
2p+Medicion+Del+Trabajo
11
MEDICIÓN DEL TRABAJO Definición.- Es la aplicación de técnicas para determinar el tiempo que invierte un tra- bajador calificado e n llevar a cabo u na tarea determinada, efectuándola según una ma – nera de ejecución pre-establecida (método). Técnicas de medición 1.- Cronometraje industrial Técnicas directas 2.- Muestreo (método de observaciones instantáneas) 3.- Tiempos predeterminados Técnicas indirectas 4.- Datos estándar Cronometraje industrial (solo a trabajadores calificados) Es una técnica encaminada a aumentar la productividad, teniendo por objeto el calculo del tiempo, que debe asignarse a una persona conocedora de su trabajo para realizar una tarea. Este tiempo no tendrá valor sino corresponde a un método de trabajo (bueno o malo) pre-establecido an teriormente, además deberá ser un tiem po justo y equitativo, tanto pa- ra el operario que trabaja como para la empresa que para ello da una compensación (pa- go, salario) . Objetivos del cronometraje industrial 1.- Para reducir los costos 2.- Como una ayuda para determinar y controlar con exactitud los costos de la mano de obra directa. 3.- Para establecer salarios con incentivos 4.- Como una medida para l a planificación, ejemplo: cumplir con los plazos de entrega, programar la produc ción, etc. 5.- Para establecer presupuestos 6.- Para comparación de métodos 7.- Para equilibrar cadenas de producción, etc. PASOS A SEGUIR EN UN ESTUDIO DE TIEMPOS CON CRONÓMETRO A) En el lugar de trabajo: 1.- Toma de toda la información relacionada con la tarea a cronometrar (hoja de datos) 2.- Sub-dividir la tarea en elementos 3.- Proceder a la toma de tiempos 4.- Paralelamente al paso ante rior observar la actividad (velocidad , precisión y habilidad) que desarrolla el operario. 5.- Terminado el cronometraje en el luga r de trabajo se debe procede r a calcular el error de vuelta cero,así como esta r completamente seguros de que no nos falta ninguna información
-
Upload
jonathan-martinez -
Category
Documents
-
view
23 -
download
0
Transcript of 2p+Medicion+Del+Trabajo

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 1/11
MEDICIÓN DEL TRABAJO
Definición.- Es la aplicación de técnicas para determinar el tiempo que invierte un tra- bajador calificado en llevar a cabo una tarea determinada, efectuándola según una ma –
nera de ejecución pre-establecida (método).
Técnicas de medición
1.- Cronometraje industrial Técnicas directas2.- Muestreo (método de observaciones instantáneas)3.- Tiempos predeterminados Técnicas indirectas4.- Datos estándar
Cronometraje industrial (solo a trabajadores calificados)
Es una técnica encaminada a aumentar la productividad, teniendo por objeto el calculodel tiempo, que debe asignarse a una persona conocedora de su trabajo para realizar unatarea.Este tiempo no tendrá valor sino corresponde a un método de trabajo (bueno o malo)
pre-establecido anteriormente, además deberá ser un tiempo justo y equitativo, tanto pa-ra el operario que trabaja como para la empresa que para ello da una compensación (pa-go, salario) .
Objetivos del cronometraje industrial
1.- Para reducir los costos2.- Como una ayuda para determinar y controlar con exactitud los costos de la mano de
obra directa.3.- Para establecer salarios con incentivos4.- Como una medida para la planificación, ejemplo: cumplir con los plazos de entrega,
programar la producción, etc.5.- Para establecer presupuestos6.- Para comparación de métodos7.- Para equilibrar cadenas de producción, etc.
