







Idiomas
Páginas
Jurídico


CONTROL DEL PROCESO
GRAFICO
Constantino Zape Jordán
Juan Gabriel Silva Ospina
FUNDACION GREINCOGRAF

Todas las técnicas modernas de gestión
tienen como fundamento y requisito un
sistema eficaz de
CONTROL DE PROCESOS

TIPOS DE EMPRESA:
• MANUFACTURERA
• SERVICIOS

¿QUE ES UN PROCESO
PRODUCTIVO Ó
MANUFACTURA?
Es el sistema a través del cual seconsiguen materias primas, sepasan a través de una serie deprocesos y equipos que latransforman, para luego empacar ydespachar lo que se produce a losclientes.

ESQUEMA DE
MANUFACTURA
¿QUÉ ES CONTROL DE
PROCESOS?
El control de procesos es un
sistema que utiliza información
operativa (visual y registrada) y
datos técnicos (mediciones); con el
fin de hacer un seguimiento,
análisis y administración de los
equipos y los procesos.

¿PORQUE ES NECESARIO
IMPLEMENTAR UN CONTROL DE
PROCESOS?
El gran numero de variables
inherentes al proceso de impresión,
hacen que el control de proceso sea
de vital importancia pues permite la
consecución y mantenimiento de la
calidad para los clientes.

El contar con ayudas efectivas para
el control de proceso nos permite:
•Reducir el tiempo del arreglo de la
prensa.
•Eliminar el desperdicio y los
reclamos de los clientes.
•Reducir al minimo las actividades de
inspección de calidad y separación
de productos, que no agregan valor.
ETAPAS DEL CONTROL DE
PROCESO DE IMPRESIÓN
• Proceso de Planchas
• Área de observación de Color
• Aspectos Técnico-Mecánicos de la
prensa
• Control de Solución de humectación
• Administración de Color en la
prensa
ELABORACION DE PLANCHAS
SISTEMA CTP
• CTP CON TECNOLOGIA TERMICA
• CTP CON TECNOLOGIA DE LUZ
VIOLETA
• CTP CON TECNOLOGIA TERMICAPARA PLANCHAS PROCESSLESS

VENTAJAS DEL CTP
• Entregas más Rápidas.
• Mejor registro.
• Excelente resolución de la imagen.
• Menos tiempo de arreglo en la prensa.
• Menos desechos por la eliminación del
paso de película.
VENTAJAS DEL CTP
• Menores costos de producción debido al
ahorro en tiempo de trabajo e insumos.
• Planchas de mayor calidad y menor
posibilidad de error.
• Simplificación del mantenimiento.
• Beneficios ambientales por la eliminación
de la plata asociada con las películas.
• Gran numero de estos equipos opera con
una reproducción lineal.

DESVENTAJAS
• Costo del equipo y actualización de sus
componentes ( R.I.P.)
• Mayor costo de las planchas (relativo)
• Requiere de una relativamente larga curva
de adaptación y aprendizaje de toda la
planta.

COMPONENTES BASICOS
DEL CTP
• Estaciones de trabajo para preparación de
páginas en preprensa.
• Una red para transferencia de archivos
entre los componentes del sistema.
• Software para trapping (control de
sangrado) y para imposición electrónica.

COMPONENTES BASICOS
DEL CTP• Equipos y programas para la conversión
de la páginas a datos, conocidos
universalmente como RIP (Raster Image
Processor).
• Una grabadora y una procesadora de
planchas.
• Un sistema de producción de pruebas
digitales para prensa.
En cada plancha se debe exponer una escala
Digital de Control de Proceso en el área de
doblado de la misma.

El objetivo es CONTROLAR la producción de
planchas de calidad, mediante
procedimientos de aseguramiento y listas de
verificación para revisar TODAS las
planchas.

