Control estadístico de calidad en la fabricación de sacos ...
description

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111
Control de Calidad Estadístico y Gestión de Calidad Revisión de Agosto de 200 0 Profesor de Control de Calidad y Estadística de l Inacap

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222
A mis alumnos El presente trabajo tiene como finalidad dar un amp lio panorama de las técnicas estadísticas aplicadas al Control de Calid ad e informar adecuadamente de las técnicas de Gestión aplicadas al Control de Calidad. Considero importante advertir a mis alumnos que amb as partes, las Técnicas Estadísticas y la Gestión son complementar ias y de ninguna manera son reemplazables una por la otra. No es pos ible edificar una buena Gestión de Calidad si no se han implementado primer o las técnicas de Control de Calidad Estadístico, como tampoco es pos ible lograr una buena Gestión de la Calidad solo con las Técnicas Estadís ticas. Ambas son vitales y necesarias, ambas son el objetivo primordial de t odo Técnico e Ingeniero de Calidad que se aprecie de profesional. Los conceptos y conocimientos que se resumen en est e estudio son suficientes para que, llevadas a cabo, produzcan ex celentes resultados en empresas de tipo industrial. Este trabajo es de apoyo a las clases de Control de Calidad que se realizan en distintas carreras de Inacap, como Analistas Quí micos, Ingenieros de Proyectos Industriales, etc. Por esta razón, alguno s temas, solo son mencionados y necesariamente se desarrollan en clas e. El autor

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333
Parte 1: Control de Calidad Estadístico 1 Los defectos 1.1 Introducción. 1.2 Definición de la calidad 1.3 El objetivo de los métodos estadísticos de control en los procesos. 1.4 ¿Qué causa los productos defectuosos? 1.5 ¿Son todos los defectos iguales? ¿Debemos tratar a todos los
defectos por igual? 1.6 Clasificación de los defectos, muestrari o de defectos. 2 Distribuciones de frecuencia e histogramas 2.1 Población y muestras 2.2 ¿Cómo se distribuye los valores de l as variables que medimos?
¿Qué frecuencia tiene cada valor que la causa llama da "variación" nos entrega?
2.3 ¿Que tipos de variables conocemos? 2.4 Distribuciones de frecuencias. 2.5 Histogramas 3 Medidores de tendencia central y de dispersi ón 3.1 Media aritmética 3.2 Desviación típica 3.3 Método de cálculo por compilación 3.4 Ejercicios prácticos en clases 4 Distribución Continua, o Distribución Gaussia na, o Distribución Normal 4.1 Comprensión del concepto de Distribución Co ntinua, Distribución
Normal 4.2 Propiedades de la Distribución Normal 4.3 Ejercicios de comprensión sobre la Distr ibución Normal 5 Los diagramas 5.1 El diagrama de Pareto 5.1.1 ¿Qué son los diagramas de Pareto? 5.1.2 Como elaborar diagramas de Pareto 5.1.3 Ejercicios prácticos en clase 5.2 El diagrama Espina de Pescado o de Ishi kawa o de Causa y Efecto 5.2.1 ¿Que son los diagramas de Causa y Efecto ? 5.2.2 Como elaborar diagramas de Causa y Efect o

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444
6 Gráficas de control 6.1 ¿Qué son las gráficas de control? 6.2 Tipos de gráficas de control, X - R , pn, y p 6.2.1 Gráfico X – R 6.2.2 Gráfico np, Gráfico p 7 Como elaborar una gráfica de control _ 7.1 Gráfica X - R 7.2 Cálculo de los límites de control 7.2.1 Cálculo de límites sin valores especific ados 7.2.2 Cálculo de los límites con valores especific ados 7.2.3 Comparación de los Límites Con y Sin Especif icaciones.
Resultado de la Capacidad de Proceso. 7.2.4 Formato Gráfica X - R
7.2.5 Algunos casos de lecturas de gráficas de con trol por variables. 7.3 Gráfica np. 7.4 Cálculo de los límites de control por a tributos. 7.5 Formato de gráfico de Control de Proceso por A tributos. 7.6 Indice de la Capacidad de Proceso 7.7 Los cuatro casos posibles de los límites con y sin especificaciones. 8 Normas Chilenas 8.1 Norma Chilena 42 of 53 8.1.1 Resumen de Gráficos de Control por variables, Control de Exactitud 8.1.2 Resumen de Gráficos de Control por variables, Control de Precisón. 8.1.3 Factores para gráficos de Control por variabl es. 8.2 Norma Chilena 43 of 61 8.3 Norma Chilena 44 of 78 8.3.1 Alcance 8.3.2 Nivel de calidad aceptable (AQL) 8.3.2.1 Uso 8.3.2.2 Definición 8.3.3 Inspección normal, rigurosa y reducida 8.3.4 Plan de muestreo 8.3.5 Nivel de inspección 8.3.6 Tipos de planes de muestreo 9 Bibliografía del Control de Calidad Estadís tico

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555
Parte 2: Gestión del Control de Calidad 10 Control Total de Calidad (CTC) 10.1 Evolución Histórica del concepto 10.2 Conceptos del CTC 10.2.1 CTC Según Armand V.Feigenbaum 10.2.2 CTC Según Kaoru Ishikawa 10.2.3 CTC Según J. M. Juran 10.3 Ruta para implementar un programa de Control de Calidad Total. 10.3.1 Etapas de un programa de calidad total. 10.3.2 Etapa previa. 10.3.3 Etapas de un programa de Calidad Total en marcha. 10.3.4 Elementos esenciales en una empresa que ha ce Control Total de Calidad 11 Costos de calidad 11.1 Costos de Prevención 11.2 Costos de Evaluación 11.3 Costos de Fallas 12 Métodos de aseguramiento a Nivel Nacional e I nternacional. 12.1 Sistema Nacional de Acreditación 12.2 Internacionales. Familia ISO 9000 13 Concepto de las auditorias en el contexto de las normas ISO 9000 13.1 La auditoria y su significado. 13.2 Tipos de auditoria. 13.3 Elementos de una auditoria. 14 Bibliografía de la Gestión del Control de C alidad

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666
Parte 1: Elementos del Control de Calidad Estadís tico 1 Los defectos 1.1 Introducción. Actualmente, todas las empresas modernas saben que lograr un buen nivel de calidad es fundamental para el éxito de su gestión. La obtención de este objetivo, no solo es importante desde el punto de vista de la competencia, sino también para la satisfacción de las necesidades humanas. Estas necesidades humanas evolucionan constantemente, hay cada día mayor demanda de mejor precisión, más exactitud, intercambiabilidad, confort, etc. y lo que hoy acepta el consumidor, mañana puede rechazarlo, pues esta demanda de la cual estamos hablando, se perfecciona cada día, y toda empresa que no se adapte a este movimiento continuo corre el riesgo de quedar desplazada a corto plazo. Para marchar al compás de este ritmo se hacen necesarios mejores instrumentos, maquinarias, métodos, etc., y lo que es más importante, un mejor aprovechamiento de los mismos, es decir, obtener mejor calidad con la misma cantidad de dinero. Para lograr este objetivo debemos recurrir al control estadístico de calidad, como una de las armas más poderosas para la realización de todas estas ideas. El objetivo de este curso es dar una buena información de la herramientas existentes para el control estadístico de la calidad, pero debemos dejar bien claro que los objetivos de calidad no se logran esgrimiendo solamente estas herramientas estadísticas. Hoy en día, el concepto de Control Total de Calidad , enseña claramente que todos los estamentos de la empresa están involucrados en la obtención de la mejor calidad del producto, y que éste objetivo no es, de ninguna manera, responsabilidad exclusiva de los departamentos técnicos especializados en el control estadístico de la calidad, sino de todos los integrantes de la empresa, desde el más humilde emp leado, al más importante de los gerentes.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777
1.2 Definición de la calidad Definiremos dos aspectos de la calidad, la Calidad del Diseño y la Calidad del Producto. Entendemos por Calidad del Diseño al grado de concordancia entre el diseño y el fin para el cual fue creado, y por Calidad del Producto , al grado de conformidad entre el producto y su diseño. Los conceptos y métodos que veremos son aplicables al control de calidad del producto, y son, en general, métodos universales, es decir que valen para cualquier producto, ya sean cremas dentales, bebidas gaseosas, tractores, medicamentos o ampolletas. Un buen nivel de calidad implica un diseño correcto y un producto de acuerdo con su diseño. 1.3 El objetivo de los métodos estadísticos de con trol en los procesos . Podríamos preguntarnos, ¿ qué es un producto defectuoso? o más concretamente, ¿qué es un defecto? Juran explica lo que es un defecto haciendo un juego de palabras: " Un defecto es un defecto cuando todos estamos de acuerdo que es un defecto" Definición tradicional: Un defecto es el incumplimiento de una característica de calidad respecto de un límite especificado. Pero, los límites especificados, los determinamos nosotros, previo acuerdo con las partes interesadas o involucradas en el proceso, luego, por carácter transitivo, vale la frase del insigne maestro del control de calidad, Dr. J. M. Juran. Otra ilustre definición de lo que es un defecto, es la afirmación de Kahoru Ishikawa, quien dice que un defecto es lo que causa insatisfacción al cliente. 1.4 ¿Qué causa los productos defectuosos? La respuesta universal a esta pregunta es: la variación

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 888
La variación en los materiales, en las condiciones de la máquina, en los métodos de trabajo y en las inspecciones. Estas variaciones son las causas de los productos defectuosos. Si no existiera ninguna de esas variaciones, todos los productos serían idénticos y no habría variaciones en la calidad, y no existiría la ocurrencia de productos defectuosos y no defectuosos. 1.5 ¿Son todos los defectos iguales? ¿Debemos trata r a todos los defectos por igual? El sentido común nos dice que no a las dos preguntas. No es lo mismo un defecto considerado leve como ser una imperfección superficial en la etiqueta de un producto, que una medida fuera de especificaciones en un repuesto para motor de automóviles que lo haga absolutamente inservible. Y consecuentemente, no será el mismo criterio para tolerar la presencia de ambos defectos, y eso dará paso a distintos planes de calidad según el tipo de defecto. 1.6 Clasificación de los defectos, muestrario de d efectos. Existen distintas maneras de clasificarlos. aquí utilizaremos el siguiente: Defectos críticos : son aquellos que violan leyes, agreden al consumidor o hacen inservible al producto. Defectos mayores : producen una disminución en el correcto funcionamiento o utilización del producto y es notado por el consumidor. Defectos menores : producen una disminución leve en el correcto funcionamiento o utilización del producto, probablemente no lo note el consumidor. pero si lo nota, el personal calificado de producción y de control de calidad, Cada tipo de defecto será objeto de un estudio acabado por las partes interesadas y deberá finalizar en un muestrario de defectos, debidamente clasificado por tipo de defecto y firmado por las partes involucradas. En todos los casos posibles deberá construirse el muestrario con defectos situados justo en los límites de aceptación o rechazo.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 999
Unidad 2, Distribuciones de frecuencia e Histogram as 2.1 Población y muestras Una población es el total de las unidades que se consideran. En esta población queremos investigar una característica para conocer su situación relativa con los valores del diseño. Una muestra es una cantidad estadísticamente calculada de unidades de dicha población, cada unidad deberá ser extraída al azar. La medición y cálculo de una determinada característica nos dará una estimación del verdadero valor en la población. 2.2 ¿Cómo se distribuyen los valores de las varia bles que medimos? ¿Qué frecuencia tiene cada valor que la causa llamada "v ariación" nos entrega? Tenemos claro que las variaciones nos producen distintas medidas de una variable, la pregunta es como se distribuyen. En general siguen un comportamiento llamado gaussiano o normal De que se trata lo veremos más adelante pero por ahora nos alcanza con comprender que dicho comportamiento significa que los valores más cercanos al valor central, son los que más frecuentemente se repiten, y a medida que nos alejamos del valor central, la frecuencia baja dramáticamente. La gráfica de este comportamiento tiene una forma de campana. 2.3 ¿Que tipos de variables conocemos? Existen dos tipos de variables a considerar, Variables Continuas y Variables Discretas . Las variables continuas son aquellas que se miden... y las variables discretas se cuentan. Las primeras dan origen al control por variables y las segundas al control por atributos. Las características de calidad que llamaremos variables son todas aquellas que podemos representar por una cifra. Por ejemplo, la medida de un perno, la resistencia de resistores de alambre, el contenido de cenizas en carbón, etc., etc.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111000
Los atributos son aquellas características de calidad no mensurables, cuya dimensión en general no se puede representar con una cifra. Como por ejemplo podemos tomar las imperfecciones visuales de las superficies de los productos, tales como manchas, diferencias de tono, aspectos de una soldadura, etc., etc. Por fin, debemos tener en cuenta, que tanto los procesos como los lotes terminados pueden ser inspeccionados por atributos o por variables. 2.4 Distribuciones de frecuencias. Estudiemos el caso de control por variables, es decir estamos midiendo con un instrumento cuya resolución nos permite medir las variaciones que produce nuestro proceso. Una vez que el inspector recibe la muestra tomada estadísticamente de la población a valorar, procede a las correspondientes mediciones de cada una de las muestras. Téngase presente que lo más probable es que en cada unidad se hagan varias mediciones por variables y por atributos. Como resultado de esta acción tendremos una tabla de valores desordenados e incomprensibles. Lo primero que deberemos hacer es clasificarlas de menor a mayor, luego agruparlas en clases siguiendo algún criterio que nos permita acumular los datos dentro de clases, esto es dentro de valores que contengan varios de estos datos. Supongamos que tenemos la siguiente tabla de valores experimentales: 38 47 54 61 26 35 28 48 53 44 32 52 46 42 63 35 50 38 35 57 49 68 47 45 65 45 25 19 56 58 44 73 50 40 46 76 40 64 36 42 Total, n: 40 datos Valor mínimo : 19, valor máximo : 76 Rango, 76-19= 57 Número de clases : (cálculo empírico) : 40 Raíz de 40 y se redondea: 6 Ancho de clase : 9 57 dividido 6 y se lleva al numero impar más cercano: 9

