se logrará en cada ciclo, obtener una mejora.
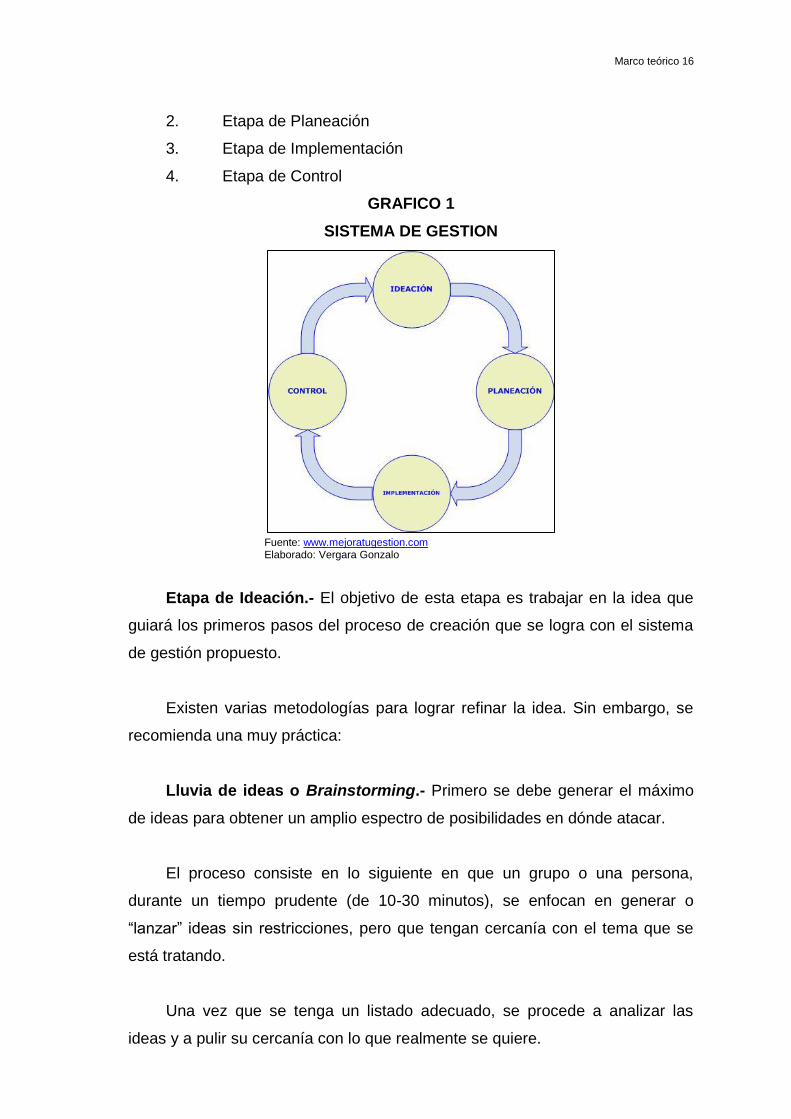
Las cuatro etapas del sistema de gestión son:
1. Etapa de Ideación
Marco teórico 16
2. Etapa de Planeación
3. Etapa de Implementación
4. Etapa de Control
GRAFICO 1
SISTEMA DE GESTION
Fuente: www.mejoratugestion.com Elaborado: Vergara Gonzalo
Etapa de Ideación.- El objetivo de esta etapa es trabajar en la idea que
guiará los primeros pasos del proceso de creación que se logra con el sistema
de gestión propuesto.
Existen varias metodologías para lograr refinar la idea. Sin embargo, se
recomienda una muy práctica:
Lluvia de ideas o Brainstorming.- Primero se debe generar el máximo
de ideas para obtener un amplio espectro de posibilidades en dónde atacar.
El proceso consiste en lo siguiente en que un grupo o una persona,
durante un tiempo prudente (de 10-30 minutos), se enfocan en generar o
“lanzar” ideas sin restricciones, pero que tengan cercanía con el tema que se
está tratando.
Una vez que se tenga un listado adecuado, se procede a analizar las
ideas y a pulir su cercanía con lo que realmente se quiere.
Marco teórico 17
La idea central de este proceso es que aquí se debe definir claramente el
objetivo perseguido, es decir el “¿Qué queremos lograr?”. Una vez definido, se
procede al “¿Cómo lograrlo?” y pasamos a la siguiente etapa.
Etapa de Planeación (Planificación).- Dentro del proceso, la
planificación constituye una etapa fundamental y el punto de partida de la
acción directiva, ya que supone el establecimiento de sub-objetivos y los cursos
de acción para alcanzarlos.
En esta etapa, se definen las estrategias que se utilizarán, la estructura
organizacional que se requiere, el personal que se asigna, el tipo de tecnología
que se necesita, el tipo de recursos que se utilizan y la clase de controles que
se aplican en todo el proceso.
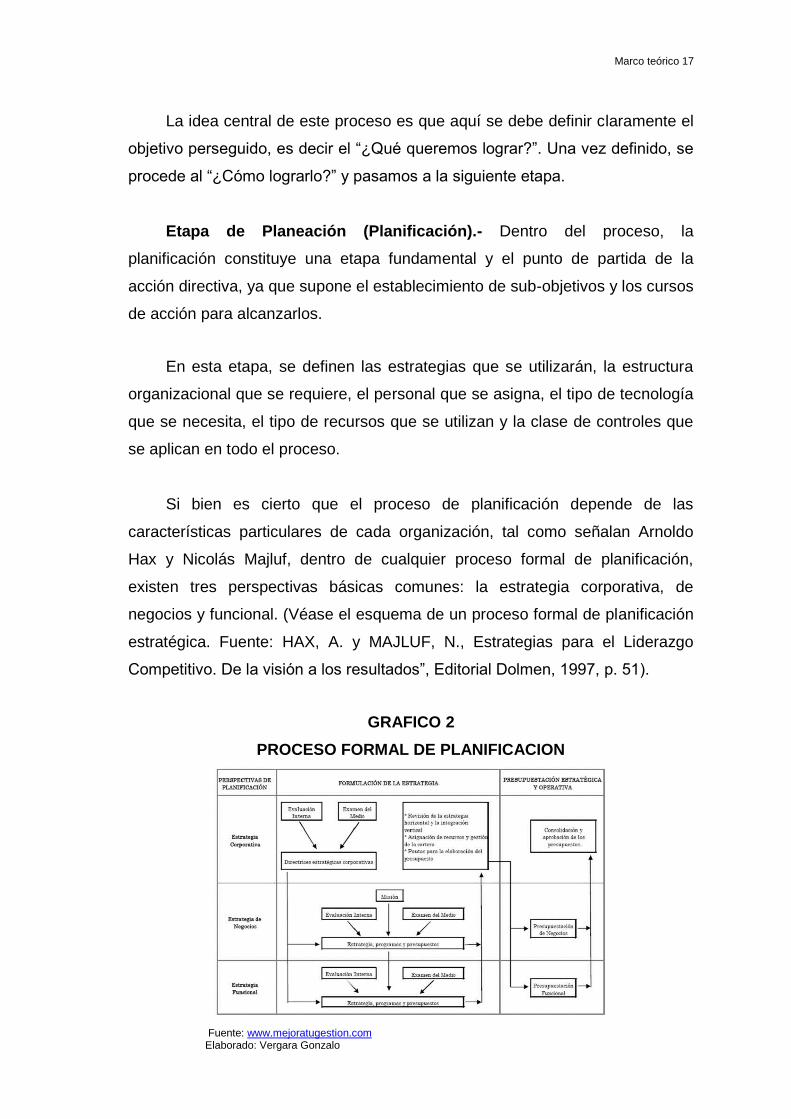
Si bien es cierto que el proceso de planificación depende de las
características particulares de cada organización, tal como señalan Arnoldo
Hax y Nicolás Majluf, dentro de cualquier proceso formal de planificación,
existen tres perspectivas básicas comunes: la estrategia corporativa, de
negocios y funcional. (Véase el esquema de un proceso formal de planificación
estratégica. Fuente: HAX, A. y MAJLUF, N., Estrategias para el Liderazgo
Competitivo. De la visión a los resultados”, Editorial Dolmen, 1997, p. 51).
GRAFICO 2
PROCESO FORMAL DE PLANIFICACION
Fuente: www.mejoratugestion.com Elaborado: Vergara Gonzalo

Marco teórico 18
El proceso de planificación contiene un número determinado de etapas
que hacen de ella una actividad dinámica, flexible y continua. En general, estas
etapas consideran, para cada una de las perspectivas mencionadas, el examen
del medio externo (identificación de oportunidades y amenazas), la evaluación
interna (determinación de fortalezas y debilidades), y concluye con la definición
de una postura competitiva sugerida (objetivos y metas).
A nivel corporativo, se obtienen como resultado las directrices
estratégicas y los objetivos de desempeño de la organización.
Además, se determina la asignación de recursos, la estructura de la
organización (que se necesita para poner en práctica exitosamente la
estrategia definida), los sistemas administrativos y las directrices para la
selección y promoción del personal clave.
A nivel de negocios y funcional, los resultados se enmarcan en
propuestas de programas estratégicos de acción y programación de
presupuestos.
Estas propuestas son:
Finalmente, evaluadas.
Consolidadas a nivel corporativo.
Etapa de Implementación (Gestión):
En su significado más general, se entiende por gestión, la acción y efecto
de administrar. Pero, en un contexto empresarial, esto se refiere a la dirección
que toman las decisiones y las acciones para alcanzar los objetivos trazados.
Es importante destacar que las decisiones y acciones que se toman para
llevar adelante un propósito, se sustentan en los mecanismos o instrumentos
administrativos (estrategias, tácticas, procedimientos, presupuestos, etc.), que

Marco teórico 19
están sistémicamente relacionados y que se obtienen del proceso de
planificación. (Véase el grafico: Esquema de gestión).
GRAFICO 3
ESQUEMA DE GESTION
Fuente: www.mejoratugestion.com Elaborado: Vergara Gonzalo
Etapa de Control:
Para este concepto se han desarrollado varias definiciones (Fuente:
CABRERA, E., “Control” [En línea], Monografias.com, [citado en marzo de
2005].
Disponible en www.monografias.com/trabajos14/control/control.shtml), ha
lo largo de su evolución, sin embargo, todas se centran en la siguiente idea
general:
El control es una función administrativa, esencialmente reguladora, que
permite verificar (o también constatar, palpar, medir o evaluar), si el elemento
seleccionado (es decir, la actividad, proceso, unidad, sistema, etc.), está
cumpliendo sus objetivos o alcanzando los resultados que se esperan.
Es importante destacar que la finalidad del control es la detección de
errores, fallas o diferencias, en relación a un planteamiento inicial, para su
corrección y/o prevención. Por tanto, el control debe estar relacionado con los
objetivos inicialmente definidos, debe permitir la medición y cuantificación de

Marco teórico 20
los resultados, la detección de desviaciones y el establecimiento de medidas
correctivas y preventivas.
Las etapas básicas del control
a. Establecimiento de los estándares para la medición: Un estándar es
una norma o criterio que sirve como base para la evaluación o comparación.
Los estándares, deben ser medidas específicas de actuación con base en los
objetivos. Son los límites en los cuales se debe encuadrar la organización. Se
pueden definir, entre otros, estándares de cantidad, calidad, tiempo y costos.
b. Medición del desempeño: Tiene como fin obtener resultados del
desempeño para su posterior comparación con los estándares definidos.
Luego, es posible detectar si hay desvíos o variaciones en relación a lo
esperado.
c. Detección de las desviaciones en relación al estándar establecido:
Conocer las desviaciones de los resultados es la base para conocer las causas
de éstas. Todas las variaciones que se presenten, en relación con los planes,
deben ser analizadas detalladamente para conocer las causas que las
originaron. Analizar las razones que dieron origen a las variaciones permite
eficiencia y efectividad en la búsqueda y aplicación de soluciones.
d. Determinación de acciones correctivas y preventivas: Se
determinan las acciones correctivas para corregir las causas de las
desviaciones y orientar los resultados al estándar definido. Esto puede
significar cambios en una o varias actividades, sin embargo, cabe señalar que
podría ser necesario que la corrección se realice en los estándares originales,
en lugar de las actividades.
En términos preventivos, es importante considerar que lo más significativo
es encontrar maneras constructivas que permitan que los resultados finales
cumplan con los parámetros definidos (anticiparse), y no tan sólo en identificar
y corregir los errores pasados (Vergara, 2009).
Marco teórico 21
1.8 Caracterización del sistema manufacturero del país.
Según reportaje:
Sector manufacturero industrial aporta al crecimiento económico del país.
10 de Enero de 2013 - 16h17
La Ministra de Industrias Verónica Sión destacó el crecimiento
manufacturero del 6.8% alcanzado en el 2012 y la sustitución de importaciones
en un monto de 618 millones de dólares entre el 2007 y el 2012, durante
el Foro “Visión pública y privada de la industria en Ecuador realizado hoy en el
Bankers Club de Guayaquil.
Con un auditorio representativo de los sectores productivos del país, la
Ministra expuso el desempeño económico del Ecuador en el año 2012, el cual
registró un crecimiento del 4.8%, una de las tasas más altas de los países de la
región.
Este escenario saludable de la economía permitió que la población
ecuatoriana tenga mejores estándares de vida, con un crecimiento promedio
del 5.1% del consumo doméstico en la última década, con una cobertura del
92% de la canasta básica en el 2012, en relación con el 66% registrado antes
del 2007.
En materia de acceso al crédito, la Ministra de Industrias destacó el
incremento del financiamiento otorgado por la banca pública al sector
productivo, alcanzando una cifra de 1.961 millones de dólares hasta septiembre
del 2012.
Asimismo, recordó que la producción manufacturera industrial, que se
ubicó en el 6.8%, corresponde especialmente a los sectores de bebidas en un
21,9%, maquinarias y equipo en un 21,8%, camarón en un 16,9%, transporte
15.7%, manufacturas 9,3%, lácteos 7,3%, entre otros.

Marco teórico 22
La aplicación de las políticas públicas ha permitido además que las
exportaciones no tradicionales entre enero y octubre del 2012, crezcan en un
15%, equivalente a 589 millones de dólares, en relación a similar período del
2011, pasando de 3.999.505 a 4.589.249 millones de dólares en el 2012.
En este segmento se destacan los sectores mineros, abacá, químicos y
fármacos, elaborados del mar, vehículos, maderas terciadas y prensadas, otras
manufacturas de metal y otros.
Luego de trazar esta panorámica del país productivo, la Ministra Sión dijo
que los logros alcanzados responden al ordenamiento de la economía y a los
lineamientos del Plan de Gobierno que buscan transformar el conocimiento en
riqueza; aumentar la inversión en ciencia, tecnología e innovación; diversificar
la matriz productiva; y consolidar la transformación productiva de los bienes
priorizados (Ministerio de Industrias del Ecuador, 2013).
1.9 Herramientas de análisis y diagnósticos.
Diagrama causa – efecto
El diagrama causa-efecto es una forma de organizar y representar las
diferentes teorías propuestas sobre las causas de un problema. Se conoce
también como diagrama de Ishikawa o diagrama de espina de pescado y se
utiliza en las fases de Diagnóstico y Solución de la causa.
Cómo interpretar un diagrama de causa-efecto:
El diagrama causa-efecto es un vehículo para ordenar, de forma muy
concentrada, todas las causas que supuestamente pueden contribuir a un
determinado efecto. Nos permite, por tanto, lograr un conocimiento común de
un problema complejo, sin ser nunca sustitutivo de los datos. Es importante ser
conscientes de que los diagramas de causa-efecto presentan y organizan
teorías.

