VALIDACIÓN DEL PROCESO DE MEZCLADO EN LA FABRICACIÓN …
64
1 VALIDACIÓN DEL PROCESO DE MEZCLADO EN LA FABRICACIÓN DE UN ALIMENTO ENRIQUECIDO CON VITAMINAS Y MINERALES. EDGAR RICARDO MORENO ACUÑA UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA BOGOTÁ, COLOMBIA JUNIO 2008
Transcript of VALIDACIÓN DEL PROCESO DE MEZCLADO EN LA FABRICACIÓN …

1
VALIDACIÓN DEL PROCESO DE MEZCLADO EN LA FABRICACIÓN DE
UN ALIMENTO ENRIQUECIDO CON VITAMINAS Y MINERALES.
EDGAR RICARDO MORENO ACUÑA
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ, COLOMBIA
JUNIO 2008

2
VALIDACIÓN DEL PROCESO DE MEZCLADO EN LA FABRICACIÓN DE
UN ALIMENTO ENRIQUECIDO CON VITAMINAS Y MINERALES.
EDGAR RICARDO MORENO ACUÑA
Tesis de Grado
Asesor
M. Sc. Oscar Fernando Sánchez Medina
Ingeniero Químico
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ, COLOMBIA
JUNIO 2008

3
DEDICATORIA
“Dedico este trabajo a mis padres, mi hermano y mi novia,
por creer siempre en mi y estar siempre a mi lado.
Gracias a su comprensión y su inmenso apoyo, logré
culminar satisfactoriamente una de las etapas
más importantes de mi vida”

4
AGRADECIMIENTOS
El autor expresa sus agradecimientos: A Mauricio Henao, Ingeniero Químico. Por sus aportes y su valioso apoyo en el desarrollo satisfactorio del presente trabajo. A Oscar Sánchez, Ingeniero Químico, asesor del proyecto. Por su ayuda, orientación e interés durante cada una de las etapas del proyecto. A Laboratorios PRONABELL LTDA, en especial al personal del departamento de control de calidad, por el préstamo de equipos y de sus instalaciones para llevar a cabo el desarrollo del proyecto. A mis padres, porque su ayuda incondicional fue fundamental para alcanzar todas las metas trazadas a lo largo de mi carrera. A mis compañeros y amigos por acompañarme y apoyarme durante este tiempo.

5
TABLA DE CONTENIDO 1. INTRODUCCIÓN 11 2. OBJETIVOS 12
2.1 OBJETIVO GENERAL 12 2.2 OBJETIVOS ESPECIFICOS 12
3. MARCO TEÓRICO 13 3.1 VALIDACIÓN 13 3.2 MEZCLADO 21
3.2.1 Tipos de mezcladores 24 3.2.2 Parámetros de operación del mezclador rotativo 26
3.2.2.1 Caracterización mezcla de sólidos 27 3.2.2.2 Nivel de llenado 29 3.2.2.3 Velocidad de rotación 29 3.2.2.4 Carga y descarga de material 30 3.2.2.5 Tiempo de mezclado 30 3.2.2.6 Grado de mezcla 31
3.3 TÉCNICAS ANALÍTICAS 33 3.3.1 Cromatografía 33 3.3.2 Espectrofotometría en el infrarrojo cercano (NIR) 34
3.4 ALIMENTOS ENRIQUECIDOS 37 4. MATERIALES Y METODOS 39
4.1 Planificación 39 4.2 Calificación de Instalación 39 4.3 Calificación de Operación/Funcionamiento 40 4.4 Calificación de Desempeño 40
4.4.1 Diseño Experimental 40 4.4.2 Toma de muestras 42
4.5 Caracterización del proceso de mezclado 43 4.5.1 Caracterización de la mezcla 43
4.6 Validación del Proceso 46 4.7 Técnicas Analíticas 46
4.7.1 HPLC 46 4.7.2 Espectrofotómetro 46
5. RESULTADOS Y ANÁLISIS 49 5.1 Parámetros de operación del mezclador 49 5.2 Condiciones de composición para el alimento 49 5.3 Calificación de Instalación, de Operación y de Desempeño 50 5.4 Índice de Mezcla 50 5.5 Valoración HPLC 52 5.6 Características del proceso de mezclado 53
5.6.1 Ángulo de reposo 54 5.6.2 Tasa de flujo 55
6. CONCLUSIONES 57 7. REFERENCIAS BIBLIOGRAFICAS 58 8. ANEXO 1. Protocolo Calificación de Instalación 59 9. ANEXO 2. Planos Mezclador en V 63 10. ANEXO 3. Hoja de vida Mezclador en V 64

6
11. ANEXO 4. Protocolo Calificación de Operación/Funcionamiento 65 12. ANEXO 5. Manual Procedimientos operación 68 13. ANEXO 6. Manual mantenimiento equipos 70 14. ANEXO 7. Reporte Analítico producto terminado 75 15. ANEXO 8. Resultados y cromatógramas HPLC 76

7
LISTA DE FIGURAS
Figura 1. Mecanismos de mezcla de polvos. Fuente: Randall, 1994 23 Figura 2. Foto del equipo utilizado en el mezclado. Fuente: Autor 25 Figura 3. Dinámica de un mezclador rotativo. Fuente: Rodríguez, 2005 26 Figura 4. Ángulo de reposo. Fuente: Rodríguez, 2005 28 Figura 5. Esquema de puntos de muestreo. Fuente: Autor 42 Figura 6. Esquema técnica ángulo de reposo. Fuente: Autor 44 Figura 7. Montaje experimental tasa de flujo. Fuente: Autor 45 Figura 8. Montaje experimental ángulo de reposo. Fuente: Autor 54

8
LISTA DE TABLAS
Tabla 1. Diferencias para aplicaciones de validación y calificación. Fuente: Montoya, 2001 19 Tabla 2. Propiedades de flujo y sus correspondientes ángulos de reposos. Fuente: USP, 2003 29 Tabla 3. Descripción de los componentes de la Figura No 5. Fuente: Autor 44 Tabla 4. Parámetros de operación para el proceso de mezcla. Fuente: Autor 49 Tabla 5. Composición específica para las vitaminas bajo estudio. Fuente: Autor 49 Tabla 6. Resultados obtenidos mediante la técnica de HPLC. Fuente: Autor 53 Tabla 7. Valores obtenidos del ángulo de reposos. Fuente: Autor 54 Tabla 8. Valores obtenidos tasa de flujo. Fuente: Autor 55

9
LISTA DE GRÁFICAS
Gráfica 1. Perfil del índice de mezcla lote 1. Fuente: Autor………………………………50 Gráfica 2. Perfil del índice de mezcla lote 2. Fuente: Autor………………………………51 Gráfica 3. Perfil del índice de mezcla lote 3. Fuente: Autor………………………………51 Gráfica 4. Perfil de comparación entre el valor de tasa de flujo con el tiempo de operación. Fuente: Autor………………………………………………………………………………56

10
RESUMEN
Para validar un proceso de mezclado en la fabricación de un alimento enriquecido con
vitaminas y minerales, se realizó la calificación de instalación, de operación y
funcionamiento y de desempeño a un mezclador de volteo tipo cono en V. Posteriormente,
se monitoreo la presencia de las vitaminas C y B6 en la mezcla del alimento bajo estudio,
mediante las técnicas de cromatografía liquida y/o espectrofotometría. Lo anterior, con el
fin de evaluar el tiempo optimo de mezclado en el cual los principios activos (vitaminas) se
encuentran en la composición y distribución especificadas por el fabricante.
Adicionalmente, se realizo una caracterización a la operación de mezclado con el fin de
evaluar otros parámetros que permitieran corroborar el resultado obtenido.
Se comprobó que el proceso de mezcla estudiado cumple con el propósito para el cual fue
diseñado y por ende logra obtener un producto (alimento enriquecido) de máxima calidad.
Lo anterior, gracias a la evaluación del índice de mezcla a lo largo del tiempo de operación,
el cual corresponde a un tiempo total de 30 minutos. Tiempo en el cual las partículas de las
vitaminas C y B6 presentes en la mezcla, se ordenan de forma tal, que cumplen con la
composición y distribución especificadas.

11
1. INTRODUCCIÓN
Una de las metas primordiales de cualquier industria consiste en desarrollar procesos que
cumplan con todos los requerimientos preestablecidos por los estamentos y normas
reguladoras para obtener productos de calidad. Debido a lo anterior, se hace necesaria una
mejora continua a los procesos involucrados en el desarrollo de un producto determinado
con el fin de garantizar que tanto los procesos como los productos cumplan con las
especificaciones y recomendaciones con las que fueron diseñadas. En busca de esta mejora,
surge el concepto de validación, el cual garantiza que todos aquellos factores que pueden
influir en el desarrollo de un producto son controlados para que cada una de las etapas de la
producción se realice de forma adecuada y cumpliendo aquellos parámetros de calidad que
se han establecido previamente.
El objetivo del presente trabajo, es desarrollar una validación concurrente a un proceso de
mezclado en la fabricación de un alimento enriquecido con vitaminas y minerales. Para lo
anterior, se realizará el monitoreo de dos vitaminas (vitamina C y B6), mediante
cromatografía liquida y/o espectrofotometría. Esto, con el fin de poder evaluar si los
principios activos (vitaminas) se encuentran en la composición y distribución especificadas
en el alimento.