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111111
El motivo por el cual conviene usar el ancho de clase como número impar es para que la marca de clase sea un número entero igual que los datos que se están estudiando. Si se utilizara un número par, el ancho de clase resulta con un decimal que habría que conservar hasta el final del cálculo y esto es fuente de errores. Con estos datos procedemos a construir nuestro diagrama de frecuencias, el cual una vez finalizado tiene el siguiente diagrama: LI LS Marca de Clase (mediana) (x) 18 26 22 ( 18 + 26 ) / 2 27 35 31 36 44 40 45 53 49 54 62 58 63 71 67 72 80 76 Una vez obtenido este cuadro procedemos al recuento y anotamos la frecuencia: LI LS X recuento frecuencia 18 26 22 /// 3 27 35 31 //// 5 36 44 40 //// //// 9 45 53 49 //// //// // 12 54 62 58 //// 5 63 71 67 //// 4 72 80 76 // 2 total 40 40 Este cuadro es el diagrama de frecuencias obtenido de los 40 datos obtenidos como variables y agrupados convenientemente en clases, este recuento ya nos está informando de que es lo que pasa con esta variable.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111222
2.5 Histograma: El cuadro anterior puede llevarse a un gráfico como sigue, dando lugar al Histograma:
HISTOGRAMA
0
3
5
9
12
54
2
00
2
4
6
8
10
12
14
21 22 31 40 49 58 67 76 85
MARCAS DE CLASE
FR
EC
UE
NC
IAS

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111333
3 Medidores de tendencia central y de dispersión Son varios los medidores de la tendencia central y de la dispersión de una serie de datos experimentales, de ellos estudiaremos los dos más frecuentes y útiles en Control de Calidad, estos son : la Media Aritmética , medidor de la tendencia central, y la Desviación Típica , medidor de la dispersión de los datos alrededor de la Media Aritmética. El desarrollo de las fórmulas es materia que se ent rega durante el desarrollo de las clases. 3.1 Media aritmética Mide la tendencia central. Se define como Media Aritmética al valor central producto del siguiente cálculo:
X
f X f X f Xf f f
f X
f
fX
f
fX
Nk k
k
j jj
k
jj
k====++++ ++++ ++++
++++ ++++ ++++==== ==== ========
====
∑∑∑∑
∑∑∑∑
∑∑∑∑∑∑∑∑
∑∑∑∑1 1 2 2
1 2
1
1
. . ... ....
de donde deriva:
X A + c f j
j=1
k====
==== ++++
====∑∑∑∑
∑∑∑∑
∑∑∑∑f u
A cfu
N
jj
k
1
Nota: El desarrollo de las Fórmulas se explica en clase o pueden consultarse: a) en la obra del autor: Estadística para Ingenieros y Técnicos del Inacap. b) en el libro de Estadística de Murray Spieguel.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111444
3.2 Desviación típica Mide la dispersión de los valores con respecto al valor central. Se define como desviación típica al valor que surge del siguiente cálculo:
(((( )))) (((( ))))S
f X X
f
f X X
N
j jj
k
jj
k====
−−−−====
−−−−====
====
∑∑∑∑
∑∑∑∑
∑∑∑∑2
1
1
2
pues ΣΣΣΣf = n
Esta fórmula puede derivarse mediante sencillos cálculos a esta otra:
S c
fu
N
fu
N==== −−−−
∑∑∑∑ ∑∑∑∑*2 2
Nota: El desarrollo de las Fórmulas se explica en clase o pueden consultarse: a) en la obra del autor: Estadística para Ingenieros y Técnicos del Inacap. b) en el libro de Estadística de Murray Spieguel. 3.3 Método de cálculo por compilación: X f U fu fu2 22 3 -3 -9 27 31 5 -2 -10 20 40 9 -1 - 9 9 49 12 0 0 0 58 5 1 5 5 67 4 2 8 16 76 2 3 6 16 ∑∑∑∑fu = - 9 ∑∑∑∑fu2 = 95 donde: c = 9 y A = 49 Media aritmética: 46,98 Desviación típica : 13.72 Este cálculo tiene un error como consecuencia de suponer a todos los datos dentro de cada clase como iguales.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111555
Nota: Los decimales de las respuestas obtenidas, deberán guardar relación con los decimales que tengan los datos, sin embargo, cuando use las calculadoras deberá conservar en cada cálculo, todos los decimales que genera la calculadora, para luego aproximar la respuesta a la cantidad de decimales igual a los que tengan los datos, nunca menos . En particular en estos cálculos es costumbre usar uno o dos decimales más que los datos. Tampoco es correcto usar muchos decimales pues no tienen significado alguno. 3.4 Ejercicios prácticos en clases: Mediante la extracción de datos de una urna normal se construye la correspondiente distribución de frecuencias, el histograma, se calcula la Media Aritmética y la Desviación Típica. Se usarán dos métodos de cálculo, uno por medio de la calculadora y otro por medio de las fórmulas vistas en clases. Nota: se exigirá un correcto manejo algebraico de números escritos de forma exponencial.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111666
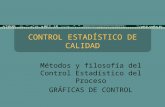
4 Distribución Continua, o Distribución Gaussiana, o Distribución Normal 4.1 Comprensión del concepto de distribución contin ua, Distribución Normal Un histograma se construye a partir de un cierto número de datos. Pero ¿que le pasaría al histograma si continuamos aumentando el número de datos? Si el intervalo de clase se reduce poco a poco a medida que aumenta el número de datos, se obtiene una distribución de frecuencias continua, como límite de una distribución de frecuencia relativa. En realidad es una expresión de la población misma, puesto que se obtiene de un número infinito de datos. Existen muchas clases de distribución, y una de las más frecuentes es la Distribución Normal. En muchos casos, cuando la variación de una característica de calidad es causada por la suma de un gran número de errores infinitesimales independientes debidos a diferentes factores, la distribución de la característica de calidad se aproxima a una distribución normal. La forma de la Distribución Normal puede describirse como la de una campana. La siguiente figura muestra la forma de esta distribución:
Curva Normal de Gauss
µ−4σµ−4σµ−4σµ−4σ µ−3σµ−3σµ−3σµ−3σ µ−2σµ−2σµ−2σµ−2σ µ−1σµ−1σµ−1σµ−1σ µµµµ µ+1σµ+1σµ+1σµ+1σ µ+2σµ+2σµ+2σµ+2σ µ+3σµ+3σµ+3σµ+3σ µ+4σµ+4σµ+4σµ+4σ
4.2 Propiedades de la Distribución Normal La curva característica queda determinada totalmente por dos parámetros:
µ σy
Si bien en este curso no tenemos espacio para desarrollar el concepto de probabilidades, será necesario definir los siguientes puntos:

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111777
Un suceso es más o menos probable según la frecuencia con que ocurre. a mayor frecuencia de ocurrencia pasada será mayor la probabilidad de ocurrencia futura. Los histogramas y los gráficos de frecuencia, tambi én pueden interpretarse como gráficos de probabilidades de ocurrencia . En particular, la Campana de Gauss, o Curva Normal, es una función de probabilidades, y la superficie que se encierra debajo de la curva, y limitada por dos valores de x es directamente una medida de la probabilidad de ocurrencia de un suceso determinado. Aceptando estos conceptos veremos como se puede hacer los cálculos partiendo de la Curva Normal. En primer término, la Curva Normal hay que transformarla en lo que se llama forma canónica , esto significa que el cero de las X irá al medio del gráfico. Para lograrlo se usa una variable llamada z y es:
(((( ))))z
X X====
−−−−σ
Esta transformación hace que siempre el valor de la desviación típica, en una curva canónica, sea igual a uno, y el valor de z no es más que un dato medido en relación a su propia desviación. Esto hace que la curva tenga características muy particulares que veremos luego de los siguientes comentarios. Esta variable depende de datos conocidos, es decir la media de la muestra y su desviación, por lo tanto para determinados valores de x, se hace el cálculo y las tablas dan la respuesta en términos de probabilidad de ocurrencia. Este punto es muy importante pues de aquí parte todos los criterios de control del control de la calidad. De todo esto se desprende lo siguiente: La superficie, y por lo tanto la probabilidad de ocurrencia del suceso, vale: 68.27 % para una desviación típica a ambos lados de l cero 95.45 % para dos desviaciones típicas a ambos lados del cero 99.73 % para tres desviaciones típicas a ambos lado s del cero

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111888
Esto se aprecia en los siguientes gráficos:
AREA BAJO LA CURVA NORMAL IGUAL A 68.27%
0
5
10
15
20
25
30
35
40
45
-3 -2 -1 0 1 2 3DESDE -1 A +1 DESVIACION TIPICA
PR
OB
AB
ILID
AD
ES
AREA BAJO LA CURVA NORMAL IGUAL A 95,45%
0
5
10
15
20
25
30
35
40
-3 -2 -1 0 1 2 3DESDE -2 A +2 DESVIACION TIPICA
PR
OB
AB
ILID
AD
ES
AREA BAJO LA CURVA NORMAL IGUAL A 99,73%
0
5
10
15
20
25
30
35
40
45
-3 -2 -1 0 1 2 3DESDE -3 A +3 DESVIACION TIPICA
PR
OB
AB
ILID
AD
ES

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 111999
4.3 Ejercicios de comprensión sobre la Distribució n Normal. Los siguientes ejercicios, tienen como objetivo aprender el uso de las tablas de Gauss. Ejercicio nº 1 Hallar el área bajo la CURVA NORMAL en cada uno de los 7 casos siguientes: a) Entre z = 0 y z = 1.20
CURVA NORMAL DE GAUSS
0
510
15
2025
30
3540
45
-3 -2 -1 0 1 2 3Area bajo la curva entre z = 0 y z = 1,2
PR
OB
AB
ILID
AD
ES
De tablas leemos que para z = 1,2 es 0,3849, por lo tanto: Pr {0 ≤≤≤≤ z ≤≤≤≤ 1,2} = 0,3849 Esto significa que el área bajo la curva no rmal para z entre 0 y 1,2 es del 38.49%
b) Entre z = - 0.68 y z = 0
CURVA NORMAL DE GAUSS
0
5
10
15
20
25
30
35
40
45
-3 -2 -1 0 1 2 3Area bajo la curva entre z = -0,68 y z = 0
PR
OB
AB
ILID
AD
ES
En tablas se lee para z = 0.68 es 0.2518 por lo tan to, Pr {-0,68 ≤≤≤≤ z ≤≤≤≤ 0} =0.2518 Esto significa que el área bajo la curva, para z= -0,68 y z=0 es el 25.18%
c) Entre z = - 0.46 y z 2.21

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222000
CURVA NORMAL DE GAUSS
0
5
1015
20
25
3035
40
45
-3 -2 -1 0 1 2 3
Area bajo la curva de z = -0,46 a z = 2,21
PR
OB
AB
ILID
AD
ES
En tablas se lee que, para z = 0.46 es 0.1772 por l o tanto, Pr {-0,46 ≤≤≤≤ z ≤≤≤≤ 0} =0.1772 Nótese que en la lectura se prescindió del signo me nos. Por otra parte, para z = 2.21 se lee 0.4864. lo cua l significa : Pr {0 ≤≤≤≤ z ≤≤≤≤ 2.21} =0.4864 Para encontrar el área total debemos sumar ambos re sultados: 0.1772+0.4864 = 0.6636 Esto significa que el área bajo la curva, para z= - 0.46 y z=2.21 es del 66.36% d) Entre z = 0.81 y z = 1.94
CURVA NORMAL DE GAUSS
0
5
10
15
20
25
30
35
-3 -2 -1 0 1 2 3Area bajo la curva entre z = 0,81 y z = 1,94
PR
OB
AB
ILID
AD
ES
Para z = 0.81 es 0.2910 por lo tanto, Pr {0.81 ≤≤≤≤ z ≤≤≤≤ 0} =0.2910 Para z = 1.94 es 0.4738 esto es : Pr {0 ≤≤≤≤ z ≤≤≤≤ 1.94} =0.4738 Para encontrar el área entre los dos puntos elegido s, debemos restar ambos resultados: 0.4738 - 0.2910 = 0.1828 Esto significa que el área bajo la curva, para z= 0.81 y z=1.94 es del 18.28% e) A la izquierda de z = - 0.6, esto significa, entre z = - ∞ y z = - 0.6

