Curso AMEF Multina
19
AMEF AMEF Análisis del Modo y Efecto de la Falla. Febrero 2007
-
Upload
franciscobizarro -
Category
Documents
-
view
280 -
download
1
description
curso amef
Transcript of Curso AMEF Multina
AMEFAMEFAnálisis del Modo y Efecto de la Falla.
Febrero 2007
Planta Tultitlán
Análisis del Modo y Efecto de la Falla
AMEF
Grupo sistemático de actividades, que ayudan a reconocer y evaluar las fallas potenciales en el producto o proceso y sus efectos, identificando las acciones a realizar para eliminar o reducir la probabilidad de ocurrencia de la falla potencial.
Planta Tultitlán
1. Un equipo multifuncional, NO INDIVIDUAL, conducido y mantenido por un responsable.
2. Entender que no todos los problemas son igualmente importantes. El AMEF nos ayudará a visualizar los problemas que realmente están afectando nuestro proceso. (Pareto)
3. Se debe conocer perfectamente las necesidades de los clientes.
4. Se debe conocer el objetivo del estudio. TODOS los involucrados deben entender el objetivo de lo que se busca.
5. TODOS deben tener la mentalidad de la PREVENCIÓN. (Control estadístico)
REQUISITOS PARA DESARROLLAR UN REQUISITOS PARA DESARROLLAR UN AMEFAMEF
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Pieza no Clampeada en Operación de Soldadura
5 Ajuste Incorrecto3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Piece not clamped in welding
5Gages Method and Calibration
3
Master and Gage / Control Plan / Process Sheets / Process Audits
4 60
Inner Crown Diameter with over and under measurements
Welding flash is deformed
5 Gages Method and Calibration
3
Master and Gage / Control Plan / Process Sheets / Process Audits
4 60
Welding flash is deformed
5Inserts Worn or
Chipped3
Master and Gage / Control Plan / Process Sheets / Process Audits
4 60
Gallery Inner diameter (over
and under measurements)
Wall thickness under the root
diameters of the gallery (possible
cracks)
7Gages Method and Calibration 3
Master and Gage / Control Plan / Process Sheets / Process Audits
4 84
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del ProcesoDETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
Diámetro Exterior,
Soldadura, Cara Superior
y Galeria(IGD/ OGD)
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
1. NÚMERO DEL AMEF: Nombre o número de identificación del AMEF
2. OBJETO DE ANÁLISIS: Nombre y número del sistema, subsistema o componente, del cual será analizado su proceso
3. RESPONSABILIDAD DEL PROCESO: Departamento o grupo responsable.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1 2
