







Idiomas
Páginas
Jurídico

PROYECTO
PLANTA PASTEURIZADORA
UNIVERSIDAD DE PAMPLONA
SINTAP - PRONATTA
"Las Instituciones al Servicio de la comunidad Pamplonesa y su provincia"
"TECNOLOGIA DE PRODUCTOS LACTEOS"
ING. CESAR VEGA ROMEROProfesor Universidad de Pamplona
Transferencia TecnológicaDEPARTAMENTO DE TECNOLOGÍAS E INGENIERÍAS
FACULTAD DE CIENCIAS NATURALES Y TECNOLÓGICASUNIVERSIDAD DE PAMPLONA
1999
PROYECTO PUESTA EN MARCHA DE LA PLANTA PASTEURIZADORA DE LA UNIVERSIDAD DE PAMPLONA
CONVENIO SINTAP - PRONATTA - UNIVERSIDAD DE PAMPLONA
DIRECTORES ING. CESAR VEGA ROMERO ESP. HENRY MORALES OCAMPO
COLABORADORES ING. ANTONIO JOSE BETANCOURTHZOOT. LUIS CARLOS VILLAMIZAR L
DR. RODOLFO CONTRERAS C. DR. CESAR MODESTO CASTRO J.
DISEÑO Y DIGITACION MIRELLA CASTILLO J. Tecnóloga en Administración de Sistemas
Pamplona, Abril de 1999
INTRODUCCION
La Tecnología de los productos lácteos representa un conjunto de procesos que se le
aplican a la leche para hacerla apta para el consumo humano, partiendo del elemental
pero indispensable tratamiento térmico al que debe ser sometida la leche para su
higienización y pasando por proceso de descremado, filtrado, homogenización,
neutralizado, rehidratado, etc... hacen de los productos lácteos una de las líneas mas
interesante en el procesamiento de alimentos.
Hoy en día encontramos en el mercado una gran variedad de productos lácteos como:
Yogurth, Kumys, Arequipes, Manjar, Sabajón, Helados, Cremas, Mantequillas y
Múltiples tipos de quesos que hacen de esta una tecnología de amplia proyección en
el desarrollo a nivel regional, local y nacional.
Los lácteos son una alternativa excelente para el montaje y desarrollo de
microempresas generadoras de recursos para el pequeño y mediano productor; es por
esto que en el programa de divulgación del proyecto Planta Pasteurizadora de la
Universidad de Pamplona, avalado por SINTAP - PRONATTA consideramos de vital
importancia enseñar técnicas elementales de elaboración de productos lácteos como
alternativas de transformación de la leche para el pequeño productor de Pamplona y
su provincia.
Vale la pena aclarar que cada uno de los procedimientos aquí descritos, buscan
concientizar a los usuarios sobre la facilidad de transformación de la leche
conservando principios de calidad de la materia prima y de higiene en la
manipulación de este producto.
La Universidad de Pamplona, en conjunto con la entidad SINTAP - PRONATTA,
espera que el presente documento sea útil en el aprovechamiento integral de la leche,
de la misma manera invitan a que usted amigo productor se haga participe de los
avances tecnológicos que desarrollan estas entidades, dándole una aplicación racional
de las materias primas propias de cada región.
OBJETIVOS
GENERALES.
Hacer transferencia tecnológica en el área de los productos lácteos, como
mecanismo de desarrollo a nivel de Pamplona y su provincia.
Divulgar el Proyecto Planta Pasteurizadora de la Universidad de Pamplona, como
estrategia de extensión a la comunidad de las entidades SINTAP - PRONATTA -
Universidad de Pamplona.
Explicar y orientar métodos sencillos de transformación de la leche, en productos
de mayor duración y aceptabilidad por parte del consumidor.
ESPECIFICOS.
Proporcionar al productor herramientas mínimas en el procesamiento de la leche.
Elaborar fórmulas y procedimientos que permitan obtener productos lácteos de
buena calidad.
Desarrollar diferentes alternativas de elaboración de productos lácteos como:
fermentados, concentrados, mezclas, mantequillas, quesos ,etc...
Describir los principales procesos de adecuación de la leche con fines
industriales.
Conocer las sustancias y materiales que se usan normalmente para el
procesamiento de la leche.
Hacer participe a los productores de Pamplona y su provincia del proyecto Planta
Pasteurizadora, como un bien de servicio a la comunidad, avalado y desarrollado
por las entidades SINTAP - PRONATTA - UNIVERSIDAD DE PAMPLONA.
Incentivar la producción lechera en la región como alternativa de desarrollo social
para la provincia.
Buscar unir el conocimiento tecnológico con las necesidades propias de cada
región propendiendo por unificar criterios de compromisos de entidades
gubernamentales con los habitantes rurales y urbanos de nuestra provincia.
Proyectar la Universidad de Pamplona hacia principios de extensión en el área de
Tecnología de leches como proceso de compromiso de las instituciones con la
comunidad.
Dar cumplimiento al proceso de transferencia tecnológica del proyecto Planta
Pasteurizadora de la Universidad de Pamplona, como exigencia de desarrollo por
parte de la entidad cofinanciadora SINTAP- PRONATTA.
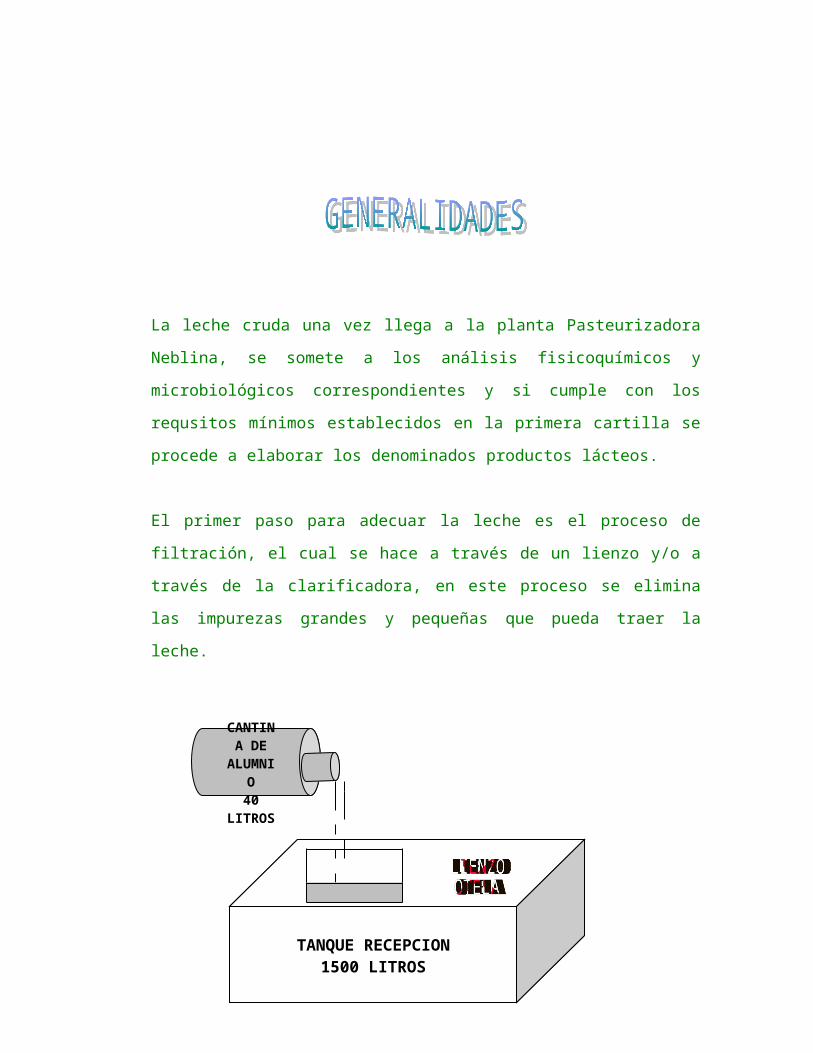
La leche cruda una vez llega a la planta Pasteurizadora Neblina, se somete a los
análisis fisicoquímicos y microbiológicos correspondientes y si cumple con los
requsitos mínimos establecidos en la primera cartilla se procede a elaborar los
denominados productos lácteos.
El primer paso para adecuar la leche es el proceso de filtración, el cual se hace a
través de un lienzo y/o a través de la clarificadora, en este proceso se elimina las
impurezas grandes y pequeñas que pueda traer la leche.
CANTINA DE ALUM
NIO40
LITROS
TANQUE RECEPCION1500 LITROS
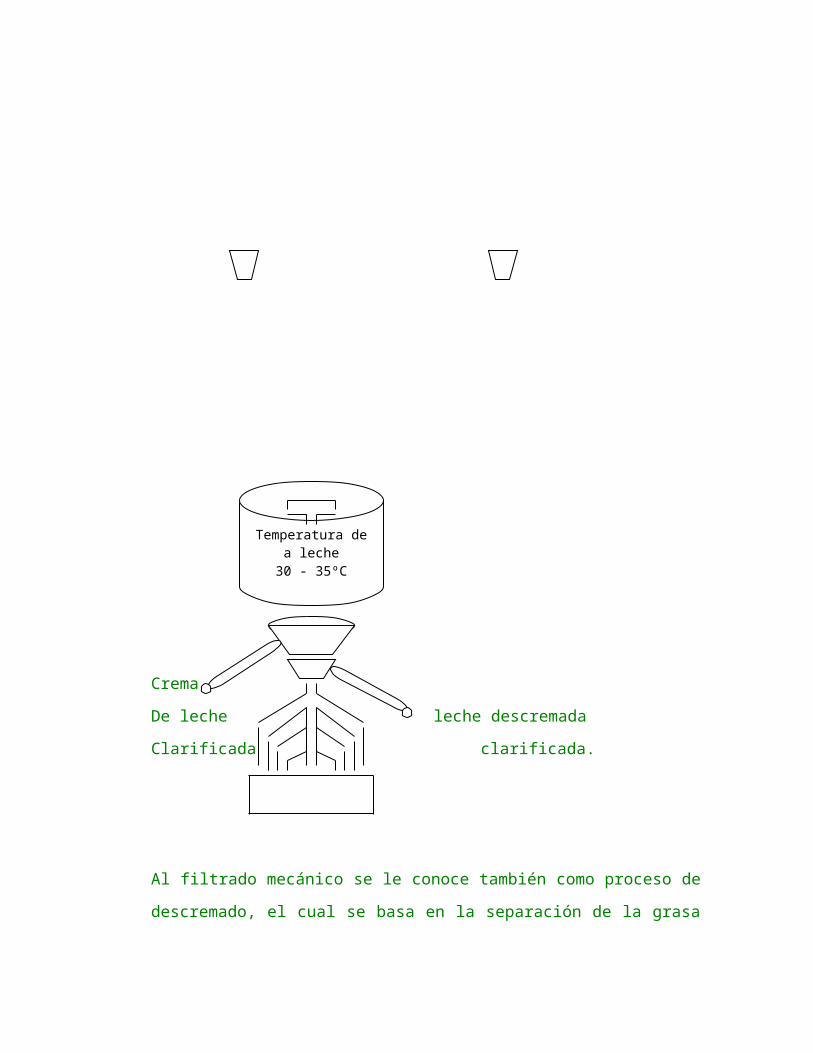
Crema
De leche leche descremada
Clarificada clarificada.
Al filtrado mecánico se le conoce también como proceso de descremado, el cual se
basa en la separación de la grasa de la leche que es menos pesada, por medio de la
centrifugación.
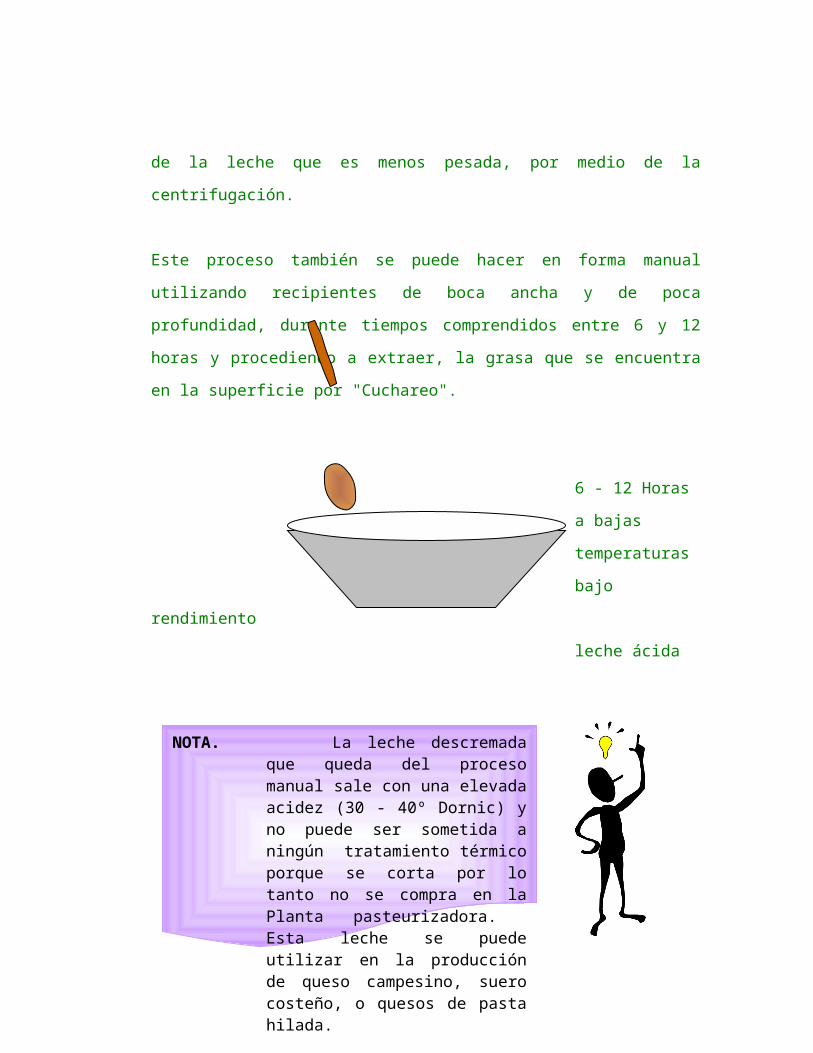
Este proceso también se puede hacer en forma manual utilizando recipientes de boca
ancha y de poca profundidad, durante tiempos comprendidos entre 6 y 12 horas y
procediendo a extraer, la grasa que se encuentra en la superficie por "Cuchareo".
6 - 12 Horas
a bajas
temperaturas
bajo rendimiento
leche ácida
Temperatura de a leche30 - 35ºC
La leche de buena calidad se estandariza a un contenido de grasa determinado para
cada tipo de producto lácteo específico, aquí, hablamos de leche descremada (menos
de 0.5% grasa) leche semidescremada (entre 1.5% al 2% de grasa) y leche entera
(mayor de 3% de grasa).
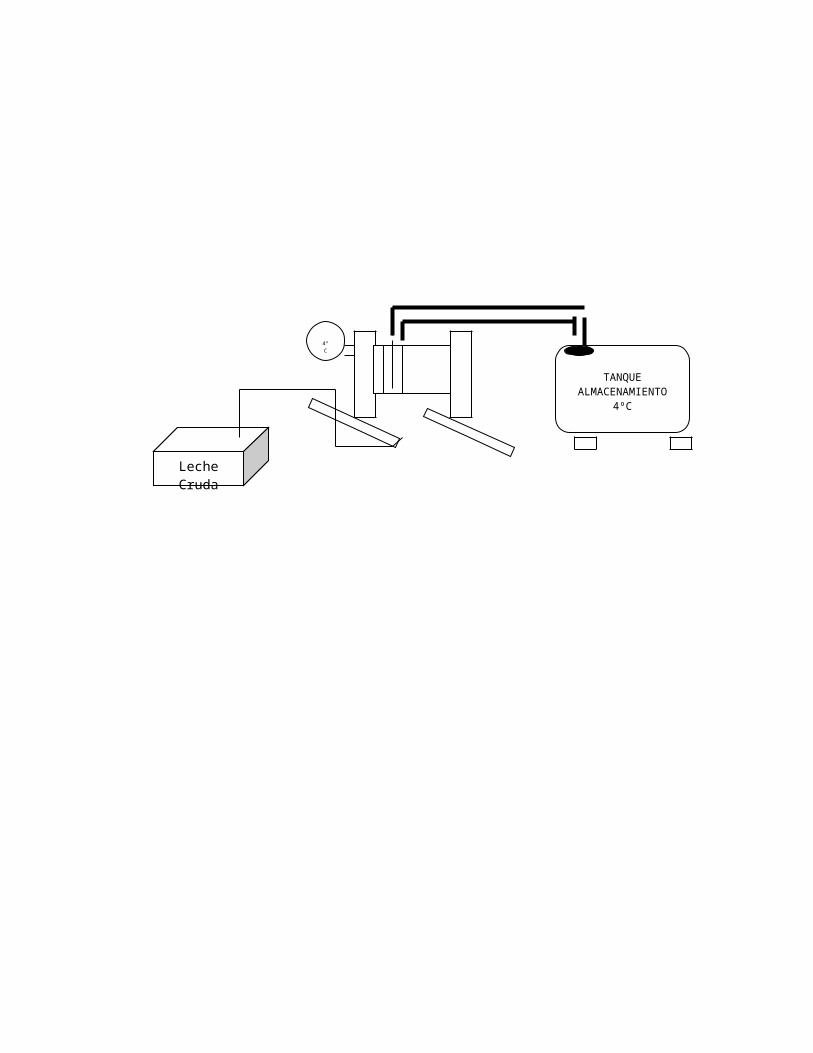
Consiste en bajarle la temperatura a la leche de 4ºC a 8ºC, para almacenarla antes de
procesarla, este proceso se hace por medio de un intercambiador de placas: en un
cuarto frío o en una nevera.
