3.-DESCRIPCIÓN DEL PROCESO DE …bibing.us.es/proyectos/abreproy/30142/fichero/CAPITULO+3.pdfAntes...
61
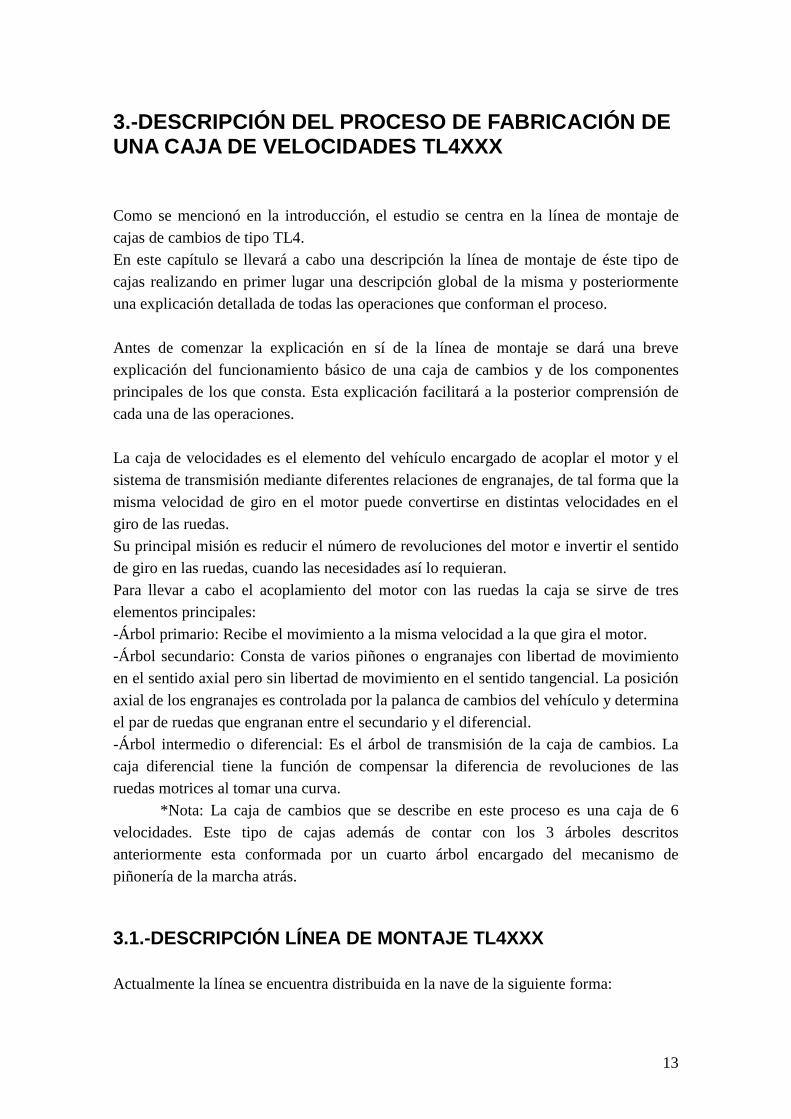
13 3.-DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN DE UNA CAJA DE VELOCIDADES TL4XXX Como se mencionó en la introducción, el estudio se centra en la línea de montaje de cajas de cambios de tipo TL4. En este capítulo se llevará a cabo una descripción la línea de montaje de éste tipo de cajas realizando en primer lugar una descripción global de la misma y posteriormente una explicación detallada de todas las operaciones que conforman el proceso. Antes de comenzar la explicación en sí de la línea de montaje se dará una breve explicación del funcionamiento básico de una caja de cambios y de los componentes principales de los que consta. Esta explicación facilitará a la posterior comprensión de cada una de las operaciones. La caja de velocidades es el elemento del vehículo encargado de acoplar el motor y el sistema de transmisión mediante diferentes relaciones de engranajes, de tal forma que la misma velocidad de giro en el motor puede convertirse en distintas velocidades en el giro de las ruedas. Su principal misión es reducir el número de revoluciones del motor e invertir el sentido de giro en las ruedas, cuando las necesidades así lo requieran. Para llevar a cabo el acoplamiento del motor con las ruedas la caja se sirve de tres elementos principales: -Árbol primario: Recibe el movimiento a la misma velocidad a la que gira el motor. -Árbol secundario: Consta de varios piñones o engranajes con libertad de movimiento en el sentido axial pero sin libertad de movimiento en el sentido tangencial. La posición axial de los engranajes es controlada por la palanca de cambios del vehículo y determina el par de ruedas que engranan entre el secundario y el diferencial. -Árbol intermedio o diferencial: Es el árbol de transmisión de la caja de cambios. La caja diferencial tiene la función de compensar la diferencia de revoluciones de las ruedas motrices al tomar una curva. *Nota: La caja de cambios que se describe en este proceso es una caja de 6 velocidades. Este tipo de cajas además de contar con los 3 árboles descritos anteriormente esta conformada por un cuarto árbol encargado del mecanismo de piñonería de la marcha atrás. 3.1.-DESCRIPCIÓN LÍNEA DE MONTAJE TL4XXX Actualmente la línea se encuentra distribuida en la nave de la siguiente forma:
Transcript of 3.-DESCRIPCIÓN DEL PROCESO DE …bibing.us.es/proyectos/abreproy/30142/fichero/CAPITULO+3.pdfAntes...
13
3.-DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN DE UNA CAJA DE VELOCIDADES TL4XXX Como se mencionó en la introducción, el estudio se centra en la línea de montaje de cajas de cambios de tipo TL4. En este capítulo se llevará a cabo una descripción la línea de montaje de éste tipo de cajas realizando en primer lugar una descripción global de la misma y posteriormente una explicación detallada de todas las operaciones que conforman el proceso. Antes de comenzar la explicación en sí de la línea de montaje se dará una breve explicación del funcionamiento básico de una caja de cambios y de los componentes principales de los que consta. Esta explicación facilitará a la posterior comprensión de cada una de las operaciones. La caja de velocidades es el elemento del vehículo encargado de acoplar el motor y el sistema de transmisión mediante diferentes relaciones de engranajes, de tal forma que la misma velocidad de giro en el motor puede convertirse en distintas velocidades en el giro de las ruedas. Su principal misión es reducir el número de revoluciones del motor e invertir el sentido de giro en las ruedas, cuando las necesidades así lo requieran. Para llevar a cabo el acoplamiento del motor con las ruedas la caja se sirve de tres elementos principales: -Árbol primario: Recibe el movimiento a la misma velocidad a la que gira el motor. -Árbol secundario: Consta de varios piñones o engranajes con libertad de movimiento en el sentido axial pero sin libertad de movimiento en el sentido tangencial. La posición axial de los engranajes es controlada por la palanca de cambios del vehículo y determina el par de ruedas que engranan entre el secundario y el diferencial. -Árbol intermedio o diferencial: Es el árbol de transmisión de la caja de cambios. La caja diferencial tiene la función de compensar la diferencia de revoluciones de las ruedas motrices al tomar una curva.
*Nota: La caja de cambios que se describe en este proceso es una caja de 6 velocidades. Este tipo de cajas además de contar con los 3 árboles descritos anteriormente esta conformada por un cuarto árbol encargado del mecanismo de piñonería de la marcha atrás.
3.1.-DESCRIPCIÓN LÍNEA DE MONTAJE TL4XXX Actualmente la línea se encuentra distribuida en la nave de la siguiente forma:
14
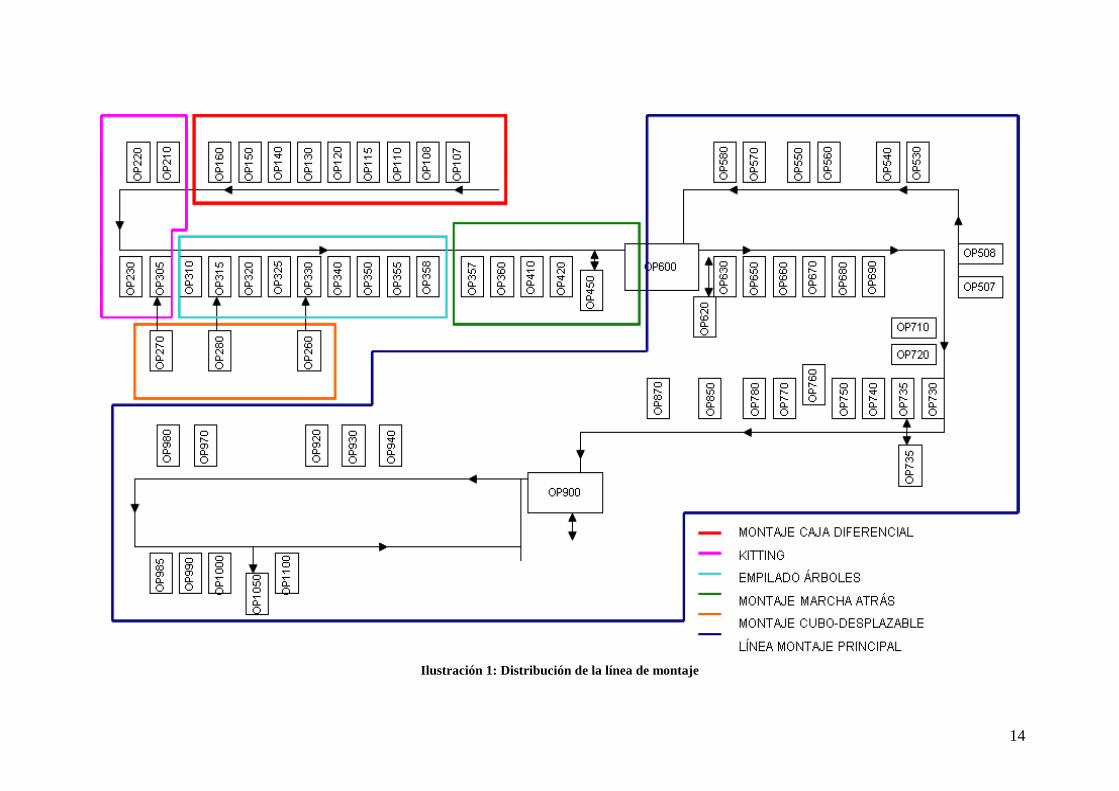
Ilustración 1: Distribución de la línea de montaje
15
La línea de montaje de las cajas TL4 se puede subdividir en las siguientes zonas: la parte correspondiente al montaje de la caja diferencial, la zona kitting de piñonería, los puestos de empilado de árbol primario y árbol secundario, la parte de montaje marcha atrás, la zona de montaje cubo-desplazable y la línea de montaje principal.
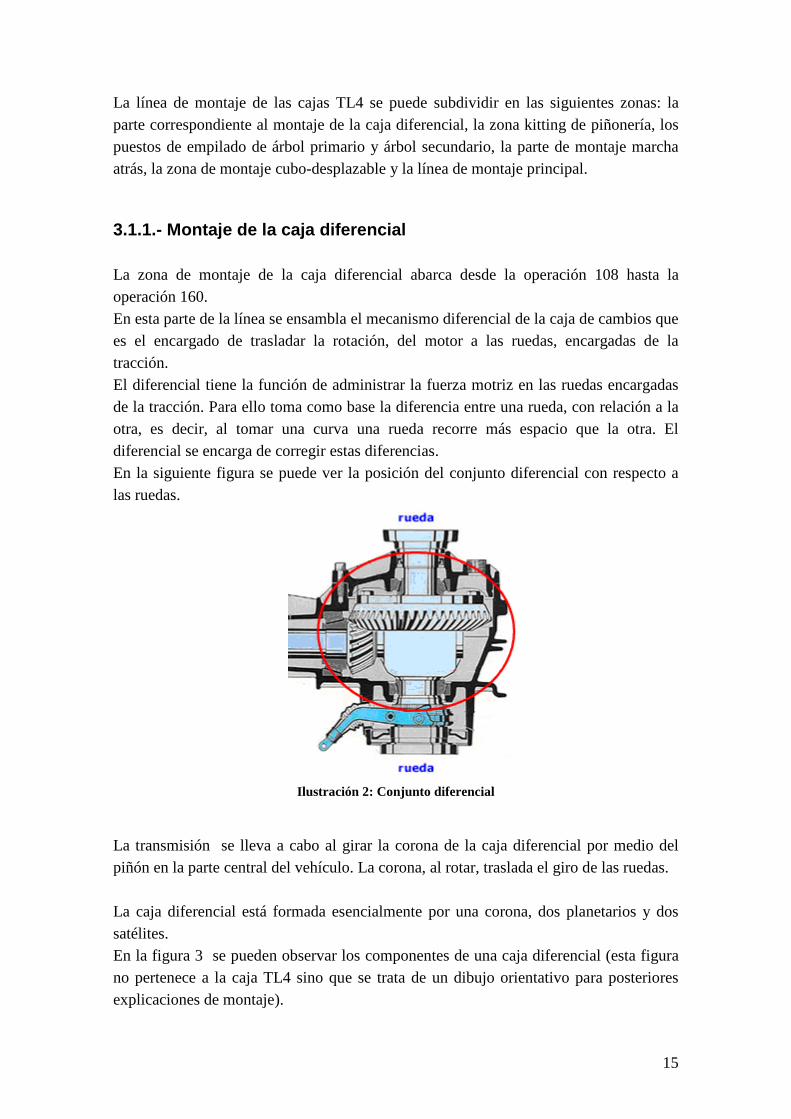
3.1.1.- Montaje de la caja diferencial La zona de montaje de la caja diferencial abarca desde la operación 108 hasta la operación 160. En esta parte de la línea se ensambla el mecanismo diferencial de la caja de cambios que es el encargado de trasladar la rotación, del motor a las ruedas, encargadas de la tracción. El diferencial tiene la función de administrar la fuerza motriz en las ruedas encargadas de la tracción. Para ello toma como base la diferencia entre una rueda, con relación a la otra, es decir, al tomar una curva una rueda recorre más espacio que la otra. El diferencial se encarga de corregir estas diferencias. En la siguiente figura se puede ver la posición del conjunto diferencial con respecto a las ruedas.
Ilustración 2: Conjunto diferencial
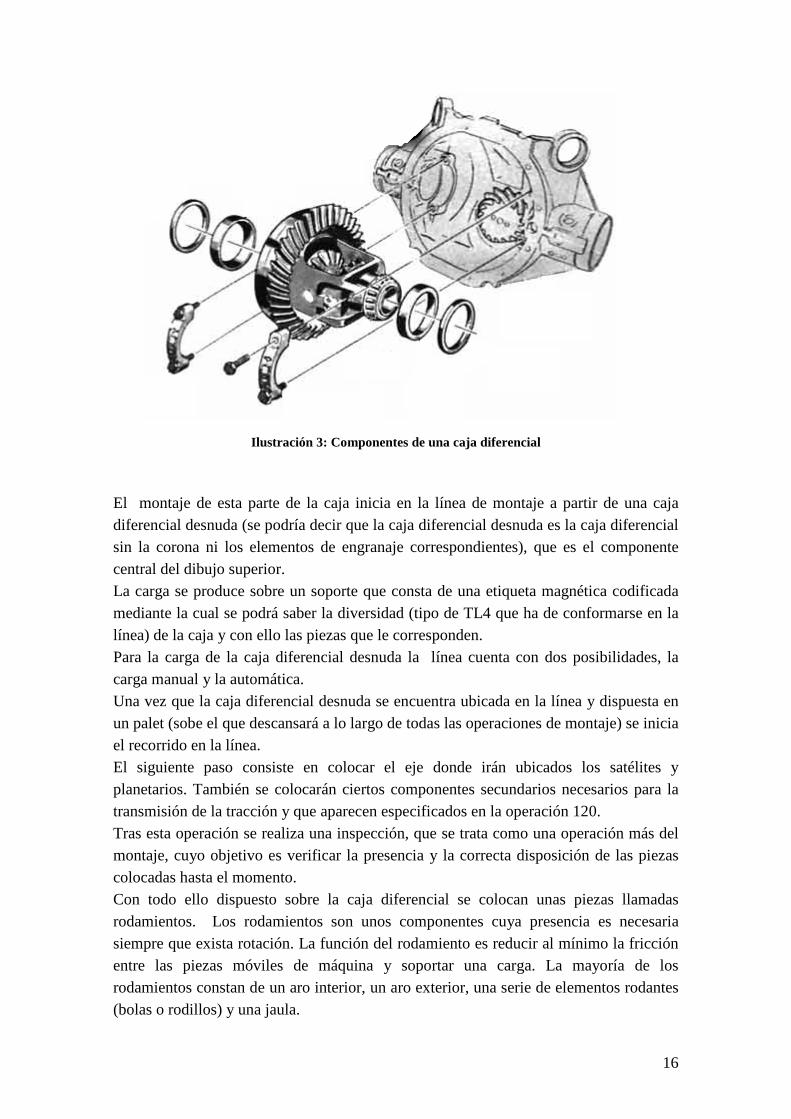
La transmisión se lleva a cabo al girar la corona de la caja diferencial por medio del piñón en la parte central del vehículo. La corona, al rotar, traslada el giro de las ruedas. La caja diferencial está formada esencialmente por una corona, dos planetarios y dos satélites. En la figura 3 se pueden observar los componentes de una caja diferencial (esta figura no pertenece a la caja TL4 sino que se trata de un dibujo orientativo para posteriores explicaciones de montaje).
16
Ilustración 3: Componentes de una caja diferencial
El montaje de esta parte de la caja inicia en la línea de montaje a partir de una caja diferencial desnuda (se podría decir que la caja diferencial desnuda es la caja diferencial sin la corona ni los elementos de engranaje correspondientes), que es el componente central del dibujo superior. La carga se produce sobre un soporte que consta de una etiqueta magnética codificada mediante la cual se podrá saber la diversidad (tipo de TL4 que ha de conformarse en la línea) de la caja y con ello las piezas que le corresponden. Para la carga de la caja diferencial desnuda la línea cuenta con dos posibilidades, la carga manual y la automática. Una vez que la caja diferencial desnuda se encuentra ubicada en la línea y dispuesta en un palet (sobe el que descansará a lo largo de todas las operaciones de montaje) se inicia el recorrido en la línea. El siguiente paso consiste en colocar el eje donde irán ubicados los satélites y planetarios. También se colocarán ciertos componentes secundarios necesarios para la transmisión de la tracción y que aparecen especificados en la operación 120. Tras esta operación se realiza una inspección, que se trata como una operación más del montaje, cuyo objetivo es verificar la presencia y la correcta disposición de las piezas colocadas hasta el momento. Con todo ello dispuesto sobre la caja diferencial se colocan unas piezas llamadas rodamientos. Los rodamientos son unos componentes cuya presencia es necesaria siempre que exista rotación. La función del rodamiento es reducir al mínimo la fricción entre las piezas móviles de máquina y soportar una carga. La mayoría de los rodamientos constan de un aro interior, un aro exterior, una serie de elementos rodantes (bolas o rodillos) y una jaula.
17
En la siguiente figura se puede visualizar como esta conformado un rodamiento.
Ilustración 4: Rodamientos
La última operación en el montaje del diferencial es la colocación de la corona y su posterior ensamblado (que se realiza en una operación diferente) sobre la caja diferencial. Una vez que la corona ha sido dispuesta sobre la caja todo el conjunto es almacenado hasta que es requerido en la zona de montaje de la línea principal.