Análisis del Modo y Efecto de la Falla
3
Planta Tultitlán
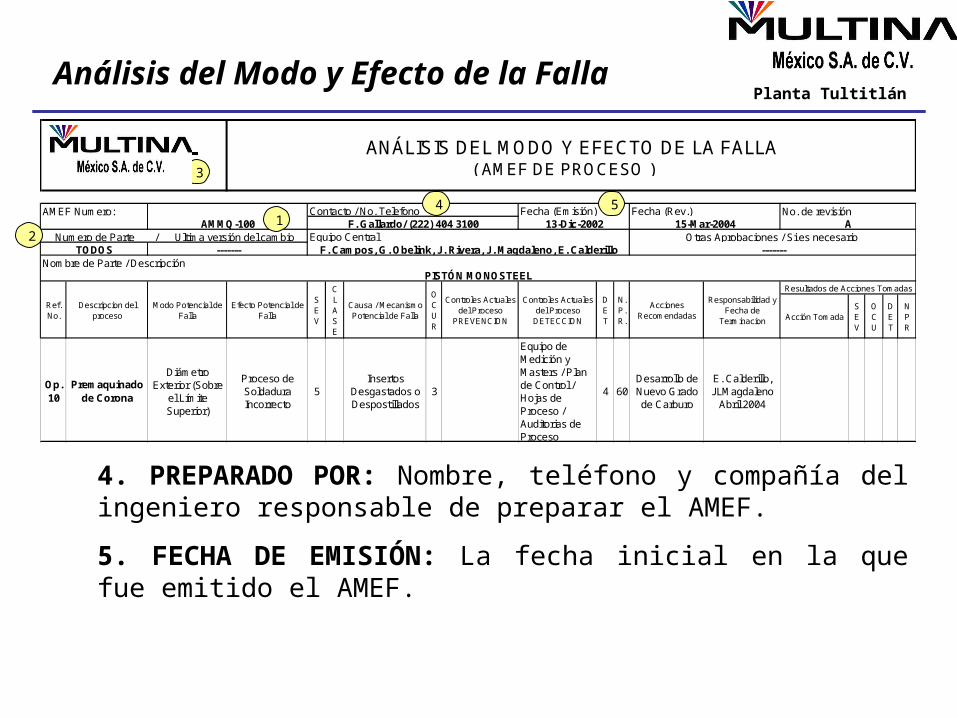
4. PREPARADO POR: Nombre, teléfono y compañía del ingeniero responsable de preparar el AMEF.
5. FECHA DE EMISIÓN: La fecha inicial en la que fue emitido el AMEF.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
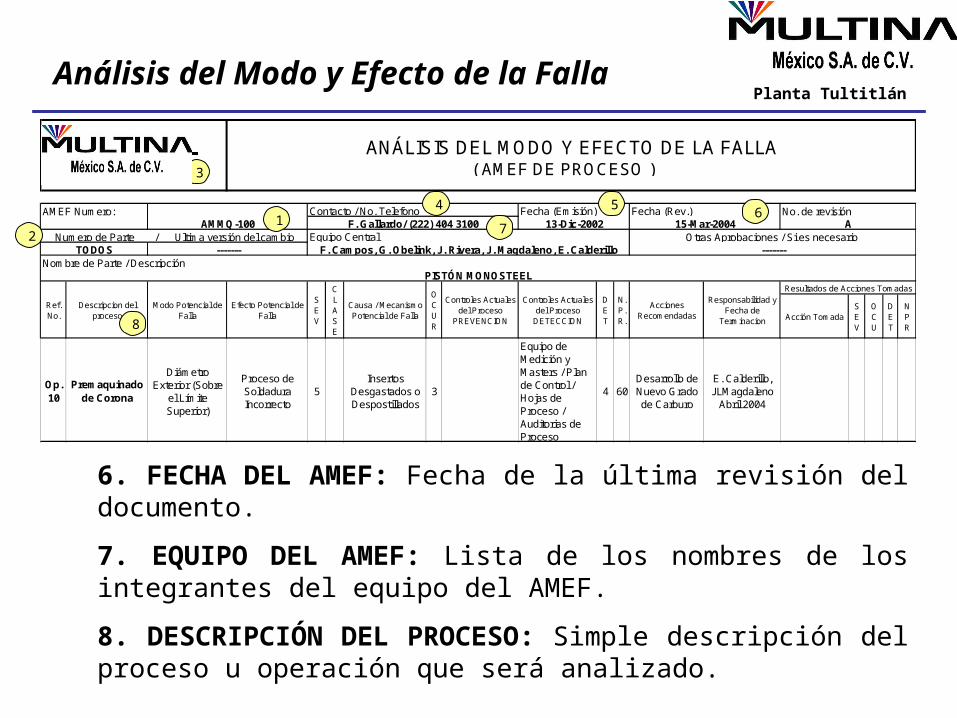
6. FECHA DEL AMEF: Fecha de la última revisión del documento.
7. EQUIPO DEL AMEF: Lista de los nombres de los integrantes del equipo del AMEF.
8. DESCRIPCIÓN DEL PROCESO: Simple descripción del proceso u operación que será analizado.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
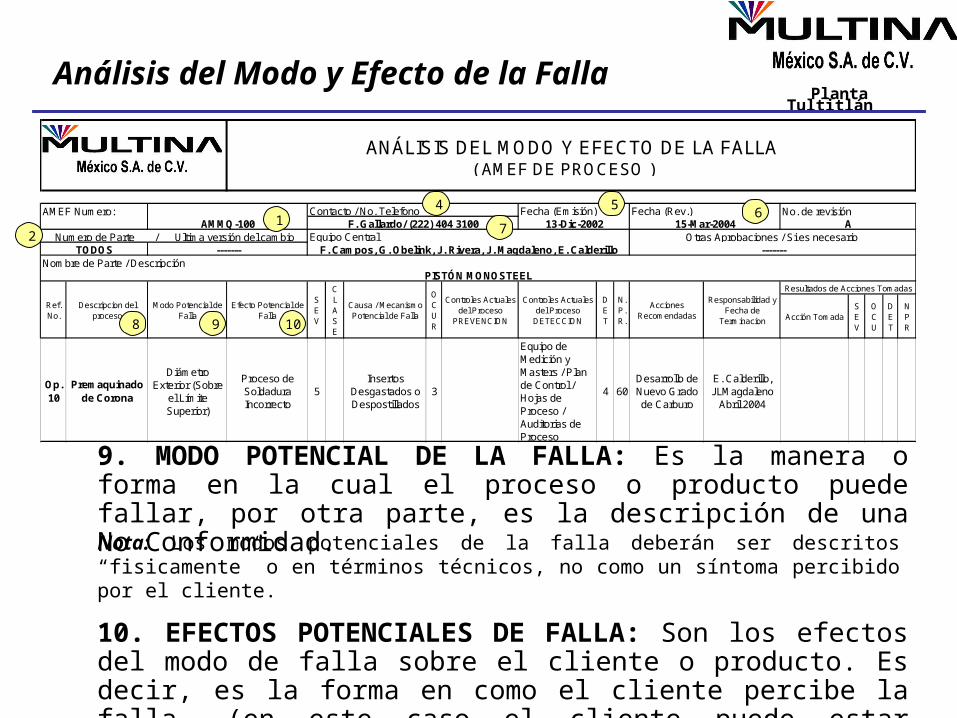
9. MODO POTENCIAL DE LA FALLA: Es la manera o forma en la cual el proceso o producto puede fallar, por otra parte, es la descripción de una No Conformidad.