PASOS A SEGUIR EN UN ESTUDIO DE TIEMPOS CON CRONÓMETROA) En el lugar de trabajo:
1.- Toma de toda la información relacionada con la tarea a cronometrar (hojade datos)
2.- Sub-dividir la tarea en elementos3.- Proceder a la toma de tiempos4.- Paralelamente al paso anterior observar la actividad (velocidad, precisión y
habilidad) que desarrolla el operario.5.- Terminado el cronometraje en el lugar de trabajo se debe proceder a calcular
el error de vuelta cero,así como estar completamente seguros de que no nosfalta ninguna información
5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 2/11
.B) En nuestra oficina:
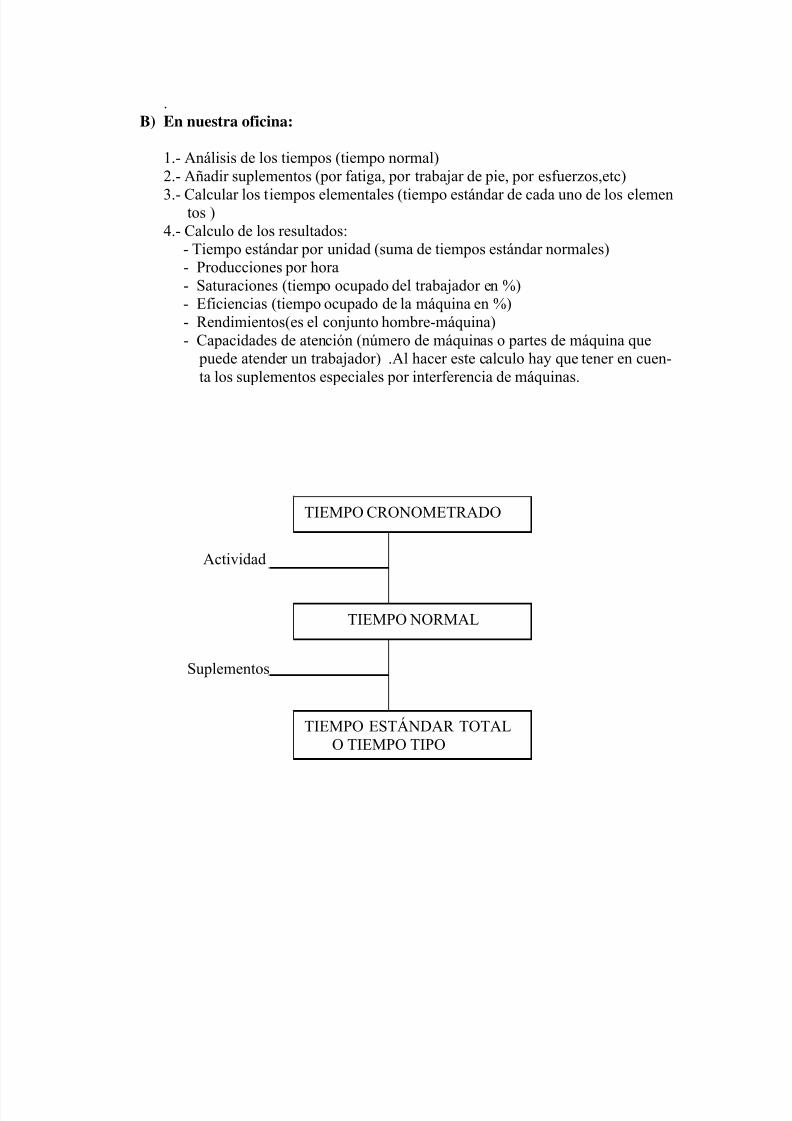
1.- Análisis de los tiempos (tiempo normal)2.- Añadir suplementos (por fatiga, por trabajar de pie, por esfuerzos,etc)
3.- Calcular los tiempos elementales (tiempo estándar de cada uno de los elementos )4.- Calculo de los resultados:
- Tiempo estándar por unidad (suma de tiempos estándar normales)- Producciones por hora- Saturaciones (tiempo ocupado del trabajador en %)- Eficiencias (tiempo ocupado de la máquina en %)- Rendimientos(es el conjunto hombre-máquina)- Capacidades de atención (número de máquinas o partes de máquina que
puede atender un trabajador) .Al hacer este calculo hay que tener en cuen-ta los suplementos especiales por interferencia de máquinas.