18
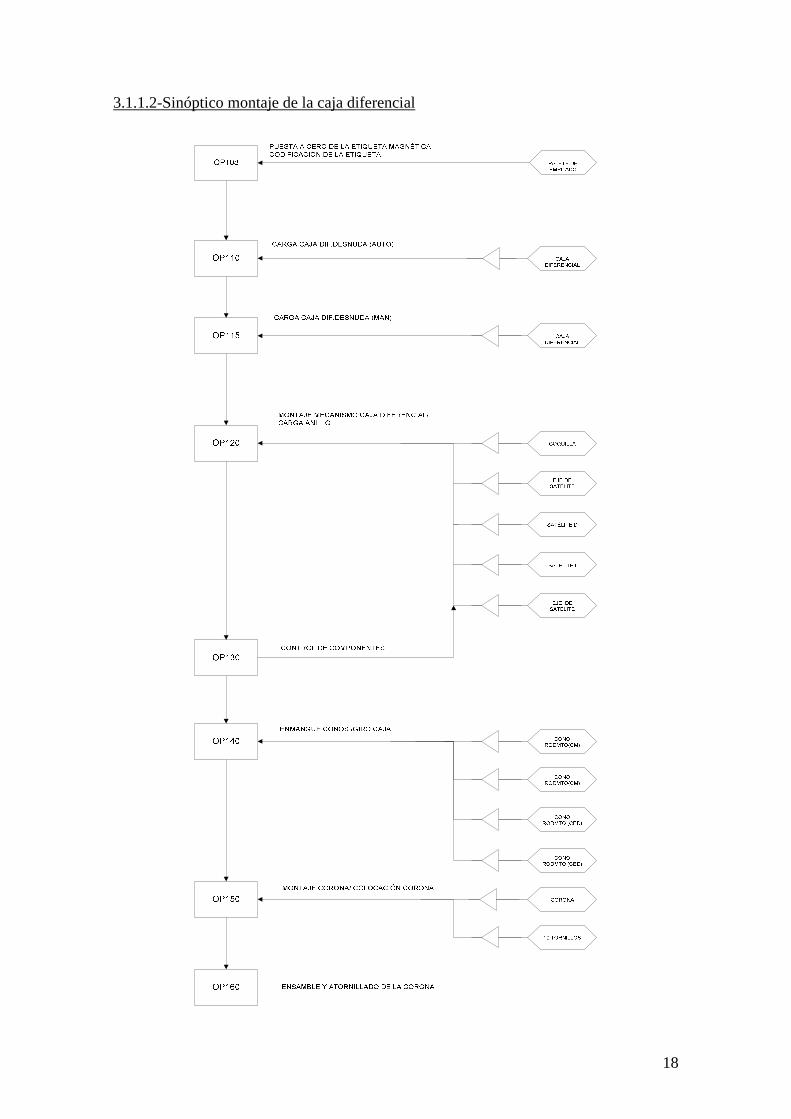
3.1.1.2-Sinóptico montaje de la caja diferencial
19
3.1.2.-Kitting La siguiente parte de la línea es el Kitting de piñonería. El Kitting de piñonería comienza en la operación 210 y finaliza en la 305. Consiste en preparar en panoplias los piñones necesarios para el ensamblado de la caja, así como el semi-empilado de algunos de ellos en los árboles secundario y primario para aligerar el proceso de empilado posterior. Las panoplias son cajas en las cuales se encuentran los huecos preparados para la disposición de los piñones y árboles, de forma que la pieza queda dentro de la panoplia perfectamente encajada y por tanto no existe posibilidad de error al introducir un piñón en un hueco que no corresponde. En cada una de los circuitos (operaciones) de Kitting se preparan tipos de piñones diferentes dependiendo de donde se insertarán posteriormente en la línea. Existen 3 puestos de Kitting y el funcionamiento básico y general para todos los puestos es el siguiente: el operario ubicado enfrente de la línea de montaje recibe los palets (panoplias) y junto a él dispone de cajas (bac) de cada una de las piezas que deberán contener las diferentes panóplias. Lo que debe hacer es tomar una pieza de cada una de las cajas (bac de piezas) y colocarla dentro de la panoplia en su lugar correspondiente. De esta forma en la panoplia quedará un conjunto de piezas que han sido extraídas de los diferentes bac y colocadas aquí formando un “paquete” de piezas que será montado en otras operaciones. En esta misma parte, además de preparar los engranajes que van a ser montados en los árboles primarios, secundario y en eje de marcha atrás, se llevará a cabo el preensamblado de ciertos piñones en el árbol. El árbol, al igual que ocurría con los piñones sueltos, se colocará en su hueco correspondiente en la panoplia pero ya con los piñones pre-ensamblados.
20
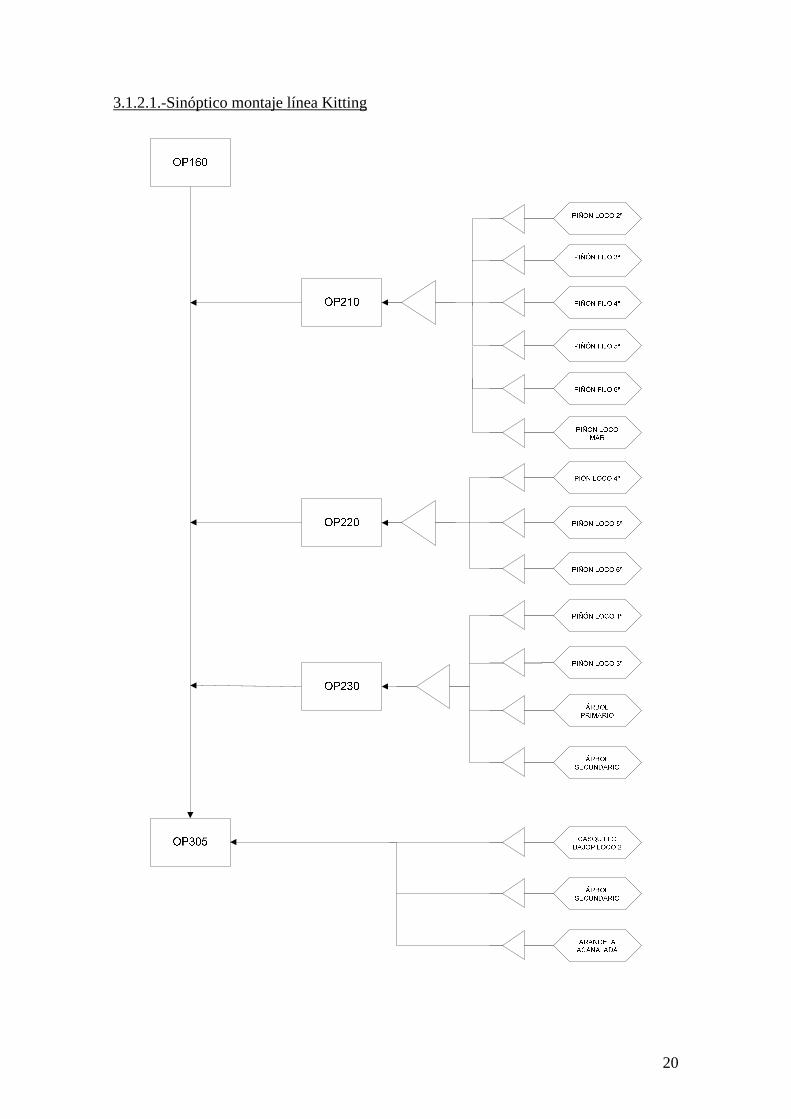
3.1.2.1.-Sinóptico montaje línea Kitting
21
3.1.3.-Empilado de Árbol Primario y Árbol Secundari o Después del Kitting, continuando con la línea de montaje, se ubica la parte de Empilado del Árbol Primario y del Árbol Secundario, que comprende desde la operación 310 hasta la 355. El empilado consiste básicamente en la composición (generalmente en forma de pila) de los piñones sobre el eje primario o eje secundario para conformar el árbol primario y el secundario de la caja de velocidad. En esta parte de la línea se montan las piezas que se prepararon o pre-ensamblaron en la zona de Kitting. La secuencia de montaje de las piezas correspondientes, divididas según el árbol al que pertenecen es la siguiente. Árbol primario (las piezas se empilan según el orden descrito): 1.-Protector lapeado (Explicación en la operación 305). 2.-Piñón loco de 3ª. 3.-Cubo-desplazable 3ª-4ª. El cubo desplazable 3ª-4ª es un sincronizador que proviene de otra operación (Ver operación 280). Todos los cubos desplazables se ensamblan en operaciones que tienen lugar de forma paralela al Kitting y en la cual se montan los cubos desplazables de 1ª-2ª; 3ª-4ª y 5ª-6ª. Se podrá ver una explicación más detallada en la zona de la línea correspondiente al montaje de los cubos-desplazables. 4.-Piñón loco de 4ª. 5.-Piñón loco de 5ª. 6.-Cubo-desplazable 5ª-6ª. 7.-Piñón loco de 6ª. En el árbol secundario se empilan las siguientes piezas: 1.-Piñón loco 1ª 2-Cubo-desplazable 1ª-2ª. 3.-Piñón loco 2ª 4.-Piñón fijo 3ª. 5.-Piñón fijo 4ª. 6.-Piñón fijo 5ª 7.-Piñón fijo 6ª. Realmente el montaje no se realiza de la forma mencionada, puesto que, aunque si se respeta el orden descrito, se puede combinar en una misma operación el montaje de piezas en los dos árboles.

22
El proceso aparece mas detallado en el análisis de cada operación descrito en el punto 3.2.3. Cuando se han colocado y fijado todos los piñones tanto al árbol primario como al secundario es necesario colocar los rodamientos. Este componente evitará la fricción entre el eje de los árboles, el cárter de embrague y el de mecanismo. Los dos tipos de rodamientos que se montan en la caja son rodamientos de bolas y de rodillos cónicos. Los de bolas se emplean para aplicaciones de alta velocidad por su disminuida resistencia friccional, su elevada precisión, su bajo par torsional y baja vibración. Los rodamientos de rodillos cónicos en cambio tienen una capacidad de carga mucho mayor, lo que los hace apropiados para aplicaciones que requieren una larga duración y resistencia a cargas pesadas y de impacto. Con lo cual los rodamientos de bolas se emplearán en marchas largas y los cónicos en cortas.
23
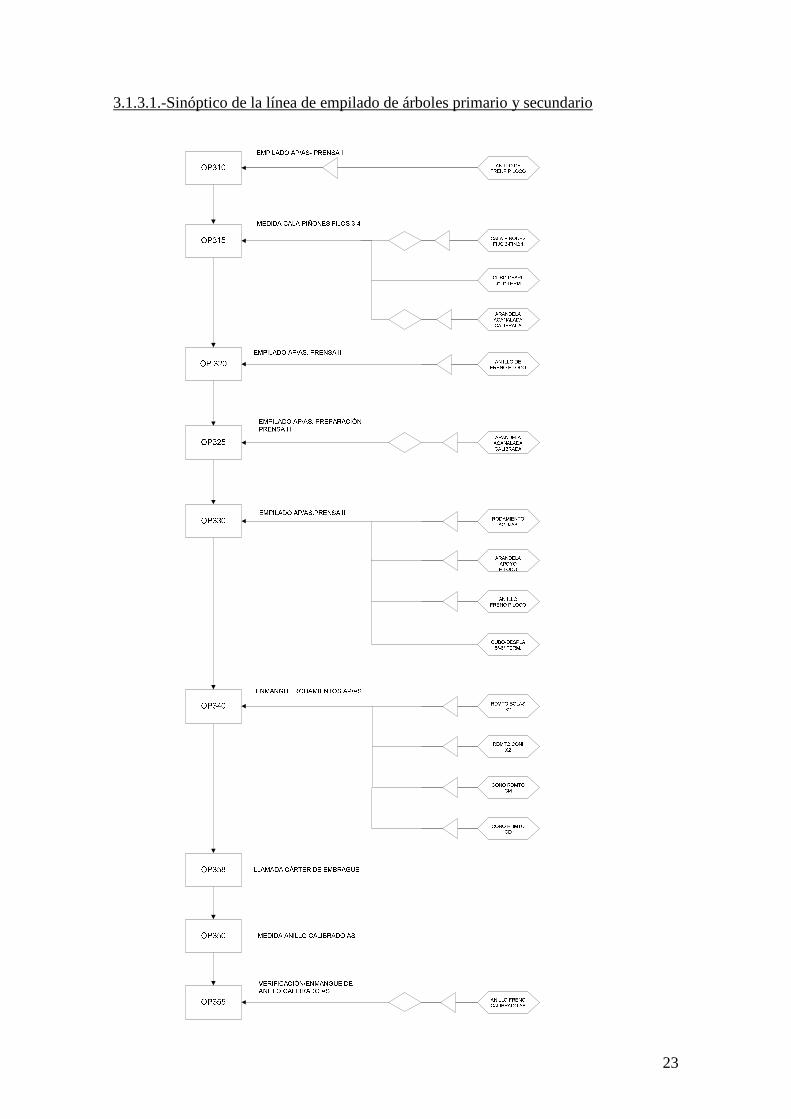
3.1.3.1.-Sinóptico de la línea de empilado de árboles primario y secundario
24
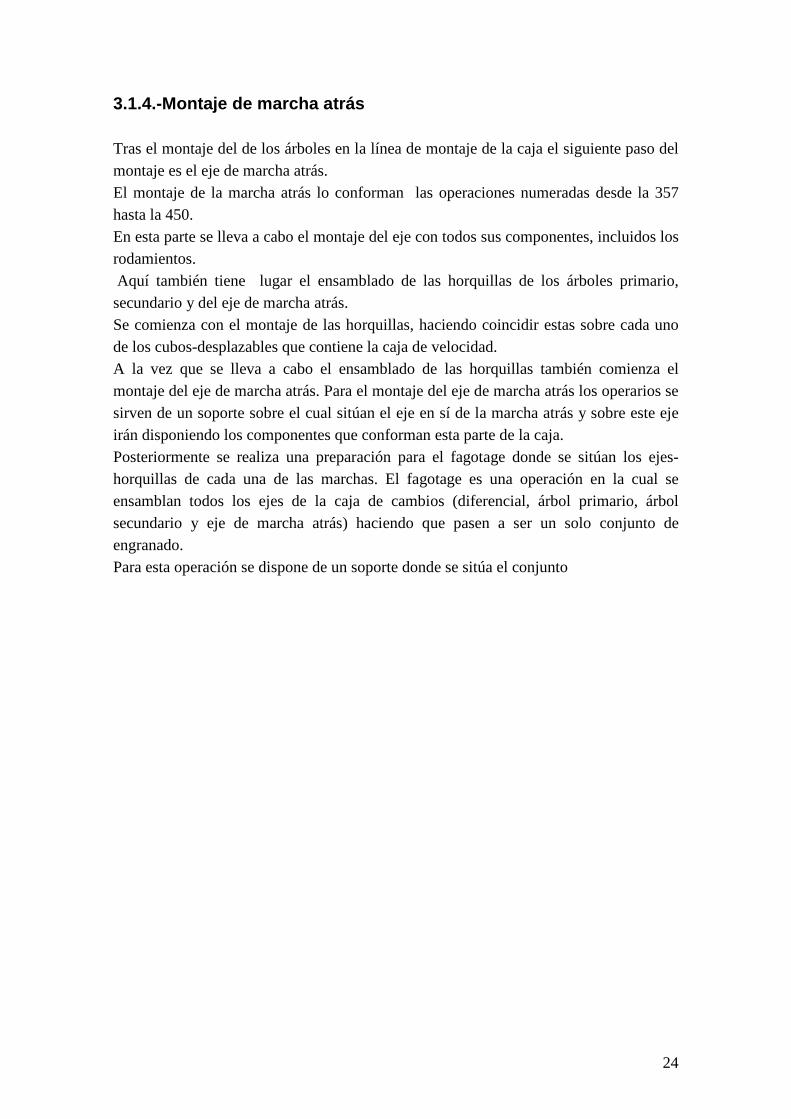
3.1.4.-Montaje de marcha atrás Tras el montaje del de los árboles en la línea de montaje de la caja el siguiente paso del montaje es el eje de marcha atrás. El montaje de la marcha atrás lo conforman las operaciones numeradas desde la 357 hasta la 450. En esta parte se lleva a cabo el montaje del eje con todos sus componentes, incluidos los rodamientos. Aquí también tiene lugar el ensamblado de las horquillas de los árboles primario, secundario y del eje de marcha atrás. Se comienza con el montaje de las horquillas, haciendo coincidir estas sobre cada uno de los cubos-desplazables que contiene la caja de velocidad. A la vez que se lleva a cabo el ensamblado de las horquillas también comienza el montaje del eje de marcha atrás. Para el montaje del eje de marcha atrás los operarios se sirven de un soporte sobre el cual sitúan el eje en sí de la marcha atrás y sobre este eje irán disponiendo los componentes que conforman esta parte de la caja. Posteriormente se realiza una preparación para el fagotage donde se sitúan los ejes-horquillas de cada una de las marchas. El fagotage es una operación en la cual se ensamblan todos los ejes de la caja de cambios (diferencial, árbol primario, árbol secundario y eje de marcha atrás) haciendo que pasen a ser un solo conjunto de engranado. Para esta operación se dispone de un soporte donde se sitúa el conjunto
25
3.1.4.1.-Sinóptico montaje de marcha atrás
26
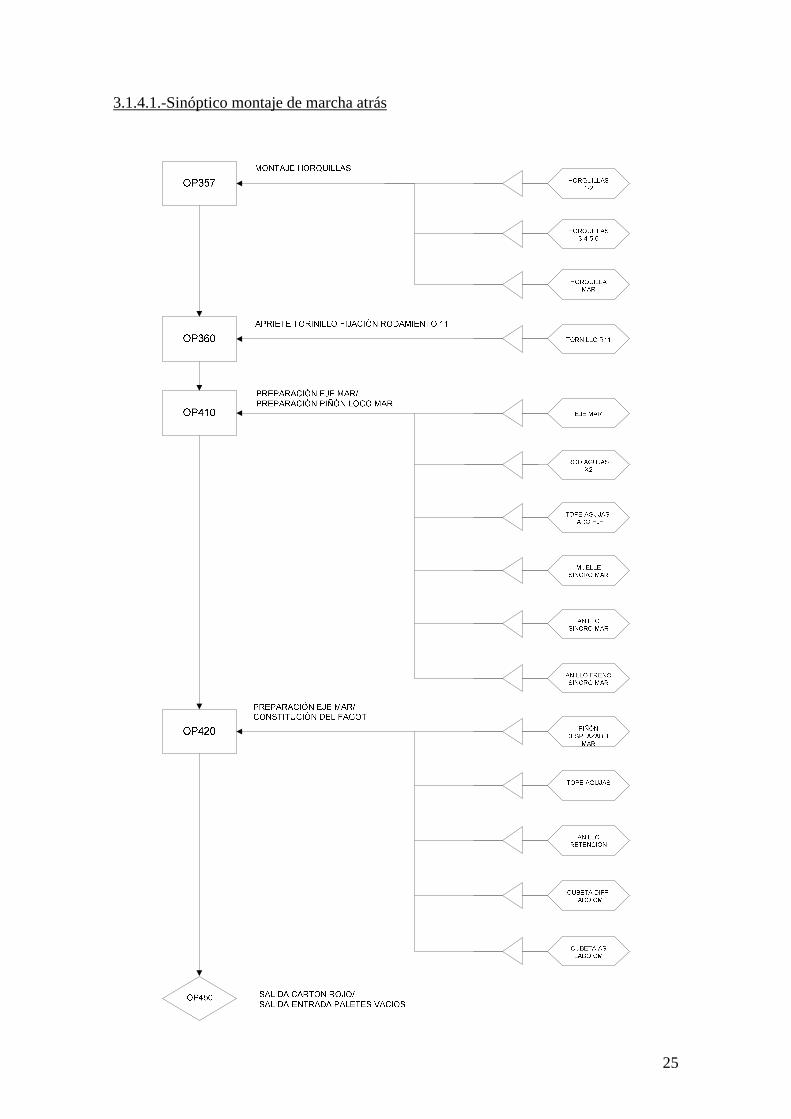
3.1.5.-Montaje de los cubos-desplazables De forma paralela a las operaciones anteriores se produce el montaje de los cubos-desplazables. Los cubos-desplazables son ensamblados en los árboles primario y secundario. Se trata de una parte de la línea con tan solo tres operaciones, una por cada cubo-desplazable. El montaje de los cubos desplazables se lleva a cabo en las operaciones 270, 280 y 260. En la operación 270 tiene lugar el montaje del cubo desplazable correspondiente a las marchas primera y segunda. En la operación 280 se desarrolla en montaje del cubo desplazable de las marchas tercera y cuarta de la caja de velocidad. Y en la operación 260 se monta el cubo desplazable de las marchas quinta y sexta. Añadir que ha esta pieza se la conoce también como sincronizador y tiene la función de igualar la velocidad periférica de los ejes con la velocidad interna de los piñones de forma que se consiga un perfecto engrane de la marcha sin ruido y sin peligro de posibles roturas de dentado. Es decir, las ruedas o piñones están permanentemente engranadas entre sí de forma que una gira loca sobre uno de los ejes que es el que tiene que engranar y la otra es solidaria en su movimiento al otro eje. El sincronizador tiene, por tanto, la función de un embrague de fricción progresivo entre el eje y el piñón que gira libremente sobre él. Los sincronizadores suelen ir dispuestos en cualquiera de los ejes de forma que el volumen total ocupado por la caja de cambios sea el más reducido posible.
