AMEF - FMEA
40
1 ANÁLISIS MODO EFECTO DE FALLAS (AMEF) FAILURE MODE EFFECT ANALYSIS (FMEA) Prof. Germán Crespo F.
-
Upload
hernando-guerrero -
Category
Documents
-
view
344 -
download
5
description
Analisis Modo Efecto de Falla
Transcript of AMEF - FMEA
1
ANÁLISIS MODO EFECTO DE FALLAS (AMEF)
FAILURE MODE EFFECT ANALYSIS (FMEA)
Prof. Germán Crespo F.
2
1.- INTRODUCCIÓN: El concepto del riesgo y su evaluación. Métodos para la
cuantificación y reducción del riesgo: HAZOP, Inspección Basada en Riesgo (IBR),
AMEF (FMEA).
2.- ANÁLISIS MODO EFECTO DE FALLA: Historia y Antecedentes en la Industria
Automotriz. Qué es un AMEF?. Metodología y proceso del AMEF aplicado al Diseño,
Manufactura y Operación.
3.- IDENTIFICACIÓN DE FUNCIONES Y MODOS DE FALLA: El inicio del
AMEF como proceso; identificación de funciones de sistemas, equipos o elementos;
modos de falla: total, parcial, intermitente, progresiva, sobrefunción.
4.- EFECTOS: El procedimiento para consecuencias potenciales; evaluación y
cuantificación de las consecuencias según su severidad.
5.- CAUSAS Y ANÁLISIS DE FALLA: Identificación positiva de las causas que
producen los modos de falla; causa técnica y causa raíz; procesos de análisis de fallas.
6.- OCURRENCIA: Frecuencia y probabilidad de ocurrencia de un modo de falla;
cuantificación de la ocurrencia. Histograma de fallas.
7.- DETECCIÓN: Evaluación y cuantificación de los sistemas de detección de los
modos de falla. Aplicación de técnicas conexas (HAZOP).
8.- INDICE DE PRIORIDAD DE RIESGO: Evaluación cuantitativa del riesgo para
un modo de falla en particular, en función de las consecuencias y del sistema actual de
detección. Mapas.
9.- FORMATOS AMEF.
10.- ACCIONES CORRECTIVAS.
3
1.- INTRODUCCIÓN
La automatización y masificación de los procesos productivos y la continua expansión
de los procesos industriales con la incorporación de nuevas tecnologías, lleva consigo
un aumento en la probabilidad de fallas en los sistemas, equipos y componentes que no
llevan consigo a la Ingeniería de Riesgos como parte integrante de su diseño,
manufactura y operación.
Un porcentaje de fallas se ha presentado siempre y se seguirán presentando dado que la
meta de cero defectos, cero fallas y cero accidentes es una meta a la que podemos
acercarnos asintóticamente pero nunca alcanzar. Desde hace varias décadas se ha
entendido que el riesgo involucrado en estas fallas puede cuantificarse y que es
preferible mantener el control sobre las con secuencias que actuar sólo cuando una falla
se presenta. El resultado es una disminución de costos y un incremento en la
productividad con una mejor “calidad de vida” en el trabajo.
Existen técnicas ya desarrolladas para la evaluación de riesgos que permiten a los
diseñadores, fabricantes y operadores actuar en consecuencia tanto para minimizarlas
como para controlar las consecuencias y que éstas no se traduzcan en pérdidas
económicas para el sistema productivo.
1.1 El HAZOP: Hazard and operability studies
Una de las técnicas más útiles en el análisis de riesgos y que es componente vital en las
demás metodologías es el llamado Análisis de Riesgo en Operación (HAZOP) que no
sólo aplica a las plantas ya activas sino que se utiliza durante el proceso de la Ingeniería
sea ésta Conceptual, Básica o de Detalle. La técnica puede explicarse con en muy poco
tiempo pero su aplicación requiere de una gran cantidad de horas-hombre y la
conformación de equipos multidisciplinarios coordinados por un especialista que, por lo
general y en forma deseable, no es parte de la empresa.
La técnica del HAZOP comprende tres etapas básicas: Diagnóstico, Evaluación y Toma
de Decisiones:
1.1.1.-Diagnóstico:
En esta etapa, se selecciona uno de las áreas de una determinada planta y se involucra al
personal que tiene relación con lo que allí se realiza. Luego de una presentación y
entendimiento de cuál es el objeto de dicha área y de los equipos y sistemas que la
integran, se inicia un proceso con la repetición de una sola y simple pregunta: Qué
pasaría si…? La respuesta nos dará todas las posibles consecuencias y efectos que
pueden presentarse durante la operación.
Algunas preguntas de ejemplo serían las siguientes:
4
- Qué pasaría si esa válvula no cierra?.
- Qué pasaría si al camión se le van los frenos mientras descarga el producto?.
- Que pasaría si hay un corte de luz en esta zona?
- Qué pasaría si ese tubo se perfora o se rompe?.
- Que pasaría si ese detector no actúa?.
1.1.2.- Evaluación:
Agotadas la etapa de diagnóstico donde se cree que no se puede repetir la pregunta a
algo más y luego de ordenar las respuestas por familias según los equipos y la severidad
de las consecuencias, se procede a la segunda etapa que consiste en responder a otra
simple pregunta: Qué habría que hacer para evitar que eso ocurra?
Siguiendo las preguntas ejemplo dadas más arriba, las respuestas pudieran ser:
- Colocar doble válvula; ordenar la apertura de un by pass, apagar tal bomba.
- Colocar topes de hierro empotrados al piso; anclar el camión mientras se descarga.
- Instalar un sistema de emergencia tipo UPS.
- Colocar una camisa; reinstalar el tubo por la parte exterior de la planta, colocar un
sensor de fugas.
1.1.3.- Toma de decisiones:
Sabiendo lo que pudiera hacerse para evitar la falla y sus consecuencias, se pasa a la
evaluación cuantitativa que generalmente es económica y que contrapone dos preguntas:
Cuál es el costo de hacer lo que se sugiere para evitar la falla y sus consecuencia? y
Cuál es el costo de la consecuencia por dejar que ocurra la falla?
Obviamente la cuantificación de una pérdida humana es técnica y éticamente difícil de
cuantificar; sin embargo, para las empresas de seguro esto es necesario para poder
evaluar el monto de las primas. En la mayoría de los casos se puede lograr el equilibrio,
en los casos donde se concluye que a pesar de las acciones preventivas posibles, el
hecho se puede presentar, se procede entonces a elaborar los “planes de emergencia y
contingencia”.
Un HAZOP debe ser completo, consistente, auditable y reusable.
Existen herramientas comerciales (HAZID www.hazid.com ) que facilitan el trabajo de
un HAZOP, por ejemplo, al desarrollar el HAZOP a partir de un diagrama P&ID
Process and Instrumentation Diagram. (Diagrama de procesos).

5
1.2 Inspección Basada en Riesgo (IBR):
Dada la complejidad de las operaciones en instalaciones de procesamiento de
hidrocarburos y productos petroquímicos, resulta necesario crear métodos claros que
guíen hacia un proceso uniforme y efectivo de selección y definición de tareas de
inspección en equipos estáticos y tuberías, basados en la gerencia del riesgo. El
propósito de este procedimiento es proveer lineamientos fundamentales y elementos
básicos para llevar a cabo en forma consistente y eficiente programas de Inspección
Basada en Riesgo (IBR) en equipos estáticos y tuberías de instalaciones petroleras y
petroquímicas de. A lo largo del procedimiento se hace referencia a otros documentos
donde se especifican detalles de la metodología. No se pretende describir en detalle en
este curso la metodología de Inspección Basada en Riesgo (IBR), pero si deben
enumerarse los aspectos más resaltantes:
• Conocer los conceptos y principios fundamentales de Inspección Basada en Riesgo
(IBR) para la gerencia del riesgo en equipos estáticos y tuberías.
• Planificación de un programa de Inspección Basada en Riesgo (IBR).
• Recopilación de datos necesarios e información requerida.
• Identificación de mecanismos de deterioro y modos de falla.
• Estimación de la probabilidad de falla.
• Estimación de la consecuencia de falla.
• Estimación del riesgo. Actividades de inspección para la gerencia del riesgo. Y
Actualización del riesgo
• Roles, responsabilidades, entrenamiento y calificaciones
• Documentación y manejo de resultados.
Con este procedimiento se pretende obtener lineamientos claros y sencillos de la
metodología de Inspección Basada en Riesgo (IBR), que permita al usuario generar:
• Una jerarquización del riesgo de todos los equipos evaluados.
• Una descripción detallada del plan de inspección a ser empleado en cada equipo
incluyendo: método(s) de inspección que debería(n) ser empleado(s), extensión de la
aplicación Porcentaje de área, longitud, lugar, etc.), tiempo entre aplicación de cada
inspección.
• Gerencia del riesgo alcanzado a través de la implementación del plan.
• Una descripción de las actividades utilizadas para mitigar el riesgo (tales como
reparaciones, reemplazos, equipos de seguridad, etc.).
• Una estimación de los niveles de riesgo esperados en todos los equipos en el futuro
una vez que el plan de inspección y las actividades de mitigación han sido
implementadas.

6
Los beneficios de la aplicación de una forma sistemática y con criterios homologados de
los programas de Inspección Basada en Riesgo (IBR) en diferentes plantas pueden
resumirse como:
• Mejora de la eficiencia de los procesos debido a la prevención de fallas (pérdida de la
función contenedora) de equipos estáticos y tuberías.
• Reducción de costos de reparación no programados producidos por fallas de equipos
estáticos y tuberías.
• Reducción de la exposición al riesgo del personal con la disminución del número de
fallas de equipos.
• Amplio acceso corporativo a la información producida por los programas de
Inspección Basada en Riesgo (IBR), a través de una base de datos típicos de equipos
estáticos y tuberías de uso común en las instalaciones de procesamiento de
hidrocarburos y petroquímicas, incluyendo modos de falla, mecanismos de degradación,
probabilidad y consecuencia de falla, niveles de riesgo, actividades de inspección, etc.
• Desarrollo de una memoria técnica de operaciones y mantenimiento en instalaciones /
sistemas / equipos.
• Planificación proactiva de las actividades de inspección de equipos estáticos y tuberías
con base a los resultados de los análisis de riesgo.
• Posibilidad de dedicar y enfocar esfuerzos en la optimización de actividades y tareas
de inspección.
• Mejora de la moral en el personal de la empresa.
Como se mencionó antes, la Inspección Basada en Riesgo (IBR) es una metodología
para evaluar y manejar el riesgo, la cual esta enfocada en la evaluación de la función
contenedora de equipos estáticos presurizados en instalaciones debido al deterioro de los
materiales de fabricación. El riesgo es manejado fundamentalmente a través de dos
importantes aspectos: actividades de inspección de los equipos y sistemas de mitigación
de consecuencias.
En el enfoque de IBR, para definir el riesgo se usa una combinación de la probabilidad
de que algún evento ocurra y la consecuencia de este evento (Riesgo = Probabilidad de
Falla × Consecuencias de la Falla). El objetivo principal de la metodología de IBR es
desarrollar planes de inspección de equipos estáticos que consideren el riesgo, y su
aplicación se limita específicamente a: recipientes a presión, tuberías de proceso,
calderas, hornos, intercambiadores de calor, tanques de almacenamiento, equipos
presurizados, y los componentes que contienen la presión en algunos equipos rotativos
(carcazas y cabezales). Los planes de inspección desarrollados mediante la metodología
IBR resaltan el riesgo de los equipos desde el punto de vista de seguridad, higiene y
ambiente (SHA) y también desde una perspectiva económica. El riesgo total es
presentado en una matriz de riesgo, donde los equipos se clasifican en grupos de riesgo
(desde bajo hasta alto riesgo) dependiendo de la probabilidad de falla y la consecuencia,
7
considerando sólo la función contenedora de los mismos. Junto a la matriz de riesgo, se
especifican acciones para mitigar el riesgo, no sin antes verificar que estas sean
efectivas desde el punto de vista de costos; para lograr esto se realizan análisis costo-
riesgo-beneficio antes de implementar estas recomendaciones. Por lo general, estos
planes generan una reducción del riesgo una vez que las acciones son ejecutadas.
En la actualidad a nivel internacional existen dos frentes de trabajo en la metodología
IBR. El primer frente es coordinado por el Grupo de Trabajo de Inspección Basada en
Riesgo (IBR) del Comité de Equipos de Refinerías de la American Petroleum Institute
(API), mientras que el segundo lo coordinada el denominado Grupo de Usuarios de la
Metodología IBR de API.
El Grupo de Trabajo de Inspección Basada en Riesgo (IBR) del Comité de Equipos de
Refinerías del API (Task Group on Recommended Practice 580 Risk-Based Inspection)
es el encargado de la preparación de la práctica recomendada para la aplicación de IBR,
la cual se identificó como API RP 580. La práctica recomendada API RP 580 tiene un
carácter general y se está preparando para dar a los usuarios los elementos básicos para
desarrollar un programa de aplicación de IBR; en ella se utiliza un enfoque propio y
seleccionado por el usuario de acuerdo a sus necesidades y el nivel de detalles
requerido. Los principios y conceptos plasmados en este documento para manejar y
considerar el riesgo son universalmente aplicables, aunque el mismo se desarrolla para
ser utilizado en la industria petrolera y química, pudiendo ser aplicados sin ningún
software o documento base en particular.
Además de la práctica recomendada de IBR API RP 580, el denominado Grupo de
Usuarios de Inspección Basada en Riesgo (IBR) de API ha desarrollado, otro
documento y un software para aplicar esta metodología en la industria petrolera y
petroquímica. Este documento publicado denominado API PD 581, describe en detalle
el enfoque específico que ha dado API a la aplicación de IBR en esta industria, y el
mismo se desarrolló junto al software API RBI, a través de un proyecto patrocinado por
un grupo de empresas del área petrolera y petroquímica. Esta publicación se generó a
través del documento investigación base de IBR (BRD del inglés “Base Resource
Document”), el cual fue escrito para describir todo el basamento técnico que soporta el
enfoque de IBR que utiliza API, incluyendo mecanismos de degradación, cálculo de la
probabilidad de falla de los equipos estáticos, estimación de las consecuencias de estas
fallas, etc..
Como Fuentes de información para IBR pueden citarse_
1. American Petroleum Institute (API), “Risk Based Inspection”, API Recommended
Practice 580, Draft # 6, First Edition, August 2001.