NOTA. La leche descremada que queda del proceso manual sale con una elevada acidez (30 - 40º Dornic) y no puede ser sometida a ningún tratamiento térmico porque se corta por lo tanto no se compra en la Planta pasteurizadora. Esta leche se puede utilizar en la producción de queso campesino, suero costeño, o quesos de pasta hilada.
Leche Cruda
4ºC
TANQUE ALMACENAMIENTO
4ºC
Operación mediante la cual se higieniza la leche, matando la totalidad de los
microorganismos patógenos. ES UN PROCESO ESENCIAL Y TODO TIPO DE
LECHE DEBE SER SOMETIDO AL MISMO, ya que no se puede olvidar que la
leche puede ser portadora de microorganismos que causan enfermedades mortales
como: Tuberculosis, Brucelosis, Salmonellas, etc.
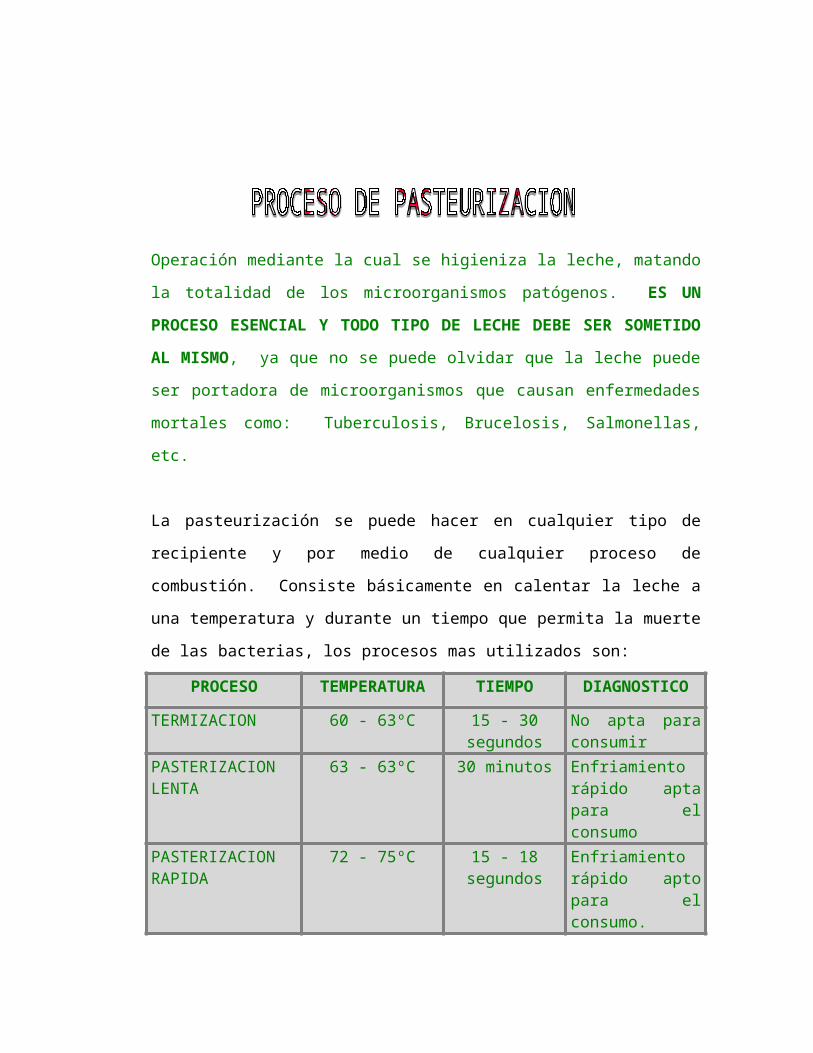
La pasteurización se puede hacer en cualquier tipo de recipiente y por medio de
cualquier proceso de combustión. Consiste básicamente en calentar la leche a una
temperatura y durante un tiempo que permita la muerte de las bacterias, los procesos
mas utilizados son:
PROCESO TEMPERATURA TIEMPO DIAGNOSTICO
TERMIZACION 60 - 63ºC 15 - 30 segundos No apta para consumir
PASTERIZACION LENTA
63 - 63ºC 30 minutos Enfriamiento rápido apta para el consumo
PASTERIZACION RAPIDA
72 - 75ºC 15 - 18 segundos Enfriamiento rápido apto para el consumo.
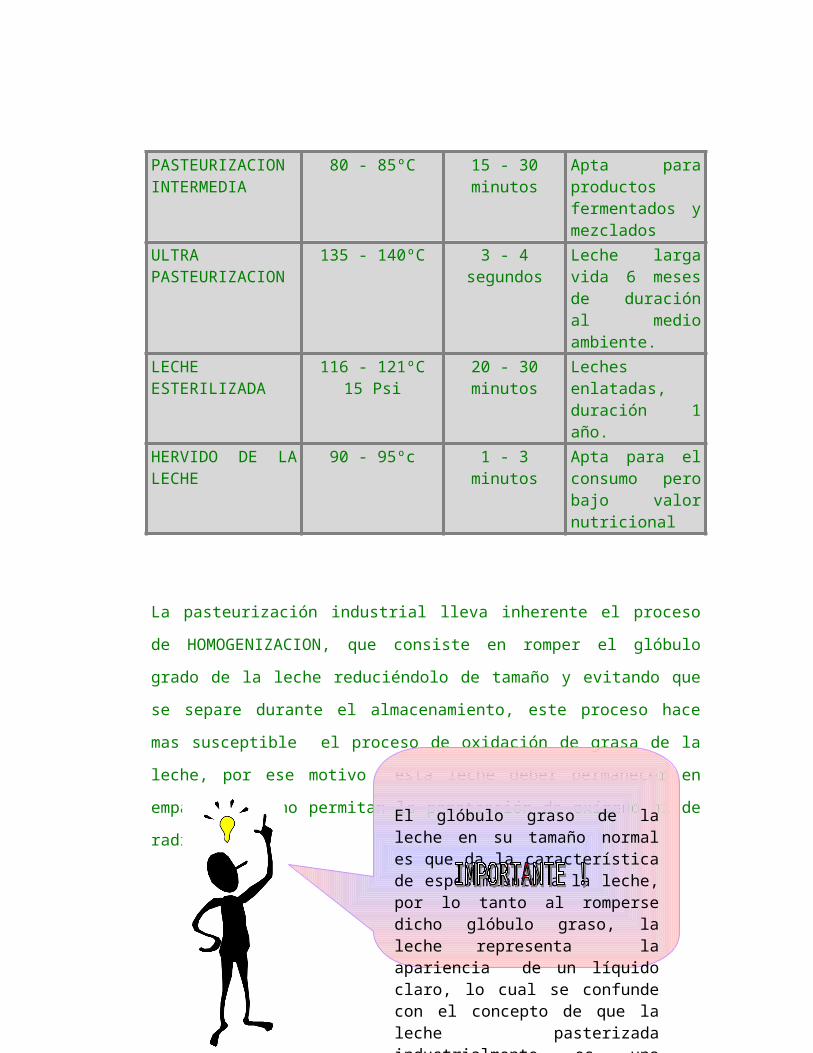
PASTEURIZACION INTERMEDIA
80 - 85ºC 15 - 30 minutos Apta para productos fermentados y mezclados
ULTRA PASTEURIZACION
135 - 140ºC 3 - 4 segundos Leche larga vida 6 meses de duración al medio ambiente.
LECHE ESTERILIZADA
116 - 121ºC15 Psi
20 - 30 minutos Leches enlatadas, duración 1 año.
HERVIDO DE LA LECHE
90 - 95ºc 1 - 3 minutos Apta para el consumo pero bajo valor nutricional
La pasteurización industrial lleva inherente el proceso de HOMOGENIZACION, que
consiste en romper el glóbulo grado de la leche reduciéndolo de tamaño y evitando
que se separe durante el almacenamiento, este proceso hace mas susceptible el
proceso de oxidación de grasa de la leche, por ese motivo esta leche deber
permanecer en empaques que no permitan la penetración de oxígeno ni de
radiaciones.
El glóbulo graso de la leche en su tamaño normal es que da la característica de espesamiento a la leche, por lo tanto al romperse dicho glóbulo graso, la leche representa la apariencia de un líquido claro, lo cual se confunde con el concepto de que la leche pasterizada industrialmente es una leche aguada.
La temperatura y el tiempo de pasteurización están en estrecha relación con la calidad nutricional de la leche, a mayor temperatura y tiempo de proceso, mayor será el efecto desnaturalizador sobre las proteínas, vitaminas, lactosa y demás componentes de la leche.
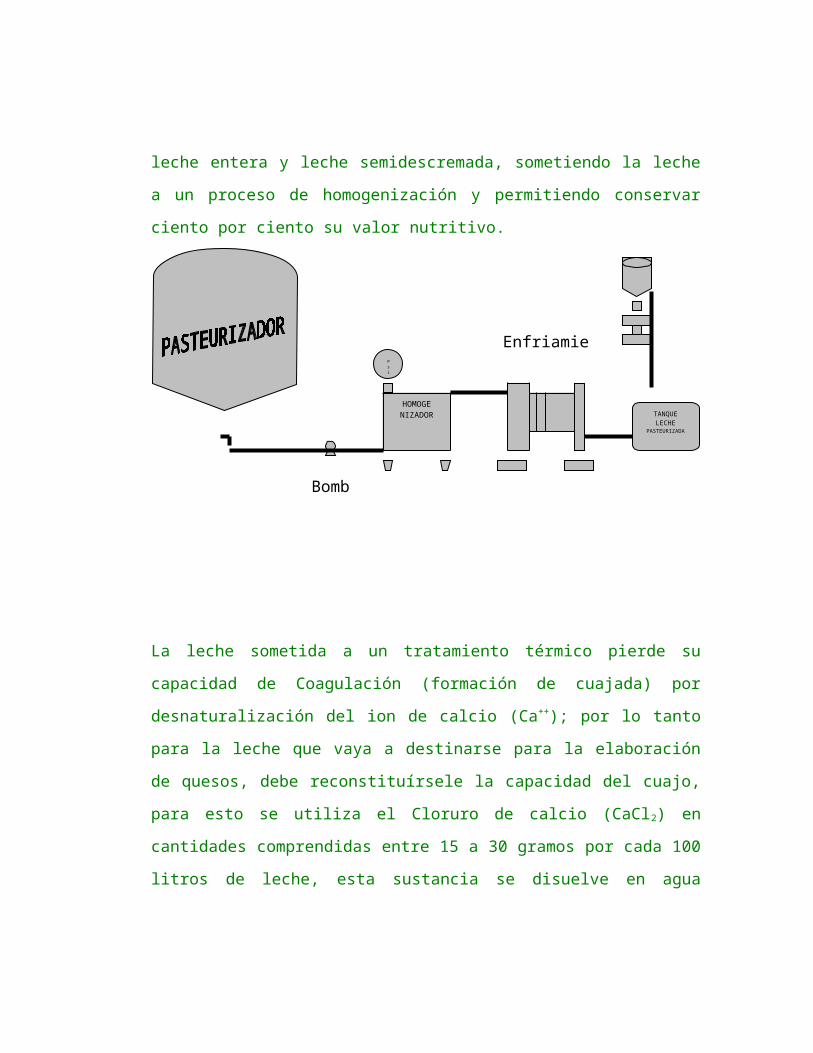
La Planta Pasteurizadora NEBLINA, Universidad de Pamplona - SINTAP -
PRONATTA trabaja con una temperatura de 72 - 75ºC por un tiempo de 15 - 20
segundos, produciendo leche entera y leche semidescremada, sometiendo la leche a
un proceso de homogenización y permitiendo conservar ciento por ciento su valor
nutritivo.
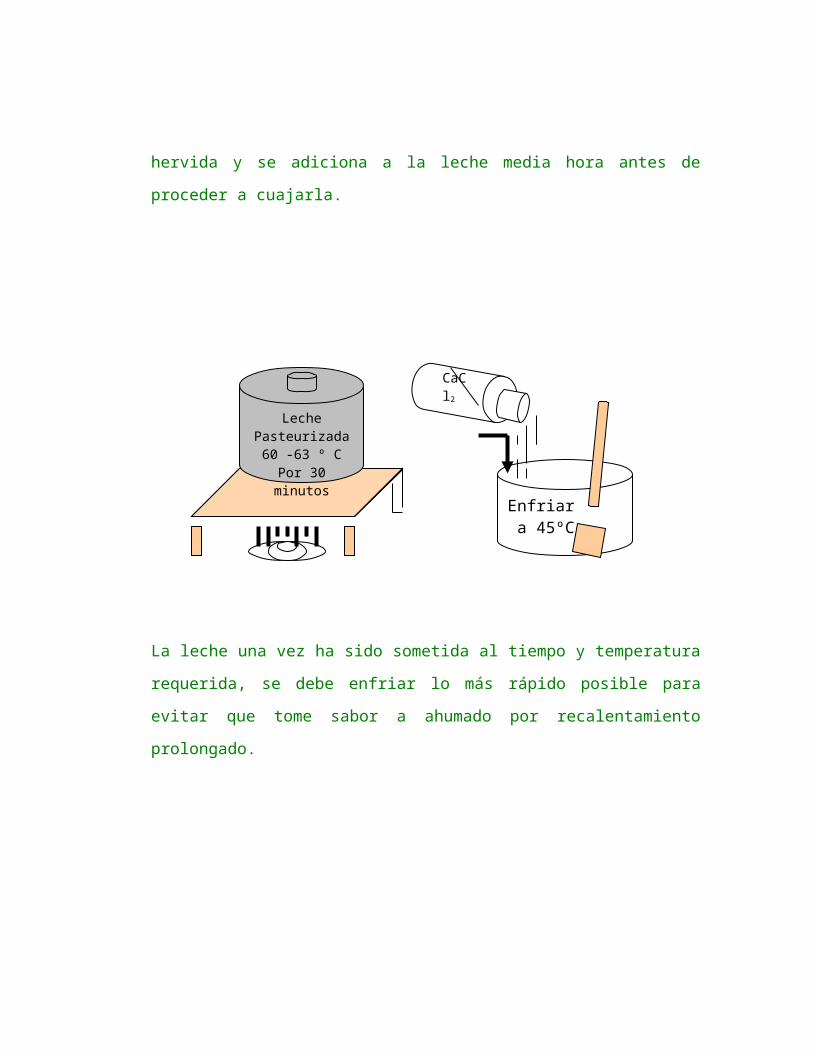
La leche sometida a un tratamiento térmico pierde su capacidad de Coagulación
(formación de cuajada) por desnaturalización del ion de calcio (Ca++); por lo tanto
para la leche que vaya a destinarse para la elaboración de quesos, debe
reconstituírsele la capacidad del cuajo, para esto se utiliza el Cloruro de calcio
(CaCl2) en cantidades comprendidas entre 15 a 30 gramos por cada 100 litros de
leche, esta sustancia se disuelve en agua hervida y se adiciona a la leche media hora
antes de proceder a cuajarla.
HOMOGENIZADOR TANQUE
LECHE PASTEURIZADA
Psi
Enfriamiento
Empacadora
Bomba
La leche una vez ha sido sometida al tiempo y temperatura requerida, se debe enfriar
lo más rápido posible para evitar que tome sabor a ahumado por recalentamiento
prolongado.
Leche Pasteurizada 60 -63 º C
Por 30 minutos
CaCl2
Enfriar a 45ºC
1.
Con el objeto de aumentar el consumo de leche pasteurizada se ha permitido la
adición de sabores naturales y/o artificiales, edulcorantes, emulsificantes,
estabilizantes que permitan caracterizar este producto y prolongue la vida útil del
mismo.