27
3.1.5.1.-Sinóptico montaje cubos-desplazables
28
3.1.6.-Línea principal de montaje Cuando la caja sale del empilado se dirige hacia la línea principal. La línea principal de montaje comprende desde la operación 507 hasta la 1100. En esta parte del montaje tiene lugar el ensamblado de todos los componentes descritos anteriormente sobre el cárter. El cárter es el caparazón de la caja de velocidad y sobre el que se ensambla el resto de componentes. Consta de dos partes, el cárter de embrague y el cárter de mecanismo. El proceso se inicia situando un soporte en la línea sobre el que se situará el cárter de embrague. Este soporte o palet dispondrá de un sistema de identificación mediante una etiqueta magnética que permitirá distinguir el tipo de caja (diversidad) que llevará alojado. Esta identificación será la que posteriormente una vez que la caja esté acabada proporcione el número de referencia de la misma. Una vez que el palé ha sido dispuesto sobre la línea se resetea y codifica de nuevo la etiqueta magnética que va a portar el palet. Seguidamente y en una operación posterior se coloca el cárter de embrague sobre el soporte. Sobre el cárter de embrague se irán montando ciertos componentes (especificados en el análisis de la línea). Simultáneamente al montaje de estos componentes, sobre otra parte de la línea se dispone el cárter de mecanismo, siguiendo la misma secuencia de operaciones que en su momento sufrió el cárter de embrague. A continuación se procede al fagotage, que como se comentó anteriormente consiste en colocar el conjunto de piñonería y horquillas en el interior del cárter de embrague. De forma paralela se van montando componentes sobre el cárter de mecanismos para, una vez realizado el fagotage, llevar a cabo la operación de encapotado. El encapotado consiste en formar la caja de velocidad mediante la unión de las dos caras de los cárteres. Una vez fijadas las dos caras mediante tornillos se colocarán los retenes y se comprobará la estanqueidad del conjunto. Para finalizar el montaje se coloca sobre la caja de cambios la palanca de selección de las marchas y la patilla de freno. Estas piezas van ensambladas a la parte exterior del cárter. Cuando se finaliza el montaje la caja pasa a los bancos de ensayo, donde se realizan pruebas de esfuerzo de vibración, aceleración y comprobación de los pares de fuerza simulando el montaje de la caja en un vehículo real. A la salida de los bancos la caja pasa por otras operaciones de montaje en las cuales se le colocan piezas externas cuya utilidad es principalmente de protección de algunos de los componentes ensamblados anteriormente. Cuando todas las piezas están montadas se produce una última verificación de forma automática en la cual la caja pasa un control de aspecto final.
29
Si la caja supera el control se producirá su descenso de la línea de montaje y posterior descarga en el contenedor de cajas terminadas.
30
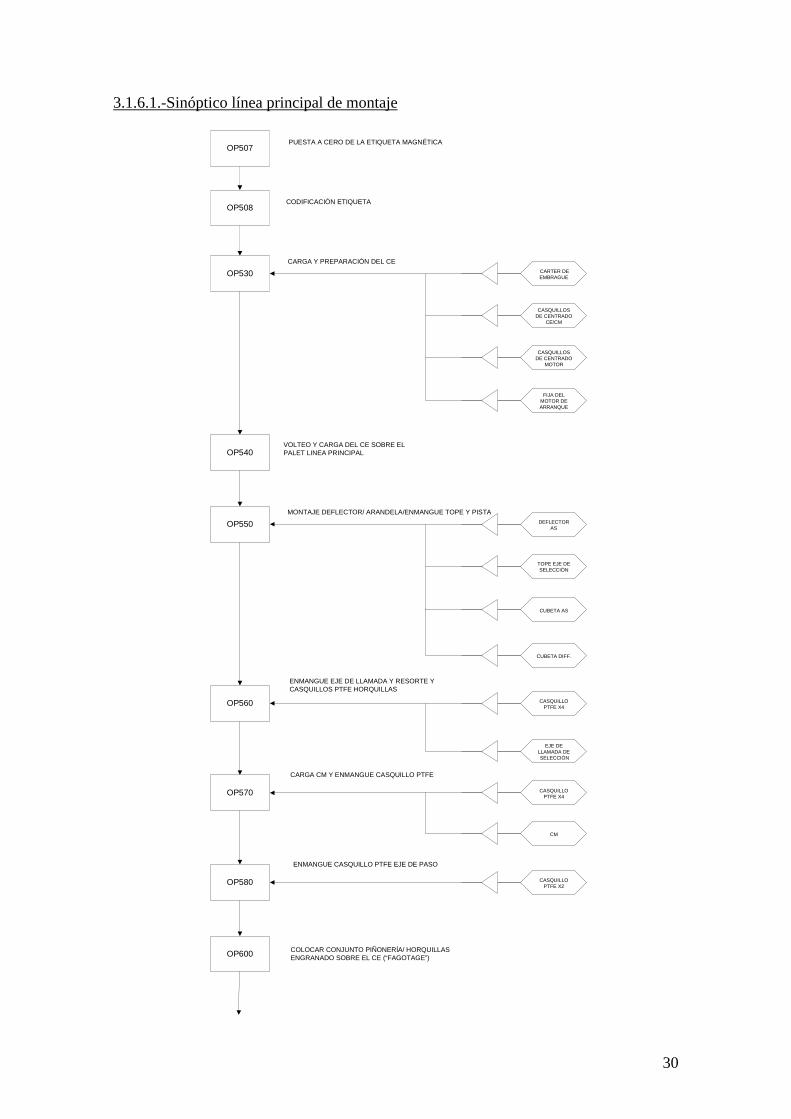
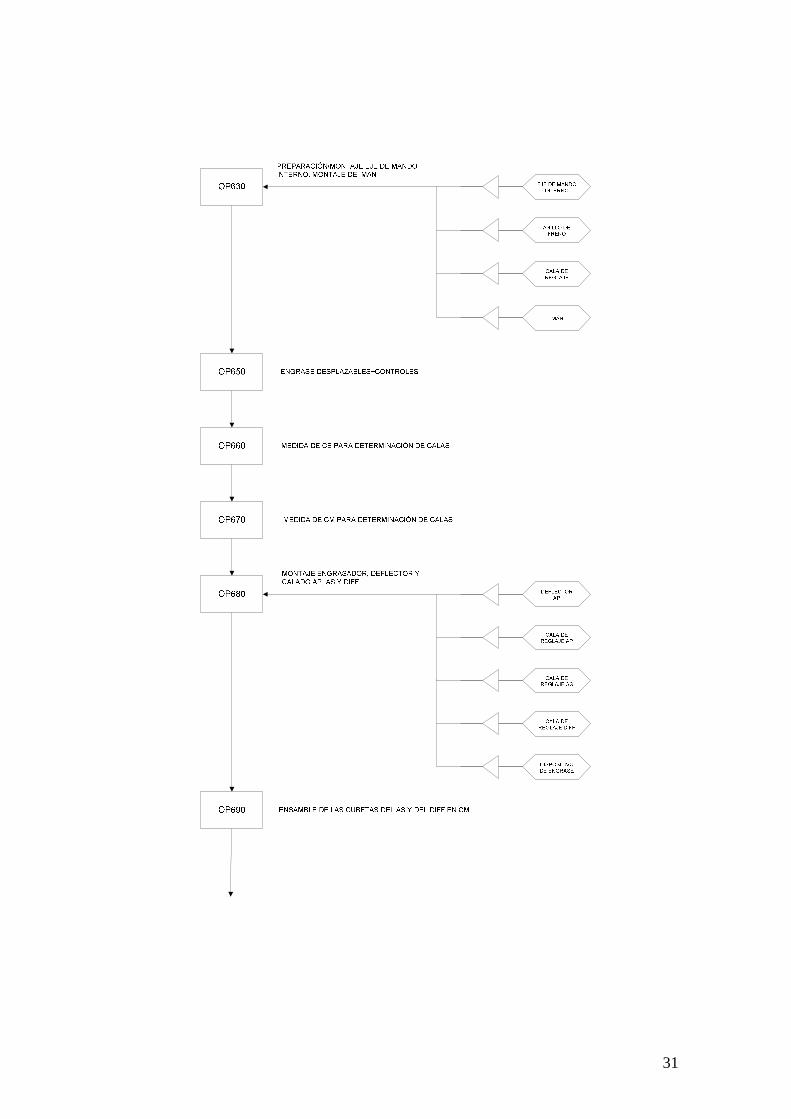
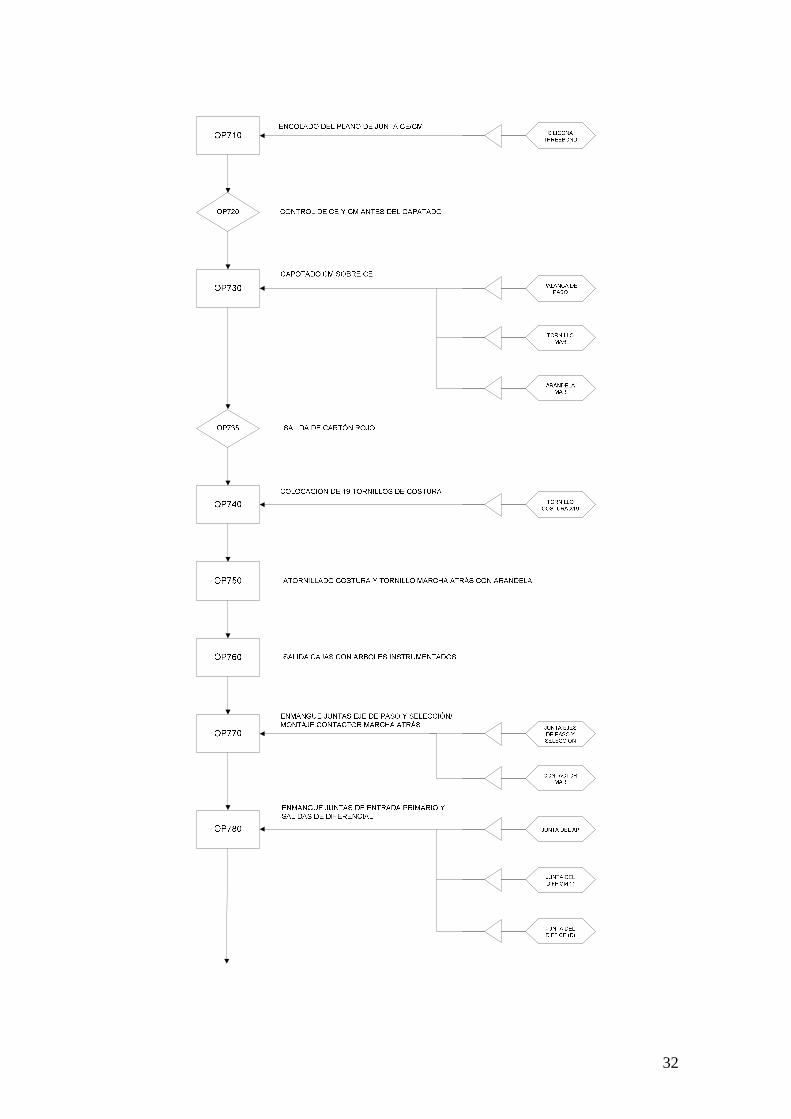
3.1.6.1.-Sinóptico línea principal de montaje
OP507
CARTER DE EMBRAGUE
PUESTA A CERO DE LA ETIQUETA MAGNÉTICA
OP508CODIFICACIÓN ETIQUETA
OP530
CASQUILLOS DE CENTRADO
CE/CM
CASQUILLOS DE CENTRADO
MOTOR
FIJA DEL MOTOR DE ARRANQUE
CARGA Y PREPARACIÓN DEL CE
OP540
OP550
VOLTEO Y CARGA DEL CE SOBRE EL PALET LINEA PRINCIPAL
DEFLECTOR AS
TOPE EJE DE SELECCIÓN
CUBETA AS
CUBETA DIFF.
MONTAJE DEFLECTOR/ ARANDELA/ENMANGUE TOPE Y PISTA
OP560 CASQUILLO PTFE X4
EJE DE LLAMADA DE SELECCIÓN
ENMANGUE EJE DE LLAMADA Y RESORTE Y CASQUILLOS PTFE HORQUILLAS
OP570 CASQUILLO PTFE X4
CM
CARGA CM Y ENMANGUE CASQUILLO PTFE
OP580 CASQUILLO PTFE X2
ENMANGUE CASQUILLO PTFE EJE DE PASO
OP600 COLOCAR CONJUNTO PIÑONERÍA/ HORQUILLAS ENGRANADO SOBRE EL CE (“FAGOTAGE”)
31
32
33
OP850 CONTROL DE ESTANQUEIDAD DOBLE
OP870 PATILLA DE FRENO
TORNILLOS
PASADOR DE LA PALANCA
DE SELECCIÓN
ENMANGADO PASADORES, PALANCAS/MONTAJE DE PATILLA DE FRENO
OP900 COLOCACIÓN CAJA EN POSICIÓN VEHÍCULO SOBRE EL PALETE
¿CAJA BUENA?
OP910
HACIA OP1200 (RETOQUE)
ENTRADA/ SALIDA DE CAJAS
OP920/939/940
BANCOS DE ENSAYO
OP970 ESPARRAGO MOTOR LARGO
CSC
TORNILLO CSC X2
RENIFLARD
MONTAJE CSC, RENIFLARD Y ESPARRAGO MOTOR
OP980 ESPARRAGO LIGHT OFF
ARANDELA TAPÓN VACIADO
TAPÓN DE VACIADO
ANILLO DE ELEVACIÓN
TORNILLO ANILLO DE ELEVACIÓN
COLOCACIÓN TAPÓN DE VACIADO/ ANILLO DE ELEVACIÓN Y ESPARRAGO LIGHT OFF
OP985 APLICACIÓN ANTICORIT
NO
SI
34
35
3.2.-OPERACIONES QUE CONFORMAN LA LÍNEA DE MONTAJE Debido a la diversidad de referencias de la caja TL4 nos hemos centrado en una de ellas para el estudio del procesado de piezas defectuosas. La elegida ha sido la primera caja de la familia TL4, la TLXXX. Las operaciones que conforman el montaje son comunes para el montaje de cualquier caja TL4, lo que cambia de un modelo a otro es la diversidad de piezas que se montan en dichas operaciones. A continuación se describirá el proceso de fabricación detallando el procedimiento de montaje de cada operación, especificando el tipo de pieza que se monta y si la operación se realiza de forma manual o automática. El número de la operación nos permitirá hacer un seguimiento del proceso sobre el esquema del mismo que aparece al comienzo del capítulo, así como para la comprensión de la simulación que se llevará a cabo en capítulos posteriores.
36
3.2.1-Montaje de la caja diferencial A lo que aquí llamamos caja diferencial también se le conoce como árbol intermedio o árbol de transmisión, ya que es el sistema encargado de transmitir la tracción a las ruedas.
Nº Operación
Descripción Tipo de
puesto
108
Codificación de la etiqueta magnética En esta operación se asignará una codificación (etiqueta identificadora) al soporte sobre el cual irá ubicada la caja diferencial a lo largo de la línea. Esta etiqueta permitirá reconocer el tipo de caja así como los componentes de los que va a constar. De esta manera es posible identificar en un futuro las piezas que conforman la caja en el caso de posibles complicaciones en el montaje o una vez acabado el montaje.
A
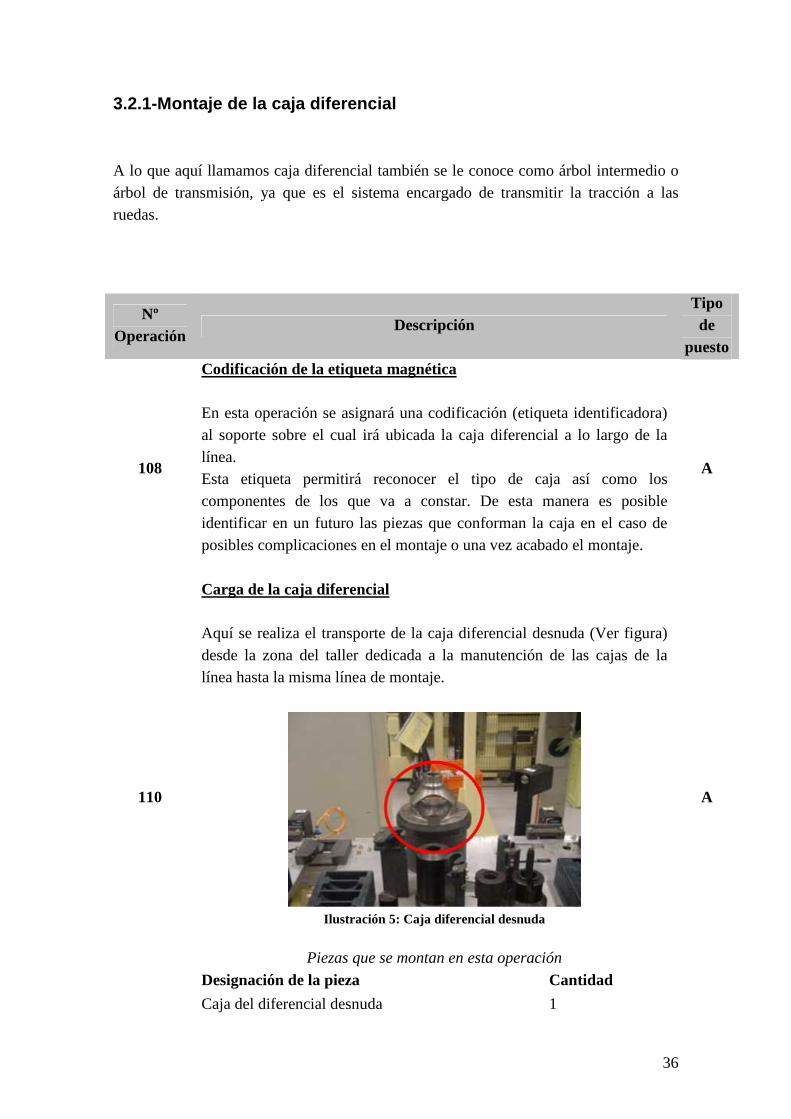
Carga de la caja diferencial Aquí se realiza el transporte de la caja diferencial desnuda (Ver figura) desde la zona del taller dedicada a la manutención de las cajas de la línea hasta la misma línea de montaje.
Ilustración 5: Caja diferencial desnuda
Piezas que se montan en esta operación
Designación de la pieza Cantidad
110
Caja del diferencial desnuda 1
A
37
Carga manual de la caja diferencial *Se trata de un puesto de sustitución en el caso de fallo de la operación 110. En esta operación se lleva a cabo el mismo proceso que en la anterior, solo que la realiza el operario de forma manual. Por norma general esta operación se realiza de forma manual, es decir, el mismo operario es el que coge la caja diferencial, de forma que el cono quede hacia arriba (disposición mostrada en la fotografía de la operación 110) y la introduce en el alojamiento del palet que servirá de soporte a lo largo del montaje de la caja diferencial.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
115
Caja diferencial desnuda 1
M
Montaje mecanismo diferencial/ Carga anillo En este puesto de montaje en primer lugar se montará la coquilla, para ello es necesario introducirla en la abertura de la caja diferencial. Posteriormente se montará el planetario superior y el inferior. Una vez situados los planetarios se introducirá el eje de satélites en el taladro que se encuentra en la parte derecha de la caja diferencial desnuda. Después se situarán los dos satélites enfrentados en la caja diferencial desnuda, haciendo encajar el dentado de ambos con el dentado de los planetarios. Para finalizar el trabajo de esta operación se situará el anillo de freno de los ejes satélites
Piezas que se montan en esta operación
Designación de la pieza Cantidad Coquilla de fricción 1 Planetario 2 Satélite 2 Eje de satélite 1
120
Anillo de freno del eje de satélites 1
M
130
Ensamble del anillo y control de componentes Esta operación se trata de una operación de inspección, en la cual no se ensambla ni monta ningún tipo de componente, se lleva un control de presencia de los siguientes componentes:
� Control presencia eje de satélites � Control presencia 2 piñones satélites
A
38
� Control presencia 2 planetario � Control presencia Coquilla � Control presencia anillo de freno.