8
2. American Petroleum Institute (API), “Base Resource Document on Risk Based
Inspection”, API Publication 581, 2001.
3. American Petroleum Institute (API), “Risk Based Inspection Software”, Version
3.2.5, 2001.
4. Det Norske Veritas, “Risk Based Inspection Training Course Materials”. American
Petroleum Institute. Houston, Texas, U.S.A., 2001.
5. American Petroleum Institute (API), “Pressure Vessel Inspection Code – Inspection,
Repair, Alteration, and Rerating”, API Inspection Code 510.
6. American Petroleum Institute (API), Tank Inspection, Repair, Alteration, and
Reconstruction API Std. 653.
7. American Petroleum Institute (API), “Piping Inspection Code – Inspection, Repair,
Alteration, and Rerating of In-service Piping Systems”, API Inspection Code 570.
8. American Petroleum Institute (API), “Fitness-For-Service”, API Recommended
Practice 579, First Edition, March 2000.
9. Offshore Reliability Data. OREDA Participants, OREDA-92, distributed by DNV
Technica, prepared for E&P Forum, 1992.
10. American Institute of Chemical Engineers / Center For Chemical Process Safety,
“Guidelines for Chemical Process Quantitative Risk Analysis”.
11. “APT-Inspection Software”, Version 1.6, Asset Performance Tools, The
Woodhouse Partnership Ltd., July 2000.
1.3 Análisis Modo Efecto de Fallas (AMEF):
Basado en los mismos principio que el IBR y con apoyo en técnicas tales como el
HAZOP, el AMEF se ha convertido en el método universal que aplica a cualquier tipo
de industria o proceso y abarcando el diseño, la manufactura y la operación.
9
2.- ANÁLISIS MODO EFECTO DE FALLA
(AMEF)
El Análisis Modo Efecto de Falla (AMEF) es un proceso sistemático, continuo y
permanente cuyo objetivo es recomendar las acciones a tomar durante el diseño, la
manufactura o la operación para reducir riesgos, los costos asociados a las fallas e
incrementar la satisfacción del cliente.
HISTORIA:
La disciplina del Análisis Modo Efecto de Falla (AMEF o FMEA en inglés) fue
desarrollada por al armada de los Estados Unidos. El procedimiento o especificación
inicial fue publicado bajo el código MIL-P-1629, en fecha 09 de Noviembre de 1949,
con el título “Procedimientos para desarrollar un análisis crítico del modo efecto de
falla”. Fue utilizado como una técnica confiable de evaluación para determinar el efecto
de las fallas en sistemas y equipos. Las fallas fueron clasificadas de acuerdo a su
impacto sobre el éxito de las misiones y la seguridad del personal y los equipos. Los
términos “personal” y “equipos”, tomados directamente del resumen de la norma MIL-
STD-1629, es notable. El concepto que “personal” y equipo” son términos
intercambiables no aplican en el contexto moderno de la manufactura de producción de
bienes de consumo. Los fabricantes de bienes de consumo establecieron un nuevo set de
prioridades, incluyendo satisfacción del cliente y seguridad. Como resultado de lo
anterior, las herramientas para la evaluación del riesgo del AMEF son algo anticuadas.
Las normas MIL no las han actualizado desde entonces.
En 1988, la Organización Internacional de Normalización ISO, publicó la famosa serie
de normas para la gerencia de negocios ISO9000. Los requerimientos de ISO9000
presionan a las organizaciones para desarrollar Sistemas de Gerencia de Calidad (o
Aseguramiento de Calidad) que idealmente se concentran en las necesidades,
requerimientos y expectativas de los clientes. Las normas QS9000 son las análogas de
las ISO9000 aplicadas a la industria automotriz. Un equipo de trabajo representado por
Chrysler Corporation, Ford Motor Company y la General Motros Corporation
desarrollaron las QS9000 en un esfuerzo por estandarizar los sistemas de calidad de los
proveedores. De acuerdo con las QS9000, los proveedores de partes automotrices deben
utilizar la Planificación Avanzada de Calidad del Producto (APQP) incluyendo AMEF
para diseño y producción y desarrollar, además un Plan de Control.
10
Las normas para APQP proveen un método estructurado para definir y establecer los
pasos necesarios para asegurar que un producto satisface los requerimientos de los
clientes. El Plan de Control ayuda en la manufactura de productos de calidad en
concordancia con los requerimientos del cliente según QS9000. Se hace énfasis en
minimizar las variaciones en los procesos y en los productos. Un Plan de Control provee
una aproximación estructurada para el diseño, selección e implementación de métodos
de control de valor agregado para el sistema total. Según QS9000, los proveedores de
partes automotrices deben utilizar AMEF en el proceso de Planificación Avanzada de
Calidad y en el desarrollo de sus Planes de Control.
El Grupo Automotriz de Acción Industrial (AIAG) y la Sociedad Americana para el
Control de Calidad (ASQC) registraron en 1993, los derechos de autor sobre la normas
para AMEF aplicada en la industria, equivalente técnico del procedimiento de la
Sociedad de Ingenieros Automotrices SAE J-1739. Las normas son presentadas en un
Manual de AMEF aprobado y respaldado por los tres fabricantes de autos. Este manual
proporciona lineamientos para preparar un AMEF.
El contenido de este curso está dedicado a dar a conocer ls fundamentos y
procedimientos para realizar un AMEF y superar algunas deficiencias, tal como se
utiliza en la industria automotriz de USA.
QUÉ ES UN AMEF?:
Un AMEF es comúnmente definido como “un proceso sistemático para identificar
potenciales fallas en el diseño y fabricación antes que ocurran, con la intención de
eliminarlas o minimizar el riesgo asociado a ellas”
GLOSARIO Y ABREVIATURAS:
Causa: Una Causa es el medio por el cual un elemento particular del
diseño o de la fabricación resulta en un Modo de Falla.
Características
Críticas:
Las Características Críticas son Características Especiales
definidas por Ford Motor Company que afectan la seguridad del
clilente o pueden resultar en un incumplimiento de las
regulaciones gubernamentales y por lo tanto, requiere de controles
especiales para asegurar el 100% de cumplimiento.
Criticidad o nivel El nivel de criticidad es el producto matemático de la Severidad
11
de crítico: (S) y el nivel de Ocurrencia (O). Criticidad = (S) × (O). Este
número es utilizado para ubicar en prioridad a los items que
requieren un plan adicional de calidad.
Controles
Vigentes:
Los Controles Vigentes (para diseño y fabricación) son los
mecanismos de prevención de las Causas de los Modos de Falla
desde su origen o los que alcancen al Cliente
Cliente: Los Clientes son departamentos internos o externos, personas y
procesos que serían afectados por una falla del producto.c
Detección: La Detección es una evaluación de la probabilidad que un Control
Vigente (para diseño o fabricación) detecte la Causa de un Modo
de Falla o el Modo de Falla en sí mismo, previniéndolo o
alertándolo antes que alcance al Cliente.
Efecto: Un Efecto es una consecuencia adversa que el Cliente puede
experimentar. El Cliente puede ser la próxima operación, una
posterior operación o el usuario final.
Modo de Falla: Los Modos de Falla son descritos algunas veces como categorías
de falla. Un Modo de Falla potencial describe el camino por el
cual un producto o proceso pudiera no cumplir la función deseada
(intención del diseño o requerimientos de actuación) tal como se
estableció en las necesidades, especificaciones y expectativas los
Clientes externos e internos.
Elementos del
AMEF:
Los elementos del AMEF son identificados y analizados en el
proceso del AMEF. Ejemplos comunes son Funciones, Modo de
Fallas, Causas, Efectos, Controles y Acciones. Son los que
encabezan las columnas de los formatos.
Función: Una Función puede ser cualquier capacidad de un producto o
procesos para cumplir con un propósito. En lenguaje técnico es lo
que se denomina especificaciones de ingeniería.
Occurrencia: La Ocurrencia es una evaluación de la probabilidad que suceda
una Causa en particular y resulte en un Modo de Falla durante la
vida útil de un producto.
Número de
Prioridad de
Riesgo:
El Número de Prioridad de Riesgo (RPN) es un producto
matemático de los niveles numéricos de la Severidad (S),
Ocurrencia (O) y Detección (D). RPN = (S) x (O) x (D). Este
12
número es utilizado para ubicar en prioridad un item que requiere
una planificación adicional de calidad.
Severidad: Severidad es una evaluación de cuan perjudicial es sobre el
Cliente el Efecto de un Modo de Falla Potencial.
Características
Significativas:
Características Significativas son Características Especiales
definidas por Ford Motor Company como aquéllas que afectan
significativamente la satisfacción del cliente y requieren
planificación de la calidad para asegurar niveles de aceptables de
capacidad.
Características de
Procesos
Especiales:
Las Características de Procesos Especiales son características de
procesos para los cuales la variación debe ser controlada dentro de
cierto rango preestablecido para asegurar que la variación en un
Producto de Características Especiales es mantenida en el rango
durante la fabricación y ensamblaje.
Producto de
Características
Especiales:
Son productos para los cuales una variación razonablemente
anticipada puede afectar significativamente la seguridad del
producto o el cumplimiento de normas gubernamentales o la
satisfacción del cliente
Abreviaturas:
A continuación se presentan las abreviaturas y códigos más empleados al tratar sobre
AMEF. Se mantendrán las siglas en Inglés en los casos que aplique por ser de mayor
uso y mejor entendimiento en cualquier idioma.
8-D Solución de Problemas de 8 disciplinas.
AIAG Automotive Industry Action Group
APQP Advanced Product Quality Planning
ASQC American Society for Quality Control
DOE Design of Experiments
13
FMEA Potential Failure Mode and Effects Analysis
(AMEF)
FTA Fault Tree Analysis
ISO International Organization for Standardization
QFD Quality Function Deployment
QOS Quality Operating System
RFTA Reverse Fault Tree Analysis
RPN Risk Priority Number
SPC Statistical Process Control
METODOLOGÍA DEL AMEF:
El AMEF es una parte integral del Sistema de Aseguramiento de Calidad según QS9000
o ISO9000. En la Figura 1 se ilustra el papel del AMEF en un sistema de calidad típico.
Como se observa, el AMEF no sólo se concentra en la prevención de los problemas,
sino en la solución de los existentes y en la elaboración de los planes de calidad
avanzados para cualquier diseño o fabricación de una empresa.

14
Figura 1. El papel del AMEF en un Sistema de Calidad.
Se mostrarán las principales técnicas y procedimientos de aplicación del AMEF para
Diseño y Fabricación. Los formatos que se presentan deben adaptarse a las necesidades
de cada empresa en particular y pueden ser agregados otros rubros que faciliten su uso y
su comprensión.
Es importante destacar que no debe pensarse en el AMEF como un departamento de la
empresa, sino como un proceso permanente donde están involucrados todos los actores
y tiene relación directa con la filosofía del Mantenimiento Productivo Total. Puede lucir
(y de hecho lo es en algunos casos) un proceso engorroso y costoso, pero a la larga
conducirá a beneficios incalculables para la empresa donde se aplica.
En la Figura 2 se muestra esquemáticamente las etapas y elementos de los que consta un
AMEF.
En términos generales, un AMEF consta de los siguientes elementos y/o etapas:
- Identificación de Funciones y Fallas.
- Determinación de Causas.
- Análisis de Fallas.
- Evaluación de Ocurrencia de la falla.

15
- Evaluación de la Severidad de la falla.
- Revisión del método de Detección de la falla.
- Análisis del Efecto. (Procedimiento de consecuencias potenciales)
- Determinación de Características Especiales.
- Evaluación de Riesgos.
- Establecer nivel de criticidad.
- Determinar el Número de Prioridad de Riesgo.
- Toma de acciones para reducir el riesgo.
Figura 2.- Resumen del Proceso de un AMEF.
16
3.- IDENTIFICACIÓN DE FUNCIONES Y FALLAS
Los elementos del AMEF son los componentes de información relacionada entre sí del
cual consta un análisis. Para la identificación de los elementos de un AMEF es
fundamental la aproximación con la situación real que logre el equipo de trabajo.
Aunque el documento final de una AMEF es responsabilidad de un individuo, los datos
y la información provienen de equipos multidisciplinarios. El equipo básico de trabajo
debe consistir de individuos con conocimientos en diseño, manufactura, ensamblaje,
servicio, calidad y confiabilidad. Un Ingeniero, por lo general, lidera el equipo que
realizará el AMEF. Los miembros y el líder pueden variar según los sistemas, productos
y procesos vayan evolucionando
FUNCIONES Y MODOS DE FALLAS:
Una vez que el objetivo del análisis ha sido establecido, el siguiente paso en el proceso
de un AMEF es identificar Funciones. Una función es el propósito para el cual fue
diseñada o seleccionado un producto o proceso que está bajo análisis. Si se trata de un
sistema, las Funciones de los subsistemas deben también ser identificadas. Los Modos
de Falla Potenciales o las categorías de falla pueden entonces ser identificadas
describiendo la forma en la cual el producto o proceso falla. Los Modos de Falla caen en
una de cinco categorías posibles de falla:
- Falla total.
- Falla parcial.
- Falla intermitente.
- Falla antes de tiempo.
- Falla por sobre exigencia o sobre carga de la Función.
Si tomamos como ejemplo una linterna que “debe dar una luz de 3 + 0.5 candelas” y
definimos esto como una Función, pueden identificarse los siguientes modos de falla:
- No da luz.
- La luz es muy tenue.
- La luz parpadea o es errática.
- La luz se apaga o se reduce al poco tiempo.
- La luz es muy brillante.
El propósito de agrupar los Modos de Falla en esos cinco grupos es para ayudar al
equipo de trabajo a identificar todos los posibles Modos de Falla. Si se analizan los
Modos de Falla en esta forma pueden ser reveladas posibles formas de falla inusuales
que pudieran pasar desapercibidas. También puede revelarse una pobre definición de las
Funciones. En el ejemplo anterior, una luz que no se apaga es una falla del producto,
aún cuando la intensidad de luz esté dentro del rango. Esto implica establecer una
17
Función adicional tal como “se apaga por defecto cuando no está en uso”, la cual puede
haber sido omitida cuando las funciones fueron identificadas originalmente. La Función
original debe ser corregida por “debe dar una luz de 3 + 0.5 candelas cuando está
encendida”. Una falla parcial, intermitente, gradual o de sobre exigencia de una Función
puede ser una falla total de otra Función no identificada. El uso de las categorías de
Modos de Falla puede ayudar a describir esas Funciones.
