Manual de Packing Fruticola
287
1 Consejo Nacional de Producción Limpia MANUAL DE MEJORES TÉCNICAS DISPONIBLES SECTOR PACKING FRUTÍCOLA REGIÓN DEL MAULE Tecnolimpia Programa de Tecnologías Limpias para Empresas de Menor Tamaño Director Ejecutivo: Rafael Lorenzini Paci Director del Programa Tecnolimpia: Christian Nicolai Orellana Secretario Ejecutivo del Comité Regional de Producción Limpia: Alejandro Ibáñez U. Diseño y producción: Tecnolimpia Desarrollo de Contenidos: International Quality Control | www.iqc.cl Revisión de Contenidos: Iván Tobar Guerrero, Tecnolimpia Janet Pizarro Silva, Tecnolimpia Alejandro Ibáñez Ulloa, CPL Impresión: Transpromo Impresores 2010, Chile. Consejo Nacional de Producción Limpia / Agencia Regional de Desarrollo Productivo Maule Se permite la reproducción parcial o total de su contenido previa la autorización del Consejo Nacional de Producción Limpia. Tecnolimpia es un programa del Consejo Nacional de Producción Limpia. Su objetivo es movilizar a las empresas de menor tamaño para que, a través de la implementación de producción limpia en sus procesos productivos o servicios, mejoren su productividad y posición competitiva. Tecnolimpia cuenta con el cofinanciamiento de la Unión Europea en el marco del Programa de Innovación y Competitividad UE-Chile. El Programa de Innovación y Competitividad UE-Chile es un programa de cooperación ejecutado por diversas instituciones públicas para promover la innovación y el emprendimiento en beneficio del desarrollo económico nacional. En su primera fase, cuenta con un financiamiento de 18,6 millones de euros, aportados en partes iguales por la Unión Europea y el Gobierno de Chile, bajo la coordinación de la Agencia de Cooperación Internacional de Chile (AGCI). La presente publicación ha sido elaborada gracias al financiamiento del Gobierno Regional del Maule a través de la Agencia Regional de Desarrollo Productivo. El contenido de la presente es responsabilidad exclusiva del Consejo Nacional de Producción Limpia y no necesariamente refleja los puntos de vista de la Unión Europea. Consejo Nacional de Producción Limpia Programa de Tecnologías Limpias - Tecnolimpia Almirante Lorenzo Gotuzzo 124, Piso 2 Teléfono: (562) 6884500 Página web: http://www.tecnolimpia.cl Santiago de Chile
-
Upload
vanesa-macarena-campe-silva -
Category
Documents
-
view
386 -
download
9
Transcript of Manual de Packing Fruticola
1
Consejo Nacional de Producción Limpia
MANUAL DE MEJORES TÉCNICAS DISPONIBLES SECTOR PACKING FRUTÍCOLA
REGIÓN DEL MAULE
Tecnolimpia Programa de Tecnologías Limpias para Empresas de Menor Tamaño
Director Ejecutivo: Rafael Lorenzini Paci
Director del Programa Tecnolimpia: Christian Nicolai Orellana
Secretario Ejecutivo del Comité Regional de Producción Limpia: Alejandro Ibáñez U.
Diseño y producción: Tecnolimpia
Desarrollo de Contenidos: International Quality Control | www.iqc.cl
Revisión de Contenidos: Iván Tobar Guerrero, Tecnolimpia
Janet Pizarro Silva, Tecnolimpia
Alejandro Ibáñez Ulloa, CPL
Impresión: Transpromo Impresores
2010, Chile. Consejo Nacional de Producción Limpia / Agencia Regional de Desarrollo Productivo Maule
Se permite la reproducción parcial o total de su contenido previa la autorización del Consejo Nacional de Producción Limpia.
Tecnolimpia es un programa del Consejo Nacional de Producción Limpia. Su objetivo es movilizar a las empresas de menor tamaño para que, a través de la implementación de producción limpia en sus procesos productivos o servicios, mejoren su productividad y posición competitiva. Tecnolimpia cuenta con el cofinanciamiento de la Unión Europea en el marco del Programa de Innovación y Competitividad UE-Chile. El Programa de Innovación y Competitividad UE-Chile es un programa de cooperación ejecutado por diversas instituciones públicas para promover la innovación y el emprendimiento en beneficio del desarrollo económico nacional. En su primera fase, cuenta con un financiamiento de 18,6 millones de euros, aportados en partes iguales por la Unión Europea y el Gobierno de Chile, bajo la coordinación de la Agencia de Cooperación Internacional de Chile (AGCI). La presente publicación ha sido elaborada gracias al financiamiento del Gobierno Regional del Maule a través de la Agencia Regional de Desarrollo Productivo. El contenido de la presente es responsabilidad exclusiva del Consejo Nacional de Producción Limpia y no necesariamente refleja los puntos de vista de la Unión Europea.
Consejo Nacional de Producción Limpia
Programa de Tecnologías Limpias - Tecnolimpia
Almirante Lorenzo Gotuzzo 124, Piso 2
Teléfono: (562) 6884500
Página web: http://www.tecnolimpia.cl
Santiago de Chile

2
3
Contenido
Capítulo 1: Introducción ................................................................................................ 15
Capítulo 2: Resumen Ejecutivo ..................................................................................... 17
Capítulo 3: Información General Sobre El Sector De Packing.................................... 21
3.1 Distribución geográfica y superficie frutícola ......................................................... 21
3.2 Exportación de fruta fresca en la Región del Maule .............................................. 24
3.3 Capacidad de proceso disponible en la Región del Maule .................................... 27
3.3.1 Capacidad de embalaje ........................................................................................ 27
3.3.2 Capacidad de almacenaje en frío ......................................................................... 30
3.4 Uso de energía en el sector frutícola .................................................................... 32
3.4.1 Situación actual del sector packing ....................................................................... 32
3.4.2 Principales puntos de consumo en un packing frutícola ....................................... 33
3.4.2.1 Energía eléctrica .................................................................................................. 33
3.4.2.2 Petróleo – diesel industrial .................................................................................... 34
3.4.2.3 Gas licuado (GL) .................................................................................................. 35
3.4.3 Indicadores relevantes de eficiencia energética (EE) ........................................... 35
3.5 Inocuidad alimentaria en la industria frutícola ....................................................... 37
3.5.1 Políticas inocuidad alimentaria en el sector frutícola ............................................. 38
3.5.2 Sistemas de aseguramiento de calidad en la industria frutícola ............................ 38
3.5.3 Inocuidad alimentaria: preocupaciones del sector y puntos críticos en un packing. ……………………………………………………………………………………………...41
3.6 Generación de residuos y medio ambiente ........................................................... 42
3.6.1 Generación y manejo de Residuos Líquidos (RILES). .......................................... 43
3.6.2 Generación y manejo de Residuos Sólidos (RISES). ........................................... 45
3.6.3 Emisiones atmosféricas. ....................................................................................... 47
3.7 Seguridad y salud ocupacional (S&SO) ................................................................ 48
3.7.1 Principales causas de accidentes del sector packing frutícola .............................. 50
3.7.2 Cómo están abordando este tema las empresas .................................................. 51
3.7.3 Rol de las mutuales y su penetración en el sector frutícola. ................................. 51
3.7.4 Riesgos laborales en el sector packing frutícola ................................................... 53
3.8 Huella de Carbono................................................................................................ 53
3.8.1 Antecedentes generales ....................................................................................... 54
3.8.2 Por qué determinar la Huella de Carbono ............................................................. 54
Capítulo 4: Análisis de la Normativa Aplicable en Chile ............................................. 57
4.1 Aspectos generales de la normativa aplicable para packing frutícolas.................. 57
4.2 Normativa relevante en cuanto a higiene e inocuidad alimentaria ........................ 58
4.2.1 Resumen de la normativa de higiene e inocuidad alimentaria .............................. 58
4
4.2.2 Convenios y protocolos de exportación de fruta ................................................... 60
4.3 Normativa relevante a temas medio ambientales ................................................. 62
4.3.1 Legislación ambiental de carácter general. ........................................................... 62
4.3.2 Normativa ambiental aplicable a packing de frutas ............................................... 63
4.4 Normativa relevante a salud y seguridad ocupacional (S&SO) ............................. 66
4.5 Normativa referente a uso de energía .................................................................. 69
4.5.1 Antecedentes acerca del abastecimiento de energía eléctrica ............................. 69
4.5.2 Definición del tipo de cliente ................................................................................. 70
Capítulo 5: Experiencia Internacional en la Materia .................................................... 71
5.1 Requerimientos en mercados relevantes .............................................................. 71
5.1.1 Normativas y estándares internacionales de calidad e inocuidad de alimentos .... 71
5.1.1.1 Antecedentes Generales ...................................................................................... 71
5.1.1.2 Estándares de inocuidad ...................................................................................... 73
5.1.1.3 Estándares ambientales ....................................................................................... 74
5.1.1.4 Estándares de gestión de calidad ......................................................................... 75
5.1.1.5 Estándares de gestión de seguridad y salud ocupacional .................................... 75
5.1.2 Huella de Carbono y fruticultura ........................................................................... 75
5.1.2.1 Antecedentes generales ....................................................................................... 75
5.1.2.2 ISO 14040 ............................................................................................................ 78
5.1.2.3 Protocolo PAS 2050 ............................................................................................. 78
5.1.2.4 Protocolo de Gases de Efecto Invernadero (GHC) ............................................... 79
5.1.2.5 Experiencia a nivel nacional ................................................................................. 79
5.2 Técnicas y buenas prácticas de packing a nivel internacional .............................. 81
5.2.1 Técnicas para mejorar la gestión y aseguramiento de calidad .............................. 81
5.2.2 Técnicas en el control de temperatura, humedad y vibraciones mecánicas en almacenaje y transporte de fruta ...................................................................................... 83
5.2.3 Técnicas en recepción de fruta ............................................................................. 85
5.2.4 Técnicas en selección de frutas............................................................................ 86
5.2.5 MTD en procesos de paletizaje ............................................................................ 88
5.2.6 MTD en lo referente a medioambiente.................................................................. 90
5.2.6.1 Manejo de residuos sólidos orgánicos .................................................................. 90
5.2.7 MTD en eficiencia energética ............................................................................... 92
5.2.7 Aplicación de MTD para packing frutícolas, en el ámbito de la eficiencia energética. ……………………………………………………………………………………………...93
5.2.7.1 Impacto de la eficiencia energética en la Huella de Carbono ................................ 95
5.2.8 MTD en el uso de la Energía Renovable .............................................................. 96
5.2.9 Financiamiento de las MTD .................................................................................. 97
5
Capítulo 6: Descripción de los Procesos y Tecnicas Utilizadas ................................ 99
6.1 Descripción de los procesos productivos .............................................................. 99
6.1.1 Antecedentes generales ....................................................................................... 99
6.1.2 Recepción .......................................................................................................... 101
6.1.2.1 Recepción en packing ........................................................................................ 102
6.1.2.2 Pesaje y control de calidad ................................................................................. 102
6.1.2.3 Curado ............................................................................................................... 103
6.1.2.4 Ducha ................................................................................................................. 103
6.1.2.5 Inmersión ........................................................................................................... 103
6.1.2.6 Prefrío o almacenaje: ......................................................................................... 103
6.1.3 Packing .............................................................................................................. 105
6.1.3.1 Vaciado .............................................................................................................. 106
6.1.3.2 Cepillado y lavado de frutas ............................................................................... 106
6.1.3.3 Encerado ............................................................................................................ 106
6.1.3.4 Secado ............................................................................................................... 107
6.1.3.5 Selección ............................................................................................................ 107
6.1.3.6 Calibrado ............................................................................................................ 107
6.1.3.7 Embalaje ............................................................................................................ 107
6.1.3.8 Etiquetado y pesaje ............................................................................................ 108
6.1.3.9 Paletizado .......................................................................................................... 109
6.1.4 Almacenamiento ................................................................................................. 112
6.1.5 Materias primas e insumos ................................................................................. 115
6.1.6 Transporte .......................................................................................................... 117
6.2 Técnicas utilizadas ............................................................................................. 117
6.2.1 Recepción .......................................................................................................... 117
6.2.1.1 Pesaje de camiones ........................................................................................... 117
6.2.1.2 Asignación de lotes y registro informático ........................................................... 118
6.2.1.3 Descarga de bins con fruta ................................................................................. 119
6.2.1.4 Lavado de bandejas cosecheras y bins .............................................................. 121
6.2.1.5 Curado de kiwis .................................................................................................. 122
6.2.1.6 Ducha de manzanas ........................................................................................... 123
6.2.1.7 Enfriamiento rápido por hidrocooler .................................................................... 124
6.2.1.8 Iluminación perimetral ........................................................................................ 124
6.2.2 Packing .............................................................................................................. 125
6.2.2.1 Vaciador de manzanas ....................................................................................... 125
6.2.2.2 Volteador de frutas (carozos, kiwis, peras) ......................................................... 126
6.2.2.3 Cepilladora de frutas .......................................................................................... 126
6
6.2.2.4 Encerado ............................................................................................................ 127
6.2.2.5 Túnel de secado ................................................................................................. 127
6.2.2.6 Selección ............................................................................................................ 128
6.2.2.7 Singulador y calibrado ........................................................................................ 129
6.2.2.8 Embalaje ............................................................................................................ 130
6.2.2.9 Pesado, etiquetado y paletizaje .......................................................................... 131
6.2.2.10 Armado de cajas .......................................................................................... 132
6.2.2.11 Transferencias de fruta ................................................................................ 132
6.2.2.12 Línea de proceso para cerezas .................................................................... 134
6.2.2.13 Prácticas en el lavado y secado de la fruta .................................................. 135
6.2.2.14 Prácticas en ventilación y enfriamiento del área de packing ......................... 138
6.2.2.15 Prácticas en líneas de packing ..................................................................... 139
6.2.2.16 Prácticas en la luminaria .............................................................................. 141
6.2.3 Almacenaje ........................................................................................................ 142
6.2.3.1 Tipos de cámara ................................................................................................. 142
6.2.3.2 Equipos compresores ......................................................................................... 145
6.2.3.3 Equipos de frío: ventiladores y evaporizadores .................................................. 146
6.2.3.4 Buenas prácticas en el uso de las cámaras de frío ............................................. 148
6.2.4 Higiene e inocuidad alimentaria .......................................................................... 153
6.2.4.1 Antecedentes generales de inocuidad ................................................................ 155
6.2.5 Seguridad y salud ocupacional ........................................................................... 165
6.2.5.1 Seguridad industrial ............................................................................................ 165
6.2.5.2 Salud ocupacional .............................................................................................. 168
6.2.6 Certificación de competencias laborales para el sector frutícola de exportación . 171
6.2.7 Gestión ambiental .............................................................................................. 174
6.2.7.1 Tratamiento de RILES ........................................................................................ 174
Capitulo 7: Niveles Actuales de Consumo y Emisiones ........................................... 179
7.1 Niveles de consumo ........................................................................................... 179
7.1.1 Niveles de consumo de agua ............................................................................. 179
7.1.2 Niveles de consumo de energía ......................................................................... 179
7.1.2.1 Consumo de energía eléctrica por especie frutal ................................................ 180
7.1.2.2 Consumo de energía eléctrica por proceso ........................................................ 184
7.1.2.3 Fuentes de consumo de combustibles fósiles ..................................................... 184
7.1.2.4 Uso de la energía renovable y biomasa en las empresas de packing ................. 185
7.2 Niveles de emisiones .......................................................................................... 186
7.2.1 Residuos sólidos (RISES) .................................................................................. 186
7.2.2 Residuos líquidos ............................................................................................... 188
7
7.2.3 Residuos peligrosos ........................................................................................... 189
7.2.4 Emisiones atmosféricas ...................................................................................... 189
7.2.5 Nivel de emisiones de CO2 ................................................................................. 190
Capitulo 8: Mejores Técnicas Disponibles ................................................................. 191
8.1 Metodología de identificación y evaluación de técnicas candidatas a Mejores Técnicas Disponibles (MTD) .......................................................................................... 191
8.1.1 Evaluación técnica.............................................................................................. 191
8.1.1.1 Selección de MTD según metodología IPPC ...................................................... 191
8.1.1.2 Análisis del impacto de las MTD en brechas ...................................................... 192
8.1.2 Evaluación económica ........................................................................................ 193
8.2 Resultados selección MTD para el sector de packing frutícola ........................... 198
8.2.1 Resultados evaluación técnicas candidatas a MTD según metodología IPPC .... 198
8.2.2 Resultados análisis de impacto de MTD en brechas .......................................... 203
8.2.2.1 Recepción .......................................................................................................... 203
8.2.2.2 Packing .............................................................................................................. 205
8.2.2.3 Almacenamiento ................................................................................................. 212
8.2.2.4 General .............................................................................................................. 214
8.2.3 Resultados evaluación económica de técnicas candidatas a MTD ..................... 218
8.2.4 Técnicas seleccionadas como MTD ................................................................... 220
8.3 Fichas técnicas mejores técnicas disponibles ..................................................... 222
Capitulo 9: Medición y Control de las Emisiones ...................................................... 266
9.1 Emisiones asociadas a las MTD ......................................................................... 267
9.2 Sistemas de medición y control .......................................................................... 268
9.2.1 RILES ................................................................................................................. 268
9.2.2 RISES ................................................................................................................ 269
9.2.3 RESPEL ............................................................................................................. 269
9.3 Valores limites .................................................................................................... 269
9.3.1 RILES ................................................................................................................. 269
9.3.2 RISES ................................................................................................................ 269
9.3.3 RESPEL ............................................................................................................. 270
Capitulo 10: Técnicas Emergentes y Técnicas Obsoletas ........................................ 272
Capitulo 11: Discusión y Conclusiones ..................................................................... 276
Bliografía ...................................................................................................................... 279
8
Índice de Figuras
Figura 1. Modelo IQC de evaluación de MTD.................................................................. 19 Figura 2. División político administrativa Región del Maule. ............................................ 21 Figura 3. Distribución de cámaras de frío según tipo, Región del Maule. ........................ 22 Figura 4. Distribución de packing según tipo, Región del Maule. .................................... 23 Figura 5. Superficie de frutales mayores en la Región del Maule, en hectáreas. ............. 24 Figura 6. Exportación de fruta fresca por región de origen. ............................................. 25 Figura 7. Participación de las principales especies frutícolas exportadas desde la Región del Maule. ........................................................................................................................ 26 Figura 8. Comparación de exportaciones por especie entre la Región del Maule y el total país. ................................................................................................................................. 26 Figura 9. Evolución exportaciones del sector frutícola de la Región del Maule................ 27 Figura 10. Porcentaje de la capacidad de embalaje mecanizado versus la no mecanizada en la Región del Maule y sus provincias. ......................................................................... 28 Figura 11. Capacidad de embalaje mecanizado y no mecanizado en especies de frutales mayores (A) y menores (B). ............................................................................................. 28 Figura 12. Variación de la capacidad de embalaje diaria de frutales menores (A) y mayores (B) en la Región del Maule, entre los años 2008-2009. ..................................... 29 Figura 13. Capacidad de almacenaje presente en la Región del Maule, según tipo de cámara para los años 2001 (A) y 2007 (B). ...................................................................... 30 Figura 14. Número de empresas de almacenaje por provincia y según tipo de cámara, durante los años 2001 (A) y 2007 (B). ............................................................................. 31 Figura 15. Incremento del número de cámaras de almacenamiento según tipo de cámara y provincia. ...................................................................................................................... 31 Figura 16. Comparación de indicadores de EE entre packing con frío propio y arrendado. ........................................................................................................................................ 36 Figura 17. Homologación de ChileGAP®, en Europa, EE.UU y China. ........................... 38 Figura 18. Empresas certificadas HACCP por rubro. ...................................................... 39 Figura 19. Empresas certificadas HACCP por región o zona. ......................................... 39 Figura 20. Empresas frutícolas nacionales con certificación de calidad e inocuidad. ...... 40 Figura 21. Normativas de calidad en industria frutícola nacional. .................................... 40 Figura 22. Resultados estudio de sistema calidad, Universidad de Chile. ....................... 42 Figura 23. Descarga de RILES en la Región del Maule. ................................................. 43 Figura 24. Destino de descarga de RILES, Región del Maule. ........................................ 44 Figura 25. Tipo de empresas sancionadas SISS, Región del Maule 2009. ..................... 44 Figura 26. Sanciones SISS, 2009. .................................................................................. 45 Figura 27. Generación residuos sólidos, packing Región del Maule. ............................... 46 Figura 28. Uso refrigerantes en packing en la Región del Maule..................................... 47 Figura 29. Tasa de mortalidad año 2009. ........................................................................ 48 Figura 30. Tasa de accidentabilidad año 2009, según actividad económica. .................. 49 Figura 31. Evolución de tasa de mortalidad 2006–2009. ................................................. 49 Figura 32. Evolución tasa de accidentabilidad 2002–2009. ............................................. 50 Figura 33. Organismos administradores en packing de la Región del Maule................... 52 Figura 34. Organismos fiscalizadores para packing frutícolas. ........................................ 57 Figura 35. Protocolos internacionales de aseguramiento de calidad para packing. ......... 72 Figura 36. Pirámide de integración de sistemas de gestión de riesgos total. ................... 72 Figura 37. El efecto dominó de Huella de Carbono en la industria frutícola exportadora. 77 Figura 38. Aporte relativo a la Huella de Carbono. Caso manzana. ................................ 79 Figura 39. Ciclo de la vida para la fruta de exportación. .................................................. 80 Figura 40. Palm HACCP PDA Mobile y sus componentes. ............................................. 82
9
Figura 41. Dispositivos de las etiquetas inteligentes MTSens. ........................................ 84 Figura 42. Basculante decantador de fruta. ..................................................................... 85 Figura 43. Ilustración del sistema GeoSort III. ................................................................. 87 Figura 44. Paletizador automático. .................................................................................. 89 Figura 45. Compostaje tradicional en pilas. ..................................................................... 90 Figura 46. Ilustración compostaje industrial acelerado. ................................................... 91 Figura 47. Diagrama de flujo de la fruta en un sistema de packing.. ............................... 99 Figura 48. Diagrama de flujo proceso de Recepción.. ................................................... 101 Figura 49. Envases en los que es recibida la fruta dentro de un packing, bandeja cosechera berries (A), bins (B) y caja cosechera cerezas (C). ....................................... 102 Figura 50. Control de calidad en arándanos, evaluación de textura a través de un texturómetro. ................................................................................................................. 102 Figura 51. Diagrama de flujo proceso de packing.. ....................................................... 105 Figura 52. Rotulación de embalajes e información requerida. ....................................... 108 Figura 53. Identificación de componentes de tarja de pallet. ......................................... 109 Figura 54. Diagrama de flujo proceso de Almacenamiento.. ......................................... 112 Figura 55. Cámaras de frío. .......................................................................................... 113 Figura 56. Compresores. .............................................................................................. 113 Figura 57. Unidad de conservación. .............................................................................. 114 Figura 58. Ventiladores. ................................................................................................ 114 Figura 59. Unidades evaporizadoras. ............................................................................ 115 Figura 60. Grúa horquilla cargando bins. ...................................................................... 117 Figura 61. Componentes de una báscula o romana para pesaje de camiones. ............. 118 Figura 62. Imagen de tarja de bins. ............................................................................... 118 Figura 63. Ejemplo de planilla informática de recepción de frutas. ................................ 119 Figura 64. Secuencia de la descarga de bins en patio de recepción. ............................ 120 Figura 65. Sistemas de protección de fruta durante el transporte a packing ................. 120 Figura 66. Tipos de piso en patio de recepción de frutas. ............................................. 121 Figura 67. Hidrolavado de bins (A); lavadora automática de bins (B). ........................... 122 Figura 68. Técnicas utilizadas por packing para lavado de bins y cajas cosecheras. .... 122 Figura 69. Galpón techado de bins para curado de kiwis. ............................................. 123 Figura 70. Sistema de duchas en manzanas. ............................................................... 123 Figura 71: Hidrocooler para enfriamiento rápido. .......................................................... 124 Figura 72. Iluminación patio. ......................................................................................... 124 Figura 73. Iluminación ducha camiones. ....................................................................... 124 Figura 74. Tipo de luminaria ocupada en empresas de packing de la Región del Maule. ...................................................................................................................................... 125 Figura 75. Hidroinmersor de bins de manzanas. ........................................................... 126 Figura 76. Volteador de bins. ........................................................................................ 126 Figura 77. Cepilladora de frutas. ................................................................................... 127 Figura 78. Sistema de encerado de fruta con boquilla viajera. ...................................... 127 Figura 79. Principales componentes externos túnel de secado ..................................... 128 Figura 80. Principales componentes internos túnel de secado ...................................... 128 Figura 81. Mesa de selección y sus componentes. ....................................................... 129 Figura 82. Singulador de frutas. .................................................................................... 129 Figura 83. Calibrado de frutas (A) y descarga de frutas post calibrado (B). ................... 130 Figura 84. Mesones de embalaje .................................................................................. 130 Figura 85: Balanza digital para packing. ....................................................................... 131 Figura 86: Sistemas de rotulado en packing. ................................................................ 132 Figura 87 Elevador de rodillos (A); transferencias entre cintas (B); rodillo de cepillo (C) y transferencias de fruta por rodillos (D). .......................................................................... 133
10
Figura 88. Cinta de transporte y sus principales componentes. .................................... 133 Figura 89. Sistemas de remoción de materia extraña durante el proceso de packing. .. 134 Figura 90. Vaciado y lavado de cerezas (A) y selección de cerezas (B)........................ 134 Figura 91. Calibradora electrónica de cerezas (A) y embalaje de cerezas (B)............... 135 Figura 92. Oportunidad de uso del horno de secado. .................................................... 136 Figura 93. Caldera vertical. ........................................................................................... 136 Figura 94. Quemadores con aislamiento ....................................................................... 137 Figura 95. Caldera sin aislamiento. ............................................................................... 137 Figura 96. Aislación térmica calderas y quemadores. ................................................... 138 Figura 97. Unidades de refrigeración. ........................................................................... 139 Figura 98. Tipo de líneas de selección en packing de manzanas y otras especies ....... 140 Figura 99. Características del circuito eléctrico de luminarias. ...................................... 142 Figura 100. Descripción del sistema de enfriamiento. ................................................... 143 Figura 101. Hidrocooling. .............................................................................................. 144 Figura 102. Informe de análisis térmico......................................................................... 149 Figura 103. Cortina térmica cámara de frío. .................................................................. 149 Figura 104. Tipo de mantención en cortinas de frío....................................................... 150 Figura 105. Políticas de llenado de cámaras de frío y manejo de puertas. .................... 151 Figura 106. Estructuras integradas. .............................................................................. 151 Figura 107. Cobertura lateral con malla rachell del entorno .......................................... 152 Figura 108. Agua de proceso en packing. ..................................................................... 155 Figura 109. Uso de ropa de trabajo en packing de fruta Región del Maule. .................. 156 Figura 110. Formas de limpieza de ropa de trabajo. ..................................................... 157 Figura 111. Utilización de filtros sanitarios en packing. ................................................. 157 Figura 112. Capacitación de trabajadores de packing en temas de higiene. ................. 158 Figura 113. Actividad del hipoclorito como medio de desinfección. ............................... 159 Figura 114. Porcentaje de utilización de técnicas de control de insectos. ..................... 163 Figura 115. Utilización de técnicas de control de roedores en packing. ........................ 164 Figura 116. Utilización de medidas de control de ingreso de animales. ........................ 164 Figura 117. Condiciones eléctricas en packing, 2010. ................................................... 166 Figura 118. Condiciones de superficies de trabajo, packing Región del Maule 2010..... 167 Figura 119. Elementos de protección personal, packing Región del Maule. .................. 167 Figura 120. Aplicación de evaluaciones y estudios de riesgo físico en packing............. 168 Figura 121. Formas de capacitación en S&SO en packing............................................ 169 Figura 122. Indicadores de S&SO utilizados en packing. .............................................. 170 Figura 123. Proporción de accidentes más comunes en packing frutícolas. .................. 170 Figura 124. Empresas mutuales de seguridad en packing ............................................ 171 Figura 125. Proceso de evaluación y certificación de competencias laborales. ............. 173 Figura 126. Distribución del consumo de energía eléctrica por especie frutal. .............. 180 Figura 127. Consumo de energía eléctrica por especie frutal ........................................ 180 Figura 128. Distribución del consumo de energía eléctrica en las empresas de packing que procesan manzanas. ............................................................................................... 183 Figura 129. Generación de RISES en packing de la Región del Maule. ........................ 186 Figura 130. Manejo de residuos orgánicos. ................................................................... 187 Figura 131. Manejo de residuos domiciliarios................................................................ 187 Figura 132. Distribución según tipo de descarga de RILES........................................... 188 Figura 133. Generación de RESPEL en packing de la VII Región del Maule. ............... 189 Figura 134. Fugas de refrigerante en packing de la VII Región del Maule. .................... 190 Figura 135. Ejemplo de evaluación de MTD, gráfica de brechas, según modelo de pentágonos variables. .................................................................................................... 193 Figura 136. Ficha evaluación económica. ..................................................................... 196
11
Figura 137. Diagrama flujo para la calificación de una técnica candidata como Mejor Técnica Disponible (MTD). ............................................................................................ 197
Índice de Tablas
Tabla 1. Ranking de Chile en exportaciones de fruta fresca. ........................................... 24 Tabla 2. Variación provincial de la capacidad de almacenaje (m3) según tipo de cámaras, durante los años 2001 y 2007. ......................................................................................... 30 Tabla 3. Insumos energéticos utilizados por las empresas de packing de manzanas. ..... 33 Tabla 4. Factores que inciden en el consumo de energía eléctrica. ................................. 34 Tabla 5. Factores que inciden en el consumo de petróleo. .............................................. 34 Tabla 6. Factores que inciden en el consumo de gas licuado. ......................................... 35 Tabla 7. Indicadores de consumo de energía versus venta y costo de operación. .......... 36 Tabla 8. Clasificación de manejo de residuos en packing de la Región del Maule. .......... 46 Tabla 9. Causas de accidente sector frutícola. ................................................................ 50 Tabla 10. Agentes causantes de accidentes. .................................................................. 51 Tabla 11. Asesorías de mutualidades para el sector frutícola. ......................................... 52 Tabla 12. Riesgos sector frutícola. .................................................................................. 53 Tabla 13. Normativa chilena aplicable al rubro frutícola exportador ................................. 58 Tabla 14. Convenios y protocolos de exportación de frutas. ............................................ 60 Tabla 15. Principales protocolos para la exportación de fruta fresca. .............................. 61 Tabla 16. Legislación ambiental de carácter general. ...................................................... 62 Tabla 17. Legislación ambiental, emisiones atmosféricas ............................................... 63 Tabla 18. Legislación ambiental, residuos sólidos. .......................................................... 64 Tabla 19. Legislación ambiental, residuos líquidos .......................................................... 64 Tabla 20. Legislación ambiental, residuos peligrosos ...................................................... 65 Tabla 21. Legislación ambiental, ruidos ........................................................................... 66 Tabla 22. Legislación de S&SO, aplicables al caso packing frutícolas ............................. 66 Tabla 23. Protocolos y estándares de inocuidad para packing frutícolas. ........................ 73 Tabla 24. Protocolos y estándares ambientales para packing. ........................................ 74 Tabla 25. Estándares de seguridad y salud ocupacional para packing ............................ 75 Tabla 26. Factores de emisión GEI. Industria frutícola. ................................................... 80 Tabla 27. Ventajas y desventajas de Palm HACCP PDA Mobile. .................................... 83 Tabla 28. Ventajas y desventajas del dispositivo MTSens. .............................................. 85 Tabla 29. Ventajas y desventajas del Basculante decantador de fruta en bins. ............... 86 Tabla 30. Ventajas y desventajas de GeoSort III. ............................................................ 88 Tabla 31. Ventajas y desventajas del paletizado automático. .......................................... 89 Tabla 32. Ventajas y desventajas del compostaje industrial ............................................ 92 Tabla 33. Puntos de consumo energético y recomendaciones en proceso de recepción. 93 Tabla 34. Puntos de consumo energético en procesos de selección y embalaje de fruta. 93 Tabla 35. Puntos de consumo energético en almacenamiento de fruta. .......................... 94 Tabla 36. Impacto de las medidas de Huella de Carbono. ............................................... 95 Tabla 37. Técnicas disponibles en el mercado nacional que utilizan energías renovables. ........................................................................................................................................ 96 Tabla 38. Procesos realizados a la fruta dentro de la etapa de recepción, según especie. ...................................................................................................................................... 104 Tabla 39. Procesos realizados a la fruta dentro de la etapa de packing, según especie.110 Tabla 40. Estacionalidad materias primas según fecha de cosecha en la Región del Maule. ............................................................................................................................ 115 Tabla 41. Principales insumos utilizados durante los distintos procesos de packing...... 116
12
Tabla 42. Uso de las calderas en área packing. ............................................................ 135 Tabla 43. Tipo de calderas utilizadas en las empresas de Packing. .............................. 136 Tabla 44. Aporte energético por tipo de caldera ............................................................ 137 Tabla 45. Equipos de ventilación y enfriamiento en área packing. ................................. 138 Tabla 46. Tipo de línea de packing y características de funcionamiento. ....................... 139 Tabla 47. Tipo de línea de selección y características. .................................................. 140 Tabla 48. Tipo de luminaria utilizada en las empresas de packing. ............................... 141 Tabla 49. Principales características y participación de los túneles de frío y cámaras de frío en las empresas de packing de la Región del Maule. .............................................. 144 Tabla 50.Participación de otros tipo de cámaras. .......................................................... 145 Tabla 51. Equipos compresores presentes en las empresas de packing de la Región del Maule. ............................................................................................................................ 145 Tabla 52. Unidades de ventilación utilizados en las cámaras de frío y congelado. ........ 146 Tabla 53. Unidades de evaporización utilizados en las cámaras de frío y congelado. ... 147 Tabla 54. Planes de mantenimiento en packing. ........................................................... 148 Tabla 55. Diseño de uniones entre áreas de frío en packing. ........................................ 152 Tabla 56. Procedimientos y normas de higiene para cada sector y proceso. ................. 153 Tabla 57. Medidas de control de higiene y cumplimiento en packing Región del Maule. 158 Tabla 58. Alternativas desinfectantes al hipoclorito. ...................................................... 160 Tabla 59. Aplicación de agentes químicos en recepción, sala de proceso y lavado de frutas, Región del Maule. ............................................................................................... 161 Tabla 60. Agentes químicos utilizados en packing de la Región del Maule. .................. 161 Tabla 61. Técnicas utilizadas para la limpieza en packing de la Región del Maule. ....... 162 Tabla 62. Agentes químicos utilizados para limpieza de la zona de packing en plantas frutícolas de la Región del Maule. .................................................................................. 162 Tabla 63. Agentes químicos utilizados para la limpieza y desinfección de cámaras de frío, packing Región del Maule. ............................................................................................. 163 Tabla 64. Tipos de procedimientos o instructivos para protección de partes móviles en packing, Región del Maule 2010. ................................................................................... 165 Tabla 65. Tipos de procedimientos de emergencia y evacuación, packing frutícolas Región del Maule, 2010. ................................................................................................ 165 Tabla 66. Tipos de extinción contra incendios, packing Región del Maule 2010. ........... 166 Tabla 67. Empresas que poseen programas de capacitación e inspección en S&SO. .. 169 Tabla 68. Principales perfiles ocupacionales y unidades de competencia laboral aplicados a packing frutícolas. ....................................................................................................... 172 Tabla 69. Principales contaminantes en RILES de plantas frutícolas de la Región del Maule y límites máximos según norma correspondiente. ............................................... 174 Tabla 70. Tratamientos primarios de RILES. ................................................................. 175 Tabla 71. Tratamientos secundarios de RILES. ............................................................. 176 Tabla 72. Tratamientos terciarios de RILES. ................................................................. 177 Tabla 73. Consumo de energético de las empresas de packing de la Región del Maule. ...................................................................................................................................... 179 Tabla 74. Duración de la temporada de servicios de packing por especie de fruta procesada. ..................................................................................................................... 181 Tabla 75. Indicador de consumo de energía por especie frutal. ..................................... 182 Tabla 76. Incidencia del volumen de fruta procesada en el costo de la energía. ........... 182 Tabla 77. Descripción del consumo promedio de energía anual y gasto en electricidad de un packing de manzanas versus el de otras especies. .................................................. 183 Tabla 78. Consumo de energía eléctrica por subsistema eléctrico. ............................... 184 Tabla 79. Uso de la energía producido por combustibles fósiles en empresas de packing. ...................................................................................................................................... 184
13
Tabla 80: Utilización de fuentes energéticas renovables y biomasa en empresas de packing. ......................................................................................................................... 185 Tabla 81. Empresas que hacen uso de fuentes energéticas renovables y destino. ....... 185 Tabla 82: Tipo de almacenamiento. .............................................................................. 186 Tabla 83. Tipo de tratamiento de residuos líquidos que realizan en el 88% los packing. 188 Tabla 84. Niveles de emisiones de CO2 en empresas de packing por fuente energética ...................................................................................................................................... 190 Tabla 85. Puntajes para evaluación de MTD en base a técnicas de referencia. ............ 192 Tabla 86. Consideraciones a las partidas de evaluación de un proyecto de MTD. ........ 195 Tabla 87. Proceso de selección de Mejores Técnicas Disponibles según metodología IPPC. ............................................................................................................................. 198 Tabla 88. Justificación del descarte de técnicas candidatas a MTD .............................. 201 Tabla 89. Evaluación del impacto de las MTD, aplicables a control de calidad en recepción, sobre las brechas en estudio. ....................................................................... 203 Tabla 90. Evaluación del impacto de las MTD, aplicables a actividades generales de recepción, sobre las brechas en estudio. ....................................................................... 204 Tabla 91. Evaluación del impacto de las MTD, aplicables al lavado de frutas en packing, sobre las brechas en estudio. ........................................................................................ 205 Tabla 92. Evaluación del impacto de las MTD, aplicables al secado de frutas en packing, sobre las brechas en estudio. ........................................................................................ 207 Tabla 93. Evaluación del impacto de las MTD, aplicables a la selección y calibrado en packing, sobre las brechas en estudio. .......................................................................... 207 Tabla 94. Evaluación del impacto de las MTD, aplicables al embalaje en packing, sobre las brechas en estudio. .................................................................................................. 208 Tabla 95. Evaluación del impacto de las MTD, aplicables al etiquetado en packing, sobre las brechas en estudio. .................................................................................................. 208 Tabla 96. Evaluación del impacto de las MTD, aplicables al embalaje en packing, sobre las brechas en estudio. .................................................................................................. 209 Tabla 97. Evaluación del impacto de las MTD, aplicables al Enzunchado, sobre las brechas en estudio. ....................................................................................................... 209 Tabla 98. Evaluación del impacto de las MTD, aplicables a actividades generales de packing, sobre las brechas en estudio. .......................................................................... 210 Tabla 99. Evaluación del impacto de las MTD, aplicables al enfriamiento de cámaras, sobre las brechas en estudio. ........................................................................................ 212 Tabla 100. Evaluación del impacto de las MTD, aplicables a actividades generales de almacenamiento, sobre las brechas en estudio. ............................................................ 213 Tabla 101. Evaluación del impacto de las MTD, aplicables a actividades generales, sobre las brechas en estudio. .................................................................................................. 214 Tabla 102. Evaluación del impacto de las MTD, aplicables a servicios de apoyo generales, sobre las brechas en estudio. ........................................................................................ 216 Tabla 103. Resumen de indicadores financieros obtenidos de la evaluación económica de las técnicas candidatas a MTD. ..................................................................................... 218 Tabla 104. Resumen de técnicas seleccionadas como MTD para el sector de packing frutícola. ......................................................................................................................... 221 Tabla 105. Resumen de MTD seleccionadas como opción viable para el sector de packing frutícola. ......................................................................................................................... 222 Tabla 106. Clasificación fichas técnicas de MTD ........................................................... 222 Tabla 107. Determinación de pérdidas energéticas y generación de emisiones. ........... 266 Tabla 108. Emisiones generadas por las MTD seleccionadas. ...................................... 267 Tabla 109. Marco normativo aplicable a RILES. ............................................................ 268 Tabla 110. Límites máximos de descarga. .................................................................... 269

14
Tabla 111. Ventajas y desventajas de las técnicas emergentes detectadas en el sector packing frutícolas, Región del Maule. ............................................................................ 272 Tabla 112. Ventajas y desventajas de las técnicas obsoletas detectadas en el sector de packing de la Región del Maule. .................................................................................... 273
15
CAPÍTULO 1: INTRODUCCIÓN
A partir de la política de apertura comercial asumida desde comienzos de los años ochenta, la fruticultura nacional ha experimentado cambios notables; pasando de las 81.000 hectáreas frutícolas el año 1979 a 250.000 hacia el año 2006. Además, territorialmente se ha expandido a lo largo del país teniendo la fruticultura hoy relevancia económica desde la tercera hasta la décima regiones, representando un tercio del Producto Interno Bruto (PIB) Silvoagropecuario y generando además 385.000 empleos directos.
El presente y futuro de la fruticultura nacional depende claramente de su
desempeño exportador. A partir de 1980 el aumento de las exportaciones frutícolas ha sido sostenido, lo cual ha permitido que Chile se consolide como el primer exportador de frutas frescas del hemisferio sur, totalizando para la temporada 2008-2009 un volumen de 2.554.239 toneladas, de las cuales 538.449 fueron producidas en la Región del Maule, representando el 21% del total de las exportaciones frutícolas nacionales.
Actualmente la industria frutícola enfrenta problemas de competitividad que
amenazan su posición como líder a nivel mundial. Según Gustavo Rojas (2007), estos problemas se pueden dividir en dos grandes factores, siendo el primero los ingresos decrecientes, dado que los precios internacionales de los productos frutícolas tienden a la estabilidad en el largo plazo, mientras que el tipo de cambio ha ido en descenso y, en segundo término, los costos crecientes, principalmente los relacionados con mano de obra, energía, insumos y mayores exigencias por parte de los compradores. Todo lo anterior, ha significado una menor rentabilidad del negocio frutícola.
Para mantener su liderazgo a nivel mundial, el sector frutícola debe enfrentar
aquellos factores que afectan a su competitividad, partiendo por aquellos que dependen de decisiones individuales de las empresas que la componen. Un factor clave es mejorar la productividad de las empresas frutícolas, a través de una mayor eficiencia de los procesos productivos. El uso eficiente de los insumos y una adecuada gestión del recurso humano, asoman como una necesidad permanente y prioritaria. Otro factor de relevancia es el cumplir con las expectativas de los clientes internacionales, entendiendo que éstos, además de exigir cada vez mayor calidad de los productos, necesitan tener más información de cómo se están llevando a cabo los procesos productivos en relación a sus impactos ambientales y sociales. Un tercer factor relevante es la permanente innovación y la incorporación de nuevas tecnologías a los procesos productivos.
Dentro de las posibilidades de incorporación de nuevas técnicas y prácticas en los
procesos de packing, existen algunas ellas que se caracterizan porque permiten alcanzar los mayores niveles de protección del medio ambiente en cada momento, sin comprometer la viabilidad ni la competitividad económica de la producción. Estas técnicas son conocidas como Mejores Técnicas Disponibles (MTD) y su aplicación permite disminuir o evitar riesgos de contaminación, recuperar los residuos inevitables o disponerlos de manera segura, hacer un uso eficiente de los insumos y energía en los procesos productivos y prevenir los accidentes o limitar sus consecuencias (MMA, España, 2006).
16
El concepto de Mejores Técnicas Disponibles (MTD), es explicado por la European Environment Agency (EEA) , en función de las palabras que componen este concepto:
Mejores: Las técnicas más eficaces para alcanzar un alto nivel general de protección del medio ambiente en su conjunto y de la salud de las personas.
Técnicas: La tecnología utilizada, junto con la forma en que la instalación está diseñada, construida, mantenida, explotada o paralizada.
Disponibles: Las técnicas diseñadas a una escala que permita su aplicación en el contexto del correspondiente sector industrial, en condiciones económicas y técnicamente viables y tomando en consideración los costos y los beneficios de su aplicación.
En el escenario actual de la fruticultura de exportación, un Manual de Mejores Técnicas Disponibles (MTD) para el sector packing frutícola, se muestra como una importante herramienta técnico-económica de apoyo en la toma de decisiones con la que se pretende mejorar la competitividad y sostenibilidad del sector. A través de éste, se proponen aquellas técnicas relevantes enfocadas en disminuir las brechas existentes en variables productivas, ambientales y de higiene y seguridad ocupacional.
Finalmente es importante destacar que el presente Manual forma parte de una serie de Manuales y Guías de Mejores Técnicas Disponibles, desarrollados por el Consejo Nacional de Producción Limpia a través del Programa Tecnolimpia. El presente Manual ha sido elaborado con financiamiento del Gobierno Regional del Maule a través de la Agencia de Desarrollo Productivo de ésta Región.
17
CAPÍTULO 2: RESUMEN EJECUTIVO
El presente manual de Mejores Técnicas Disponibles (MTD) para el sector packing frutícola de la Región del Maule, es una herramienta de consulta que reúne y sistematiza la información disponible a nivel nacional e internacional, con respecto al uso de nuevas técnicas que apunten a disminuir el impacto ambiental causado por la actividad productiva y al mismo tiempo, permitan aumentar la competitividad de las empresas, optimizando el uso de recursos y mejorando la gestión de los procesos.
Las técnicas que se proponen en este manual se enfocan en cinco áreas
consideradas relevantes dentro de los procesos de packing, en las cuales se presentan brechas significativas que deben ser abordadas. Estas áreas son: uso eficiente de la energía en los procesos, higiene e inocuidad alimentaria, seguridad y salud ocupacional y técnicas en el manejo de residuos. Además, se analiza cómo el uso de estas MTD influye en la Huella de Carbono de los productos frutícolas.
Para el desarrollo del presente manual, se llevó a cabo una recopilación de
información relevante del sector packing frutícola, con énfasis en la Región del Maule. Esta recopilación incluyó antecedentes generales del sector y aquellos específicos a las cinco áreas de interés planteadas.
Dentro de los antecedentes generales del sector packing frutícola, se presenta
información acerca de la distribución geográfica de las plantas de proceso y almacenamiento de fruta a nivel regional, el análisis de la evolución de las exportaciones de las principales especies producidas y la capacidad de proceso y almacenaje disponible.
En cuanto al uso de energía, se presenta información referente a la evolución de
precios de las principales fuentes energéticas, antecedentes del consumo de energía por rama económica y se presentan los principales puntos de consumo dentro del proceso de packing e indicadores relevantes para su control.
En lo relativo a inocuidad alimentaria, se presentan antecedentes de las políticas de
inocuidad alimentarias existentes en el sector frutícola y los distintos sistemas de aseguramiento de calidad que se aplican, además de cuáles son las principales preocupaciones del sector en este ámbito y aquellos puntos considerados críticos dentro de los procesos de packing.
Los antecedentes relacionados a seguridad y salud ocupacional, incluyen la
presentación de indicadores relevantes para el sector, las principales causas de accidentes, los principales riesgos laborales y un análisis con respecto al rol de las mutuales. Asimismo, en lo referente a la generación de residuos y manejo medioambiental, se presentan antecedentes acerca de la generación de residuos industriales sólidos (RISES) y líquidos (RILES), residuos peligrosos (RESPEL) y emisiones.
La importancia de contar con un marco normativo claro y de aumentar el grado de
conocimiento y aplicación de éste por parte de las empresas, es motivo suficiente para que este manual dedique uno de sus capítulos en presentar un consolidado de la normativa aplicable para el sector packing frutícola. Se presentan antecedentes generales
18
y particulares relativas a higiene e inocuidad alimentaria, aspectos ambientales, normativa relativa a la salud y seguridad de las personas y aspectos relevantes a considerar por las empresas en relación al uso de energía, con énfasis en la electricidad.
La búsqueda de las Mejores Técnicas Disponibles (MTD), debe incluir
necesariamente la exploración en otros países, la cual debe ser orientada en dos sentidos. Primero, para conocer a los clientes en relación a sus requerimientos, tanto los actuales, como aquellos que se vislumbran como exigibles en el mediano plazo. En segundo término, para explorar aquellas técnicas ocupadas en otros países, que han resultado efectivas para abordar las brechas presentes en el uso eficiente de la energía, inocuidad alimentaria, salud y seguridad ocupacional y gestión ambiental. En el Capítulo 5 del presente manual, se presentará la experiencia internacional en la materia, abordando tanto los requerimientos de los principales mercados de destino para la fruta chilena, como las principales soluciones tecnológicas presentadas a nivel internacional que den respuesta a estas mayores exigencias.
Para la elaboración del presente manual, se realizó un levantamiento de información
en terreno, considerando una muestra de 36 empresas, segmentadas por tamaño y ubicación geográfica, que incorporen dentro de sus procesos el embalaje y almacenamiento de fruta en frio. Esto permitió contar con una acabada descripción de los procesos y técnicas utilizadas en packing frutícolas de la Región del Maule y a determinar cómo se están abordando en la práctica, aspectos relativos a higiene e inocuidad alimentaria, salud y seguridad ocupacional, uso eficiente de la energía, manejo de residuos y cómo se relacionan estás practicas con la Huella de Carbono de los productos.
La información recopilada en terreno, permitió determinar los niveles actuales de
consumo energético y emisiones, detectar brechas tecnológicas dentro del sector y visualizar aquellas técnicas disponibles usadas actualmente a nivel local que permitan abordarlas. Asimismo, se lograron identificar técnicas que ya no son aplicadas en el sector, denominadas “obsoletas” y técnicas que han comenzado a llamar la atención del sector, pero que aún son de difícil acceso.
Con toda la información recopilada, tanto por prospección de fuentes secundarias,
como por el levantamiento en terreno efectuado, se identificaron 60 técnicas candidatas a MTD. Para determinar su condición de Mejor Técnica Disponible se aplicó una metodología de selección utilizando los conceptos presentes en el la Ley IPPC (Integrated Pollution Prevention and Control), identificándose 44 MTD.
También se evaluó el impacto generado por cada una de estas técnicas sobre 5
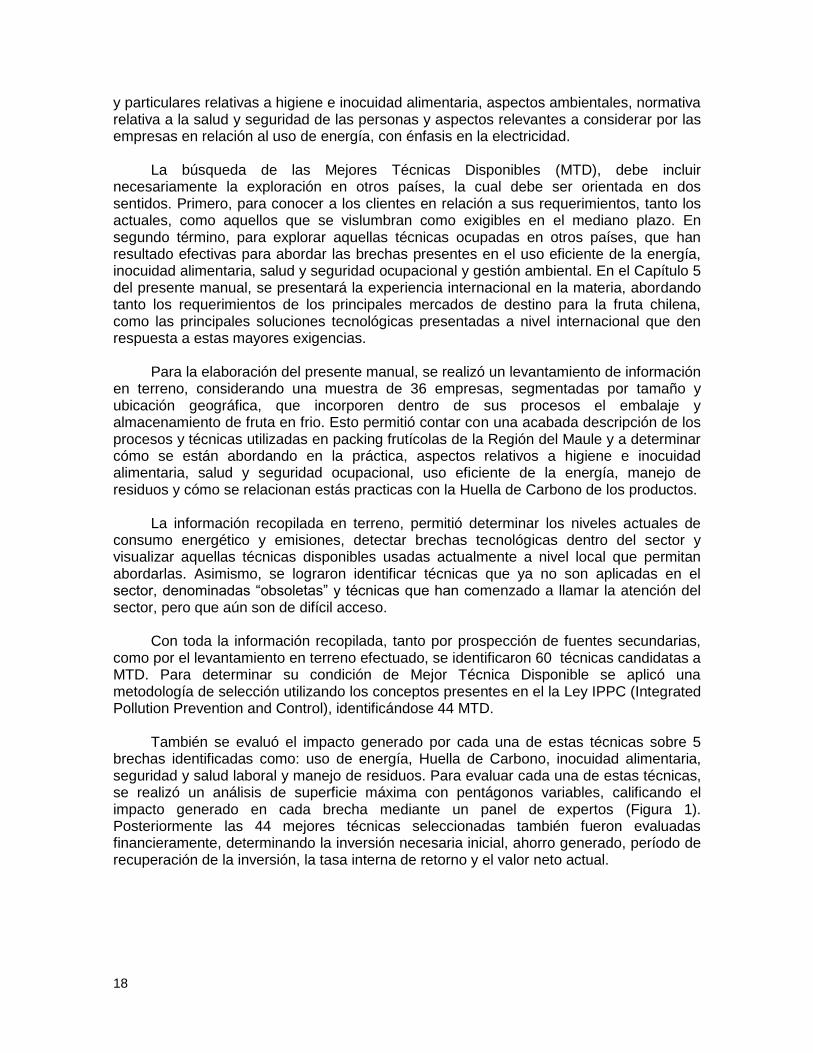
brechas identificadas como: uso de energía, Huella de Carbono, inocuidad alimentaria, seguridad y salud laboral y manejo de residuos. Para evaluar cada una de estas técnicas, se realizó un análisis de superficie máxima con pentágonos variables, calificando el impacto generado en cada brecha mediante un panel de expertos (Figura 1). Posteriormente las 44 mejores técnicas seleccionadas también fueron evaluadas financieramente, determinando la inversión necesaria inicial, ahorro generado, período de recuperación de la inversión, la tasa interna de retorno y el valor neto actual.
19
Figura 1. Modelo IQC de evaluación de MTD. Sólo las técnicas seleccionadas que obtuvieron indicadores financieros positivos,
correspondientes a 39 MTD, fueron presentadas a través de fichas técnicas, indicando sus principales características, el impacto en las brechas anteriormente mencionadas y sus indicadores financieros. Las 5 técnicas restantes quedaron como opciones viables a implementar, dependiendo de un cambio significativo de los supuestos económicos utilizados.
Una correcta aplicación de las MTD presentadas debe estar alineada con los
requerimientos mínimos exigidos para el funcionamiento de un packing frutícola. Estos marcan el punto de partida desde el cual una empresa debiera analizar la necesidad de implementar una MTD. Además, su aplicación debe ir acompañada de un adecuado sistema de control y medición de las emisiones y residuos generados.
Con el objetivo de destacar y agrupar las MTD que apuntan hacia la solución de una
misma brecha, se desarrollarán 2 Guías, enfocadas a las principales necesidades detectadas en el sector: Soluciones en Eficiencia Energética y Uso eficiente del agua. En estas guías se especificarán los montos de inversión y de operación, además de aspectos técnicos relevantes para la su implementación.
El presente manual queda a disposición de las empresas frutícolas nacionales que tengan entre sus objetivos mejorar sus procesos productivos, presentando los antecedentes necesarios para la incorporación de Mejores Técnicas Disponibles, que permitan un desarrollo sostenible en el largo plazo.

20
21
CAPÍTULO 3: INFORMACIÓN GENERAL SOBRE EL SECTOR DE PACKING 3.1 Distribución geográfica y superficie frutícola
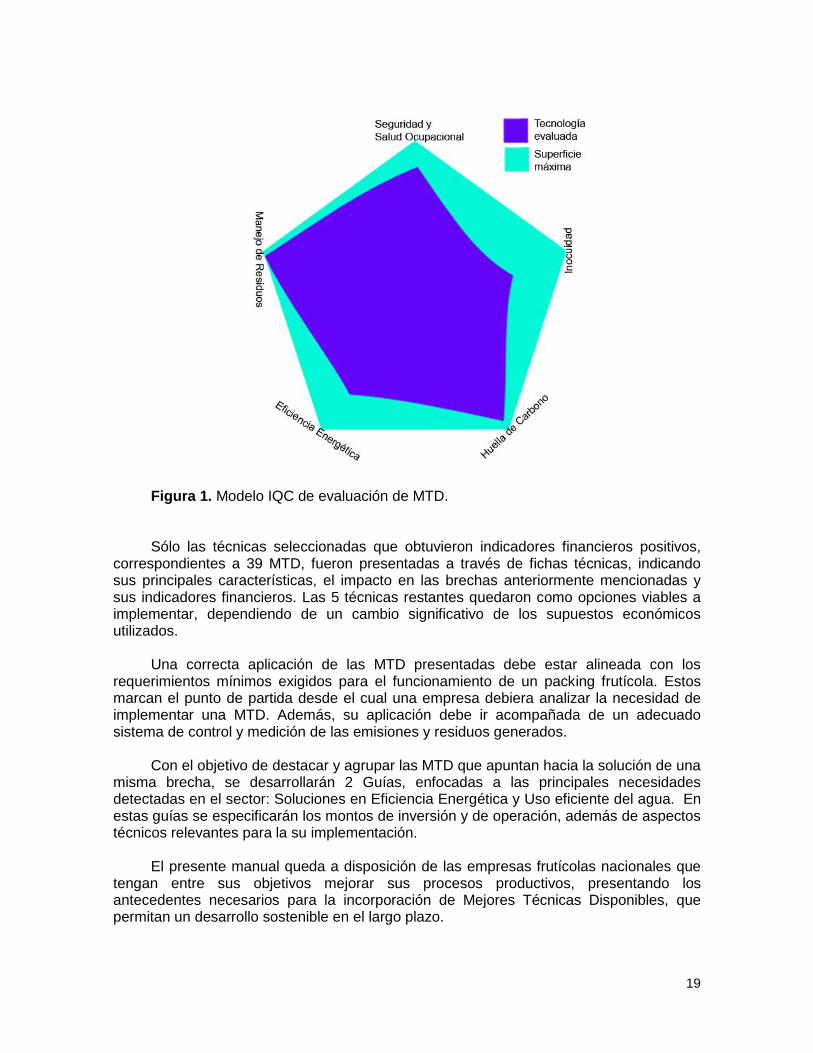
La Región del Maule tiene una superficie de 30.296,1 km2, representando el 4% de la superficie de Chile continental e insular. Esta superficie se distribuye entre los paralelos 34° 41’ y 36° 33’ de latitud Sur, 70° 20’ de longitud Oeste y el Océano Pacífico. Su organización administrativa está conformada por cuatro provincias: Curicó, Talca, Linares y Cauquenes; y 30 comunas ubicadas en la zona central del país (Figura 2).