Además, de forma paralela se llevará a cabo el control del par de arrastre de la caja. Piezas que se montan en esta operación
Designación de la pieza Cantidad ------- ------
Ensamble cono diferencial y volteo de la caja Aquí será importante distinguir entre cajas con tacómetro y cajas sin tacómetro. El tacómetro es una pieza que se utiliza para medir la velocidad de giro de un eje. Esta pieza es la que posteriormente y una vez que la caja ya esté montada nos permitirá visualizar por el marcador del vehículo la velocidad de giro del motor. Como para el caso concreto que aquí se analiza, la caja no debe disponer de tacómetro se omitirá la explicación, con lo cuál la operación 140 queda concentrada a la colocación de los rodamientos cónicos de la caja diferencial, tanto en el lado derecho como en el izquierdo.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Rodamiento línea diferencial (lado derecho) 1 Rodamiento línea diferencial (lado izquierdo) 1 Cono rodamiento diferencial (lado derecho) 1
140
Cono rodamiento diferencial (lado izquierdo) 1
A
150
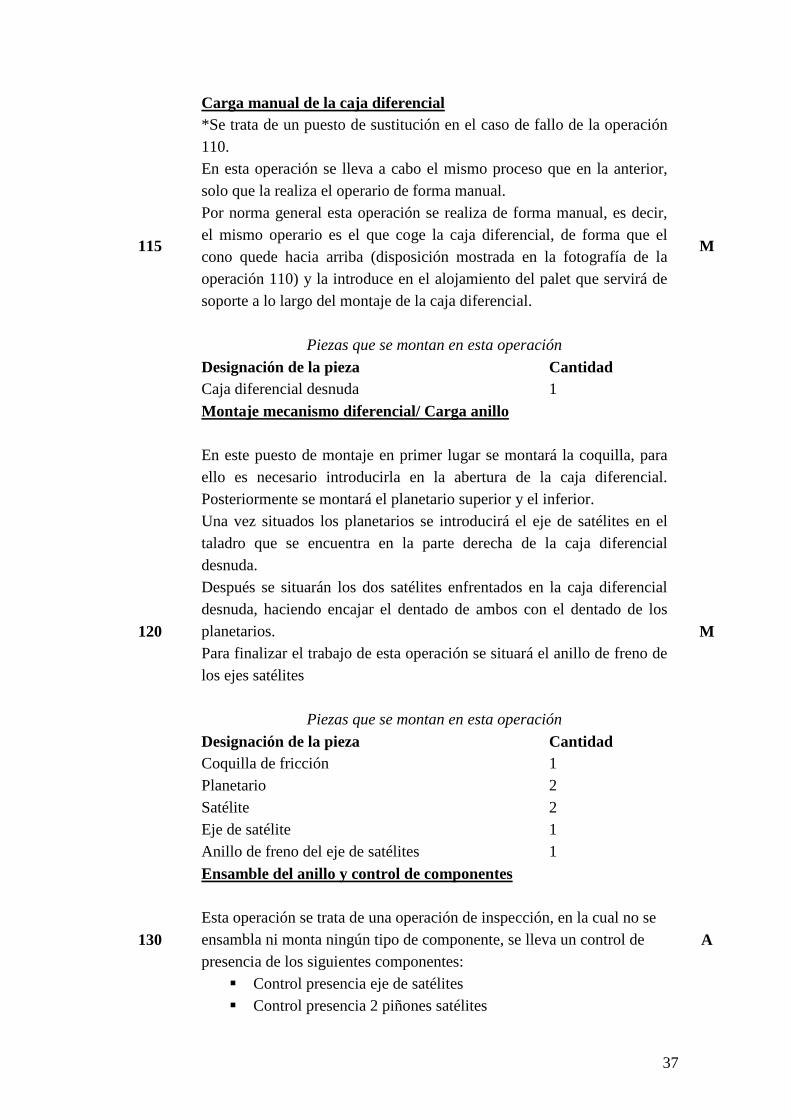
Montaje de corona y colocación de tornillos En esta operación se sitúa la corona de la caja diferencial. La corona es la parte de la caja que permite que las dos ruedas simétricas del vehículo giren a la misma velocidad. Su montaje se lleva a cabo mediante la ayuda de unas guías a la caja que permiten el centrado de la corona en la caja diferencial. La corona dispone de 10 taladros. Una vez que con la ayuda de las guías se ha colocado la corona sobre la caja se disponen 8 tornillos sobre los taladros de la corona. Se retiran las guías y se colocan los 2 restantes en los taladros donde estaban dispuestas las guías. Las siguientes figuras nos ayudarán a visualizar la operación. En la primera de ellas podemos ver la corona dispuesta sobre la caja
M
39
diferencial mediante la ayuda de las guías y con los 8 tornillos dispuestos en los taladros que quedan libres.
Ilustración 6: Corona con guías
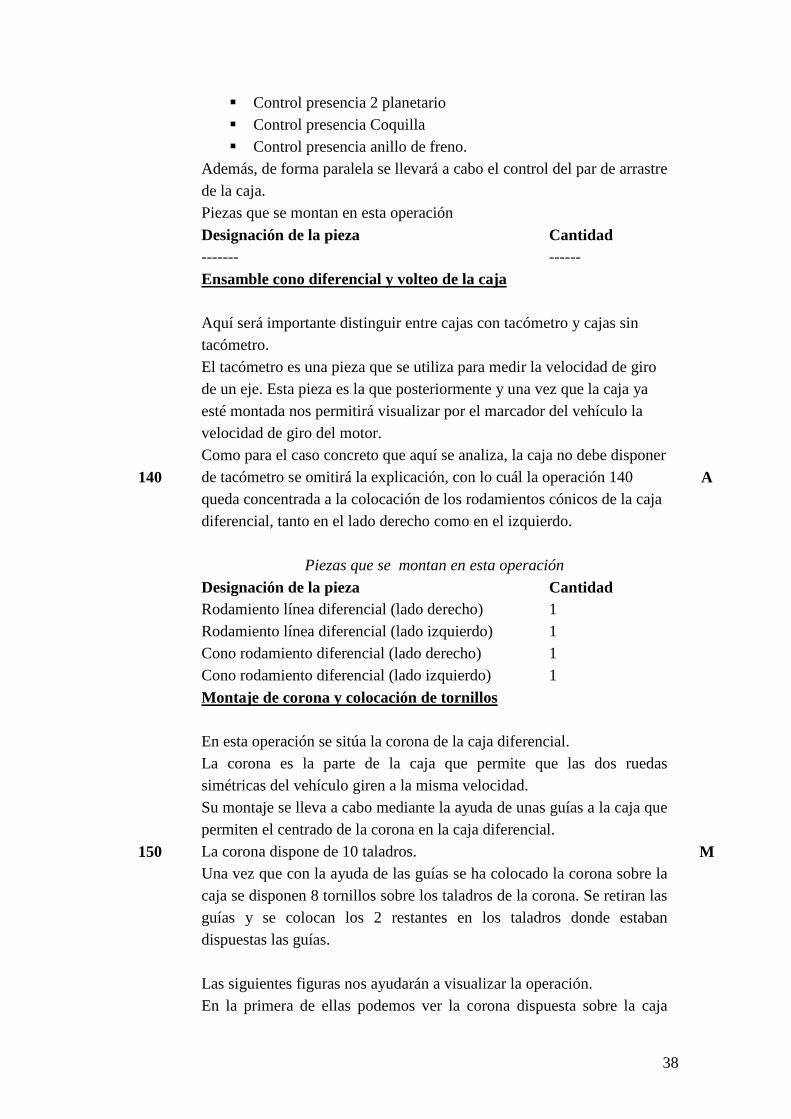
En la segunda figura se puede observar la corona una vez retiradas las guías con los 10 tornillos ya situados en los taladros.
Ilustración 7: Corona con tornillos dispuestos
Piezas que se montan en esta operación
Designación de la pieza Cantidad Corona 15*59 1 Tornillo Corona 10
Ensamble y atornillado de la corona. Giro del palet Aquí se produce el enmangue de la corona sobre la caja diferencial. Se atornillarán de forma automática los 10 tornillos dispuestos en los taladros de la corona en la operación anterior.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
160
-------- ------
A

40
Una vez que termina el ensamblado de la caja diferencial, estas son almacenadas hasta ser requeridas para la constitución del fagot (se explicará en la operación correspondiente).
3.2.2.-Kitting de piñonería
Nº Operación
Descripción Tipo de
puesto Kitting C2 En primer lugar debemos de preparar el circuito. Para ello es necesario introducir en la guía de manutención un carro porta-panoplias que posteriormente se llenará de panoplias hasta completar la OF (orden de fabricación). En la panoplia se situará en primer lugar el piñón loco de marcha atrás, después se cargará el piñón fijo de 6ª y posteriormente el piñón fijo de 5ª. Seguidamente se retira el piñón fijo de 4ª del bac y se introduce en el interior de la panoplia. Luego se carga el piñón fijo de 3ª. A continuación nos dirigimos a la zona de piñones locos donde se sitúa el piñón loco de 2ª. Una vez finalizada la carga de las panoplias se introducirán en la vía de entrada de la manutención. Este lote preparado se incorpora en la operación 310, de empilado del árbol primario y secundario donde los piñones contenidos en la panoplia se insertarán en los árboles.
Piezas que se preparan en esta operación
Designación de la pieza Cantidad Piñón loco 2ª 1 Piñón fijo 3ª 1 Piñón fijo 4ª 1 Piñón fijo 5ª 1 Piñón fijo 6ª 1
210
Piñón loco marcha atrás 1
M
220 Kitting C1 M
41
Al igual que en la operación anterior antes de comenzar a preparar las panoplias es necesario introducir en la guía de manutención los carros porta-panoplias. Una vez que las panoplias vacías están correctamente situadas en las guías se comenzará introduciendo en ellas en primer lugar el piñón loco de 6ª, posteriormente se cargará en la panoplia el piñón loco de 5ª y el piñón loco de 4ª. Se introducirán las panoplias llenas en manutención. En este caso se introducirán las panoplias en la operación 315, donde se iniciará la operación de empilado de las piezas contenidas en la panoplia.
Piezas que se preparan en esta operación
Designación de la pieza Cantidad Piñón loco de 4ª 1 Piñón loco de 5ª 1 Piñón loco de 6ª 1
Kitting C3 Tal y como ocurría en las operaciones anteriores, aquí también hay que introducir en la guía de manutención los carros porta-panóplias. Se comienza introduciendo el árbol secundario en el soporte macho del soporte porta-árboles de la panoplia. Posteriormente se retira un árbol primario del bac en el que se encuentran dispuestos y se introduce igualmente en el soporte macho del soporte porta-árboles. Se toma un piñón loco de 1ª y se ensambla en el árbol secundario. A continuación se introducirá un protector lapeado en el árbol primario procurando que quede el lado no mecanizado hacia abajo. El protector lapeado ocupará temporalmente el hueco donde posteriormente irá situado el rodamiento de agujas del piñón loco de 6ª que se introducirá en la operación 330. Su función consiste en proteger el hueco ya que antes de colocar el rodamiento se realizarán otras operaciones sobre el árbol primario. Después de introducir el protector lapeado se colocará el piñón loco de 3ª en el árbol primario. Por último se descargará el soporte porta-árboles en la vía de manutención. Tras esta operación se introducirá el conjunto preparado en la operación 305, donde se comenzará trabajando sobre el árbol secundario.
230
Piezas que se preparan en esta operación
M
42
Designación de la pieza Cantidad Piñón loco 1ª 1 Piñón loco 3ª 1 Árbol primario 1 Árbol secundario 1 Empilado Árbol Primario/Árbol Secundario. Preparación de la prensa I Esta operación es la última de Kitting de piñonería. Aquí se colocan de nuevo ciertas piezas sobre los árboles primario y secundario. El conjunto de tareas que tienen lugar en esta operación son las siguientes: 1.-Colocar el árbol primario ya con el protector y el secundario sobre el palet. 2.- Colocar la horquilla cubo-desplazable 1-2 en el árbol secundario. 3.- Ensamblar el conjunto anterior con el piñón loco de primera. 4.-Colocar casquillo de piñón loco de 2ª en el árbol secundario y colocar arandela acanalada sobre el piñón loco de 3ª en el árbol primario (tratado en la operación anterior).
Piezas que se montan en esta operación
Designación de la pieza Cantidad Conjunto terminado cubo desplazable 1-2. Se trata de una pieza en proceso procedente de la operación 270.
1
Arandela acanalada 1
305
Casquillo bajo piñón loco 1-2 1
Semi A
3.2.3.-Empilado del árbol primario y árbol secundar io *Nota: los piñones no aparecerán en la parte de piezas que se montan en cada operación porque se sobreentiende que son piezas que se encuentran ya en proceso en la línea y cuyo fin es ser montados en esta parte de la misma.
Nº Designación Tipo
43
Operación de puesto
Empilado Árbol Primario/Árbol Secundario. Prensa En esta operación se trabajará sobre los árboles primario y secundario. En el árbol primario, que ya venía con el empilado del cubo desplazable 1-2, se coloca el casquillo del piñón loco de 2ª y la arandela acanalada del piñón loco de 3ª. Aquí se procederá al enmangue del piñón loco de 2ª y al enmangue del anillo de freno o anillo de fricción de los piñones locos. Una vez dispuestas estas piezas sobre el árbol primario se procede al enmangue del piñón fijo de 3ª en el árbol secundario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
310
Anillo de freno piñones locos 1
Semi A
Medida cala de piñones fijos 3-4 Esta operación es manual, y depende de la experiencia del operario. Éste a su juicio deberá escoger la cala que mejor se ajuste al conjunto. No siempre se usarán calas del mismo calibre puesto que variaciones milimétricas en el espesor de uno de los componentes supondrá escoger otra cala de diferente medida. Para realizar esta operación primero se medirá el espesor de la cala, para su disposición entre el piñón fijo de 3ª y el piñón fijo de 4ª, se controlará el espesor de dicha cala mediante útiles específicos. De forma paralela a la colocación de las calas se trabajará también sobre los árboles. Se colocará el cubo-desplazable 3ª-4ª sobre el árbol primario. Una vez realizadas estas operaciones se sitúa de forma simultánea el piñón fijo de 4ª en el árbol secundario y el piñón loco de 4ª y la arandela acanalada sobre el árbol primario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Conjunto terminado cubo desplazable 3-4/5-6. Se trata de una pieza en proceso que se prepara en la operación 280
1
Arandela acanalada 1
315
Cala de reglaje para calado Piñón fijo 3-4 1
M
Empilado Árbol Primario/Árbol Secundario. Prensa II
44
Esta operación es una continuación de la anterior y la realiza el mismo operario que se coloca el anillo entre los piñones locos de 4ª y 5ª en el árbol primario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
320
Anillo de freno piñones locos 1
Semi A
Empilado AP/AS. Preparación Prensa III Aquí se colocará de forma paralela el piñón fijo de 5ª sobre el árbol secundario y la arandela acanalada sobre el piñón loco de 4ª en el árbol primario. Seguidamente se colocará el piñón loco de 5ª en el árbol primario, y al igual que ocurría con el piñón loco de 4ª también es necesario situar una arandela acanalada sobre el piñón loco de 5ª.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
325
Arandela acanalada 2
Semi A
Empilado Árbol Primario/Árbol Secundario. Prensa II I Esta operación es realizada por el mismo operario que realiza la operación 325. Una vez que se valida el fin del trabajo en esta operación el operario ha de desplazarse de nuevo a la operación 325. Aquí se lleva a cabo la colocación del conjunto cubo-desplazable 5ª-6ª (horquilla mas cubo desplazable) sobre el árbol primario. Posteriormente se retira el protector lapeado que se colocó en el árbol primario en la operación 230 y se sitúa sobre el árbol primario un rodamiento de agujas. Sobre este rodamiento se colocará el piñón loco de 6ª. Se colocará un anillo de freno de piñones locos para el piñón loco de 6ª así como una arandela de apoyo sobre el árbol primario. De forma simultáneamente se coloca el piñón fijo de 6ª sobre el árbol secundario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Anillo de freno piñones locos 1
Rodamiento agujas bajo piñón loco 6ª 1 Arandela apoyo rodamiento árbol primario 1
330
Conjunto terminado cubo desplazable 3-4/5-6. Esta pieza se prepara en la operación 260. Se trata
1
Semi A
45
de una pieza que permanece en proceso.
Enmangue rodamientos Árbol Primario/ Árbol Secundario En esta operación se dispondrán en primer lugar los rodamientos cónicos sobre el árbol secundario. Se colocan dos rodamientos, uno para el lado del cárter de embrague y otro para el lado del cárter de mecanismo. Seguidamente y para finalizar la operación se colocarán dos rodamientos de bolas sobre el árbol primario. Al igual que en el paso anterior, uno se pondrá en el lado del cárter de embrague y otro en el lado del cárter de mecanismo.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Rodamiento de bolas árbol primario lado cárter de mecanismo (Rod 11)
2
Rodamiento de bolas árbol primario lado cárter de embrague
2
Rodamiento cónico árbol secundario lado cárter de mecanismo
1
Rodamiento cónico árbol secundario lado cárter de embrague
1
Cono de rodamiento cónico árbol secundario lado cárter de mecanismo
1
340
Cono de rodamiento cónico árbol secundario lado cárter de embrague
1
Semi A
Llamada Carter de embrague No es una operación de montaje. Se trata de una operación que genera una llamada a la misma línea de montaje para que se introduzca en ella el cárter de embrague correspondiente al conjunto de árboles que se están ensamblando en esta parte de la línea, de este modo ambas piezas coincidirán en el mismo momento de tiempo en la misma zona de la línea sin que se produzca acumulación de piezas en ninguna parte de la misma.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
358
------ ------
A
Medida de anillos calibrados de árbol secundario Es una operación automática en la cual, mediante la ayuda de un programa informático, se obtendrá el calibre del anillo adecuado para el
46
árbol secundario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
350
------- ------
A
Verificación/Enmangue de Anillo Calibrado árbol secundario Esta operación es tanto de inspección como de montaje. En la parte de inspección de la misma se verificará si es correcto el espesor del anillo de freno del rodamiento del árbol secundario antes de colocarlo sobre el árbol secundario. Una vez comprobada la satisfacción del mismo se colocará sobre el árbol secundario. *Nota: la operación siguiente la realiza el mismo operario justo después de finalizar esta mediante su desplazamiento inmediato al puesto de trabajo la misma que se encuentra anexo al puesto de esta operación.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
355
Anillo de freno calibrado árbol secundario 1
Semi A
3.2.4.-Montaje marcha atrás
Nº Operación
Designación Tipo de
puesto
47
Montaje Horquillas En el desarrollo de esta operación en primer lugar se lleva a cabo la colocación del eje de horquilla de 5ª-6ª-3ª-4ª sobre el cubo- desplazable 3ª-4ª y 5ª-6ª dispuesto sobre el árbol primario en la operación 330. Cada horquilla se introducirá en su correspondiente desplazable. Seguidamente se introducen simultáneamente las horquillas de 3ª-4ª en el cubo desplazable de 3ª-4ª y las horquillas 5º-6ª en el cubo desplazable 5ª-6ª.
Posteriormente se coloca el eje y horquilla 1ª-2ª en el desplazable 1ª-2ª a la vez que se introduce el eje horquilla de marcha atrás sobre su soporte en el palet. El eje de marcha atrás se sitúa sobre un palet para ir montando las piezas sobre él y una vez montadas se situarán las horquillas sobre el soporte.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Eje y horquilla 1ª-2ª 1
Eje y horquilla 3ª-4ªy 5ª-6ª 1
357
Eje y horquilla MAR 1
M
Apriete tornillo fijación rodamiento 11 El rodamiento 11 es un componente montado en la operación 340. Se trata del rodamiento de bolas del árbol primario del lado de cárter de mecanismos. En esta operación se coloca y posteriormente se fija el tornillo de fijación del rodamiento.
Piezas que se montan en esta operación
Designación de las piezas Cantidad
360
Tornillo hueco de fijación del rodamiento 1
A
Preparación eje de marcha atrás y piñón loco de marcha atrás Para empezar, en esta operación se coloca el eje de marcha atrás sobre el soporte del palet (situaremos el eje de marcha atrás sobre una plataforma que proporcionará más estabilidad al sistema para facilitar y evitar daños en el montaje de las piezas que componen el eje de marcha
48
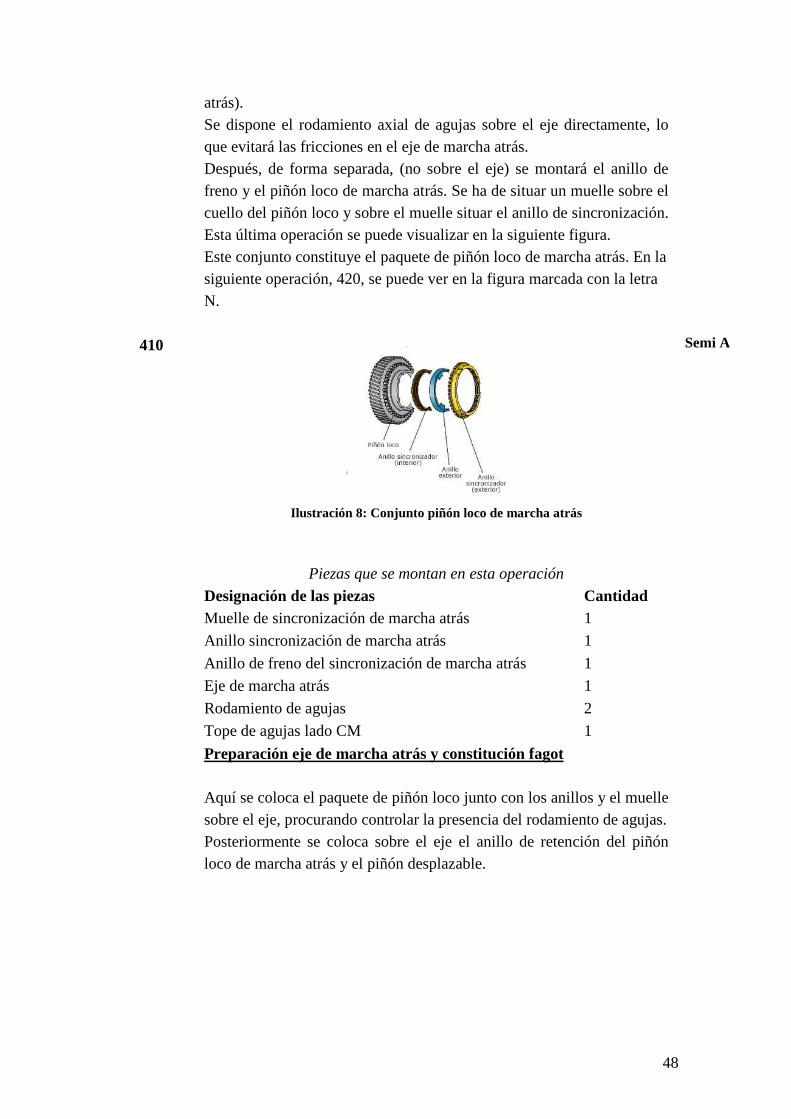
atrás). Se dispone el rodamiento axial de agujas sobre el eje directamente, lo que evitará las fricciones en el eje de marcha atrás. Después, de forma separada, (no sobre el eje) se montará el anillo de freno y el piñón loco de marcha atrás. Se ha de situar un muelle sobre el cuello del piñón loco y sobre el muelle situar el anillo de sincronización. Esta última operación se puede visualizar en la siguiente figura. Este conjunto constituye el paquete de piñón loco de marcha atrás. En la siguiente operación, 420, se puede ver en la figura marcada con la letra N.