Es esencial que las planchas de
calidad inferior o incorrectas
NO lleguen a la prensa

ÁREA DE OBSERVACIÓN DE
COLOR
ILUMINACION
Acorde a las normas gráficas técnicas
ISO, NTC ISO y NCh y las
especificaciones técnicas de FOGRA,
GATF, se deben cumplir con los
siguientes valores:
• Iluminación: 5.000 K (D50) hasta
6.500 K (D65), según ISO 3664.
• Luminosidad: entre 500 hasta 1.500 lux
ILUMINACION
• Las lámparas deben contar con
reflectores de 45 para luz asimétrica
(estación de la prensa) y/o que tengan
reflectores de 90 de luz simétrica para
evaluar pliegos en una mesa plana.
• No se deben instalar difusores
(acrílicos) en las lámparas del taller de
prensas
El área de observación de color debe
estar protegida, pintada con un tono
gris neutro, y debe evitarse la
ubicación de afiches y fotografías.
CLIMATIZACION Y
VENTILACION• Temperatura: 25 C
Tolerancia: 3 C
• Humedad relativa: 55%
Tolerancia: 3%
• Si la planta es climatizada, la circulación del airedebe ser en forma indirecta, es decir, no debesoplar el aire frio en dirección de las prensaspara evitar problemas de temperatura en laprensa
ASPECTOS TECNICO-
MECANICOS DE LA PRENSA

Rodillos
• Franjas
• Dureza
• Mantenimiento
• Las franjas son las zonas de contacto que
se dan entre los rodillos y la plancha.
Aquellas que se transfieren a la plancha
se deben verificar, como mínimo, varias
veces en la semana.
• Las franjas más anchas de lo normal
(el ancho del contacto del rodillo)
ocasionarán que el caucho se
comprima más en los puntos de
contacto, lo cual resulta en mayor
fricción y calor.
Los datos se consignan en los libros de
registro de mantenimiento y
operación
Otros problemas que se ocasionan
debido a franjas más anchas de lo
debido, incluyen alargamiento de los
puntos de trama, distribución de tinta y
dificultades para mantener limpias las
planchas.
Si se necesita reajustar el ancho de las
franjas cada vez que se verifican, por
estar significativamente fuera de ajuste,
es posible un problema mecánico de los
soportes de los rodillos o que estos se
podrían estar encogiendo anormalmente.
Otro factor es la dureza del caucho de
los rodillos, medida en grados ‘shore ’ ,
que interpretan la dureza del caucho en
una escala numérica. La dureza se verifica
con un durómetro del tipo A.

En la medida en que se aumenta la
dureza del caucho, se requiere más
presión para producir el ancho de franja
requerido contra la plancha. También en
este caso se genera más energía y calor.

Mantenimiento de Rodillos
El mantenimiento de los rodillos incluye
dos actividades primarias: Limpieza
semanal y mantenimiento de los rodillos.
La limpieza semanal debe incluir la
aplicación de los reactivos químicos
apropiados para limpiar y quitar el
brillo de los rodillos.
Los limpiadores de este tipo han sido
diseñados para retirar de los rodillos la
contaminación que no se disuelve,
proveniente del papel y las tintas, que se
introduce dentro de las fibras del rodillo
y ocasiona la condición de la superficie
de los rodillos conocida como rodillos
glaseados o brillosos.
• Los rodillos brillantes son una de las causas
principales del endurecimiento de los rodillos.
• Los rodillos se deben retirar de la prensa al
menos dos veces al año para ser
completamente analizados y medir su dureza.
• Los rodillos deteriorados, o que tengan
dureza superior a diez puntos shore
por encima de su condición original,
se deben cambiar.

MANTENIMIENTO DE
RODILLOS
Superficie de un rodillo limpio Superficie glaseada de un
rodillo por calcificación
Es importante seguir las indicaciones de
ancho de la franja dejada por los rodillos
en la plancha y la dureza de los mismos,
especificadas por el fabricante de los
rodillos.