4.- EFECTOS
Luego que las Funciones y Modos de Falla han sido establecidos, el siguiente paso en
el proceso de un AMEF es identificar las consecuencias potenciales cuando se presente
un Modo de Falla. Esto puede canalizarse, por ejemplo, con una tormenta de ideas
dentro del equipo de trabajo, o aplicando analogía, empatía o inversión. Esta etapa
puede tomar algo de tiempo pero debe conducir a hechos observables y, en general,
cuantificables.
Una vez identificadas las consecuencias, éstas deben ser ubicadas dentro del modelo
AMEF como Efectos. En el modelo AMEF, se asume que los Modos Efectos de Falla
siempre ocurren cuando se presenta el Modo de Falla; el hecho que un Modo de Falla
resultará en un Efecto no admite alguna representación probabilística. El Procedimiento
para Consecuencias Potenciales se aplica para tener en cuenta consecuencias remotas o
improbables. El Procedimiento explícitamente asocia Efectos con las circunstancias
bajo las cuales ellos ocurren a través de la identificación de Modos de Falla adicionales.
EL PROCEDIMIENTO PARA CONSECUENCIAS POTENCIALES:
Comenzamos con un Modo de Falla que podemos denominar MF-1 y una lista de todas
las potenciales consecuencias.
Separamos las consecuencias que podemos asumir ocurrirán cada vez que el Modo de
Falla MF-1 ocurra. Identifique a esas consecuencias como Efectos del MF-1.
Escriba Modos de Falla adicionales por las consecuencias remanentes en la lista anterior
(consecuencias que pudieran resultar cuando el MF-1 ocurre, dependiendo de las
circunstancias bajo las cuales el MF-1 ocurrió).
Los nuevos Modos de Falla implican que consecuencias improbables pueden resultar si
se incluyen las condiciones o circunstancias bajo las cuales ellos ocurren.
Separamos las consecuencias que podemos asumir ocurrirán cada vez que el Modo de
Falla adiciones y sus circunstancias especiales ocurran. Identificamos esas
consecuencias como Efectos del Modo de Falla Adicional.
18
Veamos un ejemplo que puede ilustrar el Procedimiento para Consecuencias
Potenciales. Durante una tormenta de ideas para determinar los Efectos, el equipo puede
tender a identificar consecuencias muy severas y las circunstancias improbables bajo las
cuales ocurren. Cuando analizamos el caso de la linterna, un miembro del equipo puede
observar que el bombillo puede quemarse prematuramente cuando se usa como “flash”,
dando como resultado que el usuario la moverse en la oscuridad se caiga y se haga daño.
Otro miembro del team puede observar que una variación en la presión atmosférica
puede causar la explosión del bombillo durante un examen de ojos y se produzca un
daño. En una tormenta de ideas es de esperar que a alguien se le ocurran ideas extrañas
como éstas. En vez de anotar un nuevo Modo de Falla para cada situación inverosímil,
estos eventos pudieran ser agrupados dentro de una categoría de Efectos muy amplia tal
como “daño personal o muerte”.
En última instancia, los Efectos están categorizados en uno de diez grupos según su
Severidad. Resulta muy ventajoso escribir Modos de Falla que incluyen todos los
Efectos en una clasificación por Severidad, tal como “Fallas al proporcionar 3 + 0,5
candelas de luz bajo condiciones críticas”. Toda falla de un producto que conduzca a un
daño personal o la muerte está automáticamente incluida; no es necesario intentar
identificar todas las circunstancias bajo las cuales el daño o la muerte se pueden
producir. La razón para esta conveniencia es que la probabilidad de falla bajo cualquier
condición crítica debe ser convertida en un factor dentro de la rata de Ocurrencia.
Ahora que las consecuencias improbables de daño o muerte están representadas por sus
propios Modo de Falla, los Efectos serán analizados por separado, independientemente
del Modo de Falla original “Fallas al proveer 3 + 0,5 candelas cuando la luz está
encendida”. El Modo Original de falla debe ser modificado así: “Fallas al proveer 3 +
0,5 candelas de luz bajo condiciones normales”, lo cual implica que los Efectos pueden
ser más severos bajo diferentes circunstancias. El Procedimiento para Consecuencias
Potenciales se utiliza en combinación con una definición modificada de Ocurrencia para
representar los Efectos que no siempre se producen cuando la Causa de la Falla ocurre.
El Procedimiento para Consecuencias Potenciales y la redefinición de Ocurrencia se
presentan como una mejora sobre la relación Causa-Efecto en los modelos existentes de
AMEF.
SEVERIDAD:
El primer paso para analizar el riesgo es cuantificar la Severidad de los Efectos. Los
Efectos se cuantifican en una escala del 1 al 10, siendo el nivel 10 el más severo. El
equipo debe llegar a un acuerdo sobre un criterio de evaluación consistente y un sistema
de clasificación sensible. Existen dos sistemas de clasificaciones, una para Diseño y otra
para Procesos. En las siguientes Tablas, se muestran estas clasificaciones según las
normas de la AIAG.
19
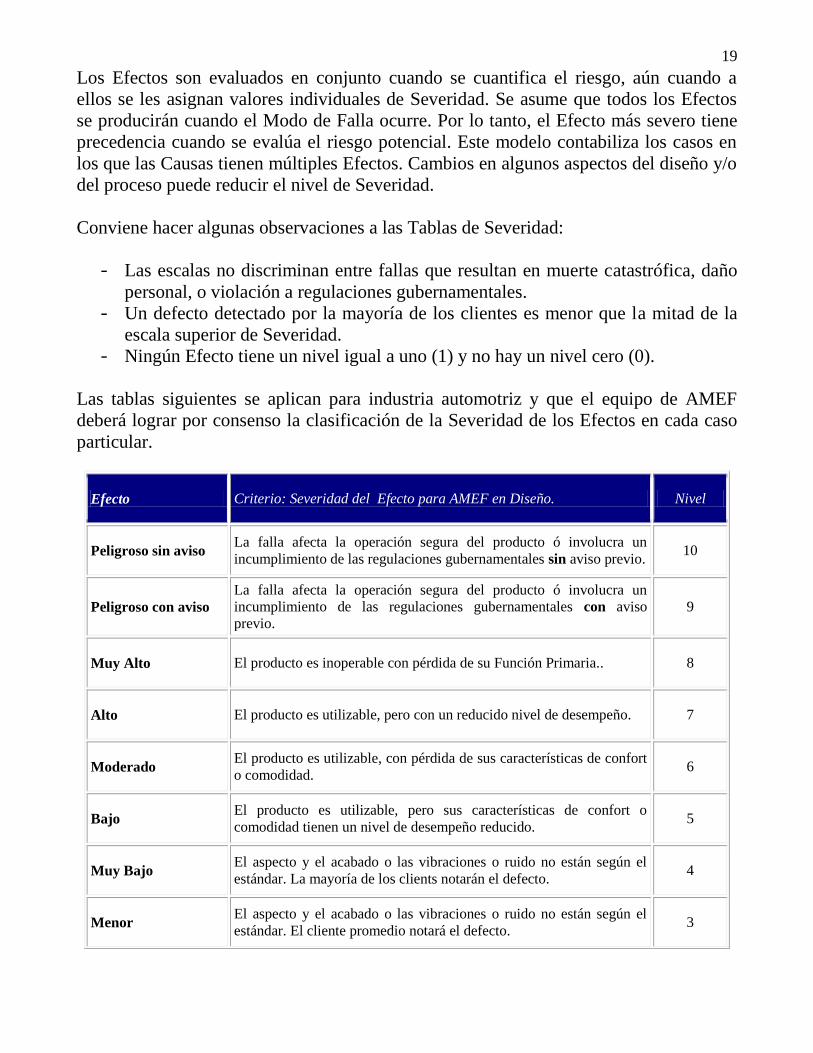
Los Efectos son evaluados en conjunto cuando se cuantifica el riesgo, aún cuando a
ellos se les asignan valores individuales de Severidad. Se asume que todos los Efectos
se producirán cuando el Modo de Falla ocurre. Por lo tanto, el Efecto más severo tiene
precedencia cuando se evalúa el riesgo potencial. Este modelo contabiliza los casos en
los que las Causas tienen múltiples Efectos. Cambios en algunos aspectos del diseño y/o
del proceso puede reducir el nivel de Severidad.
Conviene hacer algunas observaciones a las Tablas de Severidad:
- Las escalas no discriminan entre fallas que resultan en muerte catastrófica, daño
personal, o violación a regulaciones gubernamentales.
- Un defecto detectado por la mayoría de los clientes es menor que la mitad de la
escala superior de Severidad.
- Ningún Efecto tiene un nivel igual a uno (1) y no hay un nivel cero (0).
Las tablas siguientes se aplican para industria automotriz y que el equipo de AMEF
deberá lograr por consenso la clasificación de la Severidad de los Efectos en cada caso
particular.
Efecto Criterio: Severidad del Efecto para AMEF en Diseño. Nivel
Peligroso sin aviso La falla afecta la operación segura del producto ó involucra un
incumplimiento de las regulaciones gubernamentales sin aviso previo. 10
Peligroso con aviso
La falla afecta la operación segura del producto ó involucra un
incumplimiento de las regulaciones gubernamentales con aviso
previo.
9
Muy Alto El producto es inoperable con pérdida de su Función Primaria.. 8
Alto El producto es utilizable, pero con un reducido nivel de desempeño. 7
Moderado El producto es utilizable, con pérdida de sus características de confort
o comodidad. 6
Bajo El producto es utilizable, pero sus características de confort o
comodidad tienen un nivel de desempeño reducido. 5
Muy Bajo El aspecto y el acabado o las vibraciones o ruido no están según el
estándar. La mayoría de los clients notarán el defecto. 4
Menor El aspecto y el acabado o las vibraciones o ruido no están según el
estándar. El cliente promedio notará el defecto. 3
20
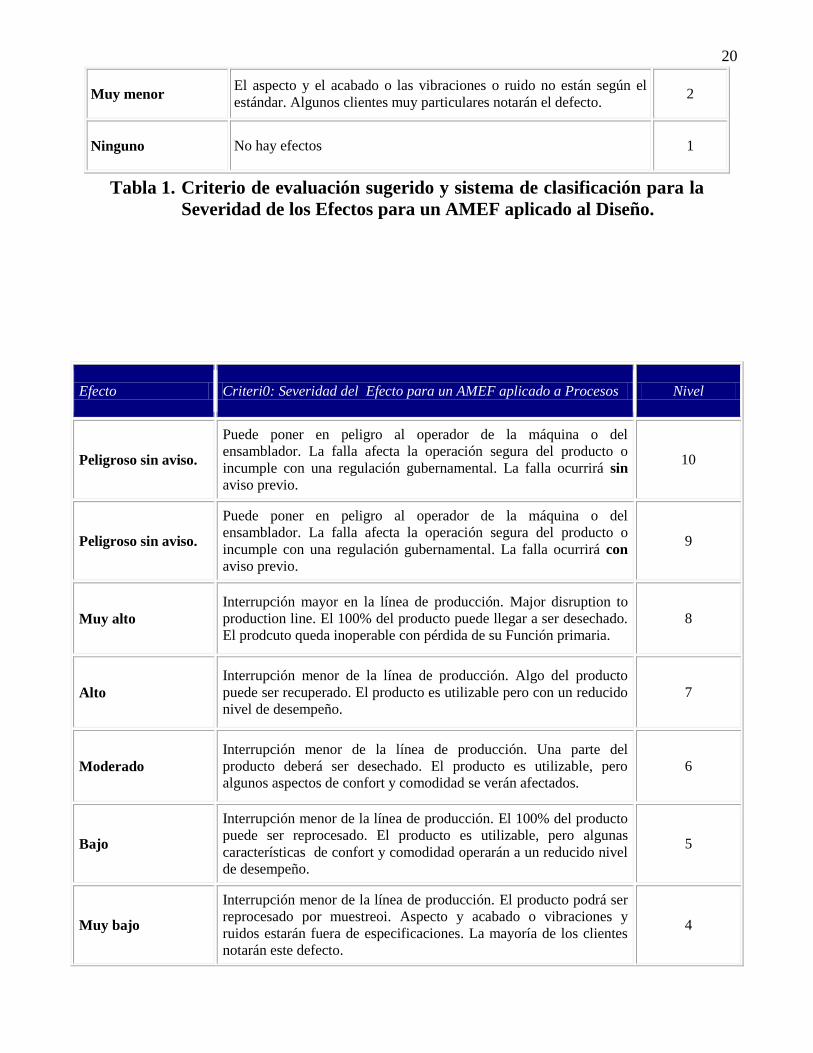
Muy menor El aspecto y el acabado o las vibraciones o ruido no están según el
estándar. Algunos clientes muy particulares notarán el defecto. 2
Ninguno No hay efectos 1
Tabla 1. Criterio de evaluación sugerido y sistema de clasificación para la
Severidad de los Efectos para un AMEF aplicado al Diseño.
Efecto Criteri0: Severidad del Efecto para un AMEF aplicado a Procesos Nivel
Peligroso sin aviso.
Puede poner en peligro al operador de la máquina o del
ensamblador. La falla afecta la operación segura del producto o
incumple con una regulación gubernamental. La falla ocurrirá sin
aviso previo.
10
Peligroso sin aviso.
Puede poner en peligro al operador de la máquina o del
ensamblador. La falla afecta la operación segura del producto o
incumple con una regulación gubernamental. La falla ocurrirá con
aviso previo.
9
Muy alto
Interrupción mayor en la línea de producción. Major disruption to
production line. El 100% del producto puede llegar a ser desechado.
El prodcuto queda inoperable con pérdida de su Función primaria.
8
Alto
Interrupción menor de la línea de producción. Algo del producto
puede ser recuperado. El producto es utilizable pero con un reducido
nivel de desempeño.
7
Moderado
Interrupción menor de la línea de producción. Una parte del
producto deberá ser desechado. El producto es utilizable, pero
algunos aspectos de confort y comodidad se verán afectados.
6
Bajo
Interrupción menor de la línea de producción. El 100% del producto
puede ser reprocesado. El producto es utilizable, pero algunas
características de confort y comodidad operarán a un reducido nivel
de desempeño.
5
Muy bajo
Interrupción menor de la línea de producción. El producto podrá ser
reprocesado por muestreoi. Aspecto y acabado o vibraciones y
ruidos estarán fuera de especificaciones. La mayoría de los clientes
notarán este defecto.