Provincia Capital Comunas
Talca Talca (1) Constitución (2) Curepto (3) Empedrado
(4) Maule (5) Pencahue (6) San Clemente
(27) Talca (28) Pelarco (29) Río Claro
(30) San Rafael
Cauquenes Cauquenes (7) Cauquenes (8) Chanco (9) Pelluhue
Curicó Curicó (10) Curicó (11) Hualañé (12) Licantén
(13) Molina (14) Rauco (15) Romeral
(16) Sagrada Familia
(17) Teno (18) Vichuquén
Linares Linares (19) Linares (20) Colbún (21) Longaví
(22) Parral (23) Retiro (24) San Javier
(25) Villa Alegre (26)Yerbas Buenas
Fuente: Elaborado por IQC con información de CIREN, 2007.
Figura 2. División político administrativa Región del Maule.
22
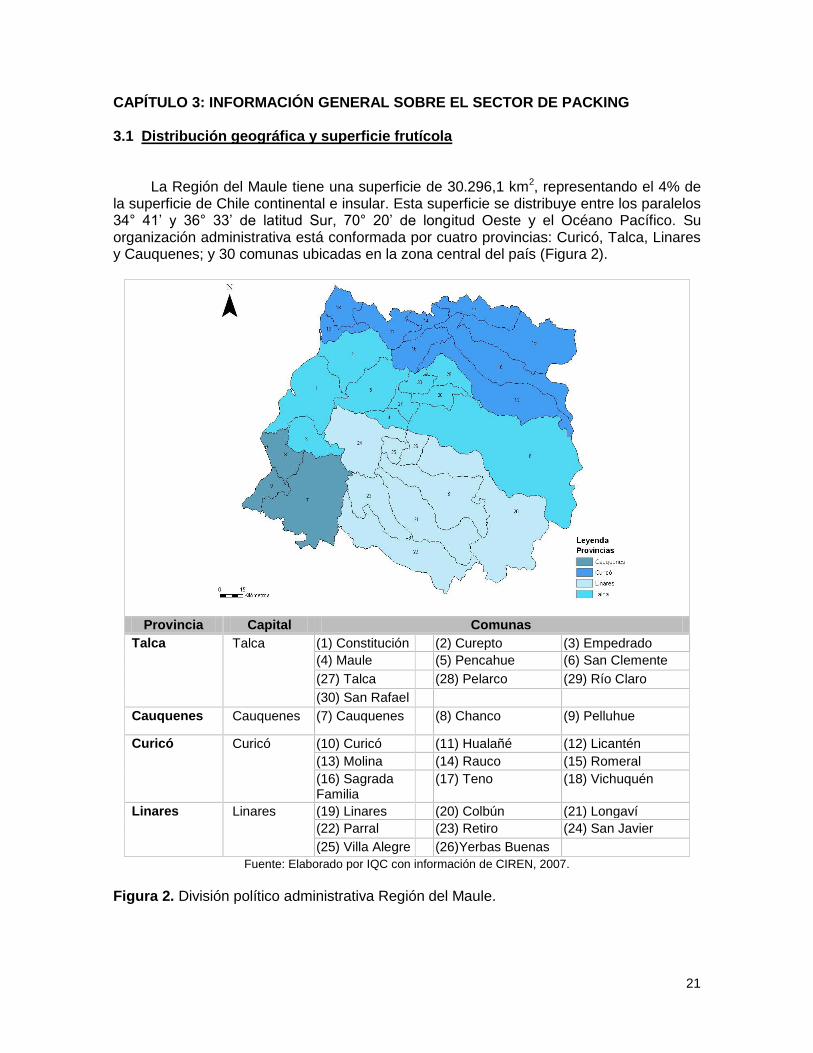
La industria frigorífica, dedicada a la prestación de servicios de almacenajes en frío, proceso de alimentos congelados, envasados, fraccionamientos, entre otros, se encuentra distribuida a lo largo de toda la región, concentrándose fuertemente en la provincia de Curicó. La Figura 3 muestra agrupaciones por tipo de cámara, sean estas de atmósfera controlada (4), atmósfera controlada y frío (24), atmosfera controlada y prefrío (2), frío (106), frío y prefrío (27) y prefrío (3).
Fuente: Elaborado por IQC con información de CIREN, 2007.
Figura 3. Distribución de cámaras de frío según tipo, Región del Maule.
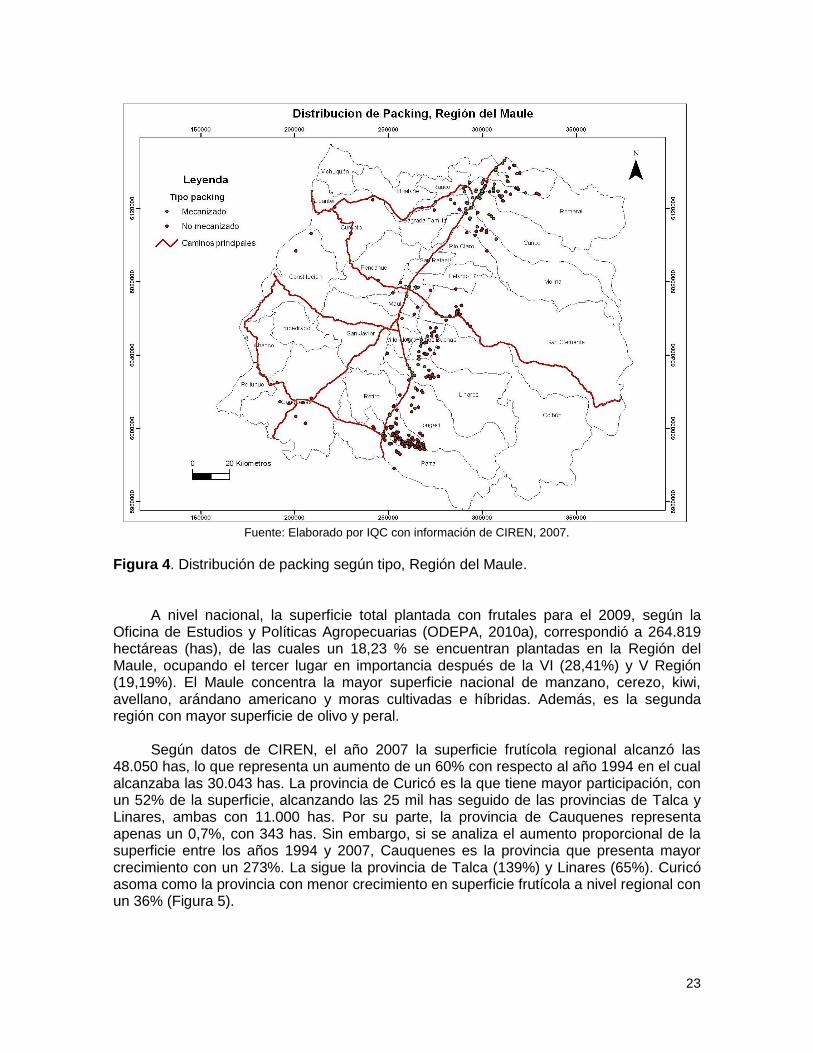
Con respecto a los packing frutícolas, según la clasificación del Centro de Información de Recursos Naturales (CIREN), se pueden agrupar en dos tipos, mecanizados y no mecanizados. En la Figura 4 se aprecia claramente que los packing no mecanizados se concentran en la provincia de Linares, correspondiendo principalmente a instalaciones de tamaño menor relacionadas al rubro berries. Por su parte, en la provincia de Curicó se encuentra la mayor proporción de packing mecanizados, en los cuales se procesa prácticamente la totalidad de frutales mayores y una proporción importante de berries.
23
Fuente: Elaborado por IQC con información de CIREN, 2007.
Figura 4. Distribución de packing según tipo, Región del Maule.
A nivel nacional, la superficie total plantada con frutales para el 2009, según la Oficina de Estudios y Políticas Agropecuarias (ODEPA, 2010a), correspondió a 264.819 hectáreas (has), de las cuales un 18,23 % se encuentran plantadas en la Región del Maule, ocupando el tercer lugar en importancia después de la VI (28,41%) y V Región (19,19%). El Maule concentra la mayor superficie nacional de manzano, cerezo, kiwi, avellano, arándano americano y moras cultivadas e híbridas. Además, es la segunda región con mayor superficie de olivo y peral.
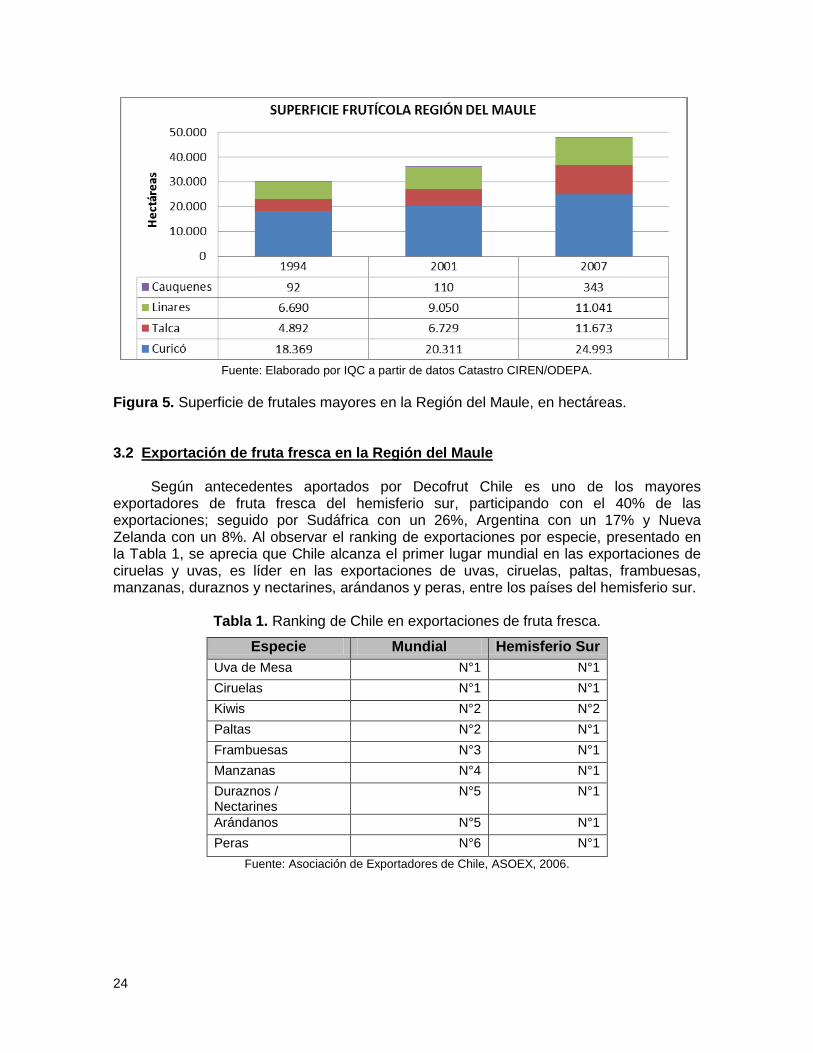
Según datos de CIREN, el año 2007 la superficie frutícola regional alcanzó las
48.050 has, lo que representa un aumento de un 60% con respecto al año 1994 en el cual alcanzaba las 30.043 has. La provincia de Curicó es la que tiene mayor participación, con un 52% de la superficie, alcanzando las 25 mil has seguido de las provincias de Talca y Linares, ambas con 11.000 has. Por su parte, la provincia de Cauquenes representa apenas un 0,7%, con 343 has. Sin embargo, si se analiza el aumento proporcional de la superficie entre los años 1994 y 2007, Cauquenes es la provincia que presenta mayor crecimiento con un 273%. La sigue la provincia de Talca (139%) y Linares (65%). Curicó asoma como la provincia con menor crecimiento en superficie frutícola a nivel regional con un 36% (Figura 5).
24
Fuente: Elaborado por IQC a partir de datos Catastro CIREN/ODEPA.
Figura 5. Superficie de frutales mayores en la Región del Maule, en hectáreas. 3.2 Exportación de fruta fresca en la Región del Maule
Según antecedentes aportados por Decofrut Chile es uno de los mayores exportadores de fruta fresca del hemisferio sur, participando con el 40% de las exportaciones; seguido por Sudáfrica con un 26%, Argentina con un 17% y Nueva Zelanda con un 8%. Al observar el ranking de exportaciones por especie, presentado en la Tabla 1, se aprecia que Chile alcanza el primer lugar mundial en las exportaciones de ciruelas y uvas, es líder en las exportaciones de uvas, ciruelas, paltas, frambuesas, manzanas, duraznos y nectarines, arándanos y peras, entre los países del hemisferio sur.
Tabla 1. Ranking de Chile en exportaciones de fruta fresca.
Especie Mundial Hemisferio Sur
Uva de Mesa N°1 N°1
Ciruelas N°1 N°1
Kiwis N°2 N°2
Paltas N°2 N°1
Frambuesas N°3 N°1
Manzanas N°4 N°1
Duraznos / Nectarines
N°5 N°1
Arándanos N°5 N°1
Peras N°6 N°1
Fuente: Asociación de Exportadores de Chile, ASOEX, 2006.
25
El sector frutícola de la Región del Maule es uno de los más desarrollados a nivel
nacional, bordeando las 55.000 toneladas exportadas al año, lo cual representa casi un 25% del volumen total exportado (18% en el caso de frutales mayores y 30% de frutales menores).
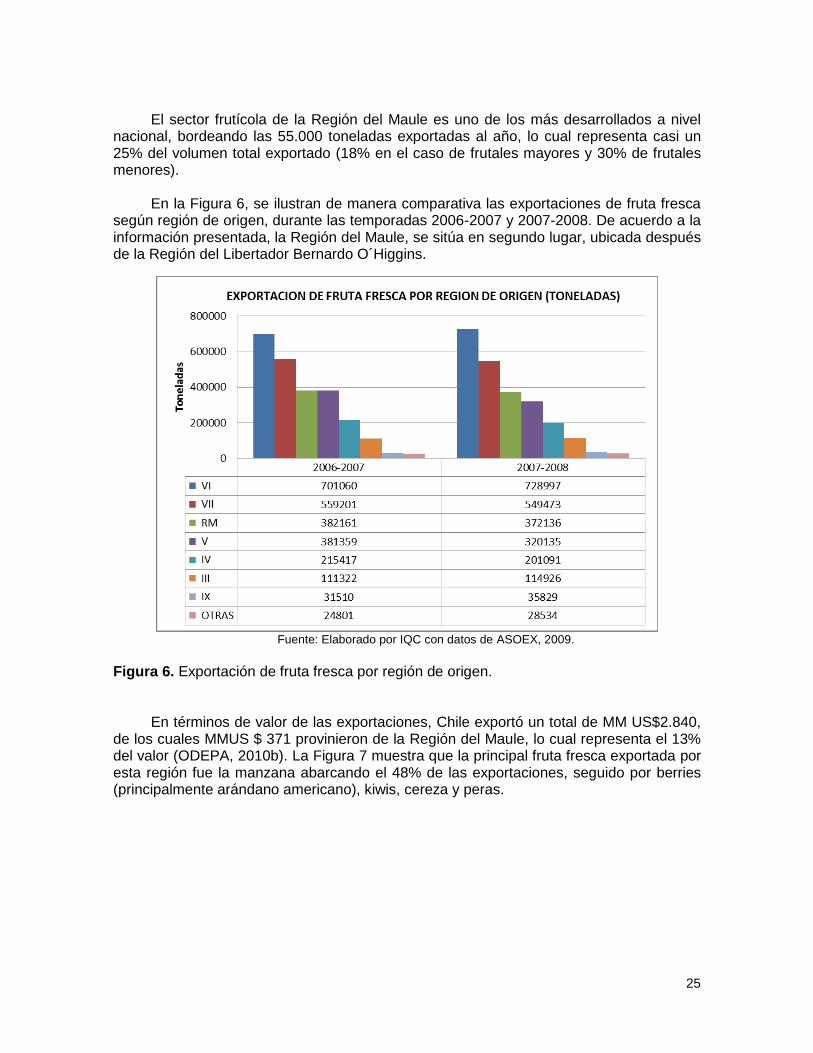
En la Figura 6, se ilustran de manera comparativa las exportaciones de fruta fresca
según región de origen, durante las temporadas 2006-2007 y 2007-2008. De acuerdo a la información presentada, la Región del Maule, se sitúa en segundo lugar, ubicada después de la Región del Libertador Bernardo O´Higgins.
Fuente: Elaborado por IQC con datos de ASOEX, 2009.
Figura 6. Exportación de fruta fresca por región de origen.
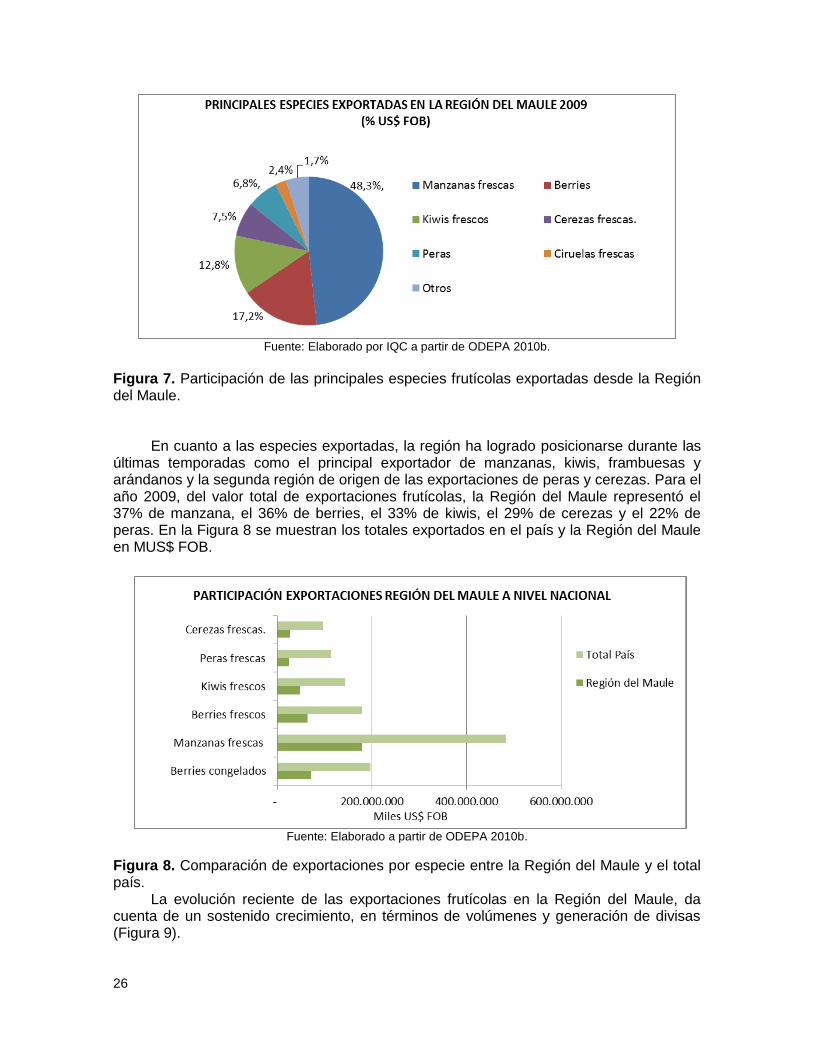
En términos de valor de las exportaciones, Chile exportó un total de MM US$2.840, de los cuales MMUS $ 371 provinieron de la Región del Maule, lo cual representa el 13% del valor (ODEPA, 2010b). La Figura 7 muestra que la principal fruta fresca exportada por esta región fue la manzana abarcando el 48% de las exportaciones, seguido por berries (principalmente arándano americano), kiwis, cereza y peras.
26
Fuente: Elaborado por IQC a partir de ODEPA 2010b.
Figura 7. Participación de las principales especies frutícolas exportadas desde la Región del Maule.
En cuanto a las especies exportadas, la región ha logrado posicionarse durante las últimas temporadas como el principal exportador de manzanas, kiwis, frambuesas y arándanos y la segunda región de origen de las exportaciones de peras y cerezas. Para el año 2009, del valor total de exportaciones frutícolas, la Región del Maule representó el 37% de manzana, el 36% de berries, el 33% de kiwis, el 29% de cerezas y el 22% de peras. En la Figura 8 se muestran los totales exportados en el país y la Región del Maule en MUS$ FOB.
Fuente: Elaborado a partir de ODEPA 2010b.
Figura 8. Comparación de exportaciones por especie entre la Región del Maule y el total país.
La evolución reciente de las exportaciones frutícolas en la Región del Maule, da cuenta de un sostenido crecimiento, en términos de volúmenes y generación de divisas (Figura 9).
27
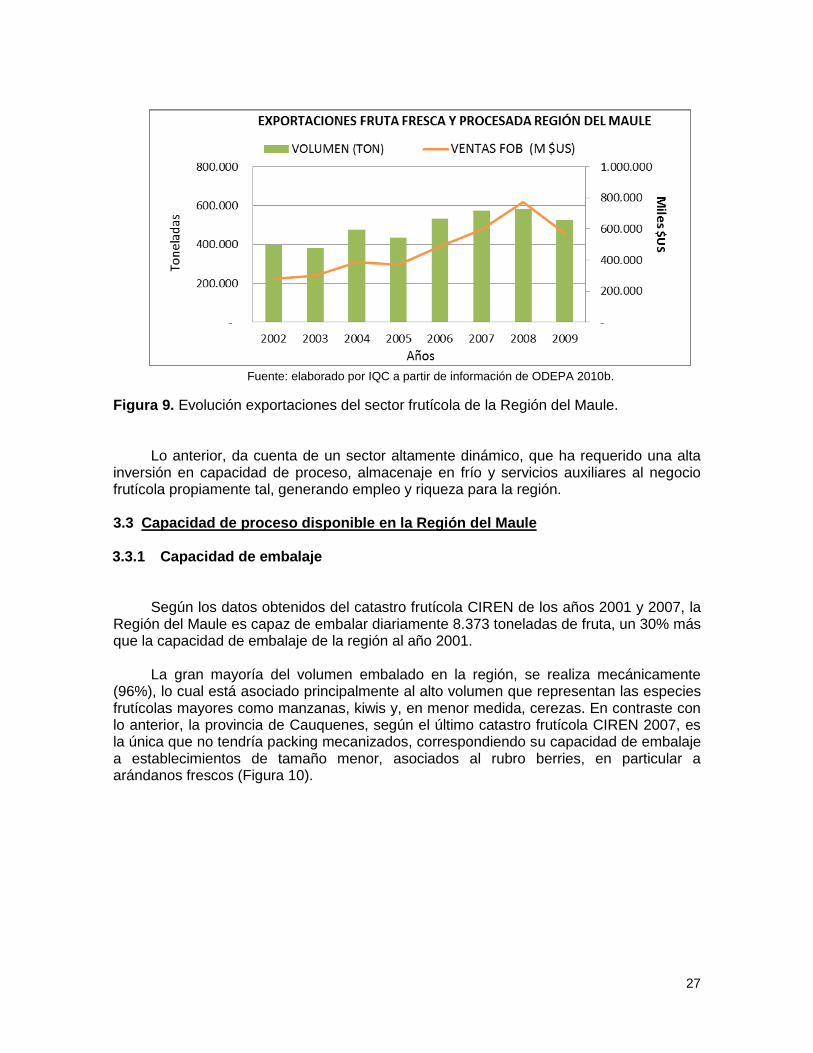
Fuente: elaborado por IQC a partir de información de ODEPA 2010b.
Figura 9. Evolución exportaciones del sector frutícola de la Región del Maule. Lo anterior, da cuenta de un sector altamente dinámico, que ha requerido una alta
inversión en capacidad de proceso, almacenaje en frío y servicios auxiliares al negocio frutícola propiamente tal, generando empleo y riqueza para la región.
3.3 Capacidad de proceso disponible en la Región del Maule 3.3.1 Capacidad de embalaje
Según los datos obtenidos del catastro frutícola CIREN de los años 2001 y 2007, la Región del Maule es capaz de embalar diariamente 8.373 toneladas de fruta, un 30% más que la capacidad de embalaje de la región al año 2001.
La gran mayoría del volumen embalado en la región, se realiza mecánicamente
(96%), lo cual está asociado principalmente al alto volumen que representan las especies frutícolas mayores como manzanas, kiwis y, en menor medida, cerezas. En contraste con lo anterior, la provincia de Cauquenes, según el último catastro frutícola CIREN 2007, es la única que no tendría packing mecanizados, correspondiendo su capacidad de embalaje a establecimientos de tamaño menor, asociados al rubro berries, en particular a arándanos frescos (Figura 10).
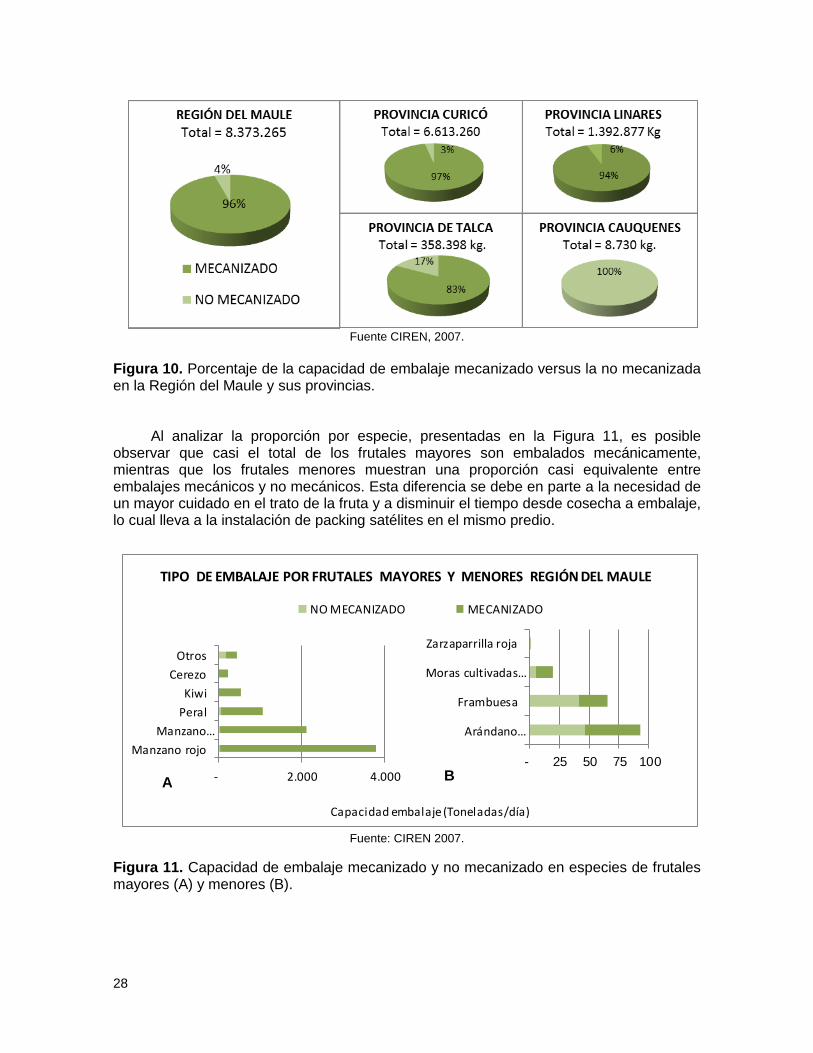
28
Fuente CIREN, 2007.
Figura 10. Porcentaje de la capacidad de embalaje mecanizado versus la no mecanizada en la Región del Maule y sus provincias.
Al analizar la proporción por especie, presentadas en la Figura 11, es posible observar que casi el total de los frutales mayores son embalados mecánicamente, mientras que los frutales menores muestran una proporción casi equivalente entre embalajes mecánicos y no mecánicos. Esta diferencia se debe en parte a la necesidad de un mayor cuidado en el trato de la fruta y a disminuir el tiempo desde cosecha a embalaje, lo cual lleva a la instalación de packing satélites en el mismo predio.
Fuente: CIREN 2007.
Figura 11. Capacidad de embalaje mecanizado y no mecanizado en especies de frutales mayores (A) y menores (B).
A B
- 2.000 4.000
Manzano rojo
Manzano…
Peral
Kiwi
Cerezo
Otros
Capacidad embalaje (Toneladas/día)
NO MECANIZADO MECANIZADO
TIPO DE EMBALAJE POR FRUTALES MAYORES Y MENORES REGIÓN DEL MAULE
- 25 50 75 100
Arándano…
Frambuesa
Moras cultivadas…
Zarzaparrilla roja
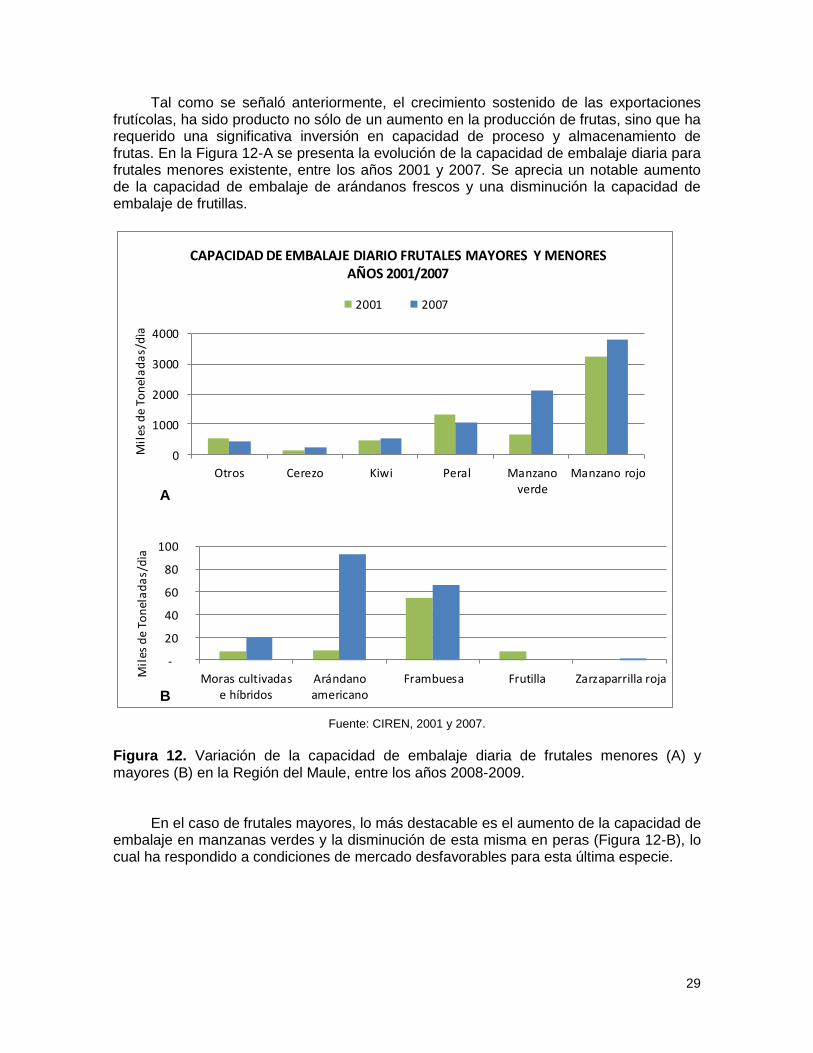
29
Tal como se señaló anteriormente, el crecimiento sostenido de las exportaciones frutícolas, ha sido producto no sólo de un aumento en la producción de frutas, sino que ha requerido una significativa inversión en capacidad de proceso y almacenamiento de frutas. En la Figura 12-A se presenta la evolución de la capacidad de embalaje diaria para frutales menores existente, entre los años 2001 y 2007. Se aprecia un notable aumento de la capacidad de embalaje de arándanos frescos y una disminución la capacidad de embalaje de frutillas.
Fuente: CIREN, 2001 y 2007.
Figura 12. Variación de la capacidad de embalaje diaria de frutales menores (A) y mayores (B) en la Región del Maule, entre los años 2008-2009.
En el caso de frutales mayores, lo más destacable es el aumento de la capacidad de embalaje en manzanas verdes y la disminución de esta misma en peras (Figura 12-B), lo cual ha respondido a condiciones de mercado desfavorables para esta última especie.
-
20
40
60
80
100
Moras cultivadase híbridos
Arándanoamericano
Frambuesa Frutilla Zarzaparrilla rojaMil
es d
e To
nel
ad
as/
dìa
A
B
0
1000
2000
3000
4000
Otros Cerezo Kiwi Peral Manzanoverde
Manzano rojo
Mil
es d
e To
nel
ad
as/
dìa
2001 2007
CAPACIDAD DE EMBALAJE DIARIO FRUTALES MAYORES Y MENORES AÑOS 2001/2007
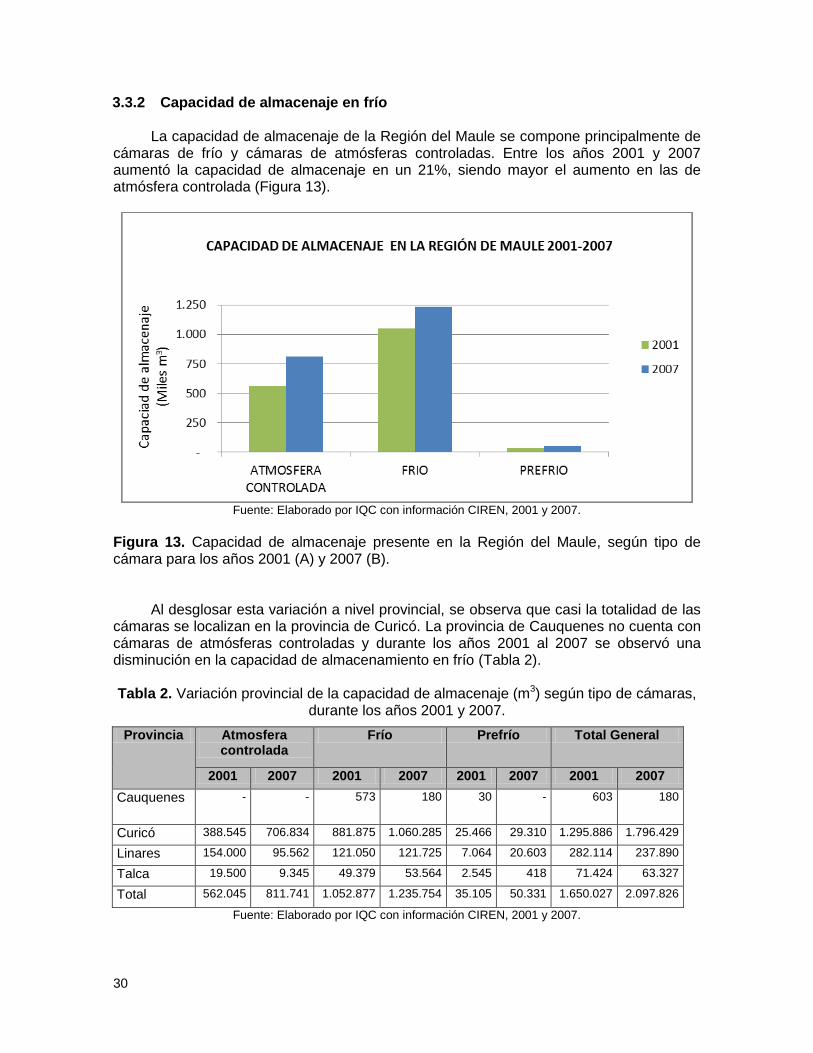
30
3.3.2 Capacidad de almacenaje en frío
La capacidad de almacenaje de la Región del Maule se compone principalmente de cámaras de frío y cámaras de atmósferas controladas. Entre los años 2001 y 2007 aumentó la capacidad de almacenaje en un 21%, siendo mayor el aumento en las de atmósfera controlada (Figura 13).
Fuente: Elaborado por IQC con información CIREN, 2001 y 2007.
Figura 13. Capacidad de almacenaje presente en la Región del Maule, según tipo de cámara para los años 2001 (A) y 2007 (B).
Al desglosar esta variación a nivel provincial, se observa que casi la totalidad de las cámaras se localizan en la provincia de Curicó. La provincia de Cauquenes no cuenta con cámaras de atmósferas controladas y durante los años 2001 al 2007 se observó una disminución en la capacidad de almacenamiento en frío (Tabla 2).
Tabla 2. Variación provincial de la capacidad de almacenaje (m3) según tipo de cámaras,
durante los años 2001 y 2007.
Provincia Atmosfera controlada
Frío Prefrío Total General
2001 2007 2001 2007 2001 2007 2001 2007
Cauquenes - - 573 180 30 - 603 180
Curicó 388.545 706.834 881.875 1.060.285 25.466 29.310 1.295.886 1.796.429
Linares 154.000 95.562 121.050 121.725 7.064 20.603 282.114 237.890
Talca 19.500 9.345 49.379 53.564 2.545 418 71.424 63.327
Total 562.045 811.741 1.052.877 1.235.754 35.105 50.331 1.650.027 2.097.826
Fuente: Elaborado por IQC con información CIREN, 2001 y 2007.
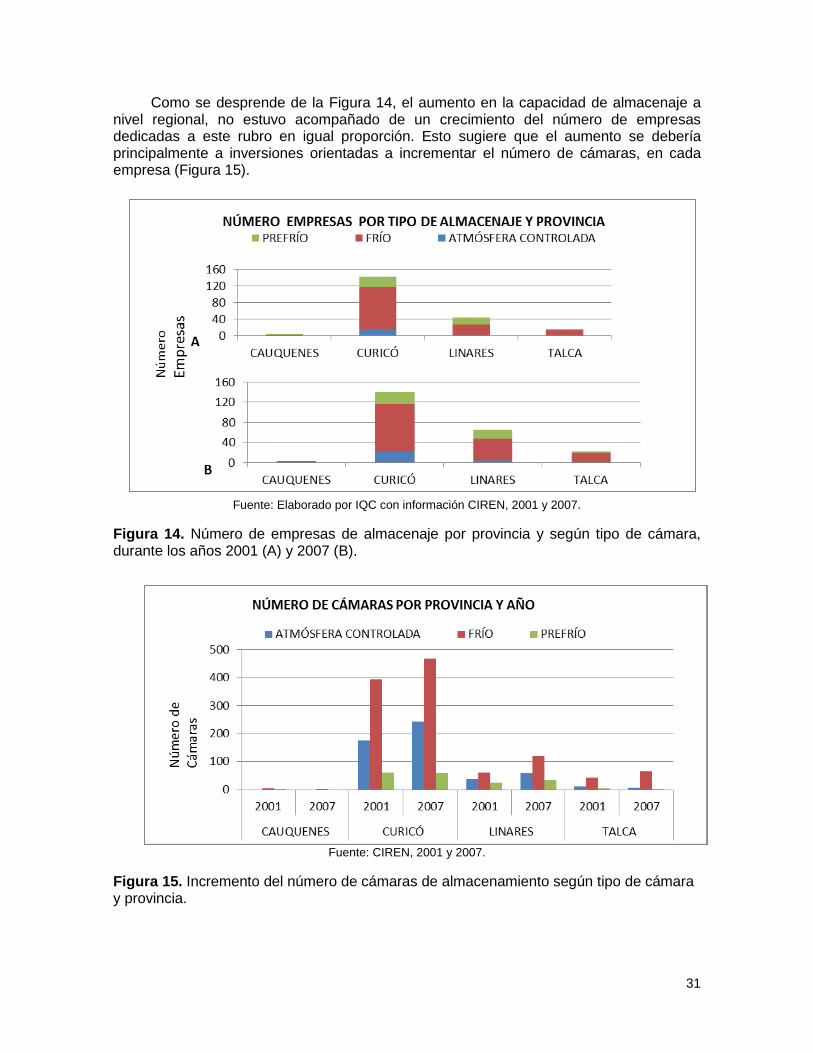
31
Como se desprende de la Figura 14, el aumento en la capacidad de almacenaje a nivel regional, no estuvo acompañado de un crecimiento del número de empresas dedicadas a este rubro en igual proporción. Esto sugiere que el aumento se debería principalmente a inversiones orientadas a incrementar el número de cámaras, en cada empresa (Figura 15).
Fuente: Elaborado por IQC con información CIREN, 2001 y 2007.
Figura 14. Número de empresas de almacenaje por provincia y según tipo de cámara, durante los años 2001 (A) y 2007 (B).
Fuente: CIREN, 2001 y 2007.
Figura 15. Incremento del número de cámaras de almacenamiento según tipo de cámara y provincia.
32
3.4 Uso de energía en el sector frutícola
El crecimiento sostenido de la capacidad de proceso y almacenamiento en frío de fruta, ha venido acompañado de un aumento de la demanda por energía por parte del sector frutícola. A esto se suma la creciente incorporación de superficie a sistemas de riego tecnificado. Un estudio realizado por la Asociación de Exportadores de Chile el año 2008, denominado “Estrategia sectorial y benchmarking energético para la industria exportadora de fruta” determinó que es la energía eléctrica la principal fuente energética para estas instalaciones, siendo el 80% del consumo eléctrico asignable a frigoríficos y prefríos. Este mismo estudio concluye que puede asignarse un costo que oscila entre $0,8 y $3,56 por caja de fruta, dependiendo de la Región. Por otra parte, el uso de energía tiene implicancias ambientales, que dependiendo de las fuentes energéticas utilizadas, impactan la Huella de Carbono de un producto.
A lo anterior, se considera relevante presentar en este manual antecedentes acerca
del uso de la energía, principalmente eléctrica, identificar los principales puntos de consumo en un packing frutícola y presentar algunos indicadores que pueden ayudar a las empresas a llevar un mejor control de este ítem y hacer seguimiento de aquellas medidas implementadas conducentes a mejorar la eficiencia en el uso de la energía. 3.4.1 Situación actual del sector packing
Los bajos precios de los insumos energéticos, propiciado por el costo del gas natural (GN) proveniente de Argentina, permitían mantener a las empresas de packing un gasto anual en energía en niveles inferiores al 3% del costo total de producción (Programa País Eficiencia Energética, 2008). En consecuencia, las estrategias de manejo de costos en muchos casos no se focalizaban en la administración de los recursos energéticos.
Este escenario cambió abruptamente a partir del año 2006, con anuncios de
continuas alzas en el precio de la energía eléctrica, sumado a alzas en el precio del diesel industrial, insumo necesario para generar electricidad en horario punta; y el incremento constante en el precio del gas licuado. Este aumento en los precios de los insumos energéticos, llevó al gasto en combustibles y energía eléctrica hasta niveles no registrados con anterioridad en el sector frutícola. Es así como durante el año 2008 llega a representar desde un 12% a 20% del costo total de producción.
Este nuevo escenario, ha obligado a las empresas a tomar acciones de restricción
en el consumo de energía, comenzando por medidas conductuales, denominadas “enciende y apaga la luz”, hasta aquellas que implicaban desarrollar planes de inversión, muchas veces difíciles de evaluar por su alta complejidad técnica. En este contexto aparece el instrumento CORFO denominado “Estudios de Pre-Inversión en Eficiencia Energética (PIEE), destinado a brindar apoyo a las empresas, para el desarrollo de estrategias de inversiones, destinadas a disminuir el consumo específico de energía, por unidad de producto.
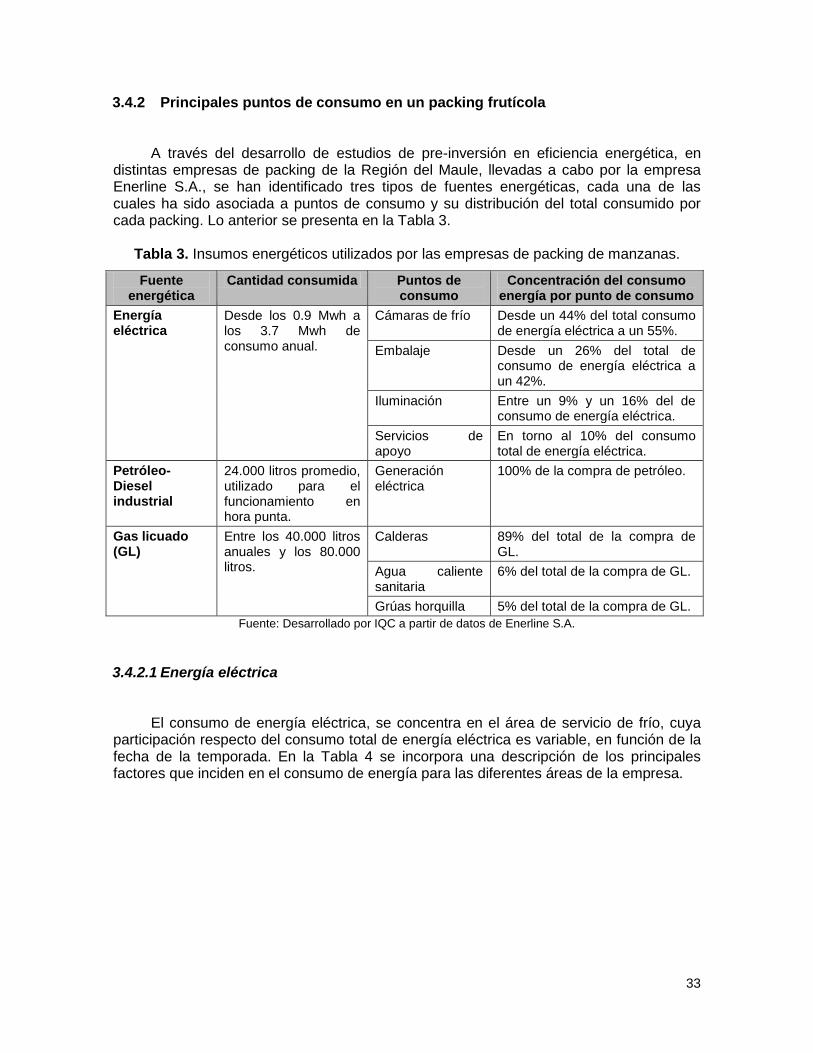
33
3.4.2 Principales puntos de consumo en un packing frutícola
A través del desarrollo de estudios de pre-inversión en eficiencia energética, en distintas empresas de packing de la Región del Maule, llevadas a cabo por la empresa Enerline S.A., se han identificado tres tipos de fuentes energéticas, cada una de las cuales ha sido asociada a puntos de consumo y su distribución del total consumido por cada packing. Lo anterior se presenta en la Tabla 3.
Tabla 3. Insumos energéticos utilizados por las empresas de packing de manzanas.
Fuente energética
Cantidad consumida Puntos de consumo
Concentración del consumo energía por punto de consumo
Energía eléctrica
Desde los 0.9 Mwh a los 3.7 Mwh de consumo anual.
Cámaras de frío Desde un 44% del total consumo de energía eléctrica a un 55%.
Embalaje Desde un 26% del total de consumo de energía eléctrica a un 42%.
Iluminación Entre un 9% y un 16% del de consumo de energía eléctrica.
Servicios de apoyo
En torno al 10% del consumo total de energía eléctrica.
Petróleo-Diesel industrial
24.000 litros promedio, utilizado para el funcionamiento en hora punta.
Generación eléctrica
100% de la compra de petróleo.
Gas licuado (GL)
Entre los 40.000 litros anuales y los 80.000 litros.
Calderas 89% del total de la compra de GL.
Agua caliente sanitaria
6% del total de la compra de GL.
Grúas horquilla 5% del total de la compra de GL.
Fuente: Desarrollado por IQC a partir de datos de Enerline S.A.
3.4.2.1 Energía eléctrica
El consumo de energía eléctrica, se concentra en el área de servicio de frío, cuya participación respecto del consumo total de energía eléctrica es variable, en función de la fecha de la temporada. En la Tabla 4 se incorpora una descripción de los principales factores que inciden en el consumo de energía para las diferentes áreas de la empresa.
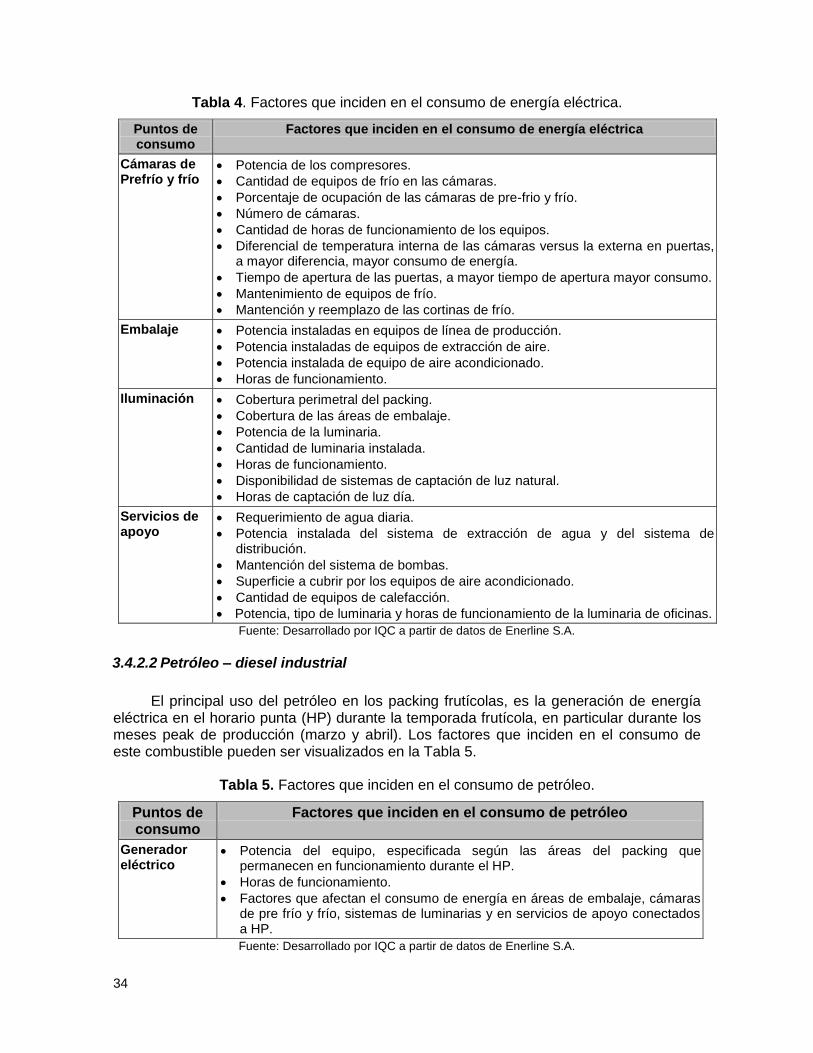
34
Tabla 4. Factores que inciden en el consumo de energía eléctrica.
Puntos de consumo
Factores que inciden en el consumo de energía eléctrica
Cámaras de Prefrío y frío
Potencia de los compresores.
Cantidad de equipos de frío en las cámaras.
Porcentaje de ocupación de las cámaras de pre-frio y frío.
Número de cámaras.
Cantidad de horas de funcionamiento de los equipos.
Diferencial de temperatura interna de las cámaras versus la externa en puertas, a mayor diferencia, mayor consumo de energía.
Tiempo de apertura de las puertas, a mayor tiempo de apertura mayor consumo.
Mantenimiento de equipos de frío.
Mantención y reemplazo de las cortinas de frío.
Embalaje Potencia instaladas en equipos de línea de producción.
Potencia instaladas de equipos de extracción de aire.
Potencia instalada de equipo de aire acondicionado.
Horas de funcionamiento.
Iluminación Cobertura perimetral del packing.
Cobertura de las áreas de embalaje.
Potencia de la luminaria.
Cantidad de luminaria instalada.
Horas de funcionamiento.
Disponibilidad de sistemas de captación de luz natural.
Horas de captación de luz día.
Servicios de apoyo
Requerimiento de agua diaria.
Potencia instalada del sistema de extracción de agua y del sistema de distribución.
Mantención del sistema de bombas.
Superficie a cubrir por los equipos de aire acondicionado.
Cantidad de equipos de calefacción.
Potencia, tipo de luminaria y horas de funcionamiento de la luminaria de oficinas.
Fuente: Desarrollado por IQC a partir de datos de Enerline S.A.
3.4.2.2 Petróleo – diesel industrial
El principal uso del petróleo en los packing frutícolas, es la generación de energía eléctrica en el horario punta (HP) durante la temporada frutícola, en particular durante los meses peak de producción (marzo y abril). Los factores que inciden en el consumo de este combustible pueden ser visualizados en la Tabla 5.
Tabla 5. Factores que inciden en el consumo de petróleo.
Puntos de consumo
Factores que inciden en el consumo de petróleo
Generador eléctrico
Potencia del equipo, especificada según las áreas del packing que permanecen en funcionamiento durante el HP.
Horas de funcionamiento.
Factores que afectan el consumo de energía en áreas de embalaje, cámaras de pre frío y frío, sistemas de luminarias y en servicios de apoyo conectados a HP.
Fuente: Desarrollado por IQC a partir de datos de Enerline S.A.
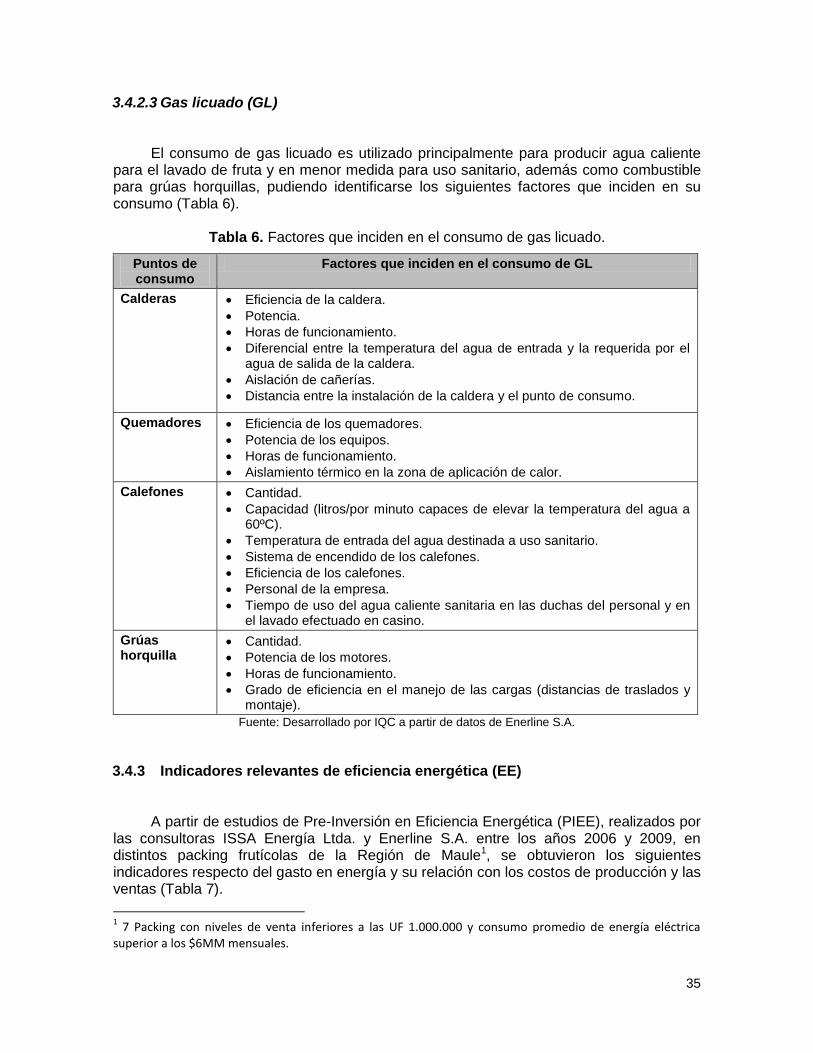
35
3.4.2.3 Gas licuado (GL)
El consumo de gas licuado es utilizado principalmente para producir agua caliente para el lavado de fruta y en menor medida para uso sanitario, además como combustible para grúas horquillas, pudiendo identificarse los siguientes factores que inciden en su consumo (Tabla 6).