Solución de Humectación
La efectividad de la solución de humectación
depende de un agua consistente y de una
formulación adecuada de cada uno de sus
componentes, de tal manera que los valores
objetivo puedan mantenerse en los
parámetros indicados.
Se debe revisar el sistema de mezclado
automático de agua y solución de fuente
y darle mantenimiento diario.
La solución de humectación en los
depósitos de la prensa se debe verificar al
menos dos veces por turno para
determinar su temperatura, pH,
Conductividad, Dureza y contenido de
alcohol

Los datos medidos se deben registrar en
una tabla ubicada cerca de la prensa.
Las medidas de pH, conductividad,
dureza y temperatura se deben
comparar con los límites superior e
inferior establecidos y tomar las acciones
correctivas inmediatas cuando sea
necesario.
Incrementos de pH y conductividad,
normalmente indican que se está
debilitando la potencia de la solución de
humectación, lo cual implica suministrar
más solución para mantener las planchas
limpias.

Importante:
La temperatura de la solución de la
fuente, su fuerza y límites de control
deben ser establecidos por el fabricante
de la solución de fuente.
CONTROL DE LAS PRESIONES
EN LAS PRENSAS OFFSET.
• Determinación de empaquetadura osuplementos en los cilindrosPortaplancha, Portamantilla y enalgunos casos el Contraimpresor,según las especificaciones delfabricante.
• Las presiones de impresión debenverificarse con un medidor dealturas de anillos, cada vez que secoloque una mantilla nueva en laprensa y/o se ajusten suplementos.
• Periódicamente se deben llevar a cabo
pruebas de presiones entre cilindros de
impresión para determinar si están o no
con presión excesiva.