10. EFECTOS POTENCIALES DE FALLA: Son los efectos del modo de falla sobre el cliente o producto. Es decir, es la forma en como el cliente percibe la falla. (en este caso el cliente puede estar representado por el siguiente proceso)
Nota: Los modos potenciales de la falla deberán ser descritos “fisicamente” o en términos técnicos, no como un síntoma percibido por el cliente.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
Análisis del Modo y Efecto de la Falla
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
Planta Tultitlán
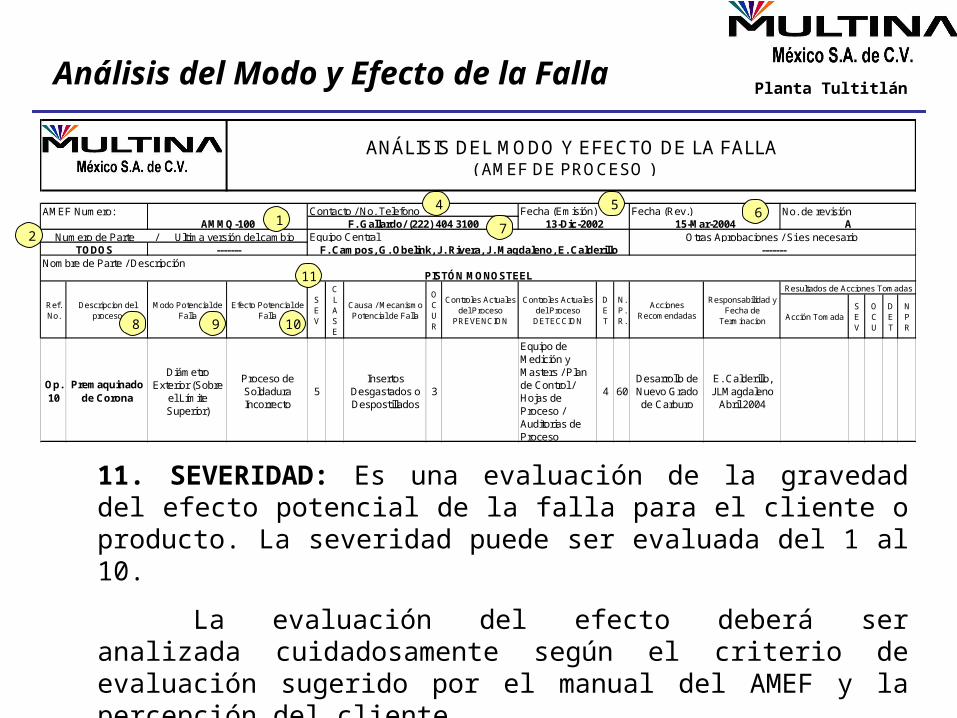
11. SEVERIDAD: Es una evaluación de la gravedad del efecto potencial de la falla para el cliente o producto. La severidad puede ser evaluada del 1 al 10.
La evaluación del efecto deberá ser analizada cuidadosamente según el criterio de evaluación sugerido por el manual del AMEF y la percepción del cliente.
11
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
11. SEVERIDADCRITERIO DE EVALUACION SUGERIDO
EFECTO EFECTO DEL CLIENTE EFECTO DE MANUFACTURA / ENSAMBLE GRADO
RIESGOSA SIN ADVERTENCIA
CUANDO ES AFECTADA LA SEGURIDAD O NO SE CUMPLE CON REQUERIMIENTOS
GUBERNAMENTALES.
O PUEDE PONER EN RIESGO AL OPERADOR (MAQUINA O ENSAMBLE) SIN ADVERTENCIA
10
RIESGOSA CON
ADVERTENCIA
CUANDO ES AFECTADA LA SEGURIDAD O NO SE CUMPLE CON REQUERIMIENTOS
GUBERNAMENTALES.