Tabla 6. Factores que inciden en el consumo de gas licuado.
Puntos de consumo
Factores que inciden en el consumo de GL
Calderas Eficiencia de la caldera.
Potencia.
Horas de funcionamiento.
Diferencial entre la temperatura del agua de entrada y la requerida por el agua de salida de la caldera.
Aislación de cañerías.
Distancia entre la instalación de la caldera y el punto de consumo.
Quemadores Eficiencia de los quemadores.
Potencia de los equipos.
Horas de funcionamiento.
Aislamiento térmico en la zona de aplicación de calor.
Calefones Cantidad.
Capacidad (litros/por minuto capaces de elevar la temperatura del agua a 60ºC).
Temperatura de entrada del agua destinada a uso sanitario.
Sistema de encendido de los calefones.
Eficiencia de los calefones.
Personal de la empresa.
Tiempo de uso del agua caliente sanitaria en las duchas del personal y en el lavado efectuado en casino.
Grúas horquilla
Cantidad.
Potencia de los motores.
Horas de funcionamiento.
Grado de eficiencia en el manejo de las cargas (distancias de traslados y montaje).
Fuente: Desarrollado por IQC a partir de datos de Enerline S.A.
3.4.3 Indicadores relevantes de eficiencia energética (EE)
A partir de estudios de Pre-Inversión en Eficiencia Energética (PIEE), realizados por las consultoras ISSA Energía Ltda. y Enerline S.A. entre los años 2006 y 2009, en distintos packing frutícolas de la Región de Maule1, se obtuvieron los siguientes indicadores respecto del gasto en energía y su relación con los costos de producción y las ventas (Tabla 7).
1 7 Packing con niveles de venta inferiores a las UF 1.000.000 y consumo promedio de energía eléctrica
superior a los $6MM mensuales.
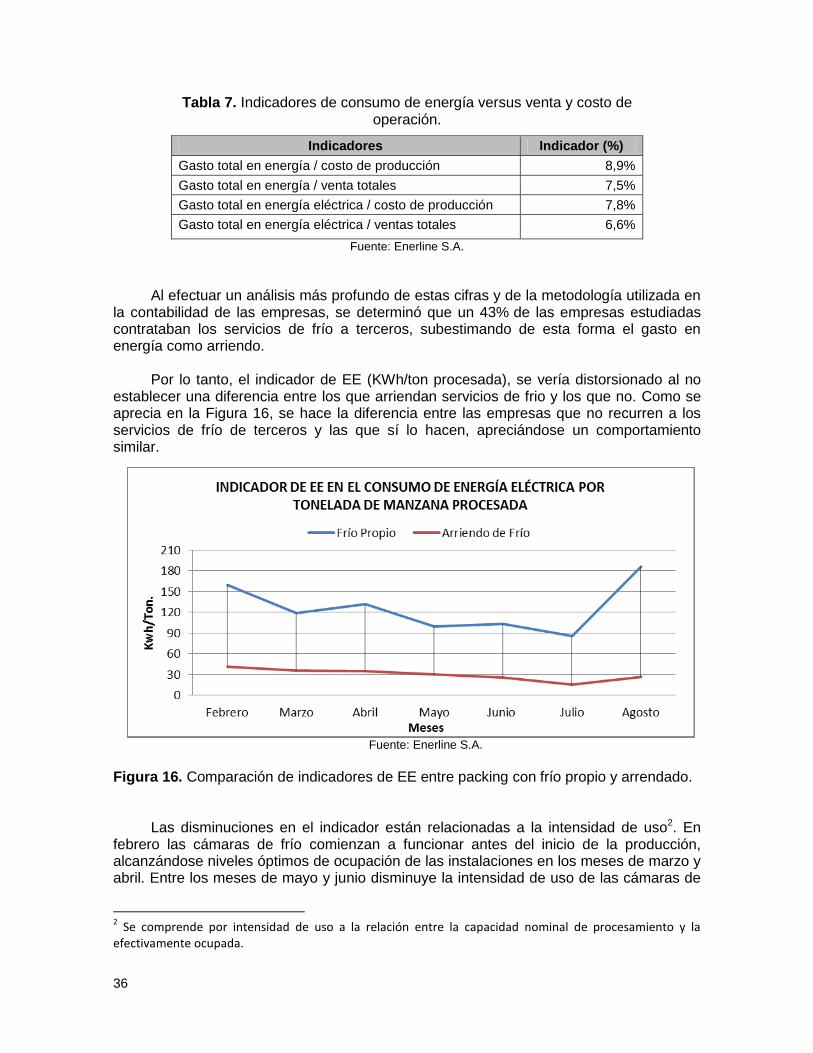
36
Tabla 7. Indicadores de consumo de energía versus venta y costo de operación.
Indicadores Indicador (%)
Gasto total en energía / costo de producción 8,9%
Gasto total en energía / venta totales 7,5%
Gasto total en energía eléctrica / costo de producción 7,8%
Gasto total en energía eléctrica / ventas totales 6,6%
Fuente: Enerline S.A.
Al efectuar un análisis más profundo de estas cifras y de la metodología utilizada en la contabilidad de las empresas, se determinó que un 43% de las empresas estudiadas contrataban los servicios de frío a terceros, subestimando de esta forma el gasto en energía como arriendo.
Por lo tanto, el indicador de EE (KWh/ton procesada), se vería distorsionado al no
establecer una diferencia entre los que arriendan servicios de frio y los que no. Como se aprecia en la Figura 16, se hace la diferencia entre las empresas que no recurren a los servicios de frío de terceros y las que sí lo hacen, apreciándose un comportamiento similar.
Fuente: Enerline S.A.
Figura 16. Comparación de indicadores de EE entre packing con frío propio y arrendado.
Las disminuciones en el indicador están relacionadas a la intensidad de uso2. En febrero las cámaras de frío comienzan a funcionar antes del inicio de la producción, alcanzándose niveles óptimos de ocupación de las instalaciones en los meses de marzo y abril. Entre los meses de mayo y junio disminuye la intensidad de uso de las cámaras de
2 Se comprende por intensidad de uso a la relación entre la capacidad nominal de procesamiento y la
efectivamente ocupada.
37
frío, bajando su participación relativa en el consumo total de energía eléctrica y casi igualándose al de las líneas de packing. En agosto el porcentaje de la ocupación de las instalaciones decrece por el fin de la temporada, pero las cámaras de frío siguen trabajando, en función de la conservación de la fruta almacenada en sus instalaciones. Esto último provoca aumentos del consumo de energía eléctrica en relación a la cantidad de fruta procesada. 3.5 Inocuidad alimentaria en la industria frutícola
En el mercado globalizado actual, es de vital importancia generar confianza entre proveedores y clientes, para lo cual se han generado una serie de estándares y normas mundiales que regulan el comercio entre distintos países.
La industria de alimentos y en especial el sector hortofrutícola, no han escapado a
estos cambios y han liderado innovaciones en este ámbito. Guiados principalmente por su marcado énfasis exportador, los actores principales del sector han incorporado, dentro de sus procesos, una serie de normas y protocolos internacionales orientados a garantizar la inocuidad de los productos.
De acuerdo a lo establecido por el Codex Alimentarius, la inocuidad es la garantía
de que un alimento no causará daño al consumidor cuando sea preparado y/o ingerido. Para asegurar este concepto de inocuidad, la Comisión del Codex Alimentarius generó un “Código de Principios Generales de Higiene de los Alimentos”, adoptando algunas de las directrices del sistema HACCP (Hazard Analysis and Critical Control Points, en español significa Análisis de Riesgos y Control de Puntos Críticos). Para este Código de principios generales, el sistema de HACCP es un instrumento para evaluar los peligros y establecer sistemas de control que se centran en la prevención. Sin embargo, este sistema es susceptible de cambios que pueden derivar de los avances en el diseño del equipo, los procedimientos de elaboración o el sector tecnológico (Codex Alimentarius, 2003).
Las políticas mundiales relacionadas a la inocuidad han tenido un gran avance
durante la última década. A partir del año 1997, EE.UU generó una nueva política de Inocuidad (Food Safety), como reacción al alto gasto en salud pública, a raíz de muertes por enfermedades provocadas por patógenos en alimentos y jugos.
En 2001, luego de lo ocurrido el 11 de septiembre, en EE.UU se incorporó el
componente de seguridad de los alimentos, y en el año 2002, se dictó la Ley de Bioterrorismo, que exige el registro de instalaciones que exportan alimentos.
En la Unión Europea (UE), durante los años 2001–2003, la salud pública registró
diversas problemáticas ligada a los alimentos, principalmente en las carnes (caso de las “vacas locas”). Estos hechos indujeron la creación de una nueva autoridad responsable llamada “Libro Blanco”, la que presentó nuevas disposiciones para la producción de alimentos, procesamiento, transporte, etc. Posteriormente, se publicó el Reglamento N°178 el 28 de enero de 2002 que establece los principios y requisitos alimentarios para toda la UE (ASOEX, 2005).
38
3.5.1 Políticas inocuidad alimentaria en el sector frutícola La industria frutícola chilena ha sabido adaptarse al gran desafío de proporcionar
productos sanos e inocuos, y desde 1998 ha venido trabajando este tema a través de la ASOEX y la Fundación de Desarrollo Frutícola (FDF). Es así como esta última creó un Sistema de Buenas Prácticas Agrícolas llamado ChileGAP® (Agrocap, 2008)
ChileGAP®, a raíz de los requerimientos de inocuidad de los productos entre los
distintos mercados, se ha enfocado en la armonización y estandarización de todos los criterios de Buenas Prácticas Agrícolas para ser homologado en Europa, EE.UU y China. La Figura 17 muestra los sistemas de aseguramiento de calidad requeridos por los 3 mercados de exportación anteriormente mencionados.
Global GAP for Europe
NSF Davis Fresh Technologies
for the USA
China GAP
Fuente: FDF, 2009a.
Figura 17. Homologación de ChileGAP®, en Europa, EE.UU y China.
Existen también otros sistemas de aseguramiento de calidad en los mercados de Europa y EE.UU no homologados por ChileGAP®, tales como British Retail Consortium (BRC), Tesco Nature`s Choice (TNC), Safe Quality Food (SQF) 2000 e International Food Estándar (IFS)
En Chile, el Ministerio de Agricultura creó la Agencia de Inocuidad Alimentaria, quien
asesora al Gobierno para reorientar los fondos y crear acciones de fomento estatal. A través de CORFO, se financian iniciativas relacionadas a la inocuidad de los
alimentos, agrupadas en: Programas Ambientales del Fondo de Asistencia Técnica (FAT), Proyectos Asociativos de Fomento (PROFO), Programa de desarrollo de Proveedores (PDP), Acuerdos de Producción Limpia (APL), Fondo Nacional de Desarrollo Tecnológico y Productivo (FONTEC), entre otros (INIA, 2004).
3.5.2 Sistemas de aseguramiento de calidad en la industria frutícola
Según el directorio exportador de PROCHILE (2010), actualmente en nuestro país
existen 33 plantas certificadas bajo el sistema HACCP, sin figurar packing de fruta fresca certificados bajo esta norma. Tampoco se detallan packing que trabajen bajo el sistema de Buenas Prácticas de Manufactura (BPM). Esto coincide con lo informado en el directorio de calidad 2010 de CORFO, donde no se individualizan plantas frutícolas certificadas bajo sistemas HACCP, BPM u otros estándares de aseguramiento de calidad.
Esta información se contradice con lo señalado por las propias empresas
exportadoras de fruta a través de sus sitios web, donde argumentan poseer un 19% de empresas con certificación HACCP y BPM en sus centrales frutícolas.
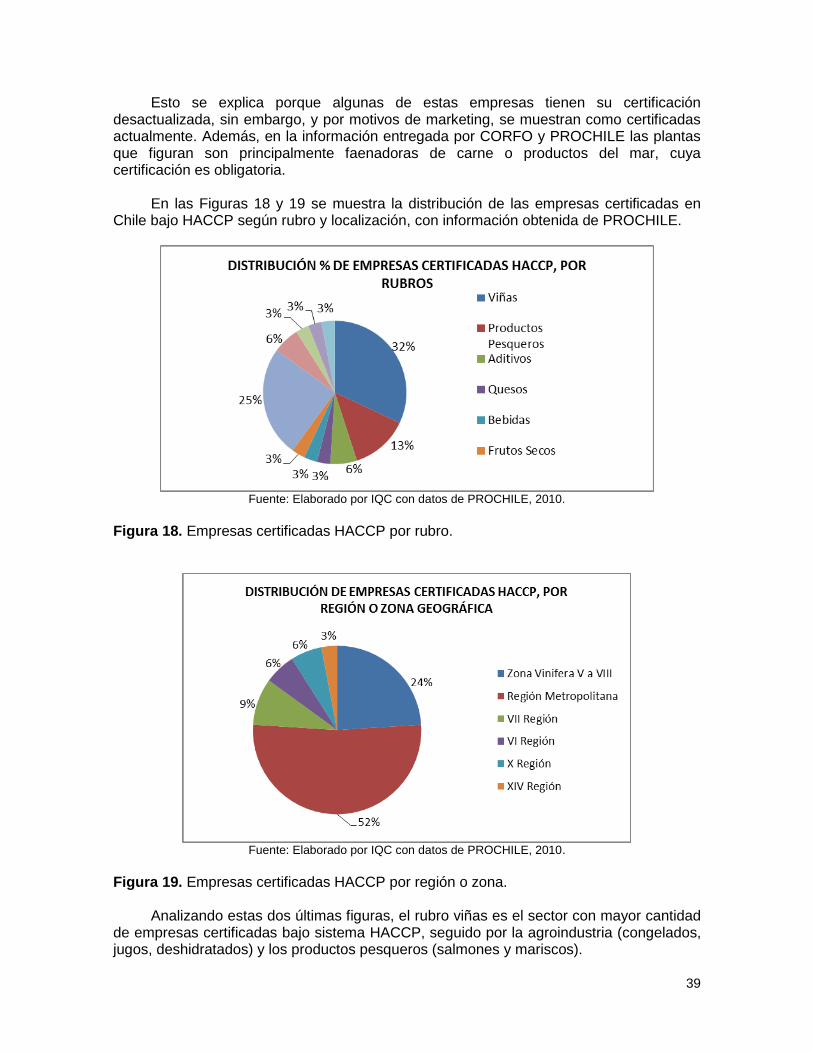
39
Esto se explica porque algunas de estas empresas tienen su certificación desactualizada, sin embargo, y por motivos de marketing, se muestran como certificadas actualmente. Además, en la información entregada por CORFO y PROCHILE las plantas que figuran son principalmente faenadoras de carne o productos del mar, cuya certificación es obligatoria.
En las Figuras 18 y 19 se muestra la distribución de las empresas certificadas en
Chile bajo HACCP según rubro y localización, con información obtenida de PROCHILE.
Fuente: Elaborado por IQC con datos de PROCHILE, 2010.
Figura 18. Empresas certificadas HACCP por rubro.
Fuente: Elaborado por IQC con datos de PROCHILE, 2010.
Figura 19. Empresas certificadas HACCP por región o zona.
Analizando estas dos últimas figuras, el rubro viñas es el sector con mayor cantidad de empresas certificadas bajo sistema HACCP, seguido por la agroindustria (congelados, jugos, deshidratados) y los productos pesqueros (salmones y mariscos).
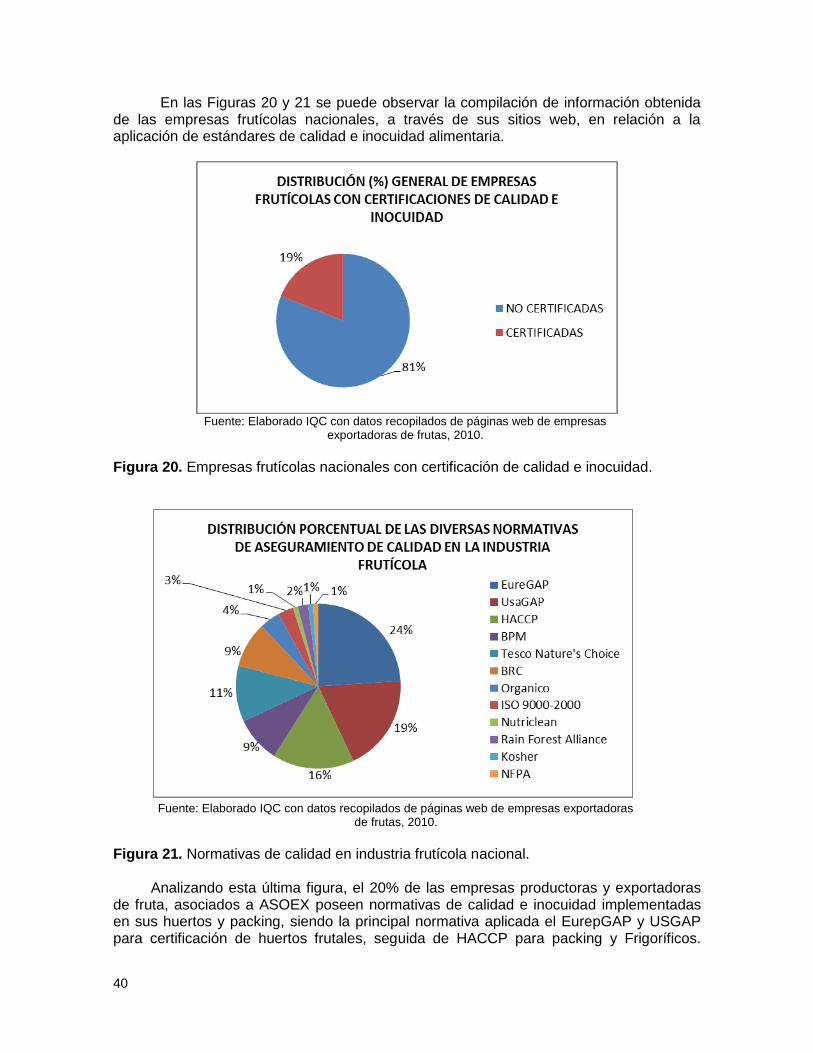
40
En las Figuras 20 y 21 se puede observar la compilación de información obtenida de las empresas frutícolas nacionales, a través de sus sitios web, en relación a la aplicación de estándares de calidad e inocuidad alimentaria.
Fuente: Elaborado IQC con datos recopilados de páginas web de empresas
exportadoras de frutas, 2010.
Figura 20. Empresas frutícolas nacionales con certificación de calidad e inocuidad.
Fuente: Elaborado IQC con datos recopilados de páginas web de empresas exportadoras de frutas, 2010.
Figura 21. Normativas de calidad en industria frutícola nacional.
Analizando esta última figura, el 20% de las empresas productoras y exportadoras de fruta, asociados a ASOEX poseen normativas de calidad e inocuidad implementadas en sus huertos y packing, siendo la principal normativa aplicada el EurepGAP y USGAP para certificación de huertos frutales, seguida de HACCP para packing y Frigoríficos.
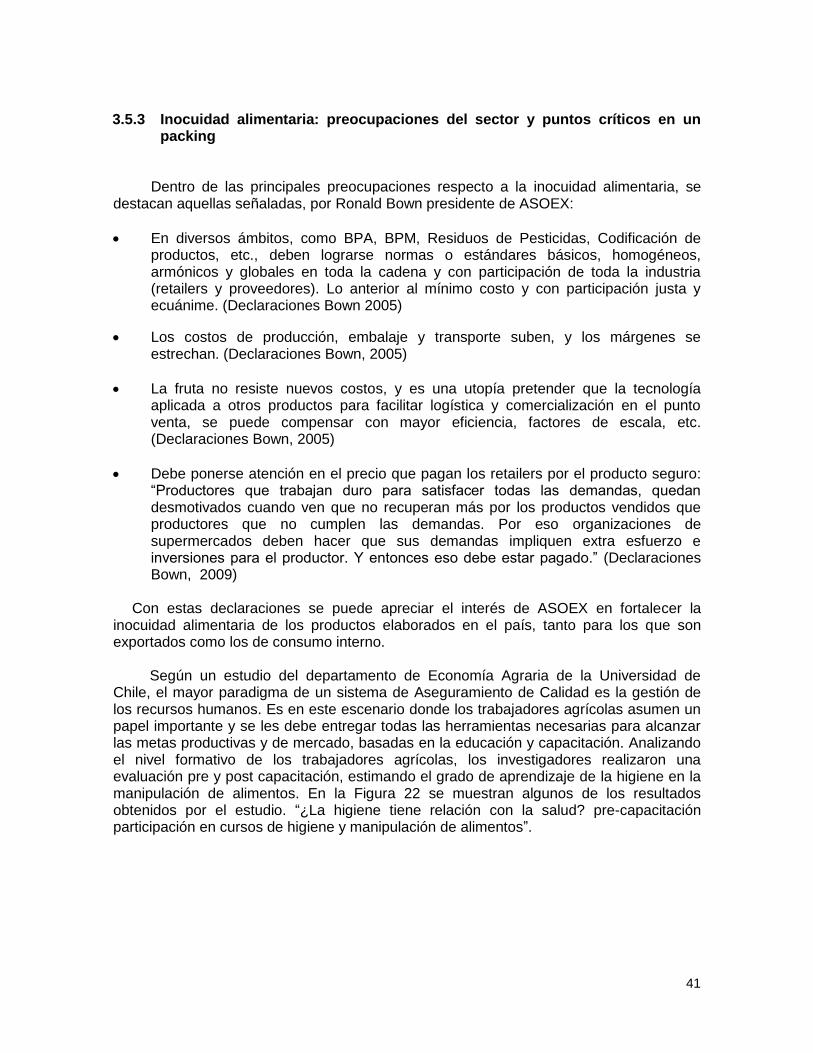
41
3.5.3 Inocuidad alimentaria: preocupaciones del sector y puntos críticos en un
packing
Dentro de las principales preocupaciones respecto a la inocuidad alimentaria, se destacan aquellas señaladas, por Ronald Bown presidente de ASOEX:
En diversos ámbitos, como BPA, BPM, Residuos de Pesticidas, Codificación de productos, etc., deben lograrse normas o estándares básicos, homogéneos, armónicos y globales en toda la cadena y con participación de toda la industria (retailers y proveedores). Lo anterior al mínimo costo y con participación justa y ecuánime. (Declaraciones Bown 2005)
Los costos de producción, embalaje y transporte suben, y los márgenes se estrechan. (Declaraciones Bown, 2005)
La fruta no resiste nuevos costos, y es una utopía pretender que la tecnología aplicada a otros productos para facilitar logística y comercialización en el punto venta, se puede compensar con mayor eficiencia, factores de escala, etc. (Declaraciones Bown, 2005)
Debe ponerse atención en el precio que pagan los retailers por el producto seguro: “Productores que trabajan duro para satisfacer todas las demandas, quedan desmotivados cuando ven que no recuperan más por los productos vendidos que productores que no cumplen las demandas. Por eso organizaciones de supermercados deben hacer que sus demandas impliquen extra esfuerzo e inversiones para el productor. Y entonces eso debe estar pagado.” (Declaraciones Bown, 2009)
Con estas declaraciones se puede apreciar el interés de ASOEX en fortalecer la
inocuidad alimentaria de los productos elaborados en el país, tanto para los que son exportados como los de consumo interno.
Según un estudio del departamento de Economía Agraria de la Universidad de Chile, el mayor paradigma de un sistema de Aseguramiento de Calidad es la gestión de los recursos humanos. Es en este escenario donde los trabajadores agrícolas asumen un papel importante y se les debe entregar todas las herramientas necesarias para alcanzar las metas productivas y de mercado, basadas en la educación y capacitación. Analizando el nivel formativo de los trabajadores agrícolas, los investigadores realizaron una evaluación pre y post capacitación, estimando el grado de aprendizaje de la higiene en la manipulación de alimentos. En la Figura 22 se muestran algunos de los resultados obtenidos por el estudio. “¿La higiene tiene relación con la salud? pre-capacitación participación en cursos de higiene y manipulación de alimentos”.
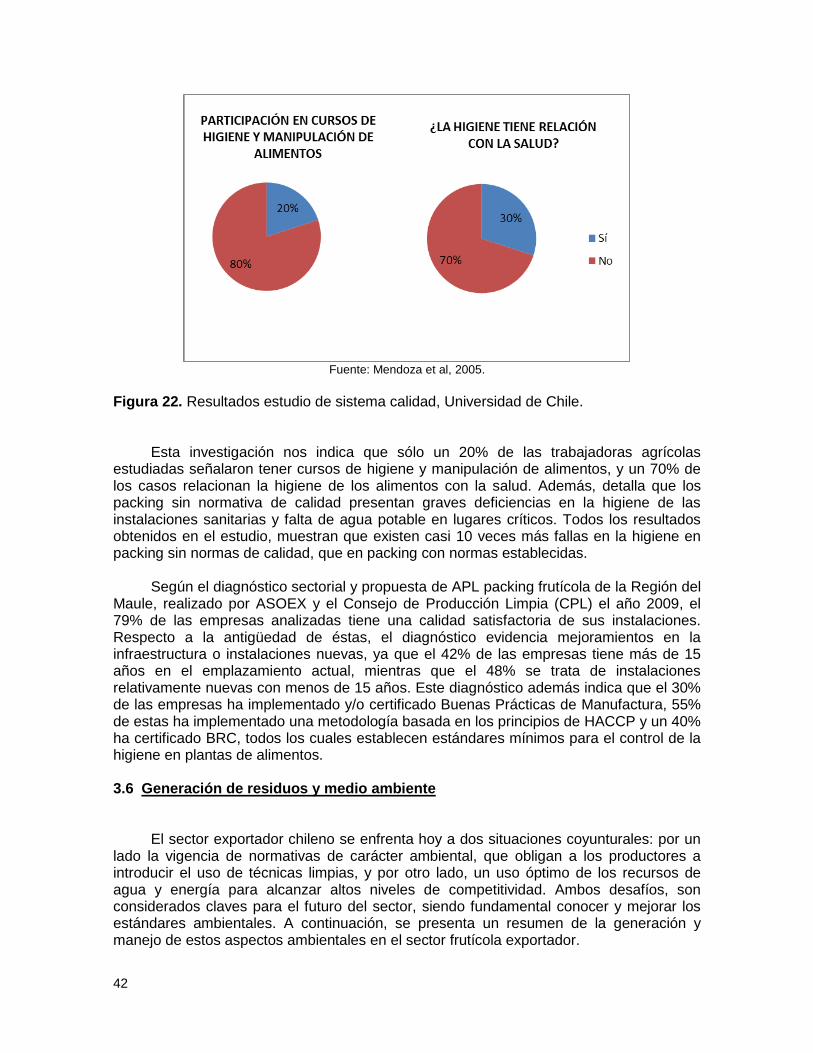
42
Fuente: Mendoza et al, 2005.
Figura 22. Resultados estudio de sistema calidad, Universidad de Chile.
Esta investigación nos indica que sólo un 20% de las trabajadoras agrícolas estudiadas señalaron tener cursos de higiene y manipulación de alimentos, y un 70% de los casos relacionan la higiene de los alimentos con la salud. Además, detalla que los packing sin normativa de calidad presentan graves deficiencias en la higiene de las instalaciones sanitarias y falta de agua potable en lugares críticos. Todos los resultados obtenidos en el estudio, muestran que existen casi 10 veces más fallas en la higiene en packing sin normas de calidad, que en packing con normas establecidas.
Según el diagnóstico sectorial y propuesta de APL packing frutícola de la Región del
Maule, realizado por ASOEX y el Consejo de Producción Limpia (CPL) el año 2009, el 79% de las empresas analizadas tiene una calidad satisfactoria de sus instalaciones. Respecto a la antigüedad de éstas, el diagnóstico evidencia mejoramientos en la infraestructura o instalaciones nuevas, ya que el 42% de las empresas tiene más de 15 años en el emplazamiento actual, mientras que el 48% se trata de instalaciones relativamente nuevas con menos de 15 años. Este diagnóstico además indica que el 30% de las empresas ha implementado y/o certificado Buenas Prácticas de Manufactura, 55% de estas ha implementado una metodología basada en los principios de HACCP y un 40% ha certificado BRC, todos los cuales establecen estándares mínimos para el control de la higiene en plantas de alimentos.
3.6 Generación de residuos y medio ambiente
El sector exportador chileno se enfrenta hoy a dos situaciones coyunturales: por un lado la vigencia de normativas de carácter ambiental, que obligan a los productores a introducir el uso de técnicas limpias, y por otro lado, un uso óptimo de los recursos de agua y energía para alcanzar altos niveles de competitividad. Ambos desafíos, son considerados claves para el futuro del sector, siendo fundamental conocer y mejorar los estándares ambientales. A continuación, se presenta un resumen de la generación y manejo de estos aspectos ambientales en el sector frutícola exportador.
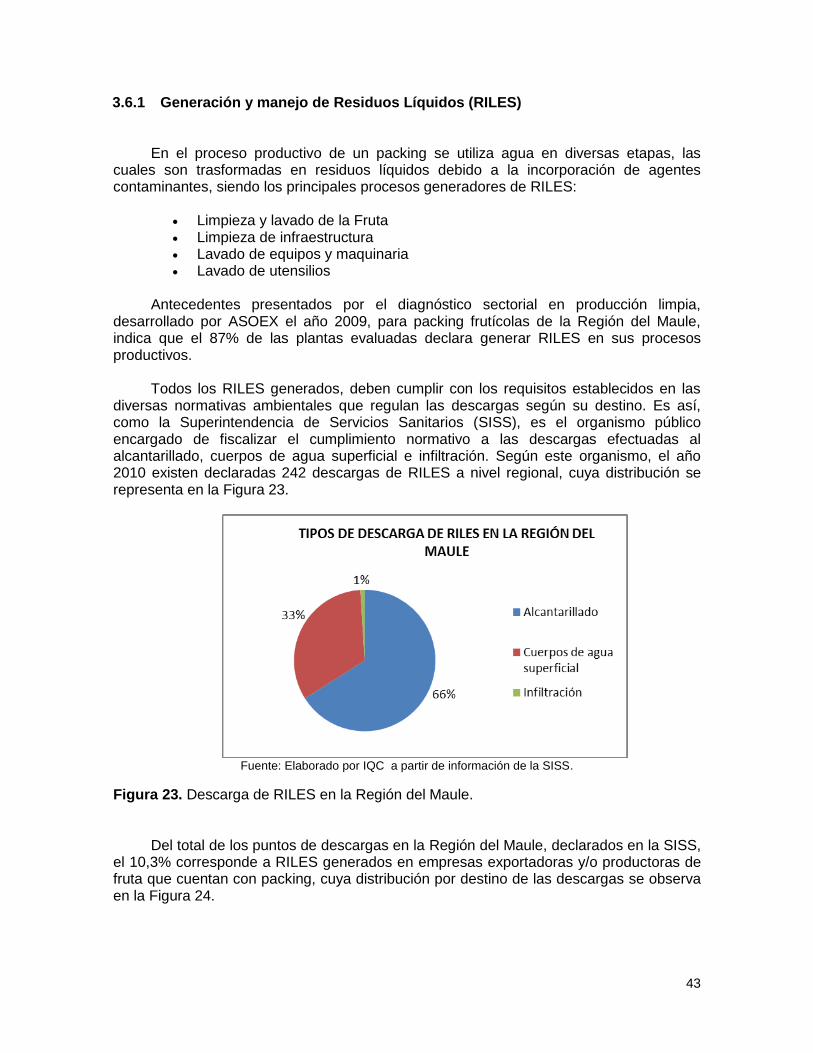
43
3.6.1 Generación y manejo de Residuos Líquidos (RILES)
En el proceso productivo de un packing se utiliza agua en diversas etapas, las cuales son trasformadas en residuos líquidos debido a la incorporación de agentes contaminantes, siendo los principales procesos generadores de RILES:
Limpieza y lavado de la Fruta Limpieza de infraestructura Lavado de equipos y maquinaria Lavado de utensilios
Antecedentes presentados por el diagnóstico sectorial en producción limpia, desarrollado por ASOEX el año 2009, para packing frutícolas de la Región del Maule, indica que el 87% de las plantas evaluadas declara generar RILES en sus procesos productivos.
Todos los RILES generados, deben cumplir con los requisitos establecidos en las
diversas normativas ambientales que regulan las descargas según su destino. Es así, como la Superintendencia de Servicios Sanitarios (SISS), es el organismo público encargado de fiscalizar el cumplimiento normativo a las descargas efectuadas al alcantarillado, cuerpos de agua superficial e infiltración. Según este organismo, el año 2010 existen declaradas 242 descargas de RILES a nivel regional, cuya distribución se representa en la Figura 23.
Fuente: Elaborado por IQC a partir de información de la SISS.
Figura 23. Descarga de RILES en la Región del Maule.
Del total de los puntos de descargas en la Región del Maule, declarados en la SISS, el 10,3% corresponde a RILES generados en empresas exportadoras y/o productoras de fruta que cuentan con packing, cuya distribución por destino de las descargas se observa en la Figura 24.
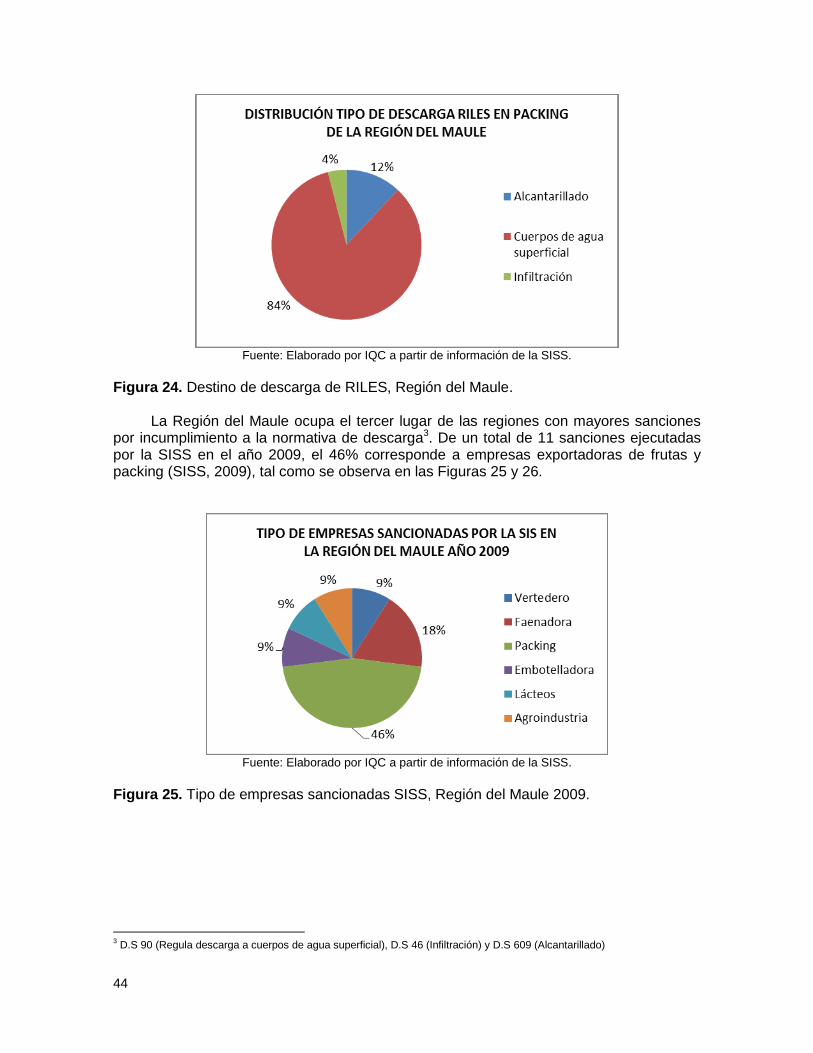
44
Fuente: Elaborado por IQC a partir de información de la SISS.
Figura 24. Destino de descarga de RILES, Región del Maule.
La Región del Maule ocupa el tercer lugar de las regiones con mayores sanciones
por incumplimiento a la normativa de descarga3. De un total de 11 sanciones ejecutadas por la SISS en el año 2009, el 46% corresponde a empresas exportadoras de frutas y packing (SISS, 2009), tal como se observa en las Figuras 25 y 26.
Fuente: Elaborado por IQC a partir de información de la SISS.
Figura 25. Tipo de empresas sancionadas SISS, Región del Maule 2009.
3 D.S 90 (Regula descarga a cuerpos de agua superficial), D.S 46 (Infiltración) y D.S 609 (Alcantarillado)
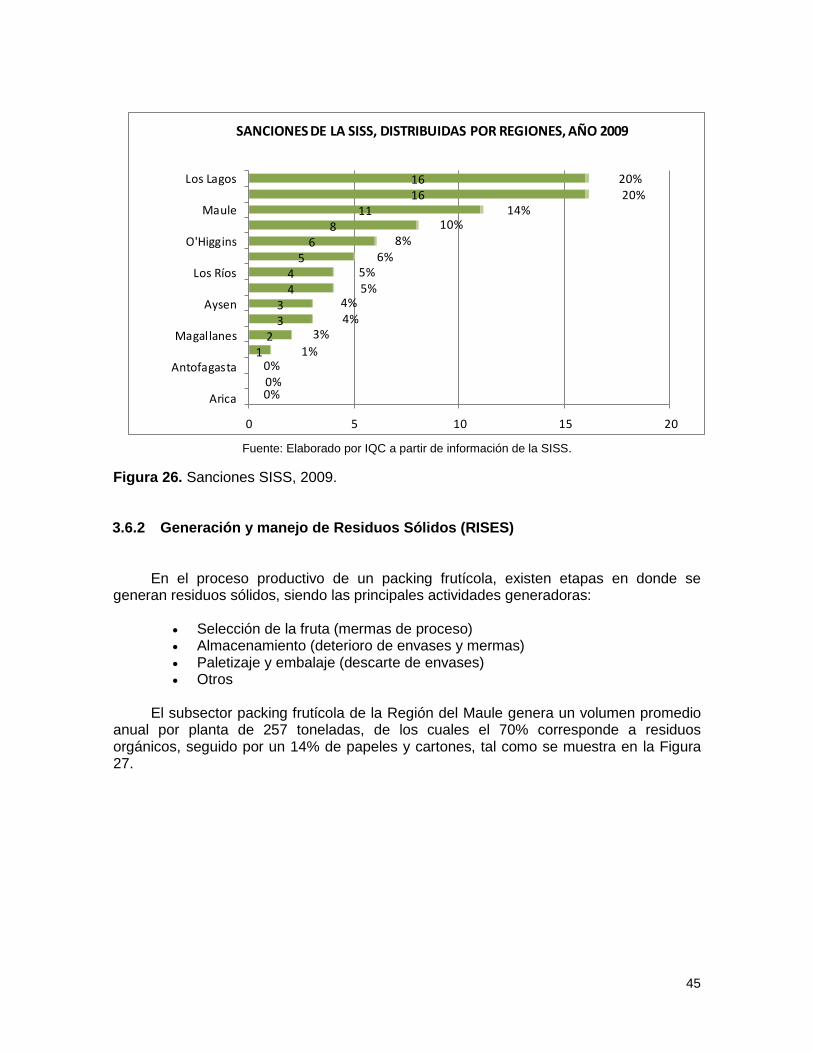
45
Fuente: Elaborado por IQC a partir de información de la SISS.
Figura 26. Sanciones SISS, 2009. 3.6.2 Generación y manejo de Residuos Sólidos (RISES)
En el proceso productivo de un packing frutícola, existen etapas en donde se
generan residuos sólidos, siendo las principales actividades generadoras:
Selección de la fruta (mermas de proceso) Almacenamiento (deterioro de envases y mermas) Paletizaje y embalaje (descarte de envases) Otros
El subsector packing frutícola de la Región del Maule genera un volumen promedio
anual por planta de 257 toneladas, de los cuales el 70% corresponde a residuos orgánicos, seguido por un 14% de papeles y cartones, tal como se muestra en la Figura 27.
12
33
44
56
811
1616
0%0%0%
1%
3%4%4%
5%5%
6%8%
10%14%
20%20%
0 5 10 15 20
Arica
Antofagasta
Magallanes
Aysen
Los Ríos
O'Higgins
Maule
Los Lagos
SANCIONES DE LA SISS, DISTRIBUIDAS POR REGIONES, AÑO 2009
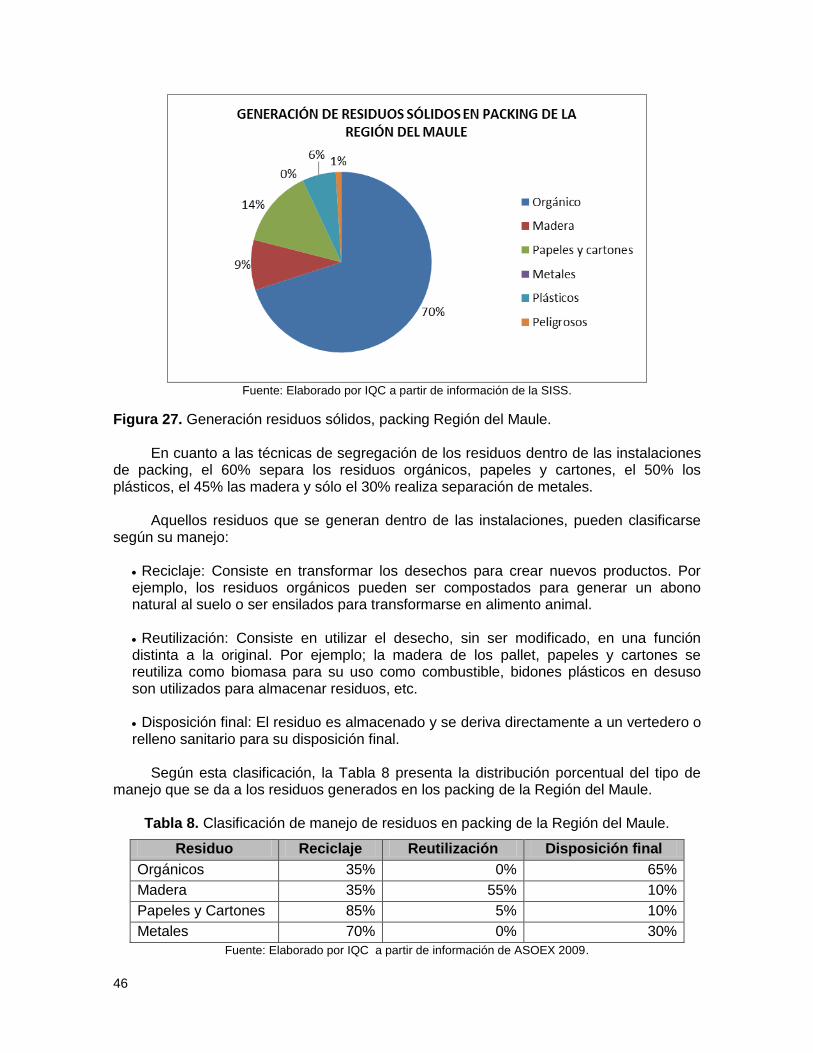
46
Fuente: Elaborado por IQC a partir de información de la SISS.
Figura 27. Generación residuos sólidos, packing Región del Maule.
En cuanto a las técnicas de segregación de los residuos dentro de las instalaciones de packing, el 60% separa los residuos orgánicos, papeles y cartones, el 50% los plásticos, el 45% las madera y sólo el 30% realiza separación de metales.
Aquellos residuos que se generan dentro de las instalaciones, pueden clasificarse
según su manejo:
Reciclaje: Consiste en transformar los desechos para crear nuevos productos. Por ejemplo, los residuos orgánicos pueden ser compostados para generar un abono natural al suelo o ser ensilados para transformarse en alimento animal. Reutilización: Consiste en utilizar el desecho, sin ser modificado, en una función distinta a la original. Por ejemplo; la madera de los pallet, papeles y cartones se reutiliza como biomasa para su uso como combustible, bidones plásticos en desuso son utilizados para almacenar residuos, etc. Disposición final: El residuo es almacenado y se deriva directamente a un vertedero o relleno sanitario para su disposición final.
Según esta clasificación, la Tabla 8 presenta la distribución porcentual del tipo de
manejo que se da a los residuos generados en los packing de la Región del Maule.
Tabla 8. Clasificación de manejo de residuos en packing de la Región del Maule.
Residuo Reciclaje Reutilización Disposición final
Orgánicos 35% 0% 65%
Madera 35% 55% 10%
Papeles y Cartones 85% 5% 10%
Metales 70% 0% 30%
Fuente: Elaborado por IQC a partir de información de ASOEX 2009.
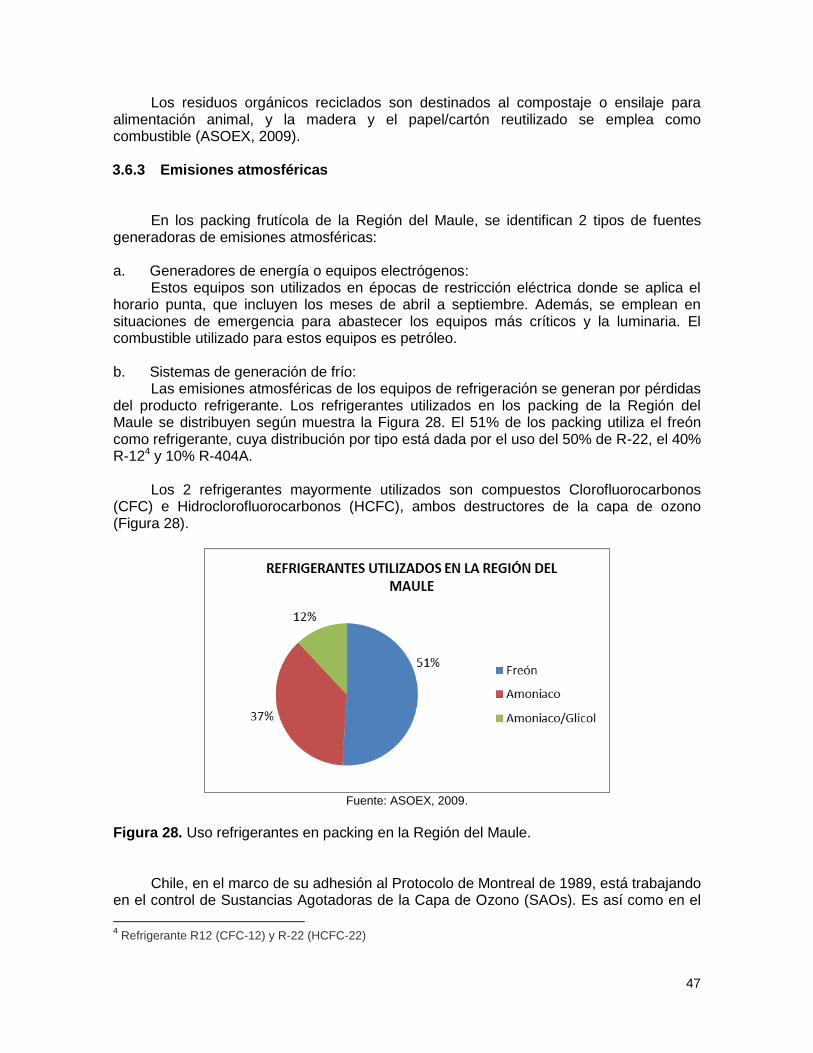
47
Los residuos orgánicos reciclados son destinados al compostaje o ensilaje para alimentación animal, y la madera y el papel/cartón reutilizado se emplea como combustible (ASOEX, 2009).
3.6.3 Emisiones atmosféricas
En los packing frutícola de la Región del Maule, se identifican 2 tipos de fuentes
generadoras de emisiones atmosféricas:
a. Generadores de energía o equipos electrógenos: Estos equipos son utilizados en épocas de restricción eléctrica donde se aplica el
horario punta, que incluyen los meses de abril a septiembre. Además, se emplean en situaciones de emergencia para abastecer los equipos más críticos y la luminaria. El combustible utilizado para estos equipos es petróleo.
b. Sistemas de generación de frío:
Las emisiones atmosféricas de los equipos de refrigeración se generan por pérdidas del producto refrigerante. Los refrigerantes utilizados en los packing de la Región del Maule se distribuyen según muestra la Figura 28. El 51% de los packing utiliza el freón como refrigerante, cuya distribución por tipo está dada por el uso del 50% de R-22, el 40% R-124 y 10% R-404A.
Los 2 refrigerantes mayormente utilizados son compuestos Clorofluorocarbonos (CFC) e Hidroclorofluorocarbonos (HCFC), ambos destructores de la capa de ozono (Figura 28).
Fuente: ASOEX, 2009.
Figura 28. Uso refrigerantes en packing en la Región del Maule.
Chile, en el marco de su adhesión al Protocolo de Montreal de 1989, está trabajando
en el control de Sustancias Agotadoras de la Capa de Ozono (SAOs). Es así como en el
4 Refrigerante R12 (CFC-12) y R-22 (HCFC-22)
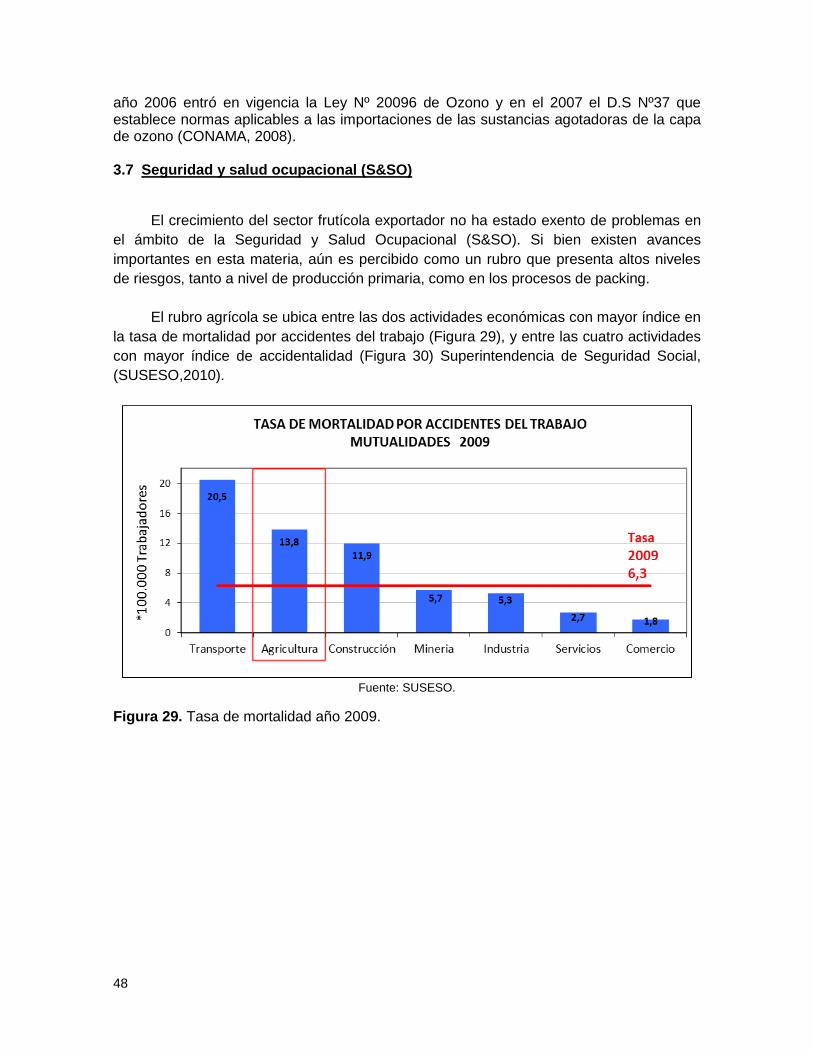
48
año 2006 entró en vigencia la Ley Nº 20096 de Ozono y en el 2007 el D.S Nº37 que establece normas aplicables a las importaciones de las sustancias agotadoras de la capa de ozono (CONAMA, 2008).
3.7 Seguridad y salud ocupacional (S&SO)
El crecimiento del sector frutícola exportador no ha estado exento de problemas en
el ámbito de la Seguridad y Salud Ocupacional (S&SO). Si bien existen avances
importantes en esta materia, aún es percibido como un rubro que presenta altos niveles
de riesgos, tanto a nivel de producción primaria, como en los procesos de packing.
El rubro agrícola se ubica entre las dos actividades económicas con mayor índice en
la tasa de mortalidad por accidentes del trabajo (Figura 29), y entre las cuatro actividades
con mayor índice de accidentalidad (Figura 30) Superintendencia de Seguridad Social,
(SUSESO,2010).
Fuente: SUSESO.
Figura 29. Tasa de mortalidad año 2009.
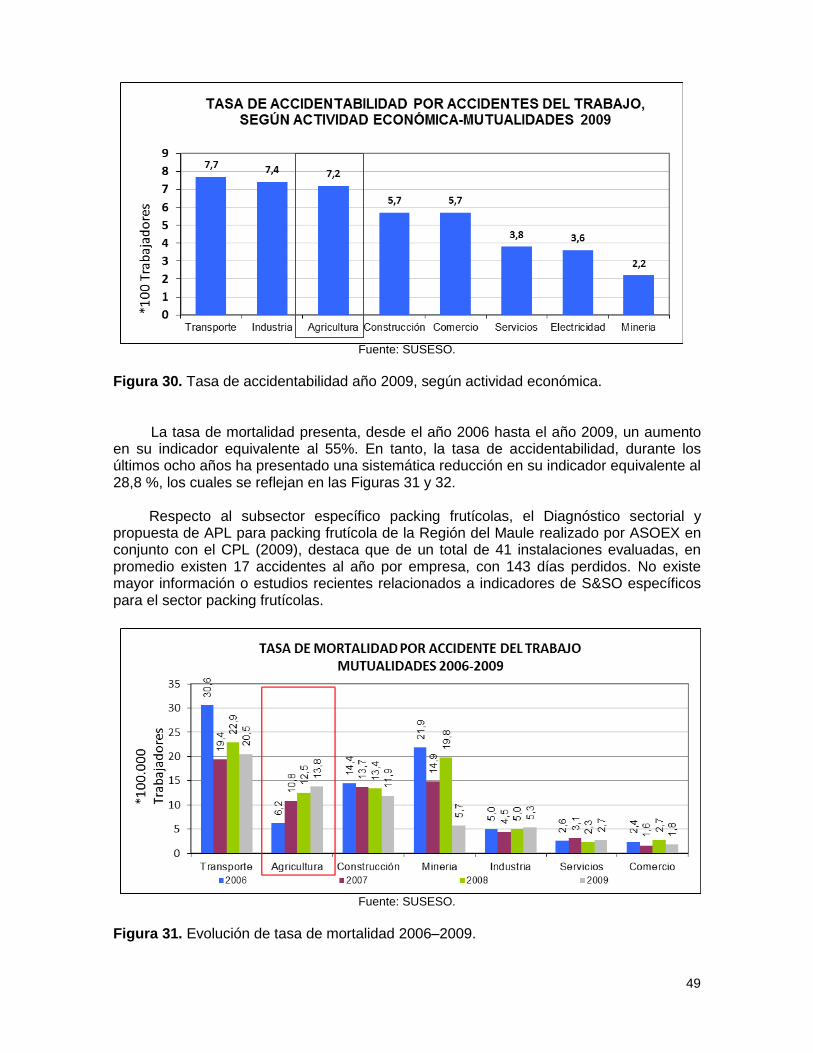
49
Fuente: SUSESO.
Figura 30. Tasa de accidentabilidad año 2009, según actividad económica.
La tasa de mortalidad presenta, desde el año 2006 hasta el año 2009, un aumento
en su indicador equivalente al 55%. En tanto, la tasa de accidentabilidad, durante los últimos ocho años ha presentado una sistemática reducción en su indicador equivalente al 28,8 %, los cuales se reflejan en las Figuras 31 y 32.
Respecto al subsector específico packing frutícolas, el Diagnóstico sectorial y propuesta de APL para packing frutícola de la Región del Maule realizado por ASOEX en conjunto con el CPL (2009), destaca que de un total de 41 instalaciones evaluadas, en promedio existen 17 accidentes al año por empresa, con 143 días perdidos. No existe mayor información o estudios recientes relacionados a indicadores de S&SO específicos para el sector packing frutícolas.
Fuente: SUSESO.
Figura 31. Evolución de tasa de mortalidad 2006–2009.