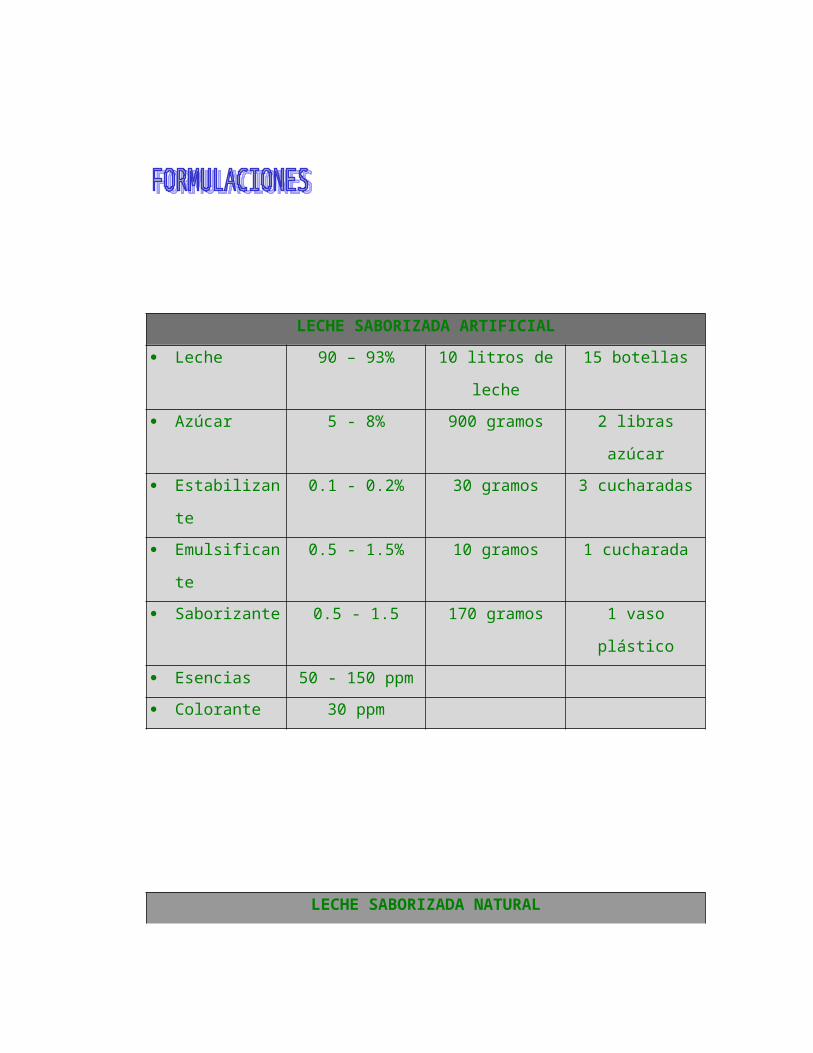
LECHE SABORIZADA ARTIFICIAL
Leche 90 – 93% 10 litros de leche 15 botellas
Azúcar 5 - 8% 900 gramos 2 libras azúcar
Estabilizante 0.1 - 0.2% 30 gramos 3 cucharadas
Emulsificante 0.5 - 1.5% 10 gramos 1 cucharada
Saborizante 0.5 - 1.5 170 gramos 1 vaso plástico
Esencias 50 - 150 ppm
Colorante 30 ppm

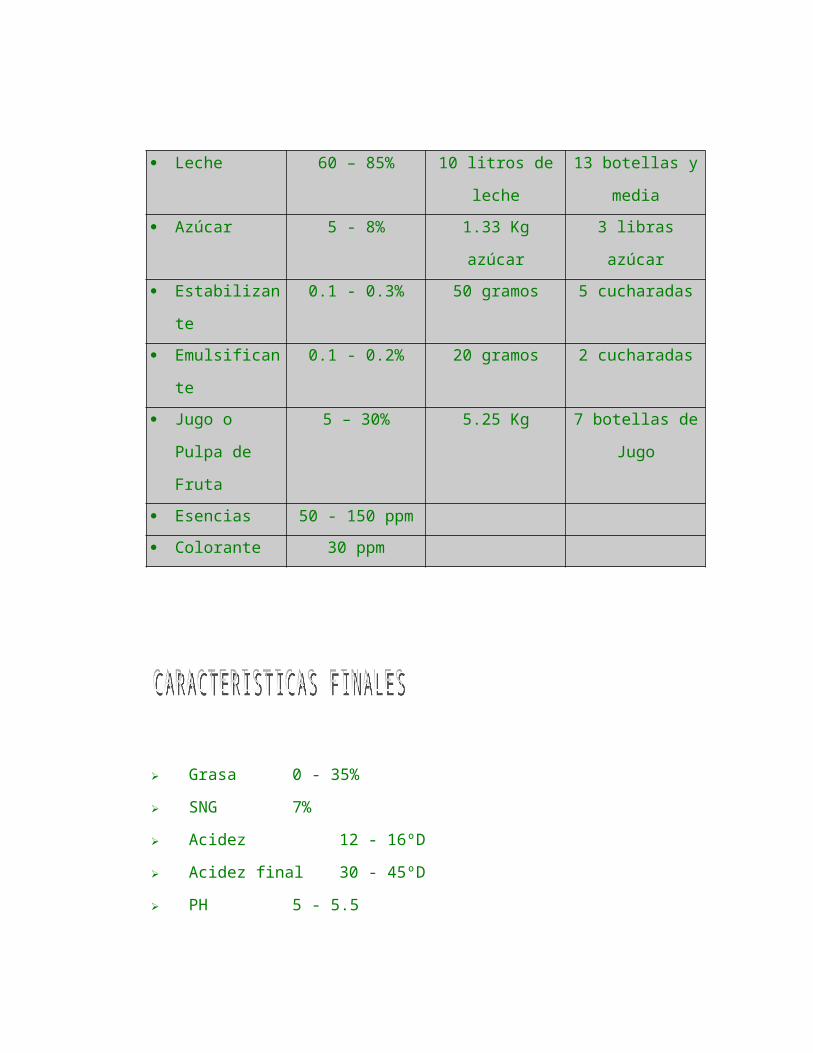
LECHE SABORIZADA NATURAL
Leche 60 – 85% 10 litros de leche 13 botellas y media
Azúcar 5 - 8% 1.33 Kg azúcar 3 libras azúcar
Estabilizante 0.1 - 0.3% 50 gramos 5 cucharadas
Emulsificante 0.1 - 0.2% 20 gramos 2 cucharadas
Jugo o Pulpa de
Fruta
5 – 30% 5.25 Kg 7 botellas de Jugo
Esencias 50 - 150 ppm
Colorante 30 ppm
Grasa 0 - 35%
SNG 7%
Acidez 12 - 16ºD
Acidez final 30 - 45ºD
PH 5 - 5.5
Grados Brix 12 - 15%
Densidad 1.040 - 1.055 gr/ml
ESTABILIZANTES: Alginato de Sodio (DARILOID para helados),
Carboximetil Celulosa (CMC), Carrageninas, Pectinas, Agar, Goma Guar, Gelatina
sin sabor.
EMULSIFICANTES. Monoglicéridos, Diglicéridos, Lecitina, Yema de huevo.
PROCEDIMIENTO.
Ponga a calentar la leche.
Mezcle en seco el azúcar con el estabilizante (CMC).
Cuando la leche este a medio calentar (40ºC) adicionar el emulsificante (yema
de huevo) y la mezcla azúcar, estabilizante (CMC).
Lleve la mezcla hasta hervido por 3 a 5 minutos, teniendo presente de agitar
vigorosamente.
Apague la fuente de calor y adicione colorante y saborizante.
Enfriar a 80ºC y envase en recipientes previamente desinfectados.
Enfriar y guardar en refrigeración.
Consumir antes de 5 días.
2.
Son los productos lácteos que se obtienen por fermentación ácido láctica a partir de la
lactosa de la leche por medio de microorganismos útiles para tal fin.
Microorganismo
Lactosa Acido Láctico y otras sustancias
Entre los microorganismos útiles que se encuentran formando parte de la leche son
aislados industrialmente en solución o en sobres que se denominan CULTIVOS
LACTICOS, los cuales son repicados antes de adicionarlos a la leche para la
elaboración de productos fermentados.
Como se dijo anteriormente, toda la leche debe ser sometida a proceso de
pasteurización en el cual mueren los microorganismos útiles para los procesos de
fermentación. Por lo tanto, se requiere que se adicionen nuevamente a la leche por
medio de los cultivos lácticos.
La fuente nutricional de los microorganismos útiles está representada en los sólidos
no grasos de la leche (lactosa, proteína y minerales) por lo tanto entre mayor sea la
cantidad de estos, mayor será la calidad del producto, para esto se debe adicionar
LECHE EN POLVO (una cucharada por cada litro de leche).
Cuando no se cuente con cultivos lácticos, se puede acudir a productos naturales
encontrados en el mercado (yogurt Finesse, Kumys).
Este producto
Lo encuentra
En la tienda
Más cercana
YOGURTHFINESSE
200 cm3 VALDEPLASTIC
O
10 litros de leche hervida y adicionada de leche en polvo enfriada a 45ºC
El yogurth es el producto que se obtiene a partir de leche pasteurizada y adicionada de leche en polvo por medio de microorganismos útiles del género Lactobacilos Bulgáricus y Streptococus Thermofilos, a temperaturas aproximadas de 45ºC por un tiempo comprendido entre 4 horas a 8 horas, con la posterior adición de azúcar, sabores artificiales o naturales y colorantes.
PROCEDIMIENTO
1. Ponga a calentar la leche (13.5 botellas).
2. Adicione leche en polvo (1 cucharada por cada 2 botellas de leche) y agite
hasta que se disuelva la leche en polvo.
3. Hierva la leche por 5 minutos, agitándola vigorosamente.
4. Enfríe la leche a 45ºC y adicione un vaso de yogurth comercial (en lo
posible yogurth natural FINESSE) y agite por 2 - 3 minutos.
5. Transporte la mezcla a un balde plástico, tápelo y déjelo en un sitio que le dé
calor (cerca de un fogón o de un bombillo encendido)
6. Luego de 4 horas observe el producto si ya se ha formado el coágulo procesa
a enfriarlo.
7. Bata el yogurth y adicione el azúcar al gusto (50 a 100 gramos por cada
botella de leche utilizada) 1 kilo de azúcar aproximadamente, saborizante y
colorante. Si va a adicionar fruta natural esta debe ir previamente
endulzada.
8. Envase y mantenga en refrigeración.
9. Consumir antes de 15 días
El kumys, es quizás el producto fermentado mas conocido de nuestro país, el cual se comercializa desde niveles artesanales en forma de producto natural, hasta producto exótico asignándole propiedades afrodisiacas con la adición de bebidas alcohólicas como Brandy o Coñac. Es tal su popularidad que incluso en las droguerías se comercializan los "BULGAROS" microorganismos útiles en la formación de ácido láctico.
El problema de este producto es que generalmente se elabora con LECHE CRUDA y en condiciones poco higiénicas representando un peligro potencial para la salud del consumidor.
El Kumys industrial se elabora a partir de leche pasteurizada por medio de microorganismos como el Lactobacilos Bulgaricus y Torula Lactis, a temperatura ambiente y por un tiempo comprendido entre 14 y 18 horas (de un día para otro).
El kumys industrial es un producto claro, espumoso y con un leve olor a levadura.
PROCEDIMIENTO.
Hierva la leche por tres minutos (13,5 botellas).Enfríe la leche a temperatura ambiente, agitando continuamente.Adicione un vaso de kumis comercial, agite de 1 a 3 minutos.Traspase a un balde plástico, tápelo y déjelo en un sitio seguro.Observe al otro día la formación del coágulo.Bata y adicione el azúcar (aproximadamente 1 Kilogramo) y 2 tragos de Brandy (Opcional).Empaque y conserve en refrigeración.Consuma antes de 15 días.
Son aquellos que se obtienen a partir de leche neutralizada mezclada con azúcar o panela y con adición de harina de arroz, trigo o maizena en proporciones tales que dependen del tipo de producto a elaborar.
Entre estos productos se pueden nombrar los arequipes, manjar, panelitas y cortados y tienen la ventaja que se conservan por períodos hasta de tres meses a condiciones ambientales.
Consiste en adicionar Bicarbonato de sodio a la leche para disminuirle la
acidez y evitar que esta se corte durante el proceso de cocción, se
adiciona en cantidades de 0.5 gramos por cada litro de leche cuando esta
ha sido obtenida en un tiempo mayor de 4 horas.
El bicarbonato se debe adicionar en frío, antes de iniciar el proceso de
cocción.
De la misma manera para darle brillo al producto se le adiciona 3
gramos de citrato por cada litro de leche, en caso de no tener citrato se
sumerje en el producto uno o dos gajos de cebolla larga durante el
proceso de cocción.
La cantidad de azúcar o panela a adicionar es de un 20% con respecto a
la leche.
La cantidad de harina de arroz, trigo o maizena está entre el 2 al 5%
dependiendo del producto que se vaya a elaborar.
La mezcla se debe concentrar por cocción hasta que de punto, que se puede determinar de la siguiente manera:
Por refractometría 65 - 68º BrixDejando caer una gota de producto concentrado, en un vaso transparente con agua. Si la gota baja sin deshacerse el producto está listo.Cuando se ve nítidamente el fondo del recipiente donde se está haciendo el producto. Cuando se comienzan a formar copos en la pala de batido del producto.Cuando se toma una porción de producto frío entre los dedos y al separarlos este forma un hilo.
Cuando se deba adicionar harina de cualquier tipo a un producto concentrado, este debe ir previamente disuelta en leche o en agua fría para evitar la formación de grumos, el azúcar o panela se debe adicionar cuando la leche este caliente para que disuelva rápidamente y una vez adicionada se debe batir continuamente para evitar que se pegue al fondo del recipiente.
El tiempo del proceso está entre dos horas y seis horas, dependiendo de la cantidad de leche y del tipo de producto a elaborar.
El Arequipe es un producto autóctono de la región andina: Perú, Ecuador y Colombia, cuya producción se basa exclusivamente en la mezcla de leche, Bicarbonato y azúcar, con o sin la adición de pedazos de fruta de Papayuela o Brevas previamente endulzadas.
PROCEDIMIENTO
Tome 10 litros de leche fresca y adiciónele 10 gramos de Bicarbonato de Sodio (1 cucharada) en frío.
Coloque a leche a cocción y adicione 30 gramos de Citrato de Sodio (3 cucharadas) o en su defecto 1 cebolla larga.
Cuando la leche esté caliente adicione 20% de azúcar o sea 2 kilogramos (4 libras) de azúcar.
Lleve a cocción, con agitación hasta que el producto de punto.
Una vez el producto ha dado, apague la fuente de calor, retire el gajo de cebolla y proceda a enfriar sin dejar de agitar hasta 85ºC.
Empaque el Arequipe caliente en vasos de vidrio o plásticos previamente desinfectados y secos.
Deje enfriar hasta temperatura ambiente y tápelos.
Almacene y consúmalo antes de un mes.
Si desea un Arequipe con pedazos de fruta como Breva, Papayuela, Durazno, etc... esta debe ir previamente endulzada y se adiciona en el momento en que se le da punto al producto dejándolo mínimo 10 minutos en cocción junto con Arequipe, luego de lo cual se apaga la fuente de calor y se procede al empaque.
El manjar blanco es un producto popular en la zona del Valle del Cauca que se elabora a partir de leche neutralizada, azúcar y harina de arroz o maizena, teniendo en su interior uvas pasas.
La cantidad de harina a mezclar no debe superar el 4% con respecto a la leche y debe ser previamente disuelta en agua o leche fría.
PROCEDIMIENTO.
Tome 10 litros de leche (13,5 botellas) y adiciónele 1 cucharada de Bicarbonato de Sodio en frio.
Proceda a calentar la leche y adicione el azúcar y u gajo de cebolla larga (ó 3 cucharadas de Citrato de Sodio).
Luego de 2 horas de cocción adicione la harina previamente disuelta en agua o leche.
Continué concentrando hasta que de punto y adicione uvas pasas (aproximadamente 1/2 libra) prosiga la cocción por 5 minutos y proceda a apagar la fuente de calor.
Enfríe levemente con agitación y envase en caliente el producto.
Deje enfriar al ambiente y tape herméticamente el producto.
Almacene y consúmase antes de un mes.
Estos productos tienen en común la adición de grandes cantidades de harina de arroz, trigo, maizena, soya, etc...
El punto final para éste tipo de productos se determina cuando tiene entre 75 a 82º Brix, esto se ve cuando el producto se despega nítidamente de las paredes del recipiente donde se está elaborando.
A continuación se describen las cantidades y el tipo de ingredientes a utilizar en cada uno de estos productos.
PANELITAS.
Leche neutralizada con bicarbonato 10 litros (13,5 botellas). 2 a 3 panelas. 1/2 Libra de Harina de arroz o Maizena
CORTADOS
10 litros (13,5 botellas) de leche ácida. - 2 Kg de azúcar 1 vaso de jugo de limón. 1/2 Libra de Tostado rallado.
PANUCHAS
1 libra de harina de arroz. 1 litro de agua. 13.5 botellas de leche neutralizada.( 10 litros ) 2 - 3 Kilos de azúcar refinada. 1 - 2 kilos de coco rallado.
DULCE DE LECHE
2 Libras de Harina de Arroz. 5 litros de agua. 1 libra de azúcar refinada. 200 gramos de glucosa. 13.5 botellas de leche.(
COCADAS.
La misma formulación de las panelitas y adicionar 1 libra de coco rallado a la paila de cocción.