Marco teórico 23
Sólo cuando estas teorías son contrastadas con datos podemos probar
las causas de los fenómenos observables. Errores comunes son construir el
diagrama antes de analizar globalmente los síntomas, limitar las teorías
propuestas enmascarando involuntariamente la causa raíz, o cometer errores
tanto en la relación causal como en el orden de las teorías, suponiendo un
gasto de tiempo importante.
A continuación veremos como el valor de una característica de calidad
depende de una combinación de variables y factores que condicionan el
proceso productivo (entre otros procesos).
Vamos a utilizar el ejemplo de fabricación de mayonesa para explicar los
Diagramas de Causa-Efecto:
GRAFICO 4
DIAGRAMA CAUSA-EFECTO
Fuente: www.gestiopolis.com Elaborado: Gestiopolis.
La variabilidad de las características de calidad es un efecto observado
que tiene múltiples causas.
Cuando ocurre algún problema con la calidad del producto, debemos
investigar para identificar las causas del mismo. Para hacer un Diagrama de
Causa-Efecto seguimos estos pasos:
Marco teórico 24
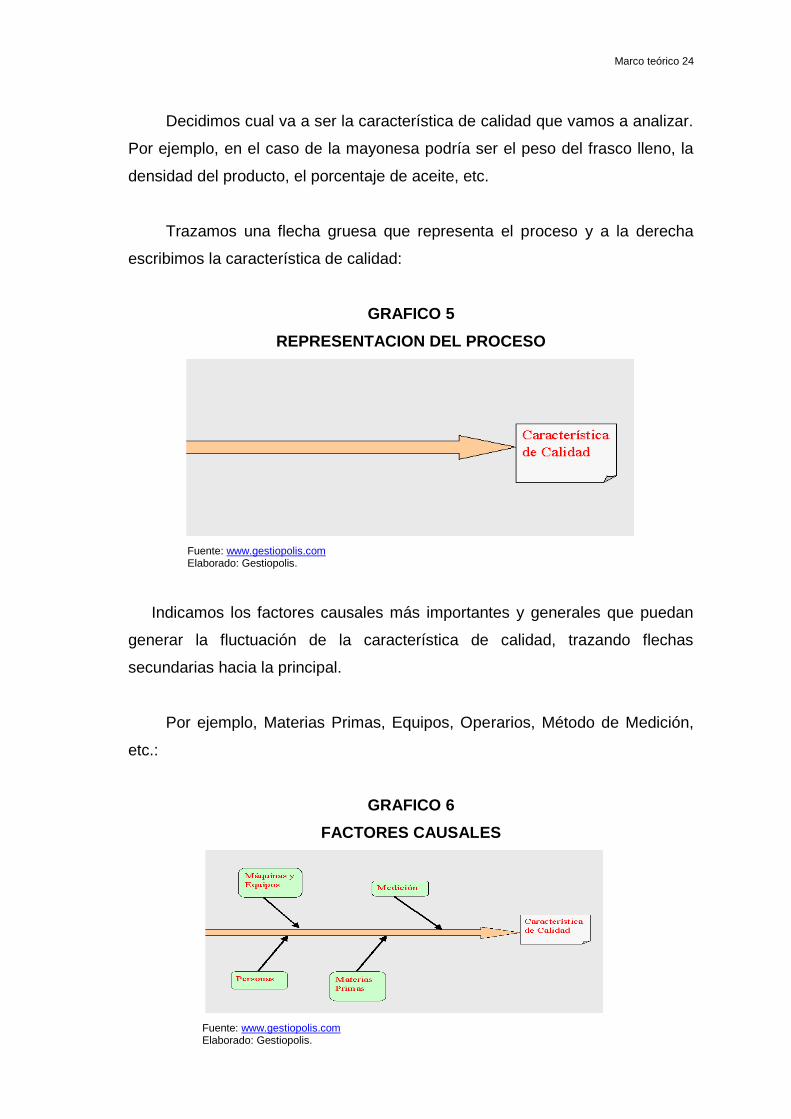
Decidimos cual va a ser la característica de calidad que vamos a analizar.
Por ejemplo, en el caso de la mayonesa podría ser el peso del frasco lleno, la
densidad del producto, el porcentaje de aceite, etc.
Trazamos una flecha gruesa que representa el proceso y a la derecha
escribimos la característica de calidad:
GRAFICO 5
REPRESENTACION DEL PROCESO
Fuente: www.gestiopolis.com Elaborado: Gestiopolis.
Indicamos los factores causales más importantes y generales que puedan
generar la fluctuación de la característica de calidad, trazando flechas
secundarias hacia la principal.
Por ejemplo, Materias Primas, Equipos, Operarios, Método de Medición,
etc.:
GRAFICO 6
FACTORES CAUSALES
Fuente: www.gestiopolis.com Elaborado: Gestiopolis.

Marco teórico 25
Incorporamos en cada rama factores más detallados que se puedan
considerar causas de fluctuación. Para hacer esto, podemos formularnos estas
preguntas:
¿Por qué hay fluctuación o dispersión en los valores de la característica
de calidad? Por la fluctuación de las Materias Primas. Se anota Materias
Primas como una de las ramas principales.
¿Qué Materias Primas producen fluctuación o dispersión en los valores de
la característica de calidad? Aceite, Huevos, sal, otros condimentos. Se agrega
Aceite como rama menor de la rama principal Materias Primas.
¿Por qué hay fluctuación o dispersión en el aceite? Por la fluctuación de
la cantidad agregada a la mezcla. Agregamos a Aceite la rama más pequeña
Cantidad.
¿Por qué hay variación en la cantidad agregada de aceite? Por
funcionamiento irregular de la balanza. Se registra la rama Balanza.
¿Por qué la balanza funciona en forma irregular? Por qué necesita
mantenimiento. En la rama Balanza colocamos la rama Mantenimiento.
Así seguimos ampliando el Diagrama de Causa-Efecto hasta que
contenga todas las causas posibles de dispersión.
GRAFICO 7
EJEMPLO DE UN DIAGRAMA CAUSA-EFECTO
Fuente: www.gestiopolis.com Elaborado: Gestiopolis.

Marco teórico 26
Finalmente verificamos que todos los factores que puedan causar
dispersión hayan sido incorporados al diagrama. Las relaciones Causa-Efecto
deben quedar claramente establecidas y en ese caso, el diagrama está
terminado.
Un diagrama de Causa-Efecto es de por si educativo, sirve para que la
gente conozca en profundidad el proceso con que trabaja, visualizando con
claridad las relaciones entre los Efectos y sus Causas.
Sirve también para guiar las discusiones, al exponer con claridad los
orígenes de un problema de calidad. Y permite encontrar más rápidamente las
causas asignables cuando el proceso se aparta de su funcionamiento habitual
(Gestiopolis, 2002).
Diagrama de pareto.
El Diagrama de Pareto es una gráfica que representa en forma ordenada
el grado de importancia que tienen los diferentes factores en un determinado
problema, tomando en consideración la frecuencia con que ocurre cada uno de
dichos factores.
Su nombre se debe a Wilfredo Pareto, un economista italiano que
centraba su atención en el concepto de los "pocos vitales" contra los "muchos
triviales". Los primeros se refieren a aquellos pocos factores que representan
la parte más grande o el porcentaje más alto de un total, mientras que los
segundos son aquellos numerosos factores que representan la pequeña parte
restante.
Esta herramienta fue popularizada por Joseph Juran y Alan Lakelin; este
último formuló la regla 80-20 basado en los estudios y principios de Pareto:
“Aproximadamente el 8O% de un valor o de un costo se debe al 2O% de
los elementos causantes de éste”.

Marco teórico 27
Ejemplo 1:
El 80% de las entradas por ventas de una compañía se deben al 20% de
sus clientes.
El 80% del valor de un inventario de artículos se debe al 20% de estos
artículos.
El 80% del total de defectos encontrados en un producto se debe al 20%
de los tipos de causas identificados.
¿Para qué sirve el Diagrama de Pareto?
El objetivo del Diagrama de Pareto es el identificar los "pocos vitales" o
ese 20% de tal manera que la acción correctiva que se tome, se aplique dónde
nos produzca un mayor beneficio.
El Diagrama de Pareto, al catalogar los factores por orden de importancia.
Facilita una correcta toma de decisiones. A continuación se muestra el
esquema general de un Diagrama de Pareto.
Beneficios
Es el primer paso para la realización de mejoras.
Canaliza los esfuerzos hacia los “pocos vitales”'.
Ayuda a priorizar y a señalar la Importancia de cada una de las áreas de
oportunidad.
Se aplica en todas las situaciones en donde se pretende efectuar una
mejora, en cualquiera de los componentes de la Calidad Total: la calidad
del producto/servicio, costos, entrega, seguridad, y moral.
Permite la comparación antes/después, ayudando a cuantificar el
impacto de las acciones tomadas para lograr mejoras.
Promueve el trabajo en equipo ya que se requiere la participación de
todos los individuos relacionados con el área para analizar el problema,
obtener Información y llevar a cabo acciones para su solución
(Maldonado, 2011).
Marco teórico 28
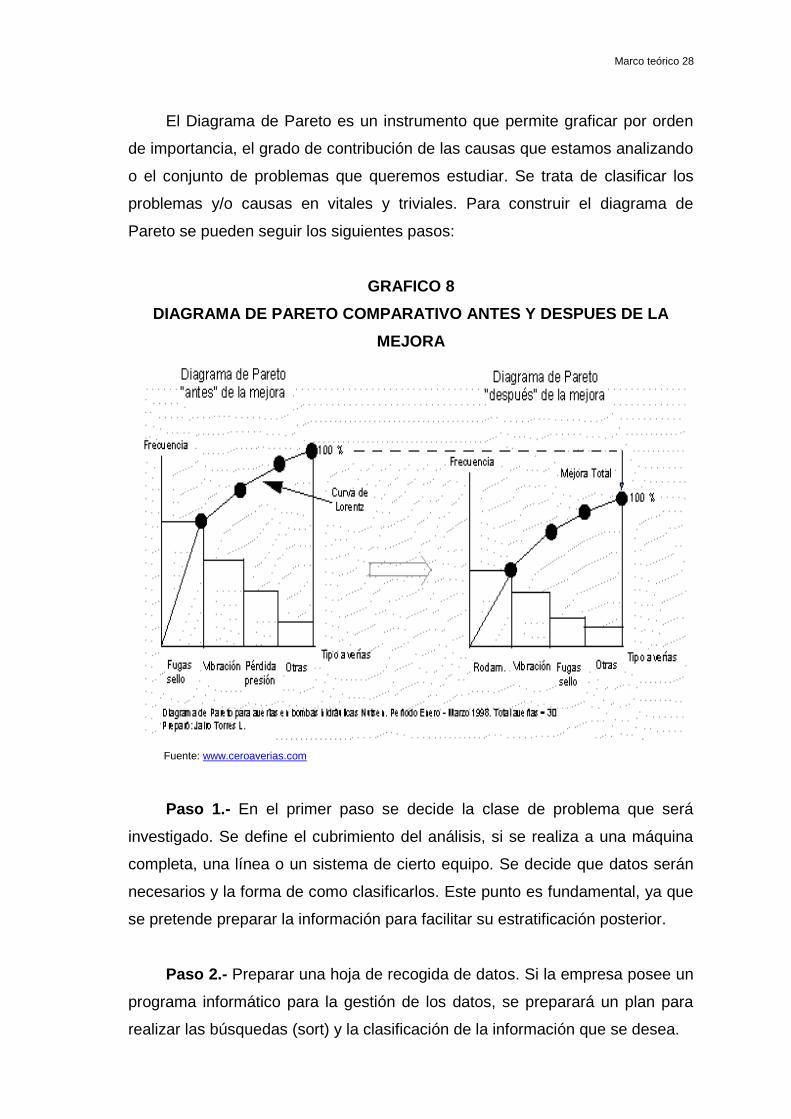
El Diagrama de Pareto es un instrumento que permite graficar por orden
de importancia, el grado de contribución de las causas que estamos analizando
o el conjunto de problemas que queremos estudiar. Se trata de clasificar los
problemas y/o causas en vitales y triviales. Para construir el diagrama de
Pareto se pueden seguir los siguientes pasos:
GRAFICO 8
DIAGRAMA DE PARETO COMPARATIVO ANTES Y DESPUES DE LA
MEJORA
Fuente: www.ceroaverias.com
Paso 1.- En el primer paso se decide la clase de problema que será
investigado. Se define el cubrimiento del análisis, si se realiza a una máquina
completa, una línea o un sistema de cierto equipo. Se decide que datos serán
necesarios y la forma de como clasificarlos. Este punto es fundamental, ya que
se pretende preparar la información para facilitar su estratificación posterior.
Paso 2.- Preparar una hoja de recogida de datos. Si la empresa posee un
programa informático para la gestión de los datos, se preparará un plan para
realizar las búsquedas (sort) y la clasificación de la información que se desea.
Marco teórico 29
Es en este punto cuando se puede realizar la estratificación de la
información sugerida anteriormente.
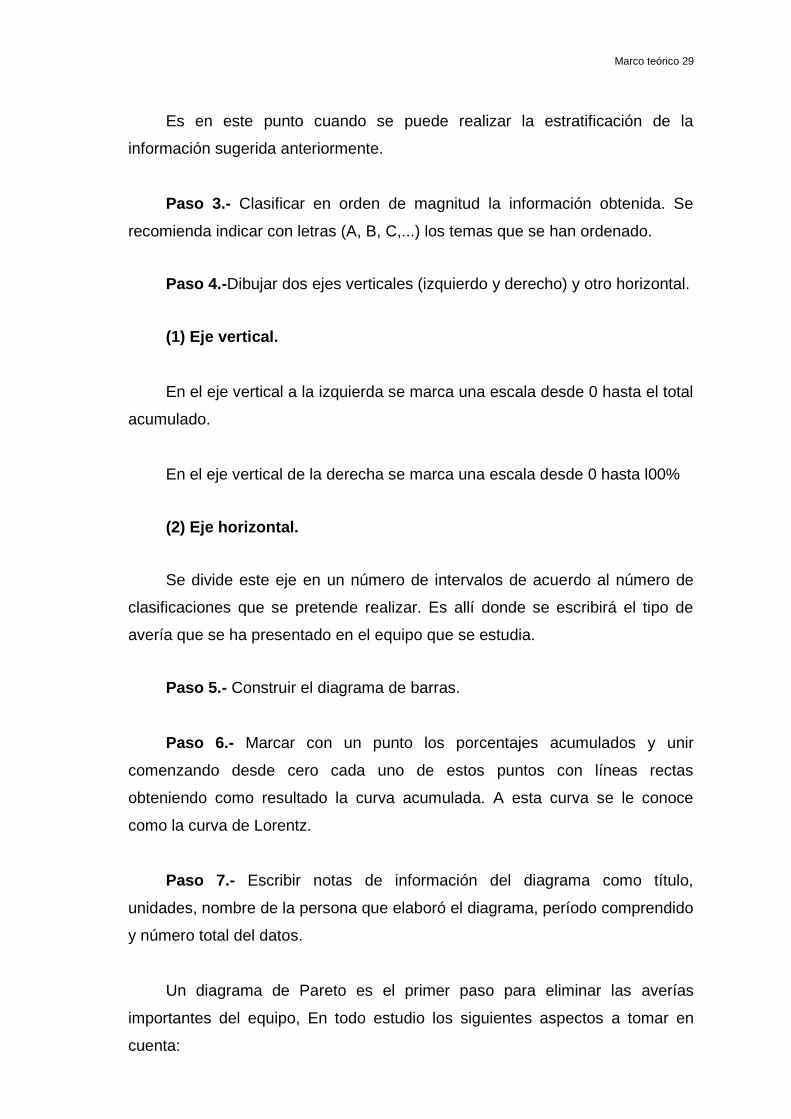
Paso 3.- Clasificar en orden de magnitud la información obtenida. Se
recomienda indicar con letras (A, B, C,...) los temas que se han ordenado.
Paso 4.-Dibujar dos ejes verticales (izquierdo y derecho) y otro horizontal.
(1) Eje vertical.
En el eje vertical a la izquierda se marca una escala desde 0 hasta el total
acumulado.
En el eje vertical de la derecha se marca una escala desde 0 hasta l00%
(2) Eje horizontal.
Se divide este eje en un número de intervalos de acuerdo al número de
clasificaciones que se pretende realizar. Es allí donde se escribirá el tipo de
avería que se ha presentado en el equipo que se estudia.
Paso 5.- Construir el diagrama de barras.
Paso 6.- Marcar con un punto los porcentajes acumulados y unir
comenzando desde cero cada uno de estos puntos con líneas rectas
obteniendo como resultado la curva acumulada. A esta curva se le conoce
como la curva de Lorentz.
Paso 7.- Escribir notas de información del diagrama como título,
unidades, nombre de la persona que elaboró el diagrama, período comprendido
y número total del datos.
Un diagrama de Pareto es el primer paso para eliminar las averías
importantes del equipo, En todo estudio los siguientes aspectos a tomar en
cuenta:
Marco teórico 30
Toda persona involucrada deberá colaborar activamente.
Concentrarse en la variable que mayor impacto produzca en la mejora.
Establecer una meta para la mejora.
Con la cooperación de todos se podrán obtener excelentes resultados.
Uno de los objetivos del Diagrama de Pareto es el de mostrar a todas las
personas las áreas prioritarias en que se deben concentrar todas las
actividades y el esfuerzo del equipo.
El Diagrama de Pareto presenta claramente la magnitud relativa de los
problemas y suministra a los técnicos una base de conocimiento común sobre
la cual trabajar. Una sola mirada vasta para detectar cuáles son las barras del
diagrama que componen el mayor porcentaje de los problemas. La experiencia
demuestra que es más fácil reducir a la mitad una barra alta que reducir una
barra de reducida altura a cero (Advance Productive Solutions, 2006).
Matriz FODA
La sigla FODA, es un acróstico de Fortalezas (factores críticos positivos
con los que se cuenta), Oportunidades, (aspectos positivos que podemos
aprovechar utilizando nuestras fortalezas), Debilidades, (factores críticos
negativos que se deben eliminar o reducir) y Amenazas, (aspectos negativos
externos que podrían obstaculizar el logro de nuestros objetivos).También se
puede encontrar en diferentes bibliografías en castellano como “Matriz de
Análisis DAFO”, o bien “SWOT Matrix” en inglés.
DAFO: Debilidades, Amenazas, Fortalezas y Oportunidades.
SWOT Strenghts, Weaknesses, Opportunities, Threats
La matriz FODA es una herramienta de análisis que puede ser aplicada a
cualquier situación, individuo, producto, empresa, etc, que esté actuando como
Marco teórico 31
objeto de estudio en un momento determinado del tiempo. Es como si se
tomara una “radiografía” de una situación puntual de lo particular que se esté
estudiando. Las variables analizadas y lo que ellas representan en la matriz
son particulares de ese momento. Luego de analizarlas, se deberán tomar
decisiones estratégicas para mejorar la situación actual en el futuro.
El análisis FODA es una herramienta que permite conformar un cuadro
de la situación actual del objeto de estudio (persona, empresa u organización,
etc) permitiendo de esta manera obtener un diagnóstico preciso que permite,
en función de ello, tomar decisiones acordes con los objetivos y políticas
formulados.
Luego de haber realizado el primer análisis FODA, se aconseja realizar
sucesivos análisis de forma periódica teniendo como referencia el primero, con
el propósito de conocer si estamos cumpliendo con los objetivos planteados en
nuestra formulación estratégica. Esto es aconsejable dado que las condiciones
externas e internas son dinámicas y algunos factores cambian con el paso del
tiempo, mientras que otros sufren modificaciones mínimas.
La frecuencia de estos análisis de actualización dependerá del tipo de
objeto de estudio del cual se trate y en qué contexto lo estamos analizando.
En términos del proceso de Marketing en particular, y de la administración
de empresas en general, diremos que la matriz FODA es el nexo que nos
permite pasar del análisis de los ambientes interno y externo de la empresa
hacia la formulación y selección de estrategias a seguir en el mercado.
El objetivo primario del análisis FODA consiste en obtener conclusiones
sobre la forma en que el objeto estudiado será capaz de afrontar los cambios y
las turbulencias en el contexto, (oportunidades y amenazas) a partir de sus
fortalezas y debilidades internas.
Ese constituye el primer paso esencial para realizar un correcto análisis
FODA. Cumplido el mismo, el siguiente consiste en determinar las estrategias a