4
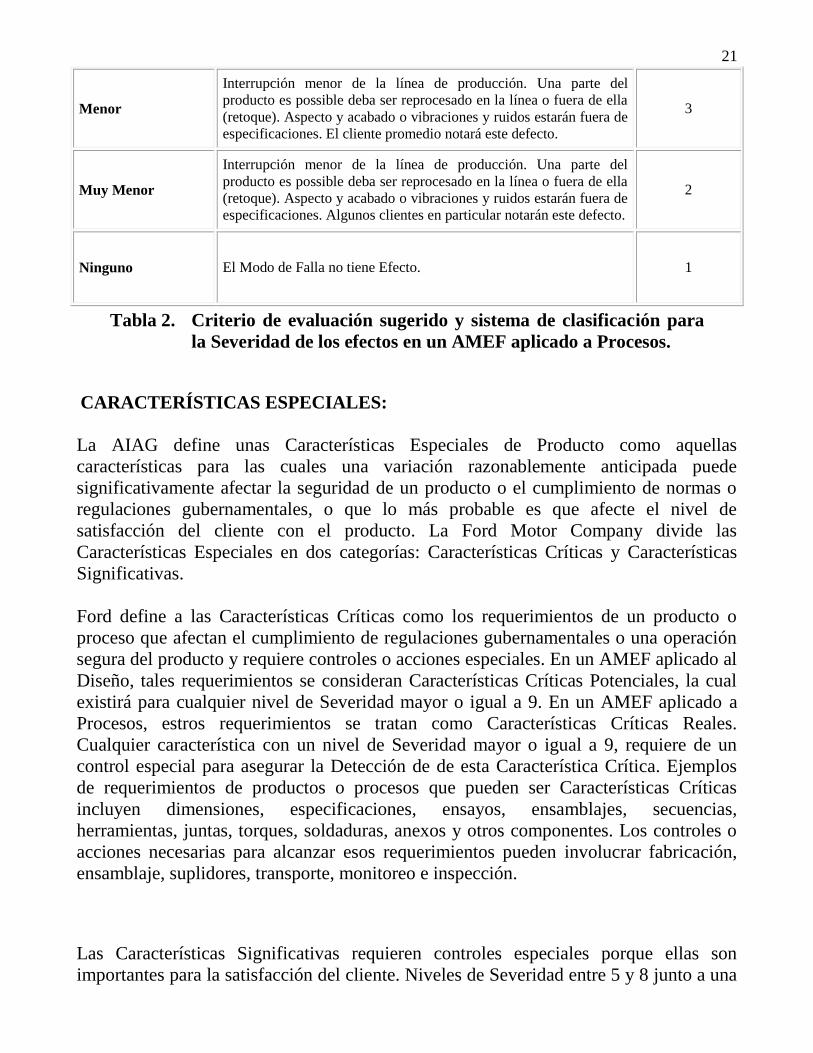
21
Menor
Interrupción menor de la línea de producción. Una parte del
producto es possible deba ser reprocesado en la línea o fuera de ella
(retoque). Aspecto y acabado o vibraciones y ruidos estarán fuera de
especificaciones. El cliente promedio notará este defecto.
3
Muy Menor
Interrupción menor de la línea de producción. Una parte del
producto es possible deba ser reprocesado en la línea o fuera de ella
(retoque). Aspecto y acabado o vibraciones y ruidos estarán fuera de
especificaciones. Algunos clientes en particular notarán este defecto.
2
Ninguno El Modo de Falla no tiene Efecto. 1
Tabla 2. Criterio de evaluación sugerido y sistema de clasificación para
la Severidad de los efectos en un AMEF aplicado a Procesos.
CARACTERÍSTICAS ESPECIALES:
La AIAG define unas Características Especiales de Producto como aquellas
características para las cuales una variación razonablemente anticipada puede
significativamente afectar la seguridad de un producto o el cumplimiento de normas o
regulaciones gubernamentales, o que lo más probable es que afecte el nivel de
satisfacción del cliente con el producto. La Ford Motor Company divide las
Características Especiales en dos categorías: Características Críticas y Características
Significativas.
Ford define a las Características Críticas como los requerimientos de un producto o
proceso que afectan el cumplimiento de regulaciones gubernamentales o una operación
segura del producto y requiere controles o acciones especiales. En un AMEF aplicado al
Diseño, tales requerimientos se consideran Características Críticas Potenciales, la cual
existirá para cualquier nivel de Severidad mayor o igual a 9. En un AMEF aplicado a
Procesos, estros requerimientos se tratan como Características Críticas Reales.
Cualquier característica con un nivel de Severidad mayor o igual a 9, requiere de un
control especial para asegurar la Detección de de esta Característica Crítica. Ejemplos
de requerimientos de productos o procesos que pueden ser Características Críticas
incluyen dimensiones, especificaciones, ensayos, ensamblajes, secuencias,
herramientas, juntas, torques, soldaduras, anexos y otros componentes. Los controles o
acciones necesarias para alcanzar esos requerimientos pueden involucrar fabricación,
ensamblaje, suplidores, transporte, monitoreo e inspección.
Las Características Significativas requieren controles especiales porque ellas son
importantes para la satisfacción del cliente. Niveles de Severidad entre 5 y 8 junto a una
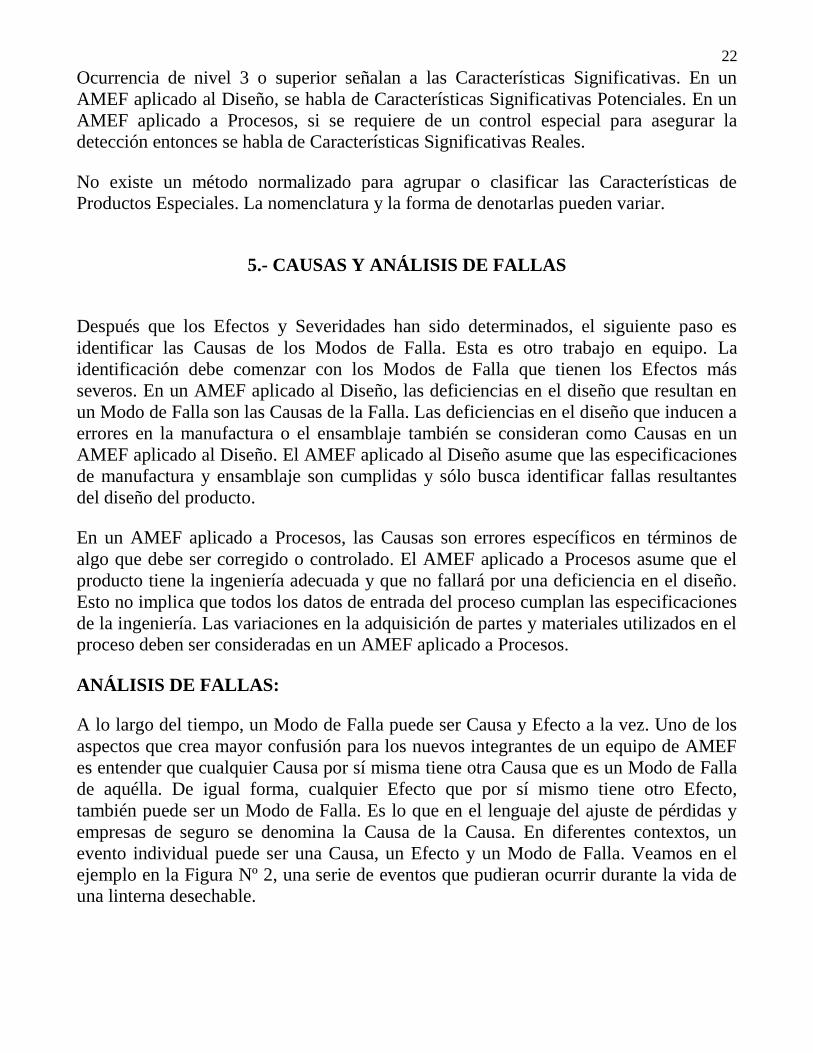
22
Ocurrencia de nivel 3 o superior señalan a las Características Significativas. En un
AMEF aplicado al Diseño, se habla de Características Significativas Potenciales. En un
AMEF aplicado a Procesos, si se requiere de un control especial para asegurar la
detección entonces se habla de Características Significativas Reales.
No existe un método normalizado para agrupar o clasificar las Características de
Productos Especiales. La nomenclatura y la forma de denotarlas pueden variar.
5.- CAUSAS Y ANÁLISIS DE FALLAS
Después que los Efectos y Severidades han sido determinados, el siguiente paso es
identificar las Causas de los Modos de Falla. Esta es otro trabajo en equipo. La
identificación debe comenzar con los Modos de Falla que tienen los Efectos más
severos. En un AMEF aplicado al Diseño, las deficiencias en el diseño que resultan en
un Modo de Falla son las Causas de la Falla. Las deficiencias en el diseño que inducen a
errores en la manufactura o el ensamblaje también se consideran como Causas en un
AMEF aplicado al Diseño. El AMEF aplicado al Diseño asume que las especificaciones
de manufactura y ensamblaje son cumplidas y sólo busca identificar fallas resultantes
del diseño del producto.
En un AMEF aplicado a Procesos, las Causas son errores específicos en términos de
algo que debe ser corregido o controlado. El AMEF aplicado a Procesos asume que el
producto tiene la ingeniería adecuada y que no fallará por una deficiencia en el diseño.
Esto no implica que todos los datos de entrada del proceso cumplan las especificaciones
de la ingeniería. Las variaciones en la adquisición de partes y materiales utilizados en el
proceso deben ser consideradas en un AMEF aplicado a Procesos.
ANÁLISIS DE FALLAS:
A lo largo del tiempo, un Modo de Falla puede ser Causa y Efecto a la vez. Uno de los
aspectos que crea mayor confusión para los nuevos integrantes de un equipo de AMEF
es entender que cualquier Causa por sí misma tiene otra Causa que es un Modo de Falla
de aquélla. De igual forma, cualquier Efecto que por sí mismo tiene otro Efecto,
también puede ser un Modo de Falla. Es lo que en el lenguaje del ajuste de pérdidas y
empresas de seguro se denomina la Causa de la Causa. En diferentes contextos, un
evento individual puede ser una Causa, un Efecto y un Modo de Falla. Veamos en el
ejemplo en la Figura Nº 2, una serie de eventos que pudieran ocurrir durante la vida de
una linterna desechable.
23
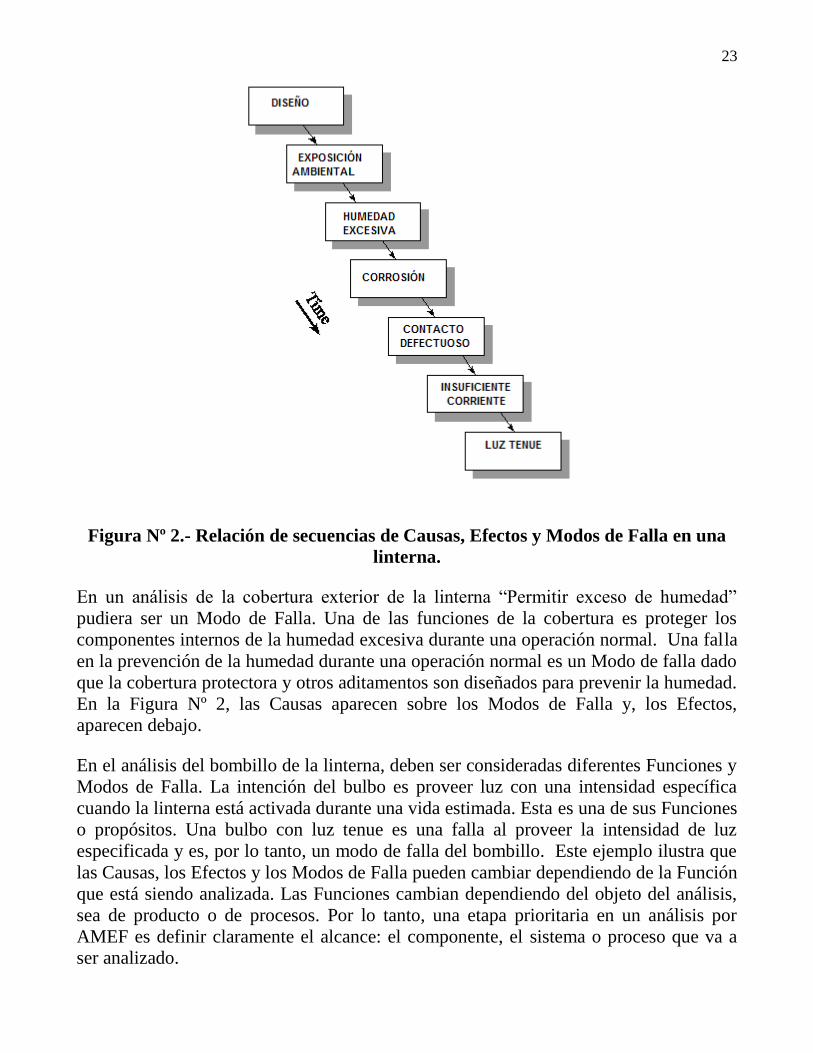
Figura Nº 2.- Relación de secuencias de Causas, Efectos y Modos de Falla en una
linterna.
En un análisis de la cobertura exterior de la linterna “Permitir exceso de humedad”
pudiera ser un Modo de Falla. Una de las funciones de la cobertura es proteger los
componentes internos de la humedad excesiva durante una operación normal. Una falla
en la prevención de la humedad durante una operación normal es un Modo de falla dado
que la cobertura protectora y otros aditamentos son diseñados para prevenir la humedad.
En la Figura Nº 2, las Causas aparecen sobre los Modos de Falla y, los Efectos,
aparecen debajo.
En el análisis del bombillo de la linterna, deben ser consideradas diferentes Funciones y
Modos de Falla. La intención del bulbo es proveer luz con una intensidad específica
cuando la linterna está activada durante una vida estimada. Esta es una de sus Funciones
o propósitos. Una bulbo con luz tenue es una falla al proveer la intensidad de luz
especificada y es, por lo tanto, un modo de falla del bombillo. Este ejemplo ilustra que
las Causas, los Efectos y los Modos de Falla pueden cambiar dependiendo de la Función
que está siendo analizada. Las Funciones cambian dependiendo del objeto del análisis,
sea de producto o de procesos. Por lo tanto, una etapa prioritaria en un análisis por
AMEF es definir claramente el alcance: el componente, el sistema o proceso que va a
ser analizado.