Ilustración 8: Conjunto piñón loco de marcha atrás
Piezas que se montan en esta operación
Designación de las piezas Cantidad Muelle de sincronización de marcha atrás 1
Anillo sincronización de marcha atrás 1
Anillo de freno del sincronización de marcha atrás 1
Eje de marcha atrás 1
Rodamiento de agujas 2
410
Tope de agujas lado CM 1
Semi A
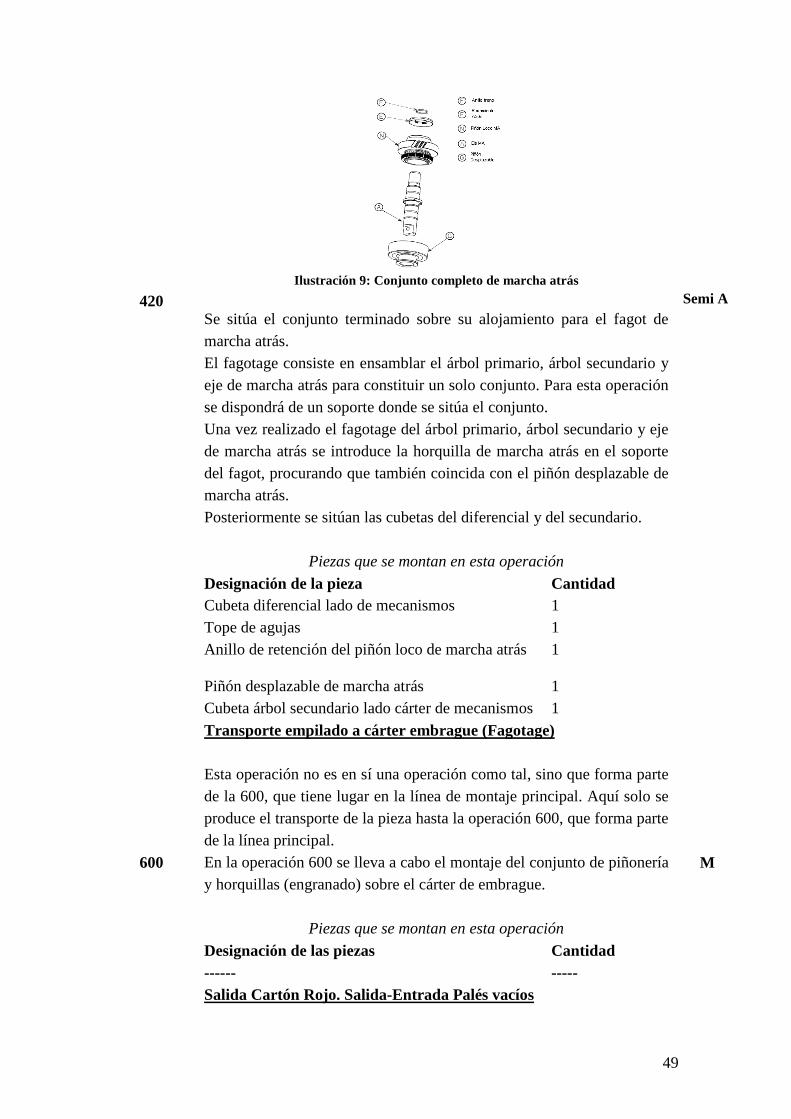
Preparación eje de marcha atrás y constitución fagot Aquí se coloca el paquete de piñón loco junto con los anillos y el muelle sobre el eje, procurando controlar la presencia del rodamiento de agujas. Posteriormente se coloca sobre el eje el anillo de retención del piñón loco de marcha atrás y el piñón desplazable.
49
Ilustración 9: Conjunto completo de marcha atrás
Se sitúa el conjunto terminado sobre su alojamiento para el fagot de marcha atrás. El fagotage consiste en ensamblar el árbol primario, árbol secundario y eje de marcha atrás para constituir un solo conjunto. Para esta operación se dispondrá de un soporte donde se sitúa el conjunto. Una vez realizado el fagotage del árbol primario, árbol secundario y eje de marcha atrás se introduce la horquilla de marcha atrás en el soporte del fagot, procurando que también coincida con el piñón desplazable de marcha atrás. Posteriormente se sitúan las cubetas del diferencial y del secundario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Cubeta diferencial lado de mecanismos 1 Tope de agujas 1 Anillo de retención del piñón loco de marcha atrás 1
Piñón desplazable de marcha atrás 1
420
Cubeta árbol secundario lado cárter de mecanismos 1
Semi A
Transporte empilado a cárter embrague (Fagotage) Esta operación no es en sí una operación como tal, sino que forma parte de la 600, que tiene lugar en la línea de montaje principal. Aquí solo se produce el transporte de la pieza hasta la operación 600, que forma parte de la línea principal. En la operación 600 se lleva a cabo el montaje del conjunto de piñonería y horquillas (engranado) sobre el cárter de embrague.
Piezas que se montan en esta operación
Designación de las piezas Cantidad
600
------ -----
M
Salida Cartón Rojo. Salida-Entrada Palés vacíos
50
Esta operación tampoco es en sí una operación de montaje, sino que es un punto de verificación. Por un lado se produce la salida con su correspondiente cartón rojo (explicación en capítulo 3) para aquellos árboles que no cumplen con las especificaciones de calidad impuestas por la empresa en alguna de las operaciones anteriores. Por otro lado se produce la salida a la lavadora de los palets que contenían los diferentes componentes del montaje de la marcha atrás.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
450
-------- ------
A
3.2.5.- Montaje cubo-desplazable
Nº Operación
Designación Tipo de
puesto
270
Montaje eje móvil 1-2 En esta operación se produce la preparación del cubo- desplazable 1-2. Para realizar esta operación el operario se ayuda de un útil que le permitirá realizar el ensamblado de las piezas que constituyen el cubo-desplazable. Los pasos que se llevan a cabo para el montaje son los siguientes: 1.-Aceitar el anillo superior 2.-Aceitar el anillo de fricción. 3.-Montar el anillo superior con el anillo de fricción. 4.-Aceitar el anillo inferior 5.-Montar anillo sincro inferior con anillo sincro superior-anillo sincro de fricción (Esta tarea se realiza por duplicado, con lo cual se montan dos conjuntos anillo inferior-anillo superior-anillo de fricción).) 6.-Colocar triple cono lado 1 sobre soporte de montaje. 7.-Colocar cubo-desplazable 1-2 sobre soporte de montaje. 8.-Bridar conjunto 9.-Colocar 3 cartuchos sincronizadores (o cartuchos resorte-bola) sobre el soporte de montaje. 10.-Desplazar el soporte de montaje para introducir los cartuchos en el
M
51
cubo desplazable 1-2. 11.-Verificar la presencia de los 3 cartuchos. 12.-Situar el conjunto triple cono en el cubo desplazable 1-2 sobre el conjunto que se ha montado en los pasos anteriores. 13.-Asegurar conjunto cubo-desplazable 1-2 con la horquilla. A esta operación le sigue la operación número 305.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Anillo sincro inferior 2 Anillo sincro superior 2 Anillo sincro de fricción 2 Cubo 1-2 1 Desplazable 1-2 1 Cartucho sincronizador 3
280
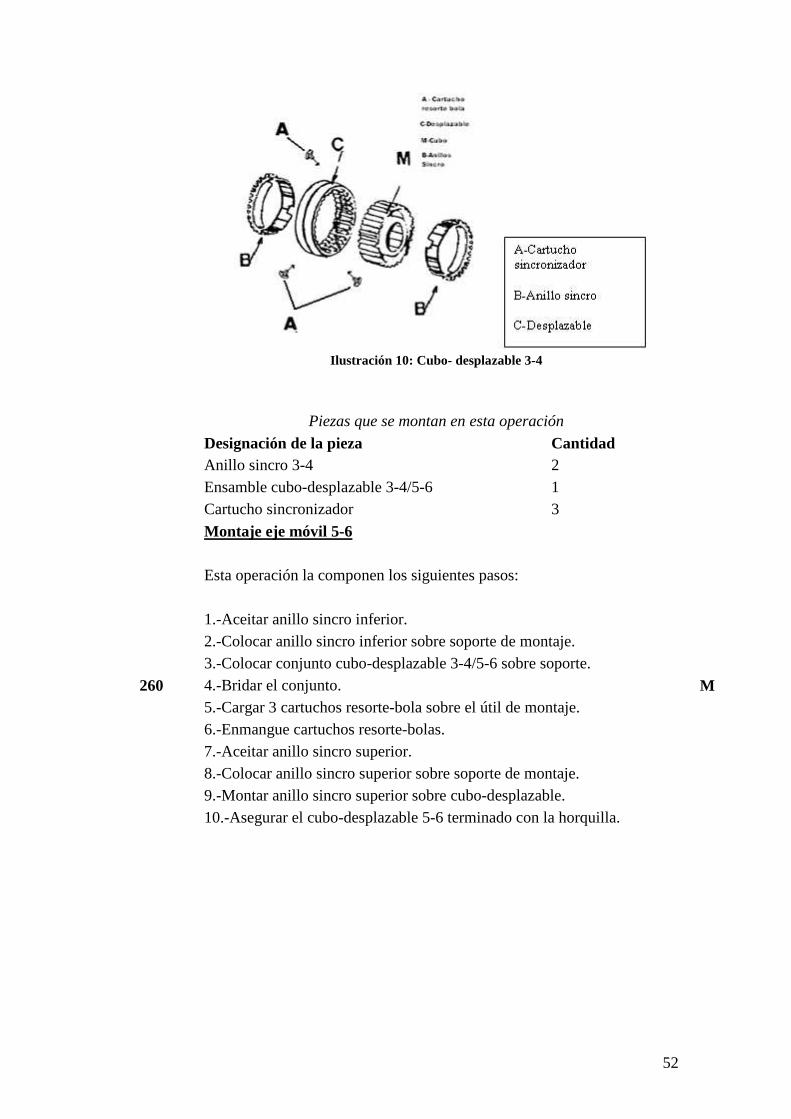
Montaje cubo-desplazable 3-4 Para el desarrollo de esta operación se siguen los pasos que se mencionan a continuación. 1.-Aceitar anillo sincro inferior sobre. 2.-Colocar anillo sincro inferior sobre soporte de montaje. 3.-Colocar conjunto cubo-desplazable 3-4/5-6 sobre soporte donde se encuentra el anillo sincro ya colocado. 4.-Bridar conjunto 5.-Cargar 3 cartuchos sincronizadores (o cartuchos resorte-bola) sobre el útil de montaje 6.-Colocar los cartuchos resorte-bola según la posición indicada en la figura. 7.-Verificar presencia 3 cartuchos 8.-Aceitar anillo sincro superior sobre útil de aceitado. 8.-Colocar anillo sincro superior sobre soporte de montaje. 9.-Colocar el anillo sincro superior sobre el cubo desplazable. 10.-Control presencia cubo-desplazable terminado. 11.-Asegurar el cubo-desplazable 3-4 terminado con la horquilla. Al igual que en la operación anterior, aquí se dispondrá también de un útil para ayudar al operario en el montaje de la pieza.
M
52
Ilustración 10: Cubo- desplazable 3-4
Piezas que se montan en esta operación
Designación de la pieza Cantidad Anillo sincro 3-4 2 Ensamble cubo-desplazable 3-4/5-6 1 Cartucho sincronizador 3
260
Montaje eje móvil 5-6 Esta operación la componen los siguientes pasos: 1.-Aceitar anillo sincro inferior. 2.-Colocar anillo sincro inferior sobre soporte de montaje. 3.-Colocar conjunto cubo-desplazable 3-4/5-6 sobre soporte. 4.-Bridar el conjunto. 5.-Cargar 3 cartuchos resorte-bola sobre el útil de montaje. 6.-Enmangue cartuchos resorte-bolas. 7.-Aceitar anillo sincro superior. 8.-Colocar anillo sincro superior sobre soporte de montaje. 9.-Montar anillo sincro superior sobre cubo-desplazable. 10.-Asegurar el cubo-desplazable 5-6 terminado con la horquilla.
M
53
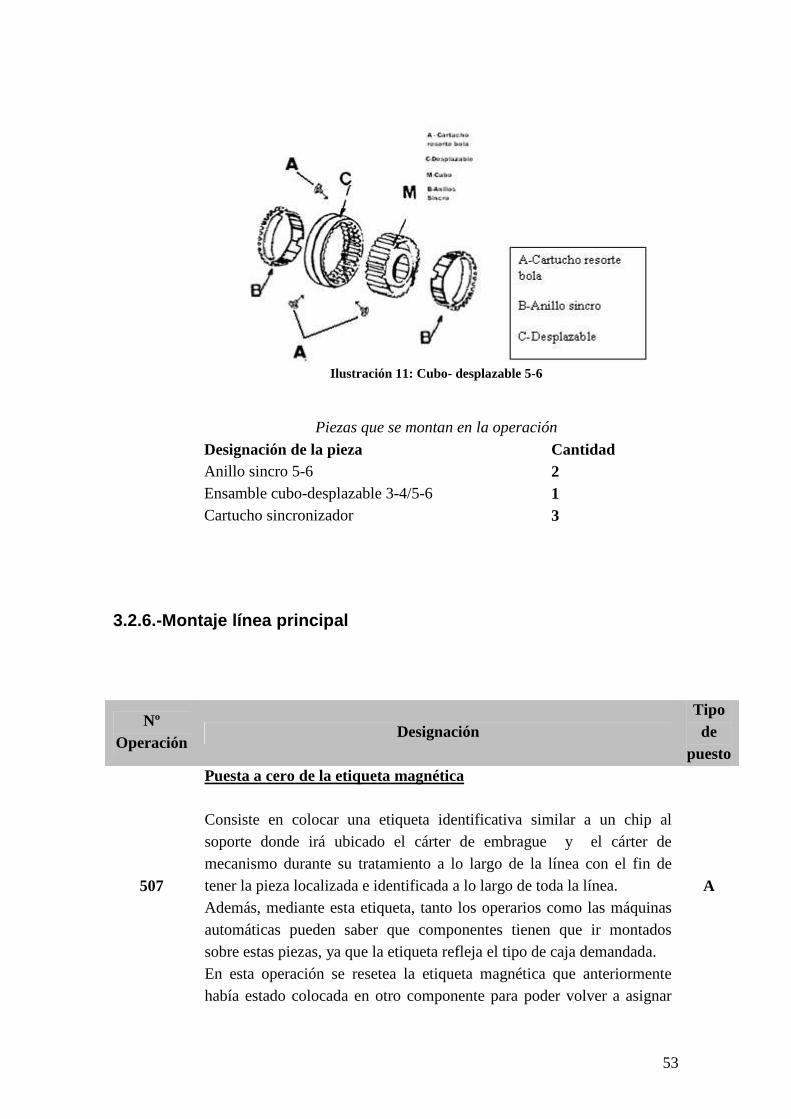
Ilustración 11: Cubo- desplazable 5-6
Piezas que se montan en la operación
Designación de la pieza Cantidad Anillo sincro 5-6 2 Ensamble cubo-desplazable 3-4/5-6 1 Cartucho sincronizador 3
3.2.6.-Montaje línea principal
Nº Operación
Designación Tipo de
puesto
507
Puesta a cero de la etiqueta magnética Consiste en colocar una etiqueta identificativa similar a un chip al soporte donde irá ubicado el cárter de embrague y el cárter de mecanismo durante su tratamiento a lo largo de la línea con el fin de tener la pieza localizada e identificada a lo largo de toda la línea. Además, mediante esta etiqueta, tanto los operarios como las máquinas automáticas pueden saber que componentes tienen que ir montados sobre estas piezas, ya que la etiqueta refleja el tipo de caja demandada. En esta operación se resetea la etiqueta magnética que anteriormente había estado colocada en otro componente para poder volver a asignar
A
54
un nuevo código al palet. De esta forma se evitan posibles confusiones con asignaciones anteriores.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
------- ------
Codificación Etiqueta Se le asigna un código a cada etiqueta que permitirá identificar al componente a lo largo de la línea y conocer el tipo de caja. Estas etiquetas no van colocadas directamente sobre el cárter, sino que se colocan en una plataforma sobre la que va situado el cárter de embrague y que se desplaza a lo largo de toda la línea, Además, esta plataforma permite trabajar sobre el cárter con mayor facilidad y evita el deterioro de la etiqueta. Esta etiqueta se usa además como número de referencia de la misma caja.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
508
------- -------
A
Carga y preparación del cárter de embrague En esta operación se coloca el cárter de embrague sobre la plataforma mencionada en la operación anterior. La plataforma se encuentra ya dispuesta en la línea. El cárter se ancla sobre ella para evitar posibles desplazamientos que podrían dañar al componente. Una vez que se ha colocada el cárter sobre la plataforma, el mismo operario que ha realizado esta operación se desplaza a un puesto anexo al de carga del cárter (perteneciente a la misma operación) donde coloca sobre el cárter de embrague los casquillos de centrado cárter de embrague/cárter de mecanismo y los casquillos de centrado cárter de embrague/motor. Posteriormente se coloca sobre el cárter de embrague la fija del motor de arranque, cuyo tipo dependerá del tipo de la caja.
Piezas que se montan en la operación
Designación de la pieza Cantidad Casquillos de centrado CE/CM 2
530
Carter de embrague 1
Semi A
55
Casquillos de centrado motor 2
Fija de centrado del motor de arranque 1
Volteo y carga del cárter de embrague sobre el palé línea principal En esta operación se dispondrá el cárter de embrague en la parte de la línea principal para su preparación.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
540
------ ------
A
Montaje Deflector Árbol Secundario en cajas con tacómetro En esta caja no se realiza esta actividad puesto que no lleva tacómetro.
Piezas que se motan en esta operación
Designación de la pieza Cantidad
545
------- ------
Semi A
Montaje Deflector/Arandela/Enmangue Tope y Pista Aquí se lleva a cabo una preparación de la superficie de mecanismo del cárter de embrague. Consta de: 1.-Colocación de la pista de rodamientos del Árbol secundario y del diferencial (también llamadas cubetas). 2.-Montaje del deflector del árbol secundario en el cárter de embrague. 3.-Enmangue del tope del eje de selección. 4.-Colocación de la arandela de marcha atrás.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Tope del eje de selección 1 Deflector de engrase del árbol secundario 1 Cubeta del árbol secundario lado cárter de embrague derecho
1
Cubeta del diferencial lado cárter de embrague derecho
1
550
Arandela de precarga del eje de marcha atrás 1
Semi A
Enmangue eje llamada resorte y Casquillos PTFE Horquillas En el desarrollo de ésta operación se colocarán 4 casquillos PTFE en el cárter de embrague. Estos casquillos van situados en la horquilla de selección 1º/2ª, horquilla de marcha atrás, horquilla 3ª/4ª-5ª/6ª y en el
56
eje de selección. *Nota: la designación PTFE que se le da al casquillo hace referencia al material de que esta conformado. Posteriormente se colocará el eje de llamada en el cárter de embrague.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Casquillo PTFE 4
560
Eje de llamada del eje de selección 1
Semi A
Carga Carter de Mecanismo y Enmangue Casquillo PTFE En esta operación se carga el cárter de mecanismo en la línea principal, pero antes, se introduce un casquillo PTFE en la horquilla de marcha atrás y otro en la horquilla de selección 1ª/2ª. Posteriormente se pondrá los casquillos restantes en la horquilla 3ª/4ª-5ª/6ª. Una vez dispuesto todos los casquillos el operario retira el cárter de mecanismo del palet y lo sitúa sobre la línea de montaje.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Carter de mecanismo 1
570
Casquillo PTFE 4
Semi A
Enmangue Casquillos PTFE eje de paso Aquí se procederá a colocar dos casquillos PTFE en el eje de paso del cárter de mecanismo. Esta operación la realiza el mismo operario que realiza la operación 570.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
580
Casquillo PTFE 2
Semi A
Colocar conjunto piñonería/horquillas engranado sobre del cárter de embrague (“FAGOTAGE”) Esta operación consiste en colocar el árbol primario, árbol secundario, el conjunto diferencial y el eje de marcha atrás en el cárter de embrague. Como se puede observar en el sinóptico que se mostraba en el punto 2.1.6.1 esta operación sobre la línea de montaje iría justo después de la operación 420.