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222111
Tener presente que desde z = - ∞ y z = 0 la superficie bajo el área es 0.5000 (50%)
CURVA NORMAL DE GAUSS
0
5
10
15
20
25
30
35
-3 -2 -1 0 1 2 3
Area bajo la curva entre z = - infinito y z = - 0,6
PR
OB
AB
ILID
AD
ES
Para z = 0.6 es 0.2258 por lo tanto, Pr {0.6 ≤≤≤≤ z ≤≤≤≤ 0} =0.225 Para z = - ∞∞∞∞ es 0.5000, esto es : Pr { - ∞∞∞∞ ≤≤≤≤ z ≤≤≤≤ 0} =0.5000 Para encontrar el área entre los dos puntos elegido s, debemos restar ambos resultados: 0.5000 - 0.2258 = 0.2742 Esto significa que el área bajo la curva, para z = - ∞∞∞∞ y z=- 0.6 es del 27.42%
f) A la derecha de z - 1.28 , esto es ,entre z = - 1.28 y z = + ∞
CURVA NORMAL DE GAUSS
0
5
10
15
20
25
30
35
40
-3 -2 -1 0 1 2 3Area entre z = -1,28 y z = + infinito
PR
OB
AB
ILID
AD
ES
Para z = 1.28 es 0.3997 por lo tanto, Pr {-1.28 ≤≤≤≤ z ≤≤≤≤ 0} = 0.3997. Para z = 0 y z= +∞∞∞∞ es 0.5000, esto es : Pr {0 ≤≤≤≤ z ≤≤≤≤ +∞∞∞∞} = 0.5000. Para encontrar el área entre los dos puntos elegidos, debemos sumar ambos resultados: 0.3997+0.5000 = 0.8997. Esto significa que el área bajo la curva, para z = -1.28 y z =+ ∞∞∞∞ es del 89.97%
g) A la derecha de z = 2.05, y a la izquierda de z = - 1.44

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222222
CURVA NORMAL DE GAUSS
0
2
4
6
8
10
12
14
16
-3 0 3
A la izquierda de -1,44 y a la derecha de 2,05
PR
OB
AB
ILID
AD
ES
Área total bajo la curva = 1-(área entre-1.44 y 0) - (área entre 0 y 2.05) 1 - 0.4251 - 0.4798 = 0.0951, esto es 9.51% Ejercicio nº 2 Este ejercicio ayuda a entender el uso de los procedimientos anteriores para el cálculo de las probabilidades en eventos reales. Se recomienda al alumno dibujar las “campanas” e ir identificando las áreas escogidas. Si los diámetros de las bolillas de rodamientos están normalmente distribuidas con media 0.6140 mm y desviación típica 0.0025 mm determinar el % con diámetro : a) entre 0.6100 y 0.6180 mm b) mayores que 0.6170 mm c) menores que 0.6080 mm Solución: a) - z = (0.6100-0.6140) / 0.0025 = - 1.60 + z = (0.6180-0.6140) / 0.0025 = + 1.60 Área solicitada = probabilidad buscada = 0.4452 + 0.4452 = 0.8904 La probabilidad de que el diámetro de las bolillas se encuentren entre 0.610 y 0.618 mm es del 89.04% b) z = (0.6170 - 0.6140) / 0.0025 = 1.20 El área para z = 1,2 es 0.3849 El área solicitada es 0.5000 – 0.3849 = 0.1151

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222333
La probabilidad de que el diámetro de las bolillas sea mayor que 0.617 es del 11.51% c) z= (0.6080-.6140) / 0.0025 = 2.40 Para z = 2.40 es 0.4918 El área buscada es 0.5000 - 0.4918 = 0.0082
Probabilidad = 0.82 %

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222444
Unidad 5, Los Diagramas 5.1 El Diagrama de Pareto 5.1.1 ¿Qué son los Diagramas de Pareto? Los problemas de calidad se presentan como pérdidas. Es muy importante aclarar el patrón de la distribución de las pérdidas. La mayoría de las pérdidas se deberán a unos pocos tipos de defectos, y estos defectos pueden atribuirse a un número muy pe queño de causas. Si se identifican las causas de estos pocos defectos vitales, podremos eliminar casi todas las pérdidas, concentrándonos en esas causas particulares y dejando de lado otro muchos defectos triviales . El uso del diagrama de Pareto permite solucionar este tipo de problemas con eficacia. Existen dos tipos de diagramas, los que analizan los efectos, y los que estudian las causas. 5.1.2 Como elaborar diagramas de Pareto Paso 1 decida qué problemas se van a investigar y como recoger los datos. ejemplo: objetos defectuosos, perdidas en términos monetarios, ocurrencia de accidentes. Paso 2 decida qué datos va a necesitar y como clasificarlos. ejemplo: por tipo de defecto, localización, proceso, máquina, trabajador, método. Paso 3 defina el método de recolección de los datos y el período de duración de la recolección. Paso 4 diseñe una tabla para el recuento de los datos. Tipos de defectos Recuento total Fractura //// //// 10 Rayado //// //// //// //// ...... //// // 42 Manchado //// / 6 Tensión //// //// //// //// ...... //// //// 104 Rajadura //// 4 Burbuja //// //// //// //// ...... //// 20 Otros //// //// //// 14 Total 200 200

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222555
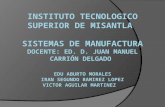
Paso 5 analice y vuelva a ordenar la información Tipo numero Total porcentaje % acumulado Tensión 104 104 52 52 Rayado 42 146 21 73 Burbuja 20 166 10 83 Fractura 10 176 5 88 Mancha 6 182 3 91 Rajadura 4 186 2 93 Otros 14 200 7 100 Total 200 100 Paso 6 construya el diagrama de barras. Pocos vitales ... muchos triviales Pareto
DIAGRAMA DE PARETO POR ITEMS DEFECTUOSOS
0
20
40
60
80
100
120
TENSION RAYADO BURBUJA FRACT. MANCHA RAJAD. OTROS
DEFECTOS
NU
ME
RO
DE
U
NID
AD
ES
D
EF
EC
TU
OS
AS
0102030405060708090100
PO
RC
EN
TA
JE
AC
UM
ULA
DO
En este ejemplo, producción tendrá que resolver, en primer término, las causas de los defectos tensión y rayado, con lo cual se reducirá el inconveniente en el 73% ! 5.1.3 Ejercicio Práctico en clase: Utilizando una urna con datos, se extrae una muestr a y se elabora un diagrama de Pareto.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222666
5.2 El diagrama Espina de Pescado, o de Ishikawa, o de Causa y Efecto 5.2.1 ¿Que son los diagramas de Causa y Efecto : Es un diagrama que muestra la relación entre una característica de calidad por la cual estamos interesados, (probablemente porque haya baja calidad en dicha característica) y los factores de los cuales depende (entre los cuales deberemos buscar las causas del problema de calidad) En general, puede decirse que un proceso puede atribuirse a una cantidad de factores y es posible encontrar la relación Causa y Efecto de esos factores. En las dos páginas siguientes se muestra como se “arma” el diagrama y a continuación hay un ejemplo muy pormenorizado acerca de las causas que pueden originar una derrota deportiva.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222777
AAAuuutttooorrr EEEdddgggaaarrrdddooo OOOjjjeeedddaaa BBBaaarrrcccooosss DDDeeerrreeeccchhhooosss dddeee AAAuuutttooorrr eeennn ttt rrrááámmmiii ttteee
Diagrama de Ishikawa, también llamado “Espina de pe scado” o diagrama decausa - efecto
Característica
Efecto
Hueso grande
Huesomediano
Columna Vertebral
Huesopequeño
Factores (Causas)

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222888
AAAuuutttooorrr EEEdddgggaaarrrdddooo OOOjjjeeedddaaa BBBaaarrrcccooosss DDDeeerrreeeccchhhooosss dddeee AAAuuutttooorrr eeennn ttt rrrááámmmiii ttteee
Derrota enun torneodeportivo
TécnicaEstrategia
Animo Salud
Compostura
Concentración
Calma
Confianza
Espíritu de lucha
Orgullo
Entusiasmo
DevociónCuidado
Paciencia
Nutrición
Calorías
Comida
Cantidad
Descanso
Diversión
RelajamientoDormir
Tiempo
Que tan bien
Ejercicio
Itinerario
Calidad
Cantidad
FormaConsejo
Repetición
Modelos
Ejemplo de Diagrama de Ishikawa
Movimiento
Potencia
Velocidad
Trabajo enequipo
Función
Cooperación
Estudio deloponente
Información
Análisis
Juicio de lasituación
Observación
Experiencia en partidos
Planeación
Teoría
Reglas
Sentidocomún

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 222999
5.2.2. Cómo elaborar diagramas de causa y Efecto. Procedimiento para elaborar los diagramas de Causa y Efecto para la identificación de causas. Paso 1 Describa el efecto o atributo de calidad Paso 2 Escoja una característica de calidad y escríbala en el lado derecho de una hoja de papel, dibuje de izquierda a derecha la línea de la espina dorsal y encierre la característica en un cuadrado. Luego, escriba las causas primarias que afectan a la característica de calidad, en forma de grandes huesos, encerrados también en cuadrados. Paso 3 Escriba las causas (causas secundarias) que afectan a los grandes huesos (causas primarias) como huesos medianos, y escriba las causas (causas terciarias) que afectan a los huesos medianos como huesos pequeños. Paso 4 Asigne la importancia de cada factor, y marque los factores particularmente importantes que parecen tener un efecto significativo sobre la característica de calidad. Paso 5 Registre cualquier información que pueda ser de utilidad.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333000
6 Gráficas de Control 6.1 ¿Qué son las Gráficas de Control ? En 1924, W.A. Shewhart, propuso una Gráfica de Control para eliminar las variaciones anormales, distinguiendo las variaciones debidas a causas asignables de aquellas debidas a causas al azar, es decir, causas no asignables Una gráfica de Control consiste en una línea central, un par de límites de control, uno de ellos colocado por encima de una línea central y otro por debajo, y en ciertos valores característicos registrados en la gráfica que representa el estado del proceso. Si todos los valores ocurren dentro de los límites de control , sin ninguna tendencia especial, se dice que el proceso está en estado controlado . Sin embargo, si ocurren por fuera de los límites de control o muestran una forma peculiar, se dice que el proceso está fuera de control.
9092949698
100102104106108110
08:00
08:30
09:00
09:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
15:00
15:30
16:00 0
Límite deControlSuperior
LineaCentral
Límite deControlInferior
ValoresdelProceso
Gráfica para estado controlado
9092949698
100102104106108110
08:00
08:30
09:00
09:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
15:00
15:30
16:00 0
Límite deControlSuperior
LineaCentral
Límite deControlInferior
ValoresdelProceso
Gráfica para estado fuera de control