O PUEDE PONER EN RIESGO AL OPERADOR (MAQUINA O ENSAMBLE) CON ADVERTENCIA
9
MUY ALTAVEHICULO/COMPONENTE INOPERABLE (FUNCIÓN
PRIMARIA DEL PRODUCTO PERDIDA)
O PUEDE EL 100% DEL PRODUCTO QUE SER TIRADO AL SCRAP, O RETRABAJAR EL
VEHICULO/COMPONENTE CON UN TIEMPO MAYOR DE UNA HORA.
8
ALTAALTA INSATISFACCION DEL CLIENTE.
VEHICULO/COMPONENTE OPERABLE PERO CON REDUCCION DE SU FUNCIONALIDAD
O EL PRODUCTO TENDRA QUE SER SORTEADO Y UNA PORCION (MENOS DEL 100%) TIRADO AL
SCRAP, O RETRABAJAR EL VEHICULO/COMPONENTE CON UN TIEMPO ENTRE MEDIA HORA Y UNA HORA
7
MODERADACLIENTE INSATISFECHO VEHICULO/COMPONENTE
OPERABLE
O UNA PORCION (MENOS DEL 100%) DEL PRODUCTO TENDRA QUE SER TIRADO AL SCRAP SIN
SORTEARLO, O RETRABAJAR EL VEHICULO/COMPONENTE CON UN TIEMPO DE
REPARACION MENOR DE MEDIA HORA
6
BAJA VEHICULO/COMPONENTE OPERABLEO 100% DEL PRODUCTO TENDRA QUE SER
RETRABAJADO5
MUY BAJALA FALLA CAUSA INSATISFACCION EN ALGUNOS
CLIENTES (LA FALLA ES DETECTADA POR MAS DEL 75% DE LOS CLIENTES)
O EL PRODUCTO TENDRA QUE SER SORTEADO, SIN TIRARLO A SCRAP, Y UNA PORCION (MENOS DEL
100%) RETRABAJADO4
MENORBAJA INSATISFACCION DEL CLIENTE (LA FALLA ES
DETECTADA POR EL 50% DE LOS CLIENTES)
O UNA PORCION (MENOS DEL 100%) DEL PRODUCTO TENDRA QUE SER RETRABAJADO, SIN TIRARLO AL
SCRAP3
MUY MENORBAJA INSATISFACCION DETECTADA POR CLIENTES CURIOSOS (LA FALLA ES DETECTADA POR MENOS
DEL 25% DE LOS CLIENTES)
O UNA PORCION (MENOS DEL 100%) DEL PRODUCTO TENDRA QUE SER RETRABAJADO, SIN TIRARLO AL
SCRAP2
NINGUNA NO AFECTA, NO CAUSA INSATISFACCION AL CLIENTEO UNA LIGERA INCONVENIENCIA A LA OPERACIÓN O
AL OPERADOR, O NO AFECTA1
CRITERIO: SEVERIDAD DEL EFECTO. ESTE RANGO RESULTA CUANDO UN MODO POTENCIAL DE FALLA RESULTA EN UN DEFECTO EN EL CLIENTE FINAL Y/O A LA PLANTA MANUFACTURERA/ENSAMBLADORA. EL CLIENTE DEBERA SIEMPRE SER CONSIDERADO PRIMERO. SI AMBOS CASOS OCURREN, UTILIZAR LA MAS