Marco teórico 32
seguir.
Para comenzar un análisis FODA se debe hacer una distinción crucial
entre las cuatro variables por separado y determinar qué elementos
corresponden a cada una.
A su vez, en cada punto del tiempo en que se realice dicho análisis,
resultaría aconsejable no sólo construir la matriz FODA correspondiente al
presente, sino también proyectar distintos escenarios de futuro con sus
consiguientes matrices FODA y plantear estrategias alternativas.
Tanto las fortalezas como las debilidades son internas de la organización,
por lo que es posible actuar directamente sobre ellas.
En cambio las oportunidades y las amenazas son externas, y solo se
puede tener injerencia sobre las ellas modificando los aspectos internos.
Fortalezas: son las capacidades especiales con que cuenta la empresa, y
que le permite tener una posición privilegiada frente a la competencia.
Recursos que se controlan, capacidades y habilidades que se poseen,
actividades que se desarrollan positivamente, etc.
Oportunidades: son aquellos factores que resultan positivos, favorables,
explotables, que se deben descubrir en el entorno en el que actúa la empresa,
y que permiten obtener ventajas competitivas.
Debilidades: son aquellos factores que provocan una posición
desfavorable frente a la competencia, recursos de los que se carece,
habilidades que no se poseen, actividades que no se desarrollan
positivamente, etc.
Amenazas: son aquellas situaciones que provienen del entorno y que
pueden llegar a atentar incluso contra la permanencia de la organización.
Marco teórico 33
A continuación se enumeran diferentes ejemplos de las variables que
debemos tener en cuenta al momento de analizar las fortalezas, las
debilidades, las oportunidades y las amenazas.
Ejemplos de Fortalezas
Buen ambiente laboral
Proactividad en la gestión
Conocimiento del mercado
Grandes recursos financieros
Buena calidad del producto final
Posibilidades de acceder a créditos
Equipamiento de última generación
Experiencia de los recursos humanos
Recursos humanos motivados y contentos
Procesos técnicos y administrativos de calidad
Características especiales del producto que se oferta
Cualidades del servicio que se considera de alto nivel
Ejemplos de Debilidades
Salarios bajos
Equipamiento viejo
Falta de capacitación
Problemas con la calidad
Reactividad en la gestión
Mala situación financiera
Incapacidad para ver errores
Capital de trabajo mal utilizado
Deficientes habilidades gerenciales
Poca capacidad de acceso a créditos
Falta de motivación de los recursos humanos
Marco teórico 34
Producto o servicio sin características diferenciadoras
Ejemplos de Oportunidades
Regulación a favor
Competencia débil
Mercado mal atendido
Necesidad del producto
Conocimiento del mercado
Inexistencia de competencia
Tendencias favorables en el mercado
Fuerte poder adquisitivo del segmento meta
Ejemplos de Amenazas
Conflictos gremiales
Regulación desfavorable
Cambios en la legislación
Competencia muy agresiva
Aumento de precio de insumos
Segmento del mercado desconocido
Segmento del mercado contraído
Tendencias desfavorables en el mercado
Competencia consolidada en el mercado
Inexistencia de competencia (no se sabe cómo reaccionará el mercado)
El análisis FODA no se limita solamente a elaborar cuatro listas. La parte
más importante de este análisis es la evaluación de los puntos fuertes y
débiles, las oportunidades y las amenazas, así como la obtención de
conclusiones acerca del atractivo de la situación del objeto de estudio y la
necesidad de emprender una acción en particular. Sólo con este tipo de
análisis y evaluación integral del FODA, estaremos en condiciones de
responder interrogantes tales como:

Marco teórico 35
¿Tiene la compañía puntos fuertes internos o capacidades
fundamentales sobre las cuales se pueda crear una estrategia atractiva?
¿Los puntos débiles de la compañía la hacen competitivamente
vulnerable y la descalifican para buscar ciertas oportunidades? ¿Qué
puntos débiles necesita corregir la estrategia?
¿Qué oportunidades podrá buscar con éxito la compañía mediante las
habilidades, capacidades y recursos con los que cuenta?
¿Qué amenazas deben preocupar más a los directivos y qué
movimientos estratégicos deben considerar para crear una buena
defensa?
¿Está funcionando bien la estrategia actual?
¿Qué estrategias debemos adoptar?
¿Cuán sólida es la posición competitiva de la empresa?
¿Cuáles son los problemas estratégicos que enfrenta la compañía?
Importancia del análisis FODA para la toma de decisiones en las
empresas.
La toma de decisiones es un proceso cotidiano mediante el cual se realiza
una elección entre diferentes alternativas a los efectos de resolver las más
variadas situaciones a nivel laboral, familiar, sentimental, empresarial, etc., es
decir, en todo momento se deben toman decisiones.
Para realizar una acertada toma de decisión sobre un tema en particular,
es necesario conocerlo, comprenderlo y analizarlo, para así poder darle
solución.
Es importante recordar que “sin problema no puede existir una solución”.
Por lo anterior, y antes de tomar cualquier decisión, las empresas
deberían analizar la situación teniendo en cuenta la realidad particular de lo
que se está analizando, las posibles alternativas a elegir, el costo de

Marco teórico 36
oportunidad de elegir cada una de las alternativas posibles, y las
consecuencias futuras de cada elección.
Lo significativo y preocupante, es que existe una gran cantidad de
empresas que enfrentan sus problemas tomando decisiones de forma
automática e irracional (no estratégica), y no tienen en cuenta que el resultado
de una mala o buena elección puede tener consecuencias en el éxito o fracaso
de la empresa.
Las organizaciones deberían realizar un proceso más estructurado que
les pueda dar más información y seguridad para la toma de decisiones y así
reducir el riesgo de cometer errores.
El proceso que deberían utilizar las empresas para conocer su situación
real es la Matriz de análisis FODA.
La importancia de confeccionar y trabajar con una matriz de análisis
FODA reside en que este proceso nos permite buscar y analizar, de forma
proactiva y sistemática, todas las variables que intervienen en el negocio con el
fin de tener más y mejor información al momento de tomar decisiones.
Si bien la herramienta estratégica ideal para plasmar la misión, la visión,
las metas, los objetivos y las estrategias de una empresa es el Plan de
negocios, realizando correctamente el análisis FODA se pueden establecer las
estrategias Ofensivas, Defensivas, de Supervivencia y de Reordenamiento
necesarias para cumplir con los objetivos empresariales planteados.
Aquí se ofrece una práctica planilla para realizar de forma correcta y
ordenada el análisis FODA.
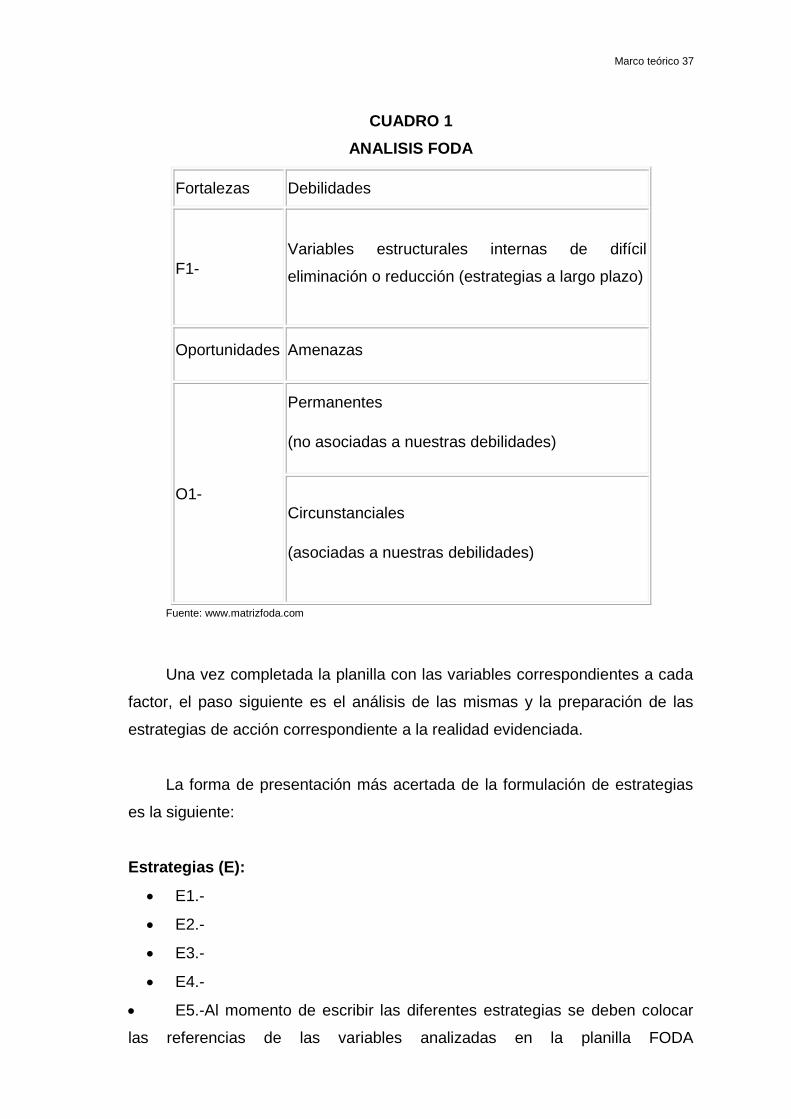
Marco teórico 37
CUADRO 1
ANALISIS FODA
Fuente: www.matrizfoda.com
Una vez completada la planilla con las variables correspondientes a cada
factor, el paso siguiente es el análisis de las mismas y la preparación de las
estrategias de acción correspondiente a la realidad evidenciada.
La forma de presentación más acertada de la formulación de estrategias
es la siguiente:
Estrategias (E):
E1.-
E2.-
E3.-
E4.-
E5.-Al momento de escribir las diferentes estrategias se deben colocar
las referencias de las variables analizadas en la planilla FODA
Fortalezas Debilidades
F1-
Variables estructurales internas de difícil
eliminación o reducción (estrategias a largo plazo)
Oportunidades Amenazas
O1-
Permanentes
(no asociadas a nuestras debilidades)
Circunstanciales
(asociadas a nuestras debilidades)

Marco teórico 38
correspondientes a los factores (fortalezas, debilidades, oportunidades y
amenazas)
Ej.: En la planilla de análisis en Debilidades encontramos:
D1.- personal apático, poco comprometido con los resultados de la empresa
Estrategias: E1.- (para D1) preparar programas de capacitación y
motivación de personal (FODA, 2011).
1.10 Aportes científicos relacionados al objeto en estudio.
José Luis Semanate González (2014).
Diseño de un plan para el mejoramiento de la productividad del
departamento de servicio y taller de la matriz de la marca Great Wall Motors.
Villalba Suarez Raúl Eduardo (2012).
Plan de Mejora Continua del Sistema de Calidad existente en el área de
Servicio Automotriz de Casa Baca S.A.
Jalón Cevallos Walter Ernesto (2007).
Mejora en el servicio de atención al cliente para reducir el índice de
retornos de vehículos de la sección de taller de E. Maulme basado en la norma
ISO 9001-2000.
1.11 Antecedentes generales de la empresa.
1.11.1 Constitución
TOYOCOSTA ingreso al mercado en el año 2000 con tan sólo una oficina
de la mitad del tamaño de lo que hoy es la matriz (Ave. Carlos Julio Arosemena
Marco teórico 39
Km 3.5). Y cerrando una primera venta de 20 camionetas TOYOTA HILUX a
Cervecería Nacional.
Al momento se encuentra en Guayas, Manabí, Los Ríos con divisiones
que cubren no sólo la venta y postventa, sino también negocios de accesorios
especialmente para TOYOTA, venta de Montacargas y renta de flotas.
El servicio técnico está certificado* por la TOYOTA MOTOR
CORPORATION y en la red son reconocidos por la inversión en alta tecnología
en equipos y en capacitación del personal técnico -titulado por Japón- tanto
para manejo de motores convencionales a gasolina, como los de tecnología
híbrida.
Después de una década siguen teniendo la TOYOTA HILUX, insignia de
trabajo fuerte y durabilidad y la legendaria familia LAND CRUISER: FJ,
4RUNNER, LC200, pero también tienen novedades como el FORTUNER 4X4 y
por supuesto, los híbridos como el PRIUS y el HIGHLANDER, tecnología en la
que indiscutiblemente somos líderes en el país.
Anualmente realizan actividades familiares de turismo y de naturaleza.
Empezaron con PURA TRACCIÓN evento dirigido para todos los TOYOTA
4X4; pero con el crecimiento en el segmento de los híbridos, cuentan ahora con
el TOYOTA ECOLOGICAL CLUB orientado a los amantes de la naturaleza, la
tecnología e innovación.
1.11.2 Actividad económica
La empresa Toyocosta se dedica a:
Venta al por menor de vehículos automotores.
Venta al por menor de otros vehículos automotores.
Venta al por menor de accesorios, partes y piezas de vehículos
automotores.