Actividad
Suplementos
TIEMPO ESTÁNDAR TOTALO TIEMPO TIPO
TIEMPO NORMAL
TIEMPO CRONOMETRADO

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 3/11
UNIDADES DE MEDIDA
CRONÓMETRO HORA 1 MINUTO 3 MINUTOSSegundos(sg) 3,600 60 sg 180 sg
Centésima deminuto(cm)
6,000 100 cm 300 cm
Diez milésima dehora( h00 )
10,000 166.6666 h00 500 h00
Centésima desegundo(cs)
360,000 6,000 cs 1,800 cs
Ejercicios de conversión de un cronómetro a otro
• 3h 25m: En h00 =En cm =En seg =
• 25,167 h00 :
En cm =En seg =En min =En horas =
• 1,860 seg:En h00 =En cm =En min =En horas =
• 20,220 cm: En h00 =En seg =En min =En horas =
5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 4/11
ELEMENTOS
Descomposición de la tarea en elementos
Después de registrar toda la información de las características del trabajo a cronometrar (hoja de datos), es preciso desarrollar la forma (método) en que el operario y/o máquinarealizan trabajo útil dentro de un ciclo de producción (pieza, kilo o unidad a cronome -trar).
Ciclo de trabajo
Generalmente se realiza un estudio de tiempos para determinar el tiempo a asignar a unaunidad de producción.‘’El conjunto de operaciones elementales que es preciso ejecutar para hacer una pieza o parte de una pieza en una fase determinada del trabajo de la unidad de producción se
llama ciclo de trabajo’’.Puede incluir elementos que no se presentan cada vez que sehace una pieza.
Elemento
Es una parte esencial y definida de la tarea, que tiene personalidad propia, es decir esuna parte de la operación o proceso, la cual nos interesa distinguir de la anterior y de lasiguiente y que siempre que se repite tiene las mismas características.Dichos elementos tienen que quedar bien definidos es decir en que momento empiezay en que momento termina; se deberá a su vez describir el elemento y darle un símbolo( se recomienda la inicial del nombre del elemento) que se empleará en la hoja de cro – nometraje).Ejemplo:
Elemento : Poner barra a máquinaEmpieza : Cuando el operario toca la barraTermina : Cuando el operario pulsa el botón de marcha de la máquinaSímbolo : B
Clases de elementos
1.- Según como se presenta en el ciclo de trabajo:a) Elemento regular.- son aquellos elementos que se presentan una o más veces entodos los ciclos de trabajo.
b) Elemento de frecuencia.- (irregulares) son aquellos elementos que se necesitan para hacer el trabajo pero sin embargo no se presentan en todos los ciclos, pu – diendo presentarse en forma regular, es decir cada x ciclos o al azahar (por ejem-
plo una rotura de hilo en textiles).c) Elementos extraños o imprevistos.-(fuera de método) son aquellos elementos
que no se consideraron en el detalle del proceso a cronometrar pero que sinembargo se presentaron durante el cronometraje.Si estos elementos después de hacer las respectivas consultas consideramos que
Son parte de la tarea, formaran parte del tiempo asignado por pieza o ciclo y por lo tanto serán considerados como elementos de frecuencia. Si consideramos que

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 5/11
no son necesarios ,no formaran parte del tiempo asignado y lo consideraremoscomo paro.
2.- Según su valor de tiempo en diferentes tareas: Son aquellos elementos que tienen las mismas características en diferentes tareas,
pudiendo ser constantes o variables en su valor de tiempo.a) Constantes.- son los que tienen las mismas características en diferentes tareas ytienen el mismo tiempo. Ejemplo:
- Coser 20 cm. para poner cierre a un pantalón de algodón- Coser 20cm para poner cierre a una blusa de algodón
b) Variables.- son aquellos elementos que tienen las mismas características en dife-rentes tareas pero que varía en su valor de tiempo de acuerdo a los materiales, proceso, equipo, longitud, etc.Ejemplo:
- Coser 30 cm para poner cierre a un pantalón de algodón- Coser 20 cm para poner cierre a una blusa de algodón
3.- Según quien ejecuta el elemento: a) Elemento máquina automática(Tm).- son aquellos elementos que realiza la má
quina sin intervención del hombre, es decir en forma automática pero realizan-do trabajo útil.
b) Elementos tecnomanuales (Ttm).- son aquellos elementos que realiza el con – junto hombre-máquina en el mismo proceso.Ejemplo:
- Coser en una máquina de coser casera (depende de la velocidad de la perso-na).