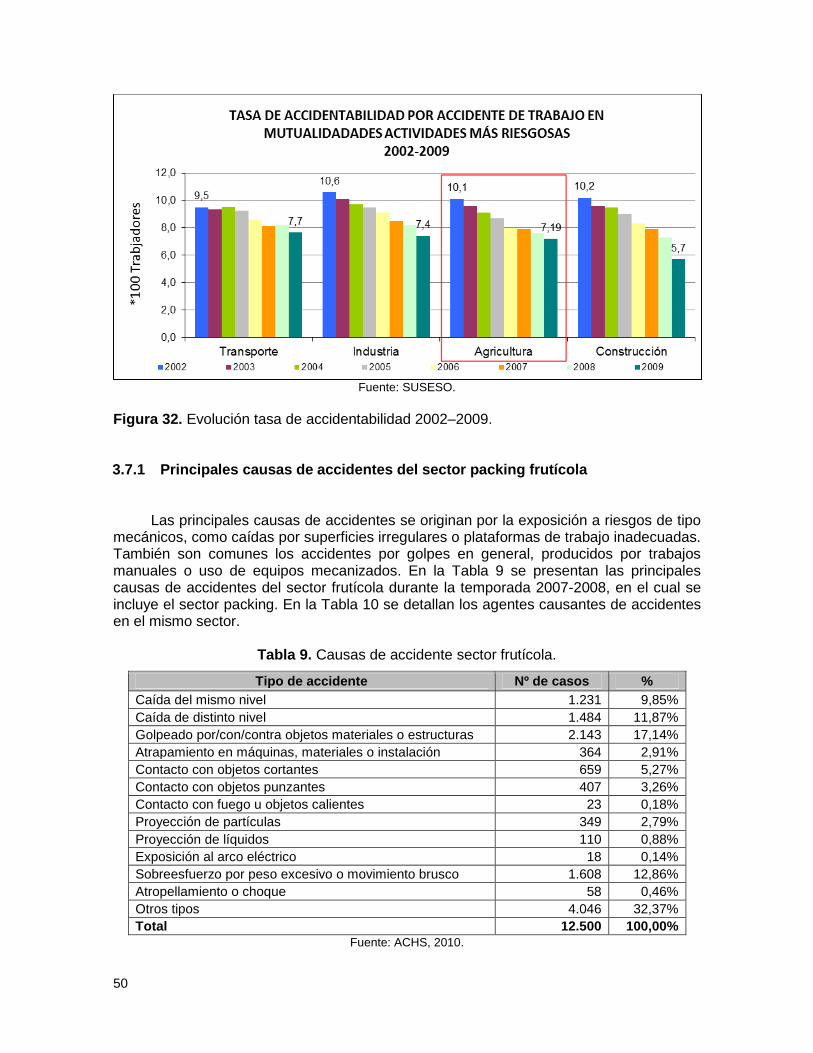
50
Fuente: SUSESO.
Figura 32. Evolución tasa de accidentabilidad 2002–2009. 3.7.1 Principales causas de accidentes del sector packing frutícola
Las principales causas de accidentes se originan por la exposición a riesgos de tipo mecánicos, como caídas por superficies irregulares o plataformas de trabajo inadecuadas. También son comunes los accidentes por golpes en general, producidos por trabajos manuales o uso de equipos mecanizados. En la Tabla 9 se presentan las principales causas de accidentes del sector frutícola durante la temporada 2007-2008, en el cual se incluye el sector packing. En la Tabla 10 se detallan los agentes causantes de accidentes en el mismo sector.
Tabla 9. Causas de accidente sector frutícola.
Tipo de accidente Nº de casos %
Caída del mismo nivel 1.231 9,85%
Caída de distinto nivel 1.484 11,87%
Golpeado por/con/contra objetos materiales o estructuras 2.143 17,14%
Atrapamiento en máquinas, materiales o instalación 364 2,91%
Contacto con objetos cortantes 659 5,27%
Contacto con objetos punzantes 407 3,26%
Contacto con fuego u objetos calientes 23 0,18%
Proyección de partículas 349 2,79%
Proyección de líquidos 110 0,88%
Exposición al arco eléctrico 18 0,14%
Sobreesfuerzo por peso excesivo o movimiento brusco 1.608 12,86%
Atropellamiento o choque 58 0,46%
Otros tipos 4.046 32,37%
Total 12.500 100,00%
Fuente: ACHS, 2010.
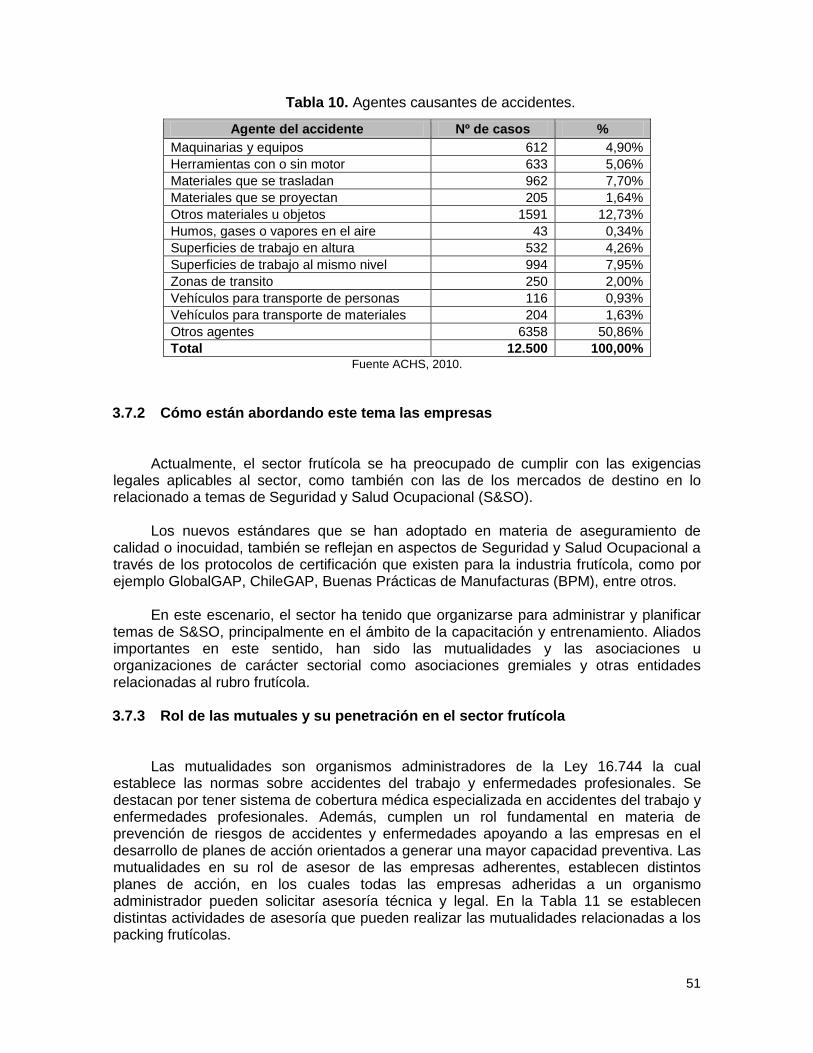
51
Tabla 10. Agentes causantes de accidentes.
Agente del accidente Nº de casos %
Maquinarias y equipos 612 4,90%
Herramientas con o sin motor 633 5,06%
Materiales que se trasladan 962 7,70%
Materiales que se proyectan 205 1,64%
Otros materiales u objetos 1591 12,73%
Humos, gases o vapores en el aire 43 0,34%
Superficies de trabajo en altura 532 4,26%
Superficies de trabajo al mismo nivel 994 7,95%
Zonas de transito 250 2,00%
Vehículos para transporte de personas 116 0,93%
Vehículos para transporte de materiales 204 1,63%
Otros agentes 6358 50,86%
Total 12.500 100,00% Fuente ACHS, 2010.
3.7.2 Cómo están abordando este tema las empresas Actualmente, el sector frutícola se ha preocupado de cumplir con las exigencias
legales aplicables al sector, como también con las de los mercados de destino en lo relacionado a temas de Seguridad y Salud Ocupacional (S&SO).
Los nuevos estándares que se han adoptado en materia de aseguramiento de
calidad o inocuidad, también se reflejan en aspectos de Seguridad y Salud Ocupacional a través de los protocolos de certificación que existen para la industria frutícola, como por ejemplo GlobalGAP, ChileGAP, Buenas Prácticas de Manufacturas (BPM), entre otros.
En este escenario, el sector ha tenido que organizarse para administrar y planificar
temas de S&SO, principalmente en el ámbito de la capacitación y entrenamiento. Aliados importantes en este sentido, han sido las mutualidades y las asociaciones u organizaciones de carácter sectorial como asociaciones gremiales y otras entidades relacionadas al rubro frutícola. 3.7.3 Rol de las mutuales y su penetración en el sector frutícola
Las mutualidades son organismos administradores de la Ley 16.744 la cual establece las normas sobre accidentes del trabajo y enfermedades profesionales. Se destacan por tener sistema de cobertura médica especializada en accidentes del trabajo y enfermedades profesionales. Además, cumplen un rol fundamental en materia de prevención de riesgos de accidentes y enfermedades apoyando a las empresas en el desarrollo de planes de acción orientados a generar una mayor capacidad preventiva. Las mutualidades en su rol de asesor de las empresas adherentes, establecen distintos planes de acción, en los cuales todas las empresas adheridas a un organismo administrador pueden solicitar asesoría técnica y legal. En la Tabla 11 se establecen distintas actividades de asesoría que pueden realizar las mutualidades relacionadas a los packing frutícolas.
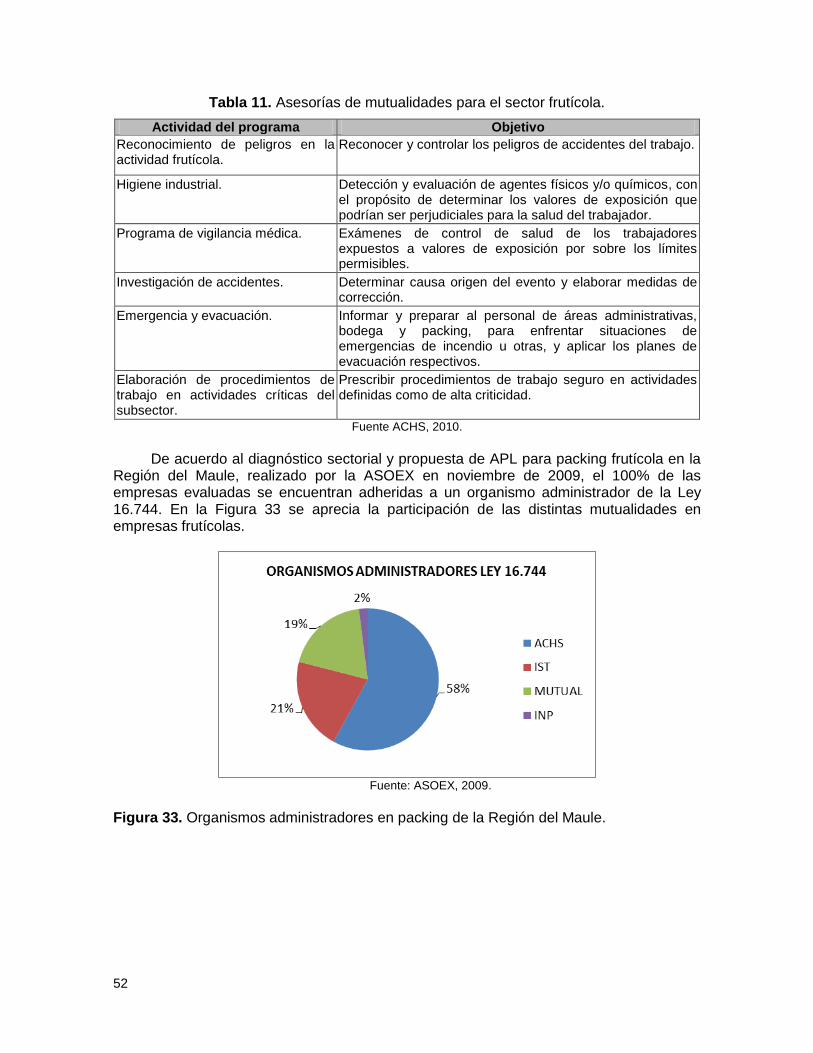
52
Tabla 11. Asesorías de mutualidades para el sector frutícola.
Actividad del programa Objetivo
Reconocimiento de peligros en la actividad frutícola.
Reconocer y controlar los peligros de accidentes del trabajo.
Higiene industrial. Detección y evaluación de agentes físicos y/o químicos, con el propósito de determinar los valores de exposición que podrían ser perjudiciales para la salud del trabajador.
Programa de vigilancia médica. Exámenes de control de salud de los trabajadores expuestos a valores de exposición por sobre los límites permisibles.
Investigación de accidentes. Determinar causa origen del evento y elaborar medidas de corrección.
Emergencia y evacuación. Informar y preparar al personal de áreas administrativas, bodega y packing, para enfrentar situaciones de emergencias de incendio u otras, y aplicar los planes de evacuación respectivos.
Elaboración de procedimientos de trabajo en actividades críticas del subsector.
Prescribir procedimientos de trabajo seguro en actividades definidas como de alta criticidad.
Fuente ACHS, 2010.
De acuerdo al diagnóstico sectorial y propuesta de APL para packing frutícola en la
Región del Maule, realizado por la ASOEX en noviembre de 2009, el 100% de las empresas evaluadas se encuentran adheridas a un organismo administrador de la Ley 16.744. En la Figura 33 se aprecia la participación de las distintas mutualidades en empresas frutícolas.
Fuente: ASOEX, 2009.
Figura 33. Organismos administradores en packing de la Región del Maule.
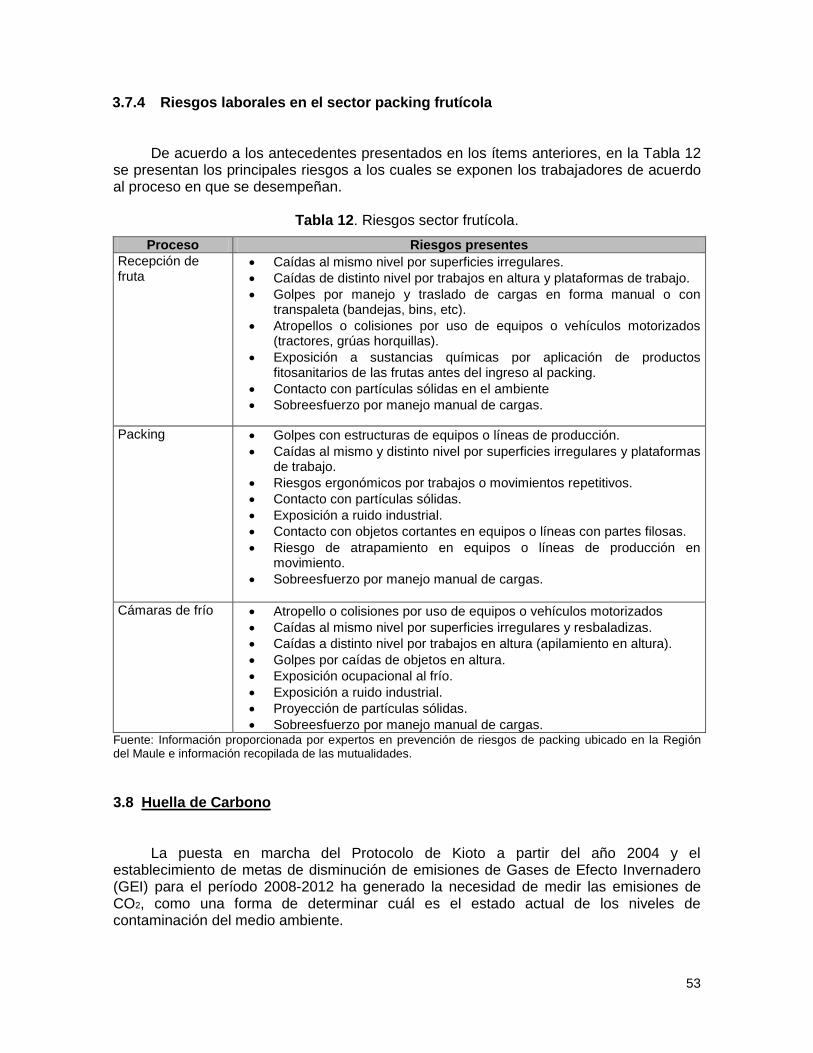
53
3.7.4 Riesgos laborales en el sector packing frutícola
De acuerdo a los antecedentes presentados en los ítems anteriores, en la Tabla 12 se presentan los principales riesgos a los cuales se exponen los trabajadores de acuerdo al proceso en que se desempeñan.
Tabla 12. Riesgos sector frutícola.
Proceso Riesgos presentes
Recepción de fruta
Caídas al mismo nivel por superficies irregulares.
Caídas de distinto nivel por trabajos en altura y plataformas de trabajo.
Golpes por manejo y traslado de cargas en forma manual o con transpaleta (bandejas, bins, etc).
Atropellos o colisiones por uso de equipos o vehículos motorizados (tractores, grúas horquillas).
Exposición a sustancias químicas por aplicación de productos fitosanitarios de las frutas antes del ingreso al packing.
Contacto con partículas sólidas en el ambiente
Sobreesfuerzo por manejo manual de cargas.
Packing
Golpes con estructuras de equipos o líneas de producción.
Caídas al mismo y distinto nivel por superficies irregulares y plataformas de trabajo.
Riesgos ergonómicos por trabajos o movimientos repetitivos.
Contacto con partículas sólidas.
Exposición a ruido industrial.
Contacto con objetos cortantes en equipos o líneas con partes filosas.
Riesgo de atrapamiento en equipos o líneas de producción en movimiento.
Sobreesfuerzo por manejo manual de cargas.
Cámaras de frío
Atropello o colisiones por uso de equipos o vehículos motorizados
Caídas al mismo nivel por superficies irregulares y resbaladizas.
Caídas a distinto nivel por trabajos en altura (apilamiento en altura).
Golpes por caídas de objetos en altura.
Exposición ocupacional al frío.
Exposición a ruido industrial.
Proyección de partículas sólidas.
Sobreesfuerzo por manejo manual de cargas. Fuente: Información proporcionada por expertos en prevención de riesgos de packing ubicado en la Región del Maule e información recopilada de las mutualidades.
3.8 Huella de Carbono
La puesta en marcha del Protocolo de Kioto a partir del año 2004 y el establecimiento de metas de disminución de emisiones de Gases de Efecto Invernadero (GEI) para el período 2008-2012 ha generado la necesidad de medir las emisiones de CO2, como una forma de determinar cuál es el estado actual de los niveles de contaminación del medio ambiente.
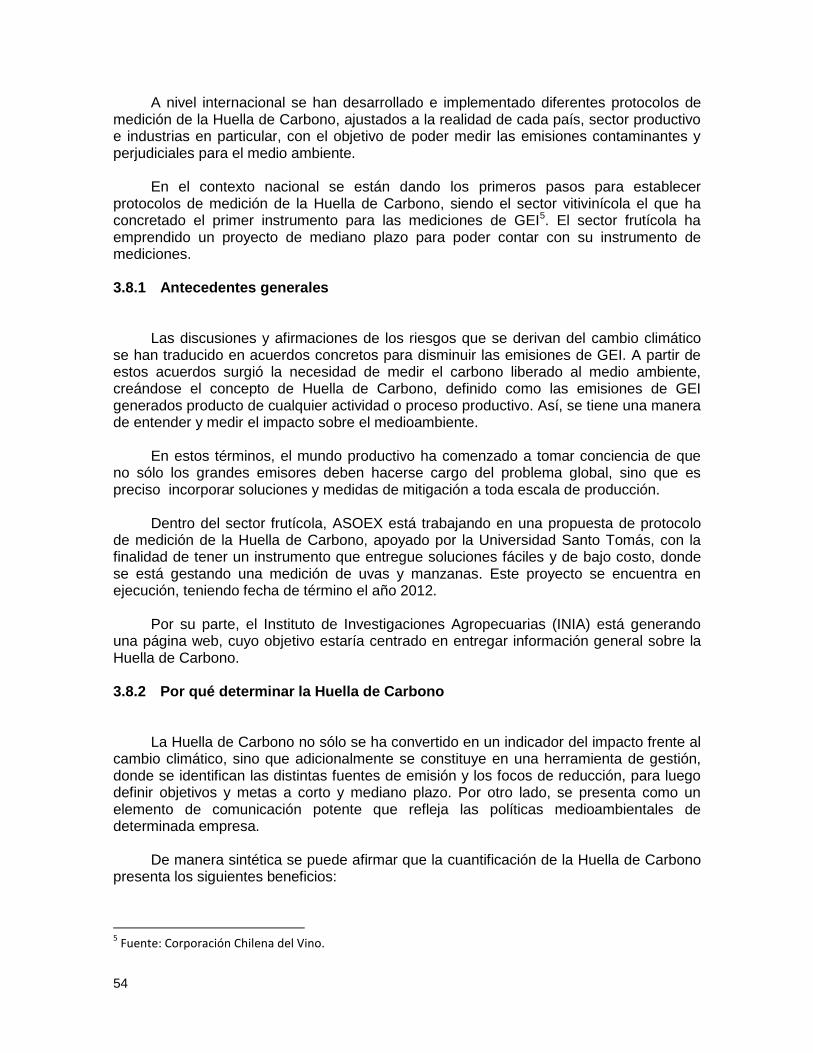
54
A nivel internacional se han desarrollado e implementado diferentes protocolos de medición de la Huella de Carbono, ajustados a la realidad de cada país, sector productivo e industrias en particular, con el objetivo de poder medir las emisiones contaminantes y perjudiciales para el medio ambiente.
En el contexto nacional se están dando los primeros pasos para establecer
protocolos de medición de la Huella de Carbono, siendo el sector vitivinícola el que ha concretado el primer instrumento para las mediciones de GEI5. El sector frutícola ha emprendido un proyecto de mediano plazo para poder contar con su instrumento de mediciones.
3.8.1 Antecedentes generales
Las discusiones y afirmaciones de los riesgos que se derivan del cambio climático
se han traducido en acuerdos concretos para disminuir las emisiones de GEI. A partir de estos acuerdos surgió la necesidad de medir el carbono liberado al medio ambiente, creándose el concepto de Huella de Carbono, definido como las emisiones de GEI generados producto de cualquier actividad o proceso productivo. Así, se tiene una manera de entender y medir el impacto sobre el medioambiente.
En estos términos, el mundo productivo ha comenzado a tomar conciencia de que
no sólo los grandes emisores deben hacerse cargo del problema global, sino que es preciso incorporar soluciones y medidas de mitigación a toda escala de producción.
Dentro del sector frutícola, ASOEX está trabajando en una propuesta de protocolo
de medición de la Huella de Carbono, apoyado por la Universidad Santo Tomás, con la finalidad de tener un instrumento que entregue soluciones fáciles y de bajo costo, donde se está gestando una medición de uvas y manzanas. Este proyecto se encuentra en ejecución, teniendo fecha de término el año 2012.
Por su parte, el Instituto de Investigaciones Agropecuarias (INIA) está generando
una página web, cuyo objetivo estaría centrado en entregar información general sobre la Huella de Carbono. 3.8.2 Por qué determinar la Huella de Carbono
La Huella de Carbono no sólo se ha convertido en un indicador del impacto frente al
cambio climático, sino que adicionalmente se constituye en una herramienta de gestión, donde se identifican las distintas fuentes de emisión y los focos de reducción, para luego definir objetivos y metas a corto y mediano plazo. Por otro lado, se presenta como un elemento de comunicación potente que refleja las políticas medioambientales de determinada empresa.
De manera sintética se puede afirmar que la cuantificación de la Huella de Carbono
presenta los siguientes beneficios:
5 Fuente: Corporación Chilena del Vino.
55
a. Permite establecer metas de reducción precisas constituyéndose en un insumo para la definición de estrategias.
b. Permite visualizar oportunidades de eficiencia tanto en el ámbito energético como dentro de la logística y sistemas productivos.
c. Permite a la empresa trabajar en forma conjunta con proveedores y clientes, para mejorar sus estrategias y reducir sus emisiones.
d. Se transforma en un elemento de decisión y diferenciador a la hora de elegir determinado bien o servicio.
e. Se constituye como una alternativa para las nuevas políticas voluntarias de gestión ambiental desarrollada por la empresa.
f. Permite estar preparado para futuras regulaciones e imposiciones de metas de reducción de emisiones provenientes tanto de los mercados de exportación como del ámbito nacional.
g. Por último, constituye un instrumento de accesibilidad de los productos a ciertos mercados, cada vez más exigentes respecto de la certificación de la Huella de Carbono, por lo tanto, pasa a formar parte de la estrategia comercial de cada empresa o sector productivo, al ser tratado en forma conjunta.

56
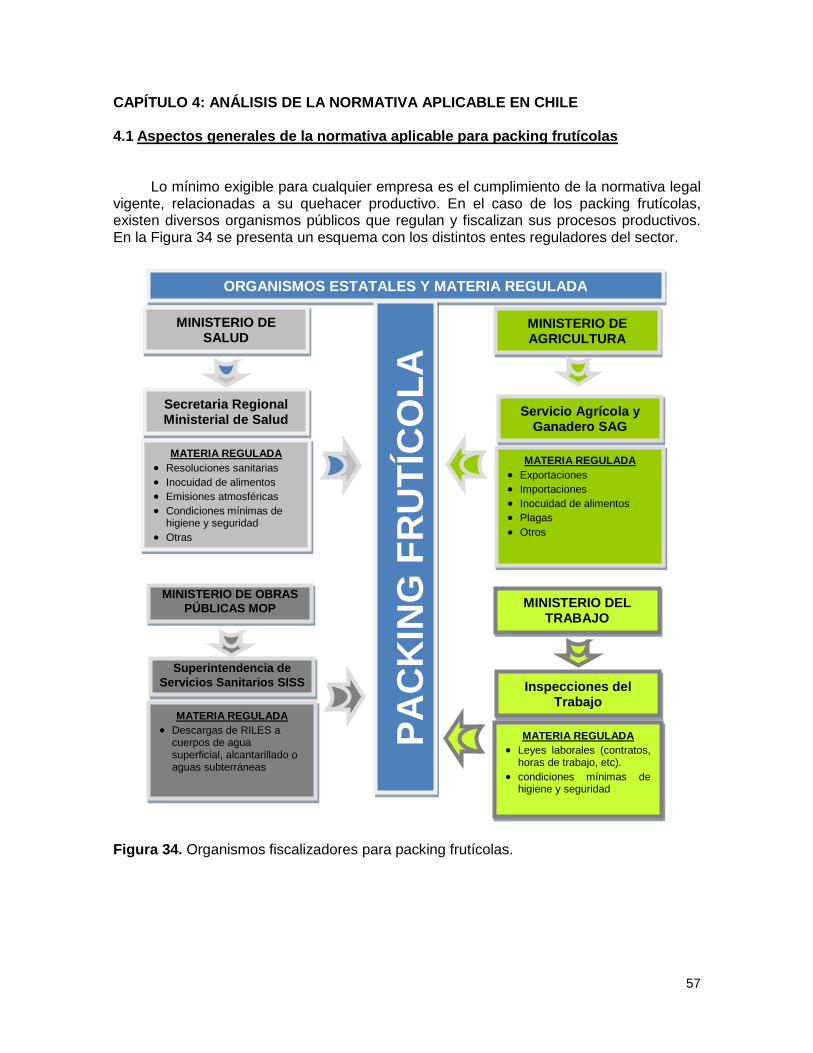
57
CAPÍTULO 4: ANÁLISIS DE LA NORMATIVA APLICABLE EN CHILE
4.1 Aspectos generales de la normativa aplicable para packing frutícolas Lo mínimo exigible para cualquier empresa es el cumplimiento de la normativa legal
vigente, relacionadas a su quehacer productivo. En el caso de los packing frutícolas, existen diversos organismos públicos que regulan y fiscalizan sus procesos productivos. En la Figura 34 se presenta un esquema con los distintos entes reguladores del sector.
Figura 34. Organismos fiscalizadores para packing frutícolas.
ORGANISMOS ESTATALES Y MATERIA REGULADA
MINISTERIO DE SALUD
Secretaria Regional Ministerial de Salud
MATERIA REGULADA
Resoluciones sanitarias
Inocuidad de alimentos
Emisiones atmosféricas
Condiciones mínimas de higiene y seguridad
Otras
MINISTERIO DE AGRICULTURA
Servicio Agrícola y Ganadero SAG
MATERIA REGULADA
Exportaciones
Importaciones
Inocuidad de alimentos
Plagas
Otros
MINISTERIO DE OBRAS
PÚBLICAS MOP
MATERIA REGULADA
Descargas de RILES a cuerpos de agua superficial, alcantarillado o aguas subterráneas
MINISTERIO DEL TRABAJO
Inspecciones del Trabajo
MATERIA REGULADA
Leyes laborales (contratos, horas de trabajo, etc).
condiciones mínimas de higiene y seguridad
Superintendencia de
Servicios Sanitarios SISS
PA
CK
ING
FR
UT
ÍCO
LA
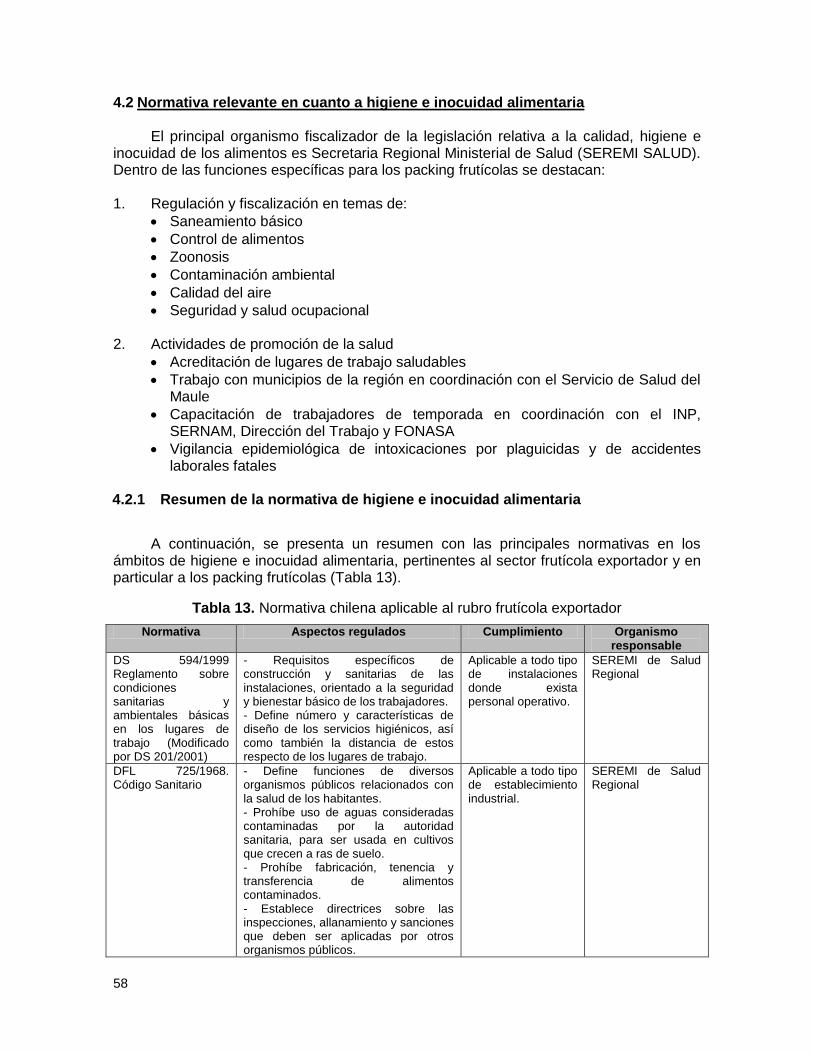
58
4.2 Normativa relevante en cuanto a higiene e inocuidad alimentaria
El principal organismo fiscalizador de la legislación relativa a la calidad, higiene e inocuidad de los alimentos es Secretaria Regional Ministerial de Salud (SEREMI SALUD). Dentro de las funciones específicas para los packing frutícolas se destacan:
1. Regulación y fiscalización en temas de:
Saneamiento básico
Control de alimentos
Zoonosis
Contaminación ambiental
Calidad del aire
Seguridad y salud ocupacional 2. Actividades de promoción de la salud
Acreditación de lugares de trabajo saludables
Trabajo con municipios de la región en coordinación con el Servicio de Salud del Maule
Capacitación de trabajadores de temporada en coordinación con el INP, SERNAM, Dirección del Trabajo y FONASA
Vigilancia epidemiológica de intoxicaciones por plaguicidas y de accidentes laborales fatales
4.2.1 Resumen de la normativa de higiene e inocuidad alimentaria
A continuación, se presenta un resumen con las principales normativas en los ámbitos de higiene e inocuidad alimentaria, pertinentes al sector frutícola exportador y en particular a los packing frutícolas (Tabla 13).
Tabla 13. Normativa chilena aplicable al rubro frutícola exportador
Normativa Aspectos regulados Cumplimiento Organismo responsable
DS 594/1999 Reglamento sobre condiciones sanitarias y ambientales básicas en los lugares de trabajo (Modificado por DS 201/2001)
- Requisitos específicos de construcción y sanitarias de las instalaciones, orientado a la seguridad y bienestar básico de los trabajadores. - Define número y características de diseño de los servicios higiénicos, así como también la distancia de estos respecto de los lugares de trabajo.
Aplicable a todo tipo de instalaciones donde exista personal operativo.
SEREMI de Salud Regional
DFL 725/1968. Código Sanitario
- Define funciones de diversos organismos públicos relacionados con la salud de los habitantes. - Prohíbe uso de aguas consideradas contaminadas por la autoridad sanitaria, para ser usada en cultivos que crecen a ras de suelo. - Prohíbe fabricación, tenencia y transferencia de alimentos contaminados. - Establece directrices sobre las inspecciones, allanamiento y sanciones que deben ser aplicadas por otros organismos públicos.
Aplicable a todo tipo de establecimiento industrial.
SEREMI de Salud Regional
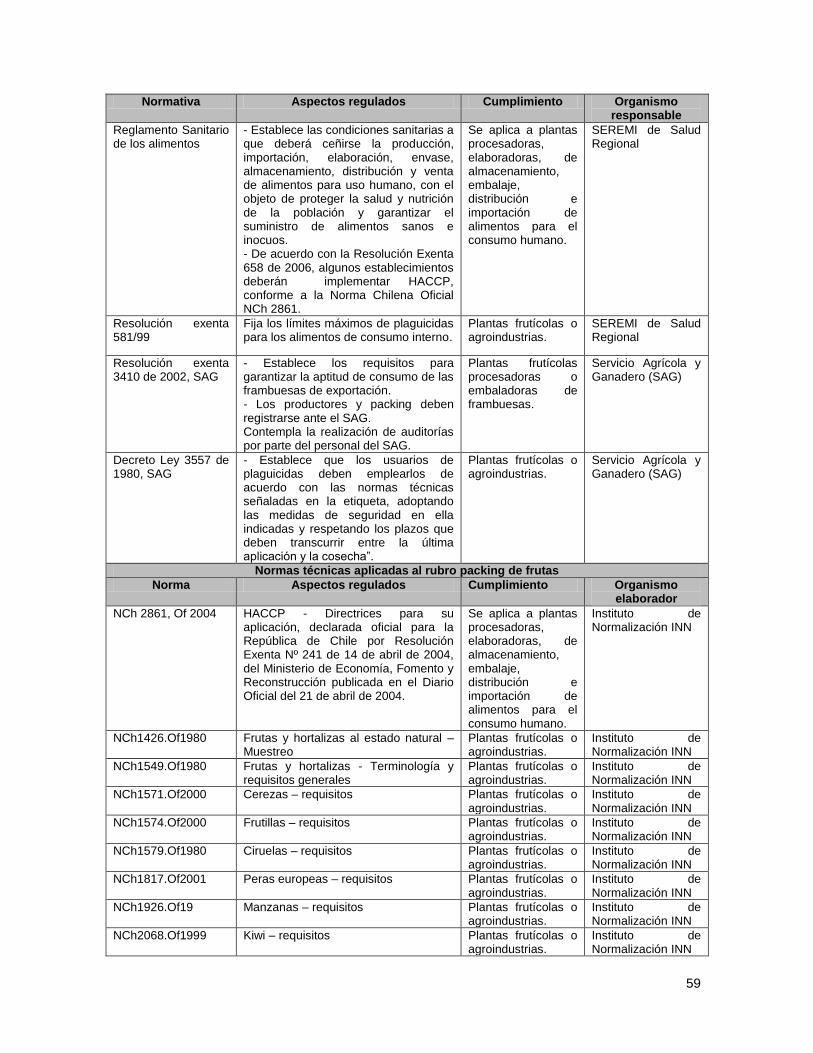
59
Normativa Aspectos regulados Cumplimiento Organismo responsable
Reglamento Sanitario de los alimentos
- Establece las condiciones sanitarias a que deberá ceñirse la producción, importación, elaboración, envase, almacenamiento, distribución y venta de alimentos para uso humano, con el objeto de proteger la salud y nutrición de la población y garantizar el suministro de alimentos sanos e inocuos. - De acuerdo con la Resolución Exenta 658 de 2006, algunos establecimientos deberán implementar HACCP, conforme a la Norma Chilena Oficial NCh 2861.
Se aplica a plantas procesadoras, elaboradoras, de almacenamiento, embalaje, distribución e importación de alimentos para el consumo humano.
SEREMI de Salud Regional
Resolución exenta 581/99
Fija los límites máximos de plaguicidas para los alimentos de consumo interno.
Plantas frutícolas o agroindustrias.
SEREMI de Salud Regional
Resolución exenta 3410 de 2002, SAG
- Establece los requisitos para garantizar la aptitud de consumo de las frambuesas de exportación. - Los productores y packing deben registrarse ante el SAG. Contempla la realización de auditorías por parte del personal del SAG.
Plantas frutícolas procesadoras o embaladoras de frambuesas.
Servicio Agrícola y Ganadero (SAG)
Decreto Ley 3557 de 1980, SAG
- Establece que los usuarios de plaguicidas deben emplearlos de acuerdo con las normas técnicas señaladas en la etiqueta, adoptando las medidas de seguridad en ella indicadas y respetando los plazos que deben transcurrir entre la última aplicación y la cosecha”.
Plantas frutícolas o agroindustrias.
Servicio Agrícola y Ganadero (SAG)
Normas técnicas aplicadas al rubro packing de frutas
Norma Aspectos regulados Cumplimiento Organismo elaborador
NCh 2861, Of 2004 HACCP - Directrices para su aplicación, declarada oficial para la República de Chile por Resolución Exenta Nº 241 de 14 de abril de 2004, del Ministerio de Economía, Fomento y Reconstrucción publicada en el Diario Oficial del 21 de abril de 2004.
Se aplica a plantas procesadoras, elaboradoras, de almacenamiento, embalaje, distribución e importación de alimentos para el consumo humano.
Instituto de Normalización INN
NCh1426.Of1980 Frutas y hortalizas al estado natural – Muestreo
Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1549.Of1980 Frutas y hortalizas - Terminología y requisitos generales
Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1571.Of2000 Cerezas – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1574.Of2000 Frutillas – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1579.Of1980 Ciruelas – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1817.Of2001 Peras europeas – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh1926.Of19 Manzanas – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
NCh2068.Of1999 Kiwi – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
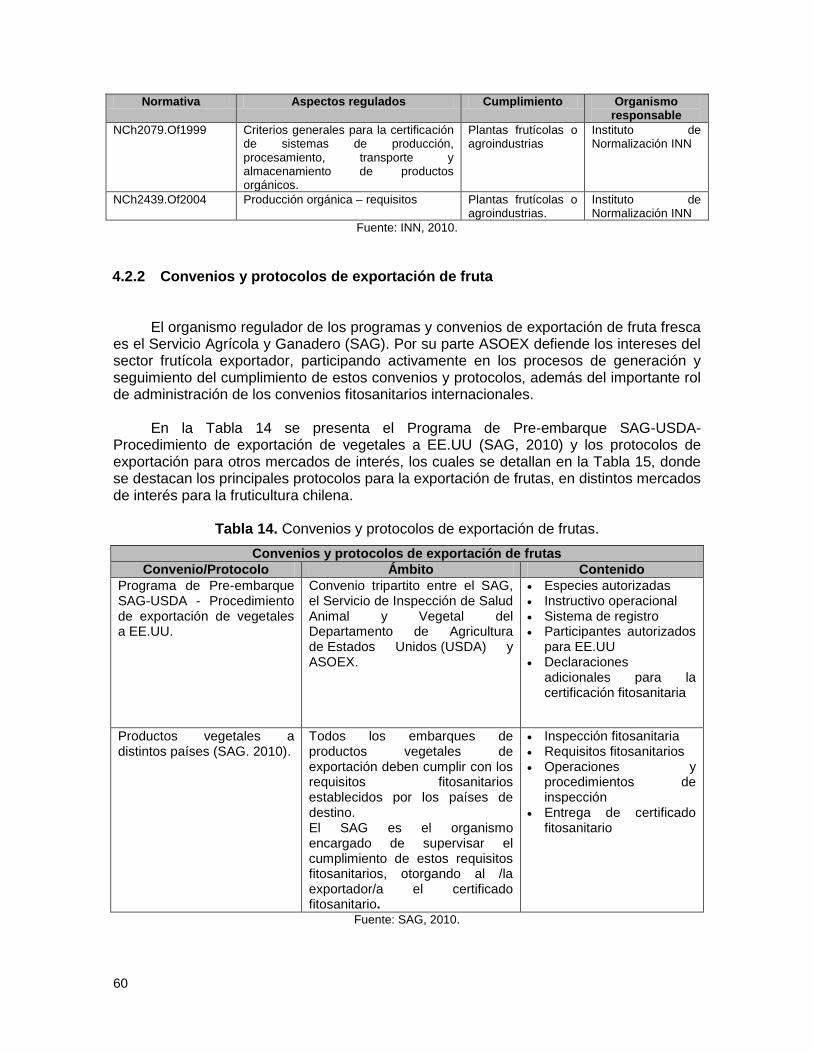
60
Normativa Aspectos regulados Cumplimiento Organismo responsable
NCh2079.Of1999 Criterios generales para la certificación de sistemas de producción, procesamiento, transporte y almacenamiento de productos orgánicos.
Plantas frutícolas o agroindustrias
Instituto de Normalización INN
NCh2439.Of2004 Producción orgánica – requisitos Plantas frutícolas o agroindustrias.
Instituto de Normalización INN
Fuente: INN, 2010.
4.2.2 Convenios y protocolos de exportación de fruta
El organismo regulador de los programas y convenios de exportación de fruta fresca es el Servicio Agrícola y Ganadero (SAG). Por su parte ASOEX defiende los intereses del sector frutícola exportador, participando activamente en los procesos de generación y seguimiento del cumplimiento de estos convenios y protocolos, además del importante rol de administración de los convenios fitosanitarios internacionales.
En la Tabla 14 se presenta el Programa de Pre-embarque SAG-USDA-
Procedimiento de exportación de vegetales a EE.UU (SAG, 2010) y los protocolos de exportación para otros mercados de interés, los cuales se detallan en la Tabla 15, donde se destacan los principales protocolos para la exportación de frutas, en distintos mercados de interés para la fruticultura chilena.
Tabla 14. Convenios y protocolos de exportación de frutas.
Convenios y protocolos de exportación de frutas
Convenio/Protocolo Ámbito Contenido
Programa de Pre-embarque SAG-USDA - Procedimiento de exportación de vegetales a EE.UU.
Convenio tripartito entre el SAG, el Servicio de Inspección de Salud Animal y Vegetal del Departamento de Agricultura de Estados Unidos (USDA) y ASOEX.
Especies autorizadas Instructivo operacional Sistema de registro Participantes autorizados
para EE.UU Declaraciones
adicionales para la certificación fitosanitaria
Productos vegetales a distintos países (SAG. 2010).
Todos los embarques de productos vegetales de exportación deben cumplir con los requisitos fitosanitarios establecidos por los países de destino. El SAG es el organismo encargado de supervisar el cumplimiento de estos requisitos fitosanitarios, otorgando al /la exportador/a el certificado fitosanitario.
Inspección fitosanitaria Requisitos fitosanitarios Operaciones y
procedimientos de inspección
Entrega de certificado fitosanitario
Fuente: SAG, 2010.
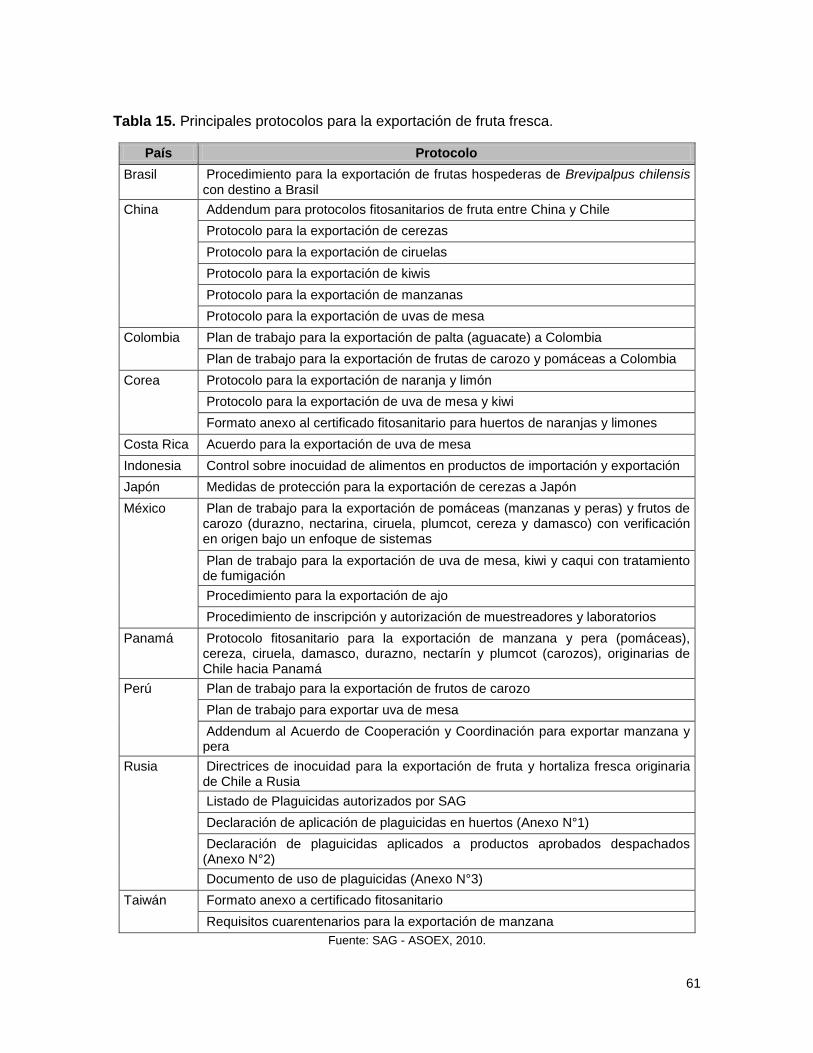
61
Tabla 15. Principales protocolos para la exportación de fruta fresca.
País Protocolo
Brasil Procedimiento para la exportación de frutas hospederas de Brevipalpus chilensis con destino a Brasil
China Addendum para protocolos fitosanitarios de fruta entre China y Chile
Protocolo para la exportación de cerezas
Protocolo para la exportación de ciruelas
Protocolo para la exportación de kiwis
Protocolo para la exportación de manzanas
Protocolo para la exportación de uvas de mesa
Colombia Plan de trabajo para la exportación de palta (aguacate) a Colombia
Plan de trabajo para la exportación de frutas de carozo y pomáceas a Colombia
Corea Protocolo para la exportación de naranja y limón
Protocolo para la exportación de uva de mesa y kiwi
Formato anexo al certificado fitosanitario para huertos de naranjas y limones
Costa Rica Acuerdo para la exportación de uva de mesa
Indonesia Control sobre inocuidad de alimentos en productos de importación y exportación
Japón Medidas de protección para la exportación de cerezas a Japón
México Plan de trabajo para la exportación de pomáceas (manzanas y peras) y frutos de carozo (durazno, nectarina, ciruela, plumcot, cereza y damasco) con verificación en origen bajo un enfoque de sistemas
Plan de trabajo para la exportación de uva de mesa, kiwi y caqui con tratamiento de fumigación
Procedimiento para la exportación de ajo
Procedimiento de inscripción y autorización de muestreadores y laboratorios
Panamá Protocolo fitosanitario para la exportación de manzana y pera (pomáceas), cereza, ciruela, damasco, durazno, nectarín y plumcot (carozos), originarias de Chile hacia Panamá
Perú Plan de trabajo para la exportación de frutos de carozo
Plan de trabajo para exportar uva de mesa
Addendum al Acuerdo de Cooperación y Coordinación para exportar manzana y pera
Rusia Directrices de inocuidad para la exportación de fruta y hortaliza fresca originaria de Chile a Rusia
Listado de Plaguicidas autorizados por SAG
Declaración de aplicación de plaguicidas en huertos (Anexo N°1)
Declaración de plaguicidas aplicados a productos aprobados despachados (Anexo N°2)
Documento de uso de plaguicidas (Anexo N°3)
Taiwán Formato anexo a certificado fitosanitario
Requisitos cuarentenarios para la exportación de manzana
Fuente: SAG - ASOEX, 2010.
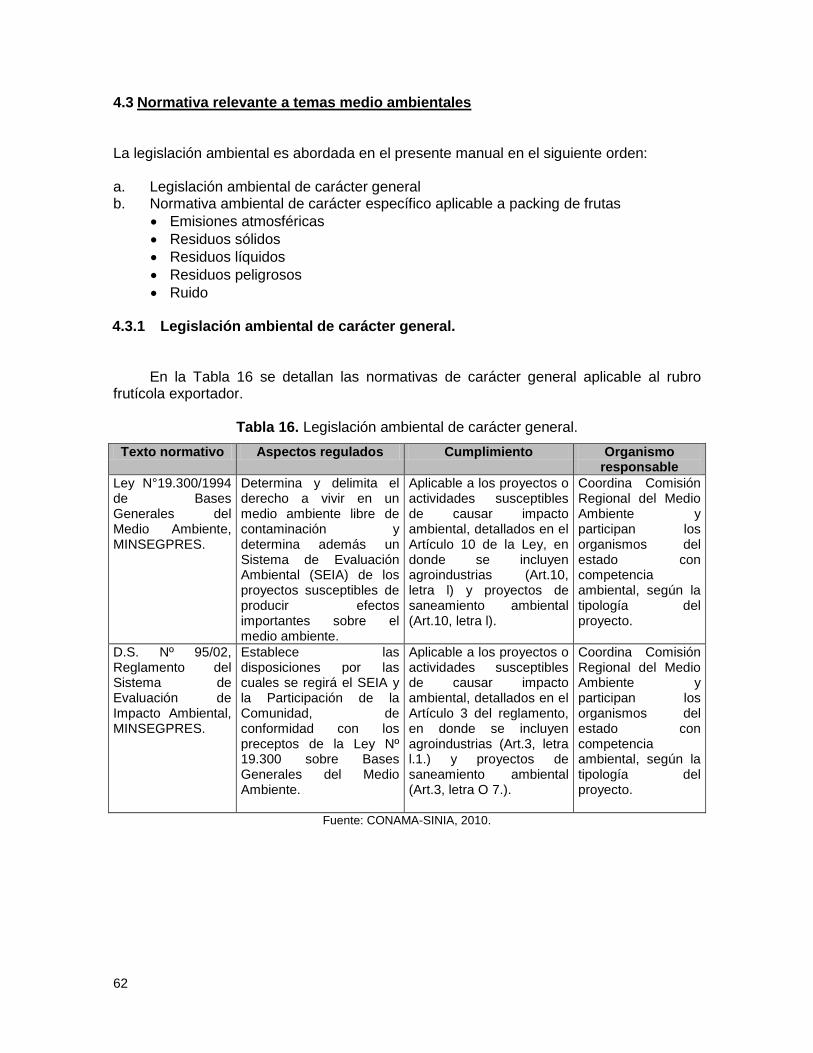
62
4.3 Normativa relevante a temas medio ambientales La legislación ambiental es abordada en el presente manual en el siguiente orden: a. Legislación ambiental de carácter general b. Normativa ambiental de carácter específico aplicable a packing de frutas
Emisiones atmosféricas
Residuos sólidos
Residuos líquidos
Residuos peligrosos
Ruido 4.3.1 Legislación ambiental de carácter general.
En la Tabla 16 se detallan las normativas de carácter general aplicable al rubro
frutícola exportador.
Tabla 16. Legislación ambiental de carácter general.
Texto normativo Aspectos regulados Cumplimiento Organismo responsable
Ley N°19.300/1994 de Bases Generales del Medio Ambiente, MINSEGPRES.
Determina y delimita el derecho a vivir en un medio ambiente libre de contaminación y determina además un Sistema de Evaluación Ambiental (SEIA) de los proyectos susceptibles de producir efectos importantes sobre el medio ambiente.
Aplicable a los proyectos o actividades susceptibles de causar impacto ambiental, detallados en el Artículo 10 de la Ley, en donde se incluyen agroindustrias (Art.10, letra l) y proyectos de saneamiento ambiental (Art.10, letra l).
Coordina Comisión Regional del Medio Ambiente y participan los organismos del estado con competencia ambiental, según la tipología del proyecto.
D.S. Nº 95/02, Reglamento del Sistema de Evaluación de Impacto Ambiental, MINSEGPRES.
Establece las disposiciones por las cuales se regirá el SEIA y la Participación de la Comunidad, de conformidad con los preceptos de la Ley Nº 19.300 sobre Bases Generales del Medio Ambiente.
Aplicable a los proyectos o actividades susceptibles de causar impacto ambiental, detallados en el Artículo 3 del reglamento, en donde se incluyen agroindustrias (Art.3, letra l.1.) y proyectos de saneamiento ambiental (Art.3, letra O 7.).
Coordina Comisión Regional del Medio Ambiente y participan los organismos del estado con competencia ambiental, según la tipología del proyecto.
Fuente: CONAMA-SINIA, 2010.
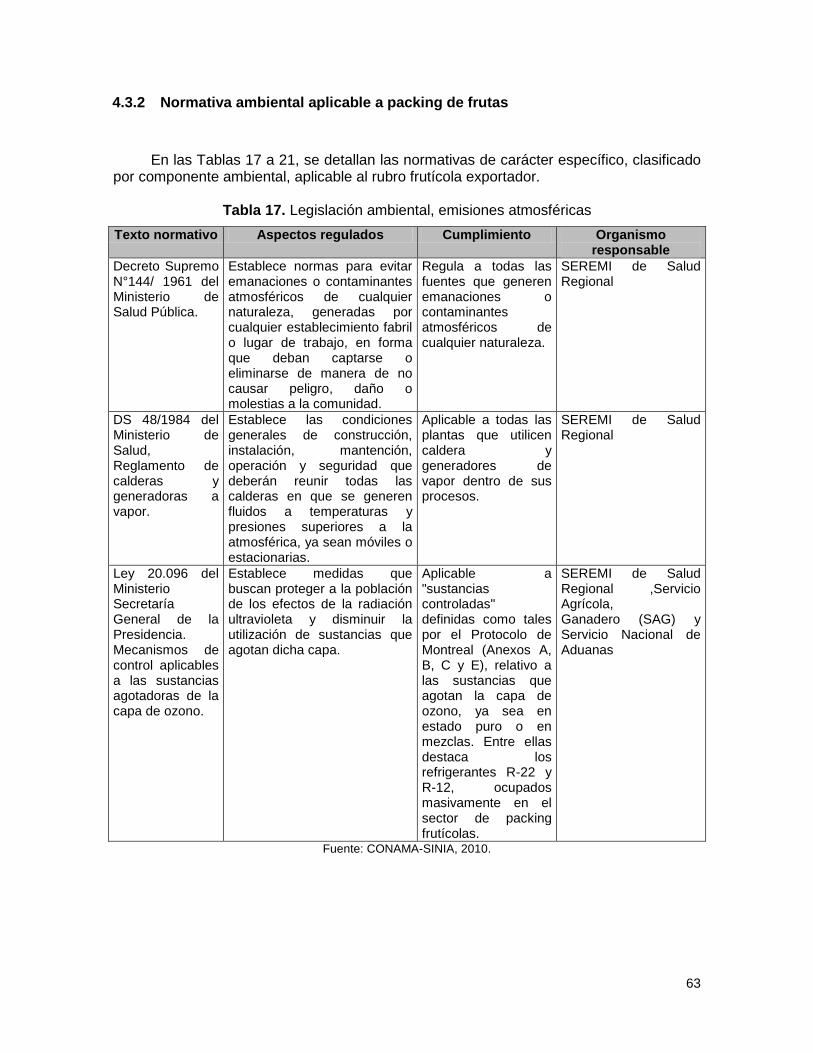
63
4.3.2 Normativa ambiental aplicable a packing de frutas
En las Tablas 17 a 21, se detallan las normativas de carácter específico, clasificado por componente ambiental, aplicable al rubro frutícola exportador.
Tabla 17. Legislación ambiental, emisiones atmosféricas
Texto normativo Aspectos regulados Cumplimiento Organismo responsable
Decreto Supremo N°144/ 1961 del Ministerio de Salud Pública.
Establece normas para evitar emanaciones o contaminantes atmosféricos de cualquier naturaleza, generadas por cualquier establecimiento fabril o lugar de trabajo, en forma que deban captarse o eliminarse de manera de no causar peligro, daño o molestias a la comunidad.