Marco teórico 40
Actividades de mantenimiento de vehículos automotores.
Actividades de reparación de vehículos automotores.
1.11.3 Domicilio
La empresa TOYOCOSTA S.A. tiene ubicada su oficina principal en la
ciudad de Guayaquil, Provincia del Guayas, avenida Carlos Julio Arosemena
KM 3.5.
Además cuenta con varias agencias y puntos de trabajo a nivel nacional:
Agencia Orellana (Av. Francisco de Orellana)
Agencia Samborondón (km. 1 vía Samborondón)
Agencia Daule (km. 9.5 vía a Daule)
Agencia 9 de Octubre (Av. Machala entre Calle Hurtado y Av. 9 de
Octubre)
Agencia Manta (Av. 4 de Noviembre y Calle 119)
Agencia Quevedo (Av. Walter Andrade 1210 y Av. 7 de Octubre)
Taller Industrial situado en Cervecería Nacional Guayaquil.
La dirección de su oficina principal se puede observar en el lugar del
mapa marcado con la en la Imagen N°1.
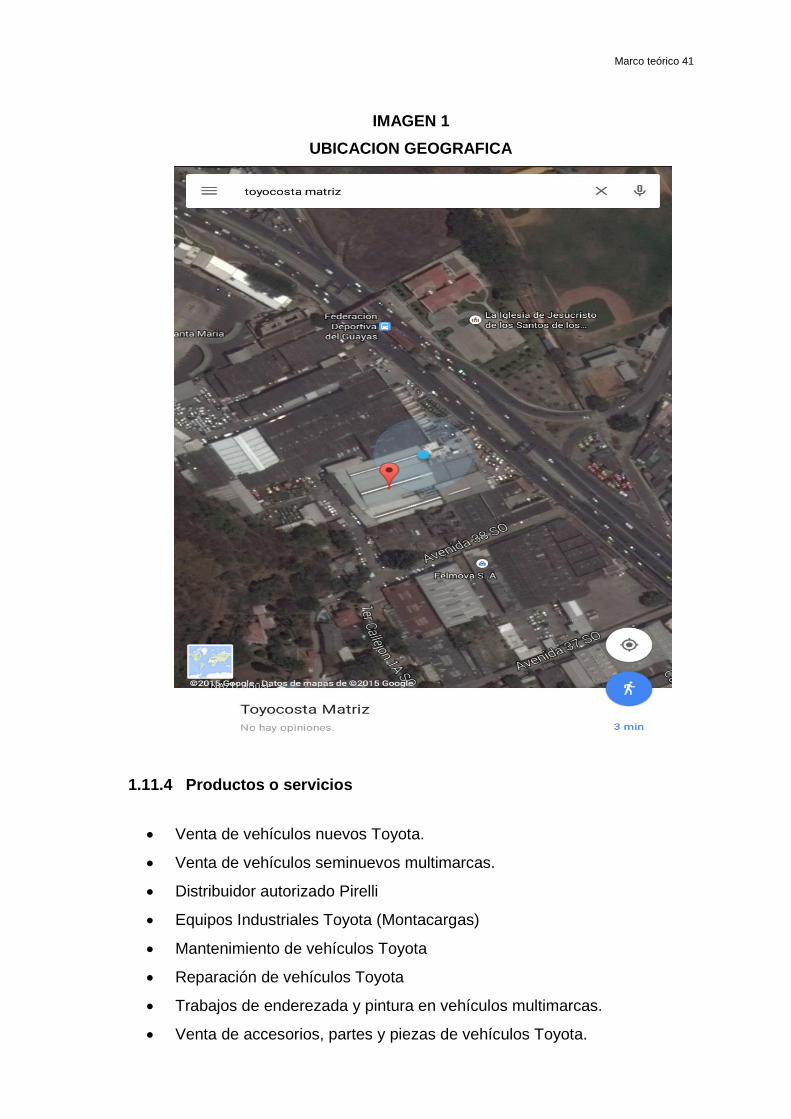
Marco teórico 41
IMAGEN 1
UBICACION GEOGRAFICA
1.11.4 Productos o servicios
Venta de vehículos nuevos Toyota.
Venta de vehículos seminuevos multimarcas.
Distribuidor autorizado Pirelli
Equipos Industriales Toyota (Montacargas)
Mantenimiento de vehículos Toyota
Reparación de vehículos Toyota
Trabajos de enderezada y pintura en vehículos multimarcas.
Venta de accesorios, partes y piezas de vehículos Toyota.
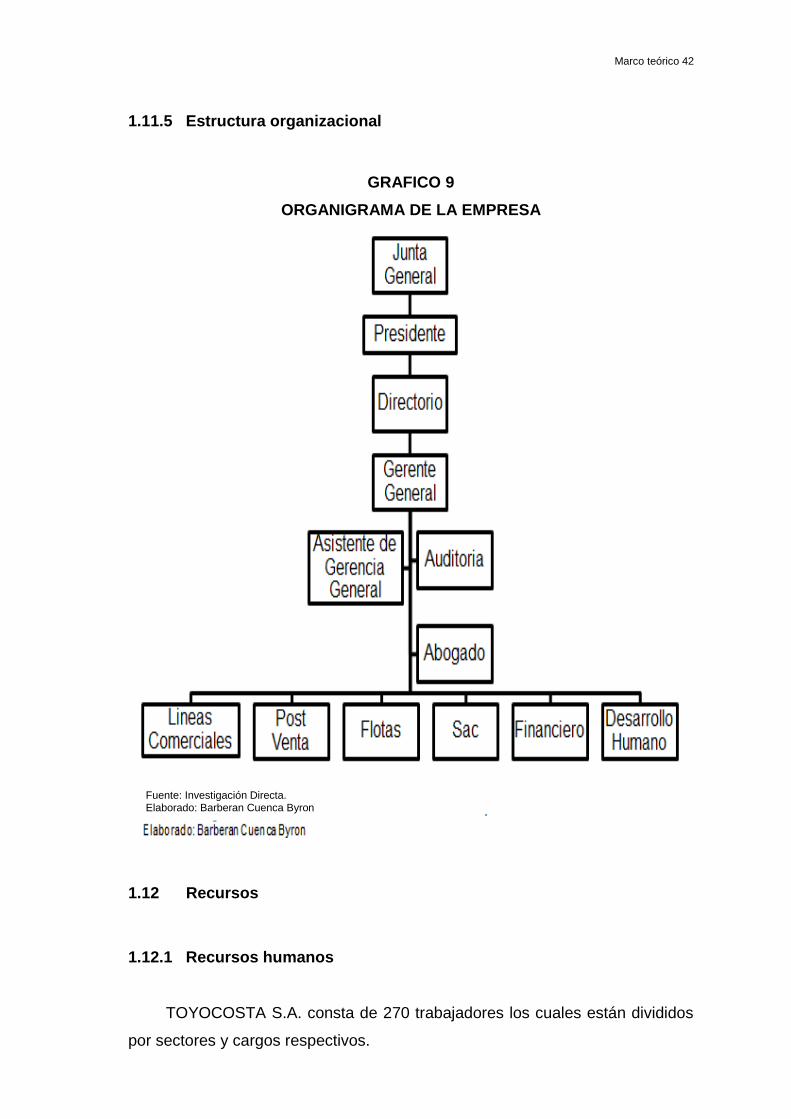
Marco teórico 42
1.11.5 Estructura organizacional
GRAFICO 9
ORGANIGRAMA DE LA EMPRESA
1.12 Recursos
1.12.1 Recursos humanos
TOYOCOSTA S.A. consta de 270 trabajadores los cuales están divididos
por sectores y cargos respectivos.
Fuente: Investigación Directa. Elaborado: Barberan Cuenca Byron

Marco teórico 43
CUADRO 2
NOMINA PERSONAL TOYOCOSTA S.A.
Departamentos. Total
Gerencia General 2
Compras 5
Auditoria 5
Contabilidad 11
DDHH 8
Flotas 23
SAC 6
Cerdito y Cobranzas 5
Tesorería 11
Financiero 4
PYT 6
Administración 17
Líneas comerciales 58
Post Venta 109
Total de Personas 270 Fuente: Investigación de campo Elaboración: Barberan Cuenca Byron.
1.12.2 Recursos materiales
CUADRO 3
EQUIPOS DEL TALLER RECURSO MATERIAL
Recursos Materiales Equipos
1 Elevador 2 postes
2 Elevador 2 postes
3 Elevador 4 postes
4 Balanceadora
5 Balanceadora
6 Alineadora
7 Desmontadora de llantas
8 Rectificadora de discos
9 Sistema de despacho de lubricantes
10 Aspiradoras
11 Hidrolavadoras
12 Bombas de Aceite
13 Carretes. Fuente: Investigación de campo Elaboración: Barberan Cuenca Byron
Marco teórico 44
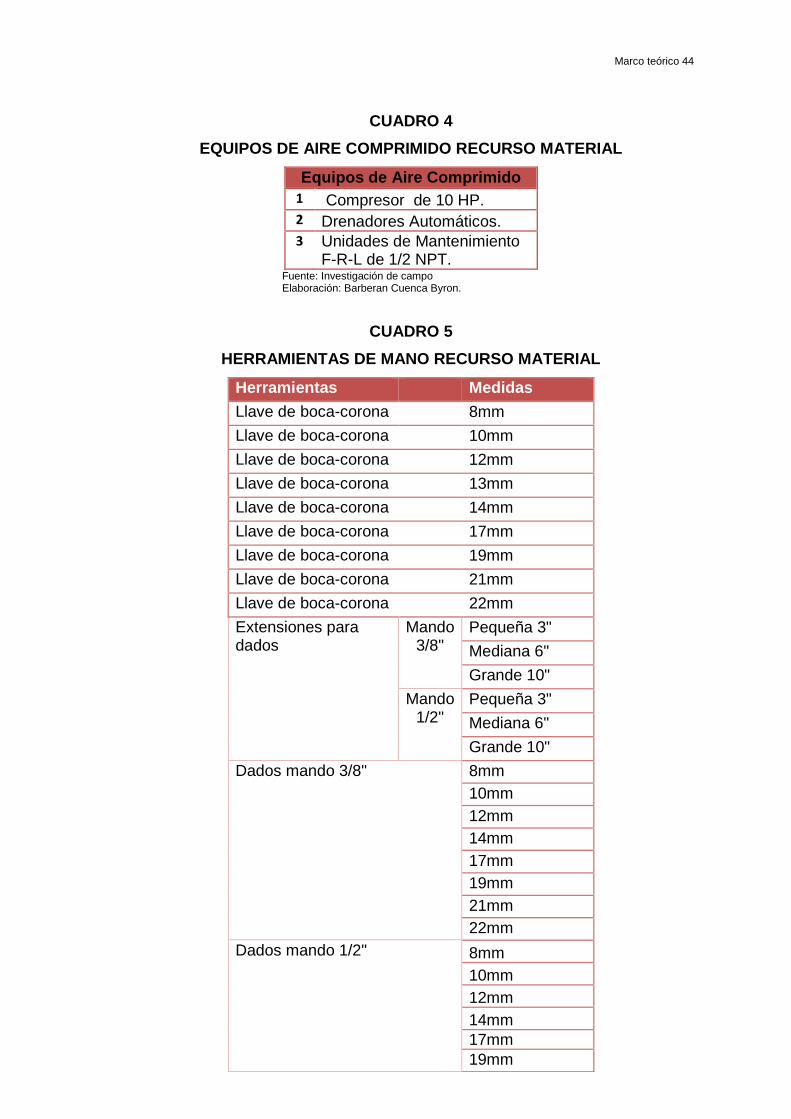
CUADRO 4
EQUIPOS DE AIRE COMPRIMIDO RECURSO MATERIAL
Fuente: Investigación de campo Elaboración: Barberan Cuenca Byron.
CUADRO 5
HERRAMIENTAS DE MANO RECURSO MATERIAL
Equipos de Aire Comprimido
1 Compresor de 10 HP. 2 Drenadores Automáticos.
3 Unidades de Mantenimiento F-R-L de 1/2 NPT.
Herramientas Medidas
Llave de boca-corona 8mm
Llave de boca-corona 10mm
Llave de boca-corona 12mm
Llave de boca-corona 13mm
Llave de boca-corona 14mm
Llave de boca-corona 17mm
Llave de boca-corona 19mm
Llave de boca-corona 21mm
Llave de boca-corona 22mm
Extensiones para dados
Mando 3/8"
Pequeña 3"
Mediana 6"
Grande 10"
Mando 1/2"
Pequeña 3"
Mediana 6"
Grande 10"
Dados mando 3/8" 8mm
10mm
12mm
14mm
17mm
19mm
21mm
22mm
Dados mando 1/2" 8mm
10mm
12mm
14mm
17mm
19mm

Marco teórico 45
Fuente: Investigación de campo Elaboración: Barberan Cuenca Byron.
21mm
22mm
23mm
24mm
Destornillador plano
Pequeño 5/16"x4"
Mediano 5/16"x6"
Grande 3/8" x8"
Destornillador estrella Pequeño 5/16"x4"
Mediano 5/16"x6"
Grande 3/8" x8"
Dado para bujías 16mm-mando 3/8"
20,5mm-mando 1/2"
Dado impacto largo mando 1/2"
21mm
Playo 7"
Pinza 7"
Ratchet media vuelta Mando 3/8"
Mando 1/2"
Palanca de fuerza mando 1/2" 12"
Llave de torque 250 lb-f
Martillo 450 gr.
Cortafrío 7"
Calibrador de láminas 0,08-1,1mm
Pistola para dados neumática mando 1/2"
Ratchet media vuelta neumática
mando 1/2"
Ratchet media vuelta neumática
mando 3/8"
Punzón punta de cobre S/E
Pistola para aire comprimido S/E
Cepillo de alambre 4 filas
Inflador/medidor presión neumáticos
S/E
Punta de engrase S/E
Medidor análogo de ranura de llantas
Acero inox.
Marco teórico 46
1.13 Análisis situacional de la empresa.
1.13.1 Procesos
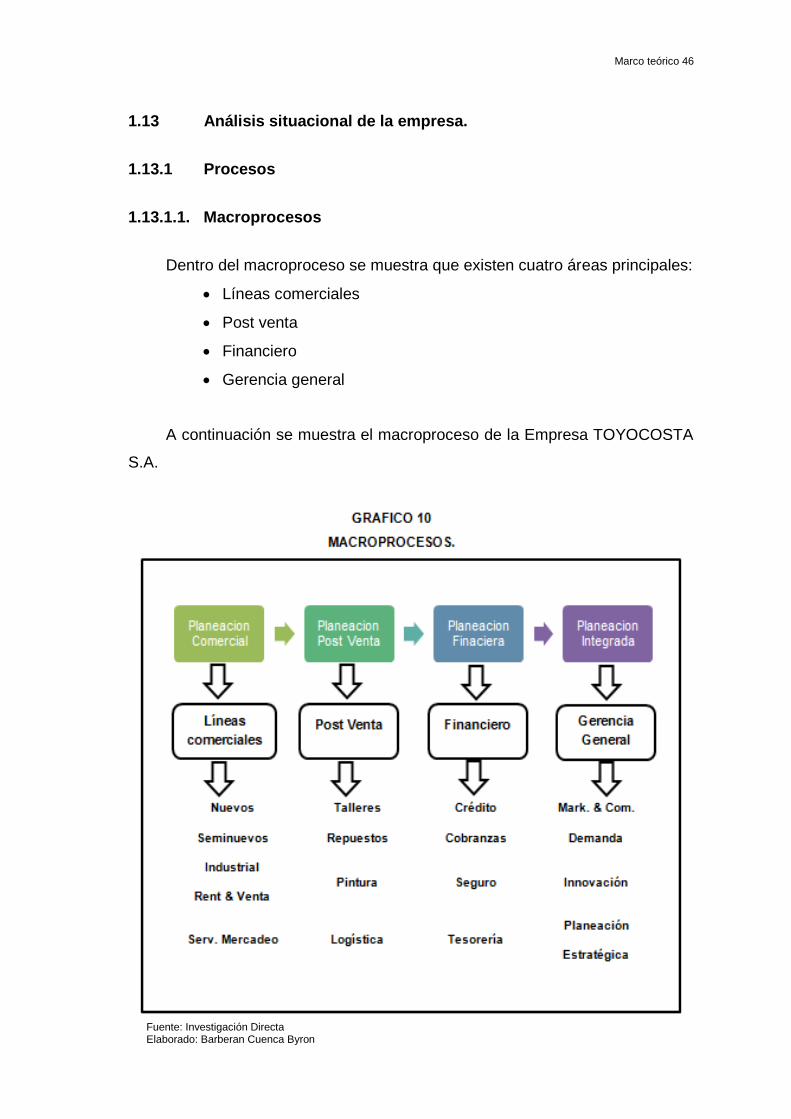
1.13.1.1. Macroprocesos
Dentro del macroproceso se muestra que existen cuatro áreas principales:
Líneas comerciales
Post venta
Financiero
Gerencia general
A continuación se muestra el macroproceso de la Empresa TOYOCOSTA
S.A.
Fuente: Investigación Directa Elaborado: Barberan Cuenca Byron

Marco teórico 47
1.13.2 Cadena de valor
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
1.13.3 Procesos clave
Citas.
Dado que el taller de mecánica se maneja a través del sistema de citas ya
sea para trabajos de reparación general como para mantenimientos. La
capacidad de trabajo del mismo está definido por la ley del 80-20 es decir que
el 80% de clientes ingresan con citas y el 20% está definido para clientes sin
citas, así como para que los asesores de servicio puedan realizar entregas de
vehículos rezagados del día anterior.
Producción
Es el proceso en el cual el técnico realiza los mantenimientos del
vehículos cumpliendo con lo preestablecido en términos de calidad, fechas y
horas de entrega, costos.

Marco teórico 48
1.13.4 Procesos críticos
Producción
Este proceso a su vez presenta subprocesos que al ser analizados
presentan diferentes mudas o cuellos de botellas los mismos que durante el
desarrollo del presente trabajo se irán identificando, así como se realizara el
respectivo análisis a través de las técnicas de investigación para presentar la
propuesta de mejora.
Entrega
El proceso de entrega como tal consiste además de entregar el vehículo al
cliente en perfecto estado con sus pertenencias a tiempo, en proporcionar una
información completa de los trabajos realizados dentro del taller, explicación de
los resultados del control de calidad.
1.13.5 Procesos productivos
GRAFICO 12
PROCESO PRODUCTIVO
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.
Citas
Recepcion
Ordenes de Reparacion
Despacho y Produccion
Entrega
Seguimiento Post- Servicio
Marco teórico 49
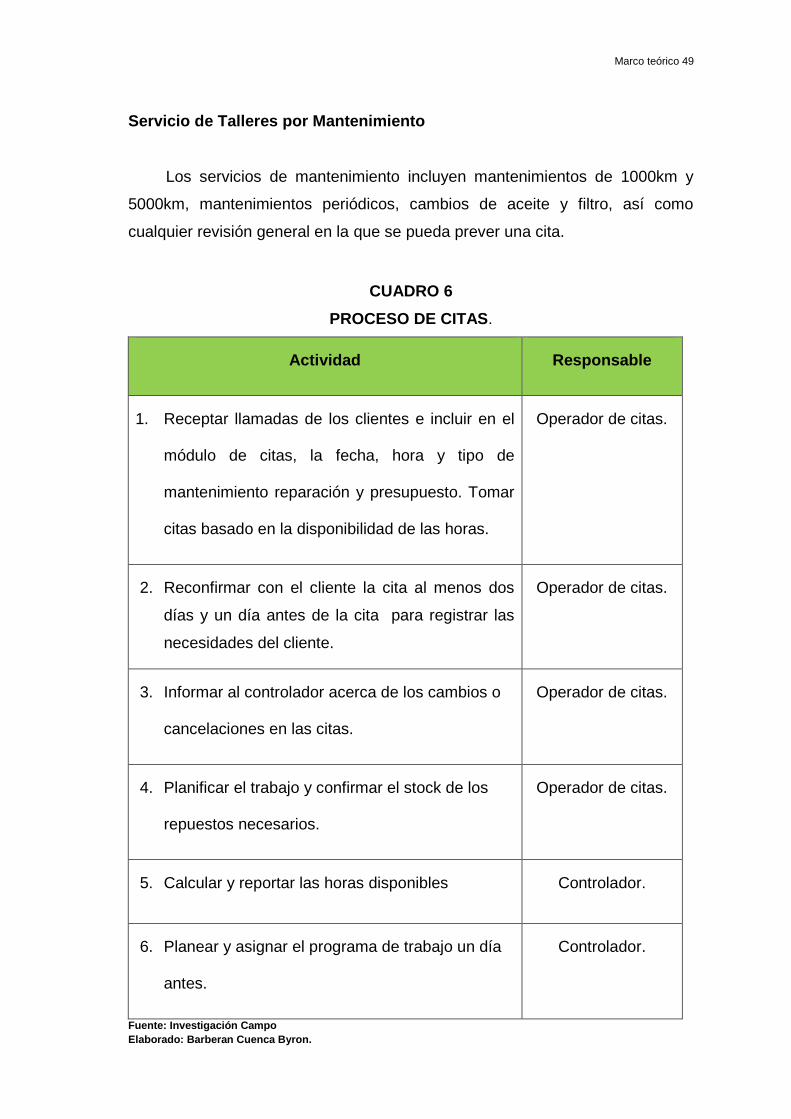
Servicio de Talleres por Mantenimiento
Los servicios de mantenimiento incluyen mantenimientos de 1000km y
5000km, mantenimientos periódicos, cambios de aceite y filtro, así como
cualquier revisión general en la que se pueda prever una cita.
CUADRO 6
PROCESO DE CITAS.
Actividad Responsable
1. Receptar llamadas de los clientes e incluir en el
módulo de citas, la fecha, hora y tipo de
mantenimiento reparación y presupuesto. Tomar
citas basado en la disponibilidad de las horas.
Operador de citas.
2. Reconfirmar con el cliente la cita al menos dos
días y un día antes de la cita para registrar las
necesidades del cliente.
Operador de citas.
3. Informar al controlador acerca de los cambios o
cancelaciones en las citas.
Operador de citas.
4. Planificar el trabajo y confirmar el stock de los
repuestos necesarios.
Operador de citas.
5. Calcular y reportar las horas disponibles Controlador.
6. Planear y asignar el programa de trabajo un día
antes.
Controlador.
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.