CUERPO IMPRESOR
CZP- JGS
Plancha 0.30 mm. Plancha 0.30 mm.
Empaque 0.30 mm. Empaque 0.35 mm.
Total 0.60 mm. = 0.10 sobre anillos Total 0.65 mm. = 0.15 sobre anillos
Presiones de impresión: 0.10 mm. de penetración
Mantilla 1.90 mm. (1.95 mm.) Mantilla 1.90 mm. (1.95 mm.)
Empaque 1.30 mm. Empaque 1.25 mm.
Total 3.20 mm. = mantilla a nivel Total 3.15 mm. = 0.05 bajo anillos
CILI N DRO I MPRESOR
CILI N DRO PORTAMAN TI LLA
An
illo
gu
ia
An
illo
gu
ia
CIL I N DRO PORTAPLAN CH A
An
illo
gu
ia
EMPAQUE
EMPAQUE
PLANCH A
PLANCH A
EMPAQUE
EMPAQUE
MAN TIL LA
MAN TIL LA
Rebaje
PAPEL CALIBRE 0 .1 0 MM
PAPEL CALIBRE 0 .1 0 MM
Ejemplo de aplicación de suplementos y
Undercoats en un Cuerpo impresor de
SpeedMaster.
Mantillas
• Las mantillas offset juegan un papel
determinante en el proceso de impresión
debido a que son la conexión final entre la
película y la plancha.
• El desempeño optimo de la mantilla en la
prensa es requerido para una buena
transferencia de imagen eliminando la
distorsión de punto y otras deficiencias de
calidad en la impresión
CARACTERISTICAS DE LA
MANTILLA
CZP- JGS
VARIABLE CONTROL
Compresibilidad y
Durabilidad
La compresibilidad es la cualidad que posee una mantilla
de regresar a su espesor original luego de retirársele la
presión superficial (debe ajustarse a las irregularidades de
la superficie de la plancha y a su vez de las rugosidad del
papel, al recoger y entregar una fina capa de tinta) .
Resistencia a los impactos. Durabilidad es la capacidad de
soportar la presión, la tensión y el abuso físico a los
cuales es sometida, continuamente, la mantilla en la
prensa. La compresibilidad promedio es de 125 N/cm2
Elongación o
Estiramiento
La mantilla debe sufrir un estiramiento mínimo en la
prensa durante la tirada. Debe tener una tendencia a no
sufrir cambios después de la segunda estirada para ser
satisfactoria en la impresión de sólidos.
El estiramiento de una mantilla no debe superar el 2%
CARACTERISTICAS DE LA
MANTILLA
CZP- JGS
VARIABLE CONTROL
Capacidad de liberación Es la disposición que tiene una mantilla para soltar el
papel una vez que sale de la línea de contacto. Las
mantillas muy lisas tienden a tener una capacidad de
liberación deficiente. La dureza ofrece la mejor
capacidad de liberación; también, la velocidad, el
mordiente de la tinta, las presiones y la superficie del
papel.
Calibre Verificar los calibres de la mantilla debe ser una
costumbre antes de montar. En todos los puntos -tanto
al centro como en las orillas-, el calibre debe ser igual o
estar dentro de las especificaciones. Si estas lecturas
no satisfacen los requerimientos de tolerancia marcada
por el fabricante, deben ser rechazadas y devueltas a
él. Normalmente las mantillas compresibles tienen 1.96
mm de calibre.
CARACTERISTICAS DE LA
MANTILLA
CZP- JGS
VARIABLE CONTROL
Lisura / Rugosidad de la
superficie
La rugosidad son contornos microscópicos en la
superficie de la mantilla, esto permite un
desprendimiento mejor para el papel, la construcción
de los puntos en resoluciones altas y/o para depositar
una capa de tinta suficiente y uniforme durante la
sólidos. La rugosidad excesiva afecta directamente a
la calidad de impresión y la formación del punto, así
como sólidos moteados y poco consistentes.
La rugosidad de una mantilla debe ser 1.0 μRa
Elongación o Estiramiento
La mantilla debe sufrir un estiramiento mínimo en la
prensa durante la tirada. Debe tener una tendencia a
no sufrir cambios después de la segunda estirada
para ser satisfactoria en la impresión de sólidos.
El estiramiento de una mantilla no debe superar el 2%
Es importante no confiar en las
especificaciones grabadas al respaldo de
las mantillas y del papel
para empaquetadura, pueden ser
incorrectas.
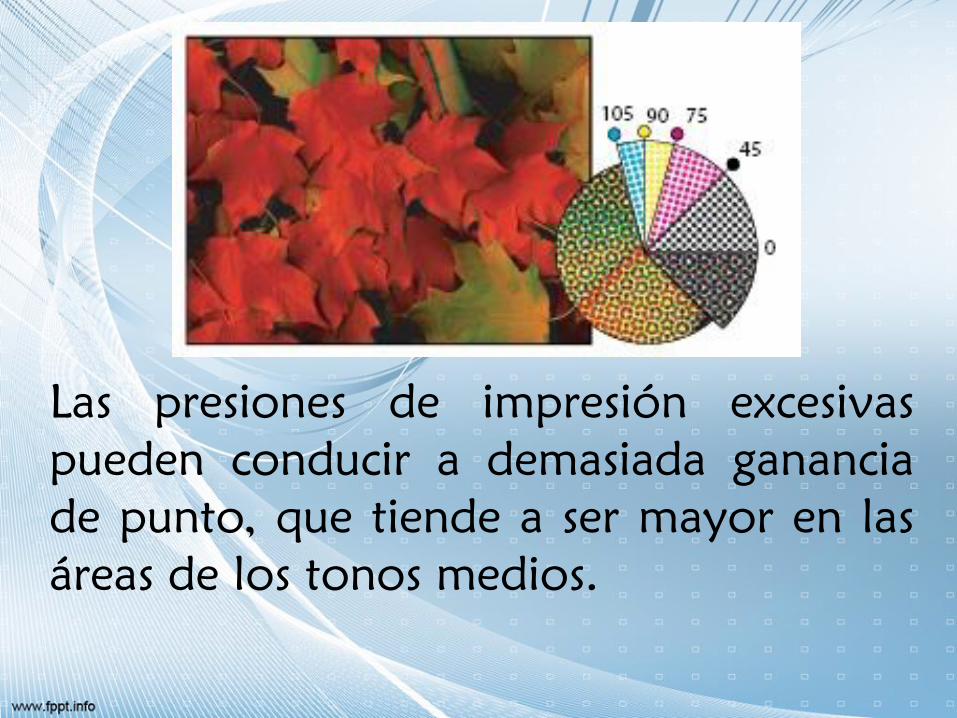
Las presiones de impresión excesivas
pueden conducir a demasiada ganancia
de punto, que tiende a ser mayor en las
áreas de los tonos medios.