- Colocar papel para hacer impresos de propaganda en una prensa de veloci-dad constante (limitado por la velocidad de la máquina).
El primer ejemplo nos revela que la velocidad depended del operario y el según-do ejemplo nos revela que la velocidad depende de la máquina.c) Elemento manual.- pudiendo ser:
- Elementos manuales a máquina parada (Tmp).- son aquellos elementos querealiza el operario estando la máquina detenida.
- Elementos manuales a máquina en marcha (Tmm).- son aquellos elementosque realiza el operario aprovechando cuando la máquina trabaja en formaautomática, pero independiente del trabajo que realiza la máquina.
Ci = cicloTm = tiempo máquina automáticaTtm = tiempo tecnomanualTmp = tiempo máquina parada
Ci = Tm + Ttm + Tmp
∗ Tmm esta incluido en Tm

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 6/11
Total manual
Tmp Ttm Tmm
H
Ttm Tm
M
Total de la máquina
Ciclo
NORMAS PARA LA DESCOMPOSICIÓN DE UN CICLO DE TRABAJO EN ELEMENTOS
1.- Han de ser fáciles de reconocer y con puntos claros de comienzo y terminación .Serecomienda hacer coincidir estos puntos con señales fáciles de percibir por la vista
o el oído.2.- Los elementos deben ser tan cortos como sea posible, siempre que queden bien iden-tificados y puedan cronometrarse bien; un cronometrador con experiencia puedetomar elementos hasta 7 h00 siempre y cuando no sean varios seguidos. Cuando sonmuy cortos y varios se realizan cronometrajes especiales.
3.- Se debe procurar en lo posible que los elementos no pasen de 100 a 200 h00 en su va-lor de tiempo.Esto no quiere decir que un elemento por ejemplo que dure 520 h00 lodividiré en varios elementos; lo importante es preciar la actividad cada 100 h00 .
4.- Deben separarse los elementos constantes de los variables.5.- Deben separarse los elementos regulares, de frecuencia y los imprevistos.6.- Así mismo separarse los elementos Tm, Ttm, Tmp, Tmm.

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 7/11
Ejemplo de una buena sub-división de una tarea en elementos------------------------------------------------------------------------------
Proceso: se trata de la siguiente tarea:un ajustador tiene una serie de piezas iguales de forma cúbica y se le haencargado rebajar una cara en 0.4 mm con ayuda de una lima.
Método: Puede ser el siguiente:Tomar la pieza, fijarla en la prensa, limar, medir, soltar la pieza de la prensa,dejar pieza.
Operario• • • •
• • • •
Piezas por limar Piezas limadas
Una sub-división puede ser:
1.- Coger la pieza2.- Llevarla con la mano hasta la prensa3.- Con la otra mano apretar sosteniendo la pieza4.- Coger la lima5.- Llevarla hasta la pieza6.- Limar 7.- Llevar lima hasta su sitio8.- Dejar lima9.- Coger calibre para medir
∗ Como se aprecia esta sub-división resulta excesivamente detallada desde el punto devista del cronometraje industrial
Una buena sub-división puede ser así:
Símbolo Elemento DefiniciónF fijar pieza coger pieza y poner en la prensaL limar tomar lima, limar y dejar limaM medir tomar calibre, medir y dejar calibreS soltar pieza aflojar tornillo de prensa y dejar la pieza

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 8/11
EJEMPLO DE CÓMO SUB-DIVIDIR UNA TAREA U OPERACIÓNEN ELEMENTOS
Una fábrica de ropa para bebes FRANC-BY S.A, tiene una línea de producción para producir sábanas de Bebes y niños .En la siguiente figura se muestra un DOP (diagramade operaciones del Proceso) para producir sábanas para bebes y niños:
TELA
Tendido de telaTizas
Tizado
Cortado
Retazos
Coser dobladillo a máquina ∗ Gráficos de tela
Estampado
Revisado
DobladoCajas de cartón
EmpaquetadoBolsas de plástico
Embolsado
Revisado y seleccionado2
8
7
6
5
4
3
2
1
Sábana para bebes Sábana para niños
• Se le pide a usted como Ingeniero Industrial sub-dividir la operación ´´ Coser dobladillo a máquina `` en elementos y determinar los puntos de corte.