Marco teórico 50
CUADRO 7
PROCESO DE RECEPCION
Actividad Responsable
1. Saludar al cliente en su llegada y solicitar la
matricula.
Asesor de servicio.
2. Chequear el historial del cliente si fuere
necesario
Asesor de servicio.
3. Ingresa al sistema la Orden de reparación. Asesor de servicio.
4. Determinar las necesidades de los clientes y
hacer recomendaciones.
Asesor de servicio.
5. Realizar la revisión alrededor del vehículo
identificando golpes, rayaduras, además de
realizar un inventario físico del mismo.
Asesor de servicio.
6. Colocar los ítems de cortesía. Asesor de servicio.
7. Llenar y colocar gafete de control en el retrovisor
interior del vehículo y desprender numeración del
gafete grapándola en la llave.
Asesor de servicio.
8. Proveer costo y hora prometida de entrega Asesor de servicio.
9. Obtener la firma del cliente en la orden de
reparación.
Asesor de servicio.
10. Ingresa el vehículo al taller para su
mantenimiento.
Técnico A
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.

Marco teórico 51
CUADRO 8
ORDEN DE REPARACION
Actividad Responsable
1. Ingresar en el sistema la cabecera de la Orden
de Reparación. Para identificar si existen saldos
vencidos o cupo disponible del cliente.
Asesor de servicio.
2. Identificar tipo y subtipo de la Orden de acuerdo
al trabajo a realizar.
Asesor de servicio.
3. Detallar en la Orden de reparación los trabajos a
realizar y colocar hora aproximada de entrega
del vehículo al cliente.
Asesor de servicio.
4. Registrar en la orden de reparación el inventario
realizado en el vehículo.
Asesor de servicio.
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.
CUADRO 9
DESPACHO Y PRODUCCION
Actividad Responsable
1. Coordinar los trabajos del día registrado en las
citas programadas, basados en el nivel de
habilidades de los técnicos.
Controlador.
2. Distribuir y supervisar las tareas a los técnicos
del taller.
Controlador.
3. Recibir el trabajo delegado por el controlador y a
la vez marca el inicio de las tareas en el sistema
y retira del gafete de control el desprendible
“Esperando Servicio”.
Técnicos.
4. Analiza el trabajo en base al historial del vehículo
y solicitar los repuestos e insumos necesarios
con el formulario respectivo previa aprobación
por el controlador.
Técnicos.
5. Entregar los repuestos basados en el formulario
de solicitud de repuestos previamente aprobado.
Bodeguero de
Repuestos/Talleres.
6. Desarrollar todas las instrucciones de trabajos Técnicos.

Marco teórico 52
7. Monitorear el progreso del trabajo Controlador.
8. Informar al controlador acerca de algún trabajo
adicional (eventualidades o daños ocultos)
Técnicos.
9. Entregar la orden de reparación al Asesor de
Servicios para solicitar aprobación del cliente
sobre las novedades encontradas.
Controlador.
10. Solicitar la aprobación del cliente. Asesor de servicios.
11. Firmar en la orden de reparación la respuesta a
la solicitud de autorización de trabajo adicional.
Asesor de servicios.
12. Indicar al técnico el procedimiento en función a la
respuesta del cliente por el trabajo adicional
Controlador.
13. Registrar en el sistema al término de las tareas
asignadas a la orden de reparación y reportar al
controlador.
Técnicos.
14. Realizar el respectivo proceso para los repuestos
cambiados.
Técnicos.
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.
CUADRO 10
PROCESO DE ENTREGA
Actividad Responsable
1. Sellar el pasaporte garantías en el caso de los
mantenimientos que se encuentren dentro de la
garantía.
Asesor de servicio.
2. Explicar el trabajo realizado al cliente Asesor de servicio.
3. Chequear los precios al momento de la revisión Asesor de servicio.
4. Conducir el cliente a caja Asesor de servicio.
5. Emitir la factura y entrega orden de salida Caja.
6. Ofrecer los repuestos reemplazado al cliente ver Asesor de servicio.
7. Recordar al cliente el próximo mantenimiento Asesor de servicio.
8. Agradecer al cliente Asesor de servicio.
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.

Marco teórico 53
CUADRO 11
SEGUIMIENTO POST SERVICIO
Actividad Responsable
1. Recibe por correo electrónico de TDE la primera
semana de cada mes los archivos ISC
correspondiente a la encuesta de los clientes
atendidos en talleres.
Jefe de SAC
2. Clasifica la información por Concesionario y
posterior la realiza la agencia.
Jefe de SAC
3. Realiza lectura de los comentarios emitidos por
los clientes para en lo posterior realizar análisis.
Jefe de SAC
4. Convoca reunión mensual junto con asesores de
servicio para promover mejoras de acuerdo al
análisis realizado.
Jefe de SAC
Fuente: Investigación Campo
Elaborado: Barberan Cuenca Byron.
1.13.6 Indicadores de producción
Se ha definido los siguientes indicadores de producción:
Eficiencia técnica= Horas de M.O. Vendidas
Horas Trabajadas Reales X 100
Utilización de M.O.= Horas trabajadas Reales
Número de horas disponibles
X 100
Productividad=
Horas de M.O. Vendidas
Número de horas disponibles X 100

Marco teórico 54
Horas de M.O Vendidas: Corresponde al número de horas que forman la
base de mano de obra que se cobran al cliente. Para poder hacer una
comparación entre concesionarios.
Horas trabajadas reales: Corresponde al tiempo que transcurre desde
que el líder de técnicos o Jefe de taller entrega a un técnico la O.R. hasta el
momento que el trabajo se termina y la O.R es devuelta.
Horas Disponibles: Es el período de tiempo en que un técnico puede
desempeñar un trabajo. Es decir un período de descanso como el refrigerio, el
tiempo para asistir a sesiones de entrenamiento, tardanzas, vacaciones, no
deben ser incluidas en las horas disponibles, si por el contrario el técnico
trabaja tiempo extra esas horas deben considerarse como horas disponibles.
Cálculo de la capacidad diaria: Se requiere este cálculo para medir la
capacidad que tiene el concesionario para ofrecer citas a los clientes en función
de la disponibilidad de la Mano de Obra. Debe calcularse diariamente.
Método cálculo:
Total hrs disponibles = No. Técnicos x hrs al día de trabajo x
productividad
Hrs diarias para citas = Total hrs disponibles x % citas
Hrs disponibles para citas = Hrs diarias para citas – Hrs trabajo
Pendiente
No técnicos: son los activos del taller. No contar aprendices o ayudantes.
Debe hacerse diario. Tener en cuenta cuando estén en capacitación,
incapacitados, etc.
Hrs de trabajo: son las reales, por lo tanto descontar tiempo de almuerzo,
permisos, descansos, etc.

Marco teórico 55
% citas: Por política de la empresa este valor es de 80%, lo cual indica
que el otro 20% del tiempo diario es requerido para los trabajos que han
quedado pendientes del día anterior, así como recepción de clientes sin citas.
1.13.7 Indicadores de gestión
Tomaremos como referencia los siguientes indicadores de gestión para
establecer el desempeño del taller de servicio durante un periodo determinado
de tiempo, los mismos que ayudaran a mejorar la atención al cliente así como
la percepción el servicio.
CUADRO 12
INDICADORES DE DESEMPEÑO
Indicador de
desempeño del
Asesor de
Servicio
Fórmula Lineamiento
Relación de citas Total citas clientes por día/
Total clientes por día
60-80%
Horas por orden de
reparación
Total horas cliente
vendidas/ Total ordenes de
reparación cliente
2.0 Hrs.
Relación de venta
de repuestos
Total ventas de repuestos
por orden de reparación/
Total ventas mano de obra
60-70%
Mantenimiento o
reparaciones
generales
Trabajos de reparación de
mantenimiento/ Total
trabajos de reparación
70% o mayor
Ordenes de
reparación por
Asesor de servicio
por día.
Total ordenes de reparación
escritas por Asesor de
servicio por día
12-15
Fuente: Investigación de campo
Autor: Barberan Cuenca Byron.

Marco teórico 56
CUADRO 13
INDICADORES DE DESEMPEÑO DEL ASESOR DE SERVICIO
Indicador de
desempeño del
Asesor de
Servicio
Fórmula Lineamiento
Horas vendidas
pagadas por el
cliente
Total horas vendidas al
cliente
Promedio de la
red Toyota
Total ordenes de
reparación
contadas
Total ordenes de reparación
incluidas, las pagadas por el
cliente, garantías y trabajos
internos
Promedio de la
red Toyota
Ordenes de
reparación
contadas pagadas
por el cliente
Numero de órdenes de
reparación pagadas mano
de obra pagada por el
cliente
Promedio de la
red Toyota
Órdenes de
reparación pagadas
por el cliente vs.
Objetivo
Numero de órdenes de
reparación pagadas por el
cliente dividido por el
objetivo fijado.
Promedio de la
red Toyota
Ordenes de
reparación pagadas
por el cliente por
unidades en
operación (UIO)
asignadas
Ordenes de reparación
pagadas por el cliente en el
mes/ Total de UIO asignado
al concesionario por TDE.
Promedio de la
red Toyota
Fuente: Investigación de campo
Autor: Barberan Cuenca Byron.
Marco teórico 57
1.13.8 Identificación y priorización de problemas.
Para realizar la identificación y priorización de los problemas como objeto
de estudio hemos determinado el proceso productivo de la siguiente manera:
Trabajo en Producción. 1. Recepción.
2. Despacho.
3. Producción.
4. Alineación.
5. Control de calidad.
6. Lavada.
7. Preparación de Entrega.
8. Entrega.
El mismo que será considerado para en lo posterior realizar el estudio de
tiempo del proceso actual e identificar las mudas de tiempo para su análisis y
propuesta de mejora.

CAPÍTULO 2
METODOLOGIA
2.1 Diseño metodológico.
2.1.1 Objetivo propuesto
Evaluar y analizar las disconformidades presentes en el proceso de
mantenimiento de vehículos en la Empresa Toyocosta S.A. generando una
propuesta de mejora en el área talleres de mecánica.
2.1.2 Descripción del área de estudio
Para el desarrollo del proyecto se va a realizar un estudio descriptivo para
buscar características y elementos que identifiquen el punto principal de las
disconformidades presentes en el proceso de mantenimiento de vehículos en la
Empresa Toyocosta S.A.
El estudio descriptivo ayudara a establecer unas características
demográficas, conducta y actitud de las personas que utilizan el servicio tanto
las que les ofrecen.
Establece comportamientos concretos como cuál es la necesidad del
cliente y cuáles son los procesos de decisión.
El descubrir y comprobar es una de las herramientas que ayudara a que
la investigación sea objetiva y se obtenga un resultado positivo a la solución del
problema de disconformidades.

Metodología 59
2.1.3 Tipo de investigación
En base a los siguientes tipos de investigación se procederá a establecer
la metodología;
Investigación exploratoria de esta manera se realizara la recolección de
datos y la selección de los temas.
investigación descriptiva dado que una vez obtenida la información
podrá ser analizada y tabulada.
Investigación analítica con el objeto de entender la situación en términos
de toda su composición, investigación explicativa para de esta manera
dar a conocer las causas de los problemas encontrados durante nuestro
estudio.
También se tomaran en cuenta los métodos de análisis y síntesis que son
procesos que ayudaran a conocer la realidad del problema así como sus
posibles causas.
2.1.4 Técnica de recolección de datos
La presentación de los resultados de la investigación se realizara escrita,
gráfica y tabulada.
Se realizara un estudio de tiempo en sitio en el que se determinara las
posibles mudas de tiempo.
Una vez establecido el estudio de tiempo se determinara los problemas
presentes durante los diferentes procesos, las mismas que a través de los
diagramas causa efectos se identificara las posibles causas raíces de los
problemas para poder encontrar alternativas de mejoras y presentar propuestas
de mejoras.

Metodología 60
2.2 Técnicas de investigación.
2.2.1 Análisis causa-efecto

Metodología 61
2.2.2 Estudio de tiempo
No. 1 1
RESUMEN # Tpo (min)
Operaciones 20 El Diagrama Empienza: 1
Transporte 3 El Diagrama Termina: 33
Inspeccion 5 Elaborado.
Demoras o Esperas 1
Almacenamiento 4
TOTAL 33 15
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (s) Observaciones
1Cuando el cliente ingresa a la RECEPCION, saludar amablemente al cliente y confirmar la hora y el mantenimiento
que ha sido agendado en la cita.
2 Invitar al cliente a realizar la recepción física de su vehículo.
3 Tomar los ítems de cortesía del gabinete en el trayecto hacia las Bahías de Recepción. RECEP/ENTREG
4 Colocar los items de cortesía en el vehículo.
5Colocar el gafete del proceso en la base del espejo retrovisor interior del vehículo, el cual debe tener la información
correspondiente
6 Colocar la etiqueta de identificación de llaves con su par en el gafete de procesos.
7Realizar la revisión alrededor del vehículo, siguiendo los pasos del Instructivo de “9 pasos para la recepción del
vehículo”,MOQUETAS SEGURAS.
8 Hacer notar al cliente y anotar en la Hoja de recepción todas las novedades que se encuentren en el check around.
9Registrar con una X las siguientes condiciones: Requiere trabajo adicional (se entiende trabajos ademas del
solicitado en la cita), estimación de daños, objetos de valor, entregar partes reemplazadas, etc.
10Tomar la lectura del odómetro, lectura del nivel de combustible, fecha de recepción, asesor que recibe y registrar los
datos en la Hoja de Recepción.
11 Invitar al cliente al escritorio para completar el proceso de recepción en el sistema e indicarle la fecha y hora de entrega
12 Consultar si necesita taxi y le entrega el voucher a la atache .
13Ingresar al modulo de Talleres - Ordenes de trabajo y aperturar con el numero de cita. Confirmar los datos del cliente
y corregirlos de ser necesario.
14 Elegir el tipo y subtipo según el tipo de trabajo a facturarse .
15 Abrir el historial del vehículo para conocer cual fue el último mantenimiento de la unidad y si tuvo novedades.
16 Leer las novedades que el cliente ha colocado en la Cita.
17 Confirmar con el cliente el Mantenimiento que necesita realizar y los adicionales que desee.
18 Sugerir al cliente los adicionales a la plantilla de mantenimiento mostrando los valores por cada
19En relación a la revisión del historial ofrecerá repuestos que según su analisis podrían necesitar cambio después de
la revisión del personal técnico.
20Solicita al Dpto de Repuestos via telefónica los valores de los items que necesite. En el caso de que el cliente solicite
cotizacion .
21Estimar el tiempo de todo el proceso, considerando el mantenimiento vendido y los adicionales solicitados. El tiempo
de operación o producción debe ser planificado desde la cita,
22Si el tiempo de producción planificado inicialmente ha variado entre la hora de planificación de la cita y el nuevo
tiempo de producción acordado con el cliente, se debe verificar la disponibilidad de tiempo de producción en el JPCB
23 Fijar fecha y hora de la entrega de la unidad.
24 Colocar la fecha de entrega de los trabajos en la orden de trabajo chip y sistema.
25 Grabar e imprimir la orden de Trabajo.
26 Explicar al cliente los valores a facturarse
27 Consultar la forma de pago y escribirlo en la Hoja de recepción.
28 Obtener la aprobación del cliente mediante la firma en la orden de trabajo y en la sección de recepción de la unidad
29 colocar la copia de las órdenes en el TCPT en los casilleros asignados para los parqueos.
30 Direccionar al cliente con la Ataché para la espera de Taxi .
31 Despedir al cliente amablemente.
32 Colocar la Orden de Trabajo en la Columna "Espera por servicio"
33 Colocar las llaves del vehículo en el casillero de llaves de acuerdo a que bahía de RECEP/ENTREG esta ubicado
TOTAL 20 3 5 1 4 15 Min aprox.
DIAGRAMA DE FLUJO DEL PROCESO DE RECEPCION DE VEHICULOSActual