PROCEDIMIENTO
En general se colocan los ingredientes líquidos a calentar y se le van adicionando los demás ingredientes.
Luego se concentran en una mesa recubierta con azúcar refinado o harina de arroz, se deja enfriar y se procede al corte y empacado.
Son productos en los cuales se mezcla o combina una serie de ingredientes entre los cuales sobresale la leche y sus derivados y cuyo método de conservación es el frío (Helados) o el alcohol etílico (Sabajón) a esta línea también pertenecen las piñas coladas y los cócteles.

es el producto que se obtiene por la mezcla de leche, leche en polvo, grasa láctea o
vegetal, emulsificante/estabilizante, azúcar, colorantes, sabores artificiales o naturales
los cuales se someten a un proceso de pasteurización, maduración, batido y posterior
congelación.
2 % Proteína
0.4 % sal
15 % azúcar
6% grasa
0.5 % emulsionante/estabilizante
32% agua
50% aire
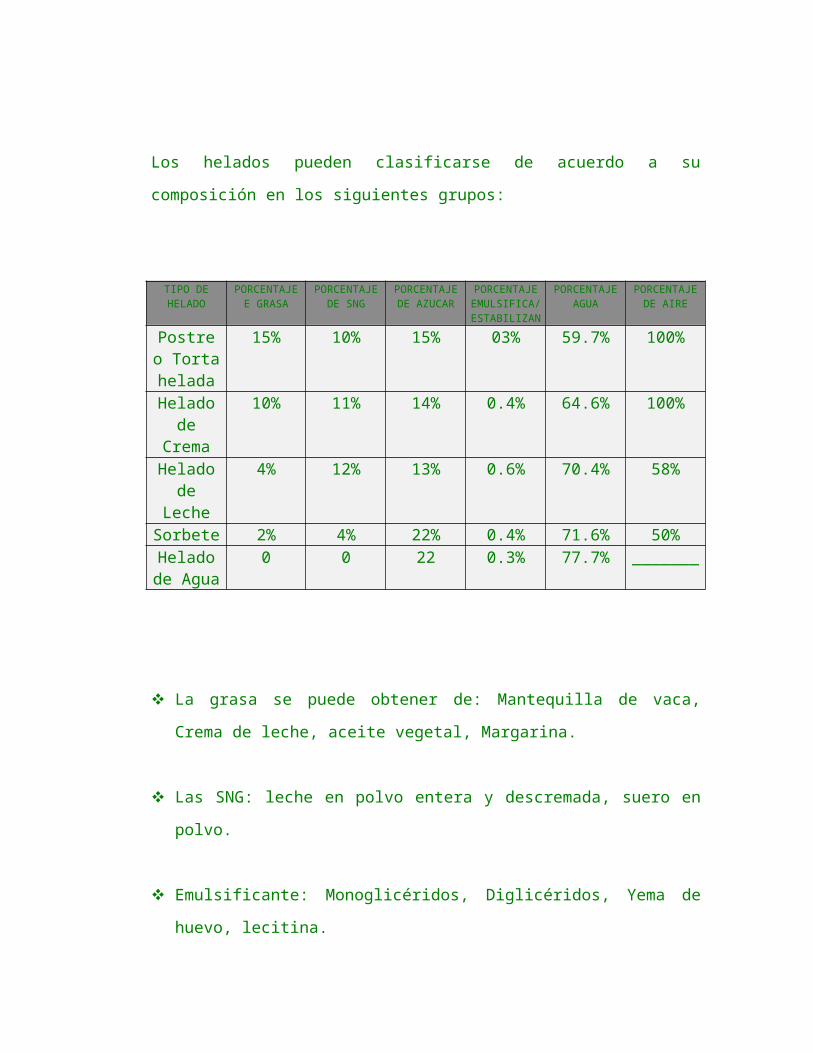
Los helados pueden clasificarse de acuerdo a su composición en los siguientes
grupos:
TIPO DE HELADO
PORCENTAJE E GRASA
PORCENTAJE DE SNG
PORCENTAJE DE AZUCAR
PORCENTAJE EMULSIFICA/ESTABILIZAN
PORCENTAJE AGUA
PORCENTAJE DE AIRE
Postre o Torta helada
15% 10% 15% 03% 59.7% 100%
Helado de Crema
10% 11% 14% 0.4% 64.6% 100%
Helado de Leche
4% 12% 13% 0.6% 70.4% 58%
Sorbete 2% 4% 22% 0.4% 71.6% 50%Helado de
Agua0 0 22 0.3% 77.7% _______
La grasa se puede obtener de: Mantequilla de vaca, Crema de leche, aceite
vegetal, Margarina.
Las SNG: leche en polvo entera y descremada, suero en polvo.
Emulsificante: Monoglicéridos, Diglicéridos, Yema de huevo, lecitina.
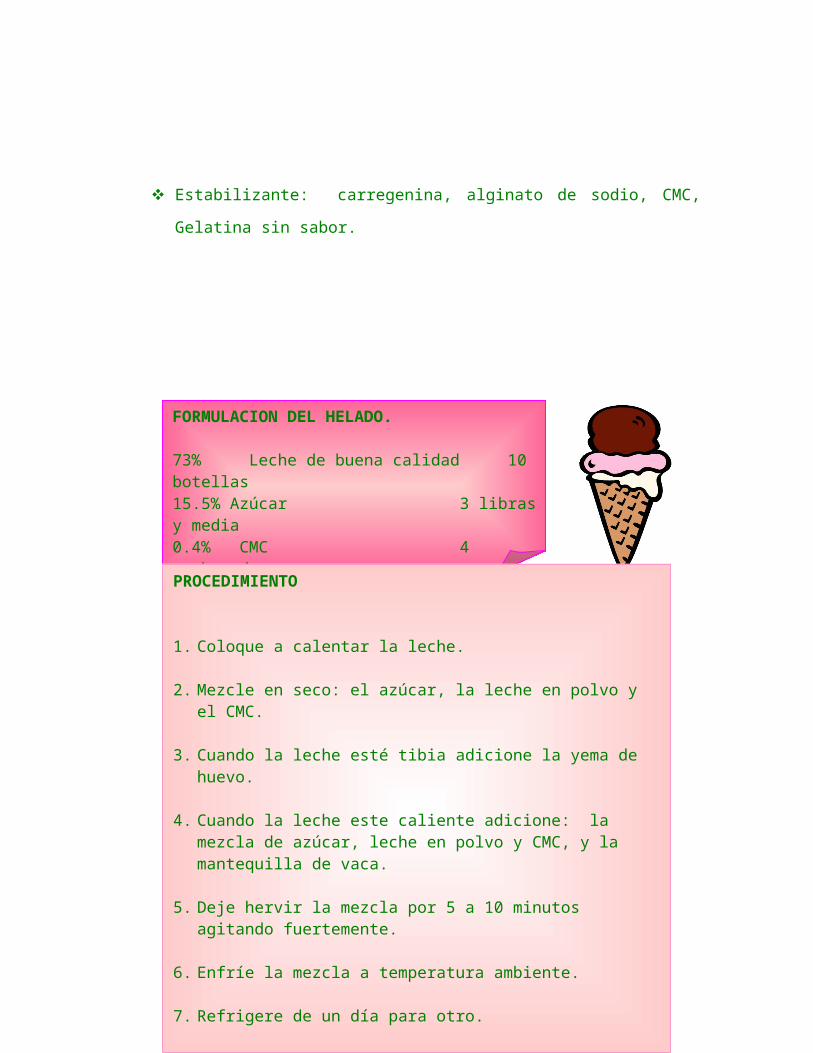
Estabilizante: carregenina, alginato de sodio, CMC, Gelatina sin sabor.

FORMULACION DEL HELADO.
73% Leche de buena calidad 10 botellas15.5% Azúcar 3 libras y media0.4% CMC 4 cucharadas0.1% Yema de huevo 1 cucharada6% Mantequilla de vaca 1 libra y cuarto5% Leche en Polvo 1 Libra
PROCEDIMIENTO
1. Coloque a calentar la leche.
2. Mezcle en seco: el azúcar, la leche en polvo y el CMC.
3. Cuando la leche esté tibia adicione la yema de huevo.
4. Cuando la leche este caliente adicione: la mezcla de azúcar, leche en polvo y CMC, y la mantequilla de vaca.
5. Deje hervir la mezcla por 5 a 10 minutos agitando fuertemente.
6. Enfríe la mezcla a temperatura ambiente.
7. Refrigere de un día para otro.
8. Haga el batido y adicione, colorantes, aromatizantes, saborizantes o fruta natural.
9. Lleve a los moldes y congele por 24 horas.
10. Consuma antes de 3 meses.
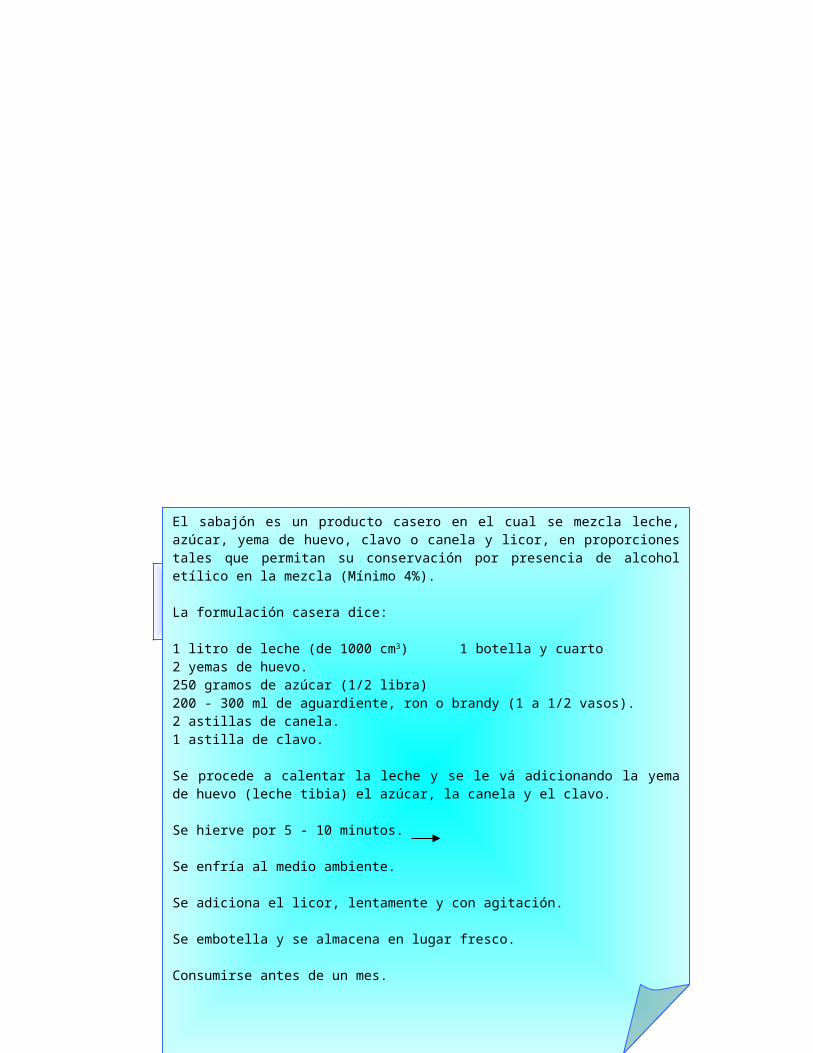
El sabajón es un producto casero en el cual se mezcla leche, azúcar, yema de huevo, clavo o canela y licor, en proporciones tales que permitan su conservación por presencia de alcohol etílico en la mezcla (Mínimo 4%).
La formulación casera dice:
1 litro de leche (de 1000 cm3) 1 botella y cuarto2 yemas de huevo.250 gramos de azúcar (1/2 libra)200 - 300 ml de aguardiente, ron o brandy (1 a 1/2 vasos).2 astillas de canela.1 astilla de clavo.
Se procede a calentar la leche y se le vá adicionando la yema de huevo (leche tibia) el azúcar, la canela y el clavo.
Se hierve por 5 - 10 minutos.
Se enfría al medio ambiente.
Se adiciona el licor, lentamente y con agitación.
Se embotella y se almacena en lugar fresco.
Consumirse antes de un mes.
Si se quiere elaborar una piña colada o un sabajón de Feijoa u otra fruta, se
procede a reemplazar parte de la leche en proporción directa a la cantidad de
pulpa que se quiera adicionar.
Ejemplo:
1 botella de leche neutralizada con bicarbonato.
250 mililitros (1 vaso y medio) de jugo o pulpa de fruta.
250 gramos de azúcar (media libra).
2 yemas de huevo.
200 - 300 centímetros cúbicos de licor.
El mismo proceso se sigue para la elaboración de COCTELES DE FRUTAS, buscando que el porcentaje de alcohol este entre 6 - 10%.
A continuación se da la formulación para elaborar un cóctel de Naranja o Maracuya :
Jugo de naranja 6 litros.Azúcar1.38 kilogramos.Agua 4.62 litrosAguardiente 3.1 litros
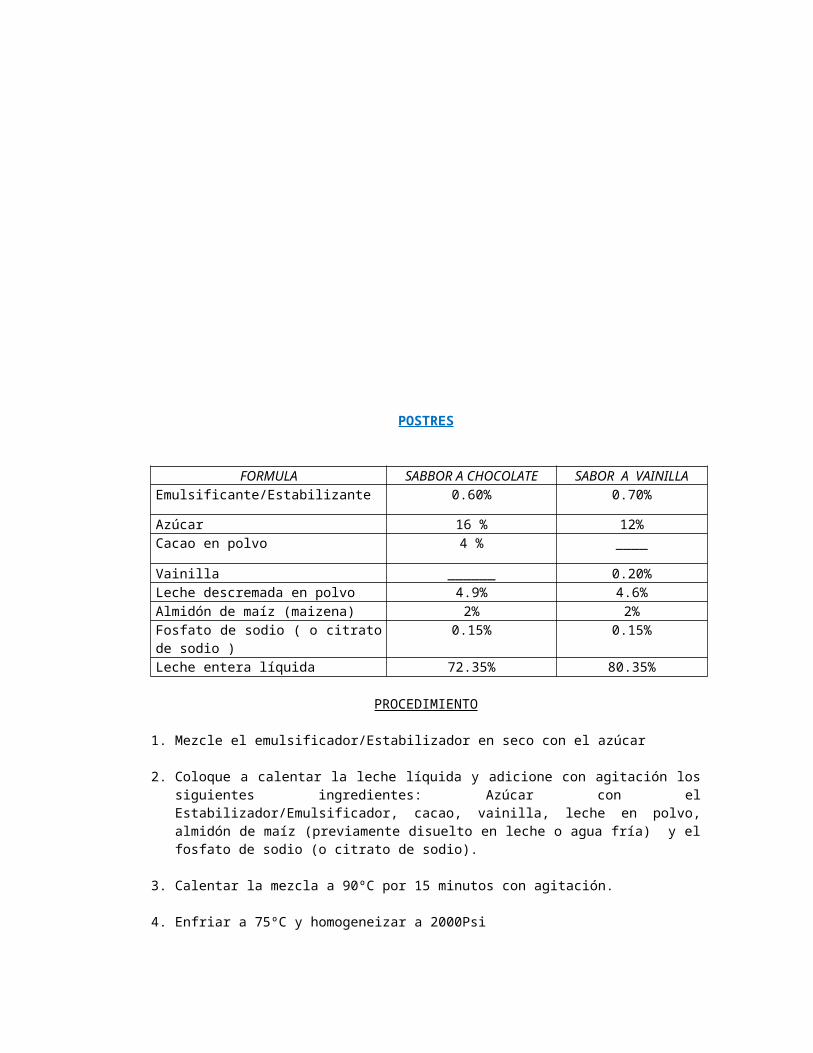
POSTRES
FORMULA SABBOR A CHOCOLATE SABOR A VAINILLAEmulsificante/Estabilizante 0.60% 0.70%
Azúcar 16 % 12%Cacao en polvo 4 % ____
Vainilla ______ 0.20%Leche descremada en polvo 4.9% 4.6%Almidón de maíz (maizena) 2% 2%Fosfato de sodio ( o citrato de sodio ) 0.15% 0.15%Leche entera líquida 72.35% 80.35%
PROCEDIMIENTO
1. Mezcle el emulsificador/Estabilizador en seco con el azúcar
2. Coloque a calentar la leche líquida y adicione con agitación los siguientes ingredientes: Azúcar con el Estabilizador/Emulsificador, cacao, vainilla, leche en polvo, almidón de maíz (previamente disuelto en leche o agua fría) y el fosfato de sodio (o citrato de sodio).