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333111
La calidad de un producto manufacturado por medio de un proceso inevitablemente sufrirá variaciones. Estas variaciones tienen causas y estas últimas pueden clasificarse en los siguientes dos tipos: Causas no Asignables (Causas debidas al azar) Las variaciones debidas al azar son inevitables en el proceso. Tratar de eliminarlas puede resultar estéril y en la mayoría de los casos extremadamente caro. Por otra parte estas variaciones dentro de ciertos límites pueden ser totalmente tolerables y no causan reales disminucio nes de la calidad del producto. Estas variaciones se aceptan, se las consideran inherentes al proceso, y por lo tanto son variacion es normales. De hecho, estas variaciones son las que originan la distribución gaussiana que vimos en la primera parte de este curso. Causas Asignables La variación debida a Causas Asignables significa que hay factores anormales que deben ser investigados. Estas variaciones no son normales, no pertenecen al proceso y no serán aceptadas. Las Causas Asignables podrían originar productos defectuosos, (aunque no indispensablemente) es decir, contienen características, que hacen a la calidad del producto, que podrían estar afuera de los límites que establecen las especificaciones de calidad del producto. El objeto del Control de Calidad Estadístico, de pr oceso o cualquier otro, es encontrar y separar las Causas Asignables. (Aun cua ndo no estén causando defectos). Estas Causas Asignables tienen necesariamente que ser encontradas y eliminadas pues producen una disminución de la calidad del producto. Cuando los puntos se encuentran fuera de los límites de control o muestran una tendencia particular, decimos que el proceso está fuera de control , y esto es a causa de las Causas Asignables. Nota: Mas adelante, se retomará este tema, cuando s e hable de limites con y sin valores especificados, allí se verá que no siem pre que un proceso que esté fuera de control producirá defectos, por lo cu al estas definiciones que aquí se mencionan son solo para iniciar el estudio, pero el alumno deberá remitirse a los desarrollos posteriores si se le co nsulta sobre lo que significa un proceso en estado controlado y si se cumplen o n o con la especificaciones.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333222
¿Cuál es el objetivo de una Gráfica de Control? El objetivo, como lo indica su nombre, es controlar el proceso, es decir, mantenerlo en estado controlado, para ello debemos hacer una gráfica que en rigor son dos, una para la exactitud, o sea, la gráfica X, y otra, para la precisión, esta es la gráfica R. El control siempre deberá contener ambas gráficas, es decir, la correspondiente a X y la correspondiente a R. Son indisolubles , no pueden existir independientes, no existe control con solo una de ellas . Y cualquiera de las dos que este fuera de control declara al proceso fuera de control. Para comprender un proceso, y saber si se encuentra bajo control, deberemos conocer la variación debida al azar, y este conocimiento lo extraeremos, precisamente de las gráficas de control de proceso. Para esto se tomaran pequeñas muestras cada periodos de tiempo preestablecidos, de forma que en cada pequeña muestra los factores de variación sean comunes. Por esta razón las unidades que se toman para cada pequeña muestra deberán ser una a continuación de otra, de esta forma, los factores que varían de unidad a unidad serán mínimos. Las cantidades a extraer en cada muestra tomada a períodos regulares serán de 3 a 10 unidades siendo las más frecuentes de 3 a 6 y la más recomendable es 5. Hay varias clases de gráficas de control, dependiendo de su propósito y de las características de la variable. En cualquier tipo de gráfica de control el límite de control se calcula usando la siguiente fórmula: (Valor Promedio) ± 3 x (Desviación Estándar) Donde la Desviación Estándar es la variación debida al azar. Este tipo de gráfica de control se llama una gráfic a de control de 3-sigma. 6.2 Tipos de Gráficas de Control Hay dos tipos de Gráficas de Control , una para valores continuos y otra para valores discretos. En cada tipo hay varias alternativas para elegir el par de medidores necesarios.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333333
Valor característico Nombre Valor continuo
Gráficas
σ
σ
-X
R - X
- X
R - X
~
~
Valor discreto Gráficas np p u c
La tabla siguiente muestra las fórmulas que deben utilizarse para calcular los
límites de control y el valor central, utilizando los medidores R,X . Las tablas donde figuran los factores son provistas en este apunte y son equivalentes a las que se encuentran en la Norma Chilena 42. Tipo de gráfica de control
limite superior de control (LCS) línea central (LC) limite inferior de control (LCI)
Valor continuo – promedio
X
LCS = X A R++++ 2
LC = X
LCI = X A R−−−− 2 Valor continuo – Rangos R
LCS = D R4 LC = R
LlCI = D R3
Valor discreto – número de unidades defectuosas pn
)1(3
)1(3
pnpnpLCi
npLC
pnpnpLCs
−−=
=−+=
Los valores de las constantes debe consultarse en las tablas del adjunto o en la Norma Chilena 42. _ 6.2.1 Gráfica X - R Esta se usa para controlar y analizar un proceso en el cual la característica de calidad del producto que se está midiendo toma valores continuos, tales como longitud, peso o concentración, y esto proporciona la mayor cantidad de información sobre el proceso. El valor X representa un promedio de una pequeña
muestra o subgrupo, y R el rango de dicho subgrupo. Una gráfica XXXX debe

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333444
usarse en combinación con una gráfica R para controlar la variación dentro de un subgrupo. 6.2.2 Gráfica pn, Gráfica p Estas gráficas se usan cuando la característica de calidad se representa por el número de unidades defectuosas o la fracción defectuosa. Para una muestra de tamaño constante, se usa una gráfica pn del número de unidades defectuosas, mientras que una gráfica p de la fracción de defectos se usa para una muestra de tamaños variable. Otros tipos de gráficas por atributos son las gráficas c y las gráficas u.
Luego de los ejemplos que se desarrollarán de gráficas X - R se dará un ejemplo de gráfica np . 6.3 Especificaciones, Tolerancias, Discrepancias Antes de entrar a la metodología de elaboración de las gráficas de control, deberemos distinguir claramente lo que son las Especificaciones , con sus Tolerancias y lo que posteriormente llamaremos Limites de Control sin valores Especificados. La Especificación y sus tolerancias, son dadas por el cliente o en su defecto el diseñador del producto. La Especificación indica como uno quiere el producto. Cada variable que tenga que ver con la ca lidad del producto tendrá que tener su correspondiente especificación. Por ejemplo, el largo de un tornillo, el contenido en gramos de un recipiente que contiene un alimento, etc., etc. Ahora bien, tenemos que tener muy claro, que las especificaciones tienen que ver con el producto, con su funcionalidad, su estética, y todo lo que hace a la calidad de dicho producto. Además, se establecen los límites de tolerancia para dichas Especificaciones, dentro de las cuales, el producto se considera Bueno, y se sobreentiende que si se excede dichos límites el producto será defectuoso. Un ejemplo de Especificaciones y sus Tolerancias son las siguientes: Para el largo de un perno: 2,54 mm ±±±± 0,20 mm En este ejemplo la Especificación es 2,54, la tolerancia es 0,40 mm ( de extremo a extremo) y la discrepancia 0,20mm. Para el contenido de un envase de crema de leche: 2 00 c.c. ±±±± 5 c.c. La Especificación es 200 c.c., la Tolerancia es 10 c.c. y la discrepancia 5 c.c. Podríamos hacernos la siguiente pregunta: ¿Porque las tolerancias?

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333555
Pues, desde el principio sabemos que los procesos no pueden hacer todos los productos iguales, por ello tenemos que poner límites, de forma que cuando se excedan dichos límites diremos que se producen defectos. . Por ejemplo, un perno con un largo de 2,80 mm o un envase de crema de leche con 193 c.c. En resumen , a) las Especificaciones y sus tolerancias son puestas con criterios que no necesariamente tienen relación con los procesos productivos, y, en general obedecen al diseño o a razones estéticas del producto. b) cuando el producto, al medir la variable de una característica, excede la especificación se lo declara defectuoso. Ahora veamos la máquina y el proceso que tiene que elaborar el producto, hasta ahora sabemos que dichos procesos presenta variaciones que son normales, entonces nos preguntamos: ¿Podrá ser capaz, la máquina de producir nuestro pr oducto dentro de las tolerancias que nos da la Especificaciones que nos entregaron? ¿Será capaz de hacer el producto sin defectos? Los procedimientos estadísticos que estudiaremos a continuación que responderán esta pregunta se denominan, por esta razón: Capacidad de Proceso o Capacidad de Máquina 6.4 Capacidad de Proceso o Capacidad de Máquina El estudio de la Capacidad de Proceso consta de una serie de pasos. En primer lugar, se toman una serie de datos del proceso, mediante los cuales se calculan, usando las fórmulas vistas anteriormente, los Límites Naturales del Proceso , que de ahora en mas se denominan: Limites de Proceso Sin Valores Especificados . Es decir son los límites normales del proceso, es lo que la máquina “pide” para trabajar normalmente. Estos límites son los que si se trasponen se dice que el proceso esta Fuera de Control , (aunque solo sea un punto). Pero en este cálculo, no han intervenido las especificaciones del producto, y estos entran a jugar después de haber conocido los límites anteriores. A partir de las Especificaciones y sus tolerancias, y utilizando las fórmulas que se proveen en los adjuntos, se transforman las Especificaciones y sus Tolerancias en lo que desde ahora llamaremos Límites de Proceso Con Valores Especificados. Estos Límites de Proceso con Valores Especificados, sigue n siendo las Especificaciones, solo que traducidas a un modo que puedan ser comparadas a los Límites de Proceso sin Valores Esp ecificados que “pidió” la máquina.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333666
Si el proceso puede trabajar dentro de los Límites con valores Especificados estaremos cumpliendo con las especificaciones y no habrán defectos. Dicho de otra forma, los Límites Con Valores Especificados, “defienden” las Especificaciones. Una vez que conocemos los límites con y sin especificación, procederemos a comparar ambos juegos de límites, y podremos contestar si el proceso es o no es capaz de producir sin defectos.
Si la amplitud de los límites Con Valores Especificados , es mayor que la amplitud de los límites Sin Valores Especificados , podremos decir que el proceso es capaz de cumplir con lo que se le solicita. Por lo contrario, si la amplitud de los límites Con Especificaciones, es inferior a la amplitud de los límites Sin Especificaciones , diremos que el proceso no es capaz de cumplir con las especificaciones y consecuentemente, si se produce, habrá defectos. Una analogía útil es la siguiente, si los límites Con Valores Especificados, fuera una caja de zapatos, y los límites Sin Valores Especificados, fueran los zapatos, diremos que si la caja es más grande que los zapatos podremos acomodar los zapatos adentro y diremos que el proceso es capaz. Si los zapatos son mas grandes que la caja, éstos no podrán entrar en la caja y en consecuencia, diremos que la Capacidad de Proceso es negativa. 7 Como elaborar una gráfica de control _ 7.1 Gráfica X - R La gráfica para este control se provee en los adjuntos. Se trata de una gráfica que contiene tres áreas, una para el registro de los datos, la segunda para el control de la exactitud del proceso, y es donde se trazan las medias aritméticas de los datos y por último, al pie del gráfico, el área donde se controla la precisión del proceso, y es donde se ponen los rangos. La ruta para elaborar una gráfica de control es la siguiente: Paso 1 Recoja los datos, o sea controle el proceso a intervalos regulares y anote los datos de cada subgrupo. Paso 2 Calcule los promedios para cada subgrupo, Paso 3 Calcule el promedio de los promedios. Paso 4 Calcule R cada subgrupo. ( El Rango R es la diferencia entre el mayor y el menor valor de cada subgrupo) Paso 5 Calcule el promedio de R.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333777
Paso 6 Calcule las líneas de control, usando las fórmulas provistas. Paso 7 Dibuje las líneas de control. Paso 8 Localice los puntos en el gráfico y determine si hay puntos que salgan de los líneas de control, ya sea por exactitud o por precisión. Paso 9 Registre todos los antecedentes de interés. A continuación se provee de una serie de datos que hipotéticamente fueron extraídos de un proceso que funciona de acuerdo a una distribución normal. El tamaño del subgrupo será para éste caso de 5 unidades. Este tamaño puede variar de 3 a 10 unidades y la elección del tamaño será una decisión económica, si tengo tiempo y gente para hacerlo, cuanto más grande pueda extraer la muestra, mejor será el control. El mismo criterio vale para la frecuencia, cuanto menos tiempo tarde en realizar otro control, mejor será. Si por limitaciones de disponibilidad de gente, tenemos que elegir entre hacer subgrupos más grandes o extraer subgrupos más frecuentemente, es mejor esto último. Normalmente, para este tipo de estudios, no deben extraerse menos de 20 subgrupos, ojalá, 25. Pero para no hacer largo nuestro estudio, solo procesaremos 10 muestras de 5 unidades cada una. Supondremos que la dimensión esta expresada en gramos A partir de ahora llamaremos muestras a los subgrupos de 5 unidades, si bien se sobreentiende que el total de unidades que se extraiga en el día será la verdadera muestra de nuestra producción. Muestras extraídos a lo largo del turno: Hora: 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 13:00 N 1 2 3 4 5 6 7 8 9 10 1 65,9 68,2 67,2 67,0 66,8 67,8 68,3 66,9 68,7 67,3 2 67,8 69,1 66,0 67,3 67,6 68,1 68,0 66,6 65,0 68,0 3 65,4 67,7 69,2 67,5 67,4 70,3 67,4 69,4 67,5 67,3 4 66,6 68,3 65,2 67,6 66,0 68,1 68,6 67,2 68,6 68,2 5 67,5 66,9 69,5 68,0 67,6 67,5 68,9 66,8 68,3 68,2 Media 66,6 68,0 67,4 67,5 67,1 68,4 68,2 67,4 67,6 67,8 Rango 2,4 2,2 4,3 1,0 1,6 2,8 1,5 2,8 3,7 0,9 Media aritmética de las medias : 67.6 gr. Media aritmética de los Rangos: 2.3 gr. 7.2 Cálculo de los Límites de Control 7.2.1 Cálculo de Límites Sin Valores Especificados