Metodología 62
No. 1 2
RESUMEN # Tpo (min)
Operaciones 17 El Diagrama Empienza: 1
Transporte 5 El Diagrama Termina: 24
Inspeccion 1 Elaborado.
Demoras o Esperas 0
Almacenamiento 1
TOTAL 24 50
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (min) Observaciones
1 Ir a columna “Próximo Trabajo” y Chequear si hay una OR 0:01:00
2 Retirar la copia de la O/R de la columna “Próximo trabajo” o “Espera Servicio”. 0:01:00
3 Trasladar la O/R de la columna “Próximo Trabajo” o “Espera Servicio” a la columna “Siendo atendido” 0:01:00
4 Mover el chip de la Orden de Reparación de la línea de “Planeado” a la línea “Inicio/Final”. 0:01:00
5 Ir al computador y marcar el inicio de los trabajos 0:01:00
6
Ir al tablero de llaves y tomar la llave correspondiente. (Cuando en el casillero de próximo trabajo este el chip
RECEP/ENTREG, caso contrario la llave se encuentra en el vehículo) 0:01:00
7 Traer el vehículo al puesto de trabajo respectivo 0:05:30
8 Desprender de la “Tarjeta de Procesos” el texto “Esperando Servicio”. 0:00:30
9 Iniciar los trabajos del mantenimiento 0:03:30
10 Ir a bodega a solicitar las partes e insumos requeridos. 0:04:00
11 Indicar el número y la OR que solicita las partes y materiales requeridos. 0:01:30
12El bodeguero recolecta los insumos y repuestos necesarios de acuerdo al egreso de Bodega de la respectiva Orden de
Reparación. 0:01:00
13El bodeguero entrega al técnico los repuestos y/o insumos solicitados al mismo tiempo confirmar en el “Egreso de
Bodega”. 0:01:00
14 El bodeguero solicita al técnico la firma en el “Egreso de Bodega”. 0:00:30
15 El técnico firma el egreso de bodega 0:00:30
16 El tecnico continua con el trabajo de mantenimiento del vehiculo 0:15:00
17Una vez terminado los trabajos de mantenimiento retira el vehículo del puesto de trabajo al parqueadero
correspondiente según el proceso siguiente. 0:04:30
18 El tecnico se moviliza al area de recepcion 0:02:00
19 Registrar en el sistema la finalización de las tareas. Marcar según corresponda: Realizado,Inspeccionado,Cambiado. 0:01:30
20 Registrar las observaciones de cierre en O/R 0:01:00
21 Ir al Tablero de Control de Progreso de Trabajo. 0:00:30
22 Tomar la Orden de Reparación. 0:00:30
23 Retirar el chip de la Orden de Reparación de la línea “Inicio/Final del Tablero de Planificación de Trabajo”. 0:00:30
24 Colocar la orden en la columna que corresponda al próximo proceso . 0:00:30
TOTAL 17 5 1 0 1 0:50:00
DIAGRAMA DE FLUJO DEL PROCESO DE MANTENIMIENTO DE VEHICULOSActual
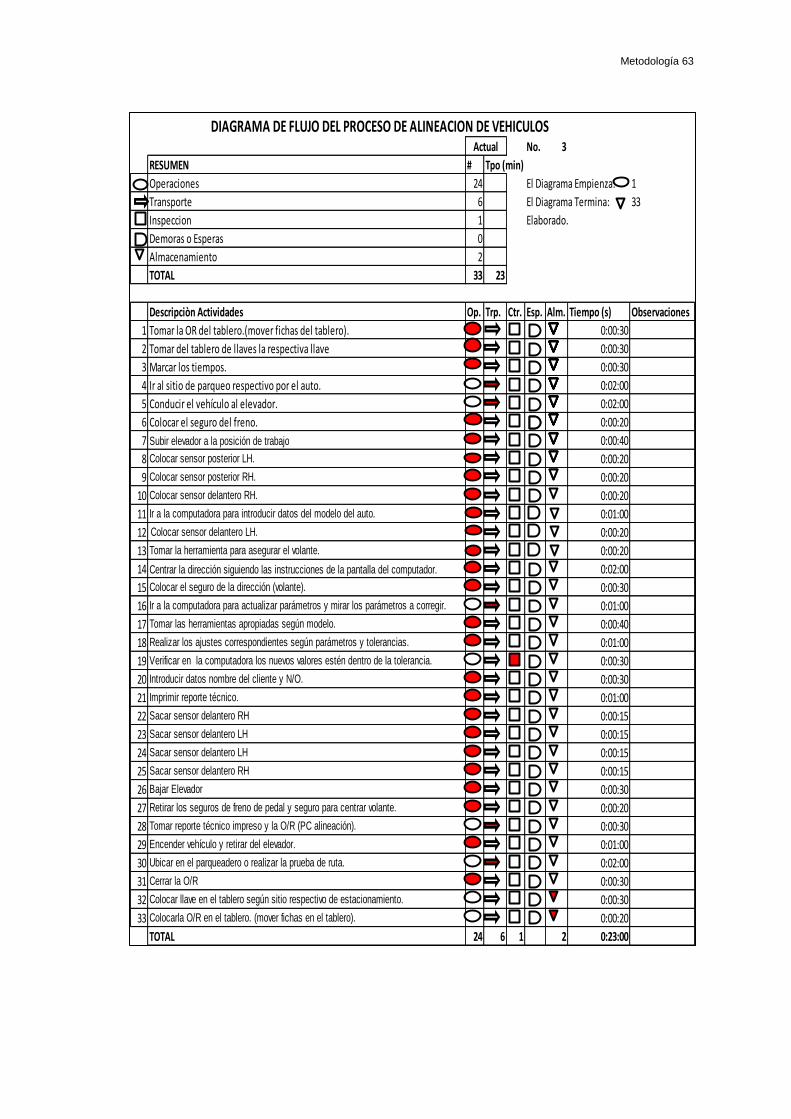
Metodología 63
No. 1 3
RESUMEN # Tpo (min)
Operaciones 24 El Diagrama Empienza: 1
Transporte 6 El Diagrama Termina: 33
Inspeccion 1 Elaborado.
Demoras o Esperas 0
Almacenamiento 2
TOTAL 33 23
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (s) Observaciones
1 Tomar la OR del tablero.(mover fichas del tablero). 0:00:30
2 Tomar del tablero de llaves la respectiva llave 0:00:30
3 Marcar los tiempos. 0:00:30
4 Ir al sitio de parqueo respectivo por el auto. 0:02:00
5 Conducir el vehículo al elevador. 0:02:00
6 Colocar el seguro del freno. 0:00:20
7 Subir elevador a la posición de trabajo 0:00:40
8 Colocar sensor posterior LH. 0:00:20
9 Colocar sensor posterior RH. 0:00:20
10 Colocar sensor delantero RH. 0:00:20
11 Ir a la computadora para introducir datos del modelo del auto. 0:01:00
12 Colocar sensor delantero LH. 0:00:20
13 Tomar la herramienta para asegurar el volante. 0:00:20
14 Centrar la dirección siguiendo las instrucciones de la pantalla del computador. 0:02:00
15 Colocar el seguro de la dirección (volante). 0:00:30
16 Ir a la computadora para actualizar parámetros y mirar los parámetros a corregir. 0:01:00
17 Tomar las herramientas apropiadas según modelo. 0:00:40
18 Realizar los ajustes correspondientes según parámetros y tolerancias. 0:01:00
19 Verificar en la computadora los nuevos valores estén dentro de la tolerancia. 0:00:30
20 Introducir datos nombre del cliente y N/O. 0:00:30
21 Imprimir reporte técnico. 0:01:00
22 Sacar sensor delantero RH 0:00:15
23 Sacar sensor delantero LH 0:00:15
24 Sacar sensor delantero LH 0:00:15
25 Sacar sensor delantero RH 0:00:15
26 Bajar Elevador 0:00:30
27 Retirar los seguros de freno de pedal y seguro para centrar volante. 0:00:20
28 Tomar reporte técnico impreso y la O/R (PC alineación). 0:00:30
29 Encender vehículo y retirar del elevador. 0:01:00
30 Ubicar en el parqueadero o realizar la prueba de ruta. 0:02:00
31 Cerrar la O/R 0:00:30
32 Colocar llave en el tablero según sitio respectivo de estacionamiento. 0:00:30
33 Colocarla O/R en el tablero. (mover fichas en el tablero). 0:00:20
TOTAL 24 6 1 2 0:23:00
DIAGRAMA DE FLUJO DEL PROCESO DE ALINEACION DE VEHICULOSActual

Metodología 64
No. 1 4
RESUMEN # Tpo (min)
Operaciones 13 El Diagrama Empienza: 1
Transporte 2 El Diagrama Termina: 18
Inspeccion 1
Demoras o Esperas 0
Almacenamiento 2
TOTAL 18 38
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (min) Observaciones
1 El tecnico LH toma la OR de la columna Lavada Express 0:00:30
2 El tecnico LH confirma el contenido de los trabajos 0:00:30
3 El tecnico LH ingresa el vehículo directamente a la bahía de lavado
0:05:00
El tenico se queda
conversando con el
personal tecnico
4 El tecnico LH inicia las tareas de lavado en el sistema 0:01:00
5 El tecnico LH registra el inicio de trabajo en el SI 0:00:30
6 El tecnico LH confirma la placa del vehículo mencionado en la OR 0:00:30
7Los tecnicos RH y LH realizan los trabajos de acuerdo a los requerimientos del cliente que
se encuentran en la OR 0:10:30
Realizan las
actividades de manera
descordinadas
8 El tecnico LH coloca el vehículo en las bahías de Espera de entrega (EE1 – EE9) 0:03:30
No encontro zonas de
parqueo disponible
9El tecnico LH migrar la O/T de atención de lavado de exprés a la columna de espera de
facturación 0:03:30
Se queda ayudando a
otros tecnicos
10El tecnico LH coloca la O/T junto con la orden del tablero alineando con el casillero de
espera de pago. El orden es paralelo y determina la ubicación del vehículo. 0:01:00
11 El tecnico LH deja la llave del vehículo en el puesto correspondiente en el tablero de llaves. 0:01:00 Conversa con el A.S.
12 El tecnico LH cierra tiempo de lavado en el sistema 0:01:00
13 El tecnico LH continua con el próximo vehículo 0:01:00
14 El tecnico RH limpia el puesto de trabajo 0:01:30
15 El tecnico RH lleva a cabo las 4S para herramientas 0:00:30
16 El tecnico RH mueve el coche de trabajo a la posición original. 0:01:30
17 El tecnico RH limpia el área de trabajo 0:03:00
18 El tecnico RH retorna las mangueras a su sitio 0:02:00
No realiza el proceso
indicado
TOTAL 13 2 1 0 2 0:38:00
DIAGRAMA DE FLUJO DEL PROCESO DE LAVADA DE VEHICULOSActual