3. Calentar la mezcla a 90ºC por 15 minutos con agitación.
4. Enfriar a 75ºC y homogeneizar a 2000Psi
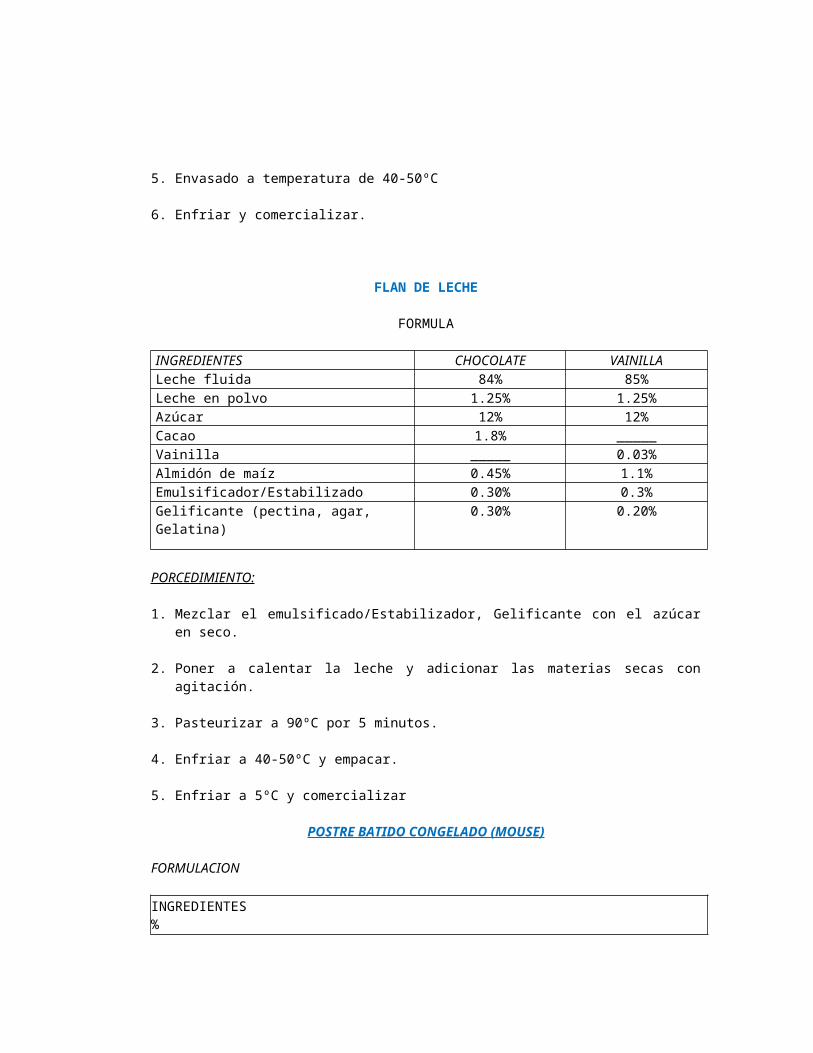
5. Envasado a temperatura de 40-50ºC
6. Enfriar y comercializar.
PROCEDIMIENTO.
Inicialmente se hace la mezcla agua, jugo de fruta y azúcar con el fin de disolver estos componentes y pasteurizar el agua.
Se hierve por 1 minuto. Se enfría a temperatura ambiental y se adiciona el licor. Se le adiciona hielo. Se debe consumir antes de 24 horas, mezclándose antes de servir.
FLAN DE LECHE
FORMULA
INGREDIENTES CHOCOLATE VAINILLALeche fluida 84% 85%Leche en polvo 1.25% 1.25%Azúcar 12% 12%Cacao 1.8% _____Vainilla _____ 0.03%Almidón de maíz 0.45% 1.1%Emulsificador/Estabilizado 0.30% 0.3%Gelificante (pectina, agar,Gelatina)
0.30% 0.20%
PORCEDIMIENTO:
1. Mezclar el emulsificado/Estabilizador, Gelificante con el azúcar en seco.
2. Poner a calentar la leche y adicionar las materias secas con agitación.
3. Pasteurizar a 90ºC por 5 minutos.
4. Enfriar a 40-50ºC y empacar.
5. Enfriar a 5ºC y comercializar
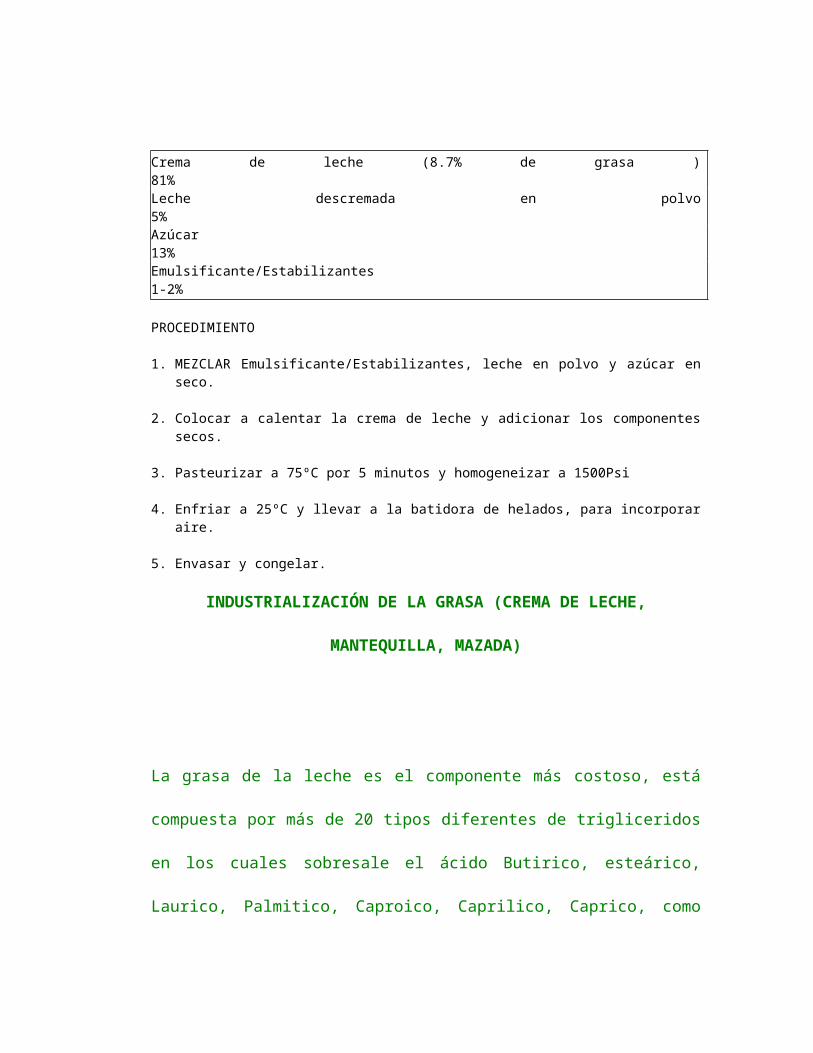
POSTRE BATIDO CONGELADO (MOUSE) FORMULACION
INGREDIENTES %Crema de leche (8.7% de grasa ) 81%Leche descremada en polvo 5%Azúcar 13%Emulsificante/Estabilizantes 1-2%
PROCEDIMIENTO
1. MEZCLAR Emulsificante/Estabilizantes, leche en polvo y azúcar en seco.
2. Colocar a calentar la crema de leche y adicionar los componentes secos.
3. Pasteurizar a 75ºC por 5 minutos y homogeneizar a 1500Psi
4. Enfriar a 25ºC y llevar a la batidora de helados, para incorporar aire.
5. Envasar y congelar.
INDUSTRIALIZACIÓN DE LA GRASA (CREMA DE LECHE,
MANTEQUILLA, MAZADA)
La grasa de la leche es el componente más costoso, está compuesta por más de 20
tipos diferentes de trigliceridos en los cuales sobresale el ácido Butirico, esteárico,
Laurico, Palmitico, Caproico, Caprilico, Caprico, como ácidos saturados, el ácido
oleico y Linoleico, como ácidos insaturados; la proporción en que se encuentran estos
ácidos son los que caracterizan la grasa de la leche desde el punto de vista, punto de
fusión (29 - 35C) y punto de congelación (18 - 12C), características fisicoquimicas
de suma importancia en la industrialización de éste componente.
Conociendo las características de los diferentes productos lácteos se puede considerar
la grasa como el componente que permite un valor agregado en la industrialización de
la leche.
La separación de la grasa de la leche se basa en la diferencia de densidad de esta con
los otros componentes: grasa ( D = 0,93 gr./ml ), SNG ( D = 1,6 gr./ml ), AGUA (D =
1gr/ml)., la cual por simple sedimentación (descremado manual) va a la superficie de
la leche de donde se extrae por cuchareo, según la siguiente expresión:
La mantequilla se define como el producto pastoso obtenido a partir de la crema de
leche estandarizada (36-40% grasa) por batido e incorporación de aire con la adición
de sal o no de sal.
La composición promedio de la mantequilla es: 80-83% grasa, 1,5-2% SNG, 15-16%
Agua y 0,8 – 1,5 % sal.
Para calcular los rendimientos del proceso se pueden tener en cuenta las siguientes
expresiones:
En el proceso de descremado de la leche:
% CREMA = % Grasa Leche Entera - % Grasa Leche Descremada * 100%% Grasa en la Crema - % Grasa Leche Descremada
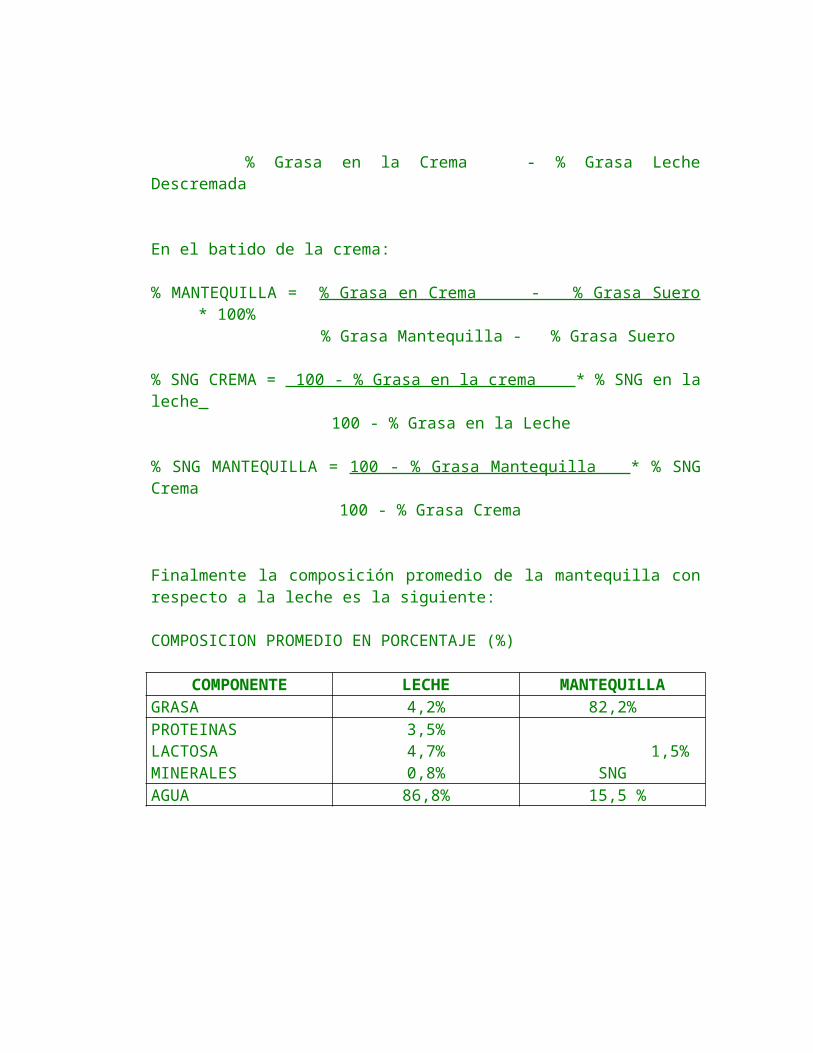
En el batido de la crema:
% MANTEQUILLA = % Grasa en Crema - % Grasa Suero * 100% % Grasa Mantequilla - % Grasa Suero
% SNG CREMA = 100 - % Grasa en la crema * % SNG en la leche 100 - % Grasa en la Leche
% SNG MANTEQUILLA = 100 - % Grasa Mantequilla * % SNG Crema100 - % Grasa Crema
Finalmente la composición promedio de la mantequilla con respecto a la leche es la siguiente:
COMPOSICION PROMEDIO EN PORCENTAJE (%)
COMPONENTE LECHE MANTEQUILLAGRASA 4,2% 82,2%PROTEINASLACTOSAMINERALES
3,5%4,7%0,8%
1,5% SNG
AGUA 86,8% 15,5 %
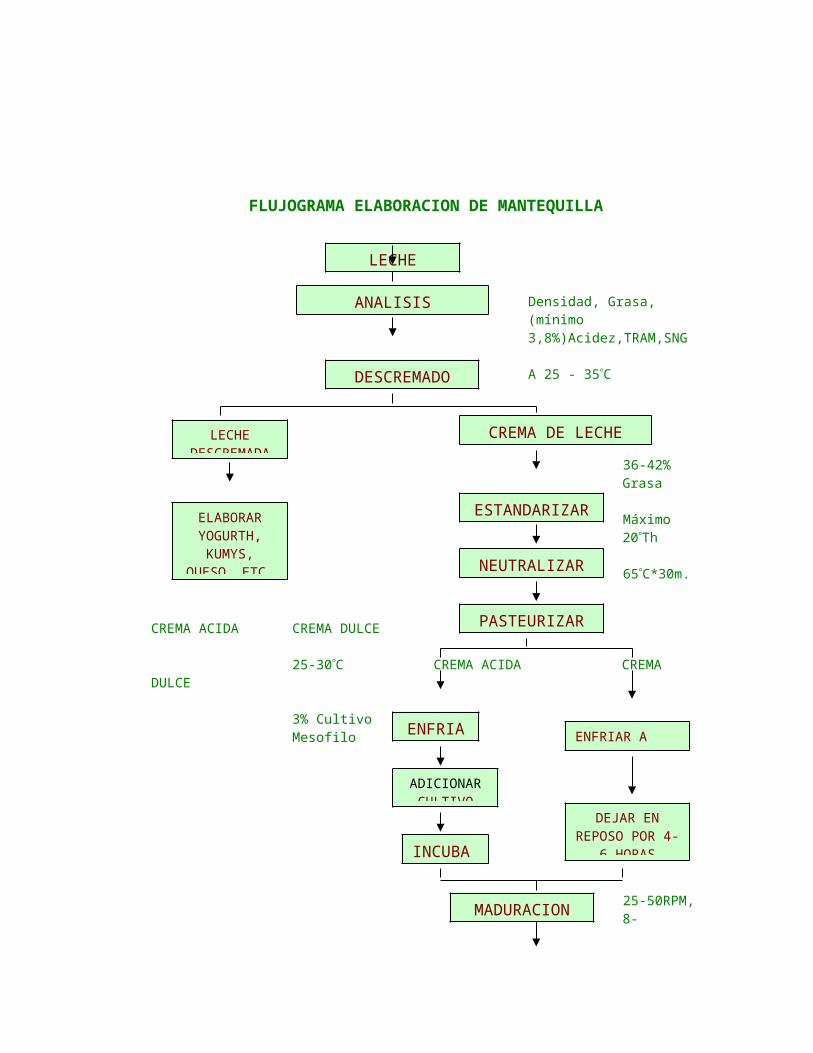
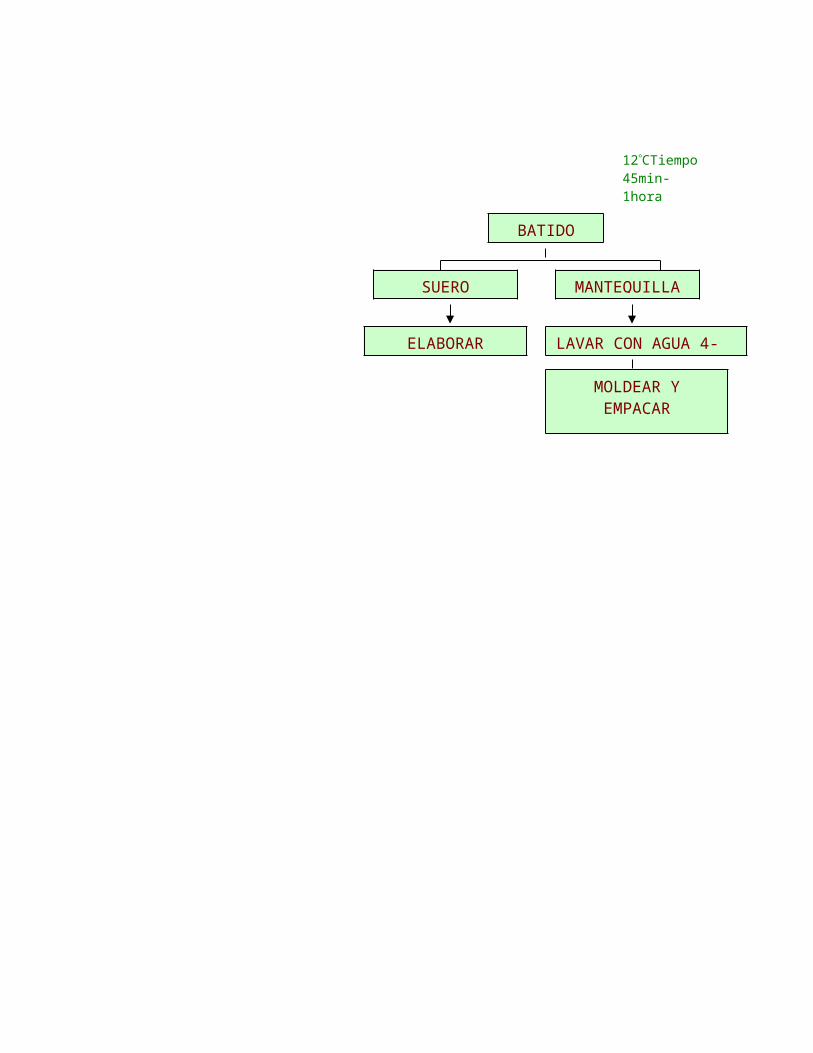
FLUJOGRAMA ELABORACION DE MANTEQUILLA
Densidad, Grasa,(mínimo 3,8%)Acidez,TRAM,SNG
A 25 - 35C
36-42% Grasa
Máximo 20Th
65C*30m.