ALTA DE LAS DOS SEVERIDADES
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
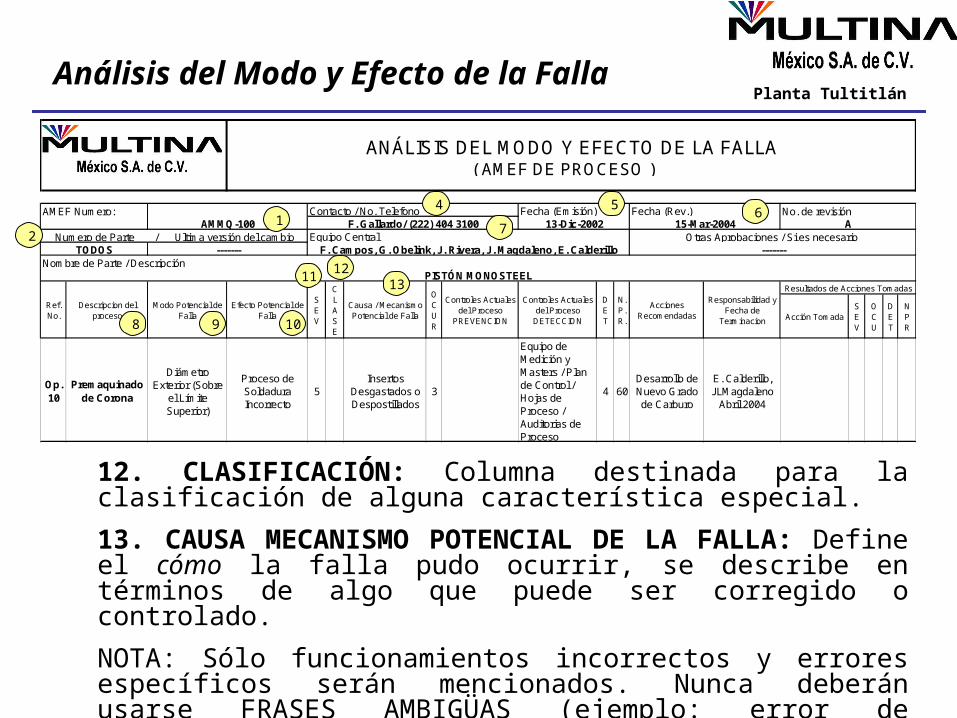
12. CLASIFICACIÓN: Columna destinada para la clasificación de alguna característica especial.
13. CAUSA MECANISMO POTENCIAL DE LA FALLA: Define el cómo la falla pudo ocurrir, se describe en términos de algo que puede ser corregido o controlado.
NOTA: Sólo funcionamientos incorrectos y errores específicos serán mencionados. Nunca deberán usarse FRASES AMBIGÜAS (ejemplo: error de operador, error de gage.)
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
Análisis del Modo y Efecto de la Falla
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
Planta Tultitlán
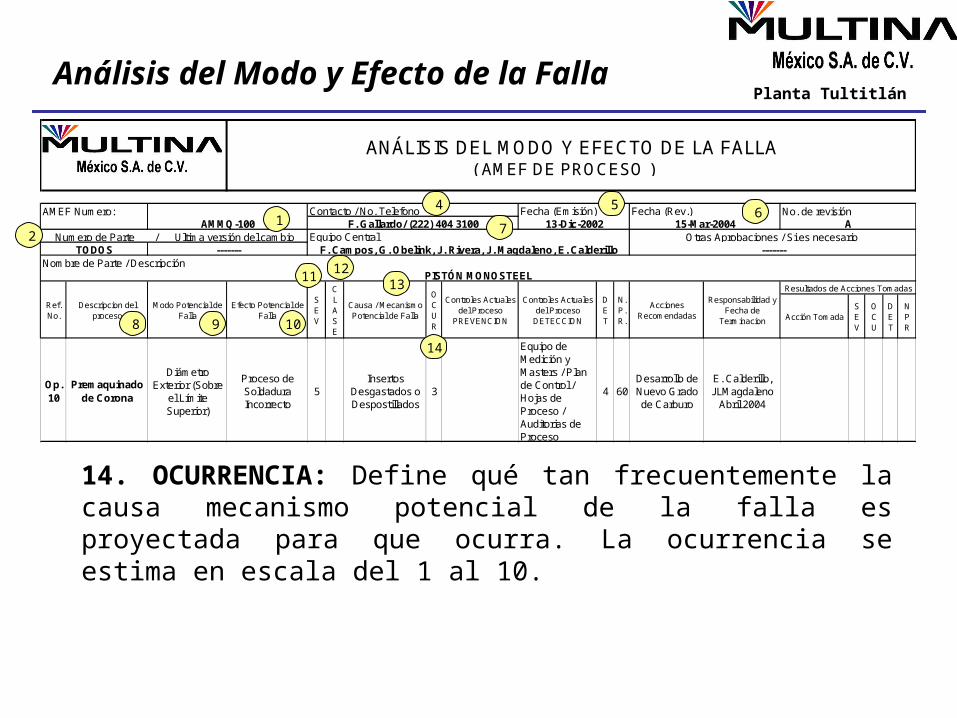
14. OCURRENCIA: Define qué tan frecuentemente la causa mecanismo potencial de la falla es proyectada para que ocurra. La ocurrencia se estima en escala del 1 al 10.
14
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
14. OCURRENCIA
CRITERIO DE EVALUACIÓN SUGERIDO
GRADO
10 ó 9
8 ó 7
6, 5 ó 4
3 ó 2
1
BAJA: RELATIVAMENTE POCAS FALLAS
REMOTA: FALLAS IMPROBABLES
PROBABILIDAD DE FALLA
MUY ALTA: FALLAS PERSISTENTES
ALTA: FALLAS FRECUENTES
MODERADA: FALLAS MODERADAS
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
15. CONTROLES DE PROCESO ACTUALES: Es la descripción de los controles actuales para prevenir que ocurra una posible falla.