Metodología 65
No. 1 5
RESUMEN # Tpo(min)
Operaciones 12 El Diagrama Empienza: 1
Transporte 10 El Diagrama Termina: 26
Inspeccion 2 Elaborado.
Demoras o Esperas 2
Almacenamiento
TOTAL 26 42
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (s) Observaciones
1 Saludar al cliente 0:02:00 Asesor conversa con cliente
2 Confirmar el propósito de la visita del cliente 0:01:00
3 Pedir al cliente tomar asiento en la sala de espera 0:02:00
Cliente reclama porque no se
le cumplio fecha de entrega
4 Verificar la columna de turnos de entrega y tomar el turno del numero mas bajo 0:01:00
5 Acercarse a la sala de espera y llamar al cliente por el número de turno 0:03:00 Asesor conversa con operadora
6 Saludar al cliente 0:01:30
7 Pedir al cliente tomar asiento frente al escritorio del asesor de servicio 0:00:30
8 Solicitar copia de la O/T 0:02:00 Cliente no trajo la OT
9Tomar la O/T y la pre-factura y la hoja de control de calidad de la columna de espera de
entrega 0:01:00
10
Explicar al cliente los trabajos realizados y el costo de partes y mano de obra, informar al
cliente de los trabajos recomendados para el próximo mantenimiento y los benéficos de la
BAHIA EXPRESS y las citas.
11Hacer firmar al cliente la hoja de control de calidad y la pre factura donde indica fecha y
hora del post-servicio 0:00:30
12 Entregar al cliente la pre-factura adjuntando la hoja de control de calidad. 0:01:00
13 Acompañar al cliente a la caja para cancelar la factura y presentar a la cajera. 0:02:00
14
Verificar el lugar de parqueo en el TPCT en espera de entrega (EE1….. EE9) o en las
Bahías o si se encuentra en las bahías de recepción/ entrega 0:04:00
No se encontraba en su zona
de parqueo
15 Trasladarse al estacionamiento de espera de entrega 0:02:00
16Reconfirmar que todos los trabajos del cliente hayan sido realizado, las partes
reemplazadas y que esté limpio el vehículo. 0:01:00
17 Conducir el vehículo a las bahías exclusivas para entrega (ENTRG/RECEP 1-2-3) 0:02:00
18 Esperar al cliente 0:05:00
19 Retira el gafete y las cortesías del vehículo (en presencia del cliente) 0:01:00
20Una vez más explicar al cliente los trabajos realizados entregar las partes reemplazadas y
dar a conocer las recomendaciones para el próximo mantenimiento. 0:01:00
21 Realizar nuevamente la revisión alrededor del vehículo junto con el cliente. 0:03:00 Mal proceso de lavada
22 Consultar al cliente si desea llevarse las partes reemplazadas. 0:02:00
23 Entregar las llaves al cliente 0:00:30
24 Dar gracias al cliente por su visita 0:00:30
25 Guiar al cliente hacia la salida y esperar hasta que abandone la agencia 0:01:30
26 Regresar a la recepción 0:01:00
TOTAL 12 10 2 2 0:42:00
DIAGRAMA DE FLUJO DEL PROCESO DE ENTREGA DE VEHICULOSActual
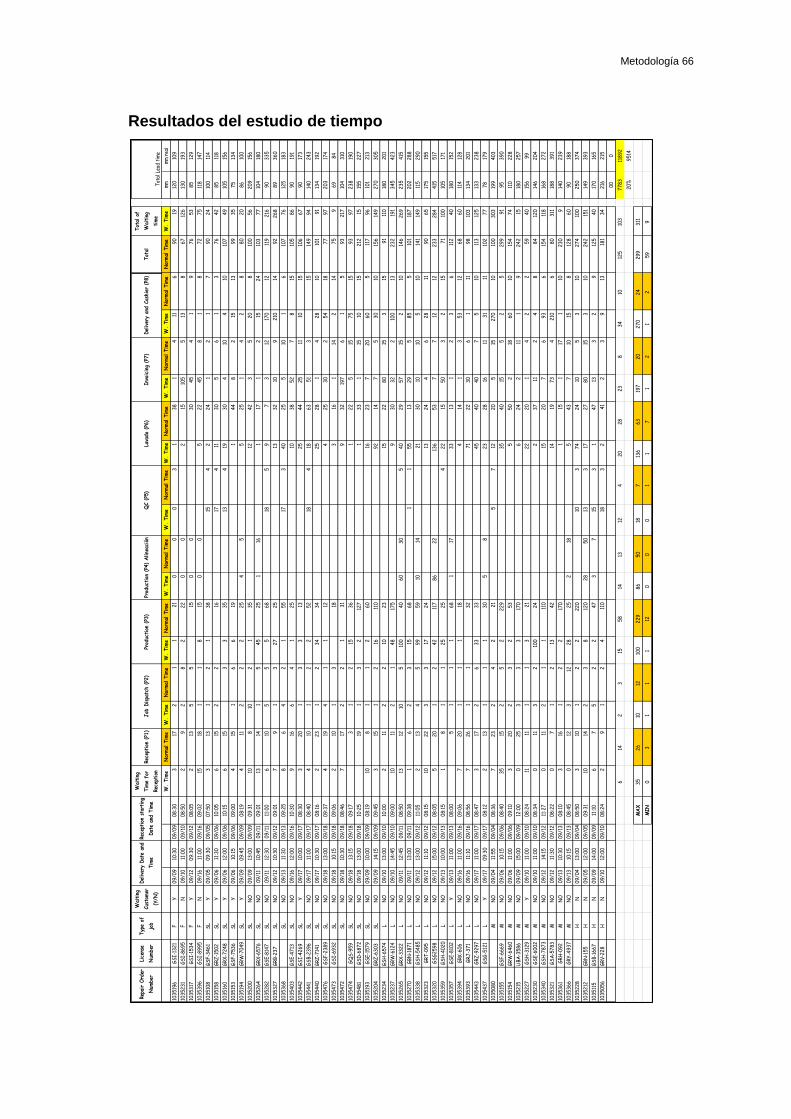
Metodología 66
Resultados del estudio de tiempo
Repa
ir O
rder
Num
ber
Lice
nse
Num
ber
Typ
e of
job
Waiting
Cust
omer
(Y/N
)
Waiting
Tim
e fo
r
Rece
ption
Rece
ption
(P1)
Tot
al
Tot
al o
f
Waiting
time
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
W.
Tim
e Nor
mal T
ime
Nor
mal T
ime
W.
Tim
e m
mm
m r
eal
1035
196
GS
I-13
21F
Y09
/09
10:3
009
/09
08:3
03
172
11
210
00
31
381
411
690
1912
010
9
1035
231
GS
I-86
95F
N09
/10
11:0
009
/10
08:5
02
92
82
220
02
1510
55
138
6712
613
019
3
1035
317
GS
I-15
34F
Y09
/12
09:3
009
/12
08:0
52
135
515
00
3045
41
976
5385
129
1035
396
GS
I-89
95F
N09
/16
11:0
009
/16
09:0
215
181
18
150
05
2245
81
872
7511
814
7
1035
108
GS
F-34
61S
LY
09/0
509
:30
09/0
507
:50
313
12
138
154
224
12
17
9024
100
114
1035
158
GRZ
-150
2S
LY
09/0
611
:30
09/0
610
:05
615
22
1617
411
305
61
376
4285
118
1035
160
GRX
-724
8S
LY
09/0
612
:00
09/0
610
:15
615
33
3513
419
304
104
1010
749
105
156
1035
153
GS
F-75
36S
LY
09/0
610
:15
09/0
609
:00
415
16
619
144
82
1513
9935
7513
4
1035
194
GRW
-704
9S
LY
09/0
909
:45
09/0
908
:19
411
22
225
45
525
14
28
8020
8610
0
1035
200
SL
NO
09/0
913
:00
09/0
909
:31
108
102
135
1242
35
208
100
5620
915
6
1035
264
GRX
-657
6S
LN
O09
/11
10:4
509
/11
09:0
113
141
545
251
161
171
215
2410
377
104
180
1035
282
GS
E-81
47S
LN
O09
/11
12:3
009
/11
11:0
06
105
55
6818
59
73
1217
012
119
216
9033
5
1035
327
GRB
-237
SL
NO
09/1
210
:30
09/1
209
:01
79
13
2725
1332
109
210
1492
268
8936
0
1035
368
SL
NO
09/1
311
:30
09/1
309
:25
86
42
155
173
4025
510
16
107
7612
518
3
1035
403
GS
E-47
13S
LN
O09
/16
12:0
009
/16
10:3
09
166
41
2510
3852
78
1510
586
9019
1
1035
442
GS
I-42
69S
LY
09/1
710
:00
09/1
708
:30
320
13
313
2544
2511
1015
106
6790
173
1035
441
GS
B-23
96S
LN
O09
/17
11:0
009
/17
08:4
04
101
22
5218
418
6351
315
149
9414
024
3
1035
440
GRZ
-714
1S
LN
O09
/17
10:3
009
/17
08:1
62
231
234
3425
281
428
1010
191
134
192
1035
476
GS
F-23
89S
LN
O09
/18
13:0
009
/18
09:3
74
194
11
124
2530
254
1877
9720
317
4
1035
473
GS
I-69
32S
LN
O09
/18
10:1
509
/18
09:0
62
101
318
316
114
214
759
6984
1035
472
SL
NO
09/1
810
:30
09/1
808
:46
717
22
131
932
197
61
593
217
104
310
1035
474
GQ
S-9
59S
LN
O09
/18
13:1
509
/18
09:1
73
12
1536
122
515
7515
9397
238
190
1035
481
GS
D-6
872
SL
NO
09/1
813
:00
09/1
810
:25
191
32
127
133
115
1015
212
1515
522
7
1035
193
GS
E-15
79S
LN
O09
/09
10:0
009
/09
08:1
910
81
12
6016
237
2060
511
796
101
213
1035
204
GRZ
-630
3S
LN
O09
/09
14:1
509
/09
09:4
53
151
216
110
9214
75
3010
156
149
270
305
1035
234
GS
H-6
574
LN
O09
/10
13:0
009
/10
10:0
02
112
210
2315
2280
153
1591
110
180
201
1035
237
GRW
-612
4L
NO
09/1
014
:45
09/1
009
:00
1011
21
4817
59
3032
210
013
232
191
345
423
1035
265
GRX
-332
2L
NO
09/1
112
:45
09/1
108
:50
1312
105
100
4060
305
4029
5715
210
146
269
235
415
1035
270
GBN
-187
1L
NO
09/1
113
:00
09/1
109
:38
16
23
1568
11
5513
295
855
101
187
202
288
1035
338
GS
H-5
485
LN
O09
/12
13:0
009
/12
11:0
52
134
599
5910
1421
3010
105
1014
114
911
529
0
1035
323
GRT
-095
LN
O09
/12
11:1
009
/12
08:1
510
223
317
2413
244
628
1190
6517
515
5
1035
320
GS
G25
98L
NO
09/1
215
:00
09/1
208
:05
520
12
4211
786
2213
653
77
1212
233
284
415
517
1035
359
GS
H-4
020
LN
O09
/13
10:0
009
/13
08:1
51
81
125
254
2215
503
215
7110
010
517
1
1035
357
GS
E-81
02L
Y09
/13
11:0
009
/13
08:0
05
11
168
117
3313
12
36
112
4018
015
2
1035
394
GRK
-606
LN
O09
/16
11:0
009
/16
09:0
67
201
11
184
141
353
1268
6011
412
8
1035
393
GRJ
-371
LN
O09
/16
11:1
009
/16
08:5
67
261
132
7122
306
111
9810
313
420
1
1035
443
GRZ
-929
7L
NO
09/1
711
:00
09/1
708
:47
317
26
3333
4540
407
510
113
125
133
238
1035
437
GS
G-5
121
LY
09/1
709
:30
09/1
708
:12
213
11
130
58
2328
1611
3111
102
7778
179
1035
080
MN
O09
/04
11:5
509
/04
08:3
67
232
42
215
712
205
1527
010
100
303
199
403
1035
155
GS
F-66
69M
NO
09/0
610
:15
09/0
608
:40
3515
25
222
935
4015
52
529
991
9539
0
1035
154
GRW
-646
0M
NO
09/0
611
:00
09/0
609
:10
320
23
253
550
218
6010
154
7411
022
8
1035
215
UBA
-358
6M
NO
09/0
915
:00
09/0
912
:00
025
33
317
06
242
111
924
215
180
257
1035
227
GS
H-3
129
MY
09/1
011
:00
09/1
008
:24
1111
11
321
2220
14
22
5940
156
99
1035
230
GS
E-60
02M
NO
09/1
011
:00
09/1
008
:34
011
32
100
242
3711
24
884
120
146
204
1035
340
GS
H-7
873
MN
O09
/12
14:1
509
/12
11:2
70
112
11
110
1520
76
936
154
118
168
272
1035
321
GS
A-5
783
MN
O09
/12
11:3
009
/12
08:2
20
71
213
4214
1973
421
06
8031
118
839
1
1035
361
GRH
-092
MN
O09
/13
10:3
009
/13
08:1
03
161
22
170
115
117
110
230
914
023
9
1035
366
GRY
-493
7M
NO
09/1
310
:15
09/1
308
:45
012
312
2825
218
543
710
158
128
6090
188
1035
228
HN
09/0
413
:00
09/0
408
:50
310
12
222
010
374
2410
53
1027
410
025
037
4
1035
212
GRN
-155
HN
09/0
512
:00
09/0
509
:31
1014
23
812
028
5013
317
2780
153
1024
215
114
939
3
1035
115
GS
B-16
67H
N09
/09
14:0
009
/09
11:1
06
75
22
473
715
31
4713
32
912
540
170
165
1035
056
GRV
-228
HN
09/1
012
:00
09/1
008
:24
29
12
411
018
32
412
39
1318
134
216
215
000
614
23
1558
1413
124
2028
238
3410
125
103
7783
1189
2
20%
9514
MAX
3526
1012
100
229
8650
187
136
6319
720
270
2429
931
1
MIN
03
11
112
00
01
17
12
12
599
Deliver
y Dat
e an
d
Tim
e
Rece
ption
star
ting
Dat
e an
d Tim
eT
otal
Lea
d ti
me
Job
Dispa
tch
(P2)
Prod
uction
(P4
) Alin
eación
QC
(P5)
Invo
icing
(P7)
Deliver
y an
d Ca
shier
(P8)
Prod
uction
(P3
)La
vado
(P6
)

Metodología 67
Cantidad de la muestra:
CUADRO 14
MUESTREO
Tipo de Mantenimiento (PM): Cantidad
Fuerte 4
Mediano 10
Liviano 21
Súper liviano 13
Inspección gratuita 4
Otros 0
Reparaciones generales 0
Total de la muestra 52
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
2.2.3 Diagrama de Pareto
CUADRO 15
TIEMPOS DE PROCESAMIENTO Y ESTANCAMIENTO
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
Tiempo de procesamiento y tiempo de estancamiento
Recepcion Despacho Servicio Alineacion QC Lavado Preparacion Entrega Lead time
14 4 18 0 3 26 5 8 79
Free 18% 5% 23% 0% 4% 33% 7% 10% 100%
13 3 41 11 4 29 8 12 120
SL 11% 2% 34% 9% 3% 24% 7% 10% 100%
14 2 55 18 3 26 7 11 136
L 10% 2% 40% 13% 2% 19% 5% 8% 100%
15 4 87 18 7 29 9 7 176
M 9% 2% 49% 10% 4% 16% 5% 4% 100%
10 2 124 29 3 35 7 11 220
H 5% 1% 57% 13% 1% 16% 3% 5% 100%
13 3 65 15 4 29 7 10 146
9% 2% 44% 10% 3% 20% 5% 7% 100%
Porcentaje
Duracion Media
Duracion Media
Porcentaje
Duracion Media
Porcentaje
Tiempos de procesos.
Duracion Media
Porcentaje
Duracion Media
Porcentaje
Porcentaje
Duracion Media

Metodología 68
GRAFICO 14
PORCENTAJE DE PROCESAMIENTO
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
GRAFICO 15
PORCENTAJE DE PROCESAMIENTO DEL LEAD TIME
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.

Metodología 69
CUADRO 16
DATOS DE DESGLOSE DE LOS PROCESOS DE ESTANCAMIENTO
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
GRAFICO 16
DIAGRAMA DE PARETO DE LOS PROCESOS DE ESTANCAMIENTO
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
Datos de Desglose de los procesos estancamiento (grafico)
TotalEspera por
Entrega
Espera por
Preparacion
Espera por
Lavada
Espera por
QC
Espera por
Alineacion
Espera por
servicio
Espera por
Despacho
Espera por
Recepcion
Duracion 127 34 23 20 12 14 15 2 6
Porcentaje 100% 27% 18% 16% 10% 11% 12% 2% 4%
27% 45% 61% 70% 82% 94% 96% 100%
P8 P7 P6 P5 P4 P3 P2 P1

Metodología 70
CUADRO 17
DATOS DE DESGLOSE DE ESTANCAMIENTOS DE LOS DIFERENTES
MANTENIMIENTOS.
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
GRAFICO 17
DIAGRAMA DE PARETO DE LOS PROCESOS DE ESTANCAMIENTO EN
LOS MANTENIMIENTOS
Fuente: Investigación de campo.
Elaborado: Barberan Cuenca Byron.
Desglose de estancamientos de los PM y mantenimientos gratuitos
TotalEspera por
Entrega
Espera por
Preparacio
n
Espera por
Lavada
Espera por
QC
Espera por
Alineacion
Espera por
servicio
Espera por
Despacho
Espera por
Recepcion
Average 111 28 27 18 7 10 13 2 6
Percentage 100% 25% 24% 16% 7% 9% 12% 2% 5%
25% 49% 65% 72% 81% 93% 95% 100%
P8 P7 P6 P5 P4 P3 P2 P1
28
27
18
7 10
13
2 6
25%
49%
65% 72%
81%
93% 95% 100%
0%
20%
40%
60%
80%
100%
120%
0
5
10
15
20
25
30
Du
rati
on
Desglose de los procesos de
estancamiento
Metodología 71
A través de este método hemos podido determinar que tanto el proceso
de lavada como de entrega presentan demoras en sus procesos promedio de
26 min en los trabajos de mantenimiento de cada vehículo que ingresa al taller
sabiendo que:
2.3 Diagnostico situacional.
Después de haber realizado el estudio de los procesos mediante el
método de análisis de tiempos se determinó que los 2 procesos en donde
existen demoras de tiempo son:
Proceso de lavada
Proceso de entrega
Se establecen los problemas existentes y sus posibles causas mediante el
método del diagrama de Ishikawa para de esta manera elaborar y presentar
una propuesta de mejorar con el fin de brindar un mejor servicio al cliente.
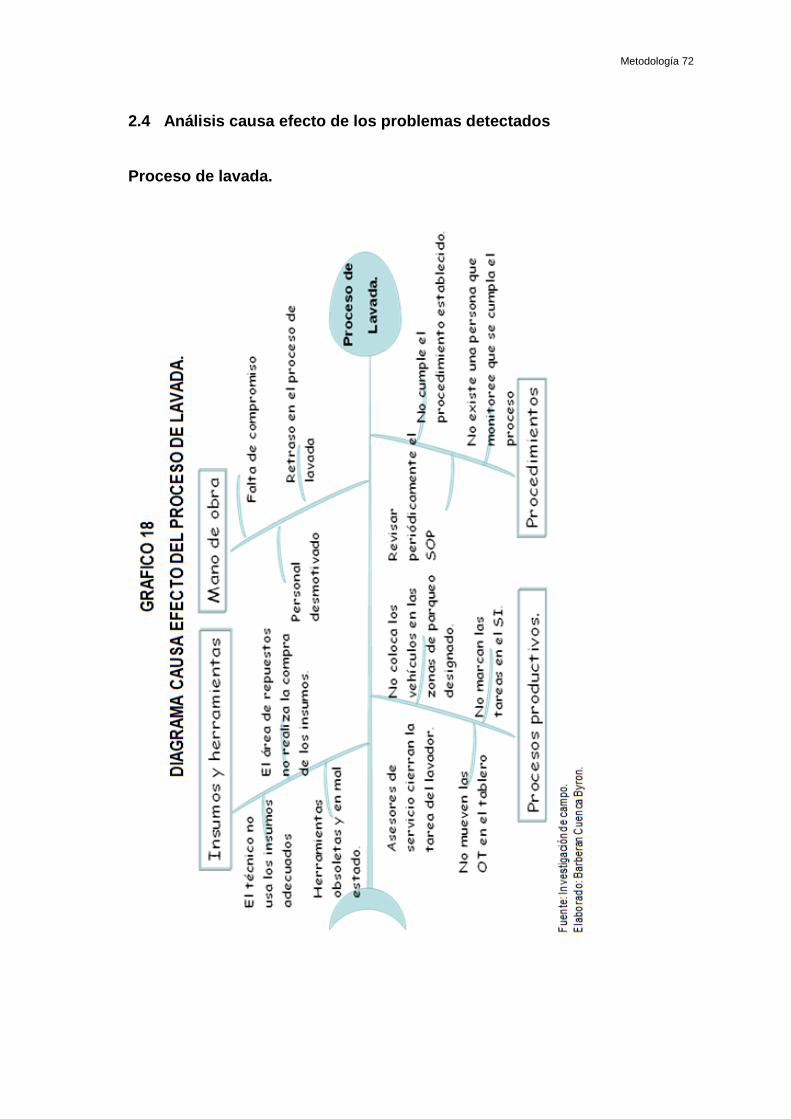
Metodología 72
2.4 Análisis causa efecto de los problemas detectados
Proceso de lavada.

Metodología 73
Proceso de entrega.

Metodología 74
2.5 Costo de las conformidades detectadas.
CUADRO 18
COSTO DE LAS PÉRDIDAS.
Proceso de Lavada
Costo por hora de mano de obra
del lavador.
$30
Promedio de demora de tiempo en
proceso de lavada
18 min=0,30 horas
Costo de la demora de tiempo $9
Unidades atendidas mensualmente 520
Perdida Proceso de lavada $4680
Proceso de Entrega
Costo por hora de mano de obra
del Asesor de servicio
$60
Promedio de demora de tiempo en
proceso de entrega
28 min= 0,47 horas
Costo de la demora de tiempo $28,20
Unidades atendidas mensualmente 520
Perdida Proceso de entrega $14664
Pérdida Total $19344
Fuente: Investigación de campo Elaborado: Barberan Cuenca Byron.
2.6 Diagnostico
Dado los resultados obtenidos durante la revisión de los diferentes
procesos con los que cuenta el área de servicio post venta se ha logrado
demostrar la alta insatisfacción y la gran inconformidad de los clientes con el
servicio.
El estudio identificó que los procesos que muestran mayores falencias son
el de lavada y entrega razón por la cual a partir de los diagramas de flujos de
proceso actuales se evidenciaron que existen mudas de tiempos durante el
desarrollo normal de sus procesos.