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333888
Nota: los decimales a usar en los cálculos deberán guardar coherencia con los decimales que tengan los datos. El alumno deberá usar las calculadoras correctamente, es decir, realizar los cálculos utilizando todos los decimales que genera la calculadora, para luego aproximar la respuesta a los decimales que sean coherentes con los datos. Para estos cálculos se utilizarán las tablas adjuntas donde figuran los valores de las constantes. _ Gráfica X Para el control de la Exactitud del proceso. De tablas: A2 : 0.58 = LC = X = 67.6 gr. = _ LSC = X + A2 R = 67.6 + 0.58 x 2.3 = 68.9 gr. = _ LIC = X - A2 R = 67.6 - 0.58 x 2.3 = 66.3 gr. _ Gráfica R Para el control de la Precisión del proceso. De tablas: D4 : 2.11 _ LC = R = 2.3 gr. _ LCS = D4R = 2.11 x 2.3 = 4.9 gr. L I C = Como límite inferior debe tomarse cero, esto simplemente significa que todos los datos podrían ser iguales, por lo cual, el valor máximo menos el valor mínimo es igual a cero, pues son el mismo número. Los límites calculados, para ambos casos, se trasladan al gráfico, se trazan como líneas destacada a lo largo de todo el ancho del gráfico. Debe destacarse también, las líneas centrales. Luego se anotan como un punto las medias de los valores de cada subgrupo. Y los rangos. Todos los puntos deben unirse formando una linea quebrada que interpreta el comportamiento del proceso. Una vez realizado esto se deben destacar los puntos que eventualmente excedan los límites establecidos. Estos puntos, de existir, declaran al proceso fuera de Control, si no los hay, decimos que el proceso está bajo control.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 333999
7.2.2 Cálculo de los Limites con Valores Especifi cados Estos Límites son otra expresión de las Especificaciones, no dejan de ser las Especificaciones , lo que sucede es que tenemos la tarea de querer compararlos con los límites de Control Sin especificaciones, por lo cual, tendremos que ”traducir” las especificaciones que son para valores individuales , a límites para subgrupos de n unidades. En nuestro caso n=5. Una especificación la hemos definido como un valor determinado por el cliente o el diseñador y ciertas tolerancia dentro de las cuales el producto continua siendo satisfactorio. Ejemplo: Para el largo de un clavo 8,0 cm Supongamos que se establece una tolerancia de 0,2 cm para ambos lados del valor central. De tal forma que expresaremos la Especificación con sus Tolerancias de la siguiente manera: Especificación: 8,0 ± 0,2 cm Para nuestros cálculos llamaremos M a la Especificación y D a la Discrepancia (en este caso 0.2 cm). Se define como Tolerancia a 2 veces D, en este caso 0,4 cm. La tolerancia es entonces todo el ancho a través del cual se puede desplazar mi medida sin que constituya defecto. Para poder establecer la comparación entre el universo verdadero del proceso y los datos de las Especificaciones, tendremos que establecer algunos supuestos básicos, los cuales son: a) Que la media del Universo de datos a producir, coincida con la Especificación b) Que la amplitud de la Especificación sea capaz de contener adentro del su
intervalo la distribución normal de los datos del proceso. Esto significa que suponemos que la Tolerancia es igual a 6 σσσσ, o, lo que es lo mismo, que D sea igual a 3σσσσ
_ x = M y σσσσ = D / 3 De acuerdo con esto, los límites son:

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444000
nD
-M :INFERIOR LIMITE
M :CENTRALLINEA
nD
+M :SUPERIOR LIMITE
Para los intervalos será :
3D
D : SUPERIOR LIMITE 2
Otros límites para los intervalos, no tienen valor práctico. Para poder resolver los límites y luego compararlos con los Valores sin Especificación, tendremos que establecer unas Especificaciones para el proceso que hemos ejemplificado antes. Supongamos que las Especificaciones fueran : 67.8 ± 4.0 gr. Aplicando las fórmulas anteriores, los resultados son: Limite Superior Con Valores Especificados: 69.6 gr. Línea Central: 67.8 gr. Límite Inferior Con Valores Especificados: 66.0 gr. Limite Superior para los Rangos: 6.6 gr. El valor D2 debe buscarse en tablas, y vale 4.92 7.2.3 Comparación de los Límites Con y Sin Especifi caciones. Resultado de la Capacidad de Proceso. Control de la Exactitud (X) Sin Especificación Con Especificación Límite de Control Superior 68.9 69.6 Línea central 67.6 67.8 Límite de Control Inferior 66.3 66.0 Control de la Precisión (R) Límite de Control Superior 4.9 6.6

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444111
Comparando los valores de la tabla, y teniendo en cuenta los conceptos explicados, vemos que los límites Con Especificación, tanto para la Exactitud como para la Precisión, son más amplios que los Límites Sin Especificación. Por esta razón podemos decir que la Capacidad de Proceso es Positiva, es decir el proceso puede cumplir con las especificaciones y por lo tanto esta habilitado el proceso. (La caja es mas grande que los zapatos) En Clase deberá discutirse el siguiente tema: ¿Cual de los límites deberán usarse para los días su bsiguientes? En la siguiente página se provee una planilla típica para el control por variables.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444222
7.2.4 Gráfica de control de proceso por variables, gráfica X - R
Muestra nº 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 Suma Promedios Rangos
Promedios (Control de la exactitud del proceso)
Rangos (Control de la precisión del pro ceso)

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444333
7.2.6 Algunos casos de lecturas de gráficas de con trol por variables. Si bien el objetivo primario de las gráficas es que los puntos se encuentres dentro de los límites, hay ocasiones donde la tendencia o “racha" de los puntos nos anticipa claramente lo que va a suceder si no nos anticipamos. Una "racha" es cuando hay una sucesión de datos a un solo lado de la línea central, una sucesión de más de siete puntos a un solo lado es estadísticamente muy poco probable. (La probabilidad de 7 puntos es de 0.78%)
Una racha de 7 puntos es anormal (a - b) Una racha de 10 de 11 puntos de un solo lado tambie n es
anormal (c - d)
90
95
100
105
110
a b c d
Una tendencia es cuando hay una serie de puntos que consistentemente se alinean y evidencian que en algún momento los puntos caerán fuera de los límites. Estadísticamente las líneas de control nos puede dar más información, pero ese análisis corresponde ya a los especialistas en la materia.
TENDENCIA de 7 puntos ASCENDENTES (a - b) TENDENCIA DESCENDENTE DRASTICA (c - d)
90
95
100
105
110
a b c d

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444444
7.3 Gráfica np, (gráfica por atributos). 1 100 4 14 100 0 2 100 2 15 100 2 3 100 0 16 100 3 4 100 5 17 100 1 5 100 3 18 100 6 6 100 2 19 100 1 7 100 4 20 100 3 8 100 3 21 100 3 9 100 2 22 100 2 10 100 6 23 100 0 11 100 1 24 100 7 12 100 4 25 100 3 13 100 1 total 2500 68 7.4 Cálculo de los límites de control
)p1(np3np LCi
np LC
)p1(np3npLCs
−−−−−−−−====
====−−−−++++====
ppnkN
LC pn
LSC
LIC
==== ==== ====
==== ==== ====
==== ++++ −−−− ====
====
6825 100
0 0272
0 0272 100 2 72
2 72 3 2 72 1 0 0272 7 60
0
*.
. * .
. . ( . ) .
Los límites calculados se traslada al gráfico y luego se anotan los valores de cada subgrupo.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444555
7.5 Gráfico de Control de Proceso por Atributos. PRODUCTO:........................................................................ FECHA:................................. CLASE DE DEFECTO A CONTROLAR:
CRITICO MAYOR MENOR
Característica 1 2 3 4 5 6 7 8 9 10
11
12
13
14
15
16
17
18
19
20
Total:
9 8
Tamaño de la muestra:
7 6 T
otal
co
ntro
lado
5 4 3
Frecuencia del control: 2
1 Tot
al d
e de
fect
os
Can
tidad
de
defe
ctuo
sos
0 Muestra nº 1 2 3 4 5 6 7 8 9 0 1
1 12
13
14
15
16
17
18
19
20
Hora Minutos F
racc
ión
defe
ctuo
sa
Inspector:

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444666
7.6 Indice de la Capacidad de Proceso A continuación se desarrolla una manera de calcular si un proceso puede o no satisfacer las Especificaciones que se nos está solicitando cumplir. Mediante la extracción en el proceso de una muestra adecuada , podremos hacer la distribución de frecuencias y el correspondiente Histograma. Este nos mostrará la forma de la distribución y como consecuencia si el proceso obedece la Distribución Normal. El la gran mayoría de los casos, la respuesta será positiva. Siguiendo los pasos que se estudiaron oportunamente de este apunte, podemos calcular la Desviación Típica de la muestra obtenida. Si suponemos que esta corresponde también a la población o universo del proceso, podemos hacer el siguiente cálculo, llamado Indice de la Capacidad de Proceso:
ICE E
ps i==== −−−−6σ
donde ES es la especificación superior y EI la inferior, y σσσσ es la desviación típica de la muestra tomada. De acuerdo a esto podemos evaluar con el siguiente criterio: Si 1.33 < ICp Tendremos un proceso satisfactorio , capaz de cumpl ir con las Especificaciones Si 1.00 < ICp< 1.33 Tendremos un proceso poco satisfactorio que podría c umplir con las Especificaciones, aunque probable mente con problemas, pues su variabilidad está muy parecida a la amplitud de las Especifi caciones. Si ICp < 1.00 Tenemos un proceso inadecuado, que con seguridad no podrá cumplir con las Especific aciones.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444777
7.7 Los cuatro casos posibles de los límites con y sin especificaciones. Cuando comparemos la capacidad de nuestro proceso con las Especificaciones que hay que cumplir, nos encontraremos siempre con alguna de las cuatro siguientes situaciones (y solo estas): a- El proceso está bajo control y no hay productos defectuosos. b- El proceso está bajo control pero hay productos defectuosos. c- El proceso está fuera de control pero no hay productos defectuosos. d- El proceso está fuera de control y también hay unidades defectuosas. El primer caso es el que debiera ser todo el tiempo, es decir, un proceso en estado controlado que se desenvuelve correctamente dentro de los límites especificados. El Indice de capacidad de Proceso deberá ser preferentemente superior a 1.3 El segundo caso, significa que el proceso, aun cuando anda bien, pues está bajo control, por lo tanto no hay causas asignables que buscar y eliminar, pero las especificaciones son muy estrechas para la máquina y no es capaz de cumplirlas. En este caso, el Indice de Capacidad de proceso será inferior a uno y no deberá producirse en estas condiciones. El tercer caso, significa que los límites de proceso con valores especificados son extremadamente amplios y “soportan” las causas asignables del proceso fuera de control, sin que estos lleguen a ser defectos. El Indice de Capacidad de Proceso es muy amplio, por ejemplo superior a dos o más. No debe producirse en estas condiciones, pues la variabilidad puede ser advertida por el cliente y produce una baja imagen del producto, por otra parte es probable que se produzca una pérdida de insumos, o sea de dinero. Lo que corresponde hacer es reducir la amplitud de los límites especificados a valores de Indice de Capacidad de Proceso cercano , por ejemplo a dos. O sea, “hay que achicar la caja de los zapatos”. El último caso es el peor de todos y significa que estamos con el proceso inadecuado y la máquina equivocada, y no deberemos producir bajo ninguna circunstancia.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444888
Caso a: El proceso está bajo control y no hay productos defectuosos. Diagnóstico: Estado de la gráfica: Bajo cont rol La distribución satisface las especificaciones El Indice de Capacidad de Proceso es razonablemente mejor que 1.3
90
92
94
96
98
100
102
104
106
108
110
08:00 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 1 3:00 13:30 14:00 14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorS/E
Límite de Control InferiorC/E
Esta es la situación normal, significa que existe c oncordancia entre la capacidad de proceso y las especificaciones

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 444999
Caso b: El proceso está bajo control pero hay productos defectuosos. Diagnóstico: Estado de la gráfica: Baj o control La distribución no satisface las especificaciones El Indice de Capacidad de Proceso es menor que uno.
85
90
95
100
105
110
115
08:00 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 1 3:00 13:30 14:00 14:30
Límite de ControlSuperior S/E
Límite de ControlSuperior C/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorC/E
Límite de Control InferiorS/E
En esta situación no se debe trabajar. El proceso e stá bajo control pues los valores no superan los límites naturales Sin Especi ficación, pero exceden los límites Con Especificación. Corresponde mejorar la máquina para que el proceso entre dentro de las especificaciones.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555000
Caso c: El proceso está fuera de control pero no hay productos defectuosos. Diagnóstico: Estado de la gráfica: Fuera de control La distribución satisface las especificaciones El Indice de Capacidad de Proceso es Muy superior a 1.3, por ejemplo tres.
70
80
90
100
110
120
130
08:00 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 1 3:00 13:30 14:00 14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorS/E
Límite de Control InferiorC/E
Los limites especificados son muy amplios y soport an que el proceso esté fuera de control, sin que se produzcan defectos pue s no se transgreden los límites especificados. Exige una revisión de la máq uina y una revisión de los límites especificados que deberán reducirse conveni entemente.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555111
Caso d: Estado de la gráfica: Fuera de control La distribución no satisface las especificaciones El Indice de Capacidad de Proceso es inferior a uno .
70
80
90
100
110
120
130
08:00 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 1 3:00 13:30 14:00 14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorS/E
Límite de Control InferiorC/E
En este caso se dan todas las condiciones desfavora bles. No puede trabajarse en estas condiciones.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555222
8 Normas Chilenas 8.1 Norma Chilena 42 of 53 Se trabaja en clase con el original de la Norma Chilena 42. Control Estadístico de la Calidad. Esta tabla contiene todo lo visto en nuestro capitulo 7 y define además el método de cálculo llamado del falso cero para el cálculo de la media aritmética y de la desviación típica. En éste apunte, al método del falso cero se lo llamó el método de Compilación. Las fórmulas son coincidentes con las tablas del adjunto de este libro.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555333
8.1.1 NORMA CHILENA 42 RESUMEN DE GRAFICOS DE CONTR OL POR VARIABLES Control de la Exactitud
Par
ámet
ro
Esp
ecifi
caci
ones
Tam
año
subg
rupo
Líne
a C
entr
al
Lím
ites
Obs
erva
cion
es
n>
25
X n
3X
σ±±±±
Para gráficos tipo σ,X (muestras grandes)
n≤25
X σAX 2±±±±
1)para gráficos σ,X (muestras pequeñas)
2)nc
3A
22 ====
sin
n≤25
X RAX 2±±±±
1)para gráficos R,X (muestras pequeñas)
2)nd
3A
22 ====
Med
ia
c
on
cual
quie
ra
M n
M∇∇∇∇±±±±
n>25
X~
n
σ325.1X
~ ±±±± Para gráficos tipo σ,X
~ (muestras
grandes)
n≤25
X~
σA25.1X~
1±±±±
Para gráficos tipo σ,X~
(muestras pequeñas)
s
in
n≤25
X~
RA25.1X~
2±±±± Para gráficos tipo R,X
~
Med
iana
c
on
Cua
lqui
era
M n
25.1M∇∇∇∇±±±±