24
La mayoría de los Sistemas Reales no siguen con el modelo simple de Causa-Efecto.
Una Causa individual puede tener múltiples Efectos. Una combinación de Causas
pueden conducir a un solo Efecto o a múltiples Efectos. Las Causas pueden tener ellas
mismas otras Causas y los Efectos pueden tener Efectos subsecuentes o aguas abajo. El
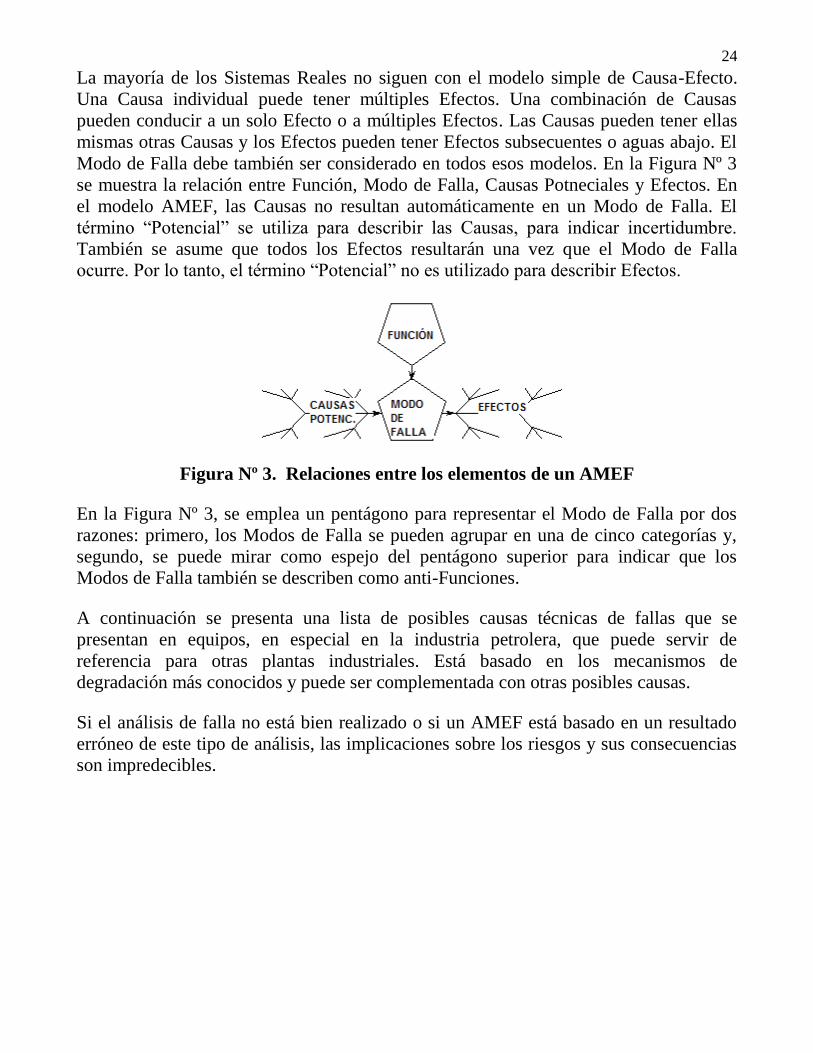
Modo de Falla debe también ser considerado en todos esos modelos. En la Figura Nº 3
se muestra la relación entre Función, Modo de Falla, Causas Potneciales y Efectos. En
el modelo AMEF, las Causas no resultan automáticamente en un Modo de Falla. El
término “Potencial” se utiliza para describir las Causas, para indicar incertidumbre.
También se asume que todos los Efectos resultarán una vez que el Modo de Falla
ocurre. Por lo tanto, el término “Potencial” no es utilizado para describir Efectos.
Figura Nº 3. Relaciones entre los elementos de un AMEF
En la Figura Nº 3, se emplea un pentágono para representar el Modo de Falla por dos
razones: primero, los Modos de Falla se pueden agrupar en una de cinco categorías y,
segundo, se puede mirar como espejo del pentágono superior para indicar que los
Modos de Falla también se describen como anti-Funciones.
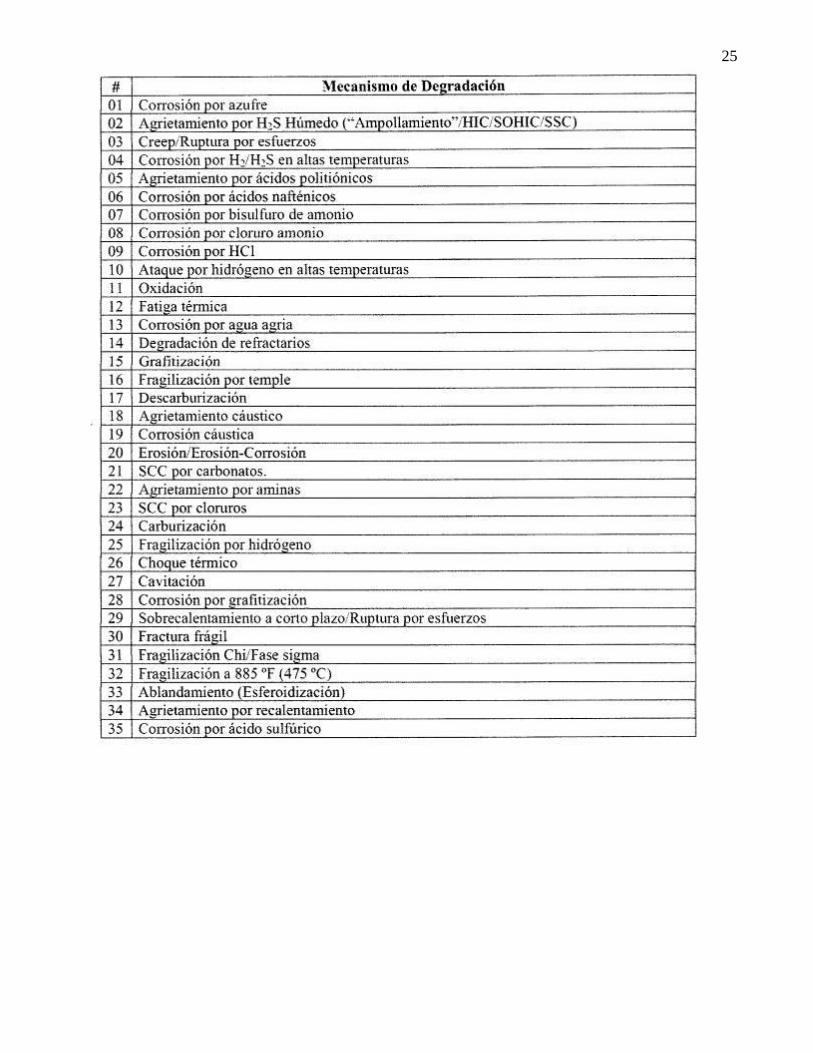
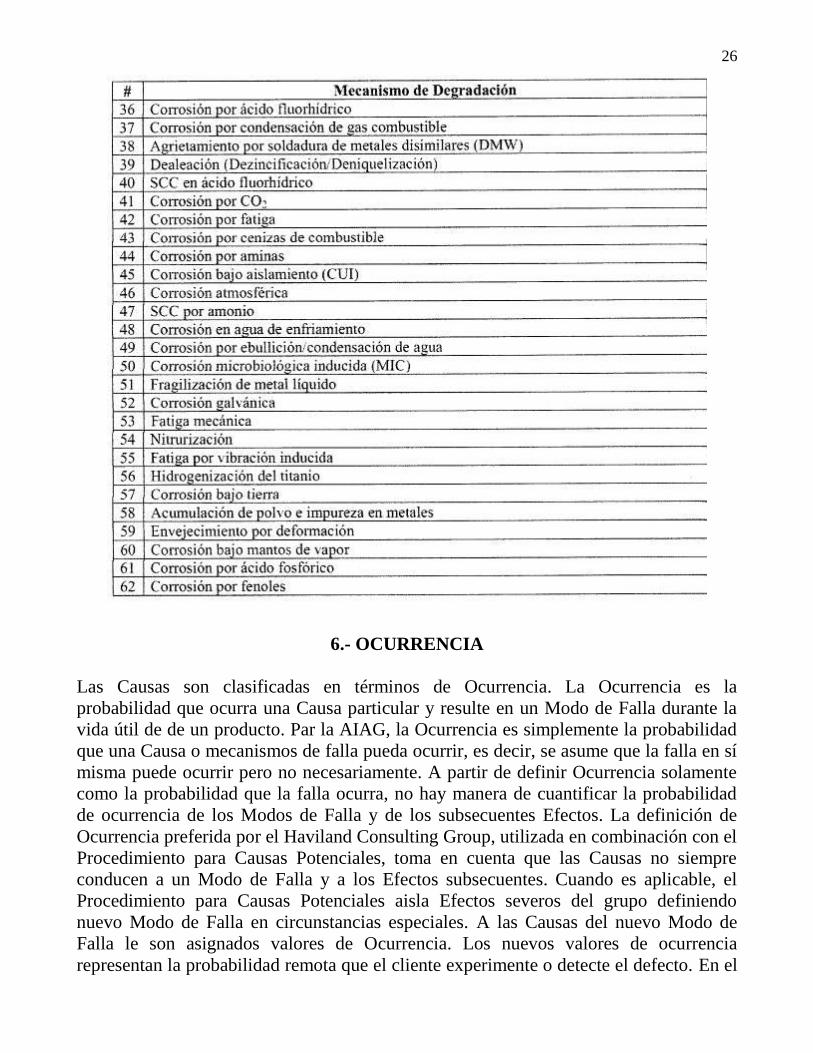
A continuación se presenta una lista de posibles causas técnicas de fallas que se
presentan en equipos, en especial en la industria petrolera, que puede servir de
referencia para otras plantas industriales. Está basado en los mecanismos de
degradación más conocidos y puede ser complementada con otras posibles causas.
Si el análisis de falla no está bien realizado o si un AMEF está basado en un resultado
erróneo de este tipo de análisis, las implicaciones sobre los riesgos y sus consecuencias
son impredecibles.
25
26
6.- OCURRENCIA
Las Causas son clasificadas en términos de Ocurrencia. La Ocurrencia es la
probabilidad que ocurra una Causa particular y resulte en un Modo de Falla durante la
vida útil de de un producto. Par la AIAG, la Ocurrencia es simplemente la probabilidad
que una Causa o mecanismos de falla pueda ocurrir, es decir, se asume que la falla en sí
misma puede ocurrir pero no necesariamente. A partir de definir Ocurrencia solamente
como la probabilidad que la falla ocurra, no hay manera de cuantificar la probabilidad
de ocurrencia de los Modos de Falla y de los subsecuentes Efectos. La definición de
Ocurrencia preferida por el Haviland Consulting Group, utilizada en combinación con el
Procedimiento para Causas Potenciales, toma en cuenta que las Causas no siempre
conducen a un Modo de Falla y a los Efectos subsecuentes. Cuando es aplicable, el
Procedimiento para Causas Potenciales aisla Efectos severos del grupo definiendo
nuevo Modo de Falla en circunstancias especiales. A las Causas del nuevo Modo de
Falla le son asignados valores de Ocurrencia. Los nuevos valores de ocurrencia
representan la probabilidad remota que el cliente experimente o detecte el defecto. En el
27
modelo de la AIAG, no se logra ninguna ventaja en la priorización del riesgo si se
escriben Modos de Falla adicionales porque las Causas y los Modos de Falla no están
necesariamente relacionados por la Ocurrencia.
La Ford Motor Company ha añadido una condición Causas-Modo de Falla al modelo de
la AIAG, estableciendo que si la Causa ocurre, el Modo de Falla siempre se produce.
Esta condición relaciona efectivamente Ocurrencia con Modo de Falla, pero
casualmente la relación Modo de Falla – Efecto, no es mencionado en los Manuales de
AMEF de la Ford. Si el modelo Ford asume que el Efecto no siempre se presenta
cuando el Modo de Falla ocurre, entonces la Ocurrencia no tiene nada que ver realmente
con que el cliente detecte el Efecto. En el modelo Ford se asume que el Efecto siempre
se presenta cuando el Modo de Falla ocurre, entonces el team de AMEF se ve forzado a
asumir que una Causa automáticamente conducirá a todo posible Efecto. Esto es
generalmente falso y conduce a una sobre estimación del riesgo. En el nuevo modelo de
AMEF, el Procedimiento para Causas Potenciales y una nueva definición de Ocurrencia
son utilizados para manejar el azar en el problema Causa-Modo de Falla-Efecto. Los
modelos de la Ford o de la AIAG no incluyen un Procedimiento para Causas
Potenciales o alguna solución similar.
Para diferentes Efectos, las Causas no son evaluadas como un grupo cuando se analiza
el riesgo. A cada Causa del Modo de Falla se le asigna valor por separado. Los
Controles Vigentes previenen algunas veces la Causa de la falla, el Modo de Falla en sí
mimo o sus Efectos. Tales Controles, diseñados como Tipo 1, son los más deseables y
pueden reducir la clasificación inicial de la Ocurrencia.