Metodología 75
Por lo que se procedió a elaborar diagramas Ishikawa tanto para el
proceso de lavada como el de entrega para identificar sus posibles causas con
el objetivo de establecer una propuesta de mejora que beneficie al desarrollo
de las actividades así como lograr la satisfacción del cliente.
Propuesta 76
CAPÍTULO 3
PROPUESTA.
3.1 Planteamiento de la solución del problema.
Con la implementación de las mejoras y basados en la filosofía de Toyota
que abarca todos los parámetros para un mejoramiento continuo en los
procesos y tomando en consideración que ya hemos determinado los
problemas así como su respectiva causa raíz se pretende aumentar la
satisfacción del cliente, para ello es importante la correcta implementación de
los procesos ya establecidos y la sostenibilidad de los mismos, cumpliendo los
lineamientos globales de la operación y evaluar los procesos mediante una
guía kaizen o evaluación establecida por la marca que permite de manera
constante revisar la operación del taller.
Se espera lograr un aumento en las entradas al taller de servicio, mejorar
la disponibilidad de repuestos y sincronización del trabajo, reducir los niveles
de sobre stock del inventario de repuestos, entender las solicitudes del cliente y
la situación real, dar una explicación satisfactoria y confirmar la satisfacción del
cliente acerca de la calidad del servicio mediante el Seguimiento Posterior al
Servicio.
3.2 Objetivos de la propuesta.
Aumentar la satisfacción del cliente.
Cumplir con el plan de acción establecido.
Realizar evaluaciones utilizando una guía Kaizen.
Aplicación de mejoras continuas en los procesos ya establecidos.
Aplicación de las 5s en las áreas del taller así como en el sistema de
producción.

Propuesta 77
3.3 Estructura de la propuesta
Las actividades que se ejecutaran para cumplir con los objetivos pactados
en el proyecto, son las siguientes:
Problema de lavada:
a) Implementación de una persona (líder kaizen) que monitoree el
cumplimiento.
Sueldo base $700
Tiempo de contratación 6 meses
Costo total de dicha implementación $4200
Sueldo basado en la tabla salarial del Ecuador 2015
Objetivo:
Cumplimiento de los SOP para todas las operaciones de servicio.
b) Realizar inventarios de los equipos y herramientas del personal técnico y
cambio de las que se encuentren en mal estado
Costo promedio de herramientas $1803,01
Costo basado en Proforma #083545 elaborada por cecuamaq.
Objetivo:
Disposición de Herramientas y equipo
c) Actas de reuniones kaizen a cargo del líder kaizen con tareas de mejora
continua que permitirá lograr un mayor compromiso del personal así
como de las diferentes áreas.

Propuesta 78
Objetivo:
Compromiso por parte del personal técnico y administrativo en el
cumplimiento de sus tareas.
d) Cursos y capacitaciones al personal técnico de 5S, (11 personas.)
Costo del curso $200
Tiempo del curso: 32 horas
Costo total de dicha implementación $2200
Costo basado en Proforma elaborada por Ciradsa.
Objetivo:
Aplicación del Kaizen, 5s, Justo a Tiempo y Técnicas de almacenamiento
en las áreas de repuestos y taller.
Problemas de Entrega:
a) Cursos y capacitaciones al personal administrativo de 5S, (8 personas.)
Costo del curso $200
Tiempo del curso: 32 horas
Costo total de dicha implementación $1600
Costo basado en Proforma elaborada por Ciradsa.
Objetivo:
Aplicación del Kaizen, 5s, Justo a Tiempo y Técnicas de almacenamiento
en las áreas de repuestos y taller.

Propuesta 79
b) El jefe de taller debe realizar control y seguimiento de los indicadores de
gestión
Objetivo:
Establecer planes de acción y acciones kaizen para comprometer al
personal en el desarrollo de sus actividades
c) El controlador deberá realizar sus procesos establecido en el manual de
funciones
Objetivo:
Nivelar la carga de trabajo del taller tomando en consideración la medición
de la capacidad, eficiencia y productividad del área de servicio.
d) Realizar campañas publicitarias para promover el compromiso del cliente.
Costo destinado a campañas publicitarias $2000
Objetivo:
Promover a los clientes que asistan puntuales a sus citas por mantenimiento.
e) Elaborar evaluaciones de la marca y establecer planes de mejoramiento
continuo a cargo del líder kaizen.
Objetivo:
Mantener los estándares de la marca Toyota.
Propuesta 80
3.4 Costo de la implementación propuesta.
La empresa a pesar de contar con los recursos necesarios para implementar
propuesta de mejora es importante contar con el compromiso por parte del
personal técnico y administrativo el mismo que se adquiere capacitando al
personal, motivándolo demostrando que el cliente interno es el activo más
preciado de una empresa por lo que se expresa en el enunciado anterior una
serie de actividades que tienen el siguiente costo de implementación:
El costo de la implementación es de $11803,01
En virtud de la magnitud de la inversión la empresa Toyocosta está en
capacidad de asumir los costos de la implementación, es por ello que no se
aplica un análisis económico.
.

Propuesta 81
3.5 Diagrama de flujo de proceso propuesto para optimizar el proceso de
lavada.
Proceso de lavada
No. 1 4
RESUMEN # Tpo (min)
Operaciones 13 El Diagrama Empienza: 1
Transporte 2 El Diagrama Termina: 18
Inspeccion 1
Demoras o Esperas 0
Almacenamiento 2
TOTAL 18 20
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (min) Observaciones
1 El tecnico LH toma la OR de la columna Lavada Express 0:00:20
2 El tecnico LH confirma el contenido de los trabajos 0:00:20
3 El tecnico LH ingresa el vehículo directamente a la bahía de lavado 0:01:30
4 El tecnico LH inicia las tareas de lavado en el sistema 0:00:30
5 El tecnico LH registra el inicio de trabajo en el SI 0:00:30
6 El tecnico LH confirma la placa del vehículo mencionado en la OR 0:00:30
7Los tecnicos RH y LH realizan los trabajos de acuerdo a los requerimientos del cliente que
se encuentran en la OR 0:08:30
Actividades
coordinadas
8 El tecnico LH coloca el vehículo en las bahías de Espera de entrega (EE1 – EE9) 0:01:20
9El tecnico LH migrar la O/T de atención de lavado de exprés a la columna de espera de
facturación 0:00:30
10El tecnico LH coloca la O/T junto con la orden del tablero alineando con el casillero de
espera de pago. El orden es paralelo y determina la ubicación del vehículo. 0:00:30
11 El tecnico LH deja la llave del vehículo en el puesto correspondiente en el tablero de llaves. 0:00:30
12 El tecnico LH cierra tiempo de lavado en el sistema 0:00:30
13 El tecnico LH continua con el próximo vehículo 0:00:30
14 El tecnico RH limpia el puesto de trabajo 0:01:30
15 El tecnico RH lleva a cabo las 4S para herramientas 0:00:30
16 El tecnico RH mueve el coche de trabajo a la posición original. 0:00:30
17 El tecnico RH limpia el área de trabajo 0:01:00
18 El tecnico RH retorna las mangueras a su sitio 0:00:30
TOTAL 13 2 1 0 2 0:20:00
DIAGRAMA DE FLUJO DEL PROCESO DE LAVADA DE VEHICULOSPropuesto
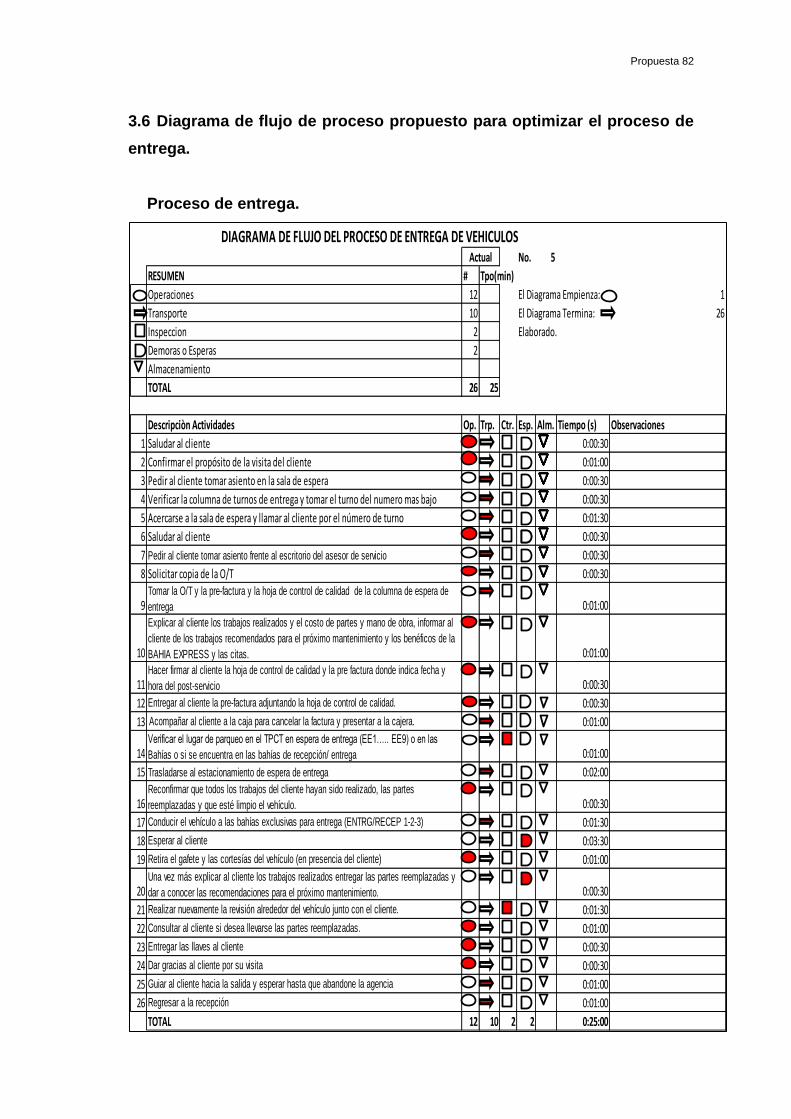
Propuesta 82
3.6 Diagrama de flujo de proceso propuesto para optimizar el proceso de
entrega.
Proceso de entrega.
No. 1 5
RESUMEN # Tpo(min)
Operaciones 12 El Diagrama Empienza: 1
Transporte 10 El Diagrama Termina: 26
Inspeccion 2 Elaborado.
Demoras o Esperas 2
Almacenamiento
TOTAL 26 25
Descripciòn Actividades Op. Trp. Ctr. Esp. Alm. Tiempo (s) Observaciones
1 Saludar al cliente 0:00:30
2 Confirmar el propósito de la visita del cliente 0:01:00
3 Pedir al cliente tomar asiento en la sala de espera 0:00:30
4 Verificar la columna de turnos de entrega y tomar el turno del numero mas bajo 0:00:30
5 Acercarse a la sala de espera y llamar al cliente por el número de turno 0:01:30
6 Saludar al cliente 0:00:30
7 Pedir al cliente tomar asiento frente al escritorio del asesor de servicio 0:00:30
8 Solicitar copia de la O/T 0:00:30
9Tomar la O/T y la pre-factura y la hoja de control de calidad de la columna de espera de
entrega 0:01:00
10
Explicar al cliente los trabajos realizados y el costo de partes y mano de obra, informar al
cliente de los trabajos recomendados para el próximo mantenimiento y los benéficos de la
BAHIA EXPRESS y las citas. 0:01:00
11Hacer firmar al cliente la hoja de control de calidad y la pre factura donde indica fecha y
hora del post-servicio 0:00:30
12 Entregar al cliente la pre-factura adjuntando la hoja de control de calidad. 0:00:30
13 Acompañar al cliente a la caja para cancelar la factura y presentar a la cajera. 0:01:00
14Verificar el lugar de parqueo en el TPCT en espera de entrega (EE1….. EE9) o en las
Bahías o si se encuentra en las bahías de recepción/ entrega 0:01:00
15 Trasladarse al estacionamiento de espera de entrega 0:02:00
16Reconfirmar que todos los trabajos del cliente hayan sido realizado, las partes
reemplazadas y que esté limpio el vehículo. 0:00:30
17 Conducir el vehículo a las bahías exclusivas para entrega (ENTRG/RECEP 1-2-3) 0:01:30
18 Esperar al cliente 0:03:30
19 Retira el gafete y las cortesías del vehículo (en presencia del cliente) 0:01:00
20Una vez más explicar al cliente los trabajos realizados entregar las partes reemplazadas y
dar a conocer las recomendaciones para el próximo mantenimiento. 0:00:30
21 Realizar nuevamente la revisión alrededor del vehículo junto con el cliente. 0:01:30
22 Consultar al cliente si desea llevarse las partes reemplazadas. 0:01:00
23 Entregar las llaves al cliente 0:00:30
24 Dar gracias al cliente por su visita 0:00:30
25 Guiar al cliente hacia la salida y esperar hasta que abandone la agencia 0:01:00
26 Regresar a la recepción 0:01:00
TOTAL 12 10 2 2 0:25:00
DIAGRAMA DE FLUJO DEL PROCESO DE ENTREGA DE VEHICULOSActual
Propuesta 83
3.7 Conclusiones
Con la implementación del programa Kodawari en el área postventa. Se logra
dar una respuesta precisa a las solicitudes de los clientes cumpliendo con los
tiempos de entrega prometidos y la calidad de servicio demandada.
Se realizó un estudio sobre la problemática actual mediante la recolección de
información relacionada con los procesos y procedimientos actuales del área
de Servicio Postventa.
Se establecieron las causas que originan las disconformidades en los servicios
de mantenimiento de los vehículos.
Se logró establecer los lineamientos a seguir para atacar de manera directa
las principales causas que dan origen a la problemática.
Se realizara un seguimiento al cumplimiento de los procesos existentes del
área de Servicio Postventa.
Se monitoreara en la bodega de repuestos el uso de las metodologías Kaizen
y 5S.
Se determinó que debe existir un Líder kaizen que realice acciones de mejora
continua.
Se determinaron las causas raíz de los problemas encontrados durante el
estudio y sus posibles soluciones.
3.8 Recomendaciones
Socializar la implementación de mejoras continuas en las diferentes
partes del proceso.
Establecer un líder kaizen.
Propuesta 84
El líder kaizen monitoreara los problemas encontrados durante el
desarrollo de los procesos.
Elaborar planes de mejora continua y realizar los seguimientos de los
mismos
Establecer un plan de incentivos por el cumplimiento de las actividades
kaizen al personal administrativo y técnico.
Establecer una correcta comunicación entre el asesor de servicio y el
cliente lo mismo que permitirá una mejor seguimiento de los trabajos
realizados en el taller.
BIBLIOGRAFIA
Advance Productive Solutions, S.L. 2006. ceroaverias.com.
centroTPM/principiopareto. [En línea] 100%TPM, 02 de 01 de 2006. [Citado el:
14 de 12 de 2014.] http://www.ceroaverias.com/centroTPM/principiopareto.htm.
Definición.De. 2008. Definición.De.Produccion. Definición.De. [En línea]
Produccion, 12 de 02 de 2008. [Citado el: 09 de 09 de 2014.]
http://definicion.de/produccion/#ixzz3O4cXWm2C.
Distancia, Universidad Nacional Abierta y a. 2004. datateca.unad.edu.co.
datateca.unad.edu.co/contenidos. [En línea] Definicion de logistica integral, 20
de 02 de 2004. [Citado el: 17 de 12 de 2014 .]
http://datateca.unad.edu.co/contenidos/256594/256594_MOD/12definicin_de_lo
gstica_integral.html.
FODA, Matriz. 2011. matrizfoda.com.¿Qué es la Matriz FODA?
matrizfoda.com. [En línea] 01 de 02 de 2011. [Citado el: 16 de 12 de 2014.]
http://www.matrizfoda.com/.
Gestion y Administracion. 2006. Gestionyadministracion.gestion de la
produccion. Direccion y gestion de la produccion. [En línea]
gestionyadministracion, 12 de 03 de 2006. [Citado el: 12 de 12 de 2014.]
http://www.gestionyadministracion.com/empresas/gestion-de-la-
produccion.html.
Gestiopolis. 2002. diagrama-de-causa-efecto. gestiopolis.com. [En línea]
Universidad de Champagnat., 10 de 07 de 2002. [Citado el: 16 de 12 de 2014.]
Maldonado, Jose Angel. 2011. Eeumed.net.diagrama de pareto.
eumed.net/libros-gratis/2011e/1084/diagrama. [En línea] Enciclopedia Virtual,
23 de 01 de 2011. [Citado el: 16 de 12 de 2014.] http://www.eumed.net/libros-
gratis/2011e/1084/diagrama.html.
Ministerio de Industrias del Ecuador. 2013. sector-manufacturero-industrial-
Referencias Bibliográficas 86
aporta-al-crecimiento-economico-del-pais. industrias.gob.ec/. [En línea] 10 de
01 de 2013. [Citado el: 20 de 12 de 2014.] https://www.industrias.gob.ec/sector-
manufacturero-industrial-aporta-al-crecimiento-economico-del-pais/.
Valhondo, Joaquín Bautista. 2013. Sistemas productivo-logísticos.
Introducción. Direccion de operaciones. [En línea] 05 de 02 de 2013. [Citado el:
12 de 12 de 2014.] www.prothuis.com.
Vergara, Gonzalo. 2009. mejoratugestion.que-es-un-sistema-de-gestion.
mejoratugestion. [En línea] MEJORA TU GESTION, 03 de 31 de 2009. [Citado
el: 15 de 12 de 2014.] http://mejoratugestion.com/mejora-tu-gestion/que-es-un-
sistema-de-gestion/.
Wikipeia.org. 2014. Wikipedia.org.Sistemas de produccion. Wikipedia.org. [En
línea] Wikipedia, 05 de 09 de 2014. [Citado el: 2014 de 12 de 12.]
https://es.wikipedia.org/wiki/Sistema_de_producci%C3%B3n.