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555444
8.1.2 Control de la Precisión
Par
ámet
ro
Esp
ecifi
caci
ones
Tam
año
subg
rupo
Líne
a C
entr
al
Lím
ites
Obs
erva
cion
es
s
in
n ≤ 2
5
R RD .I .L
RD.S.L
3
4
====
====
2
13
2
24
dD
D
dD
D
====
====
Inte
rval
o
con
n
≤ 2
5
3d2
∇∇∇∇
3D .I .L
3D.S.L
1
2
∇∇∇∇====
∇∇∇∇====
D1=(d2-d3) D2=(d2+d3)
n >
25
σ 2n
σ3σ ±±±±
s
in
n ≤
25
σ σB I. L.
σB L.S.
3
4
========
n >
25
3∇∇∇∇
n23
∇∇∇∇±±±±∇∇∇∇
D
esvi
ació
n N
orm
al
co
n
n ≤ 2
5
3c 2
∇∇∇∇
3B .I .L
3B.S.L
1
2
∇∇∇∇====
∇∇∇∇====
σcσ 2====
si n > 25 es c 2⊄⊄⊄⊄1 entonces: σcσ 2====
8.1.3 NORMA CHILENA 42 Factores para gráficos de control por variables.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555555
MEDIAS INTERVALOS DESVIACIONES TIPICAS n A1 A2 d2 d3 D1 D2 D3 D4 c2 B1 B2 B3 B4
2 3.76 1.88 1.13 0.89 0 3.69 0 3.27 0.56 0 1.84 0 1.27 3 2.39 1.02 1.69 0.88 0 4.36 0 2.57 0.72 0 1.86 0 2.57 4 1.88 0.73 2.06 0.86 0 4.70 0 2.28 0.80 0 1.81 0 2.27 5 1.60 0.58 2.33 0.85 0 4.92 0 2.11 0.84 0 1.76 0 2.09 6 1.41 0.48 2.53 0.85 0 5.08 0 2.00 0.87 0.03 1.71 0.03 1.97 7 1.28 0.42 2.70 0.83 0.20 5.20 0.08 1.92 0.89 0.10 1.67 0.12 1.88 8 1.17 0.37 2.85 0.82 0.39 5.31 0.14 1.86 0.90 0.17 1.64 0.18 1.81 9 1.09 0.34 2.97 0.81 0.55 5.39 0.18 1.82 0.91 0.22 1.61 0.24 1.76 10 1.03 0.31 3.08 0.80 0.69 5.47 0.22 1.78 0.92 0.26 1.58 0.28 1.72 11 0.97 0.29 3.17 0.79 0.81 5.53 0.26 1.74 0.93 0.30 1.56 0.32 1.68 12 0.92 0.27 3.26 0.78 0.92 5.59 0.28 1.72 0.94 0.33 1.54 0.35 1.62 13 0.88 0.25 3.34 0.77 1.03 5.65 0.33 1.69 0.94 0.36 1.52 0.38 1.65 14 0.85 0.23 3.41 0.76 1.12 5.69 0.31 1.67 0.95 0.38 1.51 0.41 1.59 15 0.82 0.22 3.47 0.75 1.21 5.74 0.35 1.65 0.95 0.41 1.49 0.43 1.57 16 0.79 0.21 3.53 0.75 1.28 5.78 0.36 1.64 0.95 0.43 1.48 0.45 1.55 17 0.76 0.20 3.59 0.74 1.36 5.82 0.38 1.62 0.96 0.44 1.46 0.47 1.53 18 0.74 0.19 3.64 0.74 1.43 5.85 0.39 1.61 0.96 0.46 1.45 0.48 1.52 19 0.72 0.19 3.69 0.73 1.49 5.89 0.40 1.60 0.96 0.48 1.44 0.50 1.50 20 0.70 0.18 3.73 0.73 1.55 5.92 0.41 1.59 0.96 0.49 1.43 0.51 1.49 21 0.68 0.17 3.78 0.72 1.61 5.95 0.42 1.57 0.96 0.50 1.42 0.52 1.48 22 0.66 0.17 3.82 0.72 1.66 5.98 0.43 1.57 0.97 0.52 1.41 0.53 1.47 23 0.65 0.16 3.86 0.72 1.71 6.00 0.44 1.56 0.97 0.53 1.41 0.54 1.45 24 0.63 0.16 3.90 0.71 1.76 6.03 0.45 1.55 0.97 0.54 1.40 0.55 1.44 25 0.62 0.15 3.93 0.71 1.80 6.06 0.46 1.54 0.97 0.55 1.39 0.56 1.43 Mas de 25
n
3 - - - - - - - 1 n2
31−−−−
n2
31++++
n2
31−−−−
n2
31++++
Los tamaños de muestra mas frecuentes son de 3 a 6, y los datos están en el área sombreada.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555666
8.2 Norma Chilena 43 of 61 Se trabaja en clase con el original de la Norma Chilena 43. Selección de muestras al azar. Esta norma formaliza el método de extracción de las unidades representativas del lote o población mediante la determinación de cuales serán las unidades a controlar siguiendo las tablas de números al azar que conforman la norma. Este procedimiento debe tomarse cada vez que se necesite rigurosidad absoluta en la extracción al azar de las muestras. 8.3 Norma Chilena 44 of 78 Se trabaja en clase con el original de la Norma Chilena 44. Inspección por atributos. – Tablas y procedimientos de muestreo. 8.3.1 Alcance Esta norma establece planes y procedimientos de muestreo para la inspección por atributos. 8.3.2 Nivel de Calidad Aceptable (AQL) 8.3.2.1 Uso El AQL junto con la letra código del tamaño de la muestra, se usa para identificar los planes de muestra descritos en esta norma. 8.3.2.2. Definición de AQL Se define como AQL, al porcentaje defectuoso de un lote que tiene una probabilidad cercana al 95 % de ser aprobado. 8.3.3 Inspección Normal, Rigurosa y Reducida. Todo inicio de proceso productivo, debe comenzar con la Inspección Normal. Cuando una sucesión predeterminada de lotes (10 lotes?) se obtienen con resultados aprobados, puede hacerse una reducción de la carga de trabajo, disminuyendo la cantidad inspeccionada. Este procedimiento no disminuye la seguridad de la inspección. La tabla da otras condiciones para poder realizar el cambio.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555777
En caso contrario, cuando 2 lotes de cada 5, resultan rechazados, se deberá utilizar la Inspección Rigurosa. El uso prolongado de la Inspección Rigurosa exige un replanteo del proceso con la finalidad de mejorarlo tecnológicamente. 8.3.4 Plan de muestreo. Un plan de muestreo indica el número de unidades de producto que deben ser inspeccionadas en cada lote y los criterios para de terminar la aceptabilidad del lote (números de aceptación y rechazo). 8.3.5 Nivel de inspección El nivel de inspección determina la relación entre el tamaño del lote y el tamaño de la muestra. el nivel de inspección debe ser determinado por la autoridad responsable. El nivel más utilizado es el nivel II. 8.3.6 Tipos de planes de muestreo Las tablas 2, 3 y 4 dan tres tipos de planes de muestreo: simple, doble y múltiple. La elección de la conveniencia de dichos planes se basa en la comparación de las dificultades administrativas y el tamaño medio de las muestras de los planes disponibles. El tamaño medio de las muestras de los muestreos múltiples suele ser menor que el de los planes dobles y estos que los del muestreo simple. Sin embargo la administración de los planes tienen relación inversa.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555888
9 Bibliografía de la parte 1 Control de Calidad de García y Arrondo, Instituto Argentino de Control de Calidad. Herramientas estadísticas básicas para el mejoramie nto de la calidad de Hitoshi Kume, Editorial Norma. Estadística de Murray R. Spiegel . Serie Schaum Mc Graw Hill. Control de Calidad Estadístico de Eugene Grant, Compañía Editorial Continental S:A.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 555999
Parte 2: Gestión del Control de Calidad Gestión de Calidad Introducción: Mucho se habla de Gestión de Calidad, pero no siempre se tiene claridad de lo que significan estos términos. En la Gestión por Calidad el objetivo de la Empresa es la Satisfacción del Cliente. Se parte de la base de que esa satisfacción es la única manera de garantizar la permanencia de la Empresa en el mercado al largo plazo. Como resumen de lo que sigue a continuación, podríamos decir que para lograr ese objetivo se realizan una serie de acciones para mejorar todo el entorno de la Empresa, y eso trae como resultado la satisfacción total de los clientes. El concepto del Control Total de Calidad tiene como características principales: a) El énfasis en los procesos y no solo en los resultados. b) La calidad está en cada etapa del proceso. c) Los atributos del producto son definidos por los clientes. d) Todas las personas de la empresa participan. Las consecuencias de esa política se traducen en mejoramientos de los procesos, menos errores, menores costos, mejor motivación del personal, etc., etc. 10 Control Total de Calidad (CTC) 10.1 Evolución Histórica del concepto Sin duda el concepto de Calidad es muy antiguo, así lo demuestran los dibujos de los frisos egipcios. En el 2150 antes de Cristo, se podía leer en el Código de Hammurabí : “ ...si un albañil ha construido una casa y ,no siendo ésta suficientemente sólida, se hunde y mata a sus ocupantes, el albañil deberá ser ejecutado”. Los fenicios, eran menos drásticos, si las violaciones a los requisitos de calidad sucedían con frecuencia inapropiada, los inspectores tomaban una solución que impedían la repetición de los defectos, la los artesanos que habían elaborado un producto no conforme, les cortaban las manos!!. Ya en los comienzos de este siglo, Ford aplica en gran escala los principios de Frederick W. Taylor. Esto permitió fabricar productos de alta tecnología con bajo costo. En este punto aparece la inspección como parte del proceso. El objetivo de la inspección era la de separar los productos buenos de los malos. Poco después, en las fábricas, se comienza a separar la función de control de la de producción. En 1920, Western Electric instala un por primera vez un departamento de calidad. Uno de los miembros es, nada menos que Walter Shewhart.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666000
W. Shewhart, introduce por primera vez, la estadística como herramienta de trabajo. En 1931, publica su Tratado, donde explica el principio de los gráficos de Control, con una serie de tablas que aun conservan vigencia y se utilizan como herramienta didáctica. (ver Parte Dos, Gráficas de control de Shewart, Control de Calidad Estadístico de Eugene Grant) J.M.Jurán y W.E. Deming, son discípulos de Shewhart. En 1941, Dodge y Romig, publican las primeras tablas de muestreo. Al finalizar la segunda guerra mundial, el General D.MacArthur, la nueva autoridad del Japón, trae al país, las técnicas estadísticas, que habían sido durante la guerra, secreto militar. En 1945, A. V. Feigenbaum, publica su primer artículo, “La Calidad como Gestión”. A su lado, los dos discípulos de Shewhart,W.Edward Deming y J. M. Juran, alcanzan lugar destacado. En 1949, la JUSE, ( Japanese Union of Scientis and Engineers) forma un grupo de investigación donde comienza su destacada labor, el máximo científico del Control de Calidad en Japón, el Señor Kaoru Ishikawa. En 1950, Deming comienza una serie de visitas al Japón, que a la postre resultan decisivas en el desarrollo de la calidad en Japón. Los japoneses, utilizan las nuevas técnicas con gran interés, y desarrollan un plan de capacitación a gran escala,. Estos cursos comienzan en 1950. Uno de los medios que utilizan para la capacitación a gran escala es la radio por ondas cortas. En 1951, Feigenbaum, publica su libro, “Control Total de la Calidad”. Este libro se considera como la génesis del concepto del CTC, pero no será hasta fines de siglo que el concepto se impondrá en todo el mundo, comenzando en Japón. En 1951, Juran publica su primer Tratado de Calidad, Quality Control Handbook. En 1954, es invitado al Japón para participar con Deming, en la formación de los Directivos de las empresas en asuntos de Gestión de Calidad. Ambos fueron condecorados por el emperador Hiroito con la más alta condecoración. En 1962, la JUSE, publica en su revista de gestión de Control de Calidad, el manual de Control de Calidad de K. Ishikawa, del cual rápidamente se venden 200.000 ejemplares. También en 1962, se forma el primer Círculo de Calidad. Debemos aclarar en este punto, que un Circulo de Calidad, es un grupo de gente, coordinados por un Líder, que se reúne a estudiar y aprender. Como consecuencia de su aprendizaje, y aplicando los nuevos conocimientos adquiridos, se pueden solucionar eficazmente problemas de la empresa. Actualmente, existen países como China que tienen 70 millones de personas formándose en los conceptos del CTC, lo que hace predecir que en el futuro cercano, seremos inundados por productos chinos de la mejor calidad y a bajo precio. Los Círculos de Calidad han tenido buena aceptación en países como Francia, pero sobre todo en otros países de Oriente.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666111
10.2 Conceptos del CTC 10.2.1 CTC Según Armand V.Feigenbaum La Calidad Total es hoy un imperativo, la competencia mundial es global, Hoy en día la competencia exige que para tener éxito con nuestros productos, debemos diseñarlos fabricarlos y venderlos con el potencial de obtener la supremacía internacional. La ley de Murphy, dice que si puede aparecer un competidor, a nivel internacional, para nuestro producto, aparecerá . Por ello, la calidad se ha convertido en la clave mas poderosa para obtener: La satisfacción total de l os clientes, El liderazgo en r ecursos humanos, Los costos más ba jos. En los últimos 20 años, a quedado claro, que una estrategia rentable ha sido producir más rápido, entregar antes y cobrar menos, pero en esta década, ya no es suficiente, además hay que producir... mejor !! En el mercado actual, un cliente satisfecho se lo cuenta a 5 conocidos, un cliente insatisfecho se lo cuenta a 15, conocidos y desconocidos. El autor e iniciador del Control Total de la Calidad, A. V. Feigenbaum, nos provee de diez puntos de referencia del CTC para ésta década que está a punto de finalizar. a) La calidad es un proceso que involucra a toda la Compañía b) La calidad es lo que el cliente dice que es. c) La calidad y el costo son una suma y no una dife rencia. La calidad es una estrategia fundamental del negocio y una oportunidad excepcional de lograr una alta rentabilidad . Por esta razón es fundamental tener un sistema que nos permita conocer el costo de la Calidad. En esta presentación veremos más adelante los detalles para un programa de Costos de Calidad. d) La calidad requiere de un fanatismo, tanto individu al como colectivo. La calidad es trabajo de todos. No deben existir “islas” de calidad entre los distintos grupos de producción, sin puentes que los unan.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666222
c) La calidad es un modo de dirigir. La buena dirección significa un liderazgo personal que hace posible el conocimiento de la calidad, las habilidades y las actitudes de cada miembro de la organización, para reconocer que realizar la calidad con corrección obliga a que cada quien trabaje correctamente en la Empresa. d) La calidad y la innovación son mutuamente depend ientes. Cuando un producto nuevo se lanza al mercado, debe incluirse a la calidad como un elemento esencial del desarrollo, y no en segunda instancia cuando los problemas del producto en el mercado lo hace necesario y evidente. e) La calidad es una ética. El concepto de la excelencia es uno de los motivadores básicos del comportamiento humano. Debe aprovecharse esta cualidad para hacer de la calidad un liderazgo. f) La calidad requiere una mejora constante. El concepto básico debe ser el de que nunca se alcanza el objetivo de calidad, es decir, siempre se deberá subir y subir el límite buscado, de manera que exista una permanente búsqueda de calidad. Esto se llama Mejoramiento Continuo. g) La calidad es la ruta a la productividad más eficie nte en costo y menos intensiva en capital. Cuando la calidad no es el medio para lograr la productividad, existe en las fábricas verdaderas plantas ocultas para el reproceso de las unidades defectuosas. Este esfuerzo para el reprocesamiento debería utilizarse para evitarse la generación de defectos en línea. h) La calidad se implementa con un sistema total un ido a los clientes y proveedores Hoy en día la capacidad técnica de las compañías no es el problema principal de la calidad. Lo que diferencia a los líderes de la calidad de los seguidores de la calidad es la disciplina de la calidad, y que los hombres y mujeres de la organización entiendan, crean en, y sean parte de los procesos claros de la calidad del trabajo. Los diez puntos descritos hasta aquí, en síntesis nos dicen, que la calidad es un modo de enfocar totalmente a la Empresa en el cliente, ya sea el usuario final, o el puesto de trabajo que nos sigue a continuación.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666333
Las Empresas que aún no comprenden esta situación, se hace evidente que la calidad no es aún un interés de los más altos ejecutivos, y piensan aun que la calidad es un trabajo de los especialistas y que estos operan en un nivel secundario en los intereses reales de la empresa. En estas Empresas, subdesarrolladas, la calidad no es todavía una línea principal de actividad en el desarrollo y la ingeniería. En estas Empresas, se piensa que la innovación es la llave del éxito y que lograr la calidad es una tarea menos desafiante, más al alcance de la mano y por lo tanto de segundo lugar. En estas Empresas, tienen esta “cultura” muy bien asimilada, por lo cual, las personas a cargo del área financiera, no se hacen mucho problema frente a los errores de facturación, los cuales provocan muchas veces más irritación que la misma devolución de un producto defectuoso. Tampoco hacen mella en los responsables de Marketing quienes piensan que el producto debe venderse, aun cuando el área productiva no los están haciendo bien. En los mercados actuales, la excelencia de la calidad es una demanda de valor total que incluye no solamente las expectativas del buen funcionamiento del producto en si, sino también el soporte alrededor del producto, como el servicio técnico y otros a partir de todas las áreas de la Empresa proveedora. El mercado actual, no pide solamente una reducción de las cosas que anden mal, sino también un incremento de las cosas que anden bien.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666444
10.2.2 CTC Según Kaoru Ishikawa Sin lugar a dudas, K. Ishikawa es el teórico de mayor influencia en el éxito de la industria japonesa, y uno de los hombres que mejor han interpretado las reglas del CTC: En este breve estudio, se tratará de resumir los conceptos de tan brillante maestro del CTC. Las siguientes, son algunas de las citas de su libro: ¿Que es el control de Calidad? : 1.- El Control de Calidad al estilo japonés es una revolución conceptual en la gerencia. 2.- Control de Calidad es hacer lo que se debe hacer en todas las industrias. 3.-El Control de Calidad comienza con educación y t ermina con educación. 4.-Para aplicar el Control de Calidad tenemos que ofrecer educación continuada para todos, desde el presidente hasta los obreros. 5.-El Control de Calidad aprovecha lo mejor de cada persona 6.-El primer paso en el Control de Calidad es conocer los requisitos de los consumidores. 7.-Otro paso es saber que comprarán los consumidores. 8.-El Control de calidad llega a su estado ideal cu ando ya no requiere vigilancia (inspección) 9.-El control de calidad debe incorporarse dentro del diseño y de cada proceso. No se puede crear con la inspección. 10.-El control de calidad que hace hincapié en la inspección es anticuado. 11.-El concepto básico subyacente en el control es la prevención de errores repetidos. 12.-Elimínese la causa básica, no los síntomas. 13.-El control de calidad es responsabilidad de todos los empleados y de todas las divisiones.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666555
14.-Si no hay liderazgo desde arriba no se puede insistir en el Control Total de Calidad Kaoru Ishikawa, junto con otros eminentes ingenieros, comenzaron con la larga tarea de la transformación de la industria japonesa, con los programas educativos. Estos programas entre los cuales se incluía su libro de donde se extrae muchos de los conceptos que se exponen en esta conferencia, se transmitieron por la Radiodifusora Japonesa de Onda Corta, por la Radiodifusora Japonesa NHK, también se recurrió a los cursos por correspondencia. También fue muy importante el apoyo de las revistas especializadas. Para los primeros años de 1960, se pudo diagnosticar que la disciplina de estudio de los obreros y capataces mostraban fallas por lo cual se recomendó la formación de grupos de estudio, con un líder, y así se los llamó Círculos de Calidad. Según las propias palabras del Sr. Ishikawa: “Quienes no conocen las actividades de CC piensan que estos grupos son organizados para mejorar las condiciones de trabajo. Esto es un error. Los grupos se organizan con el fin de estudiar , y estudian para no repetir errores.” Una característica fundamental de estos círculos es el carácter voluntario para integrar estos grupos de trabajo. En 1967, se establecen los principios básicos del Control de Calidad en Japón, estos son: 1 Control de Calidad en toda la Empresa. Participación de todos los miembros de la organización. 2 Educación y capacitación en Control de Calidad 3 Actividades de Círculos de Calidad. 4 Auditoria de CC. 5 Utilización de métodos estadísticos. 6 Actividades de promoción del Control de Calidad. En esta etapa debe hacerse algunos alcances acerca de la cultura japonesa, El obrero japonés es de una baja rotación en su empleo, esto trae como resultado que la educación es muy rentable, pues al contrario de lo que sucede en occidente, las personas a medida que se educan producen mejor dentro de la empresa que les está brindando cultura. Por esta razón los programas son ambiciosos, por la duración de los programas, que son a largo plazo,