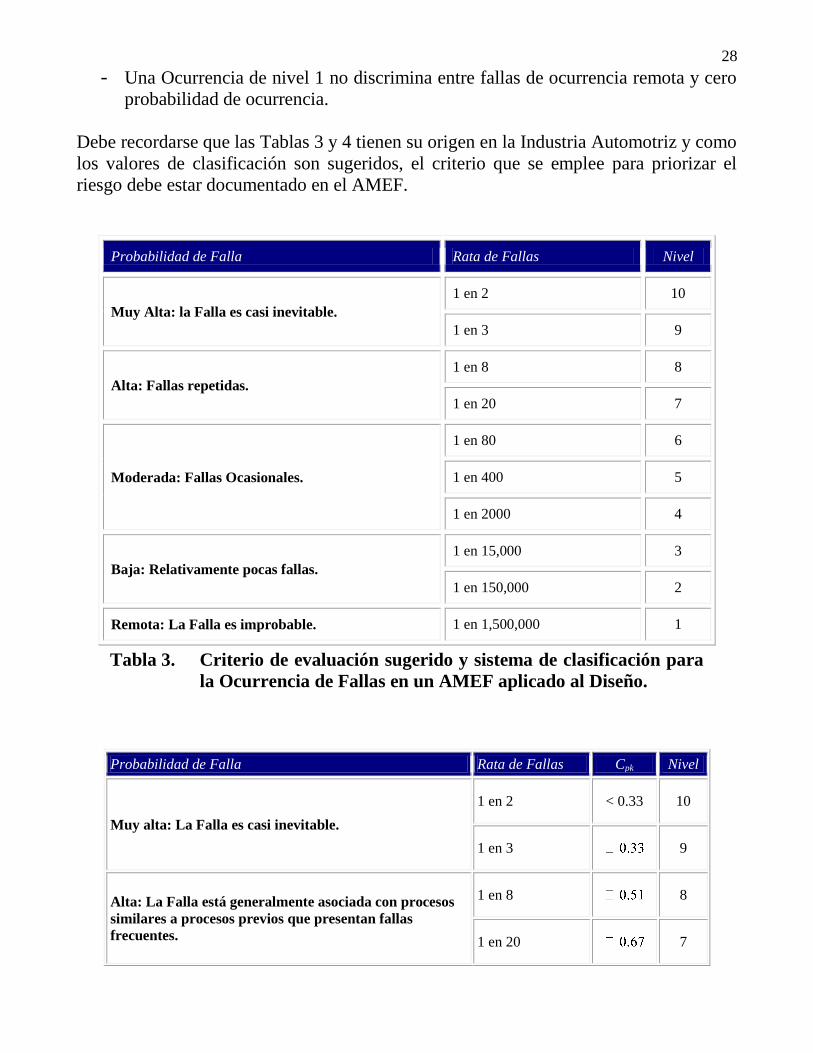
Las Tablas 3 y 4 están basadas en las normas de la AIAG para clasificar la Ocurrencia
en un AMEF aplicado al Diseño y a los Procesos, respectivamente. La mayoría de los
niveles de falla caen entre dos números de la escala. La práctica normal recomendada es
redondear hacia el número superior en la escala. Por ejemplo, una falla que ocurre cada
14000 artículos o productos pudiera ser clasificada como una Ocurrencia nivel 4, aún
cuando 1/14000 está más cerca de 1/15000 (Ocurrencia = 3) que a 1/2000 (Ocurrencia =
4). PPara casos donde la rata de fallas es completamente desconocida, se asume una
Ocurrencia de nivel 10. La rata de Ocurrencias puede estar basada en información
disponible para productos y procesos similares de otras plantas.
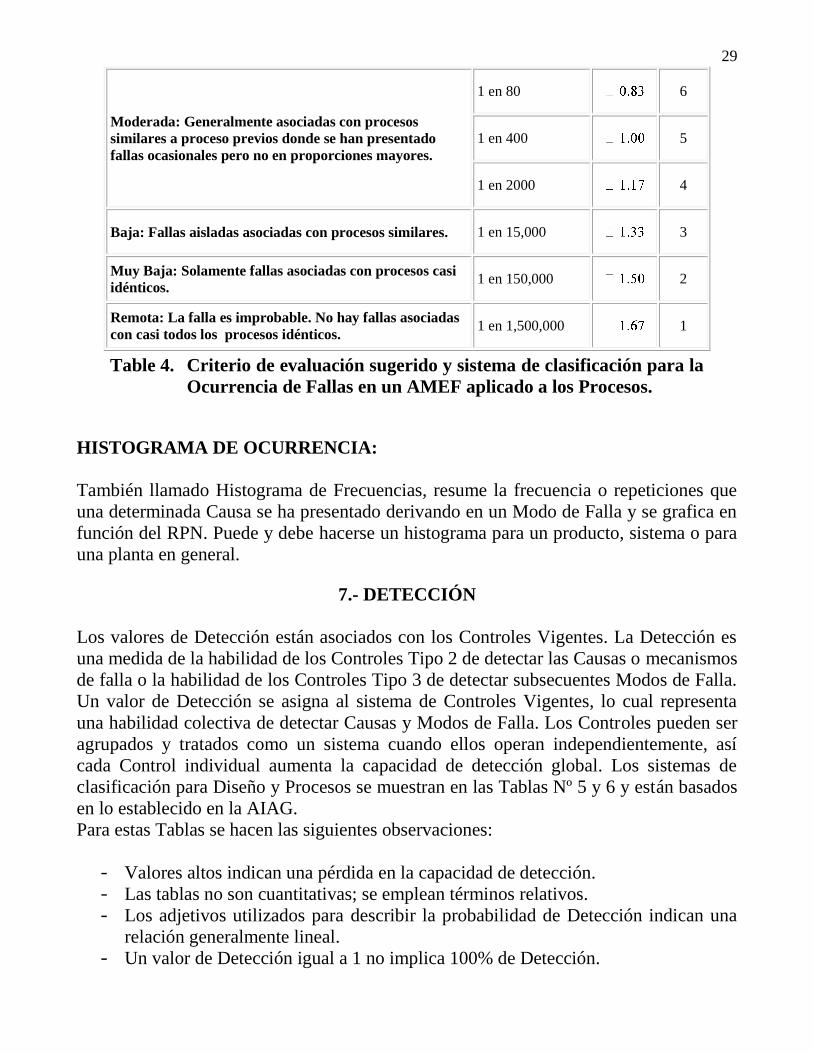
Para las Tablas 3 y 4 debe notarse que:
- La probabilidad de falla representa la condición bajo la cual la Causa ocurrirá y
resultará en el Modo de Falla y no sólo la oportunidad para que tal Causa ocurra.
- Las escalas no son lineales.
- Una Ocurrencia de nivel 10 no discrimina entre fallas que ocurren entra la mitad
del tiempo y las ocurren todo el tiempo.
28
- Una Ocurrencia de nivel 1 no discrimina entre fallas de ocurrencia remota y cero
probabilidad de ocurrencia.
Debe recordarse que las Tablas 3 y 4 tienen su origen en la Industria Automotriz y como
los valores de clasificación son sugeridos, el criterio que se emplee para priorizar el
riesgo debe estar documentado en el AMEF.
Probabilidad de Falla Rata de Fallas Nivel
Muy Alta: la Falla es casi inevitable.
1 en 2 10
1 en 3 9
Alta: Fallas repetidas.
1 en 8 8
1 en 20 7
Moderada: Fallas Ocasionales.
1 en 80 6
1 en 400 5
1 en 2000 4
Baja: Relativamente pocas fallas.
1 en 15,000 3
1 en 150,000 2
Remota: La Falla es improbable. 1 en 1,500,000 1
Tabla 3. Criterio de evaluación sugerido y sistema de clasificación para
la Ocurrencia de Fallas en un AMEF aplicado al Diseño.
Probabilidad de Falla Rata de Fallas Cpk Nivel
Muy alta: La Falla es casi inevitable.
1 en 2 < 0.33 10
1 en 3 9
Alta: La Falla está generalmente asociada con procesos
similares a procesos previos que presentan fallas
frecuentes.
1 en 8 8
1 en 20 7
29
Moderada: Generalmente asociadas con procesos
similares a proceso previos donde se han presentado
fallas ocasionales pero no en proporciones mayores.
1 en 80 6
1 en 400 5
1 en 2000 4
Baja: Fallas aisladas asociadas con procesos similares. 1 en 15,000 3
Muy Baja: Solamente fallas asociadas con procesos casi
idénticos. 1 en 150,000 2
Remota: La falla es improbable. No hay fallas asociadas
con casi todos los procesos idénticos. 1 en 1,500,000 1
Table 4. Criterio de evaluación sugerido y sistema de clasificación para la
Ocurrencia de Fallas en un AMEF aplicado a los Procesos.
HISTOGRAMA DE OCURRENCIA:
También llamado Histograma de Frecuencias, resume la frecuencia o repeticiones que
una determinada Causa se ha presentado derivando en un Modo de Falla y se grafica en
función del RPN. Puede y debe hacerse un histograma para un producto, sistema o para
una planta en general.
7.- DETECCIÓN
Los valores de Detección están asociados con los Controles Vigentes. La Detección es
una medida de la habilidad de los Controles Tipo 2 de detectar las Causas o mecanismos
de falla o la habilidad de los Controles Tipo 3 de detectar subsecuentes Modos de Falla.
Un valor de Detección se asigna al sistema de Controles Vigentes, lo cual representa
una habilidad colectiva de detectar Causas y Modos de Falla. Los Controles pueden ser
agrupados y tratados como un sistema cuando ellos operan independientemente, así
cada Control individual aumenta la capacidad de detección global. Los sistemas de
clasificación para Diseño y Procesos se muestran en las Tablas Nº 5 y 6 y están basados
en lo establecido en la AIAG.
Para estas Tablas se hacen las siguientes observaciones:
- Valores altos indican una pérdida en la capacidad de detección.
- Las tablas no son cuantitativas; se emplean términos relativos.
- Los adjetivos utilizados para describir la probabilidad de Detección indican una
relación generalmente lineal.
- Un valor de Detección igual a 1 no implica 100% de Detección.

30
Debe recordarse que las Tablas 5 y 6 tienen su origen en la Industria Automotriz y como
los valores de clasificación son sugeridos, el criterio que se emplee para priorizar el
riesgo debe estar documentado en el AMEF.
Detección Criterio: Probabilidad de Detección por Control en el Diseño. Nivel
Incertidumbre total El Control en el Diseño no detecta una Causa Potencial de falla o los
subsecuentes Modos de Falla. O no hay Control en el Diseño. 10
Muy Remota Posibilidad muy remota que el Control en el Diseño detectará una causa
Potencial de Falla o el subsecuente Modo de Falla. 9
Remota Posibilidad remota que el Control en el Diseño detectará una causa
Potencial de Falla o el subsecuente Modo de Falla. 8
Muy Baja Hay una muy baja posibilidad que el Control en el Diseño detectará una
causa Potencial de Falla o el subsecuente Modo de Falla. 7
Baja Hay una baja posibilidad que el Control en el Diseño detectará una causa
Potencial de Falla o el subsecuente Modo de Falla. 6
Moderada Hay una moderada posibilidad que el Control en el Diseño detectará una
causa Potencial de Falla o el subsecuente Modo de Falla. 5
Moderadamente Alta Hay una posibilidad moderadamente alta que el Control en el Diseño
detectará una causa Potencial de Falla o el subsecuente Modo de Falla. 4
Alta Hay una alta posibilidad que el Control en el Diseño detectará una causa
Potencial de Falla o el subsecuente Modo de Falla. 3
Muy Alta Hay una muy alta posibilidad que el Control en el Diseño detectará una
causa Potencial de Falla o el subsecuente Modo de Falla. 2
Casi ceterza total. El Control en el Diseño detectará casi con certeza una Causa Potencial
de falla y el subsecuente Modo de Falla. 1
Tabla 5. Criterio de evaluación sugerido y sistema de clasificación de la Detección de
la Causa de falla o Modo de Falla en un AMEF aplicado el Diseño.

31
Detección Criterio: Probabilidad de Detección por Control de Procesos. Nivel
Casi Imposible No existen Controles conocidos para detectar el Modo de Falla o la
Causa. 10
Muy Remota Probabilidad muy remota que los Controles Vigentes detectarán el Modo
de Falla o la Causa. 9
Remota Probabilidad remota que los Controles Vigentes detectarán el Modo de
Falla o la Causa. 8
Muy baja Probabilidad muy baja que los Controles Vigentes detectarán el Modo de
Falla o la Causa. 7
Baja Probabilidad baja que los Controles Vigentes detectarán el Modo de
Falla o la Causa. 6
Moderada Probabilidad moderada que los Controles Vigentes detectarán el Modo
de Falla o la Causa. 5
Moderadamente Alta Probabilidad moderadamente alta que los Controles Vigentes detectarán
el Modo de Falla o la Causa. 4
Alta Probabilidad alta que los Controles Vigentes detectarán el Modo de Falla
o la Causa. 3
Muy Alta Probabilidad muy alta que los Controles Vigentes detectarán el Modo de
Falla o la Causa. 2
Casi certeza total.
Los Controles Vigentes detectarán casi con certeza el Modo de Falla o la
Causa. Controles de detección confiables y conocidos en procesos
similares.
1
Tabla 6. Criterio de evaluación sugerido y sistema de clasificación para la Detección
de una Causa de falla o Modo de Falla en un AMEF aplicado a Procesos.
32
8.- NÚMERO DE PRIORIDAD DE RIESO
El Número de Prioridad de Riesgo (RPN) es una representación o producto matemático
de la gravedad de un grupo de Efectos (Severidad), la probabilidad que la Causa
provocará la falla asociada con esos Efectos (Ocurrencia) y la habilidad de detectar la
falla antes que esta llegue al cliente (Detección). En forma de una ecuación podemos
escribir
RPN = S x O x D
Este número es utilizado para ayudar a identificar los riesgos más serios y conducir a la
acción correctiva. Observando la ecuación vemos que el método para valorar el riesgo
está muy simplificado. La Severidad, la Ocurrencia y la Detección no tienen el mismo
peso específico en términos del riesgo. La distorsión resulta de la naturaleza no lineal de
las escalas individuales de clasificación. Como resultado de esto, los escenarios S-O-D
producen valores de RPN que son menores que otras combinaciones que reflejan mayor
riesgo.