Regula a todas las fuentes que generen emanaciones o contaminantes atmosféricos de cualquier naturaleza.
SEREMI de Salud Regional
DS 48/1984 del Ministerio de Salud, Reglamento de calderas y generadoras a vapor.
Establece las condiciones generales de construcción, instalación, mantención, operación y seguridad que deberán reunir todas las calderas en que se generen fluidos a temperaturas y presiones superiores a la atmosférica, ya sean móviles o estacionarias.
Aplicable a todas las plantas que utilicen caldera y generadores de vapor dentro de sus procesos.
SEREMI de Salud Regional
Ley 20.096 del Ministerio Secretaría General de la Presidencia. Mecanismos de control aplicables a las sustancias agotadoras de la capa de ozono.
Establece medidas que buscan proteger a la población de los efectos de la radiación ultravioleta y disminuir la utilización de sustancias que agotan dicha capa.
Aplicable a "sustancias controladas" definidas como tales por el Protocolo de Montreal (Anexos A, B, C y E), relativo a las sustancias que agotan la capa de ozono, ya sea en estado puro o en mezclas. Entre ellas destaca los refrigerantes R-22 y R-12, ocupados masivamente en el sector de packing frutícolas.
SEREMI de Salud Regional ,Servicio Agrícola, Ganadero (SAG) y Servicio Nacional de Aduanas
Fuente: CONAMA-SINIA, 2010.
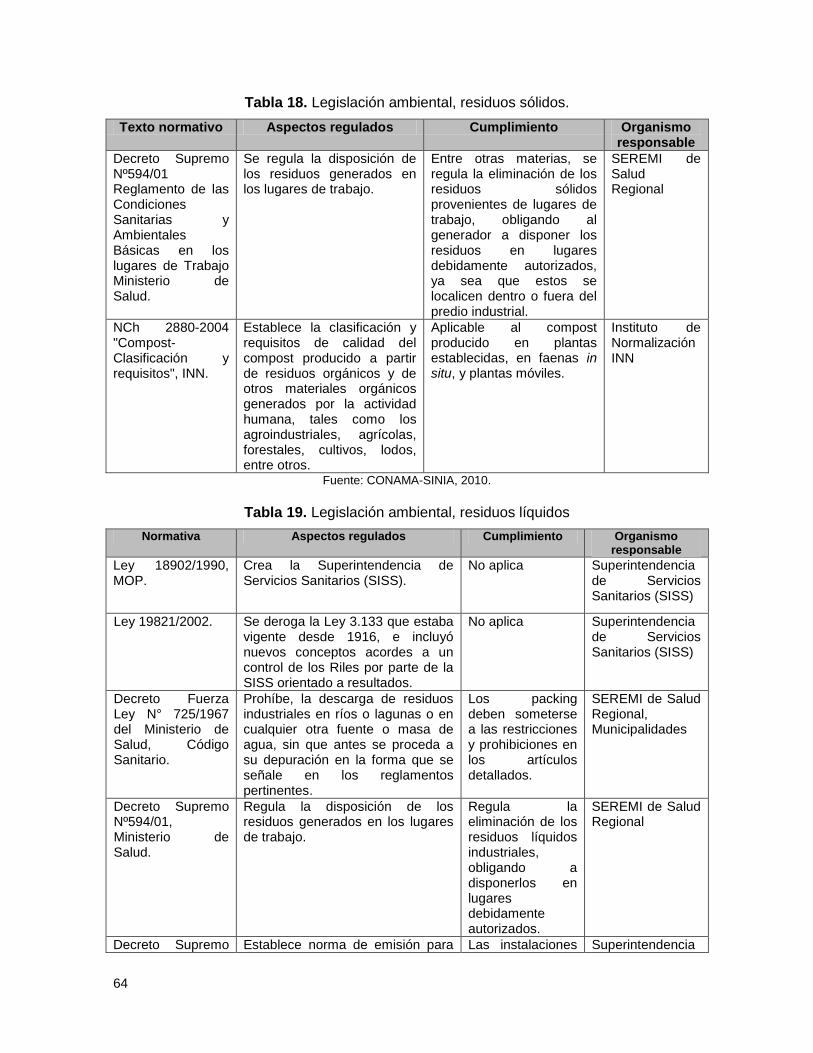
64
Tabla 18. Legislación ambiental, residuos sólidos.
Texto normativo Aspectos regulados Cumplimiento Organismo responsable
Decreto Supremo Nº594/01 Reglamento de las Condiciones Sanitarias y Ambientales Básicas en los lugares de Trabajo Ministerio de Salud.
Se regula la disposición de los residuos generados en los lugares de trabajo.
Entre otras materias, se regula la eliminación de los residuos sólidos provenientes de lugares de trabajo, obligando al generador a disponer los residuos en lugares debidamente autorizados, ya sea que estos se localicen dentro o fuera del predio industrial.
SEREMI de Salud Regional
NCh 2880-2004 "Compost- Clasificación y requisitos", INN.
Establece la clasificación y requisitos de calidad del compost producido a partir de residuos orgánicos y de otros materiales orgánicos generados por la actividad humana, tales como los agroindustriales, agrícolas, forestales, cultivos, lodos, entre otros.
Aplicable al compost producido en plantas establecidas, en faenas in situ, y plantas móviles.
Instituto de Normalización INN
Fuente: CONAMA-SINIA, 2010.
Tabla 19. Legislación ambiental, residuos líquidos
Normativa Aspectos regulados Cumplimiento Organismo responsable
Ley 18902/1990, MOP.
Crea la Superintendencia de Servicios Sanitarios (SISS).
No aplica Superintendencia de Servicios Sanitarios (SISS)
Ley 19821/2002.
Se deroga la Ley 3.133 que estaba vigente desde 1916, e incluyó nuevos conceptos acordes a un control de los Riles por parte de la SISS orientado a resultados.
No aplica Superintendencia de Servicios Sanitarios (SISS)
Decreto Fuerza Ley N° 725/1967 del Ministerio de Salud, Código Sanitario.
Prohíbe, la descarga de residuos industriales en ríos o lagunas o en cualquier otra fuente o masa de agua, sin que antes se proceda a su depuración en la forma que se señale en los reglamentos pertinentes.
Los packing deben someterse a las restricciones y prohibiciones en los artículos detallados.
SEREMI de Salud Regional, Municipalidades
Decreto Supremo Nº594/01, Ministerio de Salud.
Regula la disposición de los residuos generados en los lugares de trabajo.
Regula la eliminación de los residuos líquidos industriales, obligando a disponerlos en lugares debidamente autorizados.
SEREMI de Salud Regional
Decreto Supremo Establece norma de emisión para Las instalaciones Superintendencia
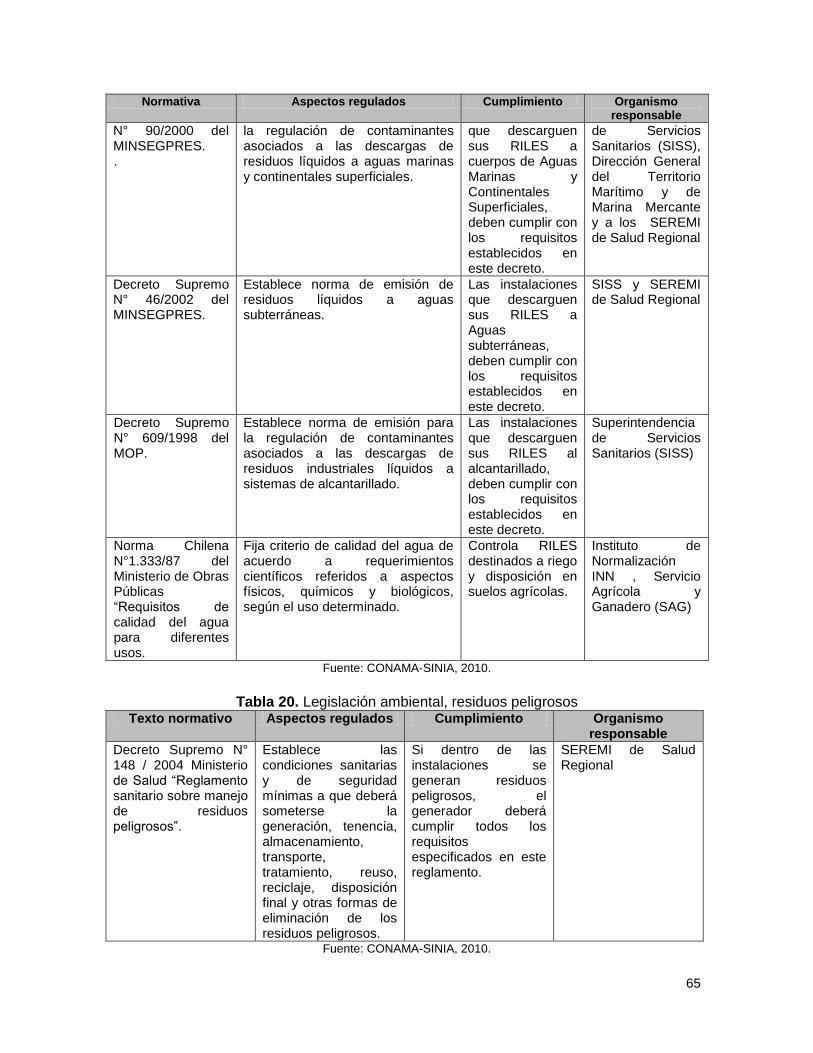
65
Normativa Aspectos regulados Cumplimiento Organismo responsable
N° 90/2000 del MINSEGPRES. .
la regulación de contaminantes asociados a las descargas de residuos líquidos a aguas marinas y continentales superficiales.
que descarguen sus RILES a cuerpos de Aguas Marinas y Continentales Superficiales, deben cumplir con los requisitos establecidos en este decreto.
de Servicios Sanitarios (SISS), Dirección General del Territorio Marítimo y de Marina Mercante y a los SEREMI de Salud Regional
Decreto Supremo N° 46/2002 del MINSEGPRES.
Establece norma de emisión de residuos líquidos a aguas subterráneas.
Las instalaciones que descarguen sus RILES a Aguas subterráneas, deben cumplir con los requisitos establecidos en este decreto.
SISS y SEREMI de Salud Regional
Decreto Supremo N° 609/1998 del MOP.
Establece norma de emisión para la regulación de contaminantes asociados a las descargas de residuos industriales líquidos a sistemas de alcantarillado.
Las instalaciones que descarguen sus RILES al alcantarillado, deben cumplir con los requisitos establecidos en este decreto.
Superintendencia de Servicios Sanitarios (SISS)
Norma Chilena N°1.333/87 del Ministerio de Obras Públicas “Requisitos de calidad del agua para diferentes usos.
Fija criterio de calidad del agua de acuerdo a requerimientos científicos referidos a aspectos físicos, químicos y biológicos, según el uso determinado.
Controla RILES destinados a riego y disposición en suelos agrícolas.
Instituto de Normalización INN , Servicio Agrícola y Ganadero (SAG)
Fuente: CONAMA-SINIA, 2010.
Tabla 20. Legislación ambiental, residuos peligrosos Texto normativo Aspectos regulados Cumplimiento Organismo
responsable
Decreto Supremo N° 148 / 2004 Ministerio de Salud “Reglamento sanitario sobre manejo de residuos peligrosos”.
Establece las condiciones sanitarias y de seguridad mínimas a que deberá someterse la generación, tenencia, almacenamiento, transporte, tratamiento, reuso, reciclaje, disposición final y otras formas de eliminación de los residuos peligrosos.
Si dentro de las instalaciones se generan residuos peligrosos, el generador deberá cumplir todos los requisitos especificados en este reglamento.
SEREMI de Salud Regional
Fuente: CONAMA-SINIA, 2010.
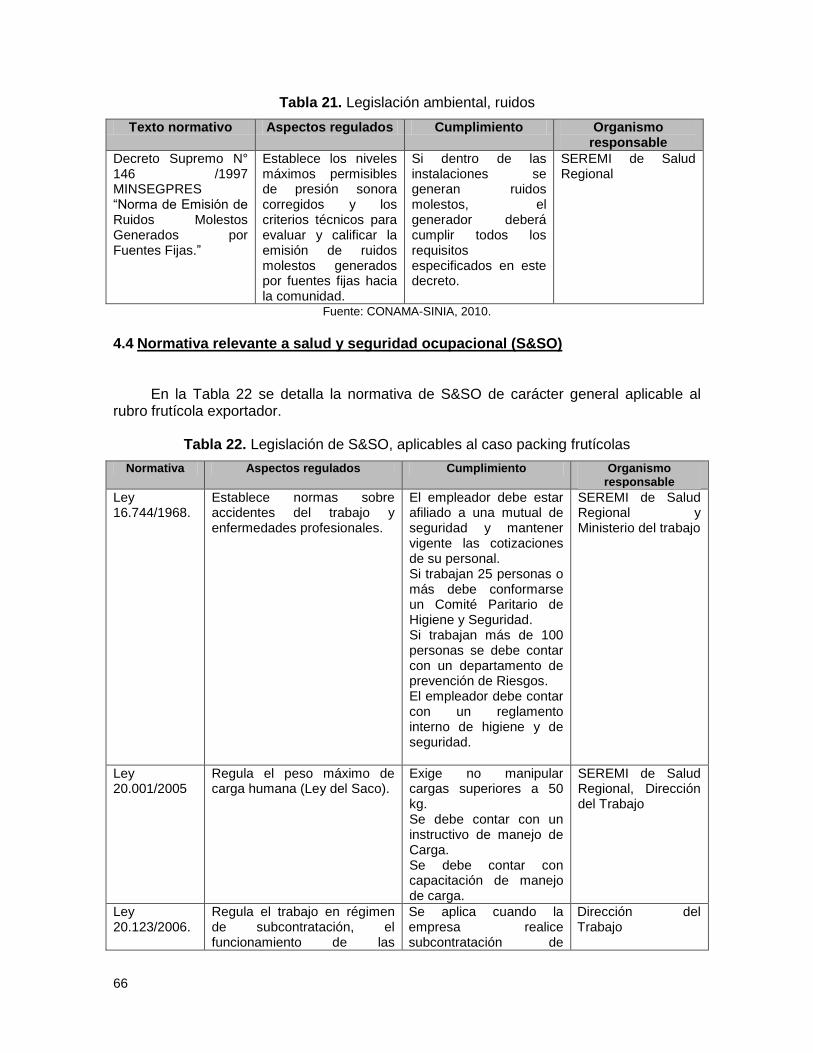
66
Tabla 21. Legislación ambiental, ruidos
Texto normativo Aspectos regulados Cumplimiento Organismo responsable
Decreto Supremo N° 146 /1997 MINSEGPRES “Norma de Emisión de Ruidos Molestos Generados por Fuentes Fijas.”
Establece los niveles máximos permisibles de presión sonora corregidos y los criterios técnicos para evaluar y calificar la emisión de ruidos molestos generados por fuentes fijas hacia la comunidad.
Si dentro de las instalaciones se generan ruidos molestos, el generador deberá cumplir todos los requisitos especificados en este decreto.
SEREMI de Salud Regional
Fuente: CONAMA-SINIA, 2010.
4.4 Normativa relevante a salud y seguridad ocupacional (S&SO)
En la Tabla 22 se detalla la normativa de S&SO de carácter general aplicable al rubro frutícola exportador.
Tabla 22. Legislación de S&SO, aplicables al caso packing frutícolas
Normativa Aspectos regulados Cumplimiento Organismo responsable
Ley 16.744/1968.
Establece normas sobre accidentes del trabajo y enfermedades profesionales.
El empleador debe estar afiliado a una mutual de seguridad y mantener vigente las cotizaciones de su personal. Si trabajan 25 personas o más debe conformarse un Comité Paritario de Higiene y Seguridad. Si trabajan más de 100 personas se debe contar con un departamento de prevención de Riesgos. El empleador debe contar con un reglamento interno de higiene y de seguridad.
SEREMI de Salud Regional y Ministerio del trabajo
Ley 20.001/2005
Regula el peso máximo de carga humana (Ley del Saco).
Exige no manipular cargas superiores a 50 kg. Se debe contar con un instructivo de manejo de Carga. Se debe contar con capacitación de manejo de carga.
SEREMI de Salud Regional, Dirección del Trabajo
Ley 20.123/2006.
Regula el trabajo en régimen de subcontratación, el funcionamiento de las
Se aplica cuando la empresa realice subcontratación de
Dirección del Trabajo
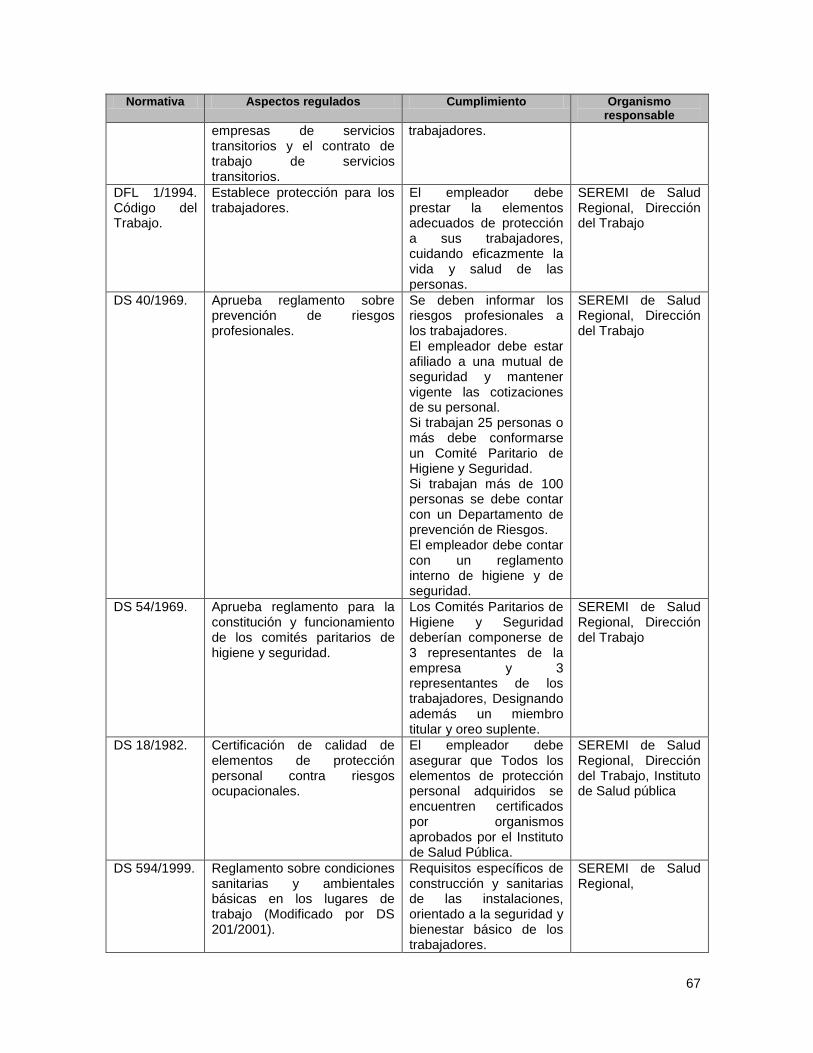
67
Normativa Aspectos regulados Cumplimiento Organismo responsable
empresas de servicios transitorios y el contrato de trabajo de servicios transitorios.
trabajadores.
DFL 1/1994. Código del Trabajo.
Establece protección para los trabajadores.
El empleador debe prestar la elementos adecuados de protección a sus trabajadores, cuidando eficazmente la vida y salud de las personas.
SEREMI de Salud Regional, Dirección del Trabajo
DS 40/1969. Aprueba reglamento sobre prevención de riesgos profesionales.
Se deben informar los riesgos profesionales a los trabajadores. El empleador debe estar afiliado a una mutual de seguridad y mantener vigente las cotizaciones de su personal. Si trabajan 25 personas o más debe conformarse un Comité Paritario de Higiene y Seguridad. Si trabajan más de 100 personas se debe contar con un Departamento de prevención de Riesgos. El empleador debe contar con un reglamento interno de higiene y de seguridad.
SEREMI de Salud Regional, Dirección del Trabajo
DS 54/1969. Aprueba reglamento para la constitución y funcionamiento de los comités paritarios de higiene y seguridad.
Los Comités Paritarios de Higiene y Seguridad deberían componerse de 3 representantes de la empresa y 3 representantes de los trabajadores, Designando además un miembro titular y oreo suplente.
SEREMI de Salud Regional, Dirección del Trabajo
DS 18/1982. Certificación de calidad de elementos de protección personal contra riesgos ocupacionales.
El empleador debe asegurar que Todos los elementos de protección personal adquiridos se encuentren certificados por organismos aprobados por el Instituto de Salud Pública.
SEREMI de Salud Regional, Dirección del Trabajo, Instituto de Salud pública
DS 594/1999. Reglamento sobre condiciones sanitarias y ambientales básicas en los lugares de trabajo (Modificado por DS 201/2001).
Requisitos específicos de construcción y sanitarias de las instalaciones, orientado a la seguridad y bienestar básico de los trabajadores.
SEREMI de Salud Regional,
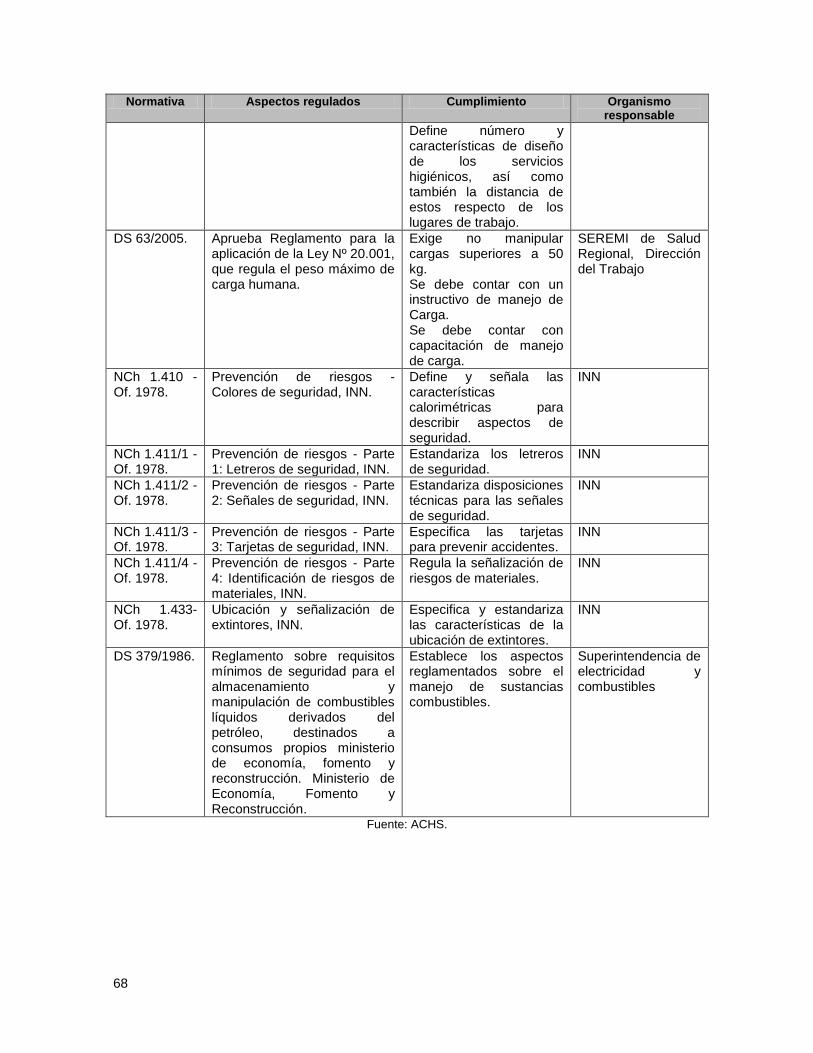
68
Normativa Aspectos regulados Cumplimiento Organismo responsable
Define número y características de diseño de los servicios higiénicos, así como también la distancia de estos respecto de los lugares de trabajo.
DS 63/2005. Aprueba Reglamento para la aplicación de la Ley Nº 20.001, que regula el peso máximo de carga humana.
Exige no manipular cargas superiores a 50 kg. Se debe contar con un instructivo de manejo de Carga. Se debe contar con capacitación de manejo de carga.
SEREMI de Salud Regional, Dirección del Trabajo
NCh 1.410 - Of. 1978.
Prevención de riesgos - Colores de seguridad, INN.
Define y señala las características calorimétricas para describir aspectos de seguridad.
INN
NCh 1.411/1 - Of. 1978.
Prevención de riesgos - Parte 1: Letreros de seguridad, INN.
Estandariza los letreros de seguridad.
INN
NCh 1.411/2 - Of. 1978.
Prevención de riesgos - Parte 2: Señales de seguridad, INN.
Estandariza disposiciones técnicas para las señales de seguridad.
INN
NCh 1.411/3 - Of. 1978.
Prevención de riesgos - Parte 3: Tarjetas de seguridad, INN.
Especifica las tarjetas para prevenir accidentes.
INN
NCh 1.411/4 - Of. 1978.
Prevención de riesgos - Parte 4: Identificación de riesgos de materiales, INN.
Regula la señalización de riesgos de materiales.
INN
NCh 1.433- Of. 1978.
Ubicación y señalización de extintores, INN.
Especifica y estandariza las características de la ubicación de extintores.
INN
DS 379/1986. Reglamento sobre requisitos mínimos de seguridad para el almacenamiento y manipulación de combustibles líquidos derivados del petróleo, destinados a consumos propios ministerio de economía, fomento y reconstrucción. Ministerio de Economía, Fomento y Reconstrucción.
Establece los aspectos reglamentados sobre el manejo de sustancias combustibles.
Superintendencia de electricidad y combustibles
Fuente: ACHS.
69
4.5 Normativa referente a uso de energía Si bien no hay una normativa específica en cuanto al uso de energía para packing
frutícolas, sí existen una serie de aspectos normativos en el mercado de suministro eléctrico que resultan convenientes de ser manejados por las empresas del sector.
4.5.1 Antecedentes acerca del abastecimiento de energía eléctrica
De acuerdo a las leyes vigentes y a las prácticas que rigen como precedentes válidos para la negociación y acuerdos de compra de energía, y al difícil escenario que hoy presenta el mercado eléctrico en relación al recurso, el objetivo del presente inciso es entregar las herramientas técnicas e información legal vigente, para resolver en forma favorable las condiciones de compra de energía.
Los decretos, leyes, normas y reglamentos vigentes que son aplicados para controlar el mercado eléctrico en Chile, corresponden a:
Decreto con Fuerza de Ley Nº 4, de fecha 12 de mayo de 2006 (D.F.L. Nº 4): Fija texto refundido, coordinado y sistematizado del Decreto con Fuerza de Ley Nº 1, de Minería, de 1982, Ley General de Servicios Eléctricos, en materia de energía eléctrica.
Decreto Supremo Nº 327, de fecha 10 de septiembre de 1998 (D.S. Nº 327): Fija Reglamento de la Ley General de Servicios Eléctricos.
Resolución Ministerial Exenta Nº 40, de fecha 16 de mayo de 2005 (NT de SyCS): modifica norma técnica con exigencias de Seguridad y Calidad de Servicio para el sistema interconectado del norte grande y el sistema interconectado central.
Decreto Nº 276, de fecha 04 de noviembre de 2004 (Decreto Tarifario): Fija formulas tarifarias aplicables a los suministros sujetos a precios regulados, efectuados por las empresas de distribución para el cuadrienio noviembre de 2004 a noviembre de 2008.
Decreto Fijación Precio de Nudo Nº 340, de fecha 30 de octubre de 2006 (D.P.N. Nº 340): Fija precios de nudo para suministros de electricidad. Este decreto se actualiza cada seis meses.
Normas Técnicas de Calidad de Servicio de la Comisión Nacional de Energía: Entrega “recomendaciones técnicas” sobre cuáles son las variables eléctricas que inciden en el correcto funcionamiento de un sistema de energía, y en que magnitud y forma se deben presentar.
70
4.5.2 Definición del tipo de cliente En el mercado de la energía eléctrica, el marco regulatorio entrega tarifas, define
contratos y tipos de clientes, dentro de un sistema que abarca la generación, transmisión, distribución y a los consumidores finales, además de la calidad del suministro.
De acuerdo a las leyes y normas vigentes, se definen tres tipos de clientes en el
sistema: i. Cliente de precio regulado: en términos generales, corresponden a todos los
usuarios finales cuya potencia conectada es inferior o igual a 2.000 KW.
ii. Cliente que puede optar a ser cliente de precio libre: corresponden a aquellos usuarios finales que cumplan con alguna de estas tres condiciones:
Requiere contratar servicios por menos de doce meses.
Requiere contratar calidades especiales de servicio.
Cuando su potencia conectada es superior a 500 KW.
En estos casos el usuario final tendrá derecho a optar por un régimen de tarifa regulada o de precio libre.
iii. Cliente de precio libre: corresponden a aquellos usuarios finales que contratan suministros por una potencia conectada superior a 2.000 KW. Independiente de su zona de ubicación o nivel de tensión requerida.
La mayoría de las empresas de packing frutícola están bajo el régimen de cliente de
precio regulado.
71
CAPÍTULO 5: EXPERIENCIA INTERNACIONAL EN LA MATERIA 5.1 Requerimientos en mercados relevantes
Más allá de la normativa legal vigente, las empresas exportadoras frutícolas, deben hacerse cargo de una serie de requerimientos presentes en los distintos mercados de destino, mucho de los cuales se han desarrollado por el interés de los consumidores de contar con productos que satisfagan sus requerimientos en cuanto a su calidad.
En el caso de los alimentos, Zoffoli (2005) define la calidad como el conjunto de
atributos de aceptabilidad del producto que aseguran el consumo de corto y largo plazo. En cuanto a los atributos, existen algunos que son perceptibles antes del consumo,
como color, aspecto, tamaño, en general fácilmente detectables por el consumidor antes de la compra. También existen otros que sólo pueden percibirse una vez probado el alimento como: sabor, jugosidad, aroma, etc., fácilmente recordables por el consumidor al momento de decidir repetir la compra. Un tercer grupo de atributos son aquellos que no pueden ser percibidos por el consumidor incluso en el consumo, por ejemplo, si un alimento está contaminado o no, si se produjo bajo estándares amigables con el medio ambiente, si la empresa que lo produjo es socialmente responsable, etc. Este último tipo de atributos ha ido ganando cada vez más terreno en la industria agro-alimentaria y la forma de incorporarlos a los productos ha sido uno de los motores del surgimiento de una serie de normas y protocolos de aseguramiento de la calidad.
Según la Organización de las Naciones Unidas para la Agricultura y la Alimentación
(FAO, siglas de Food and Agriculture Organization), el consumidor quiere comprar un producto con características específicas, en un sistema confiable y que satisfaga sus intereses. Para que esto se cumpla, la certificación es el sistema establecido para tal propósito.
A lo anterior, FAO define a la certificación como una confirmación formal e
independiente, otorgada al productor, indicando que su producto cumple con las normas que comprometió. 5.1.1 Normativas y estándares internacionales de calidad e inocuidad de alimentos 5.1.1.1 Antecedentes generales
El control de los alimentos incluye todas las actividades que se llevan a cabo para asegurar la calidad, inocuidad y la presentación honesta del alimento en todas sus etapas en un enfoque integrador. (Presentación de INIA para seminario de Bromuro de Metilo; 2004). Es así como existen diversos documentos, protocolos y normativas exigidos por los compradores de distintos países con motivo de certificar la calidad de los alimentos a consumir.
En la Figura 35 se detallan los principales estándares de aseguramiento de calidad
aplicables a packing de fruta fresca.
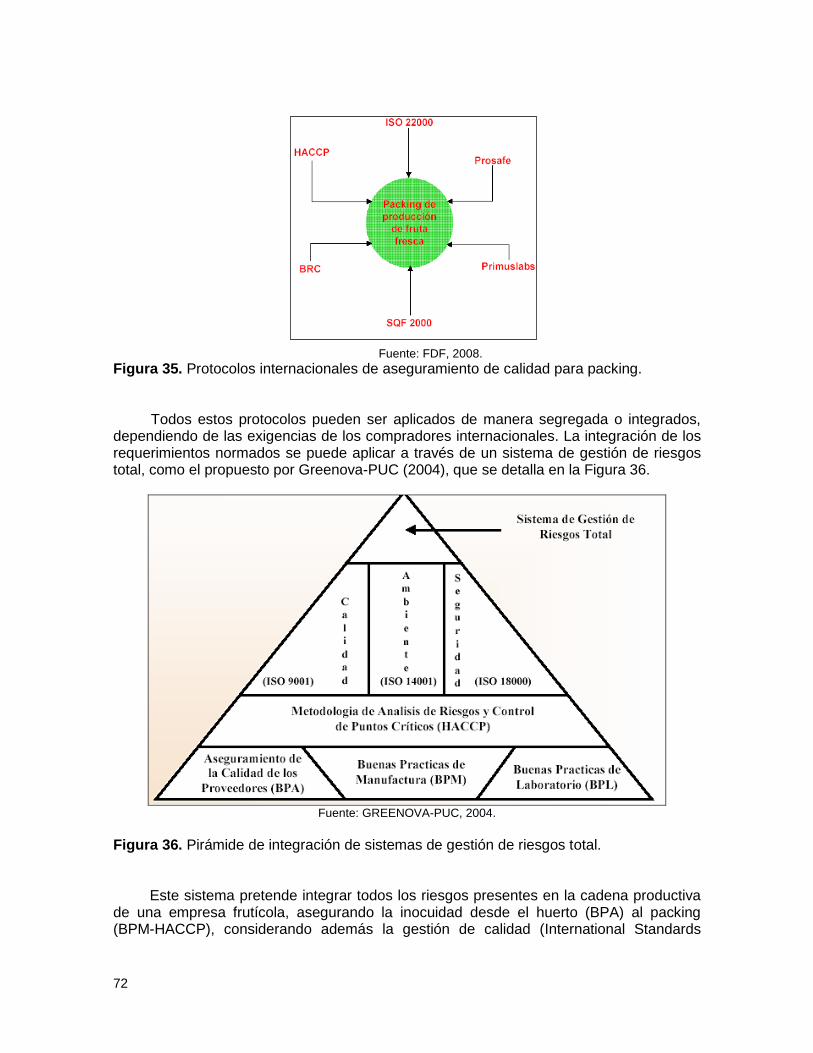
72
Fuente: FDF, 2008.
Figura 35. Protocolos internacionales de aseguramiento de calidad para packing.
Todos estos protocolos pueden ser aplicados de manera segregada o integrados,
dependiendo de las exigencias de los compradores internacionales. La integración de los requerimientos normados se puede aplicar a través de un sistema de gestión de riesgos total, como el propuesto por Greenova-PUC (2004), que se detalla en la Figura 36.
Fuente: GREENOVA-PUC, 2004.
Figura 36. Pirámide de integración de sistemas de gestión de riesgos total.
Este sistema pretende integrar todos los riesgos presentes en la cadena productiva
de una empresa frutícola, asegurando la inocuidad desde el huerto (BPA) al packing (BPM-HACCP), considerando además la gestión de calidad (International Standards
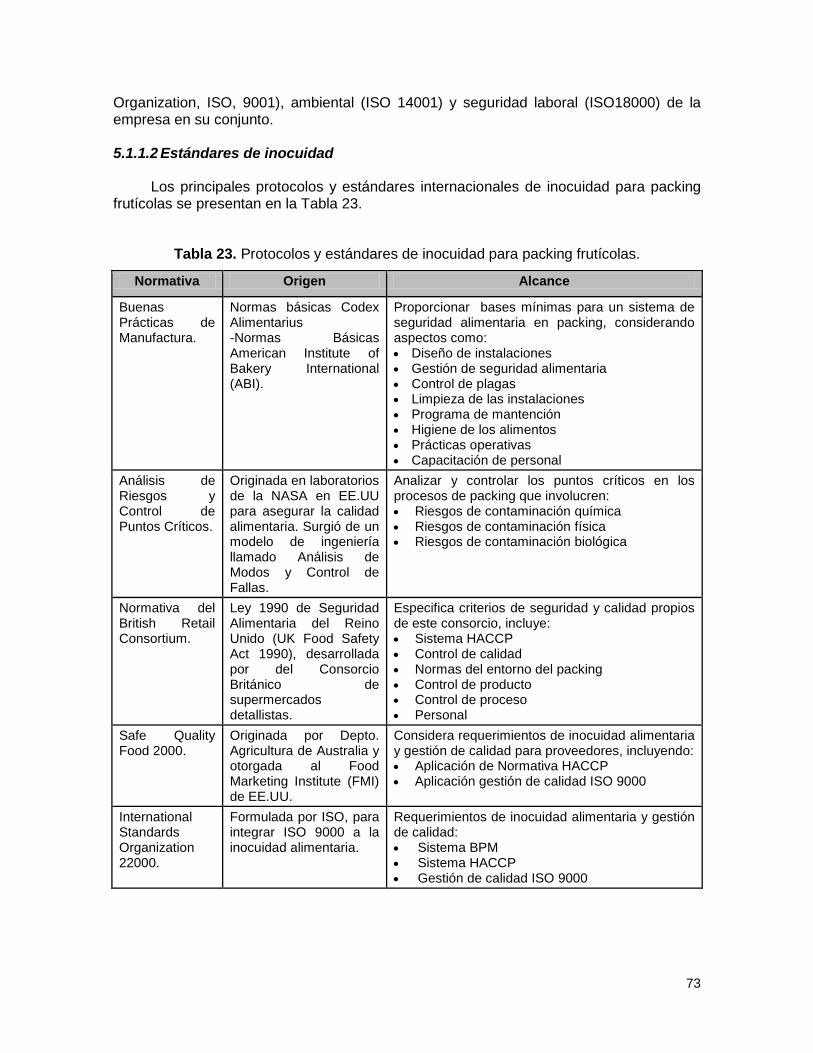
73
Organization, ISO, 9001), ambiental (ISO 14001) y seguridad laboral (ISO18000) de la empresa en su conjunto.
5.1.1.2 Estándares de inocuidad
Los principales protocolos y estándares internacionales de inocuidad para packing
frutícolas se presentan en la Tabla 23.
Tabla 23. Protocolos y estándares de inocuidad para packing frutícolas.
Normativa Origen Alcance
Buenas Prácticas de Manufactura.
Normas básicas Codex Alimentarius -Normas Básicas American Institute of Bakery International (ABI).
Proporcionar bases mínimas para un sistema de seguridad alimentaria en packing, considerando aspectos como: Diseño de instalaciones Gestión de seguridad alimentaria Control de plagas Limpieza de las instalaciones Programa de mantención Higiene de los alimentos Prácticas operativas Capacitación de personal
Análisis de Riesgos y Control de Puntos Críticos.
Originada en laboratorios de la NASA en EE.UU para asegurar la calidad alimentaria. Surgió de un modelo de ingeniería llamado Análisis de Modos y Control de Fallas.
Analizar y controlar los puntos críticos en los procesos de packing que involucren: Riesgos de contaminación química Riesgos de contaminación física Riesgos de contaminación biológica
Normativa del British Retail Consortium.
Ley 1990 de Seguridad Alimentaria del Reino Unido (UK Food Safety Act 1990), desarrollada por del Consorcio Británico de supermercados detallistas.
Especifica criterios de seguridad y calidad propios de este consorcio, incluye: Sistema HACCP Control de calidad Normas del entorno del packing Control de producto Control de proceso Personal
Safe Quality Food 2000.
Originada por Depto. Agricultura de Australia y otorgada al Food Marketing Institute (FMI) de EE.UU.
Considera requerimientos de inocuidad alimentaria y gestión de calidad para proveedores, incluyendo: Aplicación de Normativa HACCP Aplicación gestión de calidad ISO 9000
International Standards Organization
22000.
Formulada por ISO, para integrar ISO 9000 a la inocuidad alimentaria.
Requerimientos de inocuidad alimentaria y gestión de calidad: Sistema BPM Sistema HACCP Gestión de calidad ISO 9000
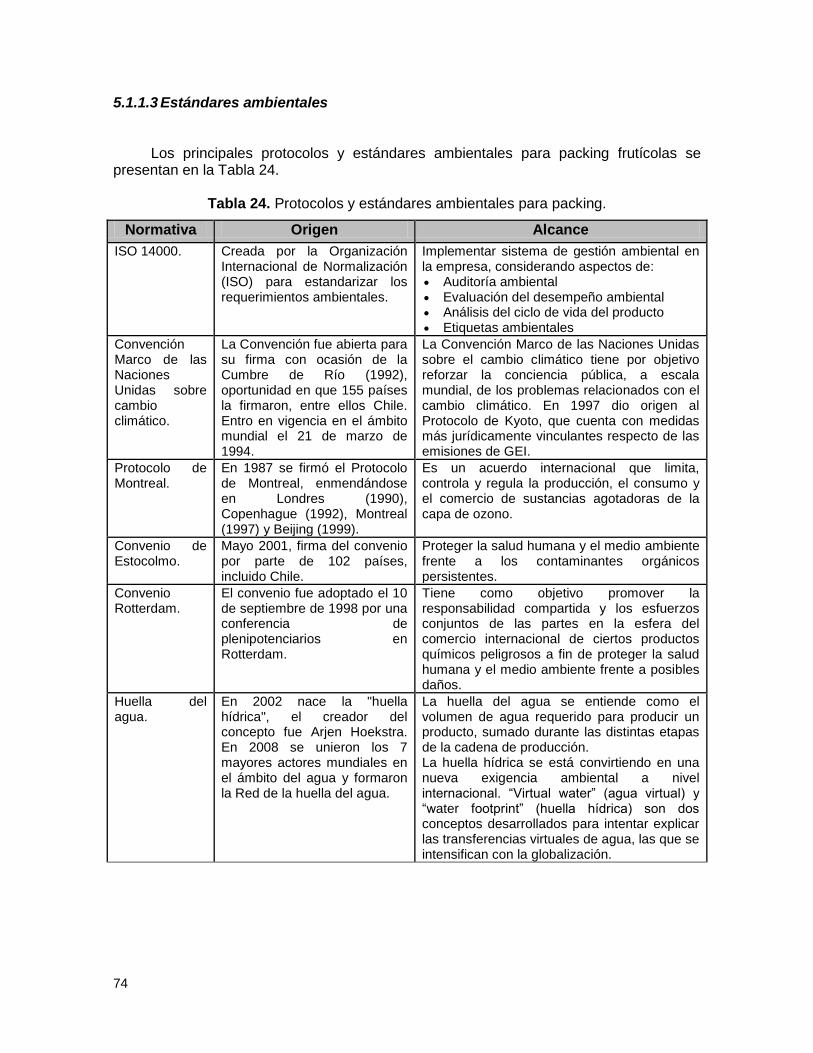
74
5.1.1.3 Estándares ambientales
Los principales protocolos y estándares ambientales para packing frutícolas se presentan en la Tabla 24.
Tabla 24. Protocolos y estándares ambientales para packing.
Normativa Origen Alcance
ISO 14000. Creada por la Organización Internacional de Normalización (ISO) para estandarizar los requerimientos ambientales.
Implementar sistema de gestión ambiental en la empresa, considerando aspectos de: Auditoría ambiental Evaluación del desempeño ambiental Análisis del ciclo de vida del producto Etiquetas ambientales
Convención Marco de las Naciones Unidas sobre cambio climático.
La Convención fue abierta para su firma con ocasión de la Cumbre de Río (1992), oportunidad en que 155 países la firmaron, entre ellos Chile. Entro en vigencia en el ámbito mundial el 21 de marzo de 1994.
La Convención Marco de las Naciones Unidas sobre el cambio climático tiene por objetivo reforzar la conciencia pública, a escala mundial, de los problemas relacionados con el cambio climático. En 1997 dio origen al Protocolo de Kyoto, que cuenta con medidas más jurídicamente vinculantes respecto de las emisiones de GEI.
Protocolo de Montreal.
En 1987 se firmó el Protocolo de Montreal, enmendándose en Londres (1990), Copenhague (1992), Montreal (1997) y Beijing (1999).
Es un acuerdo internacional que limita, controla y regula la producción, el consumo y el comercio de sustancias agotadoras de la capa de ozono.
Convenio de Estocolmo.
Mayo 2001, firma del convenio por parte de 102 países, incluido Chile.
Proteger la salud humana y el medio ambiente frente a los contaminantes orgánicos persistentes.
Convenio Rotterdam.
El convenio fue adoptado el 10 de septiembre de 1998 por una conferencia de plenipotenciarios en Rotterdam.
Tiene como objetivo promover la responsabilidad compartida y los esfuerzos conjuntos de las partes en la esfera del comercio internacional de ciertos productos químicos peligrosos a fin de proteger la salud humana y el medio ambiente frente a posibles daños.
Huella del agua.
En 2002 nace la "huella hídrica", el creador del concepto fue Arjen Hoekstra. En 2008 se unieron los 7 mayores actores mundiales en el ámbito del agua y formaron la Red de la huella del agua.
La huella del agua se entiende como el volumen de agua requerido para producir un producto, sumado durante las distintas etapas de la cadena de producción. La huella hídrica se está convirtiendo en una nueva exigencia ambiental a nivel internacional. “Virtual water” (agua virtual) y “water footprint” (huella hídrica) son dos conceptos desarrollados para intentar explicar las transferencias virtuales de agua, las que se intensifican con la globalización.
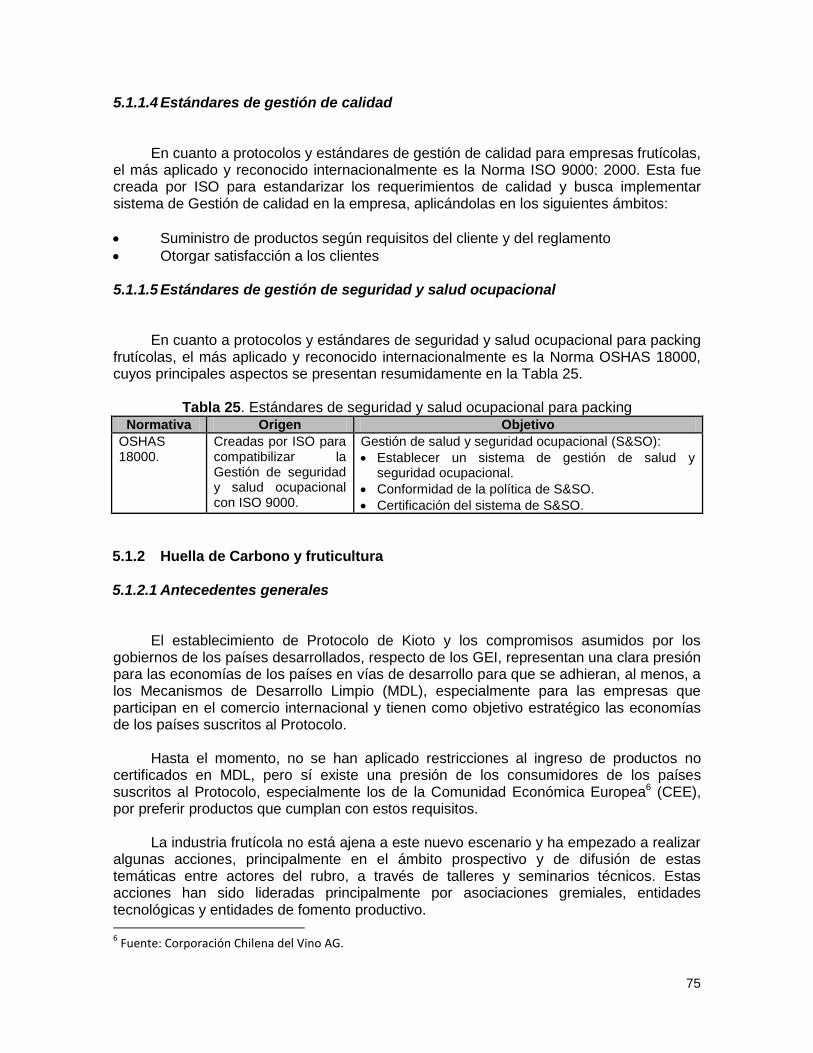
75
5.1.1.4 Estándares de gestión de calidad
En cuanto a protocolos y estándares de gestión de calidad para empresas frutícolas, el más aplicado y reconocido internacionalmente es la Norma ISO 9000: 2000. Esta fue creada por ISO para estandarizar los requerimientos de calidad y busca implementar sistema de Gestión de calidad en la empresa, aplicándolas en los siguientes ámbitos:
Suministro de productos según requisitos del cliente y del reglamento
Otorgar satisfacción a los clientes 5.1.1.5 Estándares de gestión de seguridad y salud ocupacional
En cuanto a protocolos y estándares de seguridad y salud ocupacional para packing frutícolas, el más aplicado y reconocido internacionalmente es la Norma OSHAS 18000, cuyos principales aspectos se presentan resumidamente en la Tabla 25.
Tabla 25. Estándares de seguridad y salud ocupacional para packing
Normativa Origen Objetivo
OSHAS 18000.
Creadas por ISO para compatibilizar la Gestión de seguridad y salud ocupacional con ISO 9000.
Gestión de salud y seguridad ocupacional (S&SO):
Establecer un sistema de gestión de salud y seguridad ocupacional.
Conformidad de la política de S&SO.
Certificación del sistema de S&SO.
5.1.2 Huella de Carbono y fruticultura 5.1.2.1 Antecedentes generales
El establecimiento de Protocolo de Kioto y los compromisos asumidos por los gobiernos de los países desarrollados, respecto de los GEI, representan una clara presión para las economías de los países en vías de desarrollo para que se adhieran, al menos, a los Mecanismos de Desarrollo Limpio (MDL), especialmente para las empresas que participan en el comercio internacional y tienen como objetivo estratégico las economías de los países suscritos al Protocolo.
Hasta el momento, no se han aplicado restricciones al ingreso de productos no
certificados en MDL, pero sí existe una presión de los consumidores de los países suscritos al Protocolo, especialmente los de la Comunidad Económica Europea6 (CEE), por preferir productos que cumplan con estos requisitos.
La industria frutícola no está ajena a este nuevo escenario y ha empezado a realizar
algunas acciones, principalmente en el ámbito prospectivo y de difusión de estas temáticas entre actores del rubro, a través de talleres y seminarios técnicos. Estas acciones han sido lideradas principalmente por asociaciones gremiales, entidades tecnológicas y entidades de fomento productivo. 6 Fuente: Corporación Chilena del Vino AG.
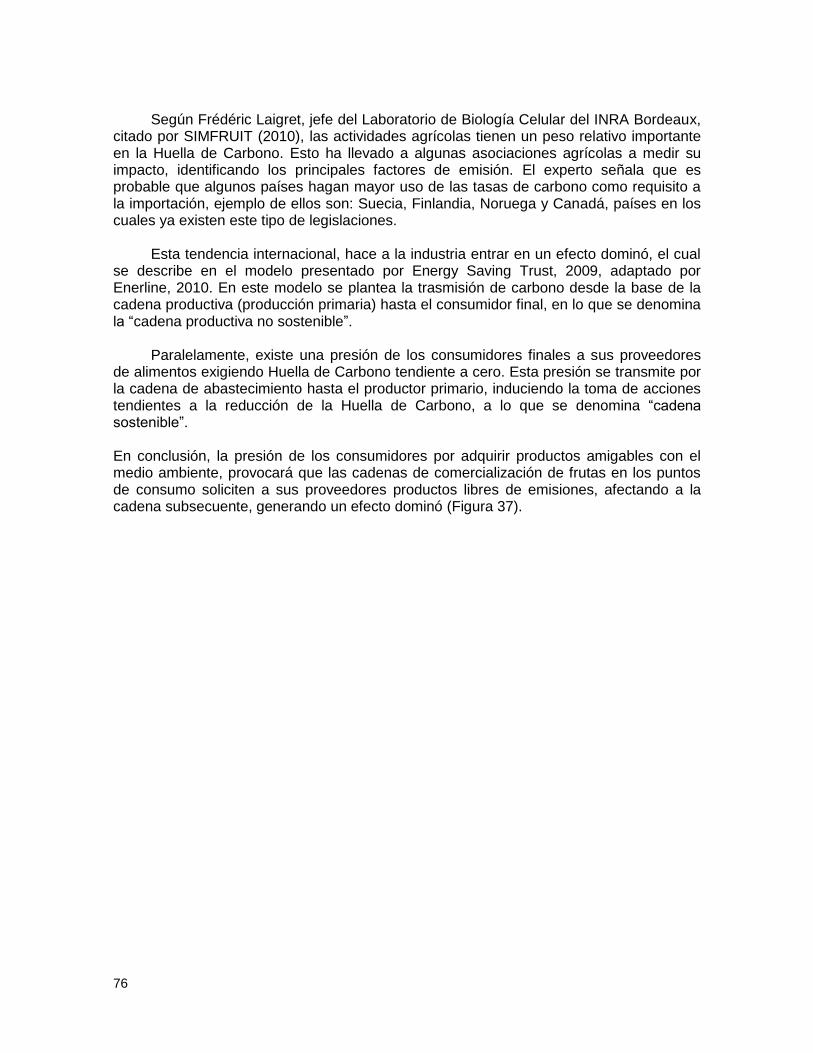
76
Según Frédéric Laigret, jefe del Laboratorio de Biología Celular del INRA Bordeaux,
citado por SIMFRUIT (2010), las actividades agrícolas tienen un peso relativo importante en la Huella de Carbono. Esto ha llevado a algunas asociaciones agrícolas a medir su impacto, identificando los principales factores de emisión. El experto señala que es probable que algunos países hagan mayor uso de las tasas de carbono como requisito a la importación, ejemplo de ellos son: Suecia, Finlandia, Noruega y Canadá, países en los cuales ya existen este tipo de legislaciones.
Esta tendencia internacional, hace a la industria entrar en un efecto dominó, el cual
se describe en el modelo presentado por Energy Saving Trust, 2009, adaptado por Enerline, 2010. En este modelo se plantea la trasmisión de carbono desde la base de la cadena productiva (producción primaria) hasta el consumidor final, en lo que se denomina la “cadena productiva no sostenible”.
Paralelamente, existe una presión de los consumidores finales a sus proveedores
de alimentos exigiendo Huella de Carbono tendiente a cero. Esta presión se transmite por la cadena de abastecimiento hasta el productor primario, induciendo la toma de acciones tendientes a la reducción de la Huella de Carbono, a lo que se denomina “cadena sostenible”.
En conclusión, la presión de los consumidores por adquirir productos amigables con el medio ambiente, provocará que las cadenas de comercialización de frutas en los puntos de consumo soliciten a sus proveedores productos libres de emisiones, afectando a la cadena subsecuente, generando un efecto dominó (Figura 37).
77
Cadena Productiva No Sostenible
Transmisión de CO2
Transmisión de CO2 Transmisión de CO2
Solicitud de Huella de Carbono
Solicitud de Huella de Carbono
Solicitud de Huella de Carbono
Cadena productiva sostenible
Fuente: Adaptación Enerline S.A. al modelo de Energy Saving Trust.
Figura 37. El efecto dominó de Huella de Carbono en la industria frutícola exportadora.
Ante este escenario, el experto Sujeesh Krishnan (2009), de Carbon Trust plantea una serie de avances internacionales e iniciativas a las cuales deben estar atentas las empresas:
Existencia de estándares de Análisis del Ciclo de Vida de los productos (ACV), ISO 14040, provee el punto de partida para abordar la Huella de Carbono a nivel de cadena de abastecimiento. Destaca el desarrollo de guías de implementación de análisis del ciclo de vida de los productos.
Protocolo PAS 2050 (Publicly Available Specification).
Protocolo sobre Gases de Efecto Invernadero. Estándares WRI (World Resources Institute) / WBCSD (World Business Council for Sustainable Development) en proceso de desarrollo.
Comité ISO aprobó el desarrollo de nuevo estándar relativo a la Huella de Carbono.
Iniciativas particulares de países.
A continuación, se describen las iniciativas de carácter internacional de mayor importancia.
78
5.1.2.2 ISO 14040
Norma sobre Gestión Ambiental–Análisis de Ciclo de Vida (ACV). Ofrece una visión general de la práctica, aplicaciones y limitaciones del ACV en relación a un amplio rango de usuarios potenciales, incluyendo aquellos con un conocimiento limitado sobre el ACV. En términos generales, la estructura de esta norma, se compone de lo siguiente:
Definición y descripción del producto, proceso o servicio:
- Establecimiento del contexto en que se va a desarrollar el análisis e identificación de los límites y efectos ambientales.
Análisis de inventario:
- Identificación y cuantificación de la energía, agua, materiales utilizados y las emisiones ambientales (emisiones atmosféricas, residuos sólidos y aguas residuales) a lo largo del ciclo de vida del producto, proceso o servicio analizado.
Evaluación de impacto:
- Análisis de los efectos sobre los seres humanos y los ecosistemas de los consumos de energía, agua y materiales y las emisiones identificadas durante el inventario.