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666666
La otra gran diferencia la establecen los propios gestores del control de calidad, mientras que en occidentes la tarea es encarada por los especialistas con miras a sus propios honorarios por conceptos de asesoría, en Japón, las personas encargadas, visitan las empresas llevando su propio almuerzo. El control de calidad japonés es una revolución en el pensamiento de la gerencia. Representa un nuevo concepto de la gerencia. La definición de K.Ishikawa es la siguiente: “Practicar el control de calidad es desarrollar, di señar, manufacturar, y mantener un producto de calidad que sea el más econ ómico, el más útil y siempre satisfactorio para el consumidor.” Algunos puntos importantes son: Hacemos control de calidad con el fin de producir artículos que satisfagan los requisitos de los consumidores Se debe hacer hincapié en la orientación hacia el consumidor. El antiguo pensamiento de que el fabricante le hace un favor al consumidor por venderle su producto es absolutamente caduco. En su interpretación mas estrecha, calidad significa calidad de producto. Pero en su interpretación más amplia, calidad significa calidad de trabajo, calidad de servicio, calidad de la información, calidad del proceso, calidad de la división, calidad de las personas incluyendo a los trabajadores, ingenieros, gerentes y ejecutivos. calidad del sistema, calidad de la empresa, calidad de los objetivos, etc. El objetivo primario es controlar la calidad en todas sus manifestaciones. Quejas por productos defectuosos Ishikawa da especial importancia a la atención de este problema. Las quejas de los consumidores no siempre son visibles, cuando el producto es costoso, muy probablemente nos vamos a enterar, pero cuando no lo es, simplemente el consumidor no se queja, pero nos castiga de la peor manera, cuando vuelve a comprar, acude a otra marca! Algunos gerentes o ejecutivos chapados a la antigua, ocultan las quejas o dificultan el pronto conocimiento de las divisiones interesadas en corregir. Esta práctica es el mejor rumbo a la quiebra de la empresa. Es fundamental averiguar, investigar que dificultades tienen los clientes con nuestros productos y traer la información a nuestra empresa lo más rápido posible para corregirlo.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666777
La práctica responsable de cambiar los productos malos por buenos, incluso después de haber vencido el periodo de garantía, es necesaria e indispensable, pero una vez hecho esto el asunto no termina allí, hay que averiguar si otros clientes podrían sufrir el mismo inconveniente y retirar el producto potencialmente defectuoso, aun sin la queja del cliente, especialmente, si el defecto podría amenazar la integridad del consumidor. Evitar que los errores se repitan Ishikawa distingue tres pasos, a) eliminar los síntomas, b) eliminar las causas y c) eliminar las causas fundamentales .Solo los pasos b y c evitan la repetición de los errores, pero solo el paso c) es verdadera prevención. ¿Que es el Control Total de Calidad? Pueden haber muchas definiciones, pero en su esencia significa el control de la administración misma. Ishikawa reconoce que el gestor del concepto, es el Señor Feiguenbaum, pero establece diferencias fundamentales con el occidente. Mientras que en USA y Europa, el CTC queda en manos de los especialistas, en Oriente, se le entrega el control a las bases, pero cuidado, estas bases son ahora gente culta, gente con instrucción en estadística, en conceptos de Control de Calidad, son personas con discernimiento, con capacidad de decidir, lo que es bueno y lo que es malo, son capaces de corregir los procesos sin esperar que venga el técnico o el que supuestamente sabe más para detener o cambiar el proceso. La diferencia marcó el camino del éxito. Ishikawa resalta que dentro de la Empresa, nuestro cliente es el que sigue en la línea del proceso, es decir, tenemos clientes internos que deberemos satisfacer, pero lo interesante de esto es su interpretación de quienes son los clientes de los Directores y gerentes: son los obreros y las líneas de proceso mas bajas, aquellos que hacen el producto y que son los que ne cesitan más asistencia. A ellos deben dedicar su tiempo en función de lograr la calidad y la productividad, asistirlos para que tengan todo lo necesario para producir más y mejor, en menor tiempo y anticipándose a los errores. Es un falla gerencial creer que eso lo debe hacer otras personas, o los especialistas. Mientras eso no se entienda no habrá CTC.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666888
El CTC es una revolución conceptual en la Gerencia Según la experiencia de K. Ishikawa, las empresas que tuvieron éxito con la aplicación del CTC, en Japón, lo lograron con las siguientes características: 1. Primero la calidad: no a las utilidades a corto plazo. 2. Orientación hacia el consumidor; no hacia el productor. Pensar desde el punto de vista de los demás 3. El proceso siguiente es su cliente: hay que derribar las barreras del seccionalismo. 4. Utilizar datos y números en las presentaciones, utilización de métodos estadísticos. 5. Respeto a la humanidad como filosofía administrativa: administración totalmente participante. 6. Administración interfuncional .