Existen dos tipos de controles de proceso que son: de Prevención y de Detección. Los controles de proceso de Prevención afectan el rango de valoración de la ocurrencia. Los controles de proceso de Detección afectan el rango de valoración de la detección.
Estos controles pueden ser de proceso tales como dispositivos Poka Yoke, Controles de Proceso Estadísticos (SPC) ó evaluaciones de procesos posteriores.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
14 15
Análisis del Modo y Efecto de la Falla

Planta Tultitlán
16. DETECCION: Es la probabilidad de que el proceso actual pueda detectar una falla.
El criterio para la detección es evaluado en escala del 1 al 10.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
14 15
16
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
A B C
CASI IMPOSIBLE CERTEZA ABSOLUTA DE NO DETECCION DE FALLAS XLA FALLA NO PUEDE SER DETECTADA O NO
ES INSPECCIONADA10
MUY REMOTACONTROLES CON MUY REMOTA POSIBILIDAD DE
DETECTAR FALLASX
EL CONTROL DE LA FALLA ES DE MANERA INDIRECTA O SE INSPECCIONA AL AZAR
9
REMOTACONTROLES CON REMOTA OPORTUNIDAD DE
DETECCION DE FALLASX
EL CONTROL DE LA FALLA ES INSPECCIONADO DE MANERA VISUAL UNICAMENTE
8
MUY BAJACONTROLES CON MUY BAJA OPORTUNIDAD DE
DETECCION DE FALLASX
EL CONTROL DE LA FALLA ES CON UNA DOBLE INSPECCION VISUAL UNICAMENTE
7
BAJACONTROLES CON BAJA PROBABILIDAD DE
DETECTAR FALLASX X
EL CONTROL DE LA FALLA ES CON METODOS ESTADISTICOS TALES COMO SPC (CONTROL
ESTADISTICO DE PROCESO)6
MODERADACONTROLES CON MODERADA OPORTUNIDAD DE
DETECTAR LAS FALLASX
EL CONTROL DE LA FALLA ESTA BASADO SOBRE UNA INSPECCION 100% DESPUES DE
QUE LAS PIEZAS HAN SALIDO DE LA ESTACION DE TRABAJO
5
MODERADAMENTE ALTA
CONTROLES CON MODERADAMENTE ALTA OPORTUNIDAD DE DETECCION DE FALLAS
X X
LA FALLA PUEDE SER DETECTADA EN LAS OPERACIONES SUBSECUENTES, O
VERIFICACION DE LA PRIMERA PIEZA (PARA LOS CASOS DE AJUSTE UNICAMENTE)
4
ALTACONTROLES CON ALTA OPORTUNIDAD DE
DETECCION DE FALLASX X
DETECCION DE LA FALLA EN LA ESTACION DE TRABAJO, O EN LAS OPERACIONES
SUBSECUENTES MEDIANTE MULTIPLES ETAPAS DE ACEPTACION: PROVEEDORES, SELECCIÓN, INSTALACION, VERIFICACION. PIEZAS DISCREPANTES NO PUEDEN SER
ACEPTADAS
3
MUY ALTACONTROLES CON MUY ALTA PROBABILIDAD DE
DETECTAR LA FALLAX X
DETECCION DE LA FALLA EN LA ESTACION DE TRABAJO ( CONTROLES DE DETECCION CON PARO AUTOMATICO). PIEZAS DISCREPANTES
NO PUEDEN SER PROCESADAS.