12
2. OBJETIVOS
2.1 Objetivo General
Desarrollar la validación de un proceso de mezclado utilizado en la fabricación de un
alimento enriquecido con vitaminas y minerales.
2.2 Objetivos específicos
Determinar las posibles variables que afectan la homogeneidad y riqueza de los
componentes presentes en el alimento.
Establecer que todos los aspectos claves del equipo de proceso y la instalación de sistemas
auxiliares cumplen con las especificaciones aprobadas del fabricante.
Evaluar la composición y distribución de los principios activos (dos vitaminas) presentes en
el alimento mediante la técnica de HPLC y/ó espectrofotometría.
Comprobar mediante la validación desarrollada si el mezclado estudiado cumple con las
especificaciones y criterios de aceptación preestablecidos.

13
3. MARCO TEÓRICO
3.1. VALIDACIÓN
Existen diversas definiciones de lo que puede ser un proceso de validación. Sin embargo, la
base de todas estas radica en asegurar que un proceso para la elaboración de un producto
determinado es consistente con el objetivo para el cual fue diseñado y por ende cumple con
la obtención de un resultado propuesto.
Según la FDA1, un proceso de validación consiste en establecer mediante documentación
comprobada, si un proceso específico cumple consistentemente con el objetivo para el cual
fue diseñado y si a través del mismo se logra obtener un producto con las especificaciones y
características de calidad predeterminadas.
Actualmente, la mayoría de las industrias buscan continuamente un aseguramiento de
calidad de los distintos productos que se obtienen en las mismas. Debido a esto, se hace
necesario implementar un proceso que les permita identificar las variables de proceso más
influyentes en las características de calidad del producto deseado y así poder aplicar un
método de control en la fabricación de los mismos de manera que se puedan alcanzar las
especificaciones pertinentes.
Durante la validación de un proceso, se aplican pruebas de optimización, monitorización y
verificación tanto a los equipos como a los procedimientos de producción y control con el
1 The U.S Food and Drug Administration.

14
fin de organizar y documentar los resultados obtenidos en las diferentes pruebas, que
demuestren uniformidad entre lotes de un mismo producto y que cumplan con los criterios
de calidad establecidos por una reglamentación. En la ejecución de un proceso de
validación, se hace necesario identificar los diferentes parámetros críticos que pueden estar
presentes en un proceso y la influencia que estos pueden tener en el producto deseado
(Montoya, 2001).
Dentro de las distintas razones que se pueden encontrar para justificar la realización de un
proceso de validación en la industria, se pueden enumerar entre otras las siguientes
(Montoya, 2001):
• Reducción de costos operacionales.
• Garantía para el fabricante y el consumidor.
• Mejora de la logística interna del proceso de fabricación.
Antes de desarrollar un proceso de validación, es necesario identificar el tipo de validación
que más se ajuste al objetivo deseado en una industria determinada. Los procesos de
validación están clasificados principalmente en: validación retrospectiva, validación
prospectiva y validación concurrente (Nash, 1984).
La validación retrospectiva, se realiza para aquellos procesos en los cuales se posee
información de datos acumulados de producción y de control. Es desarrollada con base a
una revisión y posterior análisis de datos que están registrados históricamente como

15
evidencia documentada, que sirven para comprobar que un proceso cumple con el objetivo
propuesto (procesos estables) (Nash, 1984). Estos datos deben extraerse entre otras fuentes,
de aquellos archivos provenientes de elaboración y acondicionamiento de lotes, diagramas
de control del proceso, entre otros (Lihoshi, et al, 2005).
Es importante aclarar que el análisis retrospectivo es aplicable solo para aquellos procesos
que se encuentran previamente establecidos y será inadecuado si se llegan a producir
cambios en el equipamiento, en los procedimientos de fabricación ó en la composición del
producto desarrollado. Lo anterior, ya que si estos no son documentados, no se podrá tener
la certeza sobre el periodo a analizar retrospectivamente (Chaloner, et al, 1998).
La validación prospectiva, es conducida antes de sacar al mercado un producto específico o
cuando un proceso no ha sido implementado. Requiere, al igual que los otros tipos de
validación, de un plan experimental llamado protocolo de validación, que tiene como fin,
generar un soporte de información que contribuya a demostrar que el proceso de
manufactura produce en el producto las características de calidad deseadas (Nash, 1984).
Este tipo de validación es muy común en la industria, ya que asegura el éxito del proceso
antes de su implementación.
Por último, la validación concurrente consiste en conseguir evidencia documentada
mediante información obtenida durante la implementación en tiempo real del proceso.
Generalmente, se realiza monitoreando las etapas críticas de manufactura y evaluando el
producto final. (Lihoshi, et al, 2005). Los datos deben ser recogidos durante diferentes

16
ciclos (tiempos) del proceso continuo y deberán evaluarse con el ánimo de determinar si el
proceso estudiado cumple con su objetivo. Generalmente, en el desarrollo de este tipo de
validación, se monitorean 3 lotes de producción (Chaloner, et al, 1998).
La validación concurrente brinda la posibilidad de obtener información que permita
modificar o corregir un proceso de fabricación. Es una herramienta primordial cuando se
desea realizar una evaluación continua del proceso para garantizar que el producto final sea
el deseado (Nash, 1984).
Además de los tipos de validación descritos previamente, existe una herramienta adicional
conocida como revalidación. La revalidación, se utiliza cuando se ha variado una etapa del
proceso, cuando se ha cambiado de proveedores o para cambios en la formulación de un
producto. Está vinculada al control de estos cambios, ya que ayuda a determinar el grado
en el cual se ven afectados los procesos bajo estudio (Lihoshi, et al., 2005).
El protocolo de validación, consiste en un plan escrito en el cual se debe consignar la
manera en que va a ser conducido el proceso de validación. Debe incluir las características
y especificaciones finales deseadas en el producto, los parámetros de prueba, el equipo y la
instrumentación necesaria en la fabricación y los límites preestablecidos para considerar el
producto final como aceptable. Su propósito es demostrar que el proceso es reproducible y
que esta normalizado de manera que los datos que provee puedan ser comparables.
Es importante anotar que independientemente del tipo de validación que va a ser
desarrollada, se deben considerar los siguientes puntos (Nash, 1984):

17
1. Se deben tener en cuenta el uso de diferentes lotes de materia prima, principios
activos y excipientes, junto con la correspondiente calificación de los proveedores.
2. Se deben calificar los equipos y sistemas de apoyo asociados al proceso.
3. Se deben validar los métodos analíticos y certificar al personal involucrado en el
proceso.
4. Las corridas consideradas en un proceso se deben realizar a un rango amplio de
tiempo a través de diferentes días.
5. Los lotes bajo estudio siempre deberán ser elaborados en los equipos y las
instalaciones designadas para el proceso establecido.
6. Las variables críticas del proceso deben ser fijadas previamente junto con los rangos
de operación con el fin de que no se excedan los límites de control.
7. Para la validación prospectiva, si no se cumplen con todos requisitos del protocolo
de validación, se debe fijar una recalificación y posterior revalidación.
Después de haber determinado el tipo de validación a desarrollar, se deben establecer los
límites de aceptación con base a los datos obtenidos durante las fases de desarrollo de
producto. Estos, se definen teniendo en cuenta aspectos como los limites de control del
proceso y su capacidad. Además, es necesario tener en cuenta las especificaciones
estipuladas por una reglamentación específica (en el caso farmacéutico, una farmacopea).
Dichos limites de aceptación, deben ser tales que posterior a una validación si una muestra
cumple con los mismos, exista una alta probabilidad de que otra también lo haga.

18
Posterior a establecer los límites nombrados anteriormente, se deben identificar todas las
etapas que se consideren críticas en el proceso estudiado. Lo anterior, ya que estas etapas
pueden causar que el producto final sea inaceptable para los limites preestablecidos.
En general, un plan de trabajo para realizar cualquier tipo de validación, debe incluir como
mínimo las siguientes etapas (Nash, 1984):
1. Objetivo de la validación
2. Determinación del proceso a validar
3. Determinación del tipo de validación
4. Definición de los métodos a evaluar
5. Análisis del proceso
6. Establecer límites de control e identificar los parámetros y etapas criticas
7. Preparar el protocolo de validación
8. Realizar el proceso de validación
9. Obtener los resultados de los ensayos de validación
10. Realizar reporte final y establecer las recomendaciones pertinentes.
Un concepto importante que se desarrolla conjuntamente con el proceso de validación, es la
calificación. Este último, se encuentra orientado a demostrar que todos los sistemas,
subsistemas y unidades de operación de un proceso de manufactura, operan cumpliendo
con los criterios bajo los cuales fueron diseñados (Nash, 1984). Sin embargo, la definición
de este tipo de proceso puede llevar a confusiones con el concepto de validación (cabe
anotar que generalmente se realiza la calificación y posteriormente la validación). Por lo

19
anterior, la siguiente tabla resume las diferencias principales entre estos dos conceptos
(Montoya, 2001):
Validación vs. Calificación Sistemas (agua, aire, vapor, etc.)
Procesos (producción, comprimidos, etc.)
Métodos (analíticos, de limpieza, etc.)
Se validan
Equipos Materiales
Locales Se califican
Personal Se capacitan y certifican
Tabla No 1. Diferencias para aplicaciones de validación y cualificación.
La calificación, hace referencia al proceso documentado en el cual se evidencia que un
sistema o equipo está correctamente diseñado, instalado y operado. Esta calificación
permite verificar que los equipos e instrumentos utilizados en el proceso bajo estudio son
capaces de operar en forma homogénea y reproducible dentro de los límites preestablecidos
y que todas las operaciones futuras serán confiables y aseguraran una obtención del
producto deseado (se asegura exactitud y precisión). Durante esta calificación, se debe
planificar y aprobar todas las actividades a desarrollar mediante un protocolo de
calificación que incluye principalmente tres tipos: calificación de instalación, calificación
de operación y calificación de desempeño (Lihoshi, et al., 2005).
La calificación de instalación, se realiza con relación al equipo y los sistemas cruciales del
proceso. En este documento, se debe consignar la información de identificación, la
ubicación, los requisitos de servicios básicos y características de seguridad del equipo. Se
verifica que el equipo a utilizar cumpla con las especificaciones de diseño y que se tenga un