CREMA ACIDA CREMA DULCE
25-30C CREMA ACIDA CREMA DULCE
3% CultivoMesofilo
4-6C por 24horas
25-50RPM, 8-12CTiempo45min-1hora
LECHE
ANALISIS
DESCREMADO
LECHE DESCREMADA
ELABORAR YOGURTH,
KUMYS, QUESO, ETC.
CREMA DE LECHE
ESTANDARIZAR
NEUTRALIZAR
PASTEURIZAR
ENFRIA ENFRIAR A 30C
ADICIONAR CULTIVO
DEJAR EN REPOSO POR 4-6
HORASINCUBA
MADURACION
BATIDO
SUERO MANTEQUILLA
ELABORAR LAVAR CON AGUA 4-
MOLDEAR Y EMPACAR
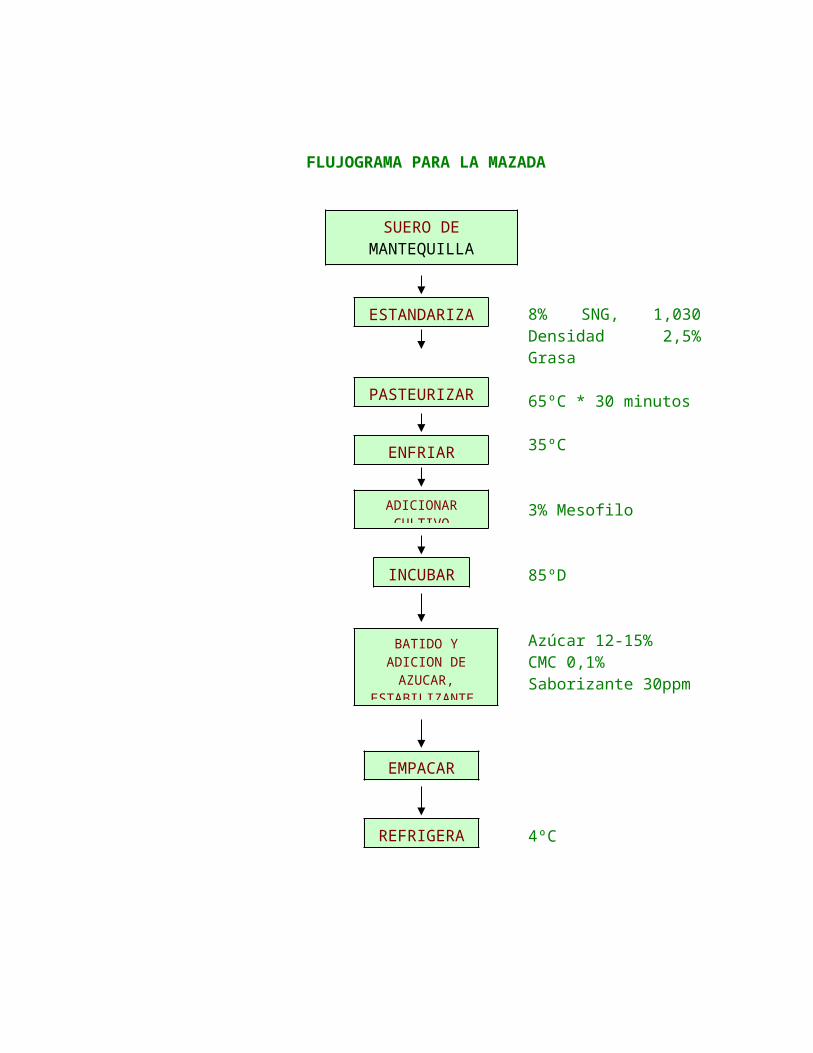
FLUJOGRAMA PARA LA MAZADA
8% SNG, 1,030 Densidad 2,5% Grasa
65ºC * 30 minutos
35ºC
3% Mesofilo
85ºD
Azúcar 12-15%CMC 0,1%Saborizante 30ppm
4ºC
SUERO DE MANTEQUILLA
ESTANDARIZA
PASTEURIZAR
ENFRIAR
ADICIONAR CULTIVO
INCUBAR
BATIDO Y ADICION DE AZUCAR,
ESTABILIZANTE, SABORIZANTE
EMPACAR
REFRIGERA
ELABORACIÓN DE QUESO FRESCO (BLANCO, CAMPESINO, PRENSADO).
El queso es el producto que se obtiene por la coagulación ácida y/o enzimática de la
caseina de la leche, con un alto porcentaje de retención de la grasa y bajas
concentraciones de lactosa, albúmina y sales minerales.
La caseina se encuentra en la leche formando el complejo fosfocaseina con la adición
de la enzima (renina, quimiosina, pepsina o quimiotripsina) pasa a formar el complejo
fosfocaseína la cual en presencia de iones Calcio, forma el complejo
fosfoparacaseinato de Calcio, comúnmente denominado cuajada.
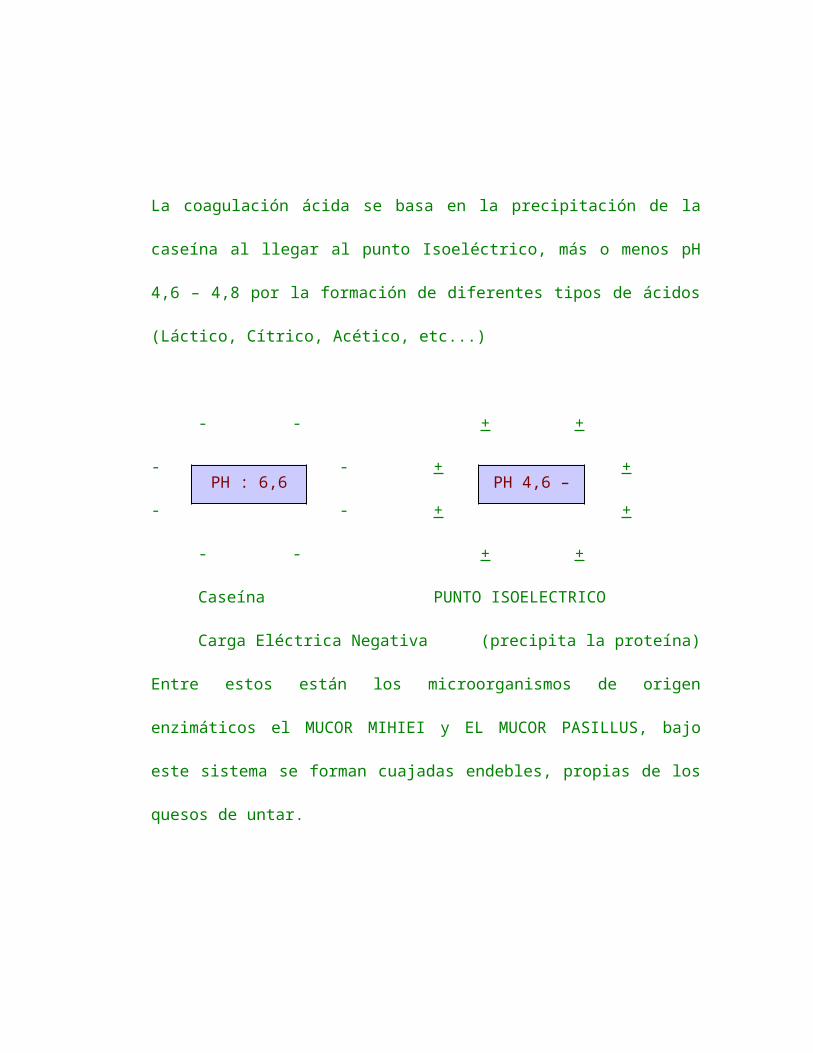
La coagulación ácida se basa en la precipitación de la caseína al llegar al punto
Isoeléctrico, más o menos pH 4,6 – 4,8 por la formación de diferentes tipos de ácidos
(Láctico, Cítrico, Acético, etc...)
- - + +
- - + +
- - + +
- - + +
Caseína PUNTO ISOELECTRICO
Carga Eléctrica Negativa (precipita la proteína)
PH 4,6 – 4,8PH : 6,6 – 6,8
Entre estos están los microorganismos de origen enzimáticos el MUCOR MIHIEI y
EL MUCOR PASILLUS, bajo este sistema se forman cuajadas endebles, propias de
los quesos de untar.
El Calcio en la leche está en forma bicalcica (Ca++) y es el que une las moléculas para
formar las miscelas junto con la grasa y el agua de la leche, por acción térmica el Ca++
pasa se transforma en Ca+++ y precipita como Ca3(PO4)2 (piedra de leche), lo cual es
uno de los factores a tener en cuenta a nivel de los procesos de limpieza en plantas
lecheras.
A nivel de procesos es importante reconstituir los iones Calcio, luego de los
tratamientos térmicos a que es necesario someter la leche, para esto se adiciona
CaCl2, en proporción de 10 a 20 gramos por cada 100 litros de leche, dicha solución
se debe preparar al menos 30 minutos antes de adicionar a la leche para que los iones
calcio se ionicen en forma adecuada.
El proceso de coagulación ácida es importante en la obtención de un producto como
el requesón (ricotta), el cual se fundamenta en hacer precipitar las proteínas del suero
por la adición de ácido (generalmente acético) y a la adición de calor.
Aunque existe un gran número de quesos, los podemos clasificar así:

ACIDEZ DE LA LECHE
Quesos Frescos: Acidez no mayor a 23D, entre los cuales se pueden mencionar:
queso blanco, queso campesino, queso de hoja, queso prensado. El contenido de
grasa en la leche para éste tipo de queso debe estar entre el 2,5 – 2,8%.
Quesos Semimaduros y Madurados: Acidez no mayor de 18D, los cuales están
adicionados de cepas de microorganismo que ocasionan cambios bioquímicos al
interior de la cuajada la cual la hace más asimilable al organismo del consumidor:
en esta línea se pueden nombrar entre los más conocidos: Edam, Andino, Paipa,
Gouda, Gruyere, Parmesano, Roquefort, Cammenbert, Emmental, Azul, Brie,
etc...
Quesos Filados: La acidez de la leche debe estar entre 30 a 50D, son quesos
autóctonos de la región andina, entre estos se pueden mencionar: Queso Pera
(leche ácida-leche fresca) 32D, queso Mozarrella (leche acidificada con cultivo)
34D, queso doble crema (leche ácida -fresca) 48D, quesillo (leche-suero) 42D,
queso crema (50D).
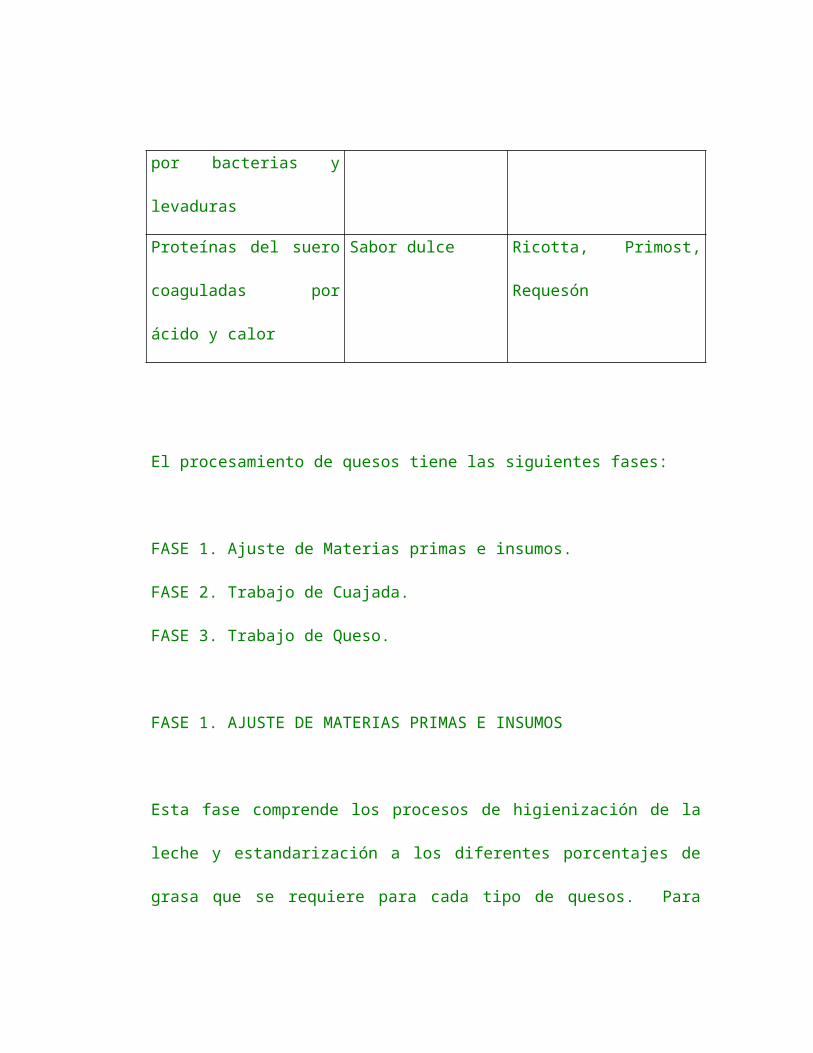
Una tabla que pretende clasificar en forma diferente las múltiples variedades de queso
existentes a nivel comercial se describe a continuación:
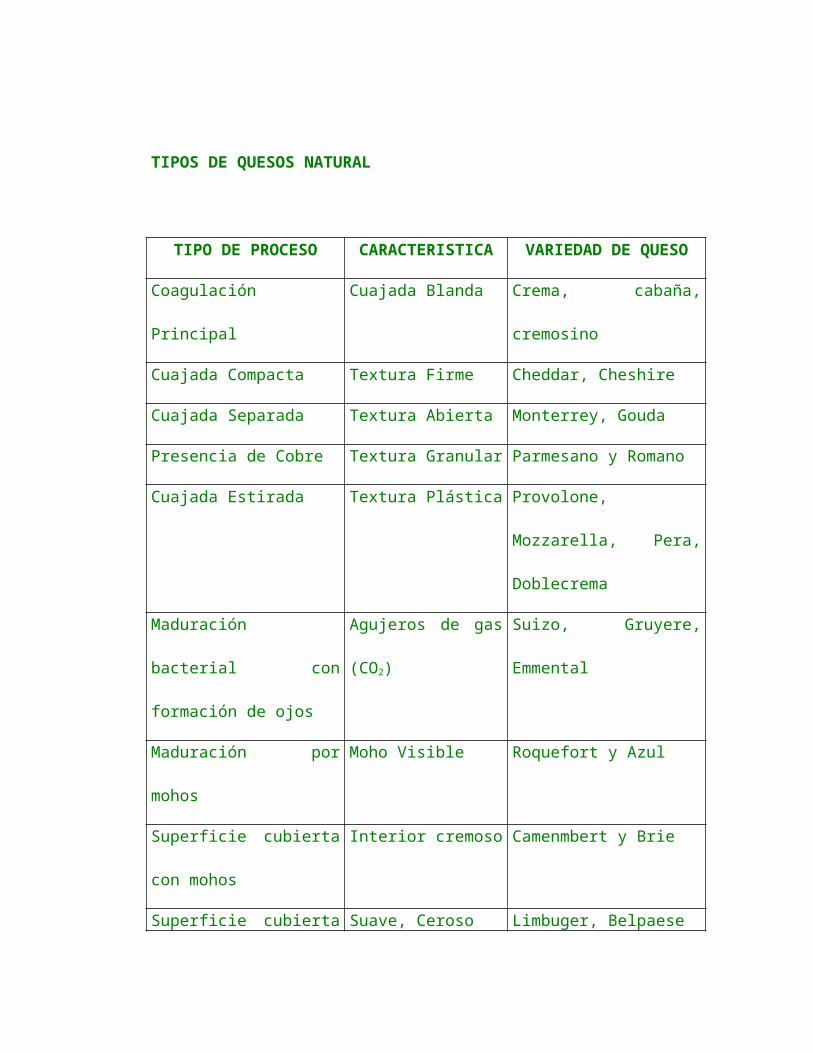
TIPOS DE QUESOS NATURAL
TIPO DE PROCESO CARACTERISTICA VARIEDAD DE QUESO
Coagulación Principal Cuajada Blanda Crema, cabaña, cremosino
Cuajada Compacta Textura Firme Cheddar, Cheshire
Cuajada Separada Textura Abierta Monterrey, Gouda
Presencia de Cobre Textura Granular Parmesano y Romano
Cuajada Estirada Textura Plástica Provolone, Mozzarella, Pera,
Doblecrema
Maduración bacterial con
formación de ojos
Agujeros de gas (CO2) Suizo, Gruyere, Emmental
Maduración por mohos Moho Visible Roquefort y Azul
Superficie cubierta con
mohos
Interior cremoso Camenmbert y Brie
Superficie cubierta por
bacterias y levaduras
Suave, Ceroso Limbuger, Belpaese
Proteínas del suero
coaguladas por ácido y calor
Sabor dulce Ricotta, Primost, Requesón
El procesamiento de quesos tiene las siguientes fases:
FASE 1. Ajuste de Materias primas e insumos.