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 666999
10.2.3 CTC Según J. M. Juran Los puntos claves del pensamiento de Juran son los siguientes: � El factor clave en la competición por conseguir el liderazgo en calidad es la
tasa de la mejora de la calidad. � Las pérdidas por costos de calidad mas importantes son los que se producen de manera interdepartamental, es decir en el interior de la Empresa, En los Estados Unidos, Juran estima que un tercio de lo que se hace consiste en rehacer lo que se fabricó previamente, debido a deficiencias de la calidad. � Las mejoras de Calidad no deben ser actos voluntarios, deben ser exigidos de algún modo por la más alta dirección y deben estar auditados convenientemente. � El rendimiento de la inversión en la mejora de la calidad se encuentra entre los más altos que se conocen. � La mejora de la calidad no utiliza inversiones intensivas, pero tampoco sale gratis. � El primer paso para la mejora consiste en la creación de un consejo de calidad. � Las mejoras de calidad deben encararse proyecto a proyecto. � Es fundamental, que el primer proyecto sea exitoso. � La integración del mejoramiento continuo como parte integrante de los planes empresariales puede llevar años implementarla. � No es suficiente que los directivos establezcan políticas y luego lo deleguen a los subordinados. � Para convencer a los subordinados de que se tiene la intención de que la mejora de calidad siga adelante, hace falta que los altos directivos realicen cosas sin precedentes. � El establecimiento de la gestión de calidad por toda la empresa implica cambios profundos, alguno de los cuales pueden no ser bien recibidos. � El consejo de calidad tiene la obligación perentoria de obtener datos fidedignos de los costos de la mala calidad y la concentración de los mismos para proporcionarlos a los altos directivo

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777000
10.3 Ruta para implementar un programa de Contr ol de Calidad Total 10.3.1 Etapas de un programa de calidad total. El ordenamiento sugerido es solo una guía, estos pasos dependen del estado inicial de la empresa, el tamaño, la preparación del personal, e innumerables factores que seria difícil detallar. Cada empresa tendrá un programa distinto, pero habrá mucho en común con los que siguen: 10.3.2 Etapa previa. a) Decisión, definición, sensibilización de la alta gerencia en torno a la necesidad de obtener la Calidad Total. Debe estar clarísimo que el proceso requiere el absoluto compromiso por parte de la Gerencia General. Si esto no es así, no se deberá continuar. b) Diagnóstico de la realidad de la empresa, conocimiento del momento cero, análisis de la real situación actual desde todo punto de vista. c) Designación de un comité para la calidad total, y elaboración de un cuidadoso plan, coherente con él diagnostico anterior, para un programa de calidad total. Debe incluir etapas a realizar, objetivos, plazos, coordinación y organización. En esta etapa deberá estar, revisada, actualizada y definida la Política de Calidad de la empresa y sus objetivos 10.3.3 Etapas de un programa de Calidad Total en ma rcha a) Introducir el tema de la calidad en la empresa. Este concepto tiene que pasar a ser obsesivo para todo el personal, en todos sus niveles. b) Re definir, replantear, poner en duda, todos los procesos de producción de la empresa, las operaciones, las funciones, las especificaciones técnicas y todo lo que existe. Por otra parte se deberá lograr un lenguaje común. Se deberá re elaborar todo el Sistema de Calidad lo cual incluye el Plan de Calidad, y éste deberá estar incluido dentro del Manual de Calidad. c) Capacitación en profundidad, de los gerentes y directivos. K. Ishikawa, dice que el programa empieza enseñando y termina enseñando. Los temas de educación deberán ser generosos en conceptos de calidad desde gestión hasta las herramientas estadísticas básicas. d) Capacitación de Supervisores. Este programa debe ser complementario del anterior. Aquí tiene especial importancia los conocimientos estadísticos, (las 7 herramientas).

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777111
e) Identificar y comenzar el plan de transformación con los procesos que se sabe, se obtendrán éxitos inmediatos. Es importante comenzar con evidencias de que el plan da resultado para incentivar a toda la empresa. f) Mejorar las comunicaciones internas. Identificar los proveedores y clientes internos, crear mejores lazos de comunicación para eliminar errores y crear un espíritu de colaboración. g) Estudiar los proveedores y trabajar con ellos. Este programa exige proveedores de alta calidad. h) Conocer mejor a los clientes y conocer sus necesidades y que es lo que esperan de nosotros. i) Capacitar a ultranza a los trabajadores en todo aquello que necesiten y mucho más aun. 10.3.4 Elementos esenciales en una empresa que hace Control Total de Calidad: a) Compromiso real de la Gerencia General con la Calidad. b) Políticas de calidad establecidas, conocidas y funcionando. c) Costos de Calidad . d) Auditorias Internas de Calidad. e) Control de Calidad Estadístico establecido en cada punto de los procesos que hacen a la calidad del producto. f) Programas establecidos de mejoramiento continuo de la calidad. No es posible... No es posible el Control Total de Calidad, sin el compromiso de la Gerencia, no es posible hacer Control Total Calidad si no existe una Política de Calidad que indique los lineamientos y los objetivos de calidad, no es posible medir el éxito o detectar el fracaso de nuestra política de calidad si no tenemos funcionando el “termómetro” llamado Costos de Calidad, no es posible corregir los desvíos y conocer lo que sucede con nuestro objetivo de calidad si no hacemos Auditorias de Calidad Interna, verdadero motor del Mejoramiento Continuo y no es posible conocer si se cumplen con las especificaciones de nuestros productos, si no hacemos Control Estadístico de la Calidad en todos aquellos lugares que hacen a la Calidad del producto.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777222
11 Costos de calidad Durante los análisis anteriores hemos destacado la importancia fundamental de tener buenos controles de los costos de calidad, a continuación daremos una guía acerca de los principales conceptos. 11.1 Costos de Prevención 11.2 Costos de Evaluación 11.3 Costos de Fallas

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777333
COSTOS DE LA CALIDAD
ANALISIS DE LA FABRICACIONPLANEACION DE LA INSPECCIONEVALUACION DEL PROVEEDORACTIVIDADES DE PREPRODUCCIONSISTEMA DE CALIDADCONTROL Y ANALISIS DELDESARROLLO DE LA CALIDADDEL PRODUCTOAUDITORIA DE CALIDADDE LOS SISTEMASGESTION Y ADMINISTRACIONDE LAS ACTIVIDADESDE CALIDADCAPACITACIONPROGRAMAS MOTIVACIONALES
COSTOS DE PREVENCION
INSPECCION DE RECEPCIONINSPECCION DEL PROCESOINSPECCION FINALAUDITORIA DE CALIDADDEL PRODUCTOPRUEBAS ESPECIALES
COSTOS DE EVALUACION
DESECHOSREPROCESOREINSPECCIONSELECCIONANALISIS DE DEFECTOSDEGRADACION
COSTOS DE FALLAS INTERNAS
LAS RECLAMACIONESGARANTIASDESCUENTOSRETIRADA
COSTOS DE FALLAS EXTERNAS
ESTRUCTURA DE LOS COSTOS DE CALIDAD

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777444
12 Métodos de Aseguramiento a Nivel Nacional e Inte rnacional. 12.1. Sistema Nacional de Acreditación En clase se entrega una copia de la información del INN sobre el Sistema de Nacional de Acreditación y se discute los propósitos de este Sistema. 12.2 Internacionales, Familia ISO 9000 Se desarrollan en clase utilizando las normas origi nales. Se conoce como las Normas de la Familia ISO 9000, las siguientes: ISO 9000 en sus partes 1, 2, y 3 Se consideran guías para la selección y uso de las normas 9001, 9002 y 9003. ISO 9001 Sistemas de calidad - Modelo de aseguramiento de calidad en diseño, desarrollo, producción, instalación y servicio. ISO 9002 Sistemas de calidad - Modelo de aseguramiento de calidad en producción, instalación y servicio. ISO 9003 Sistemas de calidad - Modelo de aseguramiento de calidad en la inspección y ensayos finales. ISO 9004 en sus partes 1, 2, 3, y 4. Gestión de calidad y elementos del sistema de calidad. Se consideran directrices y guías para el establecimiento de un sistema de calidad y mejoramiento continuo. Serie ISO 10.011 en sus partes 1, 2 y 3 Son guías para las auditorias.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777555
13 Concepto de las auditorias en el contexto de la s Normas ISO 9000 13.1 La auditoria y su significado.
Es un examen sistemático e independiente para deter minar si las actividades y los resultados relacionados con la calidad cumple n disposiciones preestablecidas, y si las disposiciones se aplican en forma efectiva y son aptas para alcanzar los objetivos.
Esencialmente, la auditoria de calidad se aplica a un sistema de calidad o a los elementos del mismo, a los procesos , a los productos , o a los servicios, pero también se puede aplicar a otros conceptos. Tales auditorias a menudo se denominan “auditoria del sistema de calidad del proceso”, “auditoria de calidad del producto” y “auditoria de calidad del servicio” Las auditorias de calidad son efectuadas por personal que no tenga responsabilidad directa en las áreas auditadas, pero preferiblemente, trabajando en colaboración con el personal correspondiente. Uno de los propósitos de una auditoria de calidad es evaluar la necesidad de mejoramiento y de acción correctiva. No se debe confundir una auditoria con las actividades de supervisión de la calidad o de inspección efectuadas con propósitos de control de proceso o de aceptación del producto. 13.2 Tipos de auditoria Auditoria interna , es aquella auditoria iniciada por el propio responsable con personal propio. En general tiene como objetivo producir un mejoramiento, conocer el alcance de la aplicación de la política de calidad, obtener la confianza de la gerencia, etc. Auditoria externa , esta auditoria es llevada a cabo por personal ajeno a la empresa. puede tener variados objetivos y orígenes, puede ser solicitada por la propia gerencia, por un cliente, o tener fines de certificación. Otra manera de clasificar las auditorias es la sigu iente: Auditoria de primera parte : es cuando el auditor pertenece a la propia empresa. Auditoria de segunda parte : es cuando el auditor es enviado por un cliente de la empresa que será auditada. Tiene como objetivo dar confianza al cliente. Auditoria de tercera parte : Es cuando el auditor pertenece a un organismo ajeno al cliente y al auditor. Puede ser un ente de certificación.

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777666
13.3 Elementos de una auditoria Elemento uno: la realidad, lo que se ve, lo que sucede, o sea: LO QUE SE HACE Elemento dos: la referencia con la cual debemos comparar lo que se hace, los procedimientos, las reglas escritas, que se han desarrollado para alcanzar los objetivos propuestos, es decir: LO QUE SE DEBE HACER Elemento tres: el tercer elemento lo constituye el objetivo, a donde se quiere llegar, es decir: LO QUE SE QUIERE HACER

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777777
REFERENCIA ESPECIFICACIONES REGLAMENTOS NORMAS PROCEDIMIENTOS MANUAL DE CALIDAD LO QUE SE DEBE HACER
REALIDAD PROCESOS LO QUE SE HACE
OBJETIVO MEJORAMIENTO SATISFACCION DEL CLIENTE CERTIFICACION LO QUE SE QUIERE HACER
E 1
E 2 E 3
Entrada
Salida

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777888
Las desviaciones entre estos tres elementos, en un momento dado, constituyen la comprobación de la situación por auditar: E 1 representa la desviación entre lo que se debe hacer y lo que se hace E 2 señala la adecuación de la referencia al objetivo por alcanzar E 3 pone en evidencia las desviaciones entre la realidad y el objetivo por alcanzar

CCCuuurrrsssooo dddeee CCCooonnntttrrrooolll dddeee CCCaaalll iiidddaaaddd EEEssstttaaadddííísssttt iiicccooo yyy GGGeeesssttt iiióóónnn,,, AAAgggooossstttooo 222000000000 PPPááágggiiinnnaaa 777999
14 Bibliografía. Normas Chilenas del INN (42, 43, 44, 2000, familia ISO 9000) Control Total de la Calidad de Armand V. Feigenbaum Manual de Control de Calidad de J.M: Juran y F.M. G ryna Tratado de la Calidad Total de Vincent Laboucheix ¿Que es el Control Total de Calidad? de Kaoru Ishik awa Practica de los Círculos de Control De Calidad de K . Ishikawa Juran y el Liderazgo para la Calidad de J.M: Juran Gestión por Calidad de Ricardo Riquelme Catalán y J ohn Franklin Arce Control de Calidad I del E. Garcia y A. Arrondo del Instituto Argentino de Control de Calidad