20
fácil acceso a la documentación pertinente del mismo (plano, manual, repuestos) (Chaloner,
et al., 1998).
En la calificación operativa, se evalúa el funcionamiento adecuado del equipo a través del
tiempo. En este documento, se muestra la información necesaria para aportar pruebas que
demuestren que todos los componentes de un sistema o equipo funcionan según lo
especificado. Para lo anterior, se incluye una lista de referencias e instrucciones especificas
del manual sobre operación, mantenimiento, calibración y capacitación del personal
involucrado. Se deben definir las especificaciones y los criterios de aceptación para la
operación bajo estudio (Chaloner, et al,. 1998).
Durante la calificación de desempeño, se verifica y documenta la puesta en marcha del
equipo con base a las especificaciones de operación de manera ordinaria y en las peores
situaciones posibles. Se deben describir las pruebas que van a efectuarse y los criterios de
aceptación de cada prueba. Cabe anotar que generalmente para el desarrollo de este tipo de
calificación se hace necesaria la utilización de algún otro equipo de apoyo (en este caso el
HPLC y espectrofotómetro), el cual debe estar correctamente calificado y validado el
proceso de identificación y calificación (Chaloner, et at., 1998).
En general, un proceso consiste en una serie de funciones y actividades que se encuentran
relacionadas con el fin de producir un resultado definido. Para validar la reproducibilidad y
consistencia de un determinado proceso, se deben utilizar equipos que se encuentren
previamente calificados. La validación, deberá comprobar que el proceso bajo estudio

21
satisface en forma adecuada y uniforme todos los criterios de aceptación (Chaloner, et al.,
1998).
3.2 MEZCLADO
El mezclado, hace referencia a la operación en la cual varios ingredientes con
características determinadas se ponen en contacto con el fin de obtener un sistema
homogéneo con la máxima distribución de componentes posible. Cabe anotar que para
obtener un mezclado adecuado, es importante considerar elementos como el tipo de
mezcladora a utilizar y las características de los componentes involucrados en el proceso
(como el tamaño de la partícula, forma de la partícula, densidad, higroscopicidad, carga
estática y adhesividad) (Mc Cabe, 2005). Generalmente, este proceso se realiza por medio
de agitación y constituye uno de los procesos más relevantes en la industria.
Las principales aplicaciones del mezclado se clasifican en: mezcla de sólidos (polvos),
mezcla de sólidos - líquidos (pastas), suspensión de sólidos en líquidos, dispersión de
líquidos inmiscibles, disolución de líquidos, sólidos o gases, homogenización de
concentraciones y homogenización de temperaturas(Helman, 1984).
Dependiendo de la naturaleza química de los componentes presentes en una mezcla
determinada se pueden obtener cinco sistemas principalmente (Helman, 1984):
1. Sistemas líquidos de una sola fase
2. Sistemas líquidos de dos fases
3. Sistemas gas-liquido

22
4. Sistemas sólido-liquido
5. Sistemas sólido-sólido
En el sistema 1, se supone homogeneidad completa, ya que el objetivo en este tipo de
sistemas es la mezcla de dos o más líquidos miscibles. Los sistemas 2 al 5, son
heterogéneos y en general el objetivo de la mezcla está basado en crear dispersiones de una
fase en otra, con el fin de solubilizar o facilitar transferencias de calor entre las fases desde
o hacia el exterior (Helman, 1984).
El proceso de mezclado que se realiza en la fabricación del alimento enriquecido con
vitaminas y minerales obedece a un sistema solido-solido (sistema 5). En el mezclado de
sólidos se utilizan equipos que tienen como principio realizar un movimiento al azar de dos
o más grupos de partículas solidas diferentes. Este movimiento, logra distribuir
uniformemente las partículas en un tiempo determinado. La manera en la que pueden
operar los equipos empleados en la mezcla de sólidos se basan en tres mecanismos de
acción principalmente: mezcla convectiva, mezcla difusiva y mezcla por deslizamiento
(cortante) (Helman, 1984). Estos mecanismos, con el correspondiente esquema de
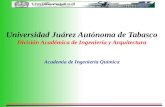
mezclado se ilustran en la siguiente figura (Randall, 1994):

23
Figura No 1. Mecanismos de mezcla de polvos.
La mezcla convectiva, es aquella en la cual el material se lleva de una posición a otra en
porciones apreciables. En la mezcla difusiva, el material es redistribuido como partículas
individuales a través de superficies que separan parte de la masa en movimiento.
Finalmente, la mezcla por deslizamiento, se realiza a lo largo de planos de corte en donde
las partículas son transferidas de una zona a otra (Helman, 1984).
Independientemente del mecanismo de acción utilizado, se debe tener en cuenta que
existen factores que conducen a que se den fenómenos de segregación durante el mezclado.
Estos fenómenos no son deseables ya que dan lugar a la aglomeración de partículas para
formar agregados mayores a los deseables, la ruptura de partículas para formar polvos
finos, al recubrimiento de partículas grandes por otras menores, entre otras. Por estas
razones, se hace necesario minimizar los efectos de segregación con el fin de obtener la
mejor mezcla posible (Helman, 1984).

24
Dentro de las posibles variables que pueden causar un efecto de segregación se pueden
considerar las siguientes (Helman, 1984):
• Diferencia de tamaño y densidad de los materiales a mezclar.
• Facilidad de un material determinado a fluir.
• Tamaño, forma, rugosidad y adherencia de los materiales a mezclar
• Efectos superficiales de los materiales
• Acumulación de cargas electrostáticas.
Aquella mezcla que se alcance en ausencia de toda acción segregativa y en donde en lo
posible cada partícula se encuentre al lado de otra diferente, se puede considerar como
ideal. Sin embrago, es muy poco probable alcanzar esta mezcla por lo que muchas veces
basta con que el producto final posterior al mezclado cumpla con las especificaciones que
se le hayan impuesto (Helman, 1984).
3.2.1 TIPOS DE MEZCLADORES
Dentro de los equipos destinados para un proceso de mezclado, se pueden encontrar los
siguientes: mezcladores de cintas, mezcladores rotativos o de volteo, mezcladores de
tornillo vertical, mezcladores de lecho fluidizado (Helman, 1984).
El equipo a emplear en este estudio corresponde a una mezcladora de volteo tipo cono en V
(Figura 3). Este tipo de equipos operan volteando el material contenido en un recipiente o
tambor rotatorio de forma variada, con eje horizontal (Helman, 1984). Utilizan el

25
mecanismo de mezcla por difusión, el cual ocurre gracias a que la rotación del equipo
permite que los polvos formen un plano inclinado, en el cual, las partículas contenidas en la
parte superior del equipo se deslizan hacia abajo, generando un flujo de polvo que se
concentra en la capa que se desliza. A medida que la operación es llevaba a cabo, se genera
continuamente una capa de partículas nuevas logrando un proceso de mezclado
satisfactorio (Rodríguez, 2005).
Figura No 2. Foto del equipo a utilizar.
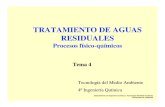
Durante el proceso de mezcla, el equipo gira continuamente haciendo que los polvos
formen un plano inclinado. De esta forma, el principio de funcionamiento se basa en lograr
que el plano inclinado tenga un ángulo mayor que el ángulo de reposo, con el fin de que las
partículas fluyan gracias a la acción de la gravedad. En la figura 4 se presenta un esquema
del principio de funcionamiento (Rodríguez, 2005).

26
Figura No 3. Dinámica de un mezclador rotativo.
Β es el ángulo del plano de deslizamiento y α es el ángulo de reposo.
3.2.2. PARAMETROS DE OPERACIÓN DEL MEZCLADOR ROTATIVO
El desempeño de un mezclador tipo cono en V, se ve afectado principalmente por las
siguientes variables (Rodríguez, 2005):
• Características del material a mezclar
• Nivel de llenado
• Velocidad de rotación
• Carga y descarga del material
• Tiempo de mezclado
• Grado de la mezcla

27
3.2.2.1. Caracterización mezcla de sólidos (polvos)
Con el ánimo de predecir el comportamiento que una mezcla de sólidos (polvos) tendrá
durante su procesamiento, es necesario realizar una caracterización de los mismos. Esta
caracterización, se ve influenciada no solo por las propiedades intrínsecas de los materiales
del que están hechos sino también por su proceso de obtención (Rodríguez, 2005).
Dentro de las distintas propiedades que se deben conocer para caracterizar una mezcla de
polvos, se encuentran las siguientes (Rodríguez, 2005):
• Tamaño de partícula
• Distribución de tamaño de las partículas
• Fricción entre partículas
• Tasa de flujo
• Compresibilidad
• Densidad aparente
• Composición química
Estas propiedades se encuentran interrelacionadas, por lo que la variación de alguna de
estas implica un cambio en cualquiera de las otras. Por esta razón, para los objetivos y el
alcance de este proyecto, solo se evaluaran dos de las nombradas previamente, fricción
entre partículas y tasa de flujo.