Interpretación:
- Evaluación de los resultados del análisis de inventario y de los impactos ambientales para seleccionar el producto, proceso o servicio escogido, teniendo en cuenta la incertidumbre y las hipótesis utilizadas para obtener los resultados.
5.1.2.3 Protocolo PAS 2050
El Protocolo PAS 2050, desarrollado por la BSI British Standards en conjunto con DEFRA (Department for Environment Food and Rural Affairs) y The Carbon Trust, contiene especificaciones para la evaluación de las emisiones de GEI, considerando el ciclo de vida del producto. La sigla PAS hace referencia a los requisitos que deben considerarse para evaluar las emisiones de GEI, asociados al ciclo de vida de bienes y servicios. Es una norma independiente desarrollada por distintos Stakeholders y expertos provenientes de instituciones académicas, agrupaciones empresariales, organizaciones Gubernamentales y Organizaciones no Gubernamentales (ONGs).
El método de medición de Huella de Carbono ha sido testeado en diversos sectores
económicos, entre ellos:
Bienes y servicios.
Manufacturas, minoristas y comercializadoras.
Cadenas de abastecimiento internacionales y propias del reino unido.
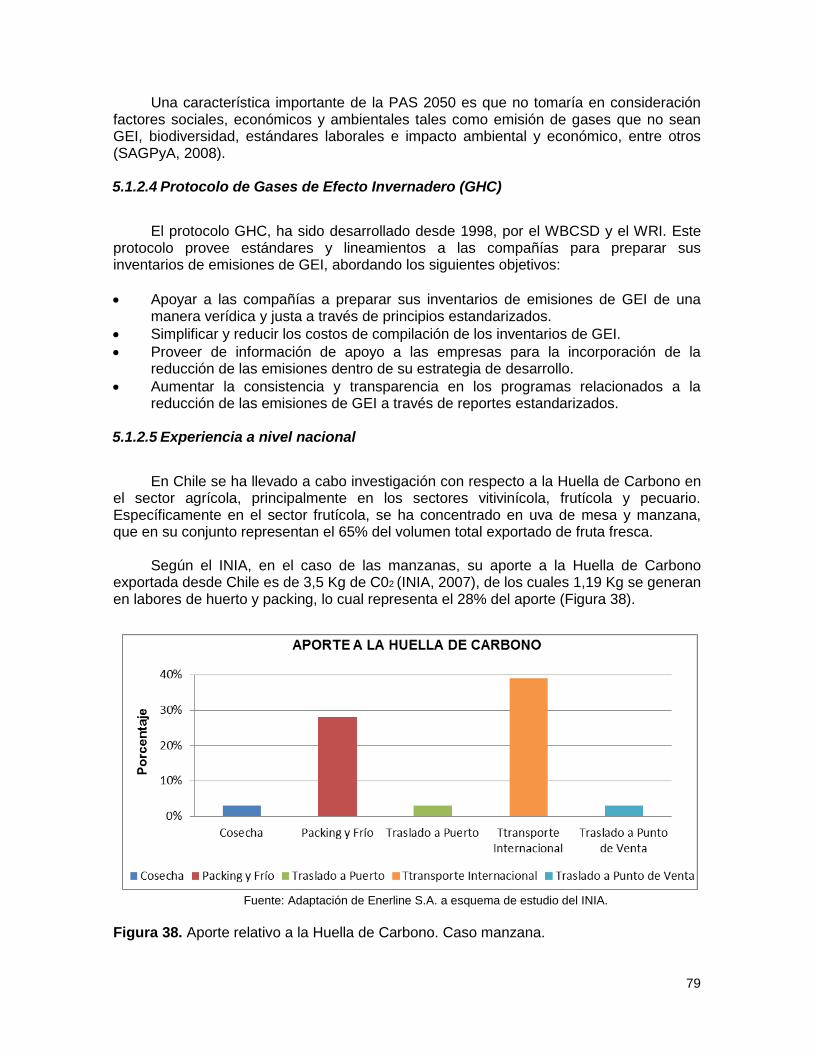
79
Una característica importante de la PAS 2050 es que no tomaría en consideración factores sociales, económicos y ambientales tales como emisión de gases que no sean GEI, biodiversidad, estándares laborales e impacto ambiental y económico, entre otros (SAGPyA, 2008).
5.1.2.4 Protocolo de Gases de Efecto Invernadero (GHC)
El protocolo GHC, ha sido desarrollado desde 1998, por el WBCSD y el WRI. Este protocolo provee estándares y lineamientos a las compañías para preparar sus inventarios de emisiones de GEI, abordando los siguientes objetivos:
Apoyar a las compañías a preparar sus inventarios de emisiones de GEI de una manera verídica y justa a través de principios estandarizados.
Simplificar y reducir los costos de compilación de los inventarios de GEI.
Proveer de información de apoyo a las empresas para la incorporación de la reducción de las emisiones dentro de su estrategia de desarrollo.
Aumentar la consistencia y transparencia en los programas relacionados a la reducción de las emisiones de GEI a través de reportes estandarizados.
5.1.2.5 Experiencia a nivel nacional
En Chile se ha llevado a cabo investigación con respecto a la Huella de Carbono en el sector agrícola, principalmente en los sectores vitivinícola, frutícola y pecuario. Específicamente en el sector frutícola, se ha concentrado en uva de mesa y manzana, que en su conjunto representan el 65% del volumen total exportado de fruta fresca.
Según el INIA, en el caso de las manzanas, su aporte a la Huella de Carbono
exportada desde Chile es de 3,5 Kg de C02 (INIA, 2007), de los cuales 1,19 Kg se generan en labores de huerto y packing, lo cual representa el 28% del aporte (Figura 38).
Fuente: Adaptación de Enerline S.A. a esquema de estudio del INIA.
Figura 38. Aporte relativo a la Huella de Carbono. Caso manzana.
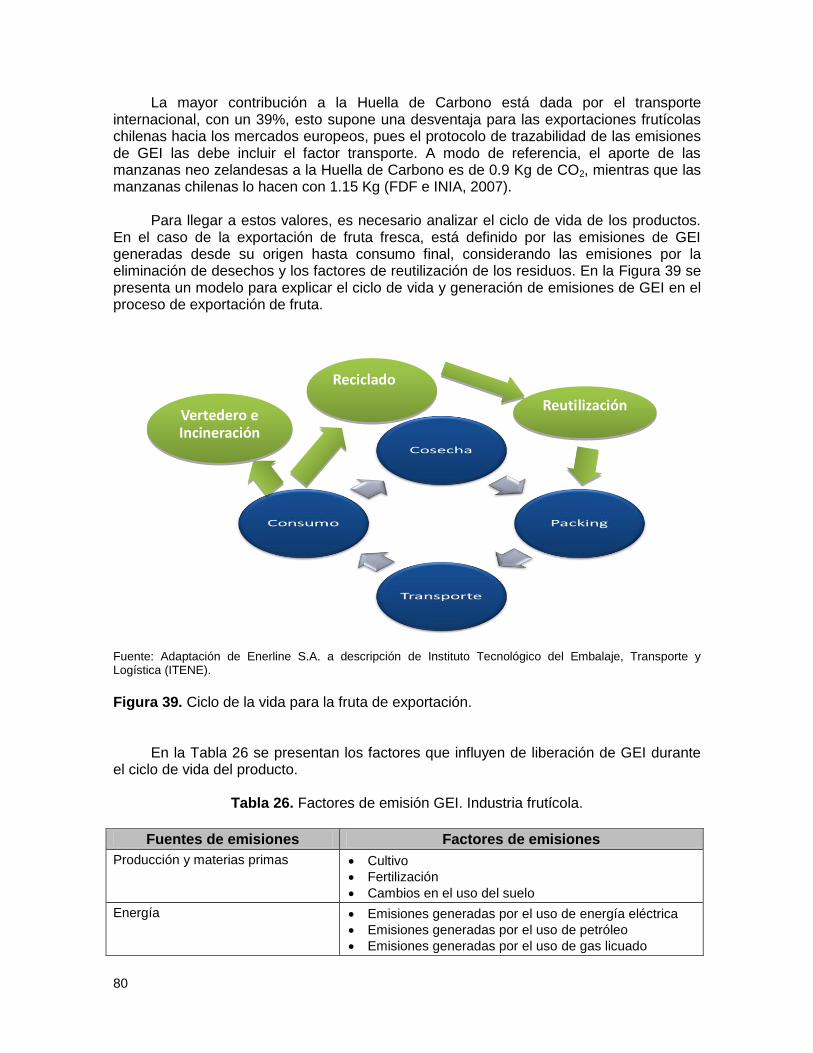
80
La mayor contribución a la Huella de Carbono está dada por el transporte internacional, con un 39%, esto supone una desventaja para las exportaciones frutícolas chilenas hacia los mercados europeos, pues el protocolo de trazabilidad de las emisiones de GEI las debe incluir el factor transporte. A modo de referencia, el aporte de las manzanas neo zelandesas a la Huella de Carbono es de 0.9 Kg de CO2, mientras que las manzanas chilenas lo hacen con 1.15 Kg (FDF e INIA, 2007).
Para llegar a estos valores, es necesario analizar el ciclo de vida de los productos.
En el caso de la exportación de fruta fresca, está definido por las emisiones de GEI generadas desde su origen hasta consumo final, considerando las emisiones por la eliminación de desechos y los factores de reutilización de los residuos. En la Figura 39 se presenta un modelo para explicar el ciclo de vida y generación de emisiones de GEI en el proceso de exportación de fruta.
Fuente: Adaptación de Enerline S.A. a descripción de Instituto Tecnológico del Embalaje, Transporte y Logística (ITENE).
Figura 39. Ciclo de la vida para la fruta de exportación.
En la Tabla 26 se presentan los factores que influyen de liberación de GEI durante
el ciclo de vida del producto.
Tabla 26. Factores de emisión GEI. Industria frutícola.
Fuentes de emisiones Factores de emisiones
Producción y materias primas Cultivo
Fertilización
Cambios en el uso del suelo
Energía Emisiones generadas por el uso de energía eléctrica
Emisiones generadas por el uso de petróleo
Emisiones generadas por el uso de gas licuado
Reutilización
Vertedero e Incineración
Reciclado
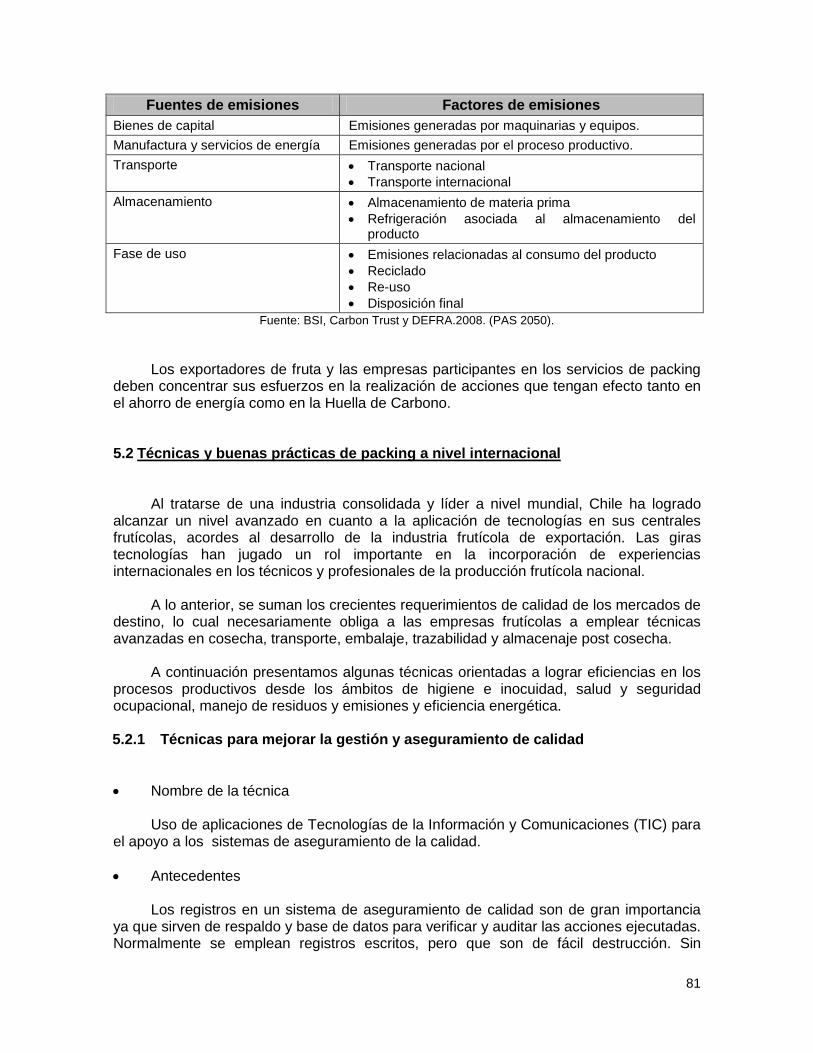
81
Fuentes de emisiones Factores de emisiones
Bienes de capital Emisiones generadas por maquinarias y equipos.
Manufactura y servicios de energía Emisiones generadas por el proceso productivo.
Transporte Transporte nacional
Transporte internacional
Almacenamiento Almacenamiento de materia prima
Refrigeración asociada al almacenamiento del producto
Fase de uso Emisiones relacionadas al consumo del producto
Reciclado
Re-uso
Disposición final
Fuente: BSI, Carbon Trust y DEFRA.2008. (PAS 2050).
Los exportadores de fruta y las empresas participantes en los servicios de packing
deben concentrar sus esfuerzos en la realización de acciones que tengan efecto tanto en el ahorro de energía como en la Huella de Carbono. 5.2 Técnicas y buenas prácticas de packing a nivel internacional
Al tratarse de una industria consolidada y líder a nivel mundial, Chile ha logrado alcanzar un nivel avanzado en cuanto a la aplicación de tecnologías en sus centrales frutícolas, acordes al desarrollo de la industria frutícola de exportación. Las giras tecnologías han jugado un rol importante en la incorporación de experiencias internacionales en los técnicos y profesionales de la producción frutícola nacional.
A lo anterior, se suman los crecientes requerimientos de calidad de los mercados de
destino, lo cual necesariamente obliga a las empresas frutícolas a emplear técnicas avanzadas en cosecha, transporte, embalaje, trazabilidad y almacenaje post cosecha.
A continuación presentamos algunas técnicas orientadas a lograr eficiencias en los
procesos productivos desde los ámbitos de higiene e inocuidad, salud y seguridad ocupacional, manejo de residuos y emisiones y eficiencia energética.
5.2.1 Técnicas para mejorar la gestión y aseguramiento de calidad
Nombre de la técnica
Uso de aplicaciones de Tecnologías de la Información y Comunicaciones (TIC) para el apoyo a los sistemas de aseguramiento de la calidad.
Antecedentes Los registros en un sistema de aseguramiento de calidad son de gran importancia ya que sirven de respaldo y base de datos para verificar y auditar las acciones ejecutadas. Normalmente se emplean registros escritos, pero que son de fácil destrucción. Sin
82
embargo, se han aplicado tecnologías informáticas para mejorar esta gestión de datos, destacando el uso de PDA (personal digital assistant) para registrar información en un sistema de aseguramiento de calidad Un equipo PDA o Palm es un sistema operativo diseñado para ser usado como computador de mano el cual puede tener aplicaciones de agenda electrónica y analizador de datos e información. Ejemplo: HACCP PDA Mobile.
Descripción
Creado en Estados Unidos, este es un dispositivo tipo PALM o Agenda Electrónica que permite realizar un completo seguimiento y registro de los controles de Puntos Críticos de HACCP en la industria de alimentos (Figura 40).
Fuente: HACCP Manager Software.
Figura 40. Palm HACCP PDA Mobile y sus componentes.
Aplicaciones La utilización del HACCP PDA Mobile se aplica a la industria de alimentos bajo
normativa HACCP, en especial para el seguimiento y registro de la información en terreno después de verificar la correcta aplicación de los procedimientos y su conformidad.
En la industria frutícola, este dispositivo es de gran ayuda para el monitoreo en
terreno de los puntos críticos de control, como seguimiento de temperatura de túneles de prefrío, cámaras frigoríficas y despachos, control de limpieza de instalaciones, seguimiento de especificaciones de BPM y los registros de producción, llevando así la información actualizada.
El equipo brinda una gran modernización en el seguimiento y monitoreo de los
parámetros importantes de controlar en los sistemas de gestión de inocuidad alimentaria.
Registro de Refrigeración
Registro de Temperatura
Registro de Sanitización
Registro de Producción
Administración de datos
83
Ventajas comparativas
La aplicación de estos dispositivos permite llevar la información in situ, directamente durante el control del punto crítico en forma actualizada y veraz, lo que permite analizar instantáneamente los datos y tomar rápidamente medidas correctivas. Esto evita la pérdida de información, común en registros en papel.
Como desventajas se observa un mayor costo de inversión tanto en la compra de la tecnología, como en capacitación del personal. En la Tabla 27 se presentan las ventajas y desventajas de la aplicación de esta técnica.
Tabla 27. Ventajas y desventajas de Palm HACCP PDA Mobile.
Ventajas Desventajas
Registros de información in situ en puntos críticos
Información actualizada
Análisis instantáneo de datos
Mayor eficiencia
Mayor costo inversión inicial
Mayor necesidad de capacitación
5.2.2 Técnicas en el control de temperatura, humedad y vibraciones mecánicas en
almacenaje y transporte de fruta
Nombre de la técnica
Etiquetas inteligentes para el control de temperatura, humedad y vibraciones mecánicas en almacenaje y transporte de frutas.
Antecedentes
El manejo post cosecha de la fruta toma gran importancia durante su almacenamiento y transporte a los mercados de destino. Los niveles adecuados de temperatura y humedad durante esas etapas son muy importantes para que la fruta se reciba en óptimas condiciones. Sin embargo, pueden existir problemas en el manejo de los sistemas refrigerados, lo que podría generar problemas de condición de la fruta; como presencia de hongos, sobre maduración, daño por congelación, desórdenes fisiológicos como harinosidad y pardeamiento.
Por esta razón es muy importante monitorear los parámetros de temperatura y humedad, ya que señala cuándo ocurrió el problema y permite identificar posibles causas o responsabilidades.
El uso de termógrafos está ampliamente difundido en las exportadoras de frutas
como método de registro de las temperaturas durante el transporte. Pero han salido al mercado nuevas técnicas que entregan mayor diversidad de datos, registrando humedad ambiental y vibraciones bruscas durante el transporte, aportando mayores antecedentes al monitoreo de la fruta hasta que llega al consumidor. Ejemplo: Dispositivos MTSens.

84
Descripción
Este dispositivo, fue desarrollado en Italia y está conformado por módulos de tamaño similar a una tarjeta de crédito que se colocan en la fruta para realizar un completo seguimiento durante los procesos de refrigeración en cámara y transporte refrigerado.
Estos dispositivos forman parte de un sistema integral que incluye la etiqueta (tipo TAG en autopistas), un dispositivo de lectura (tipo Palm) y un Software de aplicación que gestiona los datos para su proceso en tablas o gráficos.
La plataforma de etiquetas inteligentes MTSens está conformada por los
dispositivos MTHumidity, que registra humedad relativa y temperatura; MTCap que registra la temperatura en las aberturas y cierres de puertas de cámaras frigoríficas o transportes y MTShock que registra las vibraciones e impactos que tiene la fruta durante los transportes o traslados (Figura 41).
Fuente: MONTALBANO, 2010.
Figura 41. Dispositivos de las etiquetas inteligentes MTSens.
Aplicaciones
Son utilizados en la industria alimentaria (gelatería), bancos de sangre y multinacionales de distribución de alimentos.
Durante el proceso logístico de la comercialización de la fruta, estos pueden
reemplazar a los termógrafos tradicionales en el control de temperaturas, entregando un sistema de manejo y control de los datos obtenidos. Adicionalmente, se pueden incorporar los dispositivos de control de humedad y vibraciones para monitorear los puntos críticos, asignando responsabilidades en caso de no conformidades.
Ventajas comparativas
Al ser pequeño y delgado, este sistema puede ser instalado en los sectores más sensibles y de difícil acceso, como por ejemplo, en el interior de un bins de fruta o en pallets de fruta embalados. Además, permite el control instantáneo y análisis de las variables a través del software de gestión, mejorando la detección de fallas y la determinación de responsabilidades. En la Tabla 28 se presentan las ventajas y desventajas de la incorporación de este tipo de técnica en los procesos de packing.
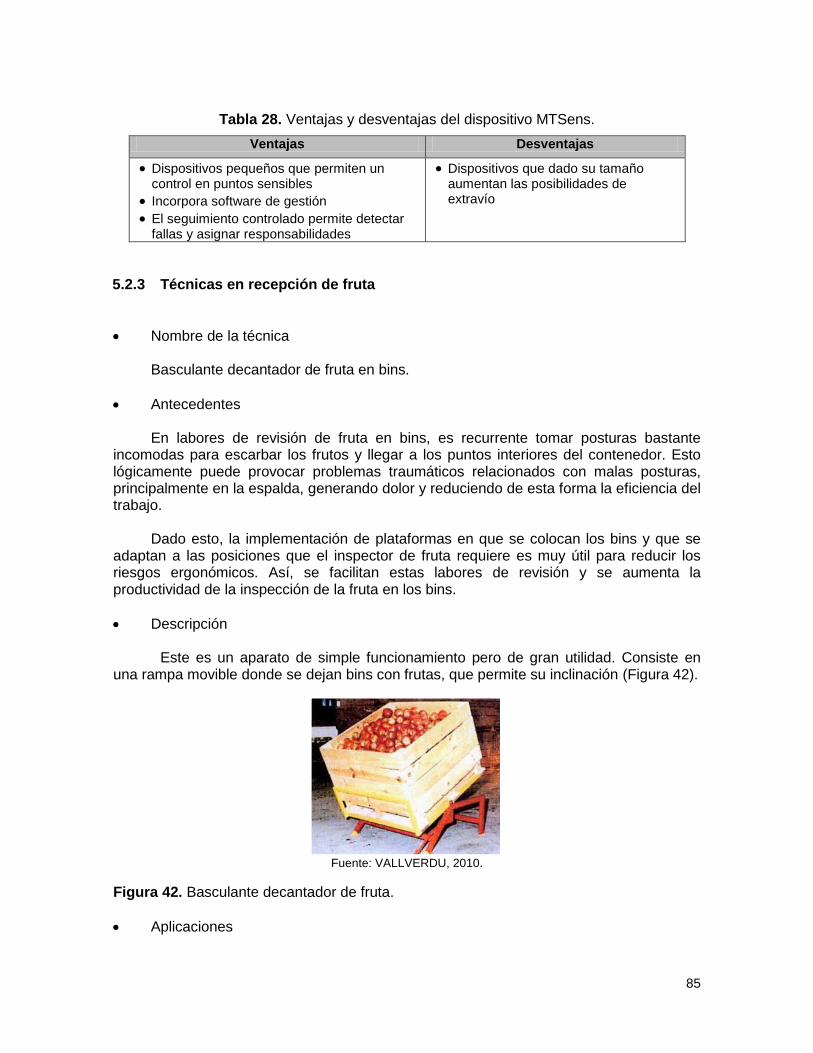
85
Tabla 28. Ventajas y desventajas del dispositivo MTSens.
Ventajas Desventajas
Dispositivos pequeños que permiten un control en puntos sensibles
Incorpora software de gestión
El seguimiento controlado permite detectar fallas y asignar responsabilidades
Dispositivos que dado su tamaño aumentan las posibilidades de extravío
5.2.3 Técnicas en recepción de fruta
Nombre de la técnica
Basculante decantador de fruta en bins.
Antecedentes
En labores de revisión de fruta en bins, es recurrente tomar posturas bastante incomodas para escarbar los frutos y llegar a los puntos interiores del contenedor. Esto lógicamente puede provocar problemas traumáticos relacionados con malas posturas, principalmente en la espalda, generando dolor y reduciendo de esta forma la eficiencia del trabajo.
Dado esto, la implementación de plataformas en que se colocan los bins y que se
adaptan a las posiciones que el inspector de fruta requiere es muy útil para reducir los riesgos ergonómicos. Así, se facilitan estas labores de revisión y se aumenta la productividad de la inspección de la fruta en los bins.
Descripción
Este es un aparato de simple funcionamiento pero de gran utilidad. Consiste en una rampa movible donde se dejan bins con frutas, que permite su inclinación (Figura 42).
Fuente: VALLVERDU, 2010.
Figura 42. Basculante decantador de fruta.
Aplicaciones
86
Equipo de amplio uso en España en la recepción de frutas, ayuda al inspector de recepción a revisar con más detalle las características de la fruta mejorando el proceso de detección de defectos en la fruta. Además, es aplicable para procesos manuales de vaciado de frutas.
Claramente estos dispositivos implementan mejoras ergonómicas en labores de
revisión de fruta.
Ventajas comparativas
Dentro de las ventajas de esta técnica de bajo costo, destaca que permite realizar una mejor toma de muestras para hacer el control de calidad de ingreso de la fruta, ya que la inspección es más detallada al tener acceso a diversos puntos dentro del bins. Al mismo tiempo, permite que el operador realice sus labores en forma más cómoda, evitando posturas incorrectas que deriven en lesiones. En la Tabla 29 se presentan las principales ventajas de esta técnica.
Tabla 29. Ventajas y desventajas del Basculante decantador de fruta en bins.
Ventajas Desventajas
Permite mayor detalle en la toma de muestras e inspección
Puede ser utilizado para el vaciado de frutas
Comodidad para operarios
Bajo costo
No se detectan
5.2.4 Técnicas en selección de frutas
Nombre de la técnica
Sistemas automatizados de calibración y selección de fruta.
Antecedentes Los parámetros de calidad de la fruta como textura, color, sabor y apariencia sufren alteraciones durante la maduración. Estos cambios pueden ser positivos o negativos según las preferencias del consumidor. Por lo mismo, la industria frutícola se ha enfocado en usar tecnología post cosecha para controlar estas tasas de cambios en la fruta y así proveer al consumidor un producto aceptable. (Técnicas aplicables en agricultura de precisión FIA, 2008) Aplicado al análisis de los parámetros de calidad, actualmente se ha incorporado la visión por computador en las máquinas calibradoras de fruta. Esta técnica consiste en el procesamiento de imágenes digitales, generación de gráficos y reconocimiento de patrones característicos en la fruta. Estos datos pueden ser programados directamente en la máquina y generar información sobre los principales defectos en la fruta y ordenar su eliminación de los lotes procesados (Tecnologías aplicables en agricultura de precisión FIA, 2008). Ejemplo: GeoSort III.
Descripción
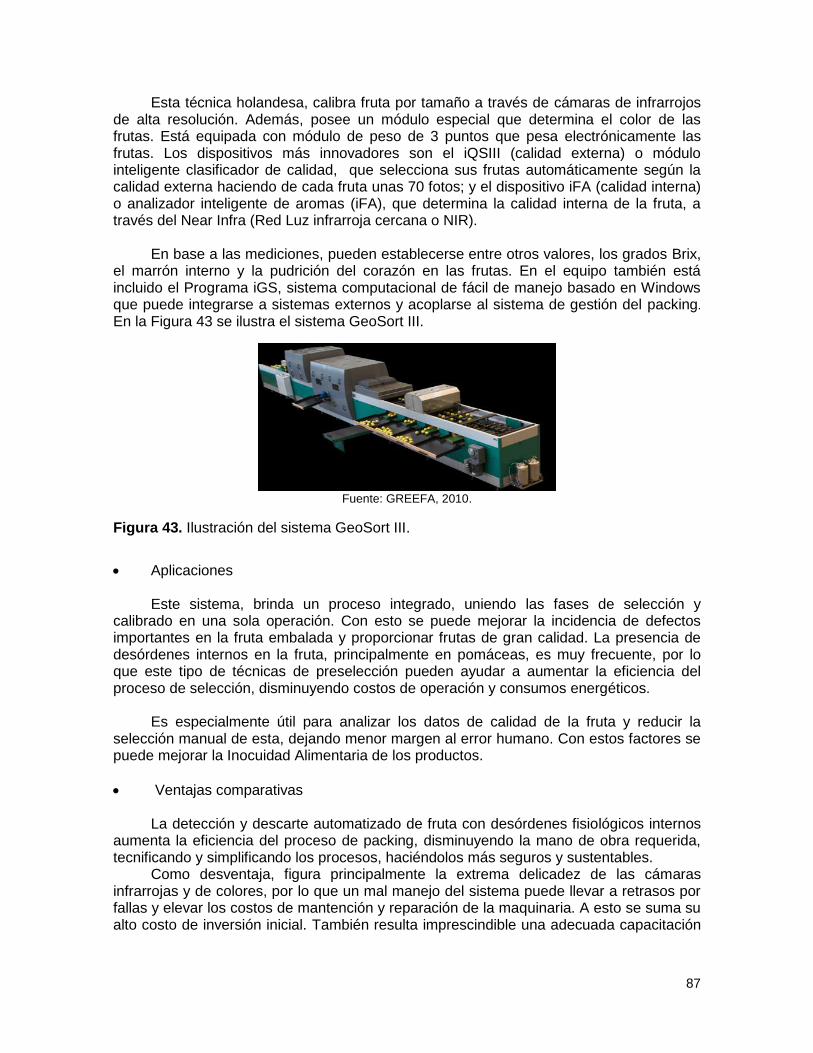
87
Esta técnica holandesa, calibra fruta por tamaño a través de cámaras de infrarrojos de alta resolución. Además, posee un módulo especial que determina el color de las frutas. Está equipada con módulo de peso de 3 puntos que pesa electrónicamente las frutas. Los dispositivos más innovadores son el iQSIII (calidad externa) o módulo inteligente clasificador de calidad, que selecciona sus frutas automáticamente según la calidad externa haciendo de cada fruta unas 70 fotos; y el dispositivo iFA (calidad interna) o analizador inteligente de aromas (iFA), que determina la calidad interna de la fruta, a través del Near Infra (Red Luz infrarroja cercana o NIR).
En base a las mediciones, pueden establecerse entre otros valores, los grados Brix,
el marrón interno y la pudrición del corazón en las frutas. En el equipo también está incluido el Programa iGS, sistema computacional de fácil de manejo basado en Windows que puede integrarse a sistemas externos y acoplarse al sistema de gestión del packing.
En la Figura 43 se ilustra el sistema GeoSort III.
Fuente: GREEFA, 2010.
Figura 43. Ilustración del sistema GeoSort III.
Aplicaciones Este sistema, brinda un proceso integrado, uniendo las fases de selección y calibrado en una sola operación. Con esto se puede mejorar la incidencia de defectos importantes en la fruta embalada y proporcionar frutas de gran calidad. La presencia de desórdenes internos en la fruta, principalmente en pomáceas, es muy frecuente, por lo que este tipo de técnicas de preselección pueden ayudar a aumentar la eficiencia del proceso de selección, disminuyendo costos de operación y consumos energéticos. Es especialmente útil para analizar los datos de calidad de la fruta y reducir la selección manual de esta, dejando menor margen al error humano. Con estos factores se puede mejorar la Inocuidad Alimentaria de los productos.
Ventajas comparativas
La detección y descarte automatizado de fruta con desórdenes fisiológicos internos aumenta la eficiencia del proceso de packing, disminuyendo la mano de obra requerida, tecnificando y simplificando los procesos, haciéndolos más seguros y sustentables.
Como desventaja, figura principalmente la extrema delicadez de las cámaras infrarrojas y de colores, por lo que un mal manejo del sistema puede llevar a retrasos por fallas y elevar los costos de mantención y reparación de la maquinaria. A esto se suma su alto costo de inversión inicial. También resulta imprescindible una adecuada capacitación
88
del personal operativo. En la Tabla 30 se presentan las principales ventajas y desventajas de esta técnica.
Tabla 30. Ventajas y desventajas de GeoSort III.
Ventajas Desventajas
Aumento de la eficiencia productiva
Ahorros potenciales en mano de obra
Componentes del equipo delicados
Alto costo de inversión inicial
5.2.5 MTD en procesos de paletizaje
Nombre de la técnica
Implementación de paletizadores automáticos
Antecedentes Según Azócar (presentación Embalajes de madera, ASEXMA 2005), el paletizaje es un modelo de unitarización de carga, es decir, el agrupamiento de uno o más ítems de ésta, transformando unidades menores a unidades mayores de carga, facilitando la manipulación y almacenamiento. Su proceso consiste en colocar y anclar cargamento sobre una superficie construida por diversos materiales, otorgando resistencia y flexibilidad a la manipulación y mejorando la calidad del transporte, aumentando la productividad. Para los trabajos relacionados directamente con el volumen o con el peso como el caso de la paletización, que deben realizarse siempre en forma rápida y sin errores, se requiere la ayuda de los ojos entrenados y de la flexibilidad de los empleados. En este trabajo extenuante, un operario que arma pallets sacando cajas de la cinta transportadora, mueve varias toneladas todos los días. Este es un motivo más que suficiente para automatizar los procesos de paletizaje, aumentando consigo los rendimientos del proceso, evitando también problemas de salud ocupacional por malas posturas durante la operación manual y por lo mismo reduciendo costos por pérdida de productividad laboral (Sachon-Fachzeitschriftenarchiv, 2010). Ejemplo: Paletizador automático MP
Descripción
De procedencia francesa, el paletizador automático MP, que se muestra en la Figura 44, está conformado por un transportador de cadenas para las cajas y pinzas neumáticas que van tomando las cajas y ensamblándolas en el pallets. Su producción es de 2 capas por minuto. La evacuación del pallet de la máquina también es automática y puede ser frontal o lateral.
89
Fuente: MAF-RODA, 2010.
Figura 44. Paletizador automático.
Aplicaciones
Se utiliza en salas de paletizado de embalajes de fruta. Dado que el sistema puede adecuarse a todos los tipos de embalaje, mejora la eficiencia de este proceso, disminuyendo la influencia del factor humano en esta labor, cuyo rendimiento durante la jornada es muy variable y sujeto a riesgos de accidentes laborales.
La utilización de estos equipos puede mejorar la eficiencia de los procesos,
reduciendo la mano de obra y sus costos asociados, como errores en el armado de pallets o problemas de salud ocupacional relacionados con la carga constante de embalajes.
Ventajas comparativas
En la Tabla 31 se presentan las principales ventajas y desventajas de la aplicación de esta técnica en packing frutícolas.
Tabla 31. Ventajas y desventajas del paletizado automático.
Ventajas Desventajas
Aumento de la eficiencia productiva
Ahorros potenciales en mano de obra
Alto costo de inversión inicial
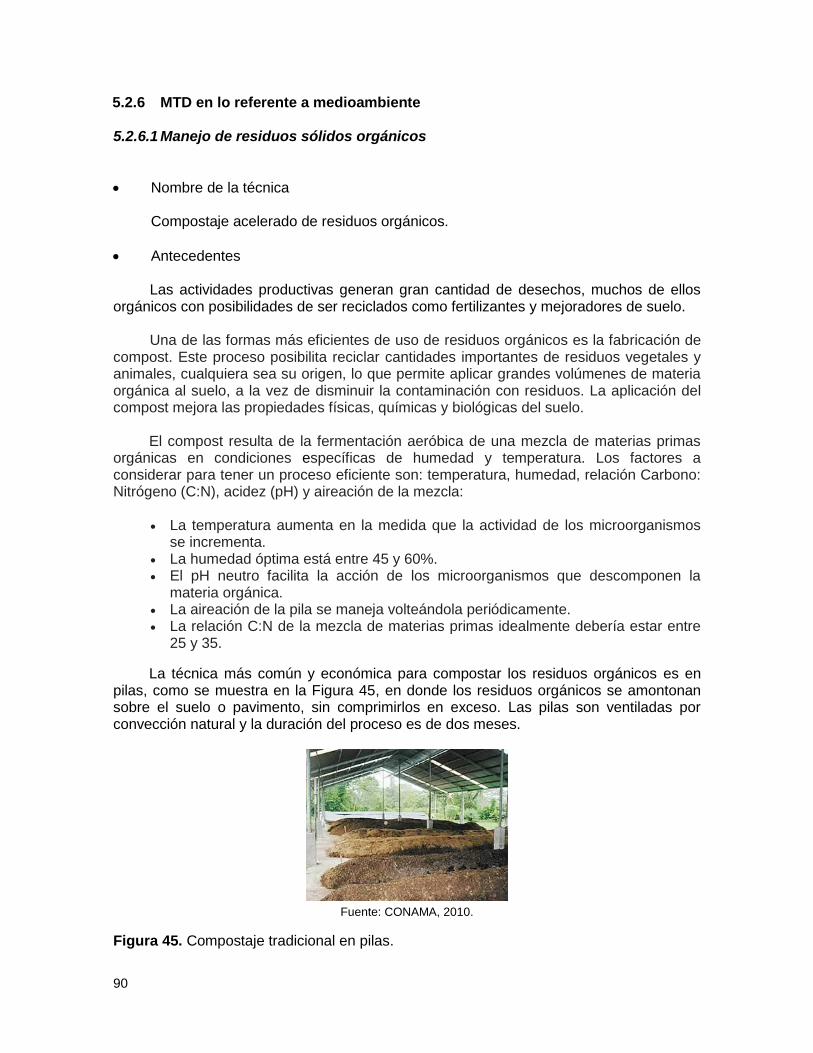
90
5.2.6 MTD en lo referente a medioambiente
5.2.6.1 Manejo de residuos sólidos orgánicos
Nombre de la técnica
Compostaje acelerado de residuos orgánicos.
Antecedentes
Las actividades productivas generan gran cantidad de desechos, muchos de ellos orgánicos con posibilidades de ser reciclados como fertilizantes y mejoradores de suelo.
Una de las formas más eficientes de uso de residuos orgánicos es la fabricación de
compost. Este proceso posibilita reciclar cantidades importantes de residuos vegetales y animales, cualquiera sea su origen, lo que permite aplicar grandes volúmenes de materia orgánica al suelo, a la vez de disminuir la contaminación con residuos. La aplicación del compost mejora las propiedades físicas, químicas y biológicas del suelo.
El compost resulta de la fermentación aeróbica de una mezcla de materias primas
orgánicas en condiciones específicas de humedad y temperatura. Los factores a considerar para tener un proceso eficiente son: temperatura, humedad, relación Carbono: Nitrógeno (C:N), acidez (pH) y aireación de la mezcla:
La temperatura aumenta en la medida que la actividad de los microorganismos
se incrementa. La humedad óptima está entre 45 y 60%. El pH neutro facilita la acción de los microorganismos que descomponen la
materia orgánica. La aireación de la pila se maneja volteándola periódicamente. La relación C:N de la mezcla de materias primas idealmente debería estar entre
25 y 35.
La técnica más común y económica para compostar los residuos orgánicos es en pilas, como se muestra en la Figura 45, en donde los residuos orgánicos se amontonan sobre el suelo o pavimento, sin comprimirlos en exceso. Las pilas son ventiladas por convección natural y la duración del proceso es de dos meses.
Fuente: CONAMA, 2010.
Figura 45. Compostaje tradicional en pilas.
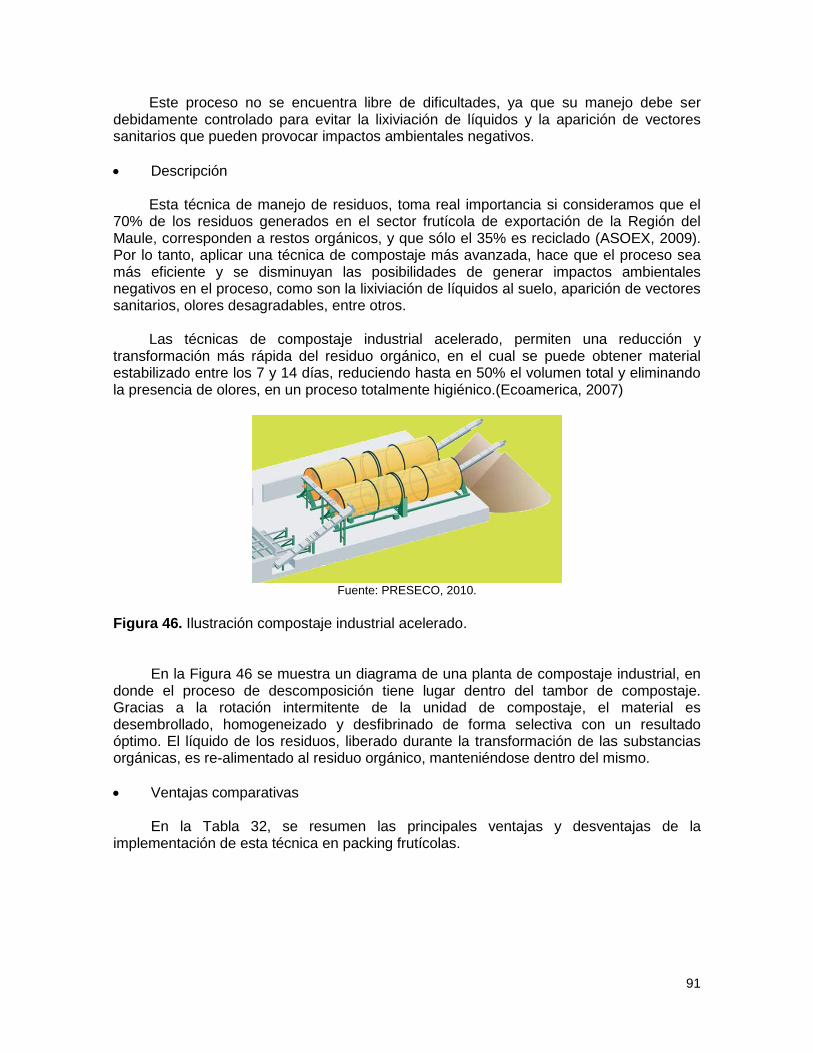
91
Este proceso no se encuentra libre de dificultades, ya que su manejo debe ser debidamente controlado para evitar la lixiviación de líquidos y la aparición de vectores sanitarios que pueden provocar impactos ambientales negativos.
Descripción Esta técnica de manejo de residuos, toma real importancia si consideramos que el
70% de los residuos generados en el sector frutícola de exportación de la Región del Maule, corresponden a restos orgánicos, y que sólo el 35% es reciclado (ASOEX, 2009). Por lo tanto, aplicar una técnica de compostaje más avanzada, hace que el proceso sea más eficiente y se disminuyan las posibilidades de generar impactos ambientales negativos en el proceso, como son la lixiviación de líquidos al suelo, aparición de vectores sanitarios, olores desagradables, entre otros.
Las técnicas de compostaje industrial acelerado, permiten una reducción y
transformación más rápida del residuo orgánico, en el cual se puede obtener material estabilizado entre los 7 y 14 días, reduciendo hasta en 50% el volumen total y eliminando la presencia de olores, en un proceso totalmente higiénico.(Ecoamerica, 2007)
Fuente: PRESECO, 2010.
Figura 46. Ilustración compostaje industrial acelerado.
En la Figura 46 se muestra un diagrama de una planta de compostaje industrial, en donde el proceso de descomposición tiene lugar dentro del tambor de compostaje. Gracias a la rotación intermitente de la unidad de compostaje, el material es desembrollado, homogeneizado y desfibrinado de forma selectiva con un resultado óptimo. El líquido de los residuos, liberado durante la transformación de las substancias orgánicas, es re-alimentado al residuo orgánico, manteniéndose dentro del mismo.
Ventajas comparativas
En la Tabla 32, se resumen las principales ventajas y desventajas de la implementación de esta técnica en packing frutícolas.
92
Tabla 32. Ventajas y desventajas del compostaje industrial
5.2.7 MTD en eficiencia energética
Entender los modelos aplicados a nivel internacional, respecto a las buenas prácticas y técnicas que permiten lograr un uso eficiente de la energía, pasa por comprender los conceptos básicos utilizados para su aplicación, los cuales se definen a continuación:
Energía no renovable: Energía generada a partir de fuentes de combustibles que poseen un tiempo limitado de uso, en función de las reservas disponibles, como son los combustibles fósiles.
Energía renovable: Energía generada a partir de fuentes energéticas que tienen la característica de no agotarse, como son la energía solar, eólica, geotérmica, aerotérmica y otras.
El modelo aplicado para el desarrollo de medidas de eficiencia energética y
aplicación de medidas de ahorro de energía comprende las siguientes etapas de análisis:
Transformación de la energía: Se comprende que la energía es utilizada por la empresa, para desarrollar o aplicar un proceso de transformación, midiéndose la eficiencia de los equipos y procesos según los coeficientes de eficiencia de operación. A modo de ejemplo, una caldera de atmósfera tiene un coeficiente de eficiencia de un 75% aproximadamente, es decir, la transformación del 100% energía química almacenada en forma de gas licuado o petróleo, sólo el 75% es convertida en energía térmica, en forma de calor, normalmente utilizado para calentar agua.
Disipación de la energía: Corresponde al diferencial de energía entre la utilizada en el proceso de transformación de la energía y la aplicada al producto o proceso productivo. Siguiendo con el ejemplo anterior, de la energía química almacenada como gas licuado, sólo un 75% es convertido en energía térmica, utilizada para calentar agua, el restante 25% es disipado a través de los gases que emanan de la caldera.
Residuos energéticos: Es el rescate de la energía disipada y reutilizada como fuente energética, incluyendo los residuos del proceso productivo o la utilización de residuos de otras empresas, como puede es la conversión de aceite quemado en biocombustible.
Ventajas Desventajas
Mayor disminución de volumen de residuos, en cortos periodos.
Revalorización de residuos
No genera impactos ambientales negativos(olores, vectores, etc)
Mayor costo inversión inicial
Disponibilidad de superficie.
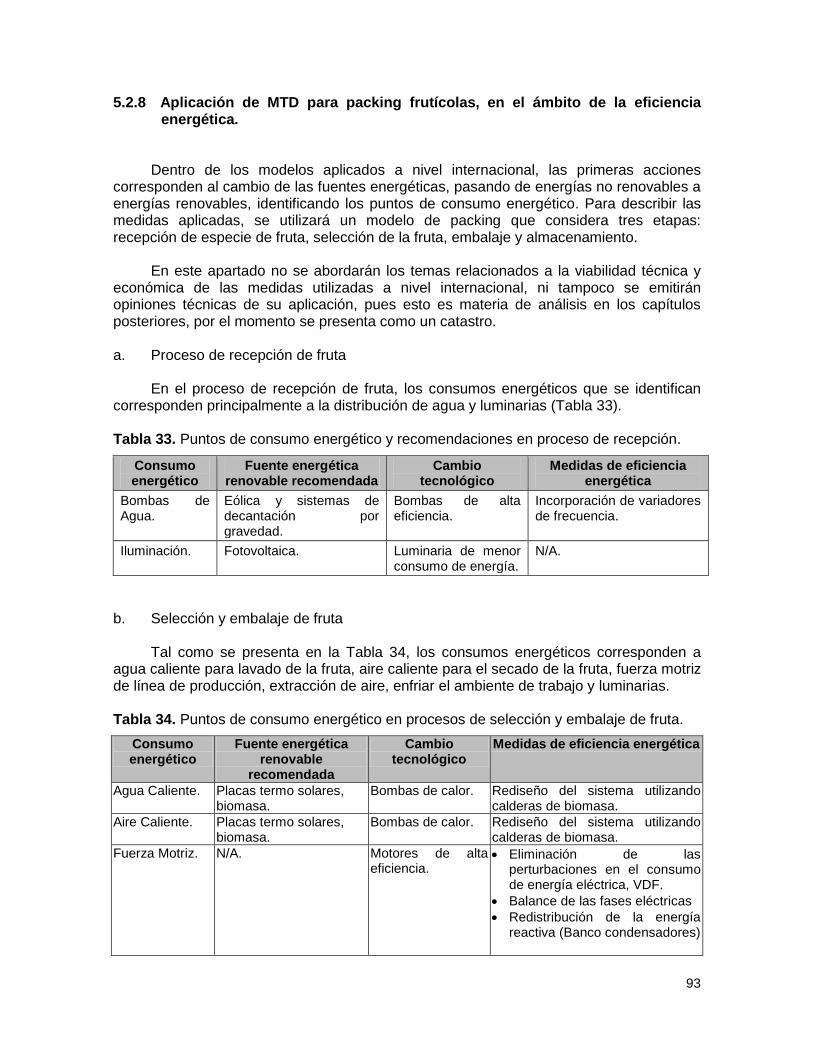
93
5.2.8 Aplicación de MTD para packing frutícolas, en el ámbito de la eficiencia energética.
Dentro de los modelos aplicados a nivel internacional, las primeras acciones corresponden al cambio de las fuentes energéticas, pasando de energías no renovables a energías renovables, identificando los puntos de consumo energético. Para describir las medidas aplicadas, se utilizará un modelo de packing que considera tres etapas: recepción de especie de fruta, selección de la fruta, embalaje y almacenamiento.
En este apartado no se abordarán los temas relacionados a la viabilidad técnica y
económica de las medidas utilizadas a nivel internacional, ni tampoco se emitirán opiniones técnicas de su aplicación, pues esto es materia de análisis en los capítulos posteriores, por el momento se presenta como un catastro. a. Proceso de recepción de fruta
En el proceso de recepción de fruta, los consumos energéticos que se identifican corresponden principalmente a la distribución de agua y luminarias (Tabla 33). Tabla 33. Puntos de consumo energético y recomendaciones en proceso de recepción.
Consumo energético
Fuente energética renovable recomendada
Cambio tecnológico
Medidas de eficiencia energética
Bombas de Agua.
Eólica y sistemas de decantación por gravedad.
Bombas de alta eficiencia.
Incorporación de variadores de frecuencia.
Iluminación. Fotovoltaica. Luminaria de menor consumo de energía.
N/A.
b. Selección y embalaje de fruta
Tal como se presenta en la Tabla 34, los consumos energéticos corresponden a agua caliente para lavado de la fruta, aire caliente para el secado de la fruta, fuerza motriz de línea de producción, extracción de aire, enfriar el ambiente de trabajo y luminarias.
Tabla 34. Puntos de consumo energético en procesos de selección y embalaje de fruta.
Consumo energético
Fuente energética renovable
recomendada
Cambio tecnológico
Medidas de eficiencia energética
Agua Caliente. Placas termo solares, biomasa.
Bombas de calor. Rediseño del sistema utilizando calderas de biomasa.
Aire Caliente. Placas termo solares, biomasa.
Bombas de calor. Rediseño del sistema utilizando calderas de biomasa.
Fuerza Motriz. N/A. Motores de alta eficiencia.
Eliminación de las perturbaciones en el consumo de energía eléctrica, VDF.
Balance de las fases eléctricas
Redistribución de la energía reactiva (Banco condensadores)
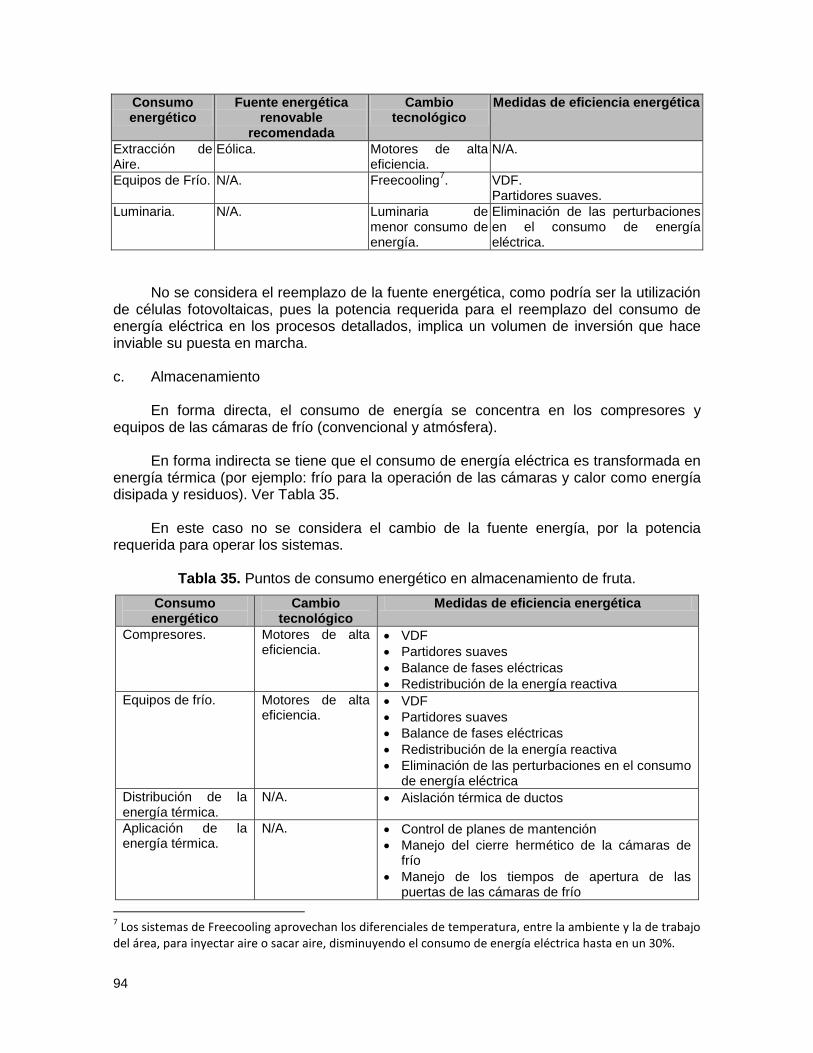
94
Consumo energético
Fuente energética renovable
recomendada
Cambio tecnológico
Medidas de eficiencia energética
Extracción de Aire.
Eólica. Motores de alta eficiencia.
N/A.
Equipos de Frío. N/A. Freecooling7. VDF.
Partidores suaves.
Luminaria. N/A. Luminaria de menor consumo de energía.
Eliminación de las perturbaciones en el consumo de energía eléctrica.
No se considera el reemplazo de la fuente energética, como podría ser la utilización
de células fotovoltaicas, pues la potencia requerida para el reemplazo del consumo de energía eléctrica en los procesos detallados, implica un volumen de inversión que hace inviable su puesta en marcha.
c. Almacenamiento
En forma directa, el consumo de energía se concentra en los compresores y equipos de las cámaras de frío (convencional y atmósfera).
En forma indirecta se tiene que el consumo de energía eléctrica es transformada en
energía térmica (por ejemplo: frío para la operación de las cámaras y calor como energía disipada y residuos). Ver Tabla 35.
En este caso no se considera el cambio de la fuente energía, por la potencia
requerida para operar los sistemas.
Tabla 35. Puntos de consumo energético en almacenamiento de fruta.
Consumo energético
Cambio tecnológico
Medidas de eficiencia energética
Compresores. Motores de alta eficiencia.
VDF
Partidores suaves
Balance de fases eléctricas
Redistribución de la energía reactiva
Equipos de frío. Motores de alta eficiencia.
VDF
Partidores suaves
Balance de fases eléctricas
Redistribución de la energía reactiva
Eliminación de las perturbaciones en el consumo de energía eléctrica
Distribución de la energía térmica.
N/A. Aislación térmica de ductos
Aplicación de la energía térmica.
N/A. Control de planes de mantención
Manejo del cierre hermético de la cámaras de frío
Manejo de los tiempos de apertura de las puertas de las cámaras de frío
7 Los sistemas de Freecooling aprovechan los diferenciales de temperatura, entre la ambiente y la de trabajo
del área, para inyectar aire o sacar aire, disminuyendo el consumo de energía eléctrica hasta en un 30%.
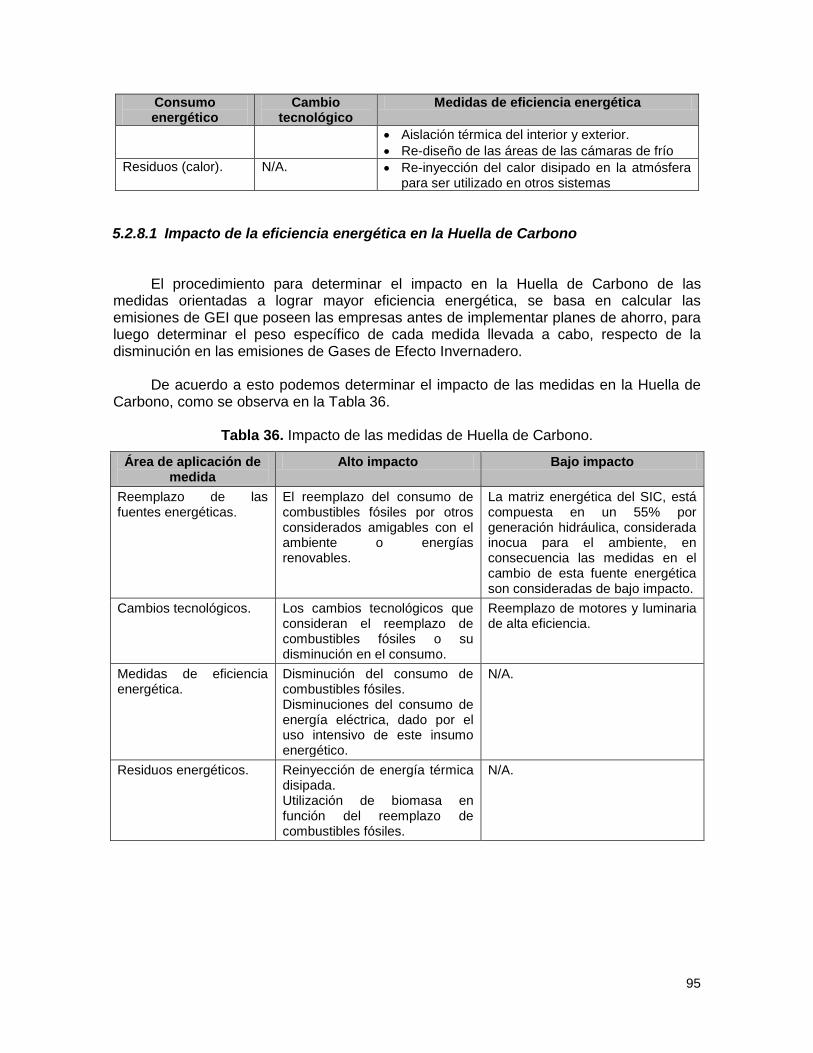
95
Consumo energético
Cambio tecnológico
Medidas de eficiencia energética
Aislación térmica del interior y exterior.