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 9/11
Método: el método que sigue el operario es el siguiente:Va al coche y toma la sábana, luego ajusta el extremo de la sábana con la prensatela,dobla la sábana y pone el extremo de sábana en la boquilla de la máquina; despuésse cose a máquina el borde y al final se pega una etiqueta.
SOLUCIÓN.-
OPERACIÓN: ‘’ Coser dobladillo a máquina’’
Elementos Símbolo Comienzo TérminoIr al coche y coger lasábana (Tmp)
S Acercarse al coche Sacar Sábana del coche
Ajustar el extremo con la prensatela (Tmp)
A Sacar sábana del coche Deja ajustado elextremo a la prensatela
Hacer doblez y acomodar extremo en boquilla de lamáquina (Tmp)
D Deja ajustado el extremo a la prensatela
Doblado y acomodadoen boquilla de máquina
Coser a máquina todo el borde (Tm)
C Doblado y acomodado en boquilla de máquina
Pulsa botón de apagadode máquina
Pegar etiqueta (Tmp) P Pulsa botón de apagado demáquina
Etiqueta puesta
↓ PUNTOS DE CORTE
(Donde termina un elemento comienza el siguiente)
5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 10/11
PRACTICA DIRIGIDA DE MÉTODOS I
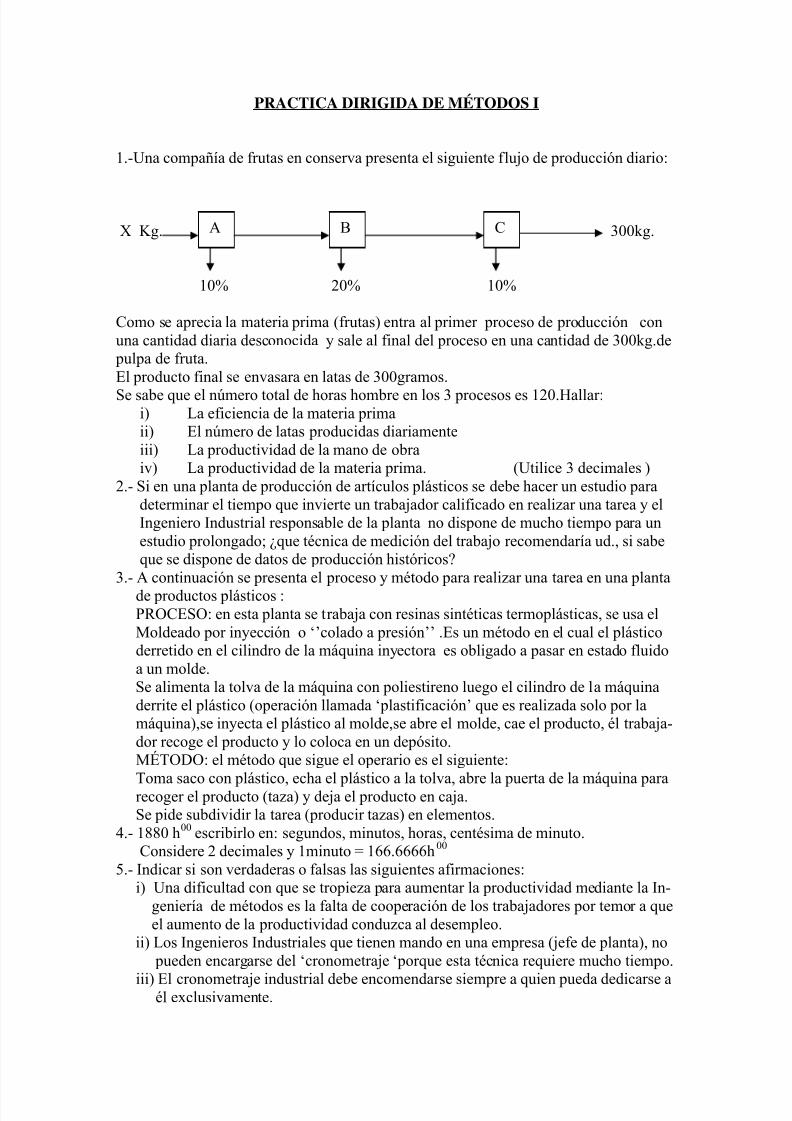
1.-Una compañía de frutas en conserva presenta el siguiente flujo de producción diario:
X Kg. 300kg.CBA
10% 20% 10%
Como se aprecia la materia prima (frutas) entra al primer proceso de producción conuna cantidad diaria desconocida y sale al final del proceso en una cantidad de 300kg.de
pulpa de fruta.El producto final se envasara en latas de 300gramos.