28
La tasa de flujo, es una medida de la razón a la cual un polvo fluye bajo la fuerza de la
gravedad. Se mide como la masa que fluye a través de un orificio de salida de un recipiente
(probetas, embudos, tovas, etc.) en un tiempo determinado a condiciones atmosféricas
(Rodríguez, 2005).
La fricción entre partículas y la tasa de flujo se ven influenciadas principalmente por: el
área superficial de las partículas, la rugosidad en su superficie, las fuerzas de cohesión y
por la composición química de la mezcla (presencia de óxidos).
Uno de los métodos que se utilizan con mayor frecuencia para medir la fricción entre
partículas se conoce como el ángulo de reposo; el cual se forma cuando se vierte una
cantidad de polvo sobre una superficie plana y horizontal, dejando que se apile. La
siguiente figura muestra un esquema representativo de este método (Rodríguez, 2005).
Figura No 4. Ángulo de reposo.
Para fines de fabricación farmaceutica, existe una relación entre las propiedades de flujo de
una mezcla de polvos y su correspondiente el ángulo de reposo, que se clasifica según la

29
teoria de Carr (USP NF, 2006). A continuación, se muestra una tabla que exibe los
parametros establecidos en esta teoria.
Propiedades de Flujo Ángulo de reposo
(grados) Excelente 25-30
Bueno 31-35 Adecuado (no se necesita ayuda) 36-40
Aceptable (puede demorarse) 41-45 Pobre (es necesario agitar o someter a vibración) 46-55
Muy pobre 56-65 Extremadamente pobre >66
Tabla No 2. Propiedades de flujo y sus correspondientes ángulos de reposo.
3.2.2.2 Nivel de llenado
El nivel de llenado se define como el porcentaje de volumen total del mezclador que es
ocupado por los componentes a procesar. Influye en el movimiento relativo de la mezcla
por lo que es necesario encontrar su valor optimo; por ejemplo, un porcentaje de volumen
muy bajo, genera segregación de particulas ya que estas se resbalan por las paredes del
recipiente y no permiten el fenomeno de volteo del polvo sobre si mismo (Rodríguez,
2005).
3.2.2.3 Velocidad de rotación
La velocidad de rotación es un factor que influye significativamente en un proceso de
mezclado. Cuando su valor es bajo, no solo prolongara el tiempo de operación sino que
tambien puede eliminar el fenomeno de volteo, haciendo que las particulas de polvo

30
resbalen por las paredes del recipiente. Por el contrario, para velocidades de rotación altas,
se genera una fuerza centrifuga en el polvo que interfiere con el flujo del mismo y por ende
afecta el volteo (Rodríguez, 2005).
3.2.2.4 Carga y descarga del material
La forma como se carga y descarga el material en el equipo representa una etapa
fundamental para el proceso. En la carga o alimentación, los componentes se deben
introducir alteranadamente entre tubo y tubo, de forma que queden repartidos
equivalentemente a lo largo del mezclador. Por otra parte, la descarga debe hacerse por un
ducto en la parte inferior del equipo, por el cual fluyen gracias a la acción de la gravedad,
evitando desmezcla (Rodríguez, 2005).
3.2.2.5 Tiempo de mezclado
Este parámetro se ve influenciado por la naturaleza y caracteristicas de los materiales a
mezclar, el nivel de llenado y la velocidad de rotación del mezclador. Por esta razon, es
necesario evaluarlo en conjunto con el grado de mezcla, realizando pruebas que ayuden a
encontrar el momento en el cual los componentes presentes en una mezcla se encuentran en
el estado mas homogeneo posible. Cabe anotar, que tiempos de mezcla prolongados pueden
presentar los siguientes inconvenientes:Endurecimiento por deformación de las particulas,
segregación de los componentes (disminución en la calidad de la mezcla) y aumento en la
probabilidad de la contaminación del polvo (Rodríguez, 2005).

31
3.2.2.6 Grado de mezcla
Para evaluar el grado de mezclado, es necesario calcular para cada muestra, en cada tiempo,
un parámetro fundamental conocido como índice de mezcla; el cual se define como la
relación entre la desviación estándar real de la mezcla y la desviación estándar teórica
alcanzable en una mezcla perfecta. Debe entenderse por mezcla perfecta, la distribución
interna de dos o más componentes, en la cual el ordenamiento de las partículas es tal que
todas y cada una de las muestras tomadas por lote, tienen la misma composición. La forma
de calcular el índice de mezcla es (Martínez y Rojas, 1997):
Ecuación No 1. Índice de mezcla
Donde,
Mi: índice de mezcla (Mi ≤1)
Si: desviación estándar real calculada de un numero de muestras tomadas de la mezcla.
Sr: desviación estándar teórica de la mezcla, cuando esta cumple con las especificaciones
dadas.
Ecuación No 2. Desviación estándar real
Donde,
Xi: porcentaje del indicador de mezcla en la muestra
X: porcentaje teórico del principio activo a alcanzar en la cantidad crítica.

32
Ecuación No 3. Desviación estándar teórica
Donde,
%V: variación permitida del contenido de indicador de acuerdo con el límite de confianza o
variación establecida.
Ecuación No 4. Variación permitida
Donde,
B: porcentaje del indicador de la mezcla señalada. No es el indicador de principio activo en
el producto terminado, ya que en la mezcla es un paso del proceso y no se encuentran todos
los componentes que están en el producto terminado.
D: constante de variación definido por el experimentador, se encuentra alrededor del 5%.
Con el fin de evaluar la composición y distribución de las vitaminas presentes en el
alimento durante y después del proceso de mezclado, se debe seleccionar una técnica
analítica que sea sensible a la detección y cuantificación de los componentes que posee el
alimento bajo estudio. Es importante aclarar que el método escogido debe estar validado y
el rango elegido del método debe abracar los posibles resultados obtenidos en la validación
a desarrollar (Palloto, 2007). Para el caso estudiado, se utilizaran las técnicas de
cromatografía y espectrofotometría en el infrarrojo cercano (NIR).

33
3.3 TÉCNICAS ANALITICAS
3.3.1 Cromatografía
La cromatografía es una técnica analítica utilizada para separar solutos en un sistema
compuesto por dos fases. Una de las fases se mueve continuamente en una dirección dada
con el fin de que las sustancias individuales de un compuesto determinado presenten
diferentes movilidades a causa de diferencias de adsorción, partición, solubilidad, presión
de vapor, tamaño molecular o densidad de carga iónica (USP NF, 2006).
En general, la técnica requiere que un soluto se distribuya entre dos fases, una fase
estacionaria y una fase móvil. La fase móvil, transfiere al soluto a través del medio hasta
que este emerge separado de otros solutos presentes en el compuesto que eluyen antes o
después del mismo. La transferencia del soluto a través del medio de separación se realiza
por medio de una corriente de disolvente líquido o gaseoso que se denomina eluyente. Por
otro lado, la fase estacionaria, puede actuar mediante dos mecanismos principalmente, por
adsorción y por disolución del soluto, produciendo con este último una partición del soluto
entre la fase estacionaria y la móvil. Cabe anotar que industrialmente, las separaciones son
desarrolladas combinando los efectos de adsorción y de partición (USP NF, 2006).
Los tipos de cromatografía utilizados como análisis cualitativos son: en columna, de gases,
en papel, en capa delgada y HPLC (High Performance Liquid Cromatography).

34
La técnica de separación más empleada en el análisis de vitaminas es HPLC, que está
basada en una fase estacionaria solida y una fase móvil liquida. Según el tipo de fase
estacionaria empleada, la separación es lograda por procesos de partición, adsorción o
intercambio iónico. Sin embargo, a nivel farmacéutico, la separación es comúnmente
lograda mediante la partición de los compuestos presentes en la solución de prueba entre la
fase móvil y la estacionaria (USP NF, 2006).
El HPLC se utiliza preferiblemente en compuestos orgánicos, pero la técnica es tan
utilizada que basta con que los compuestos bajo estudio tengan diferentes factores de
capacidad k (parámetro que muestra como se reparte el soluto entre las fases estacionaria y
móvil), para que puedan ser separados mediante esta técnica (USP NF, 2006).
Un cromatógrafo de líquidos (HPLC), consta de un contenedor con una fase móvil, una
bomba para forzar el paso de la fase móvil a través del sistema a alta presión, un inyector
para introducir la muestra en la fase móvil, una columna cromatográfica, un detector y un
dispositivo de recolección de datos. Cabe anotar que el bombeo de la fase móvil, debe
garantizar que se transporten las cantidades exactas desde los recipientes hasta la columna
(USP NF, 2006).
3.3.2 Espectrofotometría en el infrarrojo cercano (NIR).
Esta técnica analítica se utiliza para la evaluación cualitativa y cuantitativa de la
composición química de una muestra determinada. Consiste en hacer pasar radiación
luminosa a través o dentro de una muestra específica con el fin de medir la atenuación del
haz de luz emergente (transmitido, disperso o reflejado). Estas mediciones se pueden

35
realizar directamente sobre las muestras o mediante un procedimiento de muestreo y
análisis previamente establecido y estandarizado. (USP NF, 2006)
La región espectral del infrarrojo cercano incluye dos subintervalos principalmente,
longitudes de onda corta y longitudes de onda más largas. Las longitudes de onda corta
(rango de Herschel), están comprendidas de los 750 a los 1100 nm y las longitudes de onda
más largas de los 1100 a los 2500 nm. Este último (longitudes de onda más largas) es el
más común del infrarrojo cercano tradicional. Dado que las absortividades molares en el
intervalo del infrarrojo cercano son bajas, la radiación puede penetrar varios milímetros en
el material bajo estudio (incluso sólidos). Cabe anotar, que en la mayoría de las
aplicaciones de los espectros en el infrarrojo cercano se utilizan tanto unidades de longitud
de onda como de número de onda. (USP NF, 2006)
Existen dos mediciones que se realizan principalmente en el intervalo espectral del
infrarrojo cercano, la transmitancia (T) y la reflectancia (R).
La transmitancia, mide la disminución de la intensidad de la radiación en función de la
longitud de onda cuando la radiación pasa a través de la muestra. La metodología consiste
en colocar la muestra en el haz óptico que se encuentra situado entre la fuente y el detector.
Los resultados se pueden obtener directamente en términos de la absorbancia. Es
importante aclarar que la medición de este parámetro depende de un espectro de
transmitancia de fondo, para el cual se puede usar como referencia el aire, una celda vacía,
un blanco de disolvente o incluso una muestra de referencia. Existe una variación de esta
técnica conocida como transflectancia, la cual consiste en colocar un reflector detrás de la
muestra de manera que se pueda duplicar la longitud del recorrido (USP NF, 2006).