Re-diseño de las áreas de las cámaras de frío
Residuos (calor). N/A. Re-inyección del calor disipado en la atmósfera para ser utilizado en otros sistemas
5.2.8.1 Impacto de la eficiencia energética en la Huella de Carbono
El procedimiento para determinar el impacto en la Huella de Carbono de las medidas orientadas a lograr mayor eficiencia energética, se basa en calcular las emisiones de GEI que poseen las empresas antes de implementar planes de ahorro, para luego determinar el peso específico de cada medida llevada a cabo, respecto de la disminución en las emisiones de Gases de Efecto Invernadero.
De acuerdo a esto podemos determinar el impacto de las medidas en la Huella de
Carbono, como se observa en la Tabla 36.
Tabla 36. Impacto de las medidas de Huella de Carbono.
Área de aplicación de medida
Alto impacto Bajo impacto
Reemplazo de las fuentes energéticas.
El reemplazo del consumo de combustibles fósiles por otros considerados amigables con el ambiente o energías renovables.
La matriz energética del SIC, está compuesta en un 55% por generación hidráulica, considerada inocua para el ambiente, en consecuencia las medidas en el cambio de esta fuente energética son consideradas de bajo impacto.
Cambios tecnológicos. Los cambios tecnológicos que consideran el reemplazo de combustibles fósiles o su disminución en el consumo.
Reemplazo de motores y luminaria de alta eficiencia.
Medidas de eficiencia energética.
Disminución del consumo de combustibles fósiles. Disminuciones del consumo de energía eléctrica, dado por el uso intensivo de este insumo energético.
N/A.
Residuos energéticos. Reinyección de energía térmica disipada. Utilización de biomasa en función del reemplazo de combustibles fósiles.
N/A.
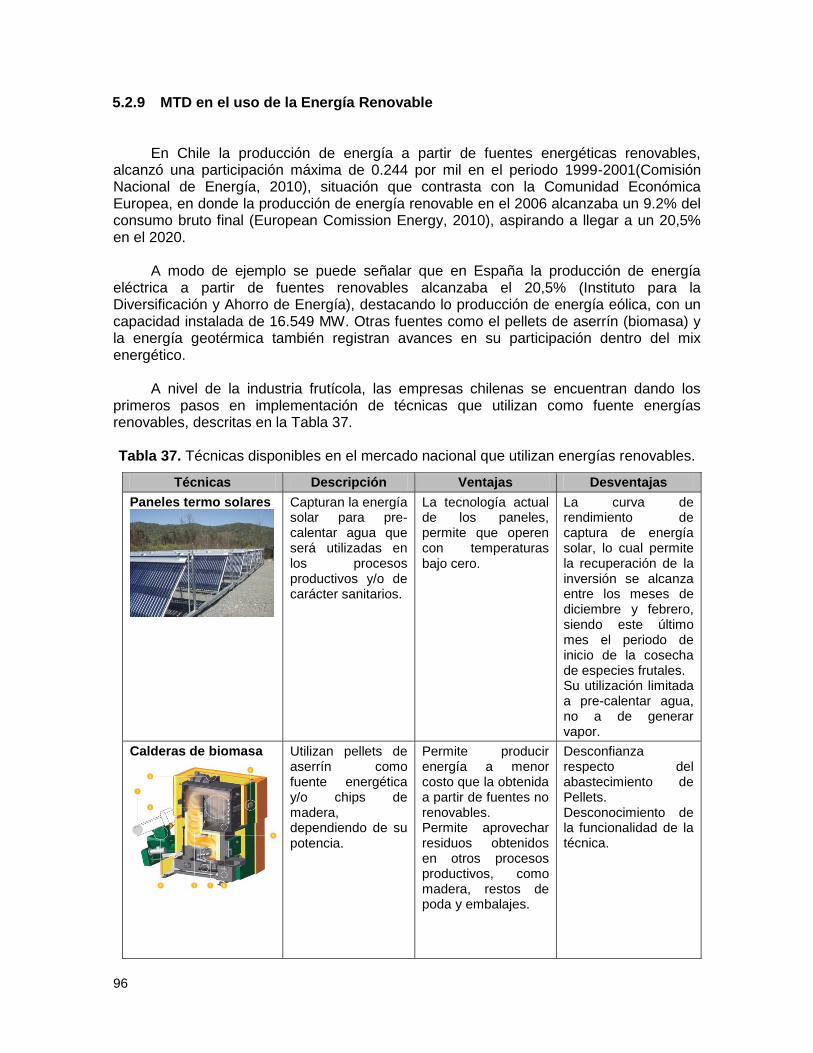
96
5.2.9 MTD en el uso de la Energía Renovable
En Chile la producción de energía a partir de fuentes energéticas renovables, alcanzó una participación máxima de 0.244 por mil en el periodo 1999-2001(Comisión Nacional de Energía, 2010), situación que contrasta con la Comunidad Económica Europea, en donde la producción de energía renovable en el 2006 alcanzaba un 9.2% del consumo bruto final (European Comission Energy, 2010), aspirando a llegar a un 20,5% en el 2020.
A modo de ejemplo se puede señalar que en España la producción de energía
eléctrica a partir de fuentes renovables alcanzaba el 20,5% (Instituto para la Diversificación y Ahorro de Energía), destacando lo producción de energía eólica, con un capacidad instalada de 16.549 MW. Otras fuentes como el pellets de aserrín (biomasa) y la energía geotérmica también registran avances en su participación dentro del mix energético.
A nivel de la industria frutícola, las empresas chilenas se encuentran dando los
primeros pasos en implementación de técnicas que utilizan como fuente energías renovables, descritas en la Tabla 37.
Tabla 37. Técnicas disponibles en el mercado nacional que utilizan energías renovables.
Técnicas Descripción Ventajas Desventajas
Paneles termo solares
Capturan la energía solar para pre-calentar agua que será utilizadas en los procesos productivos y/o de carácter sanitarios.
La tecnología actual de los paneles, permite que operen con temperaturas bajo cero.
La curva de rendimiento de captura de energía solar, lo cual permite la recuperación de la inversión se alcanza entre los meses de diciembre y febrero, siendo este último mes el periodo de inicio de la cosecha de especies frutales. Su utilización limitada a pre-calentar agua, no a de generar vapor.
Calderas de biomasa Utilizan pellets de aserrín como fuente energética y/o chips de madera, dependiendo de su potencia.
Permite producir energía a menor costo que la obtenida a partir de fuentes no renovables. Permite aprovechar residuos obtenidos en otros procesos productivos, como madera, restos de poda y embalajes.
Desconfianza respecto del abastecimiento de Pellets. Desconocimiento de la funcionalidad de la técnica.
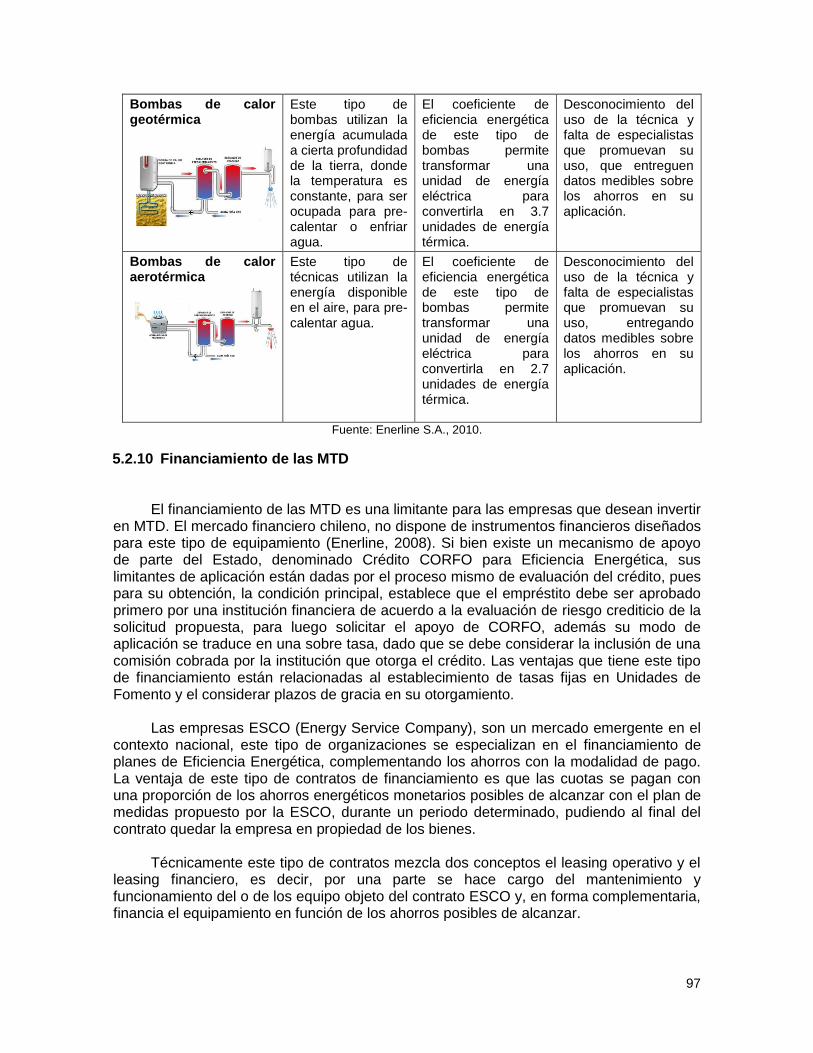
97
Bombas de calor geotérmica
Este tipo de bombas utilizan la energía acumulada a cierta profundidad de la tierra, donde la temperatura es constante, para ser ocupada para pre-calentar o enfriar agua.
El coeficiente de eficiencia energética de este tipo de bombas permite transformar una unidad de energía eléctrica para convertirla en 3.7 unidades de energía térmica.
Desconocimiento del uso de la técnica y falta de especialistas que promuevan su uso, que entreguen datos medibles sobre los ahorros en su aplicación.
Bombas de calor aerotérmica
Este tipo de técnicas utilizan la energía disponible en el aire, para pre-calentar agua.
El coeficiente de eficiencia energética de este tipo de bombas permite transformar una unidad de energía eléctrica para convertirla en 2.7 unidades de energía térmica.
Desconocimiento del uso de la técnica y falta de especialistas que promuevan su uso, entregando datos medibles sobre los ahorros en su aplicación.
Fuente: Enerline S.A., 2010.
5.2.10 Financiamiento de las MTD
El financiamiento de las MTD es una limitante para las empresas que desean invertir en MTD. El mercado financiero chileno, no dispone de instrumentos financieros diseñados para este tipo de equipamiento (Enerline, 2008). Si bien existe un mecanismo de apoyo de parte del Estado, denominado Crédito CORFO para Eficiencia Energética, sus limitantes de aplicación están dadas por el proceso mismo de evaluación del crédito, pues para su obtención, la condición principal, establece que el empréstito debe ser aprobado primero por una institución financiera de acuerdo a la evaluación de riesgo crediticio de la solicitud propuesta, para luego solicitar el apoyo de CORFO, además su modo de aplicación se traduce en una sobre tasa, dado que se debe considerar la inclusión de una comisión cobrada por la institución que otorga el crédito. Las ventajas que tiene este tipo de financiamiento están relacionadas al establecimiento de tasas fijas en Unidades de Fomento y el considerar plazos de gracia en su otorgamiento.
Las empresas ESCO (Energy Service Company), son un mercado emergente en el
contexto nacional, este tipo de organizaciones se especializan en el financiamiento de planes de Eficiencia Energética, complementando los ahorros con la modalidad de pago. La ventaja de este tipo de contratos de financiamiento es que las cuotas se pagan con una proporción de los ahorros energéticos monetarios posibles de alcanzar con el plan de medidas propuesto por la ESCO, durante un periodo determinado, pudiendo al final del contrato quedar la empresa en propiedad de los bienes.
Técnicamente este tipo de contratos mezcla dos conceptos el leasing operativo y el
leasing financiero, es decir, por una parte se hace cargo del mantenimiento y funcionamiento del o de los equipo objeto del contrato ESCO y, en forma complementaria, financia el equipamiento en función de los ahorros posibles de alcanzar.

98
Fundación Chile y, posteriormente, INTECH, a través de la presentación a CORFO de un proyecto asociativo (PROFO)8, han dado origen a la primera asociación de empresas ESCO, denominada Asociación Nacional de ESCO’s, encontrándose en la etapa final de la implementación del modelo de negocios ESCO, para su aplicación en el mercado chileno, situación que contrasta con los avances de este tipo de negocios en países como México, Brasil y Argentina, donde ya cuentan con una experiencia de 25 años en este tipo de contratos (Enerline, 2009)9.
8 Fuente: INTECH, Agente Operador Intermediario – CORFO.
9 Fuente: Plan de Negocios PROFO – ESCO, Fundación Chile, 2009.
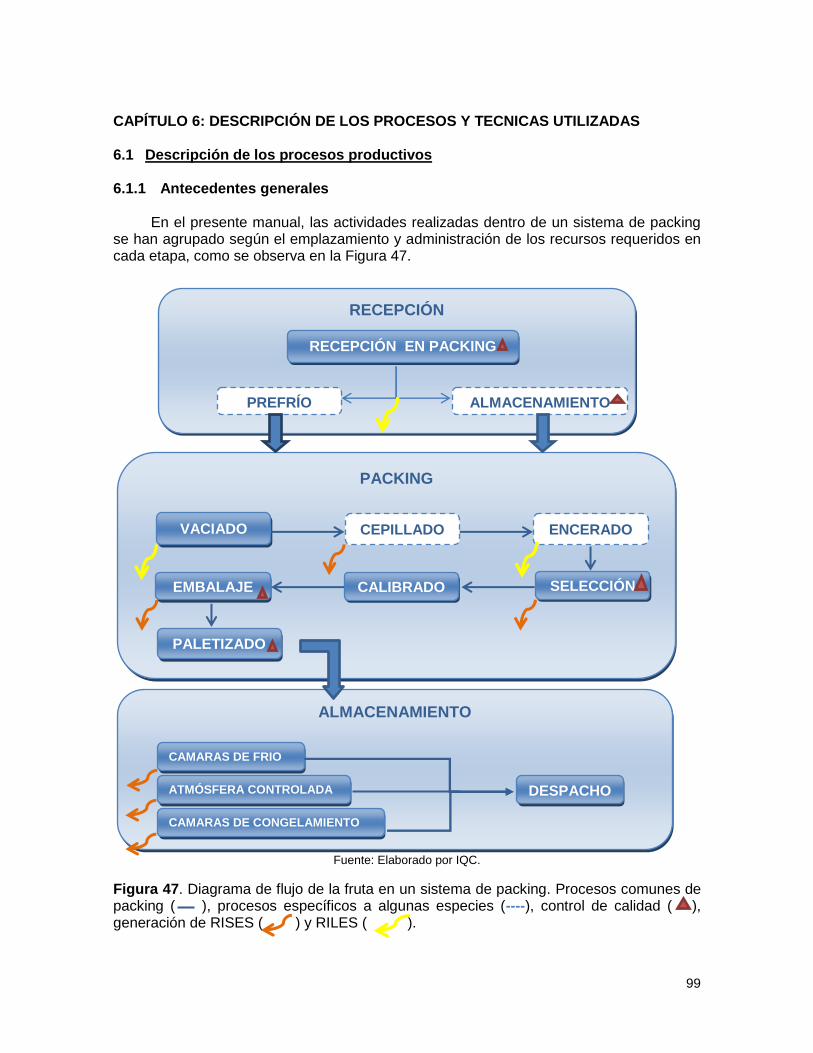
99
CAPÍTULO 6: DESCRIPCIÓN DE LOS PROCESOS Y TECNICAS UTILIZADAS 6.1 Descripción de los procesos productivos
6.1.1 Antecedentes generales
En el presente manual, las actividades realizadas dentro de un sistema de packing
se han agrupado según el emplazamiento y administración de los recursos requeridos en cada etapa, como se observa en la Figura 47.
Fuente: Elaborado por IQC.
Figura 47. Diagrama de flujo de la fruta en un sistema de packing. Procesos comunes de packing ( ), procesos específicos a algunas especies (----), control de calidad ( ), generación de RISES ( ) y RILES ( ).
PACKING
VACIADO CEPILLADO ENCERADO
SELECCIÓN CALIBRADO
PALETIZADO
ALMACENAMIENTO
CAMARAS DE FRIO
DESPACHO ATMÓSFERA CONTROLADA
CAMARAS DE CONGELAMIENTO
RECEPCIÓN
ALMACENAMIENTO PREFRÍO
RECEPCIÓN EN PACKING
EMBALAJE
100
El flujo comienza con el proceso de “recepción”, la fruta es recibida, pesada y muestreada para realizar un primer control de calidad. Generalmente la fruta es sometida a diferentes procesos anteriores a la selección como fumigaciones, irradiaciones o almacenamiento previo en atmósferas controladas con el fin de disminuir la carga de contaminantes que vienen desde el campo o desacelerar el proceso de maduración de la fruta.
Una vez que los procesos anteriores se han cumplido, la fruta ingresa al proceso de
embalaje, donde es “vaciada” a cintas transportadoras o a un sistema de transporte con agua, evitando daños por golpes y al mismo tiempo realizando un lavado y pre-enfriado. En ambos casos la fruta continúa su camino hacia una cinta de distribución. En algunas especies esta cinta es dirigida hacia el nivel más alto de toda la línea, pasando opcionalmente por un pre-calibrador y una ducha. Desde ahí la fruta es cepillada con un cuerpo de rodillos de cerda y espuma, agregándose en algunos casos un cuerpo de lavado y secado, con rodillos de espuma y ventiladores. Este proceso excluye a las especies de arándanos, frambuesas y cerezas. Otras especies, como los duraznos y manzanas, son enceradas con el objetivo de prevenir deshidratación y disminuir la tasa respiratoria para retrasar el metabolismo de la fruta.
Luego, la fruta es seleccionada manualmente para desechar productos enfermos
que pudieran ser fuente de infección dentro de la línea de proceso. También es separada de acuerdo al mercado de destino o a los requerimientos del cliente, según variedad, calibre, categoría (externo o interno). En algunas especies más sensibles a daños mecánicos, la fruta es acomodada en bandejas que irán dentro del envase final.
El proceso de embalaje consiste en el traspaso de la fruta ya seleccionada desde
las cintas de transporte a las cajas de exportación. Las cajas son etiquetadas según la categoría o calibre de la fruta embalada. Las cajas de exportación son agrupadas sobre un pallet, según variedad, categoría y calibre, para formar una unidad de manejo que pueda ser fácilmente transportada, almacenada y comercializada.
Los pallets son transportados al camión para su despacho, o almacenados en
cámaras de refrigeración hasta su despacho. Generalmente la fruta es almacenada en cámaras de frío a temperaturas cercanas a 0°C en el caso de los frutales mayores y entre -15°C y -21°C en el caso de los congelados (por ejemplo, berries). Existen frutas que registran un alza significativa en la producción de etileno (climatéricas), el que su vez acelera la maduración de la fruta. En esos casos se recomienda el almacenamiento de la fruta en atmósferas controladas.
A continuación, se describen detalladamente los procesos, etapas de recepción,
packing y almacenamiento. También se presentan las materias primas, insumos y los sistemas de transporte utilizados, junto con las actividades de higiene y medidas de seguridad laboral que se deben implementar en un sistema de packing.
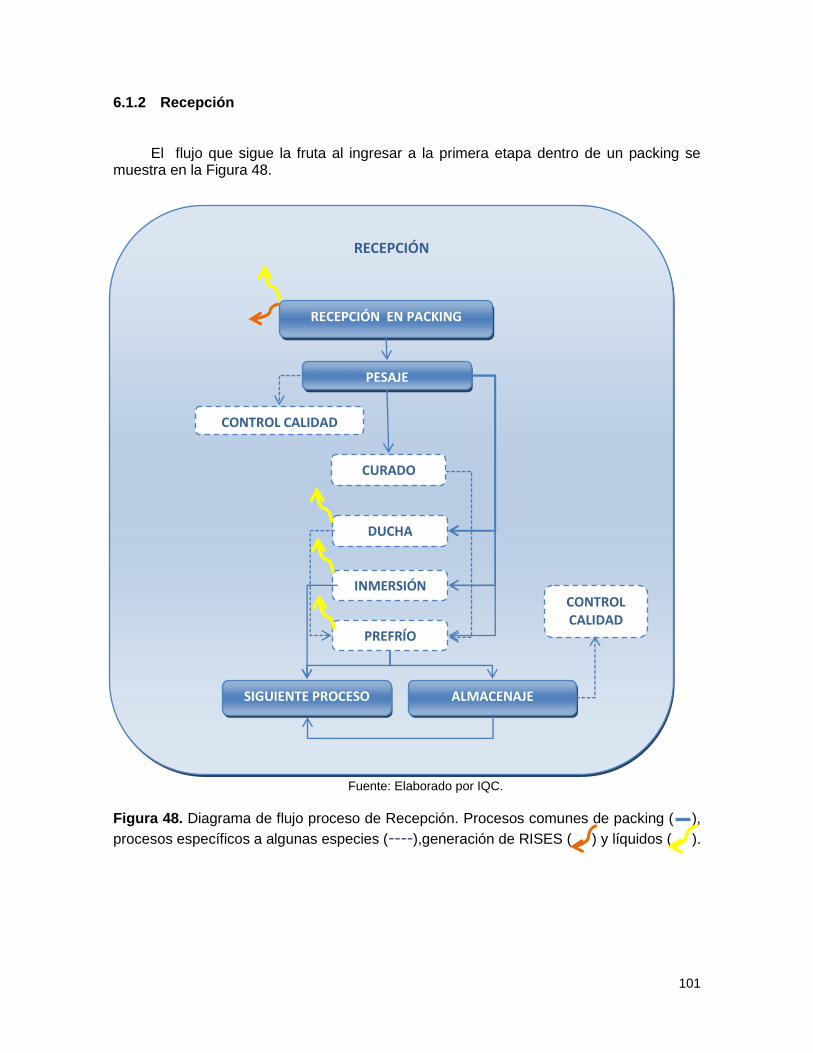
101
6.1.2 Recepción
El flujo que sigue la fruta al ingresar a la primera etapa dentro de un packing se muestra en la Figura 48.
Fuente: Elaborado por IQC.
Figura 48. Diagrama de flujo proceso de Recepción. Procesos comunes de packing ( ),
procesos específicos a algunas especies (----),generación de RISES ( ) y líquidos ( ).
RECEPCIÓN
RECEPCIÓN EN PACKING
CURADO
CONTROL CALIDAD
PESAJE
ALMACENAJE
INMERSIÓN
PREFRÍO
SIGUIENTE PROCESO
DUCHA
CONTROL CALIDAD
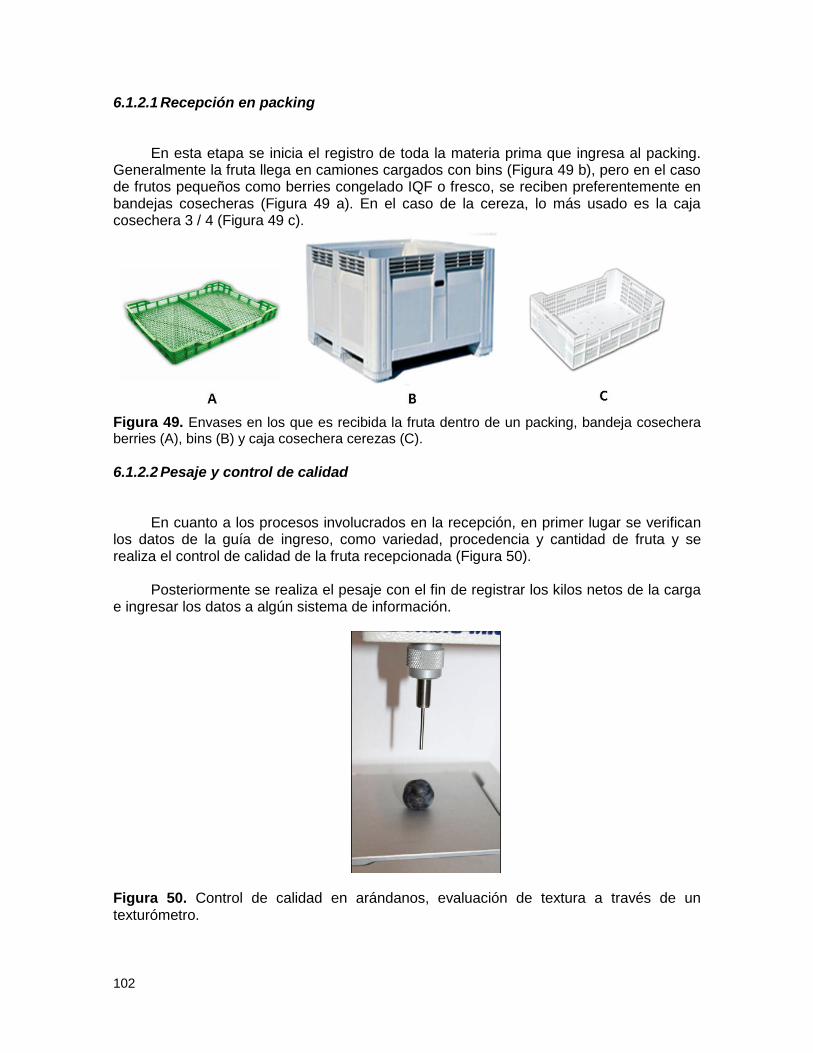
102
6.1.2.1 Recepción en packing
En esta etapa se inicia el registro de toda la materia prima que ingresa al packing. Generalmente la fruta llega en camiones cargados con bins (Figura 49 b), pero en el caso de frutos pequeños como berries congelado IQF o fresco, se reciben preferentemente en bandejas cosecheras (Figura 49 a). En el caso de la cereza, lo más usado es la caja cosechera 3 / 4 (Figura 49 c).
Figura 49. Envases en los que es recibida la fruta dentro de un packing, bandeja cosechera berries (A), bins (B) y caja cosechera cerezas (C).
6.1.2.2 Pesaje y control de calidad
En cuanto a los procesos involucrados en la recepción, en primer lugar se verifican los datos de la guía de ingreso, como variedad, procedencia y cantidad de fruta y se realiza el control de calidad de la fruta recepcionada (Figura 50).
Posteriormente se realiza el pesaje con el fin de registrar los kilos netos de la carga
e ingresar los datos a algún sistema de información.
Figura 50. Control de calidad en arándanos, evaluación de textura a través de un texturómetro.
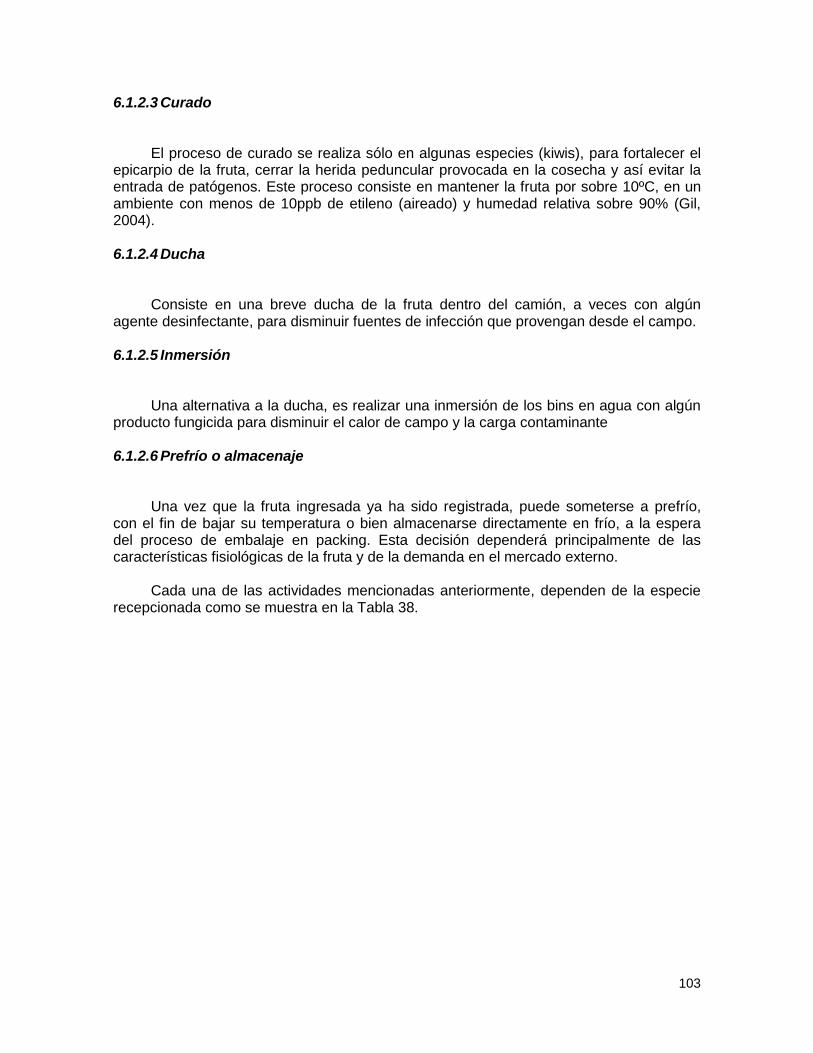
103
6.1.2.3 Curado
El proceso de curado se realiza sólo en algunas especies (kiwis), para fortalecer el epicarpio de la fruta, cerrar la herida peduncular provocada en la cosecha y así evitar la entrada de patógenos. Este proceso consiste en mantener la fruta por sobre 10ºC, en un ambiente con menos de 10ppb de etileno (aireado) y humedad relativa sobre 90% (Gil, 2004). 6.1.2.4 Ducha
Consiste en una breve ducha de la fruta dentro del camión, a veces con algún agente desinfectante, para disminuir fuentes de infección que provengan desde el campo.
6.1.2.5 Inmersión
Una alternativa a la ducha, es realizar una inmersión de los bins en agua con algún producto fungicida para disminuir el calor de campo y la carga contaminante
6.1.2.6 Prefrío o almacenaje
Una vez que la fruta ingresada ya ha sido registrada, puede someterse a prefrío, con el fin de bajar su temperatura o bien almacenarse directamente en frío, a la espera del proceso de embalaje en packing. Esta decisión dependerá principalmente de las características fisiológicas de la fruta y de la demanda en el mercado externo.
Cada una de las actividades mencionadas anteriormente, dependen de la especie
recepcionada como se muestra en la Tabla 38.
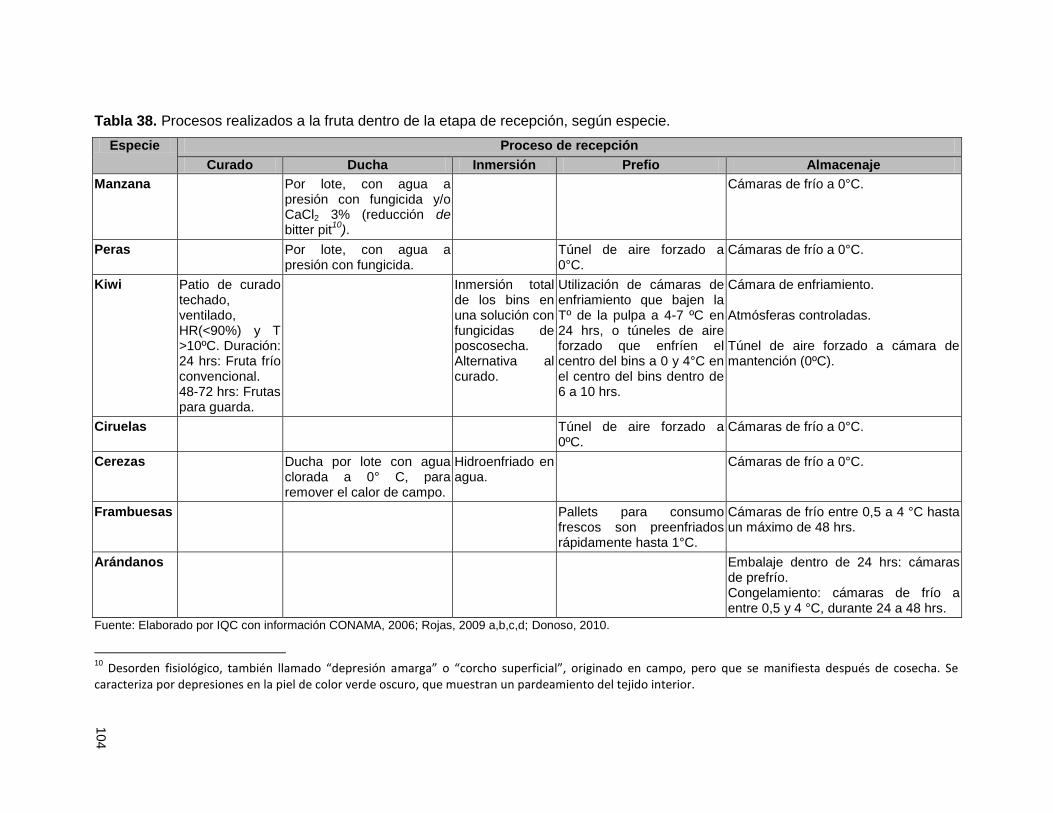
104
Tabla 38. Procesos realizados a la fruta dentro de la etapa de recepción, según especie.
Especie Proceso de recepción
Curado Ducha Inmersión Prefio Almacenaje
Manzana Por lote, con agua a presión con fungicida y/o CaCl2 3% (reducción de bitter pit
10).
Cámaras de frío a 0°C.
Peras Por lote, con agua a presión con fungicida.
Túnel de aire forzado a 0°C.
Cámaras de frío a 0°C.
Kiwi Patio de curado techado, ventilado, HR(<90%) y T >10ºC. Duración: 24 hrs: Fruta frío convencional. 48-72 hrs: Frutas para guarda.
Inmersión total de los bins en una solución con fungicidas de poscosecha. Alternativa al curado.
Utilización de cámaras de enfriamiento que bajen la Tº de la pulpa a 4-7 ºC en 24 hrs, o túneles de aire forzado que enfríen el centro del bins a 0 y 4°C en el centro del bins dentro de 6 a 10 hrs.
Cámara de enfriamiento. Atmósferas controladas. Túnel de aire forzado a cámara de mantención (0ºC).
Ciruelas Túnel de aire forzado a 0ºC.
Cámaras de frío a 0°C.
Cerezas Ducha por lote con agua clorada a 0° C, para remover el calor de campo.
Hidroenfriado en agua.
Cámaras de frío a 0°C.
Frambuesas Pallets para consumo frescos son preenfriados rápidamente hasta 1°C.
Cámaras de frío entre 0,5 a 4 °C hasta un máximo de 48 hrs.
Arándanos Embalaje dentro de 24 hrs: cámaras de prefrío. Congelamiento: cámaras de frío a entre 0,5 y 4 °C, durante 24 a 48 hrs.
Fuente: Elaborado por IQC con información CONAMA, 2006; Rojas, 2009 a,b,c,d; Donoso, 2010.
10
Desorden fisiológico, también llamado “depresión amarga” o “corcho superficial”, originado en campo, pero que se manifiesta después de cosecha. Se caracteriza por depresiones en la piel de color verde oscuro, que muestran un pardeamiento del tejido interior.
104
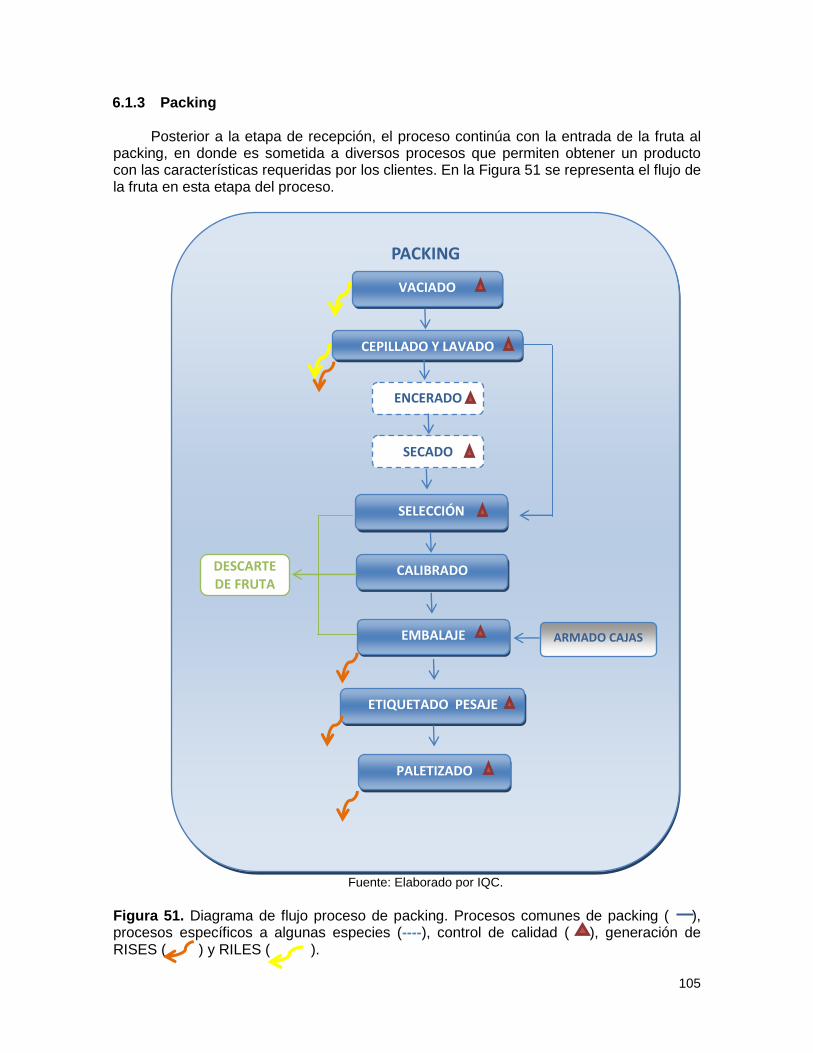
105
6.1.3 Packing Posterior a la etapa de recepción, el proceso continúa con la entrada de la fruta al
packing, en donde es sometida a diversos procesos que permiten obtener un producto con las características requeridas por los clientes. En la Figura 51 se representa el flujo de la fruta en esta etapa del proceso.
Fuente: Elaborado por IQC.
Figura 51. Diagrama de flujo proceso de packing. Procesos comunes de packing ( ), procesos específicos a algunas especies (----), control de calidad ( ), generación de RISES ( ) y RILES ( ).
PACKING
VACIADO
ENCERADO
CEPILLADO Y LAVADO
SECADO
SELECCIÓN
CALIBRADO
EMBALAJE
ETIQUETADO PESAJE
PALETIZADO
ARMADO CAJAS
DESCARTE DE FRUTA
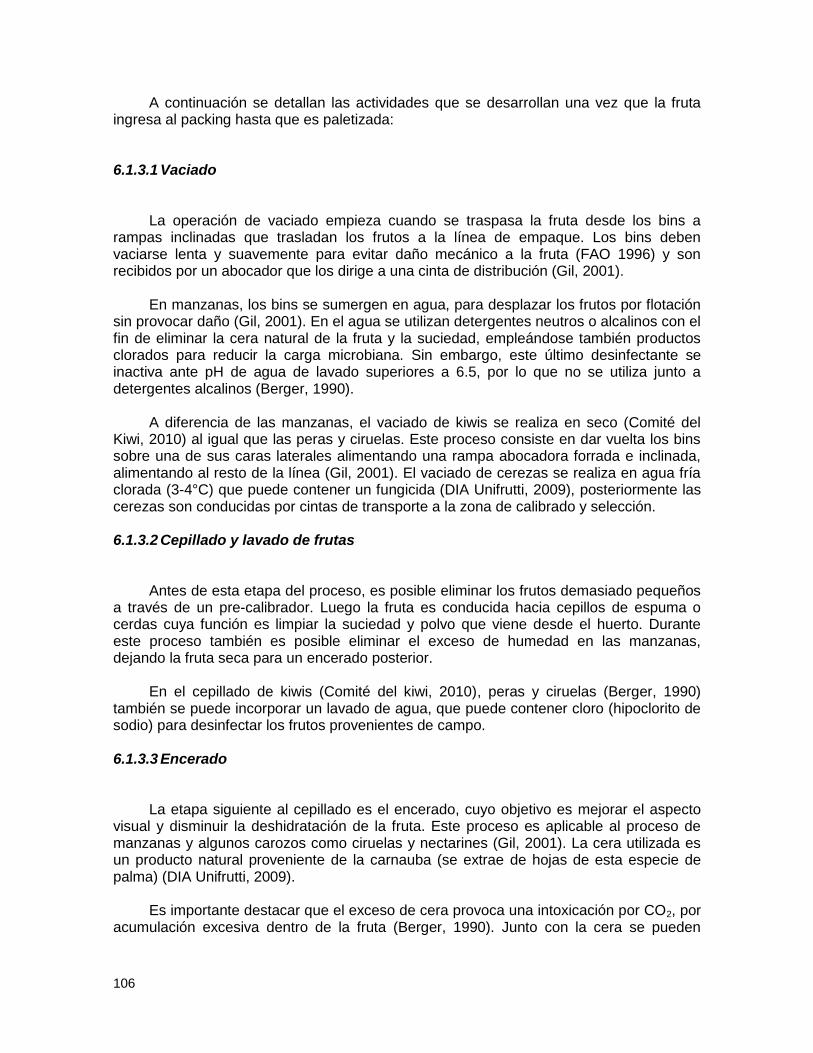
106
A continuación se detallan las actividades que se desarrollan una vez que la fruta ingresa al packing hasta que es paletizada:
6.1.3.1 Vaciado
La operación de vaciado empieza cuando se traspasa la fruta desde los bins a
rampas inclinadas que trasladan los frutos a la línea de empaque. Los bins deben vaciarse lenta y suavemente para evitar daño mecánico a la fruta (FAO 1996) y son recibidos por un abocador que los dirige a una cinta de distribución (Gil, 2001).
En manzanas, los bins se sumergen en agua, para desplazar los frutos por flotación
sin provocar daño (Gil, 2001). En el agua se utilizan detergentes neutros o alcalinos con el fin de eliminar la cera natural de la fruta y la suciedad, empleándose también productos clorados para reducir la carga microbiana. Sin embargo, este último desinfectante se inactiva ante pH de agua de lavado superiores a 6.5, por lo que no se utiliza junto a detergentes alcalinos (Berger, 1990).
A diferencia de las manzanas, el vaciado de kiwis se realiza en seco (Comité del
Kiwi, 2010) al igual que las peras y ciruelas. Este proceso consiste en dar vuelta los bins sobre una de sus caras laterales alimentando una rampa abocadora forrada e inclinada, alimentando al resto de la línea (Gil, 2001). El vaciado de cerezas se realiza en agua fría clorada (3-4°C) que puede contener un fungicida (DIA Unifrutti, 2009), posteriormente las cerezas son conducidas por cintas de transporte a la zona de calibrado y selección. 6.1.3.2 Cepillado y lavado de frutas
Antes de esta etapa del proceso, es posible eliminar los frutos demasiado pequeños a través de un pre-calibrador. Luego la fruta es conducida hacia cepillos de espuma o cerdas cuya función es limpiar la suciedad y polvo que viene desde el huerto. Durante este proceso también es posible eliminar el exceso de humedad en las manzanas, dejando la fruta seca para un encerado posterior.
En el cepillado de kiwis (Comité del kiwi, 2010), peras y ciruelas (Berger, 1990)
también se puede incorporar un lavado de agua, que puede contener cloro (hipoclorito de sodio) para desinfectar los frutos provenientes de campo. 6.1.3.3 Encerado
La etapa siguiente al cepillado es el encerado, cuyo objetivo es mejorar el aspecto visual y disminuir la deshidratación de la fruta. Este proceso es aplicable al proceso de manzanas y algunos carozos como ciruelas y nectarines (Gil, 2001). La cera utilizada es un producto natural proveniente de la carnauba (se extrae de hojas de esta especie de palma) (DIA Unifrutti, 2009).
Es importante destacar que el exceso de cera provoca una intoxicación por CO2, por
acumulación excesiva dentro de la fruta (Berger, 1990). Junto con la cera se pueden
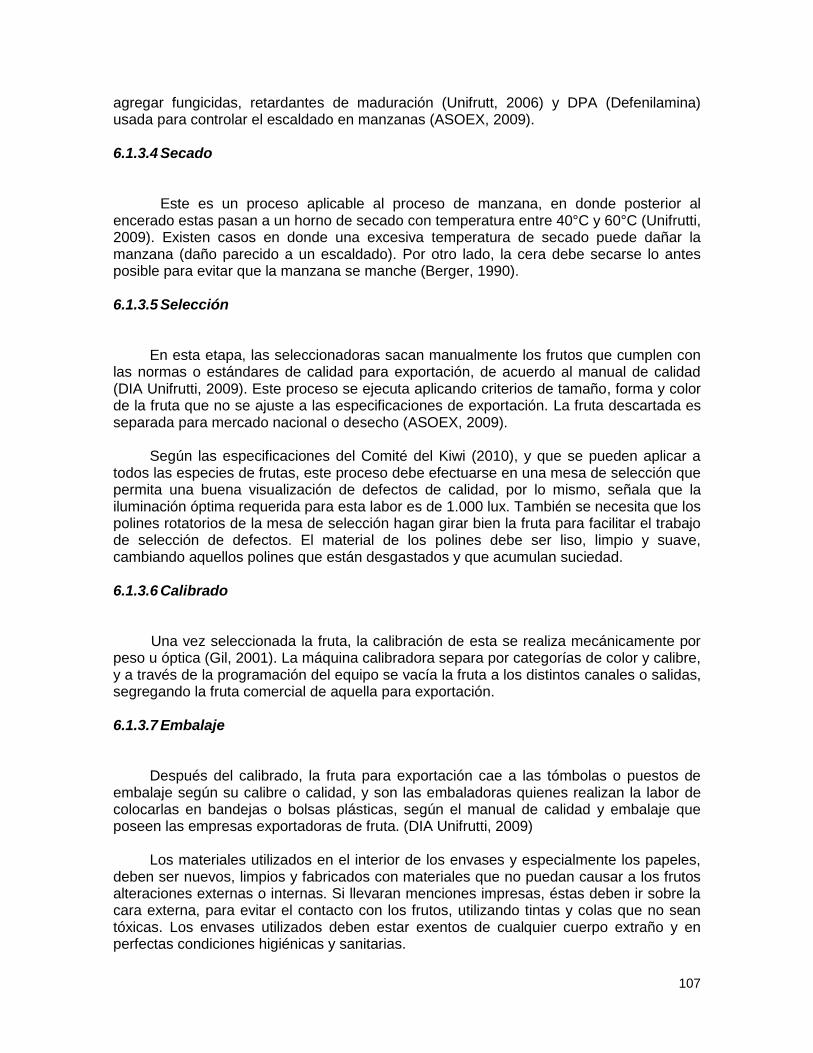
107
agregar fungicidas, retardantes de maduración (Unifrutt, 2006) y DPA (Defenilamina) usada para controlar el escaldado en manzanas (ASOEX, 2009). 6.1.3.4 Secado
Este es un proceso aplicable al proceso de manzana, en donde posterior al encerado estas pasan a un horno de secado con temperatura entre 40°C y 60°C (Unifrutti, 2009). Existen casos en donde una excesiva temperatura de secado puede dañar la manzana (daño parecido a un escaldado). Por otro lado, la cera debe secarse lo antes posible para evitar que la manzana se manche (Berger, 1990).
6.1.3.5 Selección
En esta etapa, las seleccionadoras sacan manualmente los frutos que cumplen con las normas o estándares de calidad para exportación, de acuerdo al manual de calidad (DIA Unifrutti, 2009). Este proceso se ejecuta aplicando criterios de tamaño, forma y color de la fruta que no se ajuste a las especificaciones de exportación. La fruta descartada es separada para mercado nacional o desecho (ASOEX, 2009).
Según las especificaciones del Comité del Kiwi (2010), y que se pueden aplicar a
todos las especies de frutas, este proceso debe efectuarse en una mesa de selección que permita una buena visualización de defectos de calidad, por lo mismo, señala que la iluminación óptima requerida para esta labor es de 1.000 lux. También se necesita que los polines rotatorios de la mesa de selección hagan girar bien la fruta para facilitar el trabajo de selección de defectos. El material de los polines debe ser liso, limpio y suave, cambiando aquellos polines que están desgastados y que acumulan suciedad. 6.1.3.6 Calibrado
Una vez seleccionada la fruta, la calibración de esta se realiza mecánicamente por peso u óptica (Gil, 2001). La máquina calibradora separa por categorías de color y calibre, y a través de la programación del equipo se vacía la fruta a los distintos canales o salidas, segregando la fruta comercial de aquella para exportación. 6.1.3.7 Embalaje
Después del calibrado, la fruta para exportación cae a las tómbolas o puestos de embalaje según su calibre o calidad, y son las embaladoras quienes realizan la labor de colocarlas en bandejas o bolsas plásticas, según el manual de calidad y embalaje que poseen las empresas exportadoras de fruta. (DIA Unifrutti, 2009)
Los materiales utilizados en el interior de los envases y especialmente los papeles,
deben ser nuevos, limpios y fabricados con materiales que no puedan causar a los frutos alteraciones externas o internas. Si llevaran menciones impresas, éstas deben ir sobre la cara externa, para evitar el contacto con los frutos, utilizando tintas y colas que no sean tóxicas. Los envases utilizados deben estar exentos de cualquier cuerpo extraño y en perfectas condiciones higiénicas y sanitarias.
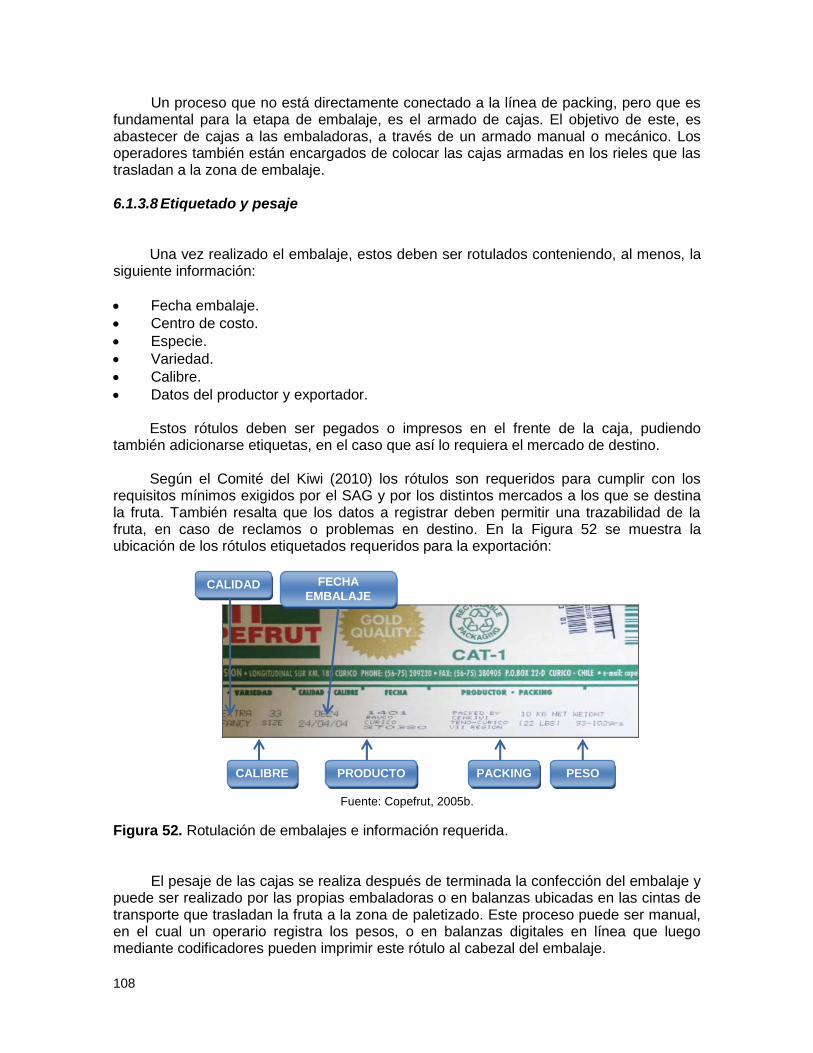
108
Un proceso que no está directamente conectado a la línea de packing, pero que es fundamental para la etapa de embalaje, es el armado de cajas. El objetivo de este, es abastecer de cajas a las embaladoras, a través de un armado manual o mecánico. Los operadores también están encargados de colocar las cajas armadas en los rieles que las trasladan a la zona de embalaje.
6.1.3.8 Etiquetado y pesaje
Una vez realizado el embalaje, estos deben ser rotulados conteniendo, al menos, la siguiente información:
Fecha embalaje.
Centro de costo.
Especie.
Variedad.
Calibre.
Datos del productor y exportador. Estos rótulos deben ser pegados o impresos en el frente de la caja, pudiendo
también adicionarse etiquetas, en el caso que así lo requiera el mercado de destino. Según el Comité del Kiwi (2010) los rótulos son requeridos para cumplir con los
requisitos mínimos exigidos por el SAG y por los distintos mercados a los que se destina la fruta. También resalta que los datos a registrar deben permitir una trazabilidad de la fruta, en caso de reclamos o problemas en destino. En la Figura 52 se muestra la ubicación de los rótulos etiquetados requeridos para la exportación:
Fuente: Copefrut, 2005b.
Figura 52. Rotulación de embalajes e información requerida.
El pesaje de las cajas se realiza después de terminada la confección del embalaje y puede ser realizado por las propias embaladoras o en balanzas ubicadas en las cintas de transporte que trasladan la fruta a la zona de paletizado. Este proceso puede ser manual, en el cual un operario registra los pesos, o en balanzas digitales en línea que luego mediante codificadores pueden imprimir este rótulo al cabezal del embalaje.
CALIDAD
CALIBRE
FECHA
EMBALAJE
PRODUCTORCALIBRE
PACKING PESO
109
6.1.3.9 Paletizado
El paletizado consiste en el apilamiento de cajas embaladas sobre un pallet y aseguradas por zunchos y parrilla. A esta unidad se le asigna un número de folio correlativo que va en una etiqueta o tarja en las cuatro caras del pallet. En la Figura 53 se muestra el orden y manejo de la información de tarja de pallets.
Fuente: Copefrut, 2005b.
Figura 53. Identificación de componentes de tarja de pallet. En la Tabla 39 se presenta un resumen de los procesos de packing clasificado por especie.