La presión excesiva también puede llevar
a problemas de humectación, acortar la
vida de las planchas y generar trabajo
innecesario en los rodamientos y espigos
de los cilindros.

Análisis de la prensa
Cada seis meses se debe llevar a cabo un
análisis de prueba de la prensa (huella).
Para esto se utiliza un formato de prueba
revisado y preciso, diseñado para
analizar los atributos mecánicos,
demostrar las características de impresión
y proporcionar datos precisos de
administración de color, con el fin de
caracterizar y calibrar la prensa para los
procesos de CTP y de pruebas.

Administración de color
en la prensa
La medición de la densidad de la tinta,
la ganancia de punto y el contraste
relativo son extremadamente
importantes para el control de proceso y
la calidad de la impresión.
Los densitómetros son herramientas que
pueden proporcionar rápidamente
información y retroalimentación del
sistema, miden variables como la
densidad de la tinta, la ganancia de
punto, contraste relativo, entre otras.

Estos datos le dicen al impresor si la
calidad del impreso está en el punto
preciso y bajo control.
La frecuencia con la cual se deben
retirar hojas de la prensa para
observación depende de lo siguiente:
• Volumen de producción
• Estado de la tecnología de medición,
(con densitómetro o con
espectrofotómetro),
• Escalas de control de color que se
imprimen en el pliego para poder
verificar.

ESCALAS DE CONTROL
COMO ELEMENTOS DE
MEDICION

ESCALAS DE CONTROL
Campos de tono Lleno Campos de evaluación de sobreimpresos
Campos de trama Campos de Slur
Campos de equilibrio de grises
El análisis visual y la medición
densitométrica toman un mínimo
de tiempo, pero ayudarán a
garantizar el tono y la calidad del
impreso.

FACTOR HUMANO
• Atributos Físicos
– Capacidad para percibir , color, tonos, balance de gris, entre otros.
– Capacidad para juzgar registros exactos y alineación.
– Destreza para realizar ajustes y graduaciones precisas.
• Aptitudes mentales
– Aptitud para entender la mecánica de las máquinas.
– Aptitud para interpretar causa-efecto y proponer soluciones.
– Habilidad para entender y adaptar nuevosmétodos de trabajo y nuevas tecnologías.

• Entrenamiento
– Debe estar al día de los nuevos cambios detecnología (planchas, tintas, papeles, mantillas,equipos, entre otros).
– Trabajar con plena “seguridad” los equipos.
– Proactivo interesándose por los detalles deimpresión y de graduaciones.