36
La reflectancia, hace referencia a la medida de la proporción existente entre la intensidad de
luz reflejada desde la muestra, I, respecto de la que es reflejada desde una superficie
reflectiva de fondo o de referencia, IV. La radiación proveniente del infrarrojo cercano
penetra en la muestra hasta una distancia en donde es absorbida por las combinaciones
vibracionales y sobretonos de las especies de analitos presentes en la muestra bajo estudio.
La radiación no absorbida se refleja desde la muestra al detector. Los resultados son
obtenidos como valores de absorbancia, calculando y trazando una curva de log (1/R) en
función de la longitud de onda. Cabe anotar que las mediciones basadas en esta técnica, se
realizan en instrumentos de haz único, en donde se hace un barrido de la reflectancia de una
referencia de fondo para obtener una base y posteriormente poder medir la reflectancia de
la muestra analítica. Las referencias usadas en esta técnica son: los cerámicos, el oro y los
polímeros perfluorinados. (USP NF, 2006)
Dependiendo del principio de operación, se pueden encontrar entre otros, los siguientes
espectrofotómetros: sistema dispersivo con filtro y retícula, sistema de filtro acústico-óptico
sintonizable (AOTF), NIR por transformada de Fourier (FT-NIR) y sistemas de filtros de
cristal sintonizables (LCTF). Además, los materiales de detección más usados son silicio,
sulfuro de plomo, arseniuro de indio y galio y sulfato de triglicina deuterada. Es importante
aclarar que la selección del equipo debe realizarse en base a su aplicación y el tipo de
muestra que se va a analizar.

37
3.4 ALIMENTOS ENRIQUECIDOS
Según el Invima2, un alimento enriquecido o complemento dietético, se define como aquel
que por adición de nutrientes por encima de los contenidos en el alimento original o por la
adición de otros que no contienen, busca satisfacer aquellas exigencias nutricionales que
una persona necesita para una alimentación óptima (Artículo 46, Resolución No 11488,
Invima). En general, un alimento enriquecido, está indicado como un complemento de una
dieta normal y tiene como base una mezcla correspondiente a cualquiera de las enumeradas
a continuación (Artículo 3, Resolución No 11488, Invima):
• Vitaminas + Minerales + Proteínas + Grasas
• Vitaminas + Minerales + Proteínas
• Vitaminas + Minerales
• Vitaminas + Proteínas
• Minerales + Proteínas
• Proteínas + Grasas
• Vitaminas o Minerales o Proteínas
El enriquecimiento de un alimento es desarrollado en la industria farmacéutica, con el fin
de obtener productos fortificados que contengan en altas proporciones, nutrientes esenciales
para una alimentación completa (Articulo 47, Resolución No 11488, Invima). Cabe anotar,
que según la reglamentación establecida por el ministerio de salud, el número de porciones
2 Instituto Nacional de Medicamentos y Alimentos.

38
diarias indicadas por el fabricante debe cubrir entre el 60 y el 150% de la recomendación
diaria de consumo de vitaminas y minerales. Además, los alimentos enriquecidos se deben
diferenciar y clasificar según los siguientes grupos de edad: lactantes, niños, adolescentes,
adultos y embarazo y lactancia (Artículo 48, Resolución No 11488, Invima).
Los alimentos enriquecidos deben contener en su composición, las vitaminas A, Tiamina
(B1), Riboflavina (B2) y Niacina o Nicotinamida. Sin embargo, se pueden adicionar
opcionalmente las vitaminas B6, B12, C, D, E, K, acido fólico ó acido pantolénico
(Artículo 52, Resolución No 11488, Invima). Adicionalmente, deben contener los minerales
de hierro y calcio y opcionalmente el cinc, el fosforo, el magnesio ó el yodo. Es importante
aclarar, que la única restricción para la adición de estos componentes es que la relación de
calcio y fosforo no puede ser menor de 1.2, ni mayor de 2 (Artículo 53, Resolución No
11488, Invima).
Una de las características fundamentales de un alimento como el estudiado, es que los
nutrientes utilizados para su composición, deben ser biológicamente asimilables por el
organismo humano y que no son permitidos aquellos edulcorantes que sean no nutritivos
(Artículo 56 y 57, Resolución No 11488, Invima). Para el fabricante, es obligatorio que el
rotulo del alimento muestre de manera clara el tipo de nutrientes que contiene, el peso o
volumen del producto que constituye una porción y el numero de porciones recomendadas
diariamente diferenciadas por grupo de edad (Artículo 58, Resolución No 11488, Invima).

39
4. MATERIALES Y METODOS
La validación para un proceso de mezclado, consiste en determinar la homogeneidad y
riqueza de los componentes principales involucrados en el producto estudiado (Martínez y
Rojas, 1997). Debido a esto, se analizarán 3 lotes de producto muestreados a diferentes
tiempos de mezclado, con el fin de establecer el efecto que esta variable tiene sobre la
homogeneidad de la mezcla (grado de mezcla).
Para el proceso de mezclado estudiado, se desarrollo el siguiente plan de trabajo:
4.1 Planificación:
Para la validación concurrente, es necesario en primera instancia llevar a cabo una etapa de
pre-validación (evaluación retrospectiva), en la cual se identifican los registros de
producción del alimento bajo estudio para diferentes lotes. Estos registros, deben incluir las
condiciones de fabricación del producto bajo estudio usadas hasta el momento (parámetros
de operación del mezclador), como tiempos de operación, nivel de llenado, carga y
descarga del material, etc. Debido a lo anterior, se desarrollo una revisión y evaluación de
las condiciones de partida del proceso de mezclado, utilizando los registros de producción.
4.2 Calificación de la instalación:
Esta fase está asociada a la instalación del sistema. Se realizó el reconocimiento de las
partes del mezclador tipo V, las instrucciones de trabajo y se documentaron los resultados
obtenidos. Para lo anterior, se elaboró un protocolo (P.I) en el cual se evidencia que todos

40
los aspectos claves del equipo y la instalación de sistemas auxiliares cumplen con las
especificaciones de diseño aprobadas del fabricante.
4.3 Calificación operativa-funcional:
Esta etapa está asociada a determinar si el equipo opera y funciona de acuerdo con las
especificaciones establecidas en el protocolo de instalación (P.I). Debido a esto, se
sometieron a prueba todos los controles de operación normal, los puntos de alarma, los
interruptores, velocidad de trabajo, sistemas de encendido/apagado y cualquier otra
indicación de operaciones y funciones. Los resultados obtenidos fueron registrados y
documentados en un protocolo de operación (P.O).
4.4 Calificación de desempeño:
Esta parte de la validación se efectúo después de haber finalizado, examinado y aprobado
las calificaciones de la instalación y operación. Describe cual fue el procedimiento
experimental necesario para demostrar que el proceso de mezclado puede funcionar
uniformemente y cumplir con la obtención de un producto que reúne las especificaciones
descritas por el fabricante. Se elaboró un protocolo (P.Q) en el cual se incluye una
descripción de los procedimientos preliminares necesarios, las pruebas detalladas de
funcionamiento que se efectuaron y los criterios de aceptación de cada prueba.
4.4.1 Diseño Experimental
Para el caso bajo estudio, después de haber revisado los registros de producción, se
desarrollo la siguiente metodología:

41
• Se fabricó un lote del alimento (85kg).
• Se realizó la toma de muestras durante el proceso de mezcla cada 5 minutos
hasta un tiempo total de 50 minutos, el cual es el tiempo actual del proceso (ver
sección 4.4.2).
• Se midió el valor de absorbancia (ver metodología sección 4.7.2) para cada
muestra (correspondiente a cada punto en cada tiempo) y se determino el valor
ajustado de masa de vitamina C presente en cada una de estas.
• Con el valor ajustado de vitamina C presente en cada muestra, se calculo el
índice de mezcla para cada corrida de mezcla en cada tiempo (6 muestras) y se
construyo un perfil de este parámetro.
• Con el perfil anterior, se determinó cual era el tiempo de operación
correspondiente a un valor de índice de mezcla ≤1.
• Se comprobó la repetitividad y reproducibilidad del proceso desarrollado,
analizando otros dos lotes de igual tamaño al desarrollado previamente.
• Se determino cual era el tiempo óptimo global de operación.
• Se corroboraron los resultados anteriores, evaluando la composición y
distribución de la vitamina B6 presente en el alimento mediante la técnica de
HPLC (sección 4.7.1).
Nota 1: El anterior método se realizó en un cuarto oscuro, teniendo especial cuidado de no
dejar entrar la luz, ya que se sabe que la vitamina C es fácilmente degradable y por ende se
afectaría la medida.