FASE 2. Trabajo de Cuajada.
FASE 3. Trabajo de Queso.
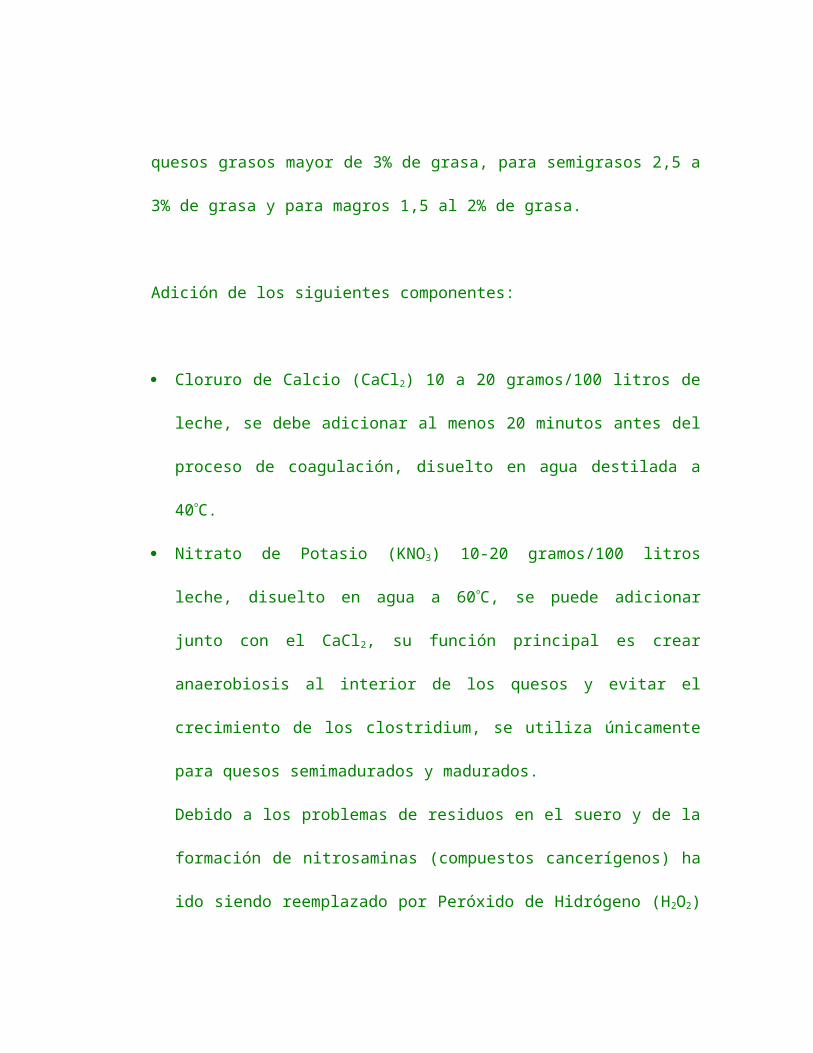
FASE 1. AJUSTE DE MATERIAS PRIMAS E INSUMOS
Esta fase comprende los procesos de higienización de la leche y estandarización a los
diferentes porcentajes de grasa que se requiere para cada tipo de quesos. Para quesos
grasos mayor de 3% de grasa, para semigrasos 2,5 a 3% de grasa y para magros 1,5 al
2% de grasa.
Adición de los siguientes componentes:
Cloruro de Calcio (CaCl2) 10 a 20 gramos/100 litros de leche, se debe adicionar al
menos 20 minutos antes del proceso de coagulación, disuelto en agua destilada a
40C.
Nitrato de Potasio (KNO3) 10-20 gramos/100 litros leche, disuelto en agua a 60C,
se puede adicionar junto con el CaCl2, su función principal es crear anaerobiosis
al interior de los quesos y evitar el crecimiento de los clostridium, se utiliza
únicamente para quesos semimadurados y madurados.
Debido a los problemas de residuos en el suero y de la formación de nitrosaminas
(compuestos cancerígenos) ha ido siendo reemplazado por Peróxido de Hidrógeno
(H2O2) proporción del 1%, el cual hace el mimo efecto de anaerobiosis, teniendo
presente que se debe adicionar la enzima Catalasa para desdoblar el peróxido en
exceso.
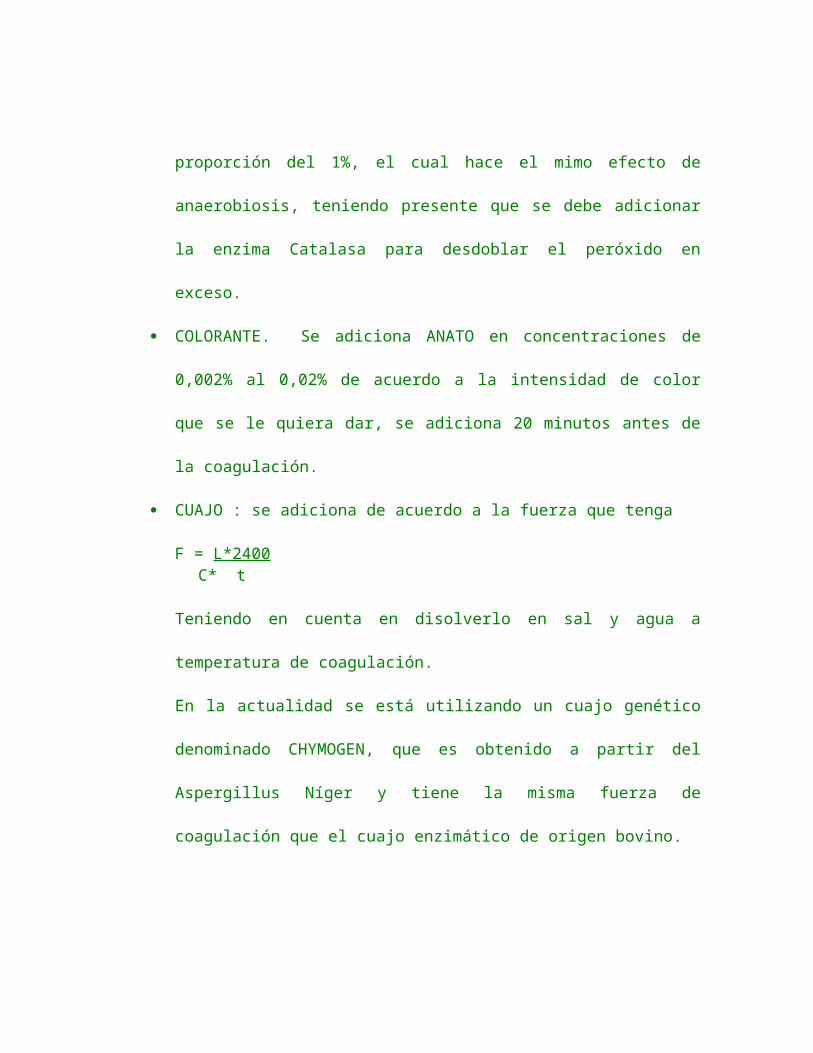
COLORANTE. Se adiciona ANATO en concentraciones de 0,002% al 0,02% de
acuerdo a la intensidad de color que se le quiera dar, se adiciona 20 minutos antes
de la coagulación.
CUAJO : se adiciona de acuerdo a la fuerza que tenga
F = L*2400 C* t
Teniendo en cuenta en disolverlo en sal y agua a temperatura de coagulación.
En la actualidad se está utilizando un cuajo genético denominado CHYMOGEN,
que es obtenido a partir del Aspergillus Níger y tiene la misma fuerza de
coagulación que el cuajo enzimático de origen bovino.
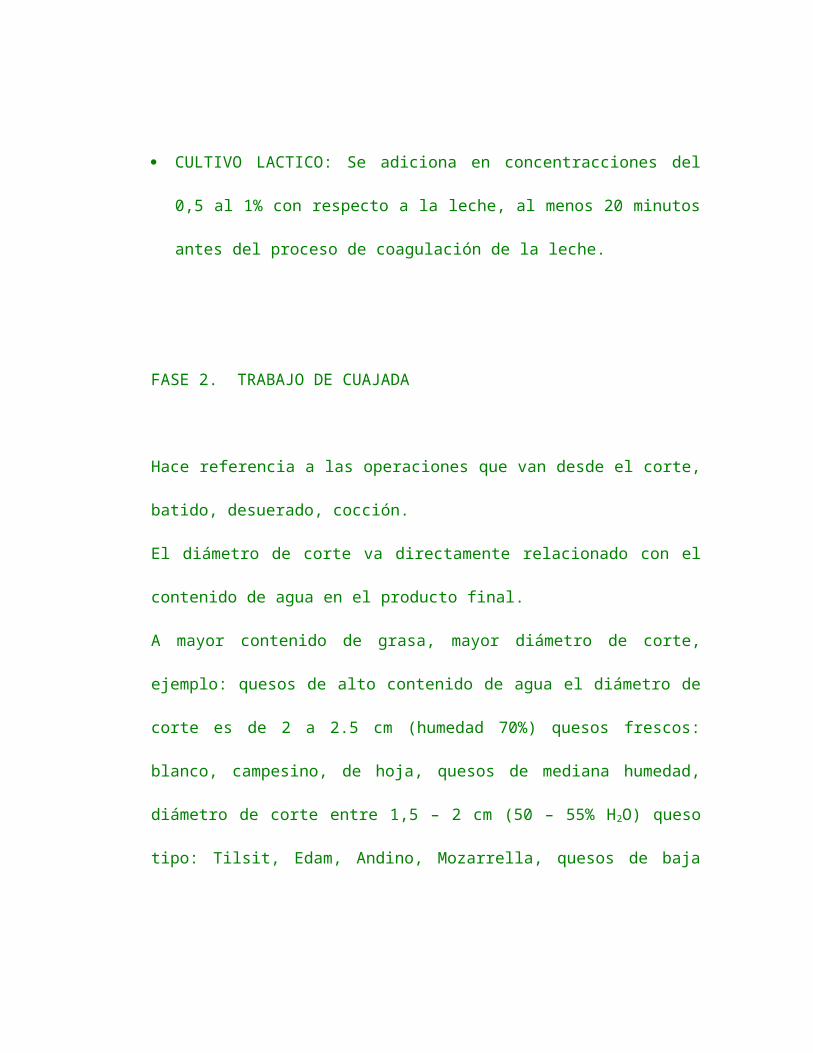
CULTIVO LACTICO: Se adiciona en concentracciones del 0,5 al 1% con
respecto a la leche, al menos 20 minutos antes del proceso de coagulación de la
leche.
FASE 2. TRABAJO DE CUAJADA
Hace referencia a las operaciones que van desde el corte, batido, desuerado, cocción.
El diámetro de corte va directamente relacionado con el contenido de agua en el
producto final.
A mayor contenido de grasa, mayor diámetro de corte, ejemplo: quesos de alto
contenido de agua el diámetro de corte es de 2 a 2.5 cm (humedad 70%) quesos
frescos: blanco, campesino, de hoja, quesos de mediana humedad, diámetro de corte
entre 1,5 – 2 cm (50 – 55% H2O) queso tipo: Tilsit, Edam, Andino, Mozarrella,
quesos de baja humedad, diámetro de corte entre 0,5 a 1 cm (30 – 40% H2O) entre
esto está el Parmesano, el Gouda, Grüyere.
El tiempo de batido va acorde con el grado de acidez que se requiere en la cuajada, al
final para quesos frescos debe estar aproximadamente en pH 5,2 – 5,3.
La cocción es el proceso mediante el cual se da compactación al cuajado formado,
con la adición de calor, ya sea en forma directa o por la adición de agua caliente.
El calentamiento debe ser lento (aproximadamente 1C cada 3 a 5 minutos) hasta una
temperatura que depende del tipo de queso, así para queso fresco 35 -36C, para
quesos semimadurados 36 - 38C, para quesos madurados 38 - 42C y para quesos
filados de 38 - 41C.
FASE 3. TRABAJO DE QUESO
Comprende operaciones como moldeado, prensado, salado, maduración y empacado.
Moldeado – prensado: consiste en llevar el queso a los moldes de acuerdo a la
presentación comercial y someterlo a una presión dependiendo del tipo de queso así:
- Para queso fresco un peso igual al peso del queso por un tiempo de 30 minutos
mínimo.
- Para quesos semimadurados aproximadamente de 4 a 18 veces el peso del queso
por un tiempo de 6 horas hasta 24 horas.
- Para quesos madurados de 12 a 20 veces el peso del queso por un tiempo de 24
horas hasta 6 días.
SALADO : se hace en forma directa (1,5 – 3% de sal) dependiendo del tipo de queso,
o por salmuera de 20 a 25 % de sal, por un tiempo que puede ir de 6 horas hasta 72
horas, en función del contenido de agua final en el queso, a menor contenido de agua
mayor tiempo de salmuera.
Salmueras de 15 - 18Baumé quesos semiblandos y semimaduros, temperatura de 17
18C, tiempo 3 – 4 horas/kilogramo de queso.
Salmueras de 18 - 24Baumé, quesos de pasta dura, larga maduración, temperatura 15
- 16C, tiempo 5 – 6 horas/kilogramo de queso.
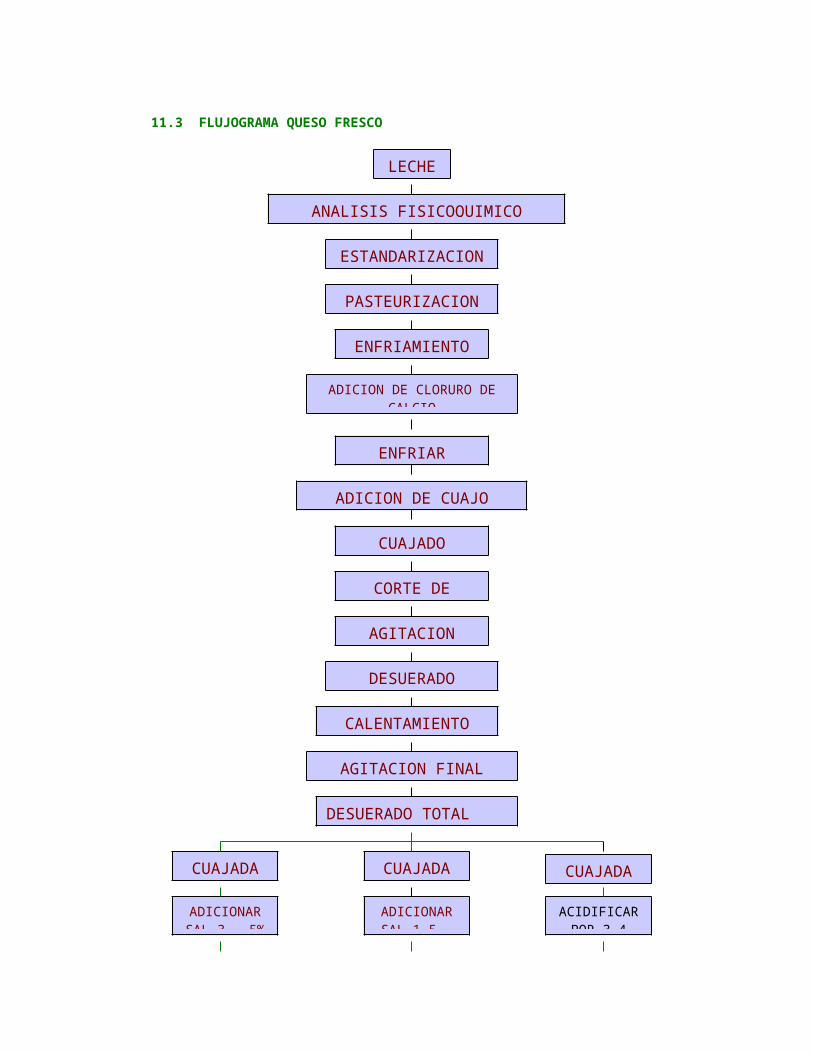
11.3 FLUJOGRAMA QUESO FRESCO
LECHE
ANALISIS FISICOQUIMICO
ESTANDARIZACION
PASTEURIZACION
ENFRIAMIENTO
ADICION DE CLORURO DE CALCIO
ENFRIAR
ADICION DE CUAJO
CUAJADO
CORTE DE
AGITACION
DESUERADO
CALENTAMIENTO
AGITACION FINAL
DESUERADO TOTAL
CUAJADA CUAJADA CUAJADA
ADICIONAR SAL 3 – 5%
MOLDEAR
PRENSAR POR12HORAS
ADICIONAR SAL 1,5 - 2%
MOLDEAR
PRENSAR 30 MINUTOS
VOLTEAR Y PRENSAR 30
MINUTOS
ACIDIFICAR POR 3-4 DIAS
LAVAR CON AGUA TIBIA
40
ADICIONAR 2% SAL
MOLER Y MOLDEAR
QUESO DE HOJAQUESO QUESO FRESCO
.ELABORACIÓN DE QUESO SEMIMADURO (PAIPA, TILSIT,
MOZZARELLA).