Piezas que se montan en esta operación
600
Designación de la pieza Cantidad
A

57
-------- ------- Salida cartón rojo Es una operación de inspección manual en la cuál se comprueba si el montaje realizado en la operación 600 se ha llevado a cabo de forma correcta. En el caso de detectar alguna disconformidad en el proceso el conjunto pasa a la zona de retoque.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
620
--------- --------
M
630
Preparación/montaje eje de mando interno en el cárter de embrague. Colocación de Imán. Para el desarrollo de esta operación es necesario: 1.-Colocar el anillo de freno en el eje de selección. 2.-Colocar una cala en el eje de selección. Aquí habrá que controlar el espesor de la cala de reglaje. 3.-Hacer coincidir la cala con el anillo de freno.
Ilustración 12: Colocación cala en eje de mando interno
4.-Colocar el eje de mando interno equipado sobre el cárter de embrague. 5.-Colocar el dedo de selección del eje de mando (dispositivo encargado de seleccionar la marcha del vehículo). 6.- Situar la patilla de muelle del eje de selección sobre el cerrojo. 7.- Verificar la colocación del muelle de llamada en el tope del cárter de embrague. 8.-Colocar un imán en el interior del cárter de embrague que se encargará de recoger las posibles partículas que se desprendan de los componentes o que procedan del exterior para evitar que interfieran en el
Semi A
58
correcto funcionamiento de la caja de velocidad. 9.-Colocar el útil de bloqueo y el eje de horquilla de selección de marcha atrás. 10.-Presionar la palanca de paso hasta introducir la tercera velocidad.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Eje de mando interno montado 1 Cala de reglaje del eje de mando 1 Anillo de freno del eje de mando 1 Imán 1
Engrase desplazables y controles de presencia de componentes Se trata de una operación de inspección, llevada a cabo de forma automática. Se comprueba la presencia de las pistas de los rodamientos y del útil de bloqueo de marcha atrás colocadas en operaciones anteriores. También se inspecciona que la posición de la cala de reglaje sobre el eje de mando, así como que se haya introducido en la operación 630 de forma correcta la tercera velocidad. Se lleva a cabo posteriormente el engrase de las gargantas de los desplazables, utilizando para ello la grasa correspondiente.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
650
Grasa para desplazable ------
A
660
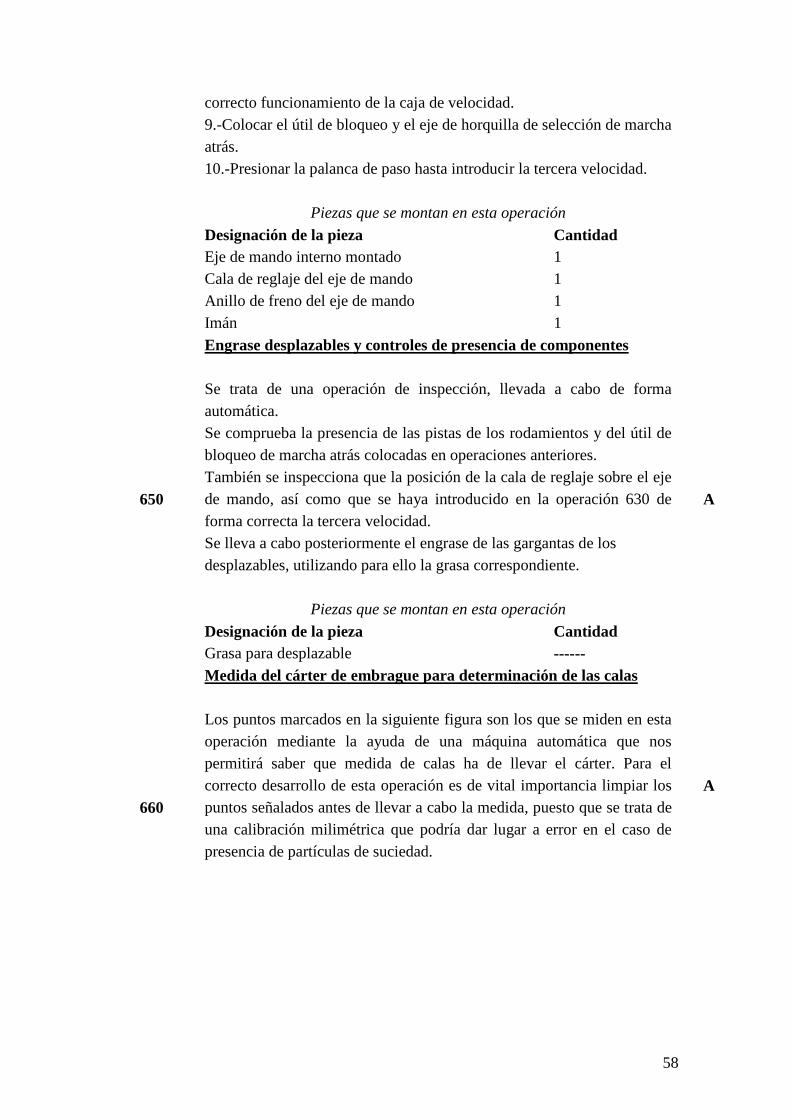
Medida del cárter de embrague para determinación de las calas Los puntos marcados en la siguiente figura son los que se miden en esta operación mediante la ayuda de una máquina automática que nos permitirá saber que medida de calas ha de llevar el cárter. Para el correcto desarrollo de esta operación es de vital importancia limpiar los puntos señalados antes de llevar a cabo la medida, puesto que se trata de una calibración milimétrica que podría dar lugar a error en el caso de presencia de partículas de suciedad.
A
59
Ilustración 13: Puntos de limpieza para colocación de calas en cárter de embrague
Piezas que se montan en esta operación
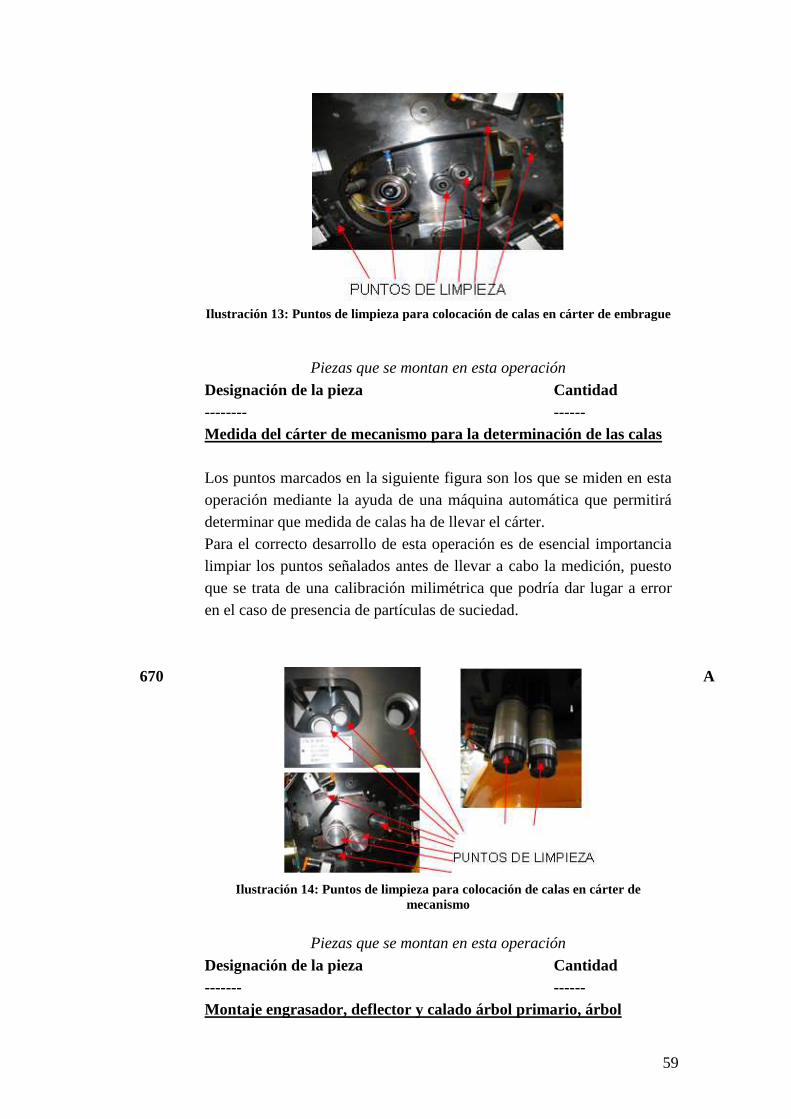
Designación de la pieza Cantidad -------- ------ Medida del cárter de mecanismo para la determinación de las calas Los puntos marcados en la siguiente figura son los que se miden en esta operación mediante la ayuda de una máquina automática que permitirá determinar que medida de calas ha de llevar el cárter. Para el correcto desarrollo de esta operación es de esencial importancia limpiar los puntos señalados antes de llevar a cabo la medición, puesto que se trata de una calibración milimétrica que podría dar lugar a error en el caso de presencia de partículas de suciedad.
Ilustración 14: Puntos de limpieza para colocación de calas en cárter de
mecanismo
Piezas que se montan en esta operación
Designación de la pieza Cantidad
670
------- ------
A
Montaje engrasador, deflector y calado árbol primario, árbol
60
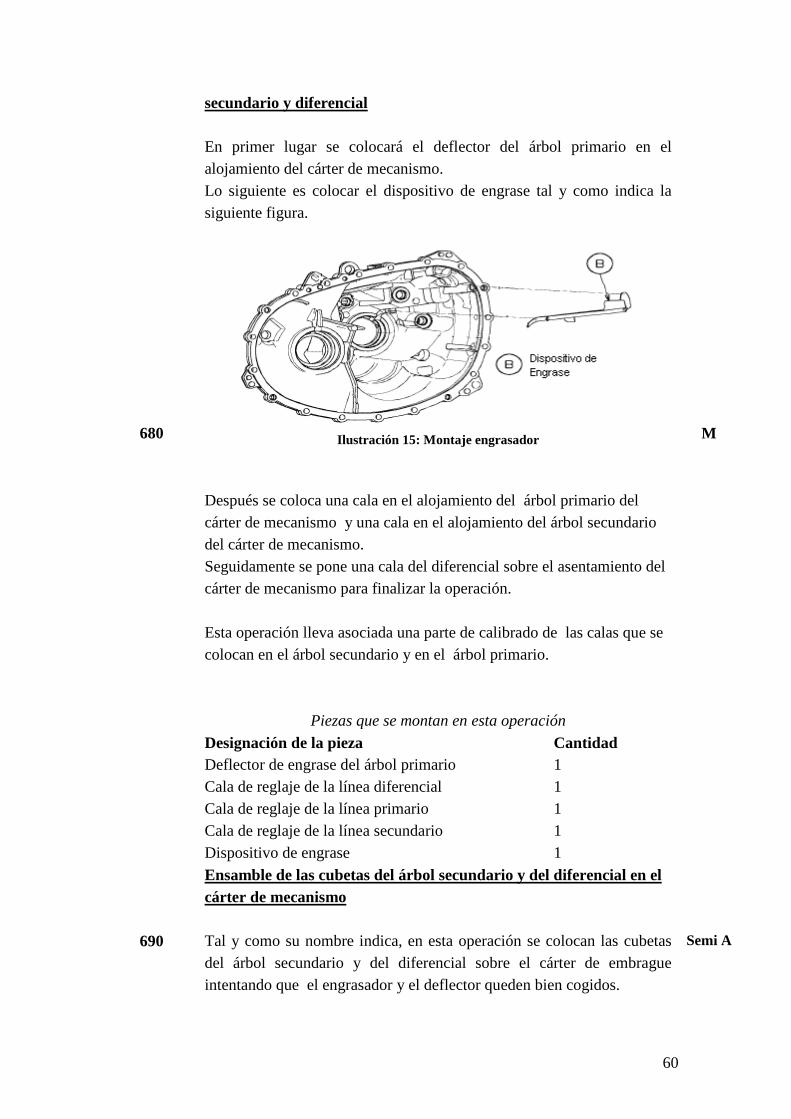
secundario y diferencial En primer lugar se colocará el deflector del árbol primario en el alojamiento del cárter de mecanismo. Lo siguiente es colocar el dispositivo de engrase tal y como indica la siguiente figura.
Ilustración 15: Montaje engrasador
Después se coloca una cala en el alojamiento del árbol primario del cárter de mecanismo y una cala en el alojamiento del árbol secundario del cárter de mecanismo. Seguidamente se pone una cala del diferencial sobre el asentamiento del cárter de mecanismo para finalizar la operación. Esta operación lleva asociada una parte de calibrado de las calas que se colocan en el árbol secundario y en el árbol primario.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Deflector de engrase del árbol primario 1 Cala de reglaje de la línea diferencial 1 Cala de reglaje de la línea primario 1 Cala de reglaje de la línea secundario 1
680
Dispositivo de engrase 1
M
690
Ensamble de las cubetas del árbol secundario y del diferencial en el cárter de mecanismo Tal y como su nombre indica, en esta operación se colocan las cubetas del árbol secundario y del diferencial sobre el cárter de embrague intentando que el engrasador y el deflector queden bien cogidos.
Semi A
61
Piezas que se montan en esta operación
Designación de las piezas Cantidad ------- ----- Encolado del plano de junta cárter de embrague/cárter de mecanismo Consiste en utilizar un sellante de silicona especial para crear estanqueidad entre ambas caras de los cárteres.
Componente que se emplea en el esta operación
Designación del componente Cantidad
710
Silicona Threebond 1
A
Control de cárter de embrague y cárter de mecanismo antes del encapotado Esta operación realiza una inspección de forma automática. Antes de la operación de encapotado (operación que se describirá a continuación) es necesario comprobar : -que la silicona se encuentra dispuesta de forma correcta. -que el imán se encuentra alojado en la parte que le corresponde en el cárter de embrague. -que el dispositivo de engrase se encuentra correctamente colocado y clipsado en el cárter de mecanismo. -que el resorte de llamada del eje de selección se encuentra colocado de forma correcta. Para finalizar esta operación se realizará una verificación de la diversidad (tipo) del eje de mando.
Piezas que se montan en esta operación
Designación de las piezas que se montan Cantidad
720
------- ------
A
62
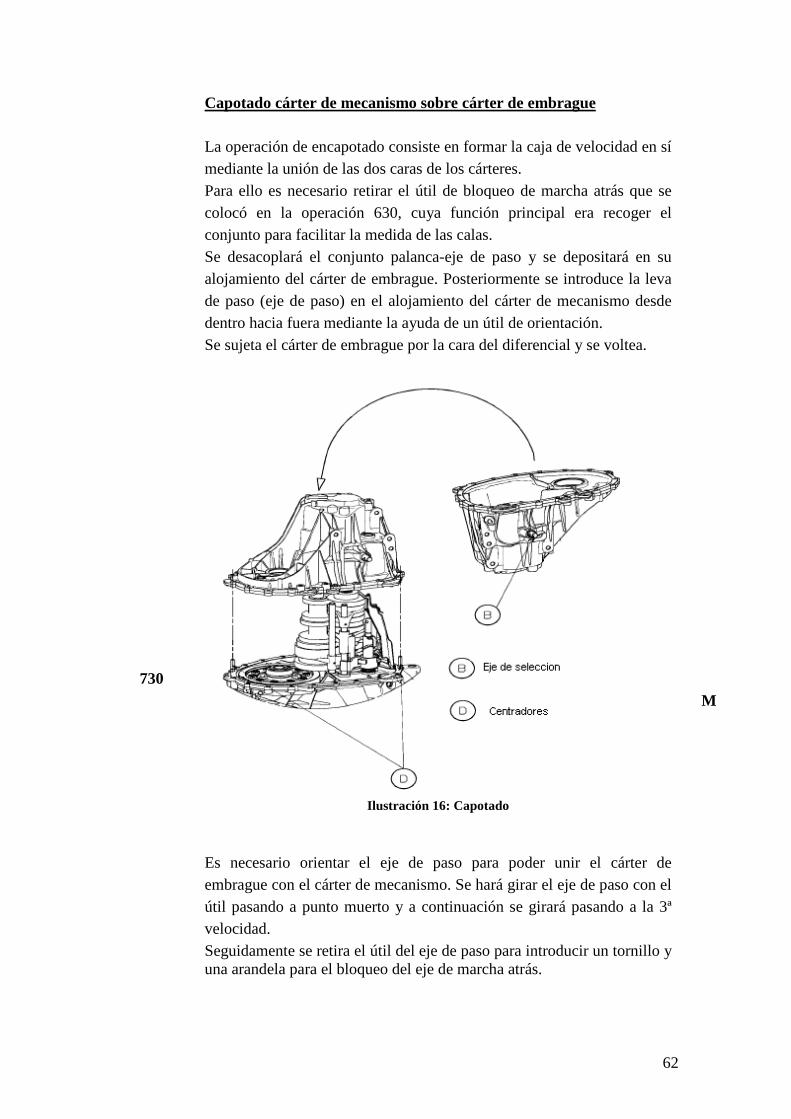
730
Capotado cárter de mecanismo sobre cárter de embrague La operación de encapotado consiste en formar la caja de velocidad en sí mediante la unión de las dos caras de los cárteres. Para ello es necesario retirar el útil de bloqueo de marcha atrás que se colocó en la operación 630, cuya función principal era recoger el conjunto para facilitar la medida de las calas. Se desacoplará el conjunto palanca-eje de paso y se depositará en su alojamiento del cárter de embrague. Posteriormente se introduce la leva de paso (eje de paso) en el alojamiento del cárter de mecanismo desde dentro hacia fuera mediante la ayuda de un útil de orientación. Se sujeta el cárter de embrague por la cara del diferencial y se voltea.
Ilustración 16: Capotado
Es necesario orientar el eje de paso para poder unir el cárter de embrague con el cárter de mecanismo. Se hará girar el eje de paso con el útil pasando a punto muerto y a continuación se girará pasando a la 3ª velocidad. Seguidamente se retira el útil del eje de paso para introducir un tornillo y una arandela para el bloqueo del eje de marcha atrás.
M
63
Piezas que se montan en esta operación
Designación de las piezas Cantidad Palanca de paso 1 Tornillo Torx de costura para marcha atrás 1 Arandela para tornillo de marcha atrás 1
Salida cartón rojo Se trata de una operación de inspección en la cual si el cárter de mecanismo cuenta con alguna disconformidad se le pondrá una hoja de no conformidad de color rojo y se trasladará a la zona de análisis/reciclado. En el caso de no tener la caja de velocidad ninguna disconformidad se continuará en la operación 740.