42
Nota 2: Las vitaminas evaluadas (C y B6), se escogieron como trazadores ya que
corresponden a los activos en mayor y menor cantidad, respectivamente, en la mezcla
estudiada.
4.4.2 Toma de muestras
La cantidad de cada muestra corresponde a 25g, la cual es la dosis sugerida por el
fabricante de producto. Para la toma de las mismas, se establecieron 6 puntos de muestreo
en el equipo, correspondientes a cada una de las entradas disponibles en cada punta del
cono. La punta izquierda, se denomina A y la derecha B; Asímismo, se asigno un número
de identificación que describe la posición de la muestra en la punta. La figura No 5,
representa un esquema del método de muestreo.
A1
A2
A3
B1
B2
B3
Figura No. 5. Esquema de puntos de muestreo.

43
4.5 Caracterización del proceso de mezclado:
Posterior a la determinación del tiempo óptimo de operación del proceso de mezclado, se
evaluaron los demás parámetros de operación descritos en la sección 3.2.2. Para esto, se
realizó un análisis a las muestras correspondientes a dos tiempos por encima y dos por
debajo del tiempo optimo de operación encontrado, incluyéndolo. La metodología
desarrollada en la medición de cada uno de estos se describe a continuación.
4.5.1 Caracterización de la mezcla
Con el objetivo de caracterizar la muestra bajo estudio, se evaluaron dos variables
fundamentales: fricción entre partículas y tasa de flujo. La fricción entre partículas y la tasa
de flujo son medidas de la fluidez del polvo y sus propiedades durante el proceso de
fabricación.
• Fricción entre partículas
Para calcular la fricción entre partículas fue necesario determinar el ángulo de reposo; la
técnica utilizada (USP NF, 2006) consistió en dejar fluir 25g de polvo (dosis recomendada
por el fabricante) a través de un cilindro hueco y con la ayuda de un embudo (para evitar
pérdidas de material) sobre una balanza (fija y perfectamente nivelada) con un reborde que
contenía una capa de polvo en la base. Posteriormente, el cilindro se retiraba a una
velocidad constante (gracias a la ayuda de un motor con eje) para que finalmente se
formara el ángulo de reposo. Es necesario tener especial cuidado en no someter el sistema a
ningún tipo de vibración ya que esto podría afectar la medición. La ecuación para calcular
este parámetro y la figura que representa la técnica utilizada, se muestran a continuación.

44
Ecuación No 5. Calculo del ángulo de reposo
Donde,
Altura: medida en cm, corresponde a la altura del cono formado.
Base: medida en cm, corresponde a la base del cono formado.
Figura No 6. Esquema técnica ángulo de reposo.
No Componente Descripción
1 Motor 2 Cable 3 Eje 4 Polea 5 Embudo
6 Cilindro hueco
7 Balanza Tabla No 3. Descripción de los componentes de la figura No 5.

45
• Tasa de flujo
La técnica utilizada para medir la tasa de flujo (USP NF, 2006), se baso en hacer pasar
400g de polvo a través de la tolva utilizada en la planta de producción del alimento (figura
No 6). Inicialmente, se alimento la tolva con la cantidad de polvo descrita anteriormente,
mientras se mantenía tapado el orificio de salida. Una vez depositada la totalidad del polvo,
se retiraba el tapón del orificio de salida de la tolva (teniendo especial cuidado en no hacer
vibrar la tolva) y simultáneamente se inicializaba un cronometro con el fin de medir el
tiempo en el cual la cantidad total de polvo abandonaba la tolva. Adicionalmente, gracias a
la ayuda de una balanza, se reportaba el peso final obtenido, con el objetivo de determinar
el porcentaje de recuperación. La cantidad de polvo utilizada corresponde a la cantidad total
de alimento contenida en un tarro de producto.
Figura No 7. Montaje utilizado para medir tasa de flujo.

46
4.6 Validación del proceso:
Con la información anterior se elaboró el presente informe, el cual busca demostrar que el
proceso proporciona un alto grado de aseguramiento para obtener un producto que cumple
con las especificaciones y atributos de calidad predeterminados. La evidencia documentada
nombrada, incluye los experimentos realizados y los datos y resultados analíticos
obtenidos.
4.7 Técnicas analíticas
4.7.1 HPLC
Para evaluar la composición y distribución de la vitamina B6 presente en el alimento,
después de determinar el tiempo optimo de mezclado, se mandaron a analizar 6 muestras
obtenidas en el último lote de producto estudiado. Estás corresponden a cada uno de los seis
puntos críticos descritos anteriormente (figura No 5). Desafortunadamente, la técnica
empleada no pudo ser descrita ya que se realizó y analizó en un laboratorio contratado, el
cual, por políticas de seguridad, no presentó la metodología utilizada y solo entrego los
resultados obtenidos con sus respectivos cromatogramas.
4.7.2 ESPECTROFOTÓMETRO:
Para el análisis y la valoración de la vitamina C presente en el alimento enriquecido, se
desarrollo el siguiente procedimiento (USP NF, 2006):

47
1. Preparación estándar: Se pesaron 100g del alimento enriquecido (sin vitamina C)
teniendo en cuenta las condiciones de composición y operación encontradas en la
etapa de planeación. Se realizó la disolución de la cantidad pesada en 2 litros de
etanol desodorizado al 96%. Esto, con el fin de eliminar los componentes que
pueden impedir la correcta lectura de la vitamina C (Leche, maltodextrina y azúcar).
Posteriormente se filtro la solución para eliminar cualquier residuo de las sustancias
indicadas.
2. Curva de calibración: Se realizaron diluciones de vitamina C de la siguiente forma.
Se pasaron 10mg de vitamina C y se diluyeron en 50ml de solución estándar. Se
tomaron volúmenes de 1, 2, 3, 4 y 5ml de la solución anterior y se completaron con
solución estándar hasta llevarlos a un volumen final de 10ml. Se tomaron 3 lecturas
de absorbancia para cada uno de los volúmenes anteriores, se promediaron los
resultados y se graficaron los perfiles de absorbancia en función de la
concentración.
3. Análisis Estadístico: Se realizaron 3 curvas de calibración, se efecto un ANOVA
para cada una de ellas y se determinó cual era la que mejor resultados estadísticos
arrojaba (coeficiente de regresión).
4. Exactitud/Precisión: Se siguió el procedimiento anterior, pero esta vez, variando el
porcentaje en masa de vitamina C presente en la mezcla. Se tomaron porcentajes de
75, 100 y 125% y se realizaron 3 lecturas de absorbancia en el espectrofotómetro.
Se comprobó la repetitividad y reproducibilidad del método (USP NF, 2006).

48
5. Valoración de vitamina C en el alimento: Después de haber obtenido la curva de
calibración, se procedió a valorar la cantidad de vitamina C presente en cada
muestra de alimento. Para esto, se pesaron 25g de cada una de las muestras, para
cada tiempo en cada lote, y se diluyeron en 500 ml de etanol desodorizado al 96%.
Posteriormente, se filtro la solución y se realizo la lectura de absorbancia en el
espectrofotómetro.

49
5. RESULTADOS Y ANÁLISIS
5.1. Parámetros de Operación del mezclador:
La siguiente tabla resume los parámetros de operación encontrados para el proceso de
mezcla. Cabe anotar que se trata de un proceso estándar que se ha realizado en la compañía
durante 4 años consecutivos. Por lo anterior, no son modificables (exceptuando el tiempo
de mezcla) y se considerarán constantes para los objetivos y el alcance de este proyecto
(validación concurrente).
Parámetro Valor Nivel de llenado de polvo 85% Cantidad de polvo 85 kg Velocidad de rotación 18 rpm Tiempo de mezcla 1 hora
Tabla No 4. Parámetros de operación encontrados para el proceso de mezcla.
5.2. Condiciones de composición para el alimento estudiado.
Para encontrar las condiciones de operación y composición de mezclado del alimento
enriquecido, se conocieron e identificaron los registros de producción para diferentes lotes
(evaluación retrospectiva). En la tabla No 5, se resumen las especificaciones de
composición para las vitaminas bajo estudio dadas por el fabricante.
Vitamina Composición *100g de producto
C 72.2mg B6 4.70mg
Tabla No 5. Composición específica para las vitaminas bajo estudio.

50
5.3. Calificación de instalación, de operación/funcionamiento, de desempeño.
Para llevar a cabo estas calificaciones se elaboró un protocolo independiente para cada una
de estas, los cuales se encuentran con sus respectivos análisis y conclusiones en los anexos.
5.4. Índice de mezcla
Después de tomar las muestras de 3 lotes de igual tamaño (85kg de alimento enriquecido)
correspondientes a los puntos críticos en el equipo y para los tiempos de mezclado descritos
en la sección 4.4.1. Se evaluó y gráfico el índice de mezcla vs el tiempo de operación. A
continuación, se muestran los perfiles encontrados.
Grafica No 1. Índice de Mezcla Lote 1.