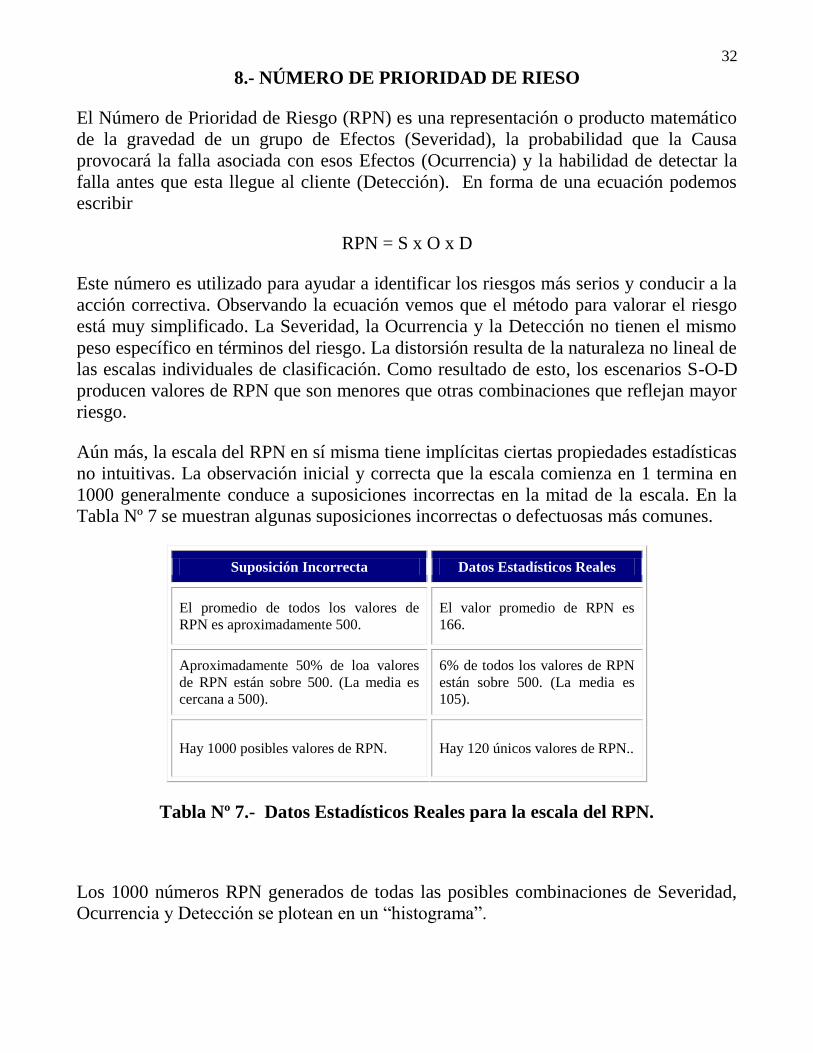
Aún más, la escala del RPN en sí misma tiene implícitas ciertas propiedades estadísticas
no intuitivas. La observación inicial y correcta que la escala comienza en 1 termina en
1000 generalmente conduce a suposiciones incorrectas en la mitad de la escala. En la
Tabla Nº 7 se muestran algunas suposiciones incorrectas o defectuosas más comunes.
Suposición Incorrecta Datos Estadísticos Reales
El promedio de todos los valores de
RPN es aproximadamente 500.
El valor promedio de RPN es
166.
Aproximadamente 50% de loa valores
de RPN están sobre 500. (La media es
cercana a 500).
6% de todos los valores de RPN
están sobre 500. (La media es
105).
Hay 1000 posibles valores de RPN. Hay 120 únicos valores de RPN..
Tabla Nº 7.- Datos Estadísticos Reales para la escala del RPN.
Los 1000 números RPN generados de todas las posibles combinaciones de Severidad,
Ocurrencia y Detección se plotean en un “histograma”.
33
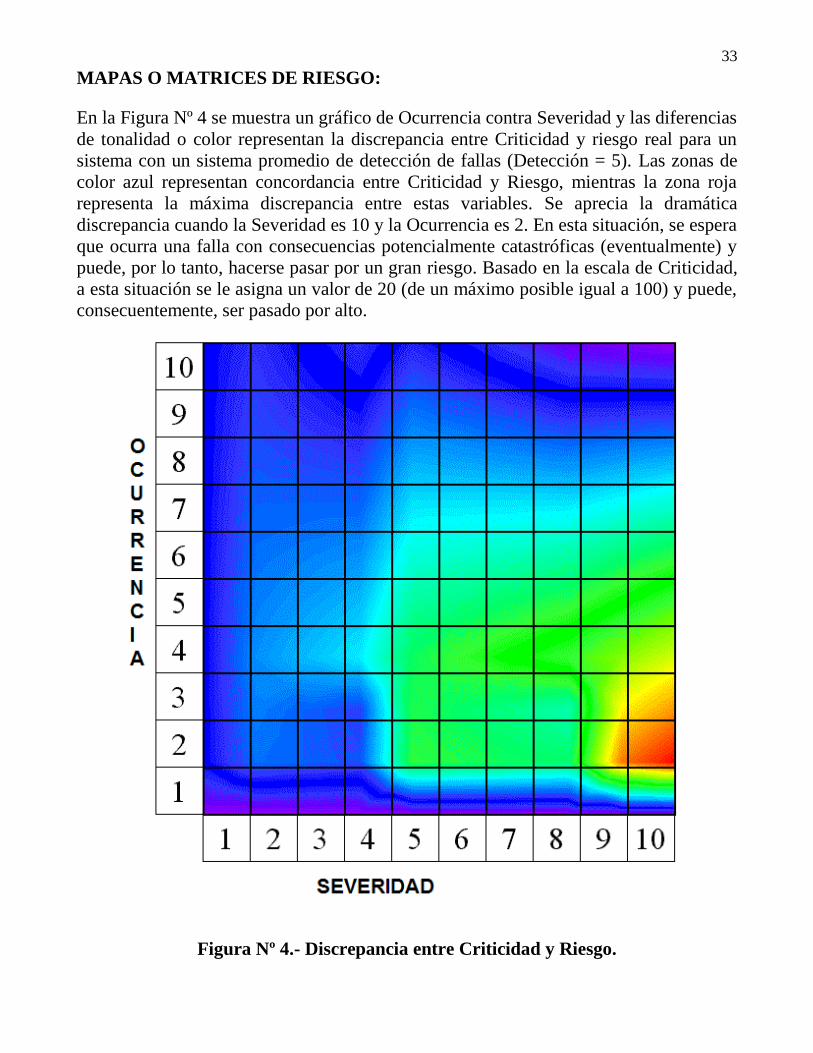
MAPAS O MATRICES DE RIESGO:
En la Figura Nº 4 se muestra un gráfico de Ocurrencia contra Severidad y las diferencias
de tonalidad o color representan la discrepancia entre Criticidad y riesgo real para un
sistema con un sistema promedio de detección de fallas (Detección = 5). Las zonas de
color azul representan concordancia entre Criticidad y Riesgo, mientras la zona roja
representa la máxima discrepancia entre estas variables. Se aprecia la dramática
discrepancia cuando la Severidad es 10 y la Ocurrencia es 2. En esta situación, se espera
que ocurra una falla con consecuencias potencialmente catastróficas (eventualmente) y
puede, por lo tanto, hacerse pasar por un gran riesgo. Basado en la escala de Criticidad,
a esta situación se le asigna un valor de 20 (de un máximo posible igual a 100) y puede,
consecuentemente, ser pasado por alto.
Figura Nº 4.- Discrepancia entre Criticidad y Riesgo.
34
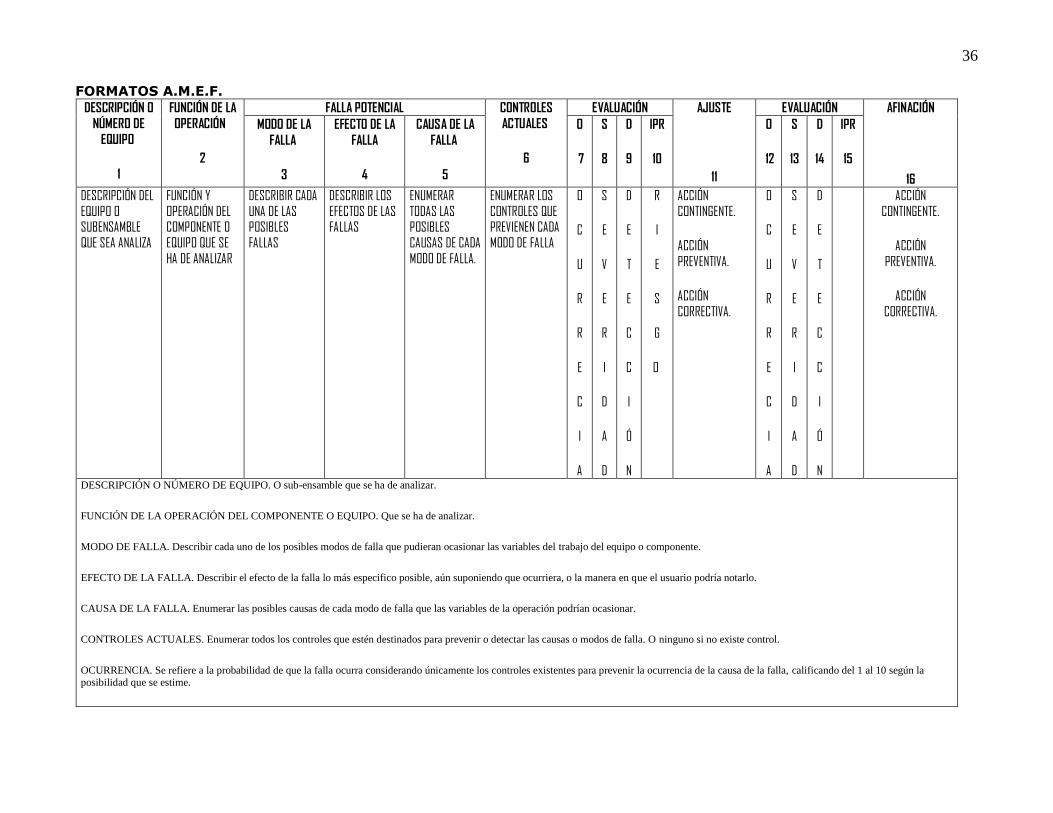
9.- FORMATOS PARA AMEF
La AIAG ha estandarizado unos formatos o planillas para los AMEF. Todos los datos de
entrada deben estar organizados en el formato en espacios y columnas destinados para
tal fin. Algunas compañías compilan la data del AMEF en hojas de trabajo y luego las
vacían en las planillas. Otras compañías desarrollan su propia versión electrónica según
los elementos del AMEF que se identifiquen.
A manera de ejemplo se anexa un formato típico para realizar un AMEF. Notará que las
variables se cuantifican de una forma algo distinta pero el objetivo es el mismo.
10. ACCIONES CORRECTIVAS
REDUCCIÓN DE RIESGOS:
El propósito fundamental de un AMEF es recomendar las acciones a tomar para
reducir el riesgo.
Las acciones tomadas resultan por lo general en una menor Severidad, Ocurrencia y rata
de Detección. La adición de controles de validación y verificación pueden reducir la
Detección. La revisión de los Diseños y Procesos puede conducir en menores niveles de
Severidad y Ocurrencia. Las clasificaciones revisadas se documentan y comparan con
los valores originales determinados en los formatos del AMEF. Si no se recomienda
ninguna acción, la decisión de no actuar debe ser anotada también. Los programas de
seguimiento efectivo también son necesarios, dado que el propósito del AMEF es
derrotado si alguna acción recomendada es dejada sin anotar.
Altos valores de Severidad merecen atención especial, particularmente cuando van
acompañados de con altos valores de Ocurrencia. El término Criticidad fue desarrollado
para llamar la atención sobre esas combinaciones. La Criticidad es definida como el
producto matemático de Severidad por Ocurrencia. Esta definición no corrige
totalmente el problema. Severidad y ocurrencia son aún desiguales en términos de
riesgo y sus escalas son aún no lineales. El contorno de la gráfica de la Figura Nº 4
compara Criticidad con un cálculo experto de riesgo para una combinación real S-O,
con una Detección tomada en forma arbitraria igual a 5. Las zonas azules indican una

35
fuerte correlación entre Criticidad y Riesgo, mientras que las zonas rojas señalan una
gran discrepancia.
La discrepancia entre el RPN y el cálculo experto del riesgo de las 1000 combinaciones
S-O-D es aún muy resaltante. A pesar de los defectos del RPN y de la Criticidad, ambos
son utilizados regularmente y en forma indebida para valorar el riesgo.
CONTROLES ACTUALES:
Los controles para Diseño y Procesos están agrupados según su propósito según se
muestra en la siguiente Tabla.
Tipo (1): Estos controles previenen la Causa o modo de Falla desde el
origen o reducen su rata de ocurrencia.
Tipo (2): Estos controles detectan la Causa o el Modo de Falla y conducen a
una acción correctiva.
Tipo (3): Estos controles detectan el Modo de Falla antes que el producto
alcance al cliente. El cliente puede ser la próxima operación, una
subsecuente operación o el usuario final.
La distinción entre los controles que previenen la falla (Tipo 1) y los controles que
detectan la falla (Tipos 2 y 3) es importante. Los controles Tipo 1 reducen la
probabilidad que una Causa o Modo de Falla ocurra y, por lo tanto, afectan el nivel o
grado de Ocurrencia. Los controles Tipo 2 y 3 detectan las Causas y los Modos de Falla
respectivamente y, por lo tanto, afectan el nivel o grado de Detección.
ACCIONES A TOMAR:
El resultado final (o parcial ya que es un proceso que no tiene fin) es el de indicar las
acciones a tomar para reducir riesgos. Si la conclusión es no tomar ninguna acción
(mejor dejarlo como está) también debe ser anotado en los formatos; posiblemente en
una próxima oportunidad se determine que el no haber tomado ninguna acción es la
Causa de otros Modos de Falla que aún se pasaron por alto.
36
FORMATOS A.M.E.F. DESCRIPCIÓN O
NÚMERO DE
EQUIPO
1
FUNCIÓN DE LA
OPERACIÓN
2
FALLA POTENCIAL CONTROLES
ACTUALES
6
EVALUACIÓN AJUSTE
11
EVALUACIÓN AFINACIÓN
16
MODO DE LA
FALLA
3
EFECTO DE LA
FALLA
4
CAUSA DE LA
FALLA
5
O
7
S
8
D
9
IPR
10
O
12
S
13
D
14
IPR
15
DESCRIPCIÓN DEL
EQUIPO O
SUBENSAMBLE
QUE SEA ANALIZA
FUNCIÓN Y
OPERACIÓN DEL
COMPONENTE O
EQUIPO QUE SE
HA DE ANALIZAR
DESCRIBIR CADA
UNA DE LAS
POSIBLES
FALLAS
DESCRIBIR LOS
EFECTOS DE LAS
FALLAS
ENUMERAR
TODAS LAS
POSIBLES
CAUSAS DE CADA
MODO DE FALLA.
ENUMERAR LOS
CONTROLES QUE
PREVIENEN CADA
MODO DE FALLA
O
C
U
R
R
E
C
I
A
S
E
V
E
R
I
D
A
D
D
E
T
E
C
C
I
Ó
N
R
I
E
S
G
O
ACCIÓN
CONTINGENTE.
ACCIÓN
PREVENTIVA.
ACCIÓN
CORRECTIVA.