12.1 QUESO TILSIT
1. Pasteurización lenta 63C * 30 minutos.
2. Enfriamiento : 32C
3. Adición de: - CaCl2 20gr/100 Kg
- Fermento: 1%
- Cuajo 2,5gr/100kg.
4. Coagulación por 30 minutos.
5. Cortar y batir 30 minutos.
6. Tamaño del grano: 8mm
7. Desuerado: 35%
8. Adición de Agua: cantidad 20-30%
Temperatura: 65-70C
9. Temperatura final: 37C
10. Batido Final: 25-40 minutos
11. Moldeo
12. Moldeo y prensado: Primero inmediato
Segundo 30 minutos
Tercero 60 minutos
Cuarto 12 horas
13. Salmuera : 20-25 horas
14. Maduración: 5-8 semanas
15. Composición
QUESO MOZZARELLA
Es un queso típico de Italia que pertenece a la familia de los quesos de pasta filata
(queso suave y cuajada elástica), tiene varias formas, redondo ovalado o en forma de
huevo con un peso de 50 a 500 gramos. La MOZZARRELLA es un queso que se
cuaja con cuajo en lugar de precipitación por acidez.
Corteza:
No tiene ninguna es una cuajada suave.
Cuajada:
Blanca y Suave.
Textura:
Suave. Elástica, húmeda, típica de los quesos de cuajada elástica. No tiene agujeros
de gases.
Sabor y Aroma:
Fresco, ligeramente salado con un sabor ácido placentero. El queso hecho con leche
de búfalo tiene un sabor más picante y aromático que el hecho con leche de vaca.
Métodos de fabricación:
Métodos muy variables de acuerdo a los mercados.
Leche:
Se utiliza leche fresca de búfalo, vaca o mezcla.
Tratamiento:
Algunas veces nínguno. Lo más indicado pasterizar 70-75ºC por 16-20 segundos.
Enfriar hasta 31-32ºC.
Aditivos:
Añadir 20cc de cloruro de calcio CAL-SORMR añadir 30-100 g de HANSEN TIPO D
para prevenir la hinchazón del queso, antes de añadir el cuajo.
Fermento:
De un 0.05-0.5% de un fermento activo de Lactobacillus Bulgaricus y Streptococcus
Thermophilus añadirlo a 31-32ºC y madurar hasta que la acidez aumente 0.02%.
Cuajo:
Añadir el cuajo a la leche a una temperatura de 31-32ºC de acuerdo a la fuerza del
cuajo para que cuaje en 25-45 minutos. Si la leche esta fría hasta 75 minutos. La
cuajada debe de cortar en una forma limpia.
Corte:
Corte de la cuajada en cubitos de 1-1.5c. Después revolverla hasta que flote por 5
minutos. Déjela en reposos por 30 minutos. Mantenerla tibia (algunos queseros
calientan el suero hasta 40ºC) hasta que la cuajada alcanza la acidez. De 3-4 horas
durante el verano y hasta 8 horas en el invierno.
Remover el Suero:
Drenar el suero lentamente y prensar la cuajada en forma de manta. Cortar la cuajada
en bloques de 20cm. Lavarla en agua fría y dejarla escurrir.
Madurado:
Empaque los bloques de cuajada en tela y póngala en refrigeración 4.4ºC. Un queso
ácido debe de cubrirse con pedazos de hielo.
Estirado:
Pruebe la cuajada haciendo la prueba de estiramiento. Coloque un pedazo de cuajada
caliente a 82ºC. Cuando la cuajada esté caliente debe de estirarse hasta 1m, si la
acidez está correcta , pH 5.1-5.4. Saque la cuajada de las telas y cortar en pedazos
pequeños, sumergirla en suficiente agua caliente 70-82ºC hasta cubrir la cuajada en
una mezcladora y déjela hasta que la cuajada éste tibia. Mezcle la cuajada en forma
de una masa alargada.
Moldeado:
Rellene los moldes de acero inoxidable de la forma deseada con la cuajada caliente.
Enfríelo en agua fría por alrededor de 1 hora.
Salado:
Un 0.75% de sal puede ser mezclado con la masa plástica de cuajada o sumergir el
queso frío en una salmuera de 16-20% a 8-10ºC por tiempo suficiente (de 5 minutos
hasta 24 horas) hasta que alcance 1.6% de sal en el queso. El tamaño del queso y la
fuerza de la salmuera es la que dicta el tiempo que tiene que permanecer en la
salmuera. Seque el queso por 1 hora después del salado.
Madurado:
El queso normalmente se consume fresco pero se puede almacenar por un período
corto a 4.4ºC.
Empaque:
Normalmente se empaca al vacío.
ELABORACIÓN DE QUESO MADURO. (QUESO AZUL).
El queso azul es elaborado con leche de vaca y es asimilar al queso Roquefort con
leche de oveja. Estos quesos se caracterizan por el veteado verde-azul causado por
los mohos utilizados en su producción.
1. Use leche entera pasteurizada y homogenizada, o cruda.
2. Caliente la leche a 30C (86F).
3. Agregue 0.50% de cultivo láctico e incube la mezcla durante una hora.
4. Agregue de 10 a 14 cc de cuajo líquido de simple poder (1:10 000) por cada 100
kilogramos de leche. Diluya el cuajo en proporción de 1:40 con agua. Mezcle
bien durante 3 minutos y deje en reposo hasta que cuaje la leche en 20 ó 30
minutos.
5. Corte la cuajada con liras estándar.
6. Deje la cuajada en reposo durante cinco minutos.
7. Agite en forma suave cada 5 minutos hasta que la acidez del suero suba a 0.03%
(0.11 a 0.14%), lo cual toma aproximadamente una hora.
8. Suba la temperatura a 33.3C (92F) y manténgala durante dos minutos.
9. Elimine el suero de la quesera.
10. Inocule las esporas de Penicillum Roqueforti o Penicillum glaucum, mezclando
60 gramos de esporas en polvo con dos kilogramos de sal granulada por cada 100
kilogramos de cuajada. La inoculación a las esporas también puede ser hecha
antes de agregar el cuajo a la leche, y la cantidad es de 25 gramos por cada 100
kilogramos de leche.
11. Mezcle la cuajada con las esporas durante 5 minutos.
12. Coloque la cuajada semisalada en los moldes circulares, perforados y sin fondo
cobre una tela de nilon, para facilitar el desuero.
13. Invierta los moldes cada 15 minutos, durante dos horas.
14. Cubra los moldes con una tela para quesos y déjelos en reposo durante la noche a
temperatura ambiente (cerca de 22.2C = 72F).
15. Saque los quesos de los moldes con la ayuda de una espátula.
16. Cubra toda la superficie de los quesos con sal granulada; remueva los excesos de
sal con un cepillo.
17. Coloque los quesos de costado, en los andamios de la cámara de salado que se
encuentra a 15.6C (60F) de temperatura y 85% de humedad relativa.
18. Repita el salado del queso durante 4 días más.
19. Haga cerca de 50 punciones de queso, con la ayuda de un picahielo, despúes del
último de salado. El perforador debe atravesar el queso de un lado a otro.
20. Coloque los quesos perforados en los andamios de la cámara de crecimiento del
moho, que se encuentra entre 10 y 12.8C (50 y 55F) y 95% de humedad relativa.
Los quesos deben estar colocados de 2 a 3 centímetros de separación.
21. Gire cada queso sobre su eje un cuarto de vuelta y aséelo con una tela limpia
cada cuatro días, durante 20 días. Al décimo día ya puede ser visto el moho.
22. Limpie la superficie.
23. Envuelva cada queso con papel aluminio y trasládelo al cuarto de maduración,
que se encuentra a 2.2C (36F). En este cuarto el queso permanece de tres a
cuatro meses para lograr su sabor y textura características.
24. Quite la envoltura de papel aluminio y limpie la superficie del queso.
25. Empaque los quesos en forma definitiva y almacene a 3.9-4.4C (25-40F) hasta
su expendio.
26. Alternativa: Después del final del salado (paso 18) sumerja los quesos en parafina
a 76.7C (170F) durante 7 segundos. Haga la misma función en ambos lados del
queso con poca penetración. Mantenga los quesos en la cámara de crecimiento
del moho a 15.6C (60F) durante 18 días. Quite la parafina y rellene los orificios
con queso. Deje secar la superficie del queso y parafina nuevamente. Traslade
los quesos a la cámara de maduración a 2.2C (36F) durante 3 o cuatro meses.
Remueva la parafina y empaque los quesos con papel aluminio para su venta o
almacenamiento.
ELABORACIÓN DE QUESOS FILADOS (DOBLECREMA, QUESILLOS,
PERA).
FLUJOGRAMA PARA QUESO DOBLE CREMA
Acidez aprox.18-20Th AcidezGrasa SNG TRAM aproxim.
90-115Th
por PEARSON a 48Th
33C-Aprox. 20 min. ½ cantidad De Cuajo.-Diámetro 2cm Acidez Suero 38-40C
3 – 5 minutos
1C cada 5 minutoshasta 38-40C
5 minutos
1,5% de la Cuajada
En paila, con temperatura entre 60 y 65C
Molde de PVC2-6 horas con continuos volteos para homogenizar color
LECHE
ANALISIS FISICOQUIMICO
LECHE
ANALISIS FISICOQUIMICO
NEUTRALIZAR
MEZCLAR
CALENTAMIENTO A TEMPERATURA DE CUAJADO
CUAJADO
CORTE DE CUAJADA
AGITACION
CALENTAMIENTO GRADUAL
REPOSO
DESUERADO TOTAL
PESAJE CUAJADA
ADICION DE SAL
HILADO
MOLDEADO
SECADO
EMPACADO
REFRIGERACION
ETAPAS DE ELABORACION
QUESO FRESCO
QUESO ANDINO
DAMBO PARMESANO
Cantidad Leche 100 litros 100 litros 100 litros 100 litrosTemperatura coagulac. 36C 33-34C 32C 31-32CFermento Láctico 0.5 lt 1 lt. 1 lt. 0.5-1 lt.Tiempo Coagulación 30-40 min. 30 min. 30 min. 30 min.Cortar y Batir 10 min. 15-25 min. 30 min. 45 min.Tamaño de Grano Capulí grand Haba Maíz TrigoReposar 3 min. 5 min. 5 min. 5 min.Sacar Suero 35 lt. 35 lt. 35 lt. 35 lt.Agua Caliente 20 lt. 20-30 lt. 20-30 lt. 10 lt.Temperatura de Agua 35C 40-50C 65-75C 75CTemperatura de Suero 35C 35C 37C 55CAguar y Batir 5 min. 10 min 25 min. 60-80 min.Tiempo Total 50 min. 70 min 90 min. 140-160 min.Diámetro de Molde 4 pulg. 6 pulg. 8 pulg. 10 pulg.Volteo Inmediato Si Si Si SiPrensado No No 6 kilos 6 kilosSegundo volteo A los 30 min A los 30min A los 30 min A los 30min.Prensado No 4 kilos 6 kilos 6 kilosTercer Volteo A los 45 min A los 6min. A los 60min. A los 60min.Prensado No No No 6 kilosCuarto Volteo Después de
80min Cortar cada molde en 2 quesos y sumergirlos rápidamente a salmuera
12hrs sin peso
12 hrs sin peso
12 hrs sin peso
Tiempo de Salmuera 1 – 2 horas 8 – 10 horas 20 –25 horas 3 semanasTiempo de Maduración NO 14 días 5-8 semanas 6-10 mesesRendimiento (#lt. Leche para 1Kg de queso).
6.5lt/Kg 8.5 lt.leche Kg.queso
9.5lt/kg 11lt/kg.
ELABORACIÓN DE QUESO CREMA, SUERO COSTEÑO
Y QUESOS PROCESADOS.
15.1 FLUJOGRAMA QUESO CREMA
Densidad, Grasa, SNG, Acidez
75ºC 15 seg
40ºC
15gr/100l CaCl2
3% Cultivo Mesofilo
32+2º C
En cantidad para cuajarAprox. En 4-6 horas
Acidez 50º D
En lienzos durante 6-8 Horas A 4º C
13-16% Grasa
Adición de sal 1,5% CMC 0,1%
LECHE ENTERA
ANALISIS
DESCREMADO
LECHE
PASTEURIZAR
ENFRIAR
ADICIONAR INGREDIENTES
BAJAR A ATEMPERATURA DE COAGULACION
ADICIONAR CUAJO
CORTE DE
DESUERADONORMALIZACIOBATIDO
CREMA DE LECHE
PASTEURIZAR
REFRIGERAR
DESUERADO
NORMALIZACION
BATIDO
60º C30 min.
FLUJOGRAMA SUERO COSTEÑO
60º C 30 min. 35º C
35ºC 3% Mesofilo
3% Acidez 115ºD
32ºCAcidez 112ºD 4ºC
2,5% Sal
4º C
LECHE
DESCREMAR CREMA
LECHE PASTEURIZAR
PASTEURIZAR ENFRIAR
ENFRIAR ADICIONAR CULTIVO
ADICION DE CULTIVO MESOFILO INCUBAR
INCUBACION REFRIGERA
CORTE DE COAGULO
FILTRADO(DESUERADO
)SUERO
COAGULO
MEZCLA
BATIR Y ADICIONAR
SAL
EMPACAR
REFRIGERAR
15.3 QUESO PROCESADO
Tomar quesos con fecha de vencimiento ya cumplida.
Retirar y cortezar partes dañadas.
Llevar a remojo con agua a 50 – 60ºC, previamente tratada con sorbato.
Dejar acidificar hasta 42 – 48ºD, suero.
Adicionar citrato de sodio de 1 al 2%, con respecto a la masa de queso.
Llevar a Filado, ya sea directamente sobre la marmita o en agua caliente.
Moldear.
Tajar.
Empacar.
Refrigerar.
FLUJOGRAMA PARA REQUESON
Acidez aprox.42ºTh
Aprox. 1 botella de vinagre para 100 litros de suero, previamente disuelto en agua.
Aprox. 8-24 hrs
Temp. 4-6ºCTiempo 6-8 horas
Sal 2%Sorbato 300ppmColorante al gustoCMC 0,1%Gelatina 3%
Vasos Plásticos
4-6ºC por 15 días
TOMAR SUERO OBTENIDO DEL QUESO DOBLE CREMA
CALENTAR A 85ºC
BAJAR PH CON ADICION DE ACIDO ACETICO
DEJAR ENFRIAR A CONDICIONES NORMALES
RECOGER EN LIENZO LA PARTE SUBRNADANTE
ESCURRIR EN REFRIGERACION
BATIR Y ADICIONAR SORBATO, SAL, COLORANTE, ESTABILIZANTE
EMPACAR
REFRIGERAR
CONCLUSIONES
Es un hecho evidente que muchas veces, se presentan dificultades para la
comercialización de la leche, por lo cual es bueno contar con alternativas tecnológicas
de procesamiento que propendan por reducir al máximo el desaprovechamiento de
una materia prima de vital importancia como es la leche. Por lo anterior, la
Universidad de Pamplona y la entidad SINTAP - PRONATTA complementan
esfuerzos para entregar a la comunidad métodos y formulaciones de sencilla
aplicación casera que con el tiempo se pueden convertir en fuente de desarrollo y de
ingreso familiar.
BIBLIOGRAFIA
VEGA ROMERO, César. MORALES OCAMPO, Henry. Módulo de
Tecnología de Alimentos I (Lácteos). Universidad de Pamplona. 1997.
ALAIS, Charles. Zaragoza. Ciencia de la leche. Ed. Acribia 198.
VEISSEYRE, Roger. Zaragoza. Lactología Técnica. Ed. Acribia. 1980.
Manual de elaboración de productos lácteos. FAO/OMS. Santiago de Chile.
1972.
ALMANZA, Fabrizio. Tecnología de Leches y Derivados. UNISUR. 1989