2
MUY ALTACONTROLES QUE DETECTAN CON CERTEZA LAS
FALLASX
PIEZAS DISCREPANTES NO PUEDEN SER HECHAS DEBIDO A LOS CONTROLES DEL
PROCESO/DISEÑO DEL PRODUCTO1
RANGORANGO SUGERIDO DE METODOS DE DETECCIONDETECCION CRITERIO
TIPOS DE
INSPECCION
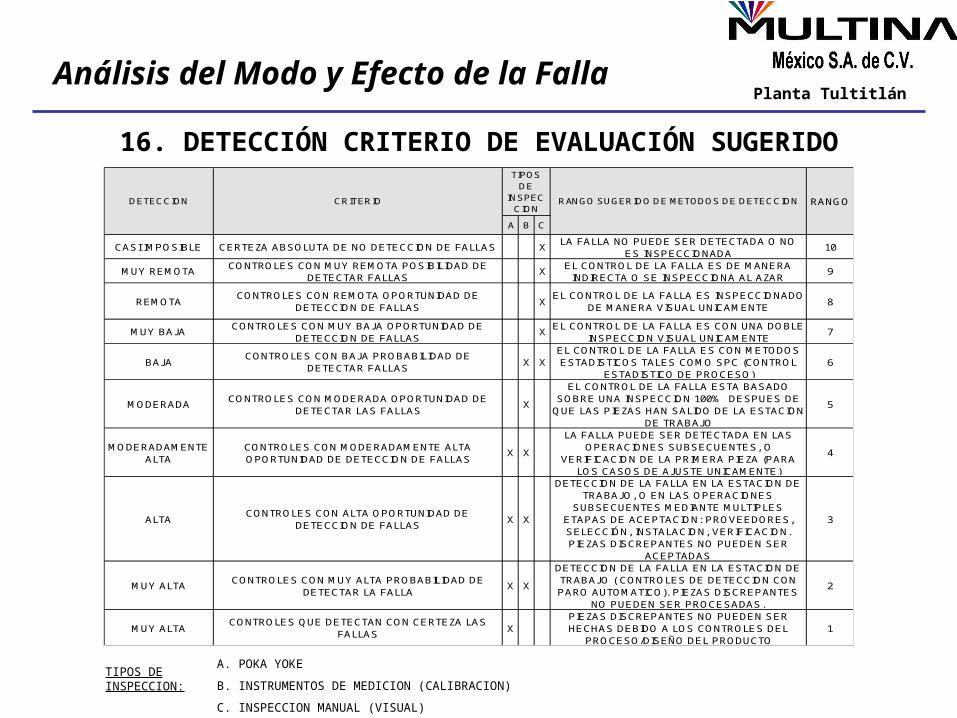
16. DETECCIÓN CRITERIO DE EVALUACIÓN SUGERIDO
TIPOS DE INSPECCION:
A. POKA YOKE
B. INSTRUMENTOS DE MEDICION (CALIBRACION)
C. INSPECCION MANUAL (VISUAL)
Análisis del Modo y Efecto de la Falla
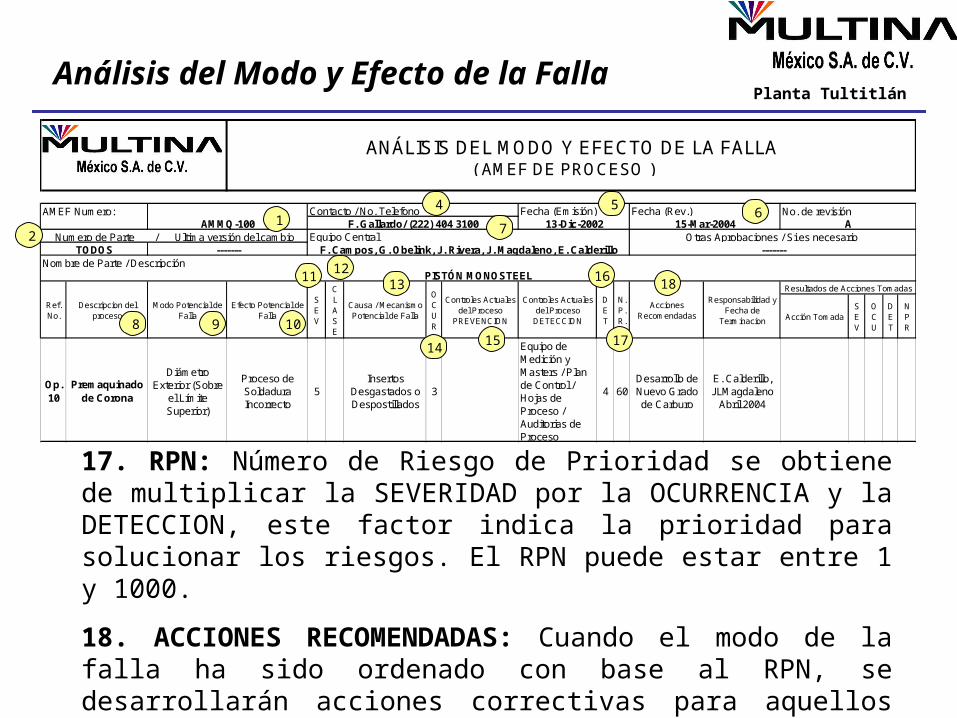
17. RPN: Número de Riesgo de Prioridad se obtiene de multiplicar la SEVERIDAD por la OCURRENCIA y la DETECCION, este factor indica la prioridad para solucionar los riesgos. El RPN puede estar entre 1 y 1000.
18. ACCIONES RECOMENDADAS: Cuando el modo de la falla ha sido ordenado con base al RPN, se desarrollarán acciones correctivas para aquellos factores en los que el RPN sea alto.