Piezas que se montan en esta operación
Designación de las piezas Cantidad
735
--------- --------
M
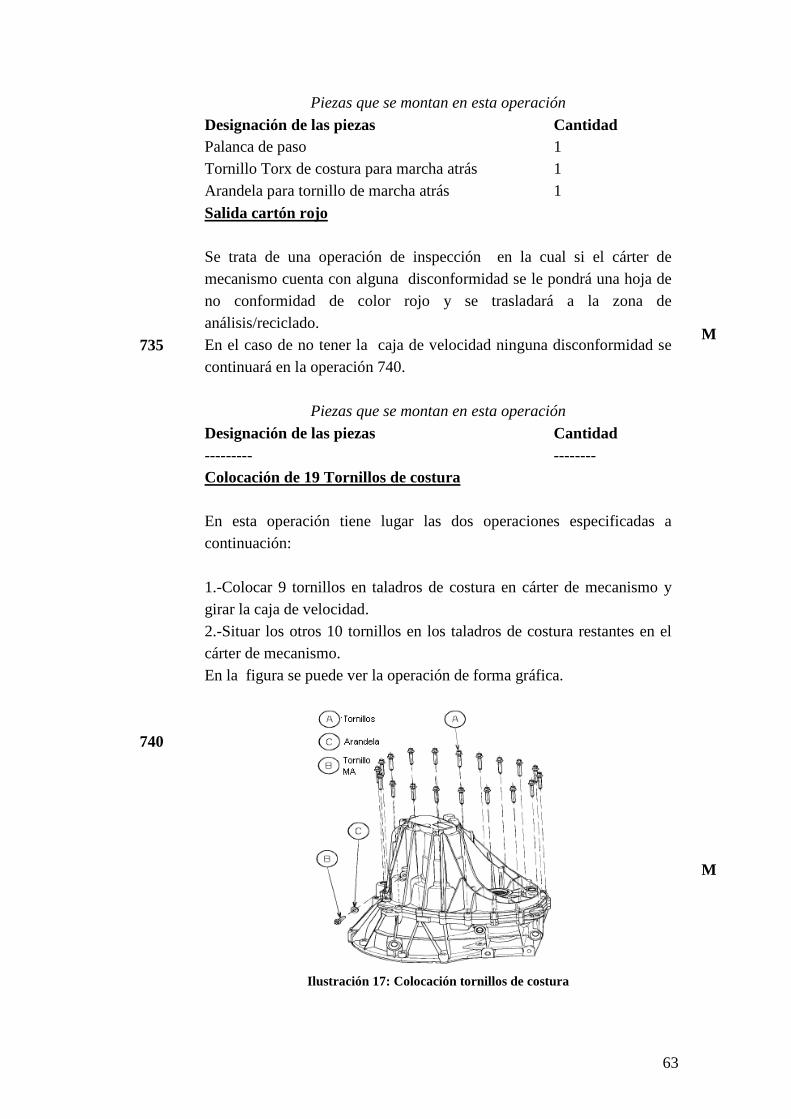
740
Colocación de 19 Tornillos de costura En esta operación tiene lugar las dos operaciones especificadas a continuación: 1.-Colocar 9 tornillos en taladros de costura en cárter de mecanismo y girar la caja de velocidad. 2.-Situar los otros 10 tornillos en los taladros de costura restantes en el cárter de mecanismo. En la figura se puede ver la operación de forma gráfica.
Ilustración 17: Colocación tornillos de costura
M
64
Piezas que se montan en esta operación
Designación de la pieza Cantidad Tornillo Torx de costura 19
Atornillado costura y tornillo marcha atrás con arandela Aquí se procederá a atornillar el tornillo torx de costura para marcha atrás, su arandela correspondiente y los 19 tornillos de costura que se colocaron en la operación anterior.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
750
------- ------
A
Salida caja con árboles instrumentados Aquí se retiran a la zona de análisis reciclado aquellas cajas que tienen disconformidades. Es similar a la operación 735.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
760
------ ------
M
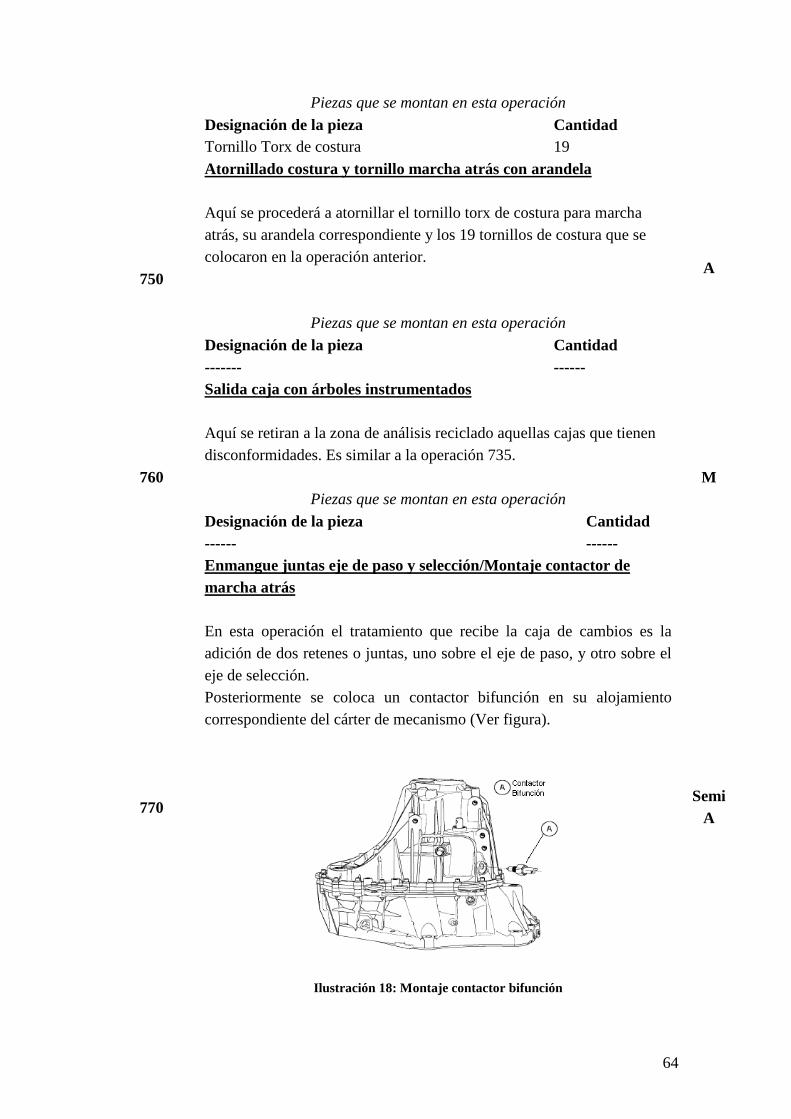
770
Enmangue juntas eje de paso y selección/Montaje contactor de marcha atrás En esta operación el tratamiento que recibe la caja de cambios es la adición de dos retenes o juntas, uno sobre el eje de paso, y otro sobre el eje de selección. Posteriormente se coloca un contactor bifunción en su alojamiento correspondiente del cárter de mecanismo (Ver figura).
Ilustración 18: Montaje contactor bifunción
Semi A
65
Piezas que se montan en esta operación
Designación de la pieza Cantidad Contactor bifunción 1
Junta del eje de paso/eje de selección 2
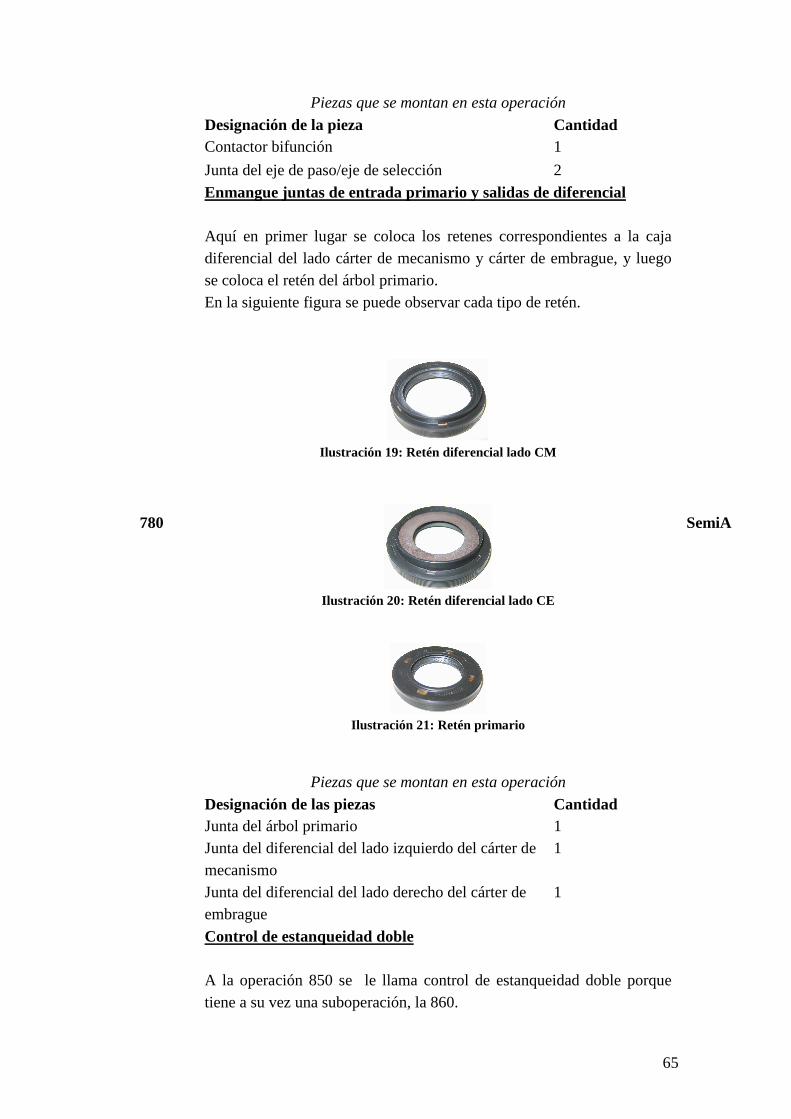
Enmangue juntas de entrada primario y salidas de diferencial Aquí en primer lugar se coloca los retenes correspondientes a la caja diferencial del lado cárter de mecanismo y cárter de embrague, y luego se coloca el retén del árbol primario. En la siguiente figura se puede observar cada tipo de retén.
Ilustración 19: Retén diferencial lado CM
Ilustración 20: Retén diferencial lado CE
Ilustración 21: Retén primario
Piezas que se montan en esta operación
Designación de las piezas Cantidad Junta del árbol primario 1 Junta del diferencial del lado izquierdo del cárter de mecanismo
1
780
Junta del diferencial del lado derecho del cárter de embrague
1
SemiA
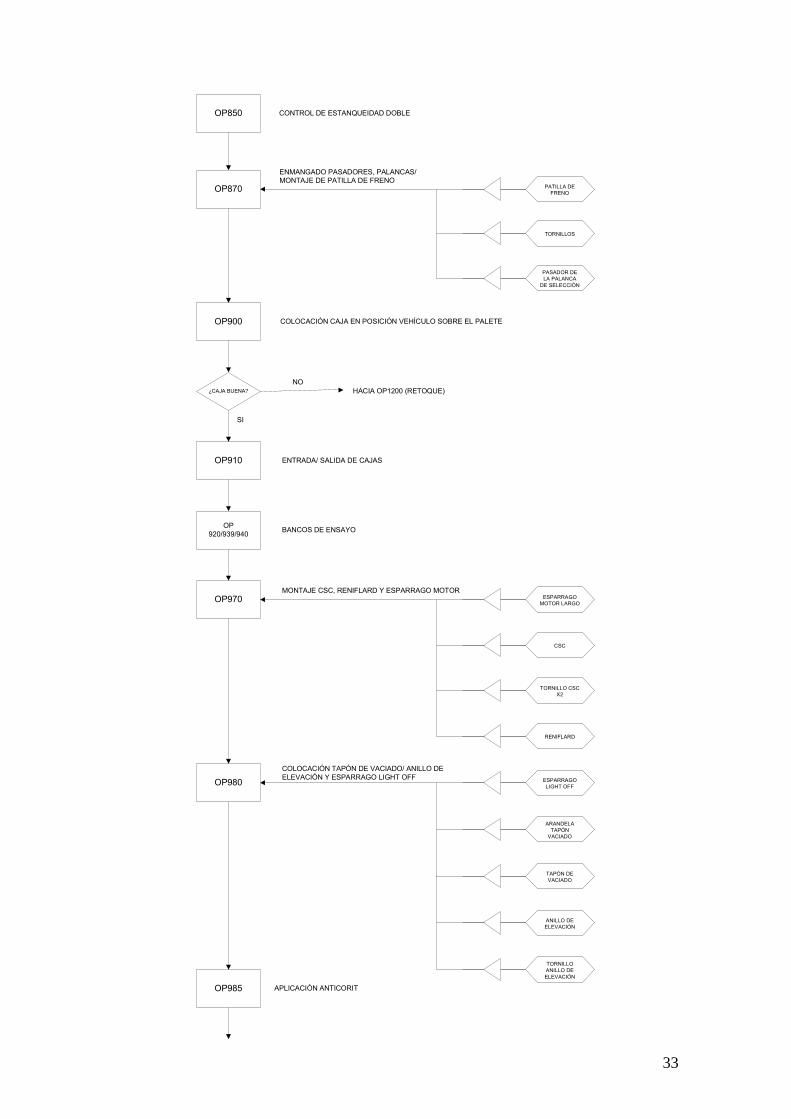
Control de estanqueidad doble A la operación 850 se le llama control de estanqueidad doble porque tiene a su vez una suboperación, la 860.
66
En la operación 850 se realiza un control de estanqueidad de forma automática, y en la 860 el control se realiza de forma manual. Es una operación de inspección donde se comprobará si la caja se encuentra sellada herméticamente. En el caso de que el resultado de la inspección sea caja no conforme, la caja se dirigirá a la operación 760 donde pasará a la zona de análisis (Ir a operación 760).
Piezas que se montan en esta operación
Designación de la pieza Cantidad
850/860
--------- -------
A
870
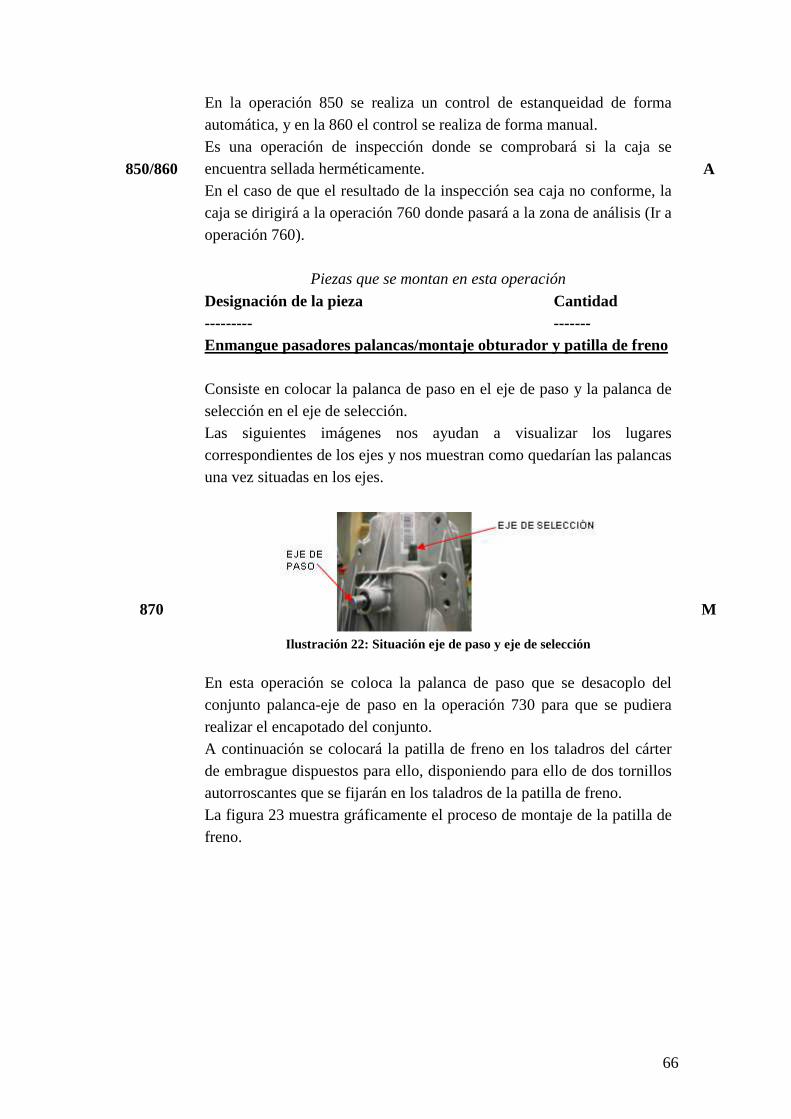
Enmangue pasadores palancas/montaje obturador y patilla de freno Consiste en colocar la palanca de paso en el eje de paso y la palanca de selección en el eje de selección. Las siguientes imágenes nos ayudan a visualizar los lugares correspondientes de los ejes y nos muestran como quedarían las palancas una vez situadas en los ejes.
Ilustración 22: Situación eje de paso y eje de selección
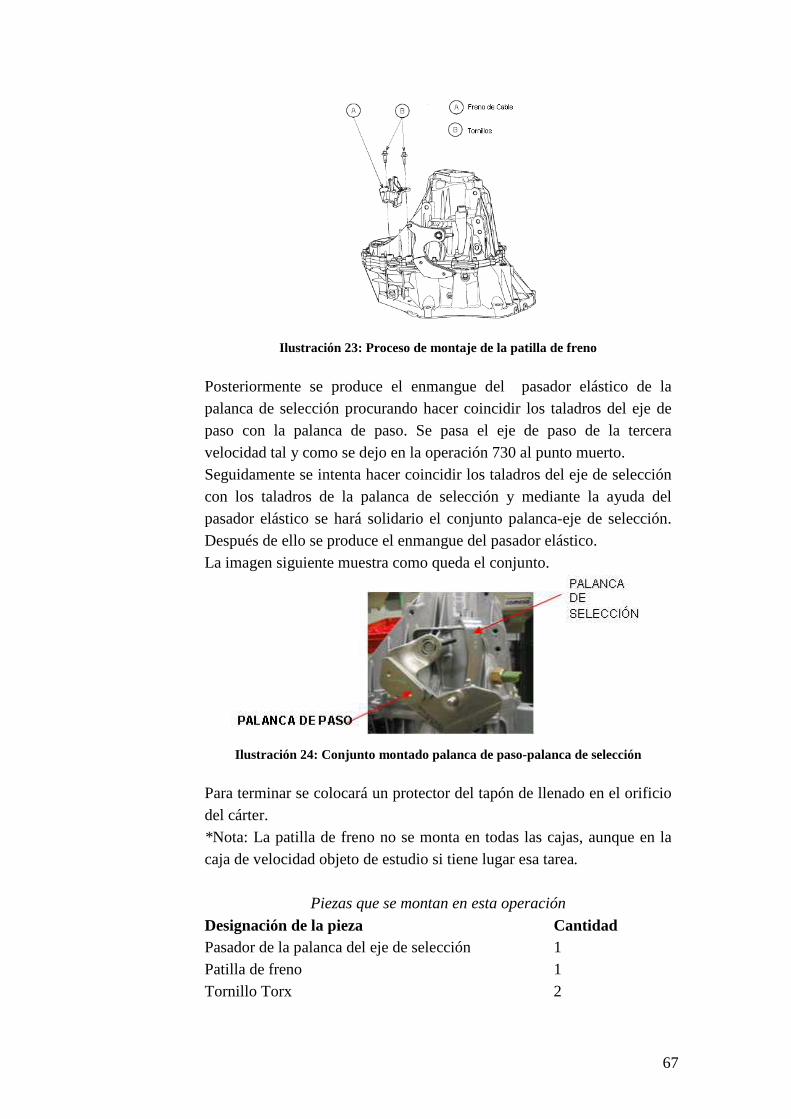
En esta operación se coloca la palanca de paso que se desacoplo del conjunto palanca-eje de paso en la operación 730 para que se pudiera realizar el encapotado del conjunto. A continuación se colocará la patilla de freno en los taladros del cárter de embrague dispuestos para ello, disponiendo para ello de dos tornillos autorroscantes que se fijarán en los taladros de la patilla de freno. La figura 23 muestra gráficamente el proceso de montaje de la patilla de freno.
M
67
Ilustración 23: Proceso de montaje de la patilla de freno
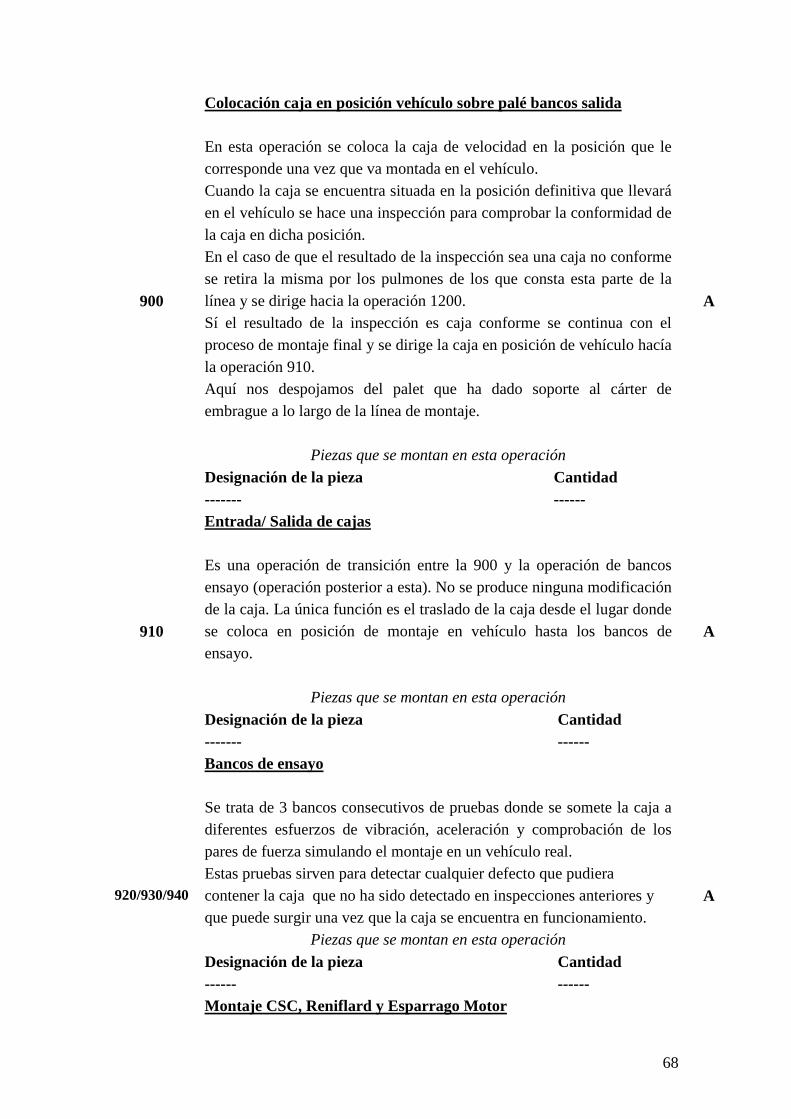
Posteriormente se produce el enmangue del pasador elástico de la palanca de selección procurando hacer coincidir los taladros del eje de paso con la palanca de paso. Se pasa el eje de paso de la tercera velocidad tal y como se dejo en la operación 730 al punto muerto. Seguidamente se intenta hacer coincidir los taladros del eje de selección con los taladros de la palanca de selección y mediante la ayuda del pasador elástico se hará solidario el conjunto palanca-eje de selección. Después de ello se produce el enmangue del pasador elástico. La imagen siguiente muestra como queda el conjunto.