CONCLUSIONES
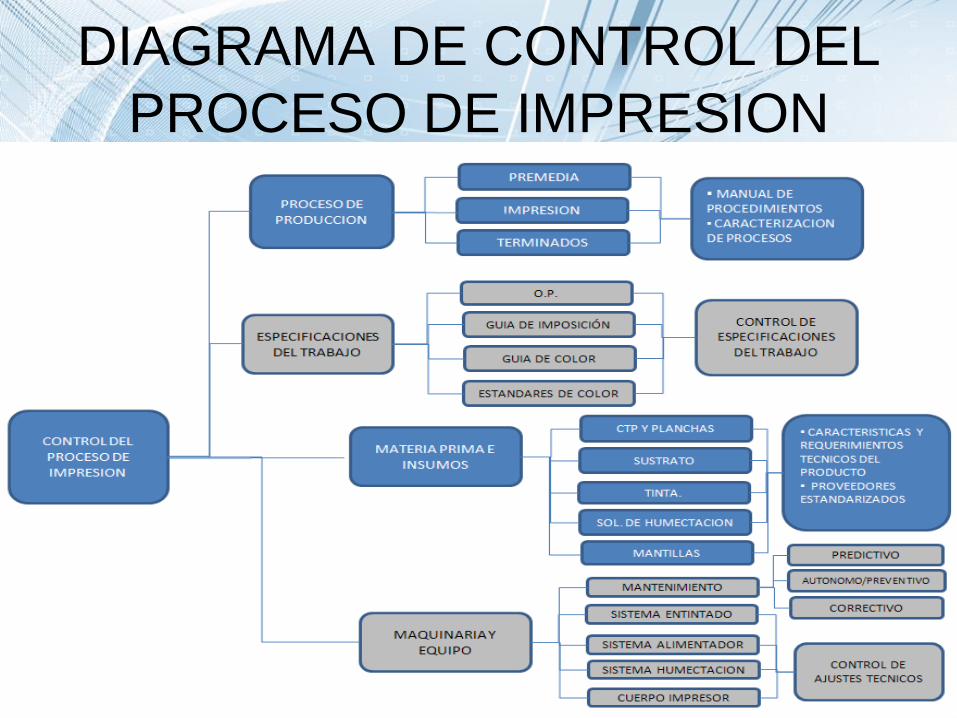
DIAGRAMA DE CONTROL DEL
PROCESO DE IMPRESION
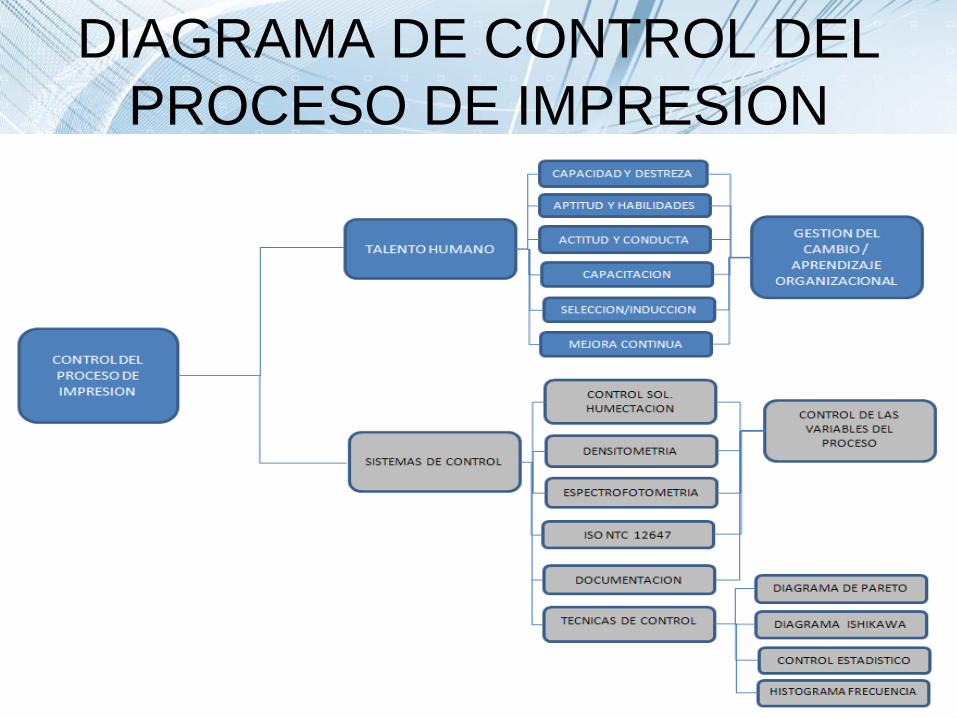
DIAGRAMA DE CONTROL DEL
PROCESO DE IMPRESION
Conclusión
“Lo que No se registra es porque
No se mide, lo que No se mide
No se controla”