Planta Tultitlán
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
14 15
16
17
18
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
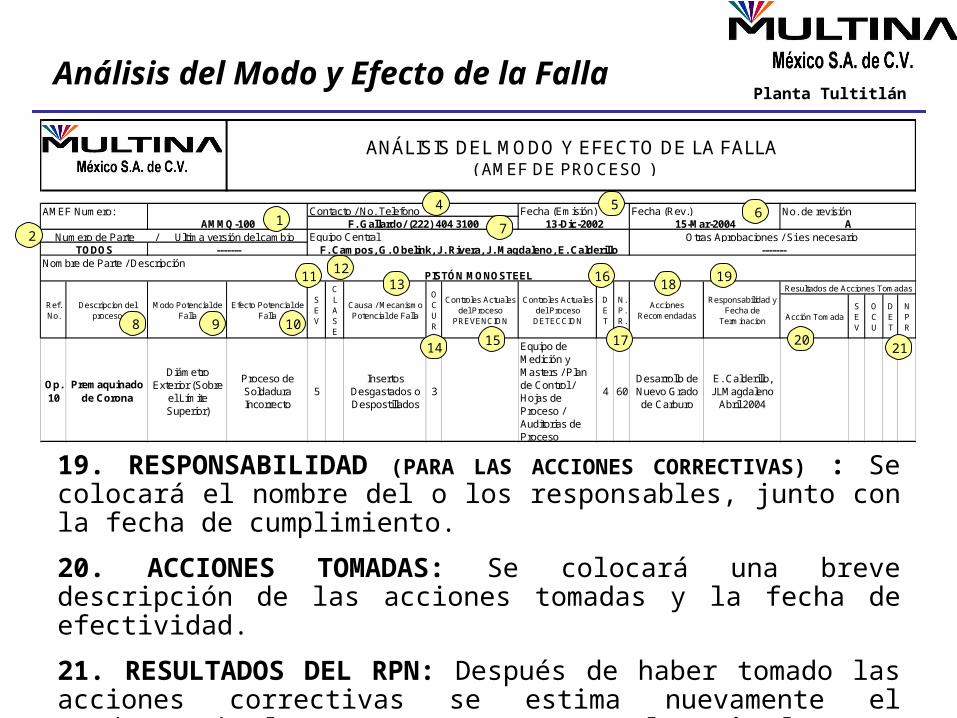
19. RESPONSABILIDAD (PARA LAS ACCIONES CORRECTIVAS) : Se colocará el nombre del o los responsables, junto con la fecha de cumplimiento.
20. ACCIONES TOMADAS: Se colocará una breve descripción de las acciones tomadas y la fecha de efectividad.
21. RESULTADOS DEL RPN: Después de haber tomado las acciones correctivas se estima nuevamente el producto de la S X O X D y se colocará el nuevo valor el cual deberá ser menor.
AMEF Numero:
Op. 10
Premaquinado de Corona
Diámetro Exterior (Sobre
el Límite Superior)
Proceso de Soldadura Incorrecto
5Insertos
Desgastados o Despostillados
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60Desarrollo de Nuevo Grado de Carburo
E. Calderillo, JLMagdaleno
Abril 2004
Proceso de Soldadura Incorrecto
5
Método y Calibración de
Equipo de Medición Incorrecto
3
Equipo de Medición y Masters / Plan de Control / Hojas de Proceso / Auditorias de Proceso
4 60
Ref.No.
Descripcion del proceso
Modo Potencial de Falla
Efecto Potencial de Falla
SEV
CLASE
Causa / Mecanismo Potencial de Falla
OCUR
A
Controles Actuales del Proceso
PREVENCION
Controles Actuales del Proceso
DETECCION
DET
N. P. R.
Acciones Recomendadas
Responsabilidad y Fecha de
Terminacion
Resultados de Acciones Tomadas
Acción TomadaSEV
OCU
DET
N P R
Numero de Parte / Ultima versión del cambio-------
AMMQ-100
-------
Contacto / No. TelefonoF. Gallardo/ (222) 404 3100
Fecha (Emisión)13-Dic-2002
Fecha (Rev.)15-Mar-2004
Nombre de Parte / DescripciónF. Campos, G. Obelink, J. Rivera, J. Magdaleno, E. CalderilloTODOS
Otras Aprobaciones / Si es necesario
ANÁLISIS DEL MODO Y EFECTO DE LA FALLA( AMEF DE PROCESO )
Equipo Central
No. de revisión
PISTÓN MONOSTEEL
1
3
2
4 5 6
7
8 9 10
1112
13
14 15
16
17
1819
2021
Análisis del Modo y Efecto de la Falla
Planta Tultitlán
¿PREGUNTAS?¿PREGUNTAS?
Análisis del Modo y Efecto de la Falla