Se sabe que el número total de horas hombre en los 3 procesos es 120.Hallar:i) La eficiencia de la materia primaii) El número de latas producidas diariamenteiii) La productividad de la mano de obraiv) La productividad de la materia prima. (Utilice 3 decimales )
2.- Si en una planta de producción de artículos plásticos se debe hacer un estudio paradeterminar el tiempo que invierte un trabajador calificado en realizar una tarea y elIngeniero Industrial responsable de la planta no dispone de mucho tiempo para unestudio prolongado; ¿que técnica de medición del trabajo recomendaría ud., si sabeque se dispone de datos de producción históricos?
3.- A continuación se presenta el proceso y método para realizar una tarea en una plantade productos plásticos :PROCESO: en esta planta se trabaja con resinas sintéticas termoplásticas, se usa elMoldeado por inyección o ‘’colado a presión’’ .Es un método en el cual el plásticoderretido en el cilindro de la máquina inyectora es obligado a pasar en estado fluidoa un molde.Se alimenta la tolva de la máquina con poliestireno luego el cilindro de la máquinaderrite el plástico (operación llamada ‘plastificación’ que es realizada solo por lamáquina),se inyecta el plástico al molde,se abre el molde, cae el producto, él trabaja-dor recoge el producto y lo coloca en un depósito.MÉTODO: el método que sigue el operario es el siguiente:
Toma saco con plástico, echa el plástico a la tolva, abre la puerta de la máquina pararecoger el producto (taza) y deja el producto en caja.Se pide subdividir la tarea (producir tazas) en elementos.
4.- 1880 h00 escribirlo en: segundos, minutos, horas, centésima de minuto.Considere 2 decimales y 1minuto = 166.6666h00
5.- Indicar si son verdaderas o falsas las siguientes afirmaciones:i) Una dificultad con que se tropieza para aumentar la productividad mediante la In-
geniería de métodos es la falta de cooperación de los trabajadores por temor a queel aumento de la productividad conduzca al desempleo.
ii) Los Ingenieros Industriales que tienen mando en una empresa (jefe de planta), no pueden encargarse del ‘cronometraje ‘porque esta técnica requiere mucho tiempo.
iii) El cronometraje industrial debe encomendarse siempre a quien pueda dedicarse aél exclusivamente.

5/17/2018 2p+Medicion+Del+Trabajo - slidepdf.com
http://slidepdf.com/reader/full/2pmediciondeltrabajo 11/11
iv) Antes de aplicar el estudio del trabajo es necesario establecer buenas relacionesde trabajo.
v) Si el especialista en estudio del trabajo cuenta con el apoyo de la dirección de laempresa no es necesario contar con el apoyo del capataz.
vi) Si los trabajadores tienen confianza en la sinceridad e integridad de la dirección
aceptaran casi cualquier técnica seria como por ejemplo el cronometraje indus – trial y se prestarán para hacerlo funcionar con éxito.


