51
Con los perfiles obtenidos, se logro determinar que el tiempo de operación correspondiente
al mejor índice de mezcla (IM≤1), se mantuvo en 30 minutos para los tres lotes estudiados.
Esto indica, que en este tiempo se encuentra la mezcla con una distribución de
Grafica No 2. Índice de Mezcla Lote 2
Grafica No 3. Índice de Mezcla Lote 3

52
componentes, en la cual el ordenamiento de las partículas es tal, que todas y cada una de las
muestras tomadas en todos los puntos de muestreo posee una composición equivalente. Por
esta razón, se puede asegurar que gracias a que en este tiempo se alcanza una mezcla bien
definida, el producto final cumple con las especificaciones y características de proceso y
además aporta todos los requerimientos dietarios y nutricionales expuestos por el
fabricante.
Para todos los lotes, se observa que durante los primeros 20 minutos de mezcla, se presenta
un mezclado rápido que se traduce en la disminución del valor del índice de mezcla
(pendiente pronunciada). Este fenómeno, se puede atribuir a dos factores principalmente. El
primero, debido a que el alimento busca rápidamente llegar a un estado en el cual sus
componentes se distribuyan de manera uniforme y el segundo debido al rompimiento de
aglomerados en el polvo. Después de este tiempo, el valor para el índice de mezcla
comienza a oscilar por encima y por debajo de la unidad. Solo en el tiempo de 30 minutos
se llega al valor que representa la mezcla más homogénea.
5.5 Valoración HPLC
Con la determinación y comprobación del tiempo óptimo de mezclado descrito en la
sección anterior, se evaluó la distribución y composición de la vitamina B6 presente en 6
muestras del alimento mediante la técnica de HPLC (sección 4.7.1). Con los resultados
obtenidos (Anexos- VICAR FARMACÉUTICA S.A) para cada una de las muestras se
realizo la siguiente tabla.

53
RESULTADOS HPLC (VICAR FARMACÉUTICA) No lote A 173
Especificación* 100g de producto 4,70mg
% Aceptación 80%-100%
Muestra
Composición encontrada de vitamina B6 * 100g de
producto No Análisis Concepto A1 3,90mg B7681 Cumple A2 4,40mg B7682 Cumple A3 4,58mg B7683 Cumple B1 4,06mg B7684 Cumple B2 4,13mg B7685 Cumple B3 4,14mg B7686 Cumple
Tabla No 6. Resultados obtenidos mediante la técnica HPLC
Se observa que todas las muestras evaluadas cumplen con la especificación dada por el
fabricante. Lo anterior, corrobora el resultado de tiempo óptimo de mezclado, ya que la
composición en los diferentes puntos de muestra de la vitamina B6 se encuentran dentro del
rango establecido. Cabe anotar, que esta vitamina corresponde al trazador de menor
composición en la mezcla de producto y por ende su evaluación en la misma proporciona
un alto grado de aseguramiento de que la mezcla se encuentra bajo las máximas
condiciones de calidad.
5.6 Características del proceso de mezclado
Posterior a la determinación del tiempo anterior, se siguió la metodología de
caracterización descrita en la sección 3.2.2.1 (caracterización de la mezcla de polvos). Para
esto, se realizó un análisis a las muestras correspondientes a dos tiempos por encima y dos
por debajo del tiempo óptimo de operación encontrado anteriormente (30 minutos),
incluyéndolo. A continuación, se muestran los resultados de los parámetros evaluados.

54
5.6.1 Ángulo de reposo
En la siguiente figura, se muestra el montaje de la técnica utilizada para medir este
parámetro.
Figura No 8. Montaje experimental para medir ángulo de reposo
La siguiente tabla resume los valores obtenidos.
ANGULO REPOSO Tiempo
operación (min) Cantidad (g) Altura (cm) Base (cm) Tan α (°) α (°)
20 25 4 8 1 45 25 25 4,02 8 0,9955 44,87 30 25 3,89 8 0,9725 44,12 35 25 3,97 8 0,9925 44,78
Promedio 25 3,97 8,00 0,99 44,76 Tabla No 7. Valores obtenidos ángulo de reposo
Se observa que el ángulo de reposo para todas las mediciones se encuentra alrededor de
45°, por lo que puede afirmarse que no tiene carácter cohesivo y que según la clasificación
mostrada en la tabla No 2, presenta propiedades de flujo aceptables (puede demorarse en

55
fluir). Cabe anotar que la medida de este parámetro no es una propiedad intrínseca del
polvo y depende del método empleado para su determinación. Por lo tanto, no se considera
como un parámetro fundamental a la hora de definir una mezcla completamente distribuida
y homogénea.
5.6.2 Tasa de flujo
Los valores mostrados a continuación, son valores medidos de la tasa de flujo para
muestras tomadas a partir de los 20 minutos (cada 5 minutos) hasta 35 minutos.
DATOS TASA DE FLUJO
tiempo Operación(min)Peso (g) t (s)
T. Flujo (s/400g)
20 400 1,51 264,90 25 400 1,43 279,72 30 400 1,47 272,11 35 400 1,43 279,72
Tabla No 8. Valores obtenidos tasa de flujo
La siguiente gráfica muestra el comportamiento de la tasa de flujo. Se puede observar que
no existe una tendencia que describa el comportamiento de este parámetro. Sin embargo, se
considera que para el rango de tiempo de operación estudiado (20-40 minutos), el valor
promedio de la tasa de flujo se encuentra alrededor de los 275s/400g.

56
Grafica No 4. Comportamiento de la tasa de flujo con el tiempo de operación.

57
6. CONCLUSIONES
• Se realizó el reconocimiento y la documentación de las partes e instrucciones de
trabajo del equipo de proceso (mezclador tipo cono en V), encontrando que
cumplen con las especificaciones de diseño aprobadas por el fabricante y los
requerimientos de proceso establecidos en la empresa (protocolo de calificación).
• Gracias al protocolo de operación/funcionamiento, se reunieron las pruebas que
evidencian que todos los componentes y los sistemas de alarma y control del
mezclador estudiado funcionan según lo especificado.
• Se logró caracterizar el proceso de mezcla estudiado, gracias a la evaluación del
índice de mezcla a lo largo del tiempo de operación.
• Se determinó que el tiempo óptimo de mezcla, corresponde a un tiempo total de 30
minutos, en el cual las partículas de las vitaminas C y B6 presentes en la mezcla, se
ordenan de forma tal, que cumplen con la composición y distribución especificadas.
• Con la revisión y posterior análisis de los parámetros de operación, se comprobó
que el proceso de mezcla cumple con el propósito para el cual fue diseñado y por
ende logra obtener un producto (alimento enriquecido) de máxima calidad.
• Se realizó la caracterización de la mezcla del alimento (ángulo de reposo y tasa de
flujo) y se determinó que presenta propiedades de flujo aceptables para el proceso
de mezcla (puede demorarse en fluir).

58
7. BIBLIOGRAFÍA
• Chaloner G, Anderson R, Egan A, Guía de la OMS sobre los requisitos de las prácticas
adecuadas de fabricación (PAF). Ginebra 1998.
• Helman J, Farmacotecnia teorica y practica, tomo IV, 4 edición, Noviembre de 1984.
• Iihoshi N, Mejía O, Ramírez E, Szyszkowsky R, Curso de gestión de calidad para
laboratorios, Washington, D.C. 2005.
• Martínez O, Rojas C, Validación del proceso de elaboración de una forma farmacéutica
sólida de liberación sostenida. Colombia, 1997.
• McCabe, W.L, Unit operations of chemical engineering, 7th edition. 2005.
• Montoya E, Optimización, validación y modelización de un proceso de fabricación de
comprimidos. Desarrollo de una aplicación interactiva multimedia, Barcelona 2001.
• Nash R.A, Loftus B.T, Pharmaceutical Process Validation, New York, 1984.
• Pallotto S, Validación de limpieza de un reactor, conceptos teóricos y caso de aplicación,
Buenos aires, Argentina 2007.
• Randall M, Powder Metallurgy Science, Second edition. 1994. Ed. Metal Powder Industries
Federation (MPIF).
• Rodríguez J, Diseño y construcción de un molino y un mezclador para el procesamiento de
polvos metálicos. Colombia, 2005.
• USP NF, Farmacopea de los Estados Unidos de América, Formulario Nacional,
Compendios de normas oficiales, Edición en español, 2006.
• www.paho.org/Spanish/AD/THS/EV/bpm-validacion-procesos-fda.ppt.
• www.invima.gov.co

PROTOCOLO DE INSTALACION
HOJA DE VIDA MEZCLADOR EN V (EPA 003) FICHA TECNICA
R 06 020 039 V21. IDENTIFICACION
CODIGO: EPA 003 AREA: ALIMENTOS NOMBRE DEL EQUIPO: MEZCLADOR EN V
MARCA: SFIDAMAQ MODELO: MEZCLADOR TIPO V NUMERO DE SERIE: 62
2. DIMENSIONES (cm.) ALTO: 220 ANCHO 70 LARGO 2,1
3. FABRICANTE O PROVEEDOR DEL EQUIPO: PROVEEDOR: SFIDAMAQ
FECHA DE PUESTA EN SERVICIO: jun-00 4. CARACTERISTICAS TECNICAS:
CAPACIDAD 100 Kg. VELOCIDAD (rpm): 1708
TENSION (VOLTIOS) 220 CORRIENTE (AMP) 9,6
POTENCIA (KW) 3 AIRE COMPRIMIDO (l/min) N/A
TEMPERATURA (ºC) N/A
MOTOR AUXILIAR 1 MOTOR AUXILIAR 2 IDENTIFICACION
MOTOR: N/A IDENTIFICACION MOTOR: N/A
VELOCIDAD (rpm): N/A VELOCIDAD (rpm): N/A
TENSION (VOLTIOS) N/A TENSION (VOLTIOS) N/A
CORRIENTE (AMP) N/A CORRIENTE (AMP) N/A
POTENCIA (KW) N/A POTENCIA (KW) N/A
AIRE COMPRIMIDO (l/min) N/A AIRE COMPRIMIDO (l/min) N/A
TEMPERATURA (ºC) N/A TEMPERATURA (ºC) N/A