VARIEDAD
N° DE CAJAS
CÓDIGO PALLET
CALIDAD
CÓDIGOS DE BARRA PARA
TRAZABILIDAD
CALIBRE
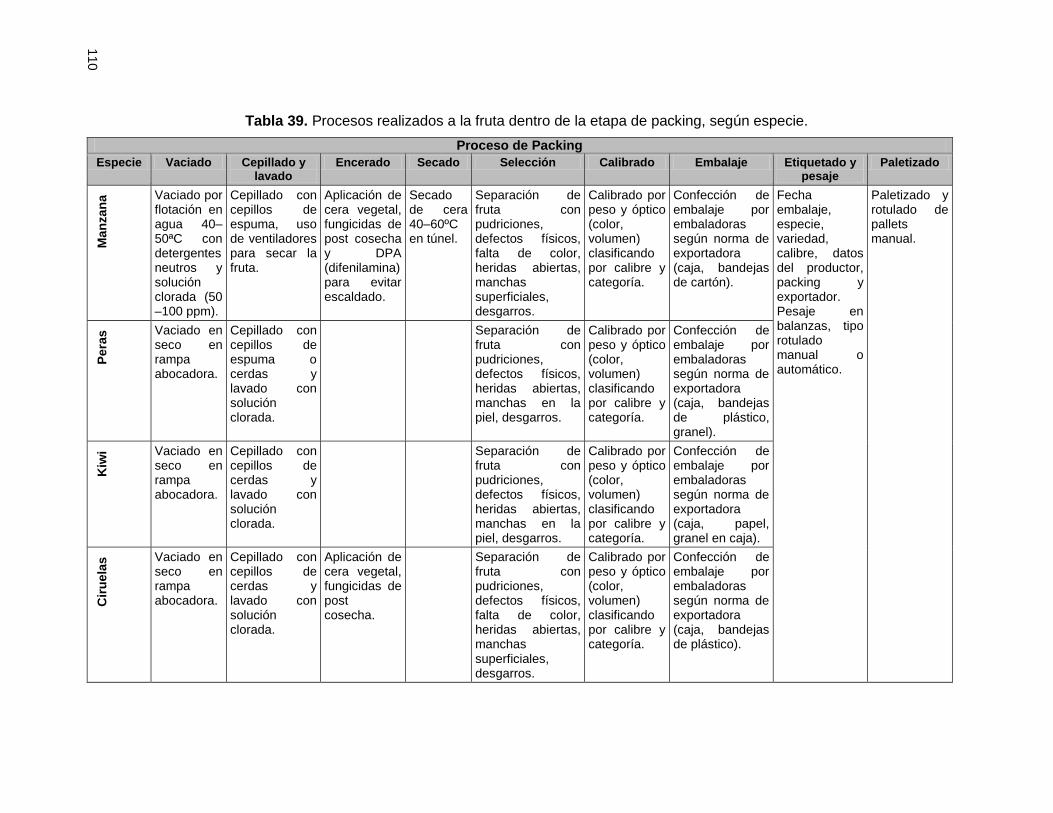
110
Tabla 39. Procesos realizados a la fruta dentro de la etapa de packing, según especie.
Proceso de Packing
Especie Vaciado Cepillado y lavado
Encerado Secado Selección Calibrado Embalaje Etiquetado y pesaje
Paletizado
Ma
nzan
a Vaciado por
flotación en agua 40–50ªC con detergentes neutros y solución clorada (50 –100 ppm).
Cepillado con cepillos de espuma, uso de ventiladores para secar la fruta.
Aplicación de cera vegetal, fungicidas de post cosecha y DPA (difenilamina) para evitar escaldado.
Secado de cera 40–60ºC en túnel.
Separación de fruta con pudriciones, defectos físicos, falta de color, heridas abiertas, manchas superficiales, desgarros.
Calibrado por peso y óptico (color, volumen) clasificando por calibre y categoría.
Confección de embalaje por embaladoras según norma de exportadora (caja, bandejas de cartón).
Fecha embalaje, especie, variedad, calibre, datos del productor, packing y exportador. Pesaje en balanzas, tipo rotulado manual o automático.
Paletizado y rotulado de pallets manual.
Pera
s Vaciado en
seco en rampa abocadora.
Cepillado con cepillos de espuma o cerdas y lavado con solución clorada.
Separación de fruta con pudriciones, defectos físicos, heridas abiertas, manchas en la piel, desgarros.
Calibrado por peso y óptico (color, volumen) clasificando por calibre y categoría.
Confección de embalaje por embaladoras según norma de exportadora (caja, bandejas de plástico, granel).
Kiw
i Vaciado en seco en rampa abocadora.
Cepillado con cepillos de cerdas y lavado con solución clorada.
Separación de fruta con pudriciones, defectos físicos, heridas abiertas, manchas en la piel, desgarros.
Calibrado por peso y óptico (color, volumen) clasificando por calibre y categoría.
Confección de embalaje por embaladoras según norma de exportadora (caja, papel, granel en caja).
Cir
uela
s Vaciado en
seco en rampa abocadora.
Cepillado con cepillos de cerdas y lavado con solución clorada.
Aplicación de cera vegetal, fungicidas de post cosecha.
Separación de fruta con pudriciones, defectos físicos, falta de color, heridas abiertas, manchas superficiales, desgarros.
Calibrado por peso y óptico (color, volumen) clasificando por calibre y categoría.
Confección de embalaje por embaladoras según norma de exportadora (caja, bandejas de plástico).
110
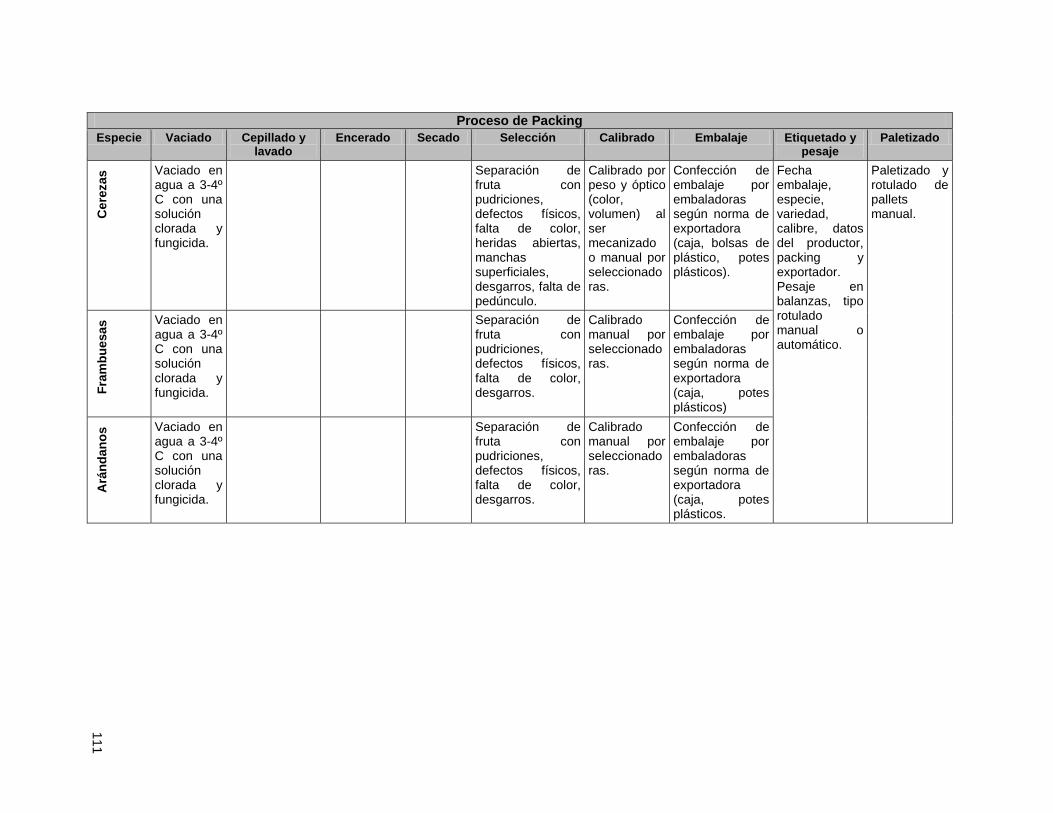
111
Proceso de Packing
Especie Vaciado Cepillado y lavado
Encerado Secado Selección Calibrado Embalaje Etiquetado y pesaje
Paletizado
Cere
zas
Vaciado en agua a 3-4º C con una solución clorada y fungicida.
Separación de fruta con pudriciones, defectos físicos, falta de color, heridas abiertas, manchas superficiales, desgarros, falta de pedúnculo.
Calibrado por peso y óptico (color, volumen) al ser mecanizado o manual por seleccionadoras.
Confección de embalaje por embaladoras según norma de exportadora (caja, bolsas de plástico, potes plásticos).
Fecha embalaje, especie, variedad, calibre, datos del productor, packing y exportador. Pesaje en balanzas, tipo rotulado manual o automático.
Paletizado y rotulado de pallets manual.
Fra
mb
uesas
Vaciado en agua a 3-4º C con una solución clorada y fungicida.
Separación de fruta con pudriciones, defectos físicos, falta de color, desgarros.
Calibrado manual por seleccionadoras.
Confección de embalaje por embaladoras según norma de exportadora (caja, potes plásticos)
Ará
nd
an
os
Vaciado en agua a 3-4º C con una solución clorada y fungicida.
Separación de fruta con pudriciones, defectos físicos, falta de color, desgarros.
Calibrado manual por seleccionadoras.
Confección de embalaje por embaladoras según norma de exportadora (caja, potes plásticos.
111
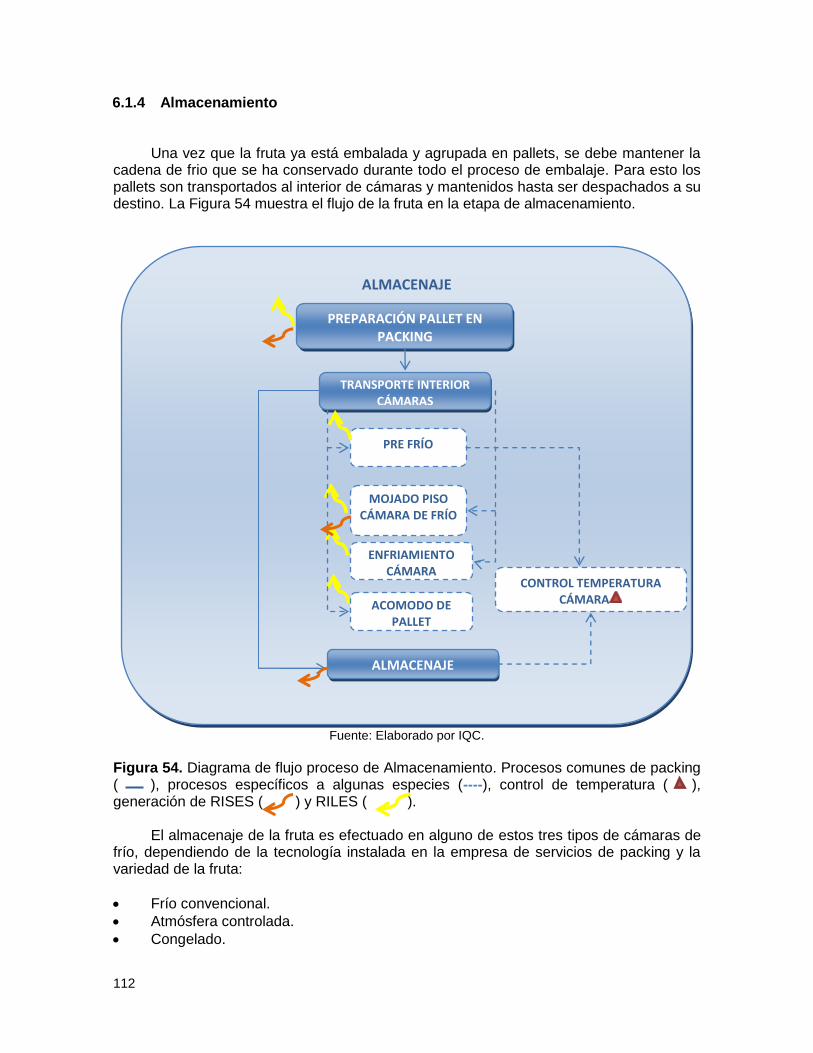
112
6.1.4 Almacenamiento
Una vez que la fruta ya está embalada y agrupada en pallets, se debe mantener la cadena de frio que se ha conservado durante todo el proceso de embalaje. Para esto los pallets son transportados al interior de cámaras y mantenidos hasta ser despachados a su destino. La Figura 54 muestra el flujo de la fruta en la etapa de almacenamiento.
Fuente: Elaborado por IQC.
Figura 54. Diagrama de flujo proceso de Almacenamiento. Procesos comunes de packing ( ), procesos específicos a algunas especies (----), control de temperatura ( ), generación de RISES ( ) y RILES ( ).
El almacenaje de la fruta es efectuado en alguno de estos tres tipos de cámaras de frío, dependiendo de la tecnología instalada en la empresa de servicios de packing y la variedad de la fruta:
Frío convencional.
Atmósfera controlada.
Congelado.
ALMACENAJE
PREPARACIÓN PALLET EN PACKING
TRANSPORTE INTERIOR CÁMARAS
ALMACENAJE
MOJADO PISO CÁMARA DE FRÍO
ENFRIAMIENTO CÁMARA
PRE FRÍO
CONTROL TEMPERATURA CÁMARA
ACOMODO DE PALLET

113
Figura 55. Cámaras de frío.
El sistema de frío se encuentra compuesto por una sala de máquinas, donde están instalados los compresores encargados de incorporar el frío al amoníaco (Figura 56), a través de unidades intercambiadoras de frío, para luego ser transportado al interior de las cámaras por medio de ventiladores. El frío por efecto de convección es incorporado en la fruta.
Figura 56. Compresores. En empresas de packing, con cámaras de frío o congelado de menor tamaño, estos
sistemas de enfriamiento pueden funcionar con una unidad de frío, cuya forma de trabajo es similar a la de un sistema de frío, pues cuenta con un compresor, un medio de transporte del frío y, finalmente, el ventilador (Figura 57) que introducirá el frío en la cámara.

114
Figura 57. Unidad de conservación.
En algunas de las empresas de servicios de packing, las cámaras de frío convencional suelen utilizar agua como un medio para disminuir la temperatura inicial de la cámara y, posteriormente, para conservar el frío en su interior. Para esto, se riega el suelo de la cámara, con agua a un temperatura de entre 6º Cº a 8º Cº. El agua por efecto de la temperatura de operación de la cámara (2º C), tiende a preservar su estado líquido y ayuda a la conservación de la temperatura de operación de la cámara, disminuyendo su ciclo de operación11.
El frío trasportado por el sistema de enfriamiento, una vez que llega a las cámaras,
es introducido por ventiladores. Figura 58.
Figura 58. Ventiladores. La operación de las cámaras de frío es regulada por termostatos, unidades
encargadas de mantener la cámara a una temperatura constante, según las especificaciones dadas para el tipo de fruta almacenada. Otra unidad complementaria dentro de las cámaras de frío, son las unidades evaporizadoras, encargadas de extraer la humedad en su interior (Figura 59). Adicionalmente, las cámaras cuentan con luminaria para las operaciones de estibado de los pallets con fruta.
11
Ciclo de operación de una cámara: corresponde al tiempo en el cual la cámara es capaz de mantener la temperatura esperada.
115
Figura 59. Unidades evaporizadoras. 6.1.5 Materias primas e insumos
Las materias primas utilizadas en un packing corresponden a las frutas provenientes del campo, que llegan al packing en camiones, dentro de cajones plásticos o bins. La siguiente tabla muestra la estacionalidad de las principales materias primas de la Región del Maule.
Tabla 40. Estacionalidad materias primas según fecha de cosecha en la Región del
Maule.
Productos Meses
Oct Nov Dic Ene Feb Mar Abr May Jun
Manzana roja - - - - 17% 35% 37% 10% 1%
Manzana verde - - - - 30% 60% 10% - -
Pera - - - 5% 50% 38% 7% - -
Kiwi - - - - - 15% 75% 10% -
Cerezas - 13% 85% 2% - - - - -
Frambuesas 38% 6% 5% 28% 23% - - - -
Arándanos 10% 35% 40% 15% - - - - -
Frutillas - 10% 45% 5% 0% 35% 5% - -
Fuente: Elaborado por IQC, a partir de entrevistas con jefes de packing.
En la Tabla 41, se detallan los diversos insumos requeridos en tres procesos descritos en los puntos anteriores (recepción-packing-almacenamiento).
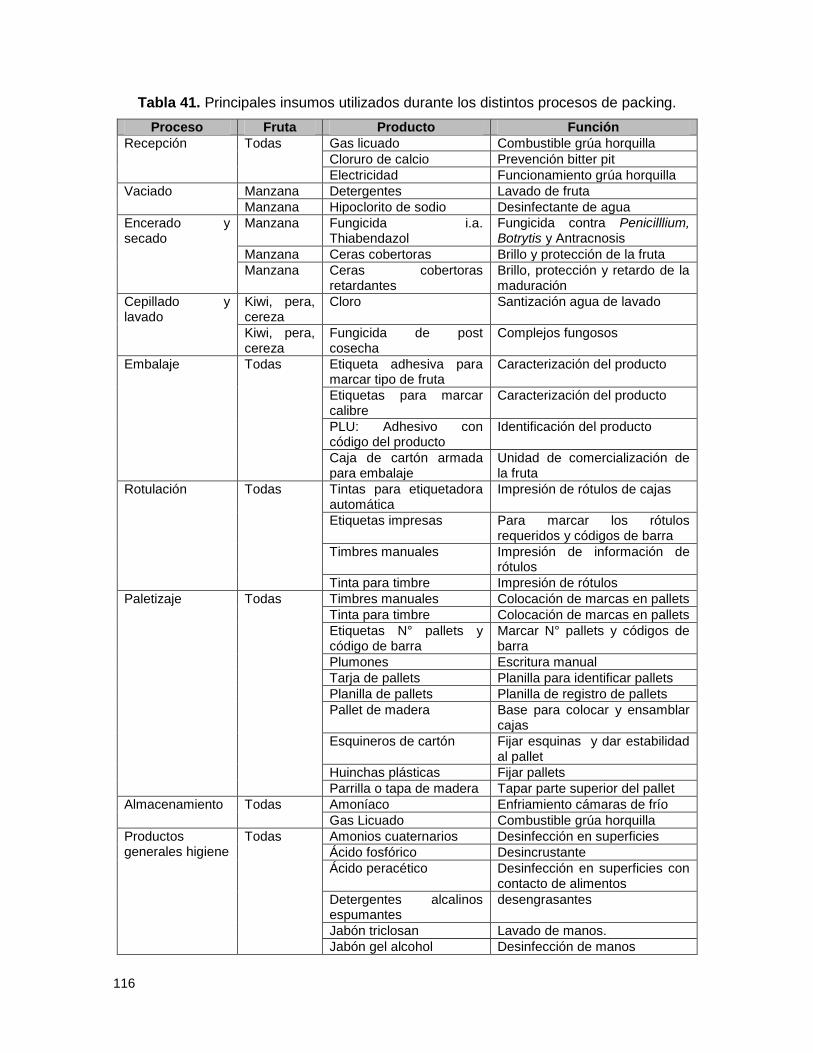
116
Tabla 41. Principales insumos utilizados durante los distintos procesos de packing.
Proceso Fruta Producto Función
Recepción Todas Gas licuado Combustible grúa horquilla
Cloruro de calcio Prevención bitter pit
Electricidad Funcionamiento grúa horquilla
Vaciado Manzana Detergentes Lavado de fruta
Manzana Hipoclorito de sodio Desinfectante de agua
Encerado y secado
Manzana Fungicida i.a. Thiabendazol
Fungicida contra Penicilllium, Botrytis y Antracnosis
Manzana Ceras cobertoras Brillo y protección de la fruta
Manzana Ceras cobertoras retardantes
Brillo, protección y retardo de la maduración
Cepillado y lavado
Kiwi, pera, cereza
Cloro Santización agua de lavado
Kiwi, pera, cereza
Fungicida de post cosecha
Complejos fungosos
Embalaje Todas Etiqueta adhesiva para marcar tipo de fruta
Caracterización del producto
Etiquetas para marcar calibre
Caracterización del producto
PLU: Adhesivo con código del producto
Identificación del producto
Caja de cartón armada para embalaje
Unidad de comercialización de la fruta
Rotulación Todas Tintas para etiquetadora automática
Impresión de rótulos de cajas
Etiquetas impresas Para marcar los rótulos requeridos y códigos de barra
Timbres manuales Impresión de información de rótulos
Tinta para timbre Impresión de rótulos
Paletizaje Todas Timbres manuales Colocación de marcas en pallets
Tinta para timbre Colocación de marcas en pallets
Etiquetas N° pallets y código de barra
Marcar N° pallets y códigos de barra
Plumones Escritura manual
Tarja de pallets Planilla para identificar pallets
Planilla de pallets Planilla de registro de pallets
Pallet de madera Base para colocar y ensamblar cajas
Esquineros de cartón Fijar esquinas y dar estabilidad al pallet
Huinchas plásticas Fijar pallets
Parrilla o tapa de madera Tapar parte superior del pallet
Almacenamiento Todas Amoníaco Enfriamiento cámaras de frío
Gas Licuado Combustible grúa horquilla
Productos generales higiene
Todas Amonios cuaternarios Desinfección en superficies
Ácido fosfórico Desincrustante
Ácido peracético Desinfección en superficies con contacto de alimentos
Detergentes alcalinos espumantes
desengrasantes
Jabón triclosan Lavado de manos.
Jabón gel alcohol Desinfección de manos
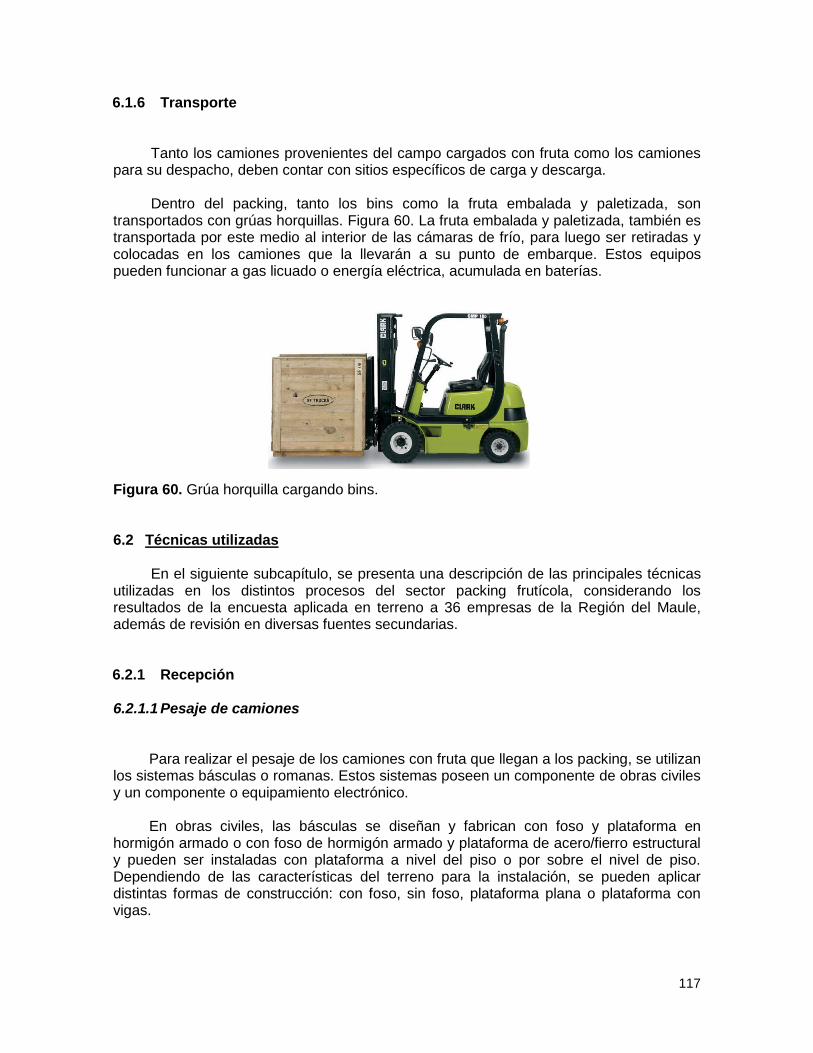
117
6.1.6 Transporte Tanto los camiones provenientes del campo cargados con fruta como los camiones
para su despacho, deben contar con sitios específicos de carga y descarga. Dentro del packing, tanto los bins como la fruta embalada y paletizada, son
transportados con grúas horquillas. Figura 60. La fruta embalada y paletizada, también es transportada por este medio al interior de las cámaras de frío, para luego ser retiradas y colocadas en los camiones que la llevarán a su punto de embarque. Estos equipos pueden funcionar a gas licuado o energía eléctrica, acumulada en baterías.
Figura 60. Grúa horquilla cargando bins. 6.2 Técnicas utilizadas
En el siguiente subcapítulo, se presenta una descripción de las principales técnicas
utilizadas en los distintos procesos del sector packing frutícola, considerando los resultados de la encuesta aplicada en terreno a 36 empresas de la Región del Maule, además de revisión en diversas fuentes secundarias. 6.2.1 Recepción 6.2.1.1 Pesaje de camiones
Para realizar el pesaje de los camiones con fruta que llegan a los packing, se utilizan
los sistemas básculas o romanas. Estos sistemas poseen un componente de obras civiles y un componente o equipamiento electrónico.
En obras civiles, las básculas se diseñan y fabrican con foso y plataforma en
hormigón armado o con foso de hormigón armado y plataforma de acero/fierro estructural y pueden ser instaladas con plataforma a nivel del piso o por sobre el nivel de piso. Dependiendo de las características del terreno para la instalación, se pueden aplicar distintas formas de construcción: con foso, sin foso, plataforma plana o plataforma con vigas.
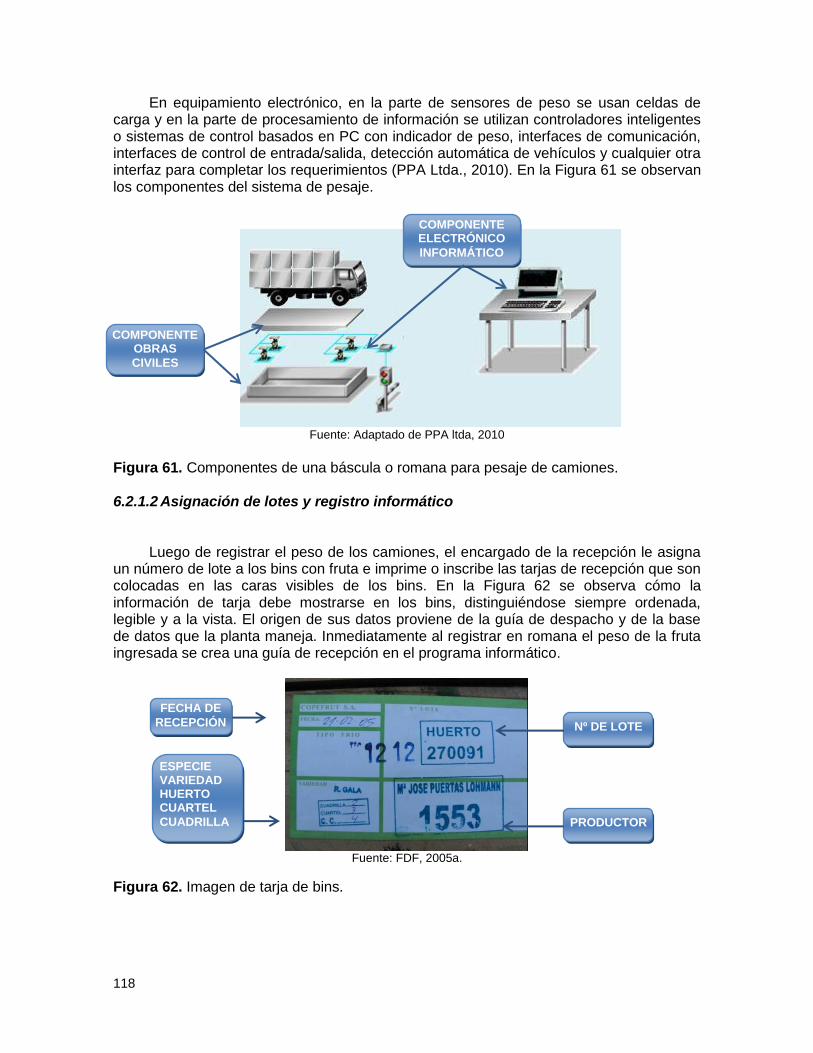
118
En equipamiento electrónico, en la parte de sensores de peso se usan celdas de carga y en la parte de procesamiento de información se utilizan controladores inteligentes o sistemas de control basados en PC con indicador de peso, interfaces de comunicación, interfaces de control de entrada/salida, detección automática de vehículos y cualquier otra interfaz para completar los requerimientos (PPA Ltda., 2010). En la Figura 61 se observan los componentes del sistema de pesaje.
Fuente: Adaptado de PPA ltda, 2010
Figura 61. Componentes de una báscula o romana para pesaje de camiones. 6.2.1.2 Asignación de lotes y registro informático
Luego de registrar el peso de los camiones, el encargado de la recepción le asigna
un número de lote a los bins con fruta e imprime o inscribe las tarjas de recepción que son colocadas en las caras visibles de los bins. En la Figura 62 se observa cómo la información de tarja debe mostrarse en los bins, distinguiéndose siempre ordenada, legible y a la vista. El origen de sus datos proviene de la guía de despacho y de la base de datos que la planta maneja. Inmediatamente al registrar en romana el peso de la fruta ingresada se crea una guía de recepción en el programa informático.
Fuente: FDF, 2005a.
Figura 62. Imagen de tarja de bins.
COMPONENTE OBRAS
CIVILES
COMPONENTE ELECTRÓNICO
INFORMÁTICO
FECHA DE
RECEPCIÓN
ESPECIE VARIEDAD HUERTO CUARTEL
CUADRILLA
Nº DE LOTE
PRODUCTOR
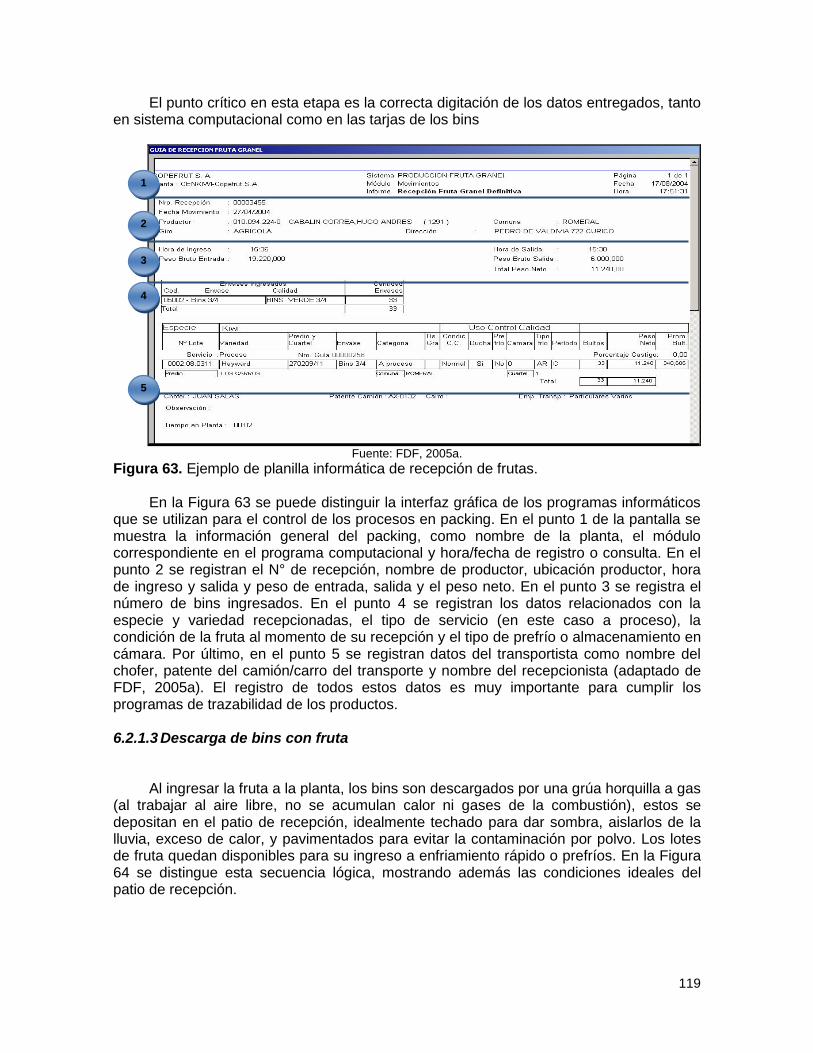
119
El punto crítico en esta etapa es la correcta digitación de los datos entregados, tanto en sistema computacional como en las tarjas de los bins
Fuente: FDF, 2005a.
Figura 63. Ejemplo de planilla informática de recepción de frutas.
En la Figura 63 se puede distinguir la interfaz gráfica de los programas informáticos que se utilizan para el control de los procesos en packing. En el punto 1 de la pantalla se muestra la información general del packing, como nombre de la planta, el módulo correspondiente en el programa computacional y hora/fecha de registro o consulta. En el punto 2 se registran el N° de recepción, nombre de productor, ubicación productor, hora de ingreso y salida y peso de entrada, salida y el peso neto. En el punto 3 se registra el número de bins ingresados. En el punto 4 se registran los datos relacionados con la especie y variedad recepcionadas, el tipo de servicio (en este caso a proceso), la condición de la fruta al momento de su recepción y el tipo de prefrío o almacenamiento en cámara. Por último, en el punto 5 se registran datos del transportista como nombre del chofer, patente del camión/carro del transporte y nombre del recepcionista (adaptado de FDF, 2005a). El registro de todos estos datos es muy importante para cumplir los programas de trazabilidad de los productos. 6.2.1.3 Descarga de bins con fruta
Al ingresar la fruta a la planta, los bins son descargados por una grúa horquilla a gas
(al trabajar al aire libre, no se acumulan calor ni gases de la combustión), estos se depositan en el patio de recepción, idealmente techado para dar sombra, aislarlos de la lluvia, exceso de calor, y pavimentados para evitar la contaminación por polvo. Los lotes de fruta quedan disponibles para su ingreso a enfriamiento rápido o prefríos. En la Figura 64 se distingue esta secuencia lógica, mostrando además las condiciones ideales del patio de recepción.
1
2
3
4
5

120
Fuente: Elaboración propia.
Figura 64. Secuencia de la descarga de bins en patio de recepción. Esta etapa es muy importante ya que aquí se recibe la fruta desde huerto, por lo
tanto, es vital empezar con el cuidado sanitario de los productos. En la Figura 65 se detallan las técnicas utilizadas para la protección de la fruta y tipo las características de la zona de recepción. Antecedentes obtenidos de la encuesta aplicada a packing de la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010
Figura 65. Sistemas de protección de fruta durante el transporte a packing
La protección con mallas cobertoras es la medida de protección más utilizada, siendo baja la proporción del uso de esponjas de bins o cajas cosecheras, importante en el caso de bins para el traslado de fruta esférica y frágil como manzanas o cajas cosecheras como el caso de cerezas, frutillas, frambuesas y arándanos. También algunas empresas indicaron que utilizan medidas de protección tales como empol o envases cerrados, las que han sido clasificadas como “Otras”.
El total de las instalaciones encuestadas, cuentan con piso cubierto en la zona de
recepción de frutas, condición importante para evitar la presencia de polvo o tierra que se
DESCARGA
TRASLADO CUIDADOSO
ORDEN DE
LOTES
ÁREA TECHADA
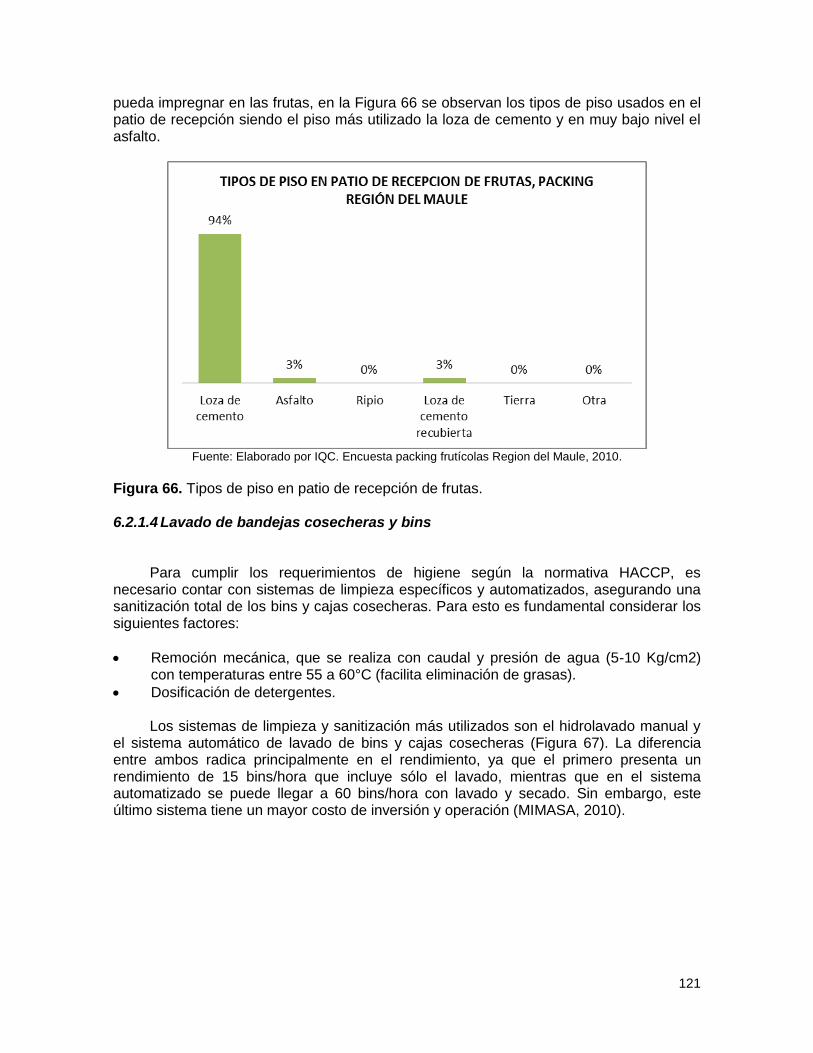
121
pueda impregnar en las frutas, en la Figura 66 se observan los tipos de piso usados en el patio de recepción siendo el piso más utilizado la loza de cemento y en muy bajo nivel el asfalto.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Region del Maule, 2010.
Figura 66. Tipos de piso en patio de recepción de frutas. 6.2.1.4 Lavado de bandejas cosecheras y bins
Para cumplir los requerimientos de higiene según la normativa HACCP, es
necesario contar con sistemas de limpieza específicos y automatizados, asegurando una sanitización total de los bins y cajas cosecheras. Para esto es fundamental considerar los siguientes factores:
Remoción mecánica, que se realiza con caudal y presión de agua (5-10 Kg/cm2) con temperaturas entre 55 a 60°C (facilita eliminación de grasas).
Dosificación de detergentes. Los sistemas de limpieza y sanitización más utilizados son el hidrolavado manual y
el sistema automático de lavado de bins y cajas cosecheras (Figura 67). La diferencia entre ambos radica principalmente en el rendimiento, ya que el primero presenta un rendimiento de 15 bins/hora que incluye sólo el lavado, mientras que en el sistema automatizado se puede llegar a 60 bins/hora con lavado y secado. Sin embargo, este último sistema tiene un mayor costo de inversión y operación (MIMASA, 2010).
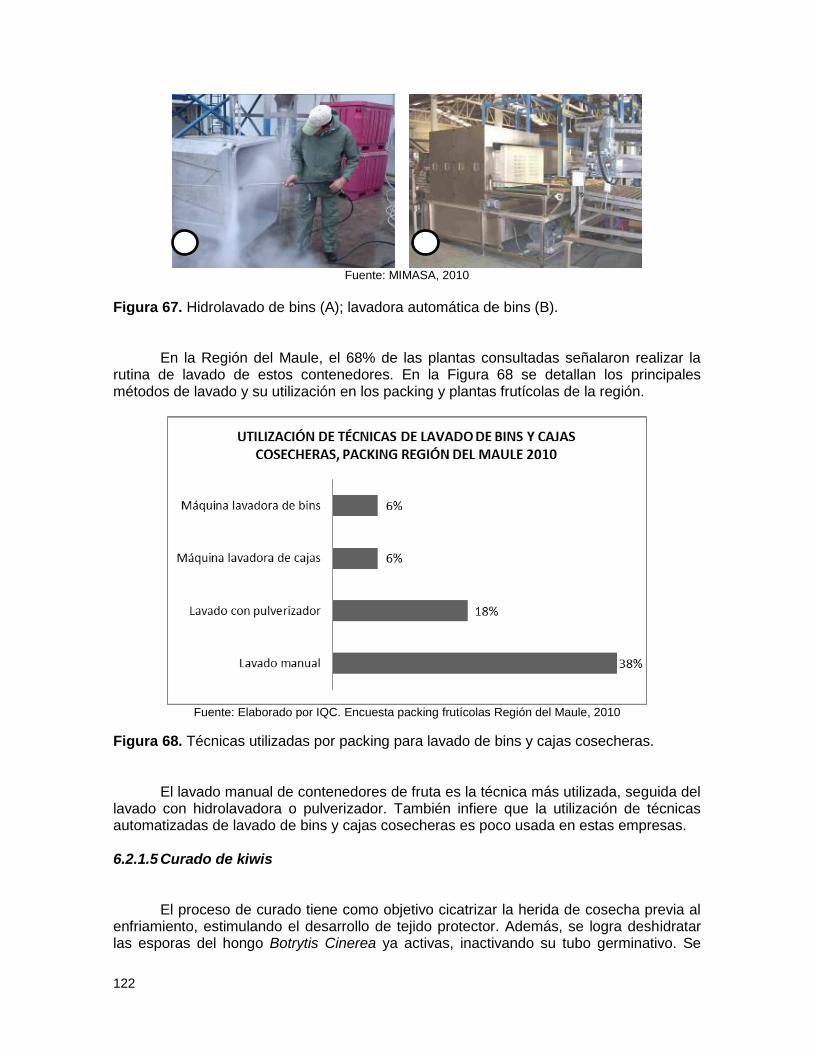
122
Fuente: MIMASA, 2010
Figura 67. Hidrolavado de bins (A); lavadora automática de bins (B).
En la Región del Maule, el 68% de las plantas consultadas señalaron realizar la rutina de lavado de estos contenedores. En la Figura 68 se detallan los principales métodos de lavado y su utilización en los packing y plantas frutícolas de la región.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010
Figura 68. Técnicas utilizadas por packing para lavado de bins y cajas cosecheras. El lavado manual de contenedores de fruta es la técnica más utilizada, seguida del lavado con hidrolavadora o pulverizador. También infiere que la utilización de técnicas automatizadas de lavado de bins y cajas cosecheras es poco usada en estas empresas. 6.2.1.5 Curado de kiwis
El proceso de curado tiene como objetivo cicatrizar la herida de cosecha previa al
enfriamiento, estimulando el desarrollo de tejido protector. Además, se logra deshidratar las esporas del hongo Botrytis Cinerea ya activas, inactivando su tubo germinativo. Se
A BA
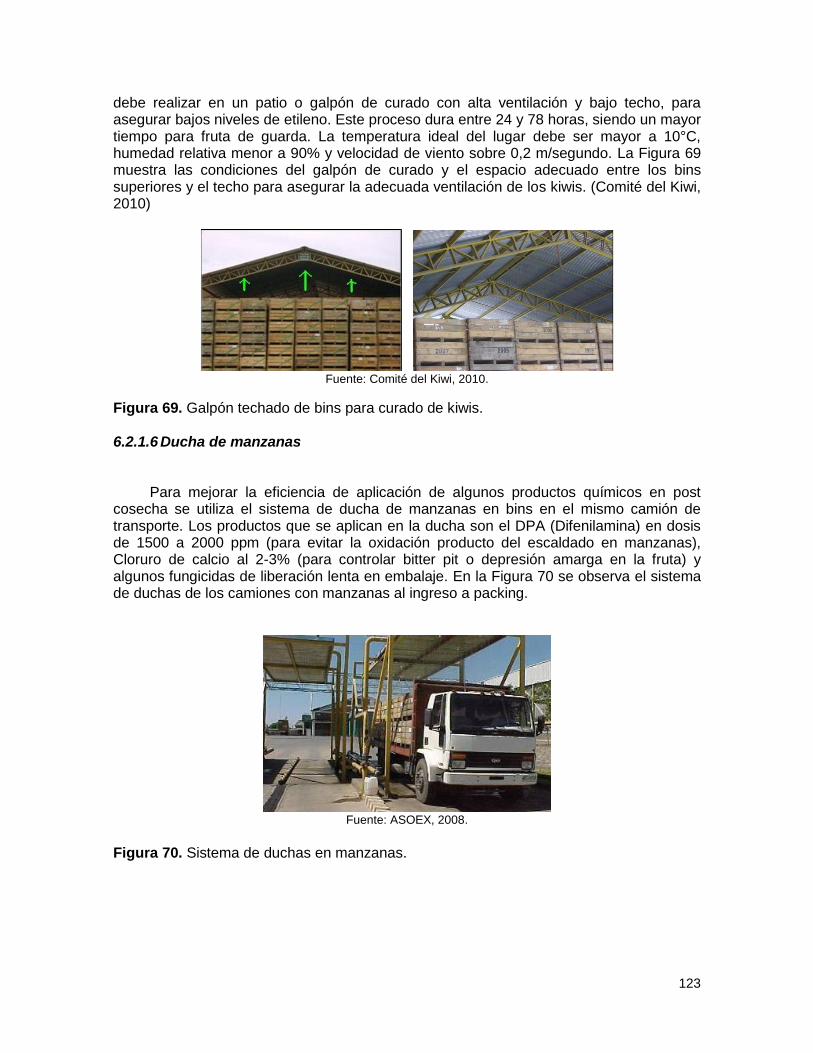
123
debe realizar en un patio o galpón de curado con alta ventilación y bajo techo, para asegurar bajos niveles de etileno. Este proceso dura entre 24 y 78 horas, siendo un mayor tiempo para fruta de guarda. La temperatura ideal del lugar debe ser mayor a 10°C, humedad relativa menor a 90% y velocidad de viento sobre 0,2 m/segundo. La Figura 69 muestra las condiciones del galpón de curado y el espacio adecuado entre los bins superiores y el techo para asegurar la adecuada ventilación de los kiwis. (Comité del Kiwi, 2010)
Fuente: Comité del Kiwi, 2010.
Figura 69. Galpón techado de bins para curado de kiwis. 6.2.1.6 Ducha de manzanas
Para mejorar la eficiencia de aplicación de algunos productos químicos en post
cosecha se utiliza el sistema de ducha de manzanas en bins en el mismo camión de transporte. Los productos que se aplican en la ducha son el DPA (Difenilamina) en dosis de 1500 a 2000 ppm (para evitar la oxidación producto del escaldado en manzanas), Cloruro de calcio al 2-3% (para controlar bitter pit o depresión amarga en la fruta) y algunos fungicidas de liberación lenta en embalaje. En la Figura 70 se observa el sistema de duchas de los camiones con manzanas al ingreso a packing.
Fuente: ASOEX, 2008.
Figura 70. Sistema de duchas en manzanas.
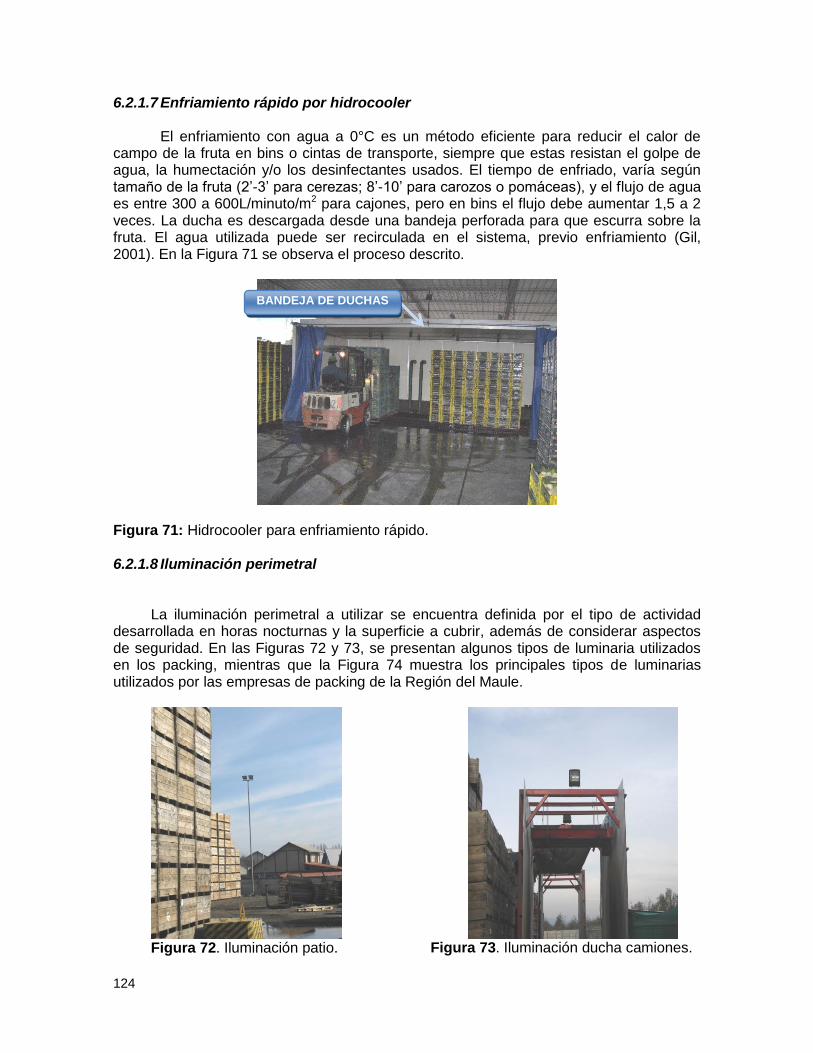
124
6.2.1.7 Enfriamiento rápido por hidrocooler El enfriamiento con agua a 0°C es un método eficiente para reducir el calor de
campo de la fruta en bins o cintas de transporte, siempre que estas resistan el golpe de agua, la humectación y/o los desinfectantes usados. El tiempo de enfriado, varía según tamaño de la fruta (2’-3’ para cerezas; 8’-10’ para carozos o pomáceas), y el flujo de agua es entre 300 a 600L/minuto/m2 para cajones, pero en bins el flujo debe aumentar 1,5 a 2 veces. La ducha es descargada desde una bandeja perforada para que escurra sobre la fruta. El agua utilizada puede ser recirculada en el sistema, previo enfriamiento (Gil, 2001). En la Figura 71 se observa el proceso descrito.
Figura 71: Hidrocooler para enfriamiento rápido. 6.2.1.8 Iluminación perimetral
La iluminación perimetral a utilizar se encuentra definida por el tipo de actividad
desarrollada en horas nocturnas y la superficie a cubrir, además de considerar aspectos de seguridad. En las Figuras 72 y 73, se presentan algunos tipos de luminaria utilizados en los packing, mientras que la Figura 74 muestra los principales tipos de luminarias utilizados por las empresas de packing de la Región del Maule.
Figura 72. Iluminación patio.
Figura 73. Iluminación ducha camiones.
BANDEJA DE DUCHAS
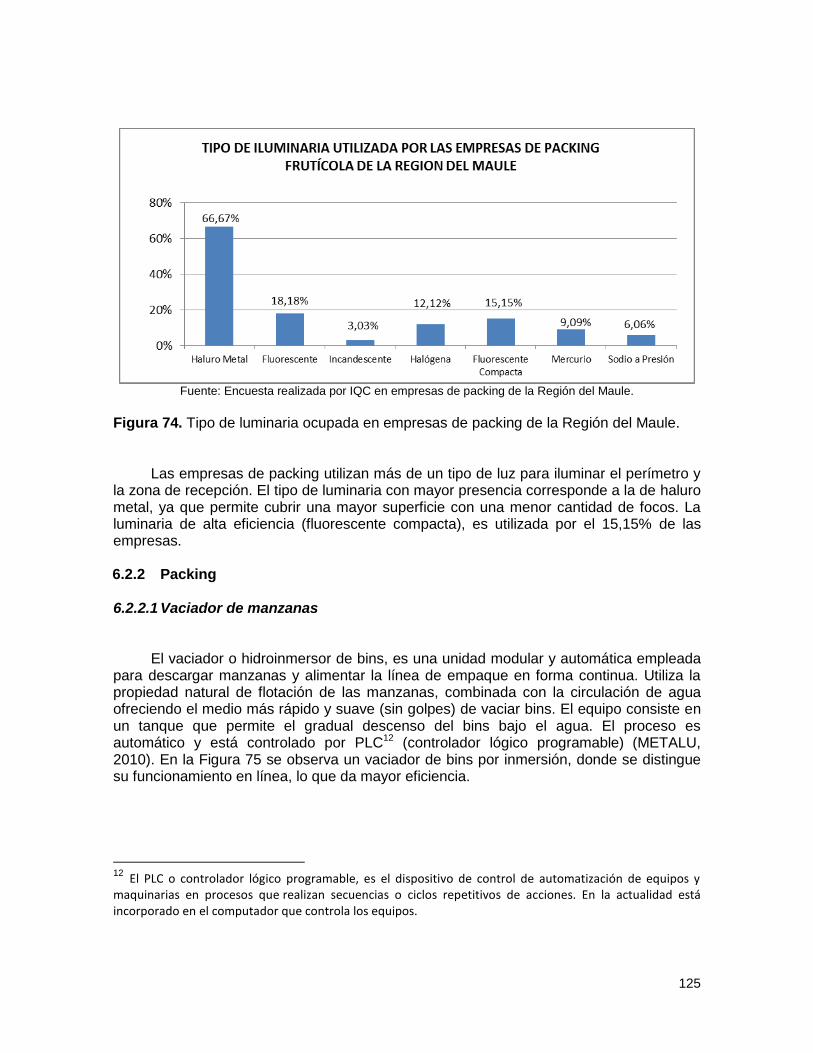
125
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 74. Tipo de luminaria ocupada en empresas de packing de la Región del Maule.
Las empresas de packing utilizan más de un tipo de luz para iluminar el perímetro y
la zona de recepción. El tipo de luminaria con mayor presencia corresponde a la de haluro metal, ya que permite cubrir una mayor superficie con una menor cantidad de focos. La luminaria de alta eficiencia (fluorescente compacta), es utilizada por el 15,15% de las empresas. 6.2.2 Packing 6.2.2.1 Vaciador de manzanas
El vaciador o hidroinmersor de bins, es una unidad modular y automática empleada para descargar manzanas y alimentar la línea de empaque en forma continua. Utiliza la propiedad natural de flotación de las manzanas, combinada con la circulación de agua ofreciendo el medio más rápido y suave (sin golpes) de vaciar bins. El equipo consiste en un tanque que permite el gradual descenso del bins bajo el agua. El proceso es automático y está controlado por PLC12 (controlador lógico programable) (METALU, 2010). En la Figura 75 se observa un vaciador de bins por inmersión, donde se distingue su funcionamiento en línea, lo que da mayor eficiencia.
12 El PLC o controlador lógico programable, es el dispositivo de control de automatización de equipos y maquinarias en procesos que realizan secuencias o ciclos repetitivos de acciones. En la actualidad está incorporado en el computador que controla los equipos.

126
Fuente: METALU, 2010.
Figura 75. Hidroinmersor de bins de manzanas. 6.2.2.2 Volteador de frutas (carozos, kiwis, peras)
Esta es una máquina que se utiliza para vaciar la fruta, en forma delicada y sin golpes a las líneas de embalaje. Este elemento está situado al principio de la línea y cuenta con una base elevadora que sube el bins a una altura previamente ajustada. En la parte superior del bins se instala una bandeja transportadora que evita que este cuerpo, una vez girado, haga caer la fruta. Para ejercer el movimiento de giro, estos aparatos generalmente cuentan con un sistema de vástagos que se fijan al bins y mediante un sistema de cadenas proporcionan el movimiento requerido. En la zona donde cae la fruta se adicionan las cintas de transporte o abocador donde la fruta ingresa a la línea de producción. En la Figura 76 se puede observar un volteador.
$ Fuente: Fomesa, 2010.
Figura 76. Volteador de bins. 6.2.2.3 Cepilladora de frutas
Luego del vaciado o volteado un elevador conduce la fruta a la zona de cepillado y ducha, donde un cuerpo de rodillos de cerda y espuma que giran rápidamente van limpiando la fruta y remueven la suciedad. En este equipo se pueden adosar ventiladores, que en manzanas tiene como objetivo el secado para el encerado posterior (Gil, 2001). En la Figura 77 se distingue la cepilladora con sus principales componentes.
VÁSTAGO
FIJADOR
GIRO
CADENA DE
TRANSPORTE
ELEVACIÓN
VACIADO

127
Figura 77. Cepilladora de frutas. 6.2.2.4 Encerado
Para este proceso se utiliza el sistema de gota controlada y boquilla viajera (ASOEX, 2009), la cual se mueve en movimiento zigzag en la línea de rodillos rociando la fruta con la cera. Este dispositivo además debe contar con una bomba dosificadora de cera y un estanque agitador de cera. En la Figura 78 se observa el funcionamiento de las máquinas de encerado y sus principales componentes.
Figura 78. Sistema de encerado de fruta con boquilla viajera. 6.2.2.5 Túnel de secado
Este dispositivo se encarga de secar la fruta después del encerado. Consiste en un transportador de polines al interior del cuerpo o cúpula, en donde ventiladores internos calientan este ambiente (40-60°C) utilizando un quemador industrial a gas o petróleo (SOMCA; 2010). En la Figura 79 