O
C
U
R
R
E
C
I
A
S
E
V
E
R
I
D
A
D
D
E
T
E
C
C
I
Ó
N
ACCIÓN
CONTINGENTE.
ACCIÓN
PREVENTIVA.
ACCIÓN
CORRECTIVA.
DESCRIPCIÓN O NÚMERO DE EQUIPO. O sub-ensamble que se ha de analizar.
FUNCIÓN DE LA OPERACIÓN DEL COMPONENTE O EQUIPO. Que se ha de analizar.
MODO DE FALLA. Describir cada uno de los posibles modos de falla que pudieran ocasionar las variables del trabajo del equipo o componente.
EFECTO DE LA FALLA. Describir el efecto de la falla lo más especifico posible, aún suponiendo que ocurriera, o la manera en que el usuario podría notarlo.
CAUSA DE LA FALLA. Enumerar las posibles causas de cada modo de falla que las variables de la operación podrían ocasionar.
CONTROLES ACTUALES. Enumerar todos los controles que estén destinados para prevenir o detectar las causas o modos de falla. O ninguno si no existe control.
OCURRENCIA. Se refiere a la probabilidad de que la falla ocurra considerando únicamente los controles existentes para prevenir la ocurrencia de la causa de la falla, calificando del 1 al 10 según la posibilidad que se estime.
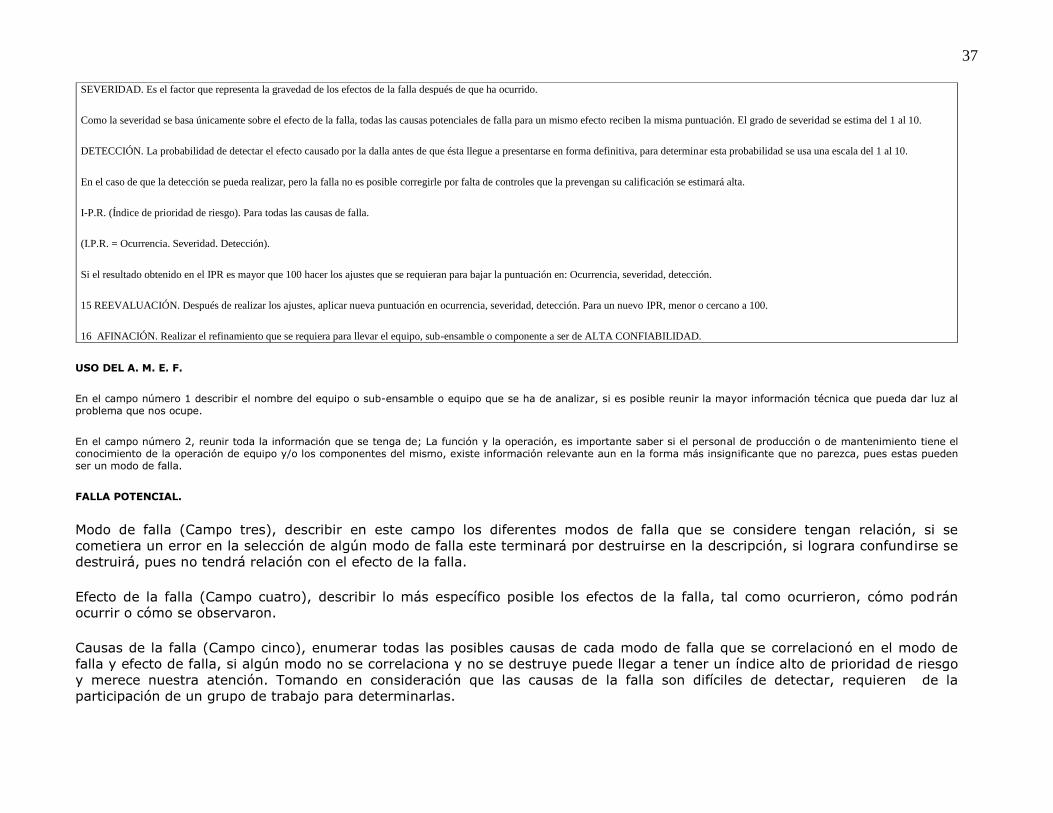
37
SEVERIDAD. Es el factor que representa la gravedad de los efectos de la falla después de que ha ocurrido.
Como la severidad se basa únicamente sobre el efecto de la falla, todas las causas potenciales de falla para un mismo efecto reciben la misma puntuación. El grado de severidad se estima del 1 al 10.
DETECCIÓN. La probabilidad de detectar el efecto causado por la dalla antes de que ésta llegue a presentarse en forma definitiva, para determinar esta probabilidad se usa una escala del 1 al 10.
En el caso de que la detección se pueda realizar, pero la falla no es posible corregirle por falta de controles que la prevengan su calificación se estimará alta.
I-P.R. (Índice de prioridad de riesgo). Para todas las causas de falla.
(I.P.R. = Ocurrencia. Severidad. Detección).
Si el resultado obtenido en el IPR es mayor que 100 hacer los ajustes que se requieran para bajar la puntuación en: Ocurrencia, severidad, detección.
15 REEVALUACIÓN. Después de realizar los ajustes, aplicar nueva puntuación en ocurrencia, severidad, detección. Para un nuevo IPR, menor o cercano a 100.
16 AFINACIÓN. Realizar el refinamiento que se requiera para llevar el equipo, sub-ensamble o componente a ser de ALTA CONFIABILIDAD.
USO DEL A. M. E. F.
En el campo número 1 describir el nombre del equipo o sub-ensamble o equipo que se ha de analizar, si es posible reunir la mayor información técnica que pueda dar luz al problema que nos ocupe.
En el campo número 2, reunir toda la información que se tenga de; La función y la operación, es importante saber si el personal de producción o de mantenimiento tiene el conocimiento de la operación de equipo y/o los componentes del mismo, existe información relevante aun en la forma más insignificante que no parezca, pues estas pueden ser un modo de falla.
FALLA POTENCIAL.
Modo de falla (Campo tres), describir en este campo los diferentes modos de falla que se considere tengan relación, si se
cometiera un error en la selección de algún modo de falla este terminará por destruirse en la descripción, si lograra confundirse se
destruirá, pues no tendrá relación con el efecto de la falla.
Efecto de la falla (Campo cuatro), describir lo más específico posible los efectos de la falla, tal como ocurrieron, cómo podrán ocurrir o cómo se observaron.
Causas de la falla (Campo cinco), enumerar todas las posibles causas de cada modo de falla que se correlacionó en el modo de
falla y efecto de falla, si algún modo no se correlaciona y no se destruye puede llegar a tener un índice alto de prioridad de riesgo
y merece nuestra atención. Tomando en consideración que las causas de la falla son difíciles de detectar, requieren de la
participación de un grupo de trabajo para determinarlas.
38
Controles (Campo seis), enumerar todos los controles que previenen o detectan la causa de las fallas. En el caso de que no existan
controles para la causa que nos ocupe, hacer un distingo de ello.
EVALUACIÓN.
Con la información obtenida en los campos 3, 4, 5, y 6, hacer la medición para la evaluación.
Ocurrencia. Se refiere a la probabilidad de que la falla ocurra, considerando para ello únicamente los controles existentes para
prevenir la ocurrencia de las causas, calificando del 1 al 10 según la posibilidad que se estime. Si es posible de que ocurra la
calificación será alta y si los controles evitan su ocurrencia la calificación será baja.
Severidad. Es el factor que representa la gravedad de los efectos de la falla después de que ha ocurrido, cómo podrá ocurrir o
cómo se observará. Como la severidad se basa únicamente en el efecto de la falla, todas las causas de la falla correlacionadas para un mismo efecto reciben la misma puntuación (del 1 al 10).
Detección. Es la probabilidad de detectar el efecto de la falla antes de que esta llegue a presentarse en forma definitiva. Si los
controles existentes pueden detectar la falla pero estos no actúan o han sido desajustados de sus parámetros de control o su
diseño no es el adecuado, la detección será nula y su puntuación será alta. Esta puede ser mejorada si los controles se verifican en
su funcionalidad, es decir la evaluación puede dar las soluciones con la verificación de los valores vs. Parámetros, variables de operación o tolerancias (puntuación del 1 al 10).
Índice de Prioridad de Riesgo. (IPR para todas las causas de falla). La obtención es, a través de multiplicar los valores de: Ocurrencia, severidad y detección.
Si el resultado obtenido en el IPR es mayor a 100 entonces hacer los ajustes que se requieran para bajar la puntuación en ocurrencia, severidad y detección. ACCIÓN CONTINGENTE, ACCIÓN CORRECTIVA Y ACCIÓN PREVENTIVA.
Después de realizar los ajustes, para lograr un IPR menor o cercano a 100, aplicar la reevaluación y hacer la nueva puntuación.
El refinamiento y ajustes de la falla potencial, hace que un equipo sea de ALTA CONFIABILIDAD.
39
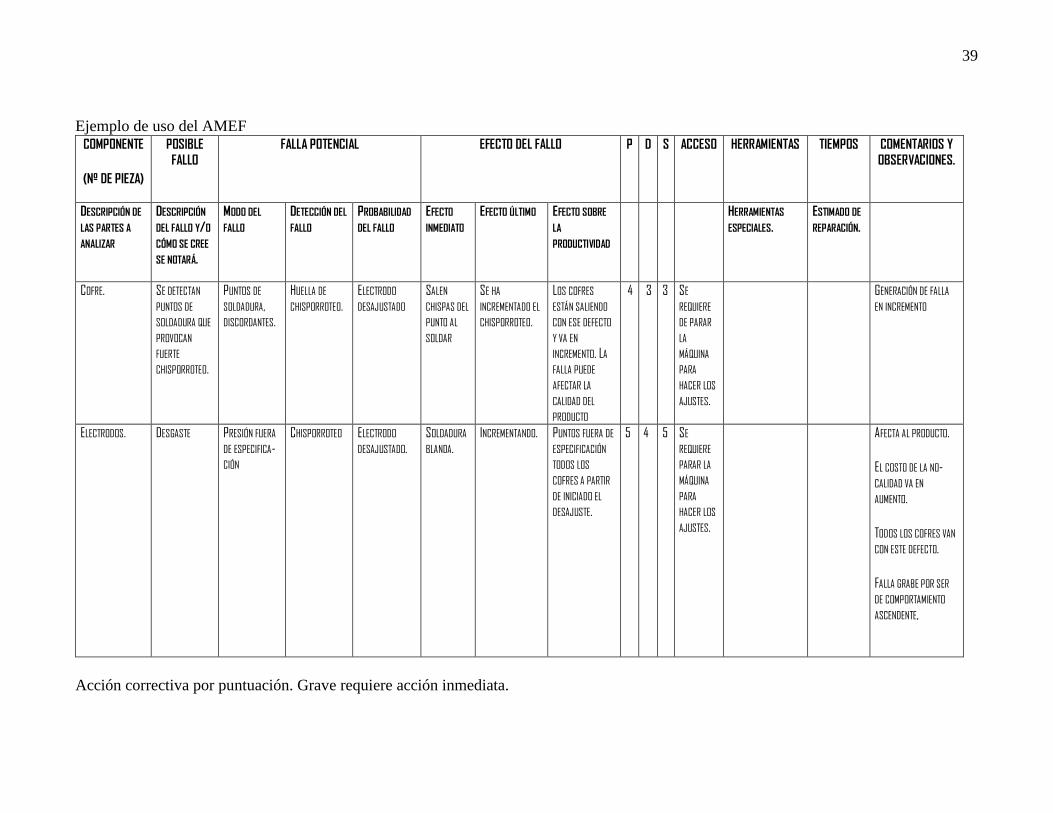
Ejemplo de uso del AMEF COMPONENTE
(Nº DE PIEZA)
POSIBLE
FALLO FALLA POTENCIAL EFECTO DEL FALLO P D S ACCESO HERRAMIENTAS TIEMPOS COMENTARIOS Y
OBSERVACIONES.
DESCRIPCIÓN DE
LAS PARTES A
ANALIZAR
DESCRIPCIÓN
DEL FALLO Y/O
CÓMO SE CREE
SE NOTARÁ.
MODO DEL
FALLO DETECCIÓN DEL
FALLO PROBABILIDAD
DEL FALLO EFECTO
INMEDIATO EFECTO ÚLTIMO EFECTO SOBRE
LA
PRODUCTIVIDAD
HERRAMIENTAS
ESPECIALES. ESTIMADO DE
REPARACIÓN.
COFRE.
SE DETECTAN
PUNTOS DE
SOLDADURA QUE
PROVOCAN
FUERTE
CHISPORROTEO.
PUNTOS DE
SOLDADURA,
DISCORDANTES.
HUELLA DE
CHISPORROTEO. ELECTRODO
DESAJUSTADO SALEN
CHISPAS DEL
PUNTO AL
SOLDAR
SE HA
INCREMENTADO EL
CHISPORROTEO.
LOS COFRES
ESTÁN SALIENDO
CON ESE DEFECTO
Y VA EN
INCREMENTO. LA
FALLA PUEDE
AFECTAR LA
CALIDAD DEL
PRODUCTO
4 3 3 SE
REQUIERE
DE PARAR
LA
MÁQUINA
PARA
HACER LOS
AJUSTES.
GENERACIÓN DE FALLA
EN INCREMENTO
ELECTRODOS. DESGASTE PRESIÓN FUERA
DE ESPECIFICA-
CIÓN
CHISPORROTEO ELECTRODO
DESAJUSTADO. SOLDADURA
BLANDA. INCREMENTANDO. PUNTOS FUERA DE
ESPECIFICACIÓN
TODOS LOS
COFRES A PARTIR
DE INICIADO EL
DESAJUSTE.
5 4 5 SE
REQUIERE
PARAR LA
MÁQUINA
PARA
HACER LOS
AJUSTES.
AFECTA AL PRODUCTO.
EL COSTO DE LA NO-
CALIDAD VA EN
AUMENTO.
TODOS LOS COFRES VAN
CON ESTE DEFECTO.
FALLA GRABE POR SER
DE COMPORTAMIENTO
ASCENDENTE,
Acción correctiva por puntuación. Grave requiere acción inmediata.
40
Parar la máquina y realizar el ajuste. Magnitud del problema: Demasiado costoso por la cantidad de cofres de re-trabajo.
Grupo participante: Cofres-Mantenimiento. (Diablos Rojos) 3 trabajadores de línea y 2 asignados de área mantenimiento mecánico.