Ilustración 24: Conjunto montado palanca de paso-palanca de selección
Para terminar se colocará un protector del tapón de llenado en el orificio del cárter. *Nota: La patilla de freno no se monta en todas las cajas, aunque en la caja de velocidad objeto de estudio si tiene lugar esa tarea.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Pasador de la palanca del eje de selección 1 Patilla de freno 1 Tornillo Torx 2
68
Colocación caja en posición vehículo sobre palé bancos salida En esta operación se coloca la caja de velocidad en la posición que le corresponde una vez que va montada en el vehículo. Cuando la caja se encuentra situada en la posición definitiva que llevará en el vehículo se hace una inspección para comprobar la conformidad de la caja en dicha posición. En el caso de que el resultado de la inspección sea una caja no conforme se retira la misma por los pulmones de los que consta esta parte de la línea y se dirige hacia la operación 1200. Sí el resultado de la inspección es caja conforme se continua con el proceso de montaje final y se dirige la caja en posición de vehículo hacía la operación 910. Aquí nos despojamos del palet que ha dado soporte al cárter de embrague a lo largo de la línea de montaje.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
900
------- ------
A
Entrada/ Salida de cajas Es una operación de transición entre la 900 y la operación de bancos ensayo (operación posterior a esta). No se produce ninguna modificación de la caja. La única función es el traslado de la caja desde el lugar donde se coloca en posición de montaje en vehículo hasta los bancos de ensayo.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
910
------- ------
A
Bancos de ensayo Se trata de 3 bancos consecutivos de pruebas donde se somete la caja a diferentes esfuerzos de vibración, aceleración y comprobación de los pares de fuerza simulando el montaje en un vehículo real. Estas pruebas sirven para detectar cualquier defecto que pudiera contener la caja que no ha sido detectado en inspecciones anteriores y que puede surgir una vez que la caja se encuentra en funcionamiento.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
920/930/940
------ ------
A
Montaje CSC, Reniflard y Esparrago Motor
69
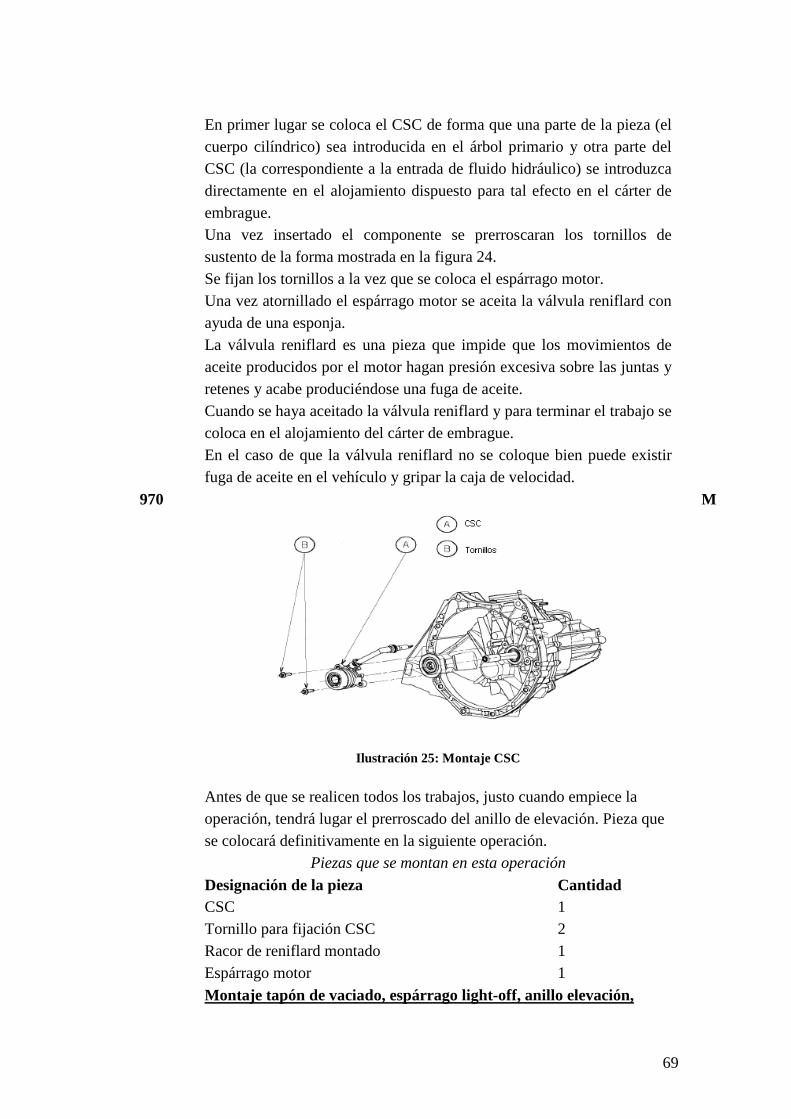
En primer lugar se coloca el CSC de forma que una parte de la pieza (el cuerpo cilíndrico) sea introducida en el árbol primario y otra parte del CSC (la correspondiente a la entrada de fluido hidráulico) se introduzca directamente en el alojamiento dispuesto para tal efecto en el cárter de embrague. Una vez insertado el componente se prerroscaran los tornillos de sustento de la forma mostrada en la figura 24. Se fijan los tornillos a la vez que se coloca el espárrago motor. Una vez atornillado el espárrago motor se aceita la válvula reniflard con ayuda de una esponja. La válvula reniflard es una pieza que impide que los movimientos de aceite producidos por el motor hagan presión excesiva sobre las juntas y retenes y acabe produciéndose una fuga de aceite. Cuando se haya aceitado la válvula reniflard y para terminar el trabajo se coloca en el alojamiento del cárter de embrague. En el caso de que la válvula reniflard no se coloque bien puede existir fuga de aceite en el vehículo y gripar la caja de velocidad.
Ilustración 25: Montaje CSC
Antes de que se realicen todos los trabajos, justo cuando empiece la operación, tendrá lugar el prerroscado del anillo de elevación. Pieza que se colocará definitivamente en la siguiente operación.
Piezas que se montan en esta operación
Designación de la pieza Cantidad CSC 1 Tornillo para fijación CSC 2 Racor de reniflard montado 1
970
Espárrago motor 1
M
Montaje tapón de vaciado, espárrago light-off, anillo elevación,
70
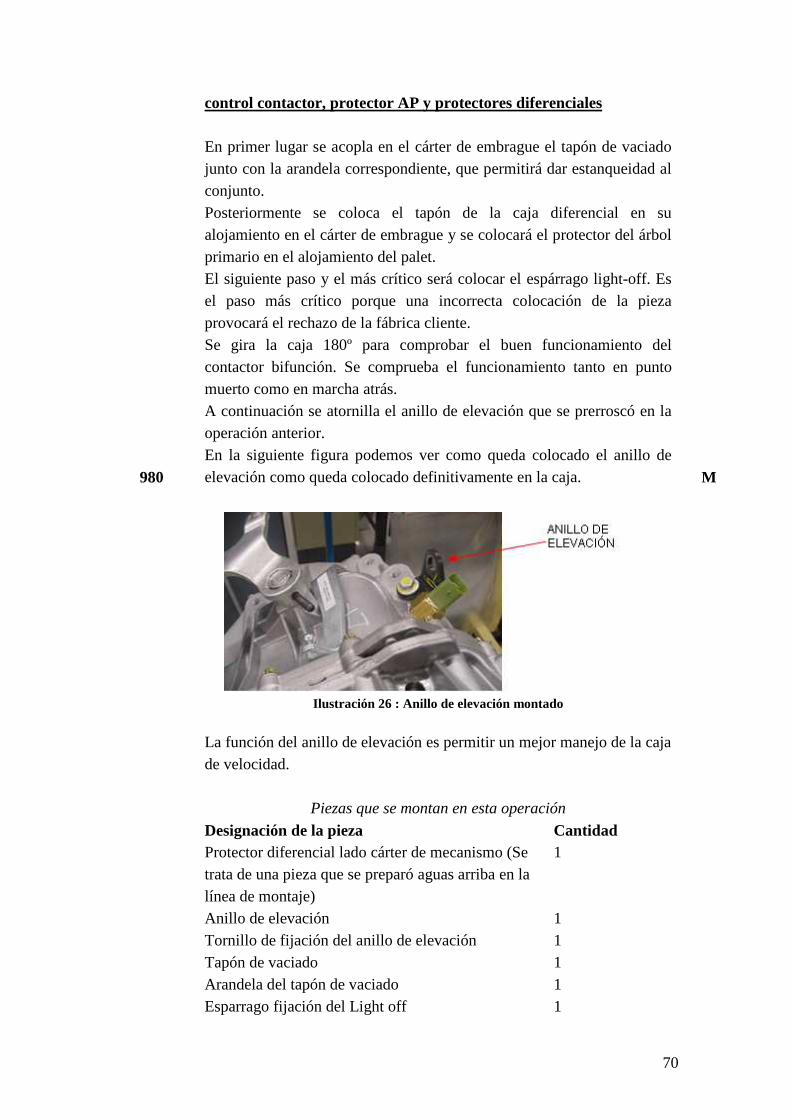
control contactor, protector AP y protectores diferenciales En primer lugar se acopla en el cárter de embrague el tapón de vaciado junto con la arandela correspondiente, que permitirá dar estanqueidad al conjunto. Posteriormente se coloca el tapón de la caja diferencial en su alojamiento en el cárter de embrague y se colocará el protector del árbol primario en el alojamiento del palet. El siguiente paso y el más crítico será colocar el espárrago light-off. Es el paso más crítico porque una incorrecta colocación de la pieza provocará el rechazo de la fábrica cliente. Se gira la caja 180º para comprobar el buen funcionamiento del contactor bifunción. Se comprueba el funcionamiento tanto en punto muerto como en marcha atrás. A continuación se atornilla el anillo de elevación que se prerroscó en la operación anterior. En la siguiente figura podemos ver como queda colocado el anillo de elevación como queda colocado definitivamente en la caja.
Ilustración 26 : Anillo de elevación montado
La función del anillo de elevación es permitir un mejor manejo de la caja de velocidad.
Piezas que se montan en esta operación
Designación de la pieza Cantidad Protector diferencial lado cárter de mecanismo (Se trata de una pieza que se preparó aguas arriba en la línea de montaje)
1
Anillo de elevación 1 Tornillo de fijación del anillo de elevación 1 Tapón de vaciado 1 Arandela del tapón de vaciado 1
980
Esparrago fijación del Light off 1
M
71
Aplicación anticorit y apriete del tapón de vaciado En esta operación se aplica a la caja un aceite de protección BOD “Anti-corit”. Este aceite se aplica a la caja de velocidad para evitar la corrosión y degradación y permite el desagüe de fluidos, ya que cuando el disolvente que lo forma se evapora forma una suave película en la caja. Posteriormente se apretará el tapón de vaciado que se acopló en el cárter de embrague en la operación anterior.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
985
Aceite de protección “anti-corit” 1
A
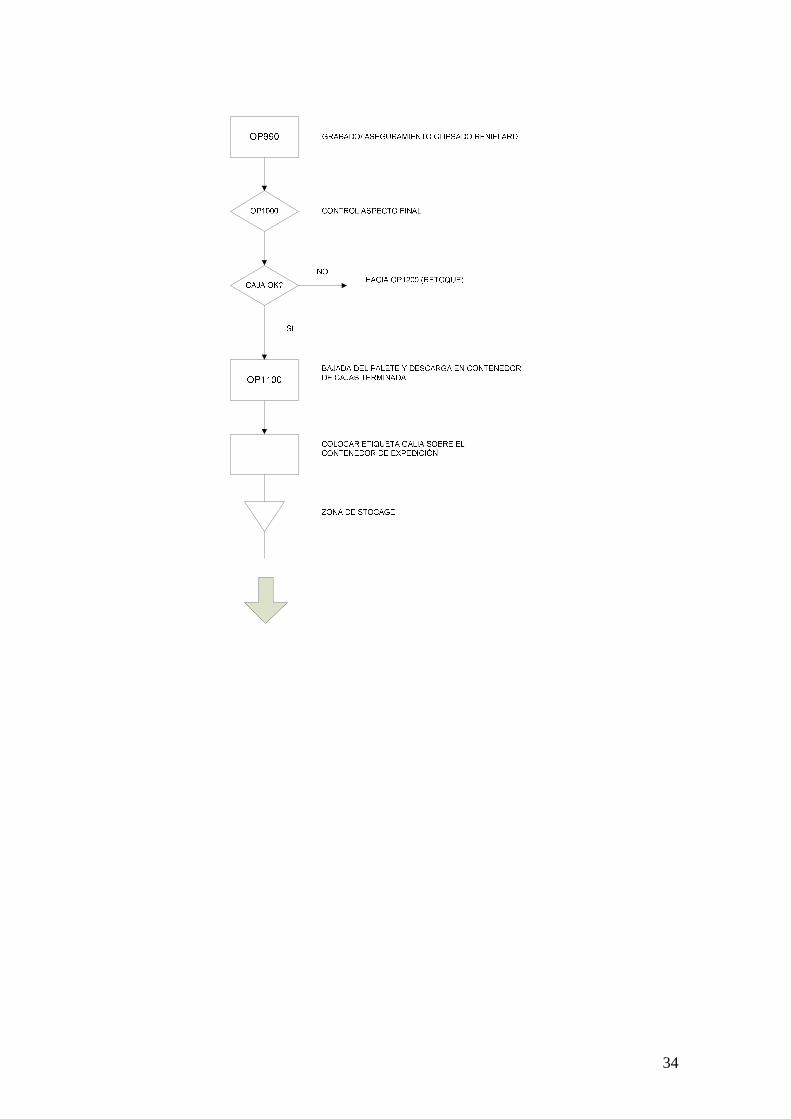
Grabado y aseguramiento de clipsado del reniflard Es una operación de inspección en la cual se verificará la correcta colocación del reniflard (pieza colocada en la operación 970) en el cárter de embrague. Como se comentó anteriormente es muy importante la correcta colocación de ésta pieza, puesto que una mala posición de la misma puede dar lugar al gripado de la caja de velocidad.
Piezas que se montan en ésta operación
Designación de la pieza Cantidad
990
------ ------
A
Control de aspecto final Se trata de una operación automática donde se controla el aspecto final de la caja (como ha quedado exteriormente una vez terminado el montaje). En el caso de que pase el control la caja se dirigirá a la operación 1100. En caso contrario lo hará a la operación 1050, en la cual se marca como caja con cartón rojo para posteriormente tras la designación de cartón rojo dirigirse a la operación 1200, que corresponde a la parte de retoque de la línea.
Piezas que se montan en esta operación
Designación de la pieza Cantidad
1000
------- ------
A
Bajada de palet y descarga en el contenedor de cajas terminadas Esta es la última operación de la cadena de montaje de la caja.
72
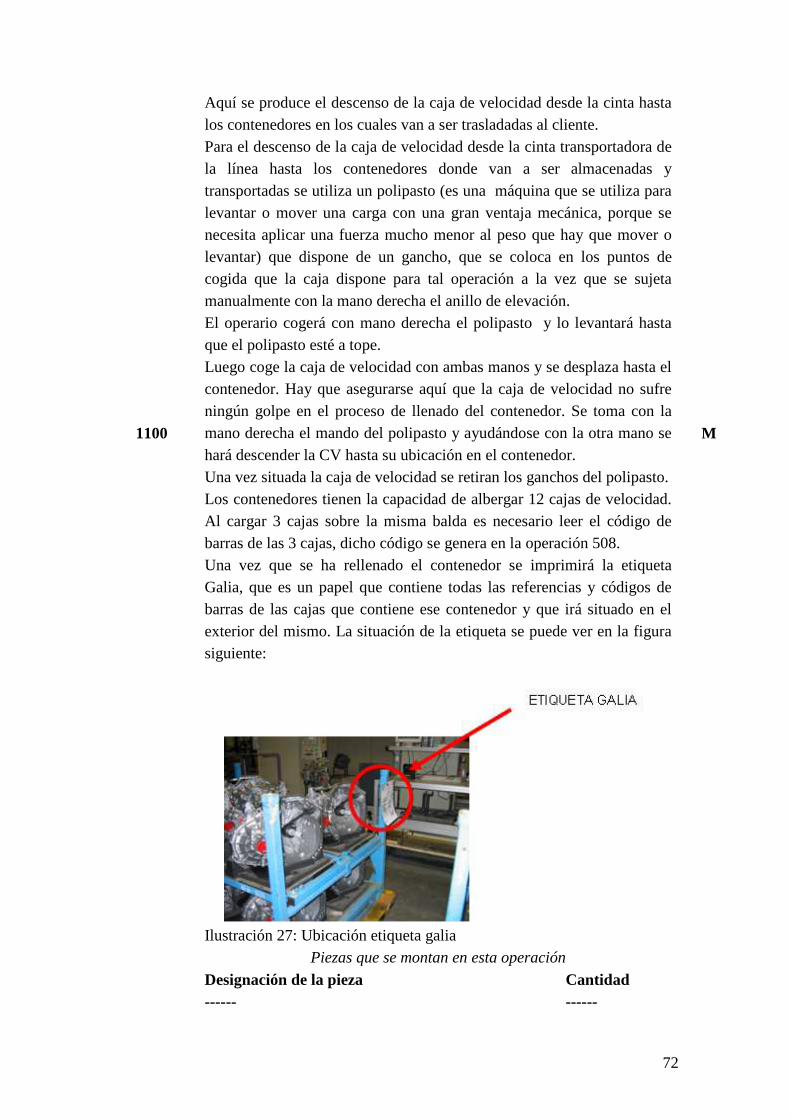
Aquí se produce el descenso de la caja de velocidad desde la cinta hasta los contenedores en los cuales van a ser trasladadas al cliente. Para el descenso de la caja de velocidad desde la cinta transportadora de la línea hasta los contenedores donde van a ser almacenadas y transportadas se utiliza un polipasto (es una máquina que se utiliza para levantar o mover una carga con una gran ventaja mecánica, porque se necesita aplicar una fuerza mucho menor al peso que hay que mover o levantar) que dispone de un gancho, que se coloca en los puntos de cogida que la caja dispone para tal operación a la vez que se sujeta manualmente con la mano derecha el anillo de elevación. El operario cogerá con mano derecha el polipasto y lo levantará hasta que el polipasto esté a tope. Luego coge la caja de velocidad con ambas manos y se desplaza hasta el contenedor. Hay que asegurarse aquí que la caja de velocidad no sufre ningún golpe en el proceso de llenado del contenedor. Se toma con la mano derecha el mando del polipasto y ayudándose con la otra mano se hará descender la CV hasta su ubicación en el contenedor. Una vez situada la caja de velocidad se retiran los ganchos del polipasto. Los contenedores tienen la capacidad de albergar 12 cajas de velocidad. Al cargar 3 cajas sobre la misma balda es necesario leer el código de barras de las 3 cajas, dicho código se genera en la operación 508. Una vez que se ha rellenado el contenedor se imprimirá la etiqueta Galia, que es un papel que contiene todas las referencias y códigos de barras de las cajas que contiene ese contenedor y que irá situado en el exterior del mismo. La situación de la etiqueta se puede ver en la figura siguiente:
Ilustración 27: Ubicación etiqueta galia
Piezas que se montan en esta operación
Designación de la pieza Cantidad
1100
------ ------
M

73