PROTOCOLO DE OPERACION
MANUAL DE PROCEDIMIENTOS Fecha mar-08PROTOCOLO DE CALIFICACION DE
OPERACIÓN/FUNCIONAMIENTO Codigo
1. TITULO: Protocolo de calificación de Operación/Funcionamiento. Mezclador en V.
2. EQUIPO O PROCESO: Mezclador tipo V. Marca Sfidmaq. Código EPA 003 3. No DE PROYECTO: 2
4.LOCALIZACION: Area solidos 5.FECHA: Marzo 2008
6. Proposito: Someter a prueba todos los controles de operación normal, los puntos de alarma, los interruptores y cualquier otra indicación de operaciones y funciones. 7. Objetivo: Determinar que el equipo opera de acuerdo con las especificaciones establecidas en el protocolo de calificación de instalación y registrar la información y datos pertinentes para demostrar que funciona según lo previsto.
8. Alcance: Se incluye una lista de referencias e instrucciones especificas de operación, mantenimiento y calibración. Se definen las especificaciones y los criterios de aceptación para el proceso de mezcaldo.
9. 0RIGINADO POR: Edgar Ricardo Moreno FECHA: Marzo 2008
APROBACIÓN INICIAL DEL PROTOCOLO DE CALIFICACCION DE OPERACIÓN
LIDER ASEGURAMIENTO DE LA CALIDAD : Edison Serna FECHA: Marzo 2008
LIDER DE PRODUCCION : Mauricio Henao FECHA: Marzo 2008
LIDER DE ASUNTOS REGULATORIOS : Luz Dary Ayala FECHA: Marzo 2008
COORDINADORA DE CALIDAD: Fanny Lucia Araujo FECHA: Marzo 2008
ANALISTA FISICOQUIMICO: Alexandra Garzon FECHA: Marzo 2008
DIRECTOR TECNICO: Luis Edgar Moreno FECHA: Marzo 2008
10. LISTA DE DOCUMENTOS NECESARIOS PARA LA CALIFICACION: (Anexo documentos)
10.1 NUMERO 10.2 NOMBRE 10.3 CODIGO
1 Instructivo de Operación Mezclador EPA 003 MP 07 024 V5
2 Instructivo de limpieza Mezclador EPA 003 I 07 024 001 V4
3 Instructivo de limpieza y I 07 030 001 V3

desinfección de equipos
5 Instructivo de mantenimiento MP 06 020 V4
6 Hoja de vida y ficha tecnica del
equipo Mezcaldor en V. EPA003
R 06 020 007
7 Manual del equpio: Mezclador EPA 003
N/A. Documento generado por proveedor
11. CAPACITACION AL PERSONAL :
11.1 CAPACITACION 11.2 PERSONAL INVOLUCRADO 11.3 FECHA
Curso Operación/limpieza Mezclador EPA 003
Personal correspondiente al area de solidos ene-08
Capacitación de saneamiento e higiene
Personal correspondiente al total del area de producción mar-08
Capacitación en lineamientos de Calidad
Personal correspondiente al total del area de producción mar-08
12. RESULTADOS CAPACITACIÓN PERSONAL (Anexo certificaciones y formatos de examen)
12.3 CONCEPTO 12.1 NOMBRE OPERARIO (involucrados en el proceso de
mezcla) 12.2 DESCIPCIÓN EXAMEN
REALIZADO 12.3.1 APROBO
12.3.2 NO
APROBO
Ingrid Govanna Pinzon x
Liliana Ordoñez x
Yury Moreno x
Gina Ramirez
En base a las capacitaciones enumeradas en el inciso anterior, se evaluaron conceptos de operación, saneamiento e higiene y lineamientos de calidad. De un total de 5 preguntas, se considera que el operario aprueba con un total de 4 respuestas correctas.
x
12. VERIFICACION DE PUNTOS DE CONTROL / ALARMAS : (Ver Instructivo de operación)
12.1 PUNTOS DE CONTROL Y Ó ALARMAS
12.1.1 NUMERO 12.1.2 NOMBRE 12,2 UBICACION
1 Llave de seguridad Tablero de Control 2 Temporizador Tablero de Control 3 Encendido/Apagado Tablero de Control 4 Electroiman Puerta Cabina 5 Velocidad Trabajo Exterior de Cabina
13. DATOS OBTENIDOS CONDICIONES NORMALES: (Anexo tablas de resultados)
13.3 CONCEPTO 13.1 PUNTO DE
CONTROL/ALARMA 13.2 MÉTODO 13.3
NUMERO DE
PRUEBA 13.3.3CUMPLE 13.3.4
NO CUMPLE
1 x Encendido/Apagado Conectar el equipo a una forma trifasica de 220V. Cerrar la puerta de la cabina. Conectar llave de seguridad. Ajustar Temporizador. 2 x

Oprimir boton de encendido. Cumple si el equipo enciende 3 x
1 x
2 x Temporizador
De acuerdo al método de Encendido/Apagado, ajustar temporizador en 5 minutos y comprobrar tiempo de operación con la ayuda de un cronometro. Cumple si el tiempo establecido es igual al medido
3 x
1 x
2 x Electroiman
De acuerdo al método de Encendido/Apagado, ajustar temporizador en 5 minutos y abrir puerta de la cabina antes del tiempo preestablecido. Verifica si el equipo se apaga automaticamente. Cumple si cada vez que se abre la puerta, el equipo se apaga.
3 x
1 x
2 x Velocidad de Trabajo
De acuerdo al método de Encendido/Apagado, ajustar el temporizador en 1 min y medir el numero de rpm durante el tiempo de operación establecido. Cumple si el valor medido es reproducible. 3 x
14. INFORME CALIFICACION DE OPERACIÓN 14.1 RESULTADOS: 1.Se verificaron y encontraron los diferentes puntos de control y alarmas del equipo. 2.Se realizaron los ensayos respectivos para someter a prueba todos los controles de operación, los puntos de alarma, los interruptores y demas dispositivos y controles, obteniendo resultados favorables para el desarollo del proceso estudiado (mezclado). 3. Se documento una lista de las diferentes PON (referencias o instrucciones específicas del equipo) sobre operación y mantenimiento. 4. Se obtuvo información sobre la capacitación de los operarios y las instrucciones sobre cualquier prueba para comprobar que el equipo opera según lo previsto bajo condiciones normales. 5. Se planeó, realizó y documento una capacitación especifica sobre la operación y el mantenimiento del equipo (mezclador) al personal involucrado en el proceso de mezclado (anexos).
14.2 CONCLUSIONES: 1. Con la información anterior, se reunieron las pruebas que evidencian que todos los componentes y los sistemas de alarma y control del mezclador funcionan según lo especificado. 2. Se logro evaluar y comprobar que el equipo opera de acuerdo con las especificaciones y condiciones establecidas en el protocolo de calificación de instalación. 3. Se comprobo que el personal involucrado en la operación del equipo conoce y comprende las condiciones y especificaciones necesarias para su manipulación.
15. APROBACION:
APROBADO x NO APROBADO
0RIGINADO POR: Edgar Ricardo Moreno FECHA: Marzo 2008
APROBACIÓN FINAL DEL PROTOCOLO DE CALIFICACCION DE OPERACIÓN

LIDER ASEGURAMIENTO DE LA CALIDAD : Edison Serna
LIDER DE PRODUCCION : Mauricio Henao
LIDER DE ASUNTOS REGULATORIOS : Luz Dary Ayala
COORDINADORA DE CALIDAD: Fanny Lucia Araujo
DIRECTOR TECNICO: Luis Edgar Moreno

HOJA DE VIDA MEZCLADOR EN V (EPA 003)
FICHA TECNICA R 06 020 039 V2
1. IDENTIFICACION CODIGO: EPA 003 AREA: ALIMENTOS
NOMBRE DEL EQUIPO: MEZCLADOR EN V MARCA: SFIDAMAQ MODELO: MEZCLADOR TIPO V
NUMERO DE SERIE: 62 2. DIMENSIONES (cm.)
ALTO: 220 ANCHO 70 LARGO 2,1 3. FABRICANTE O PROVEEDOR DEL EQUIPO:
PROVEEDOR: SFIDAMAQ FECHA DE PUESTA EN SERVICIO: jun-00
4. CARACTERISTICAS TECNICAS:
CAPACIDAD 100 Kg. VELOCIDAD (rpm): 1708
TENSION (VOLTIOS) 220 CORRIENTE (AMP) 9,6
POTENCIA (KW) 3 AIRE COMPRIMIDO (l/min) N/A
TEMPERATURA (ºC) N/A
MOTOR AUXILIAR 1 MOTOR AUXILIAR 2 IDENTIFICACION
MOTOR: N/A IDENTIFICACION MOTOR: N/A
VELOCIDAD (rpm): N/A VELOCIDAD (rpm): N/A
TENSION (VOLTIOS) N/A TENSION (VOLTIOS) N/A
CORRIENTE (AMP) N/A CORRIENTE (AMP) N/A
POTENCIA (KW) N/A POTENCIA (KW) N/A
AIRE COMPRIMIDO (l/min) N/A AIRE COMPRIMIDO (l/min) N/A
TEMPERATURA (ºC) N/A TEMPERATURA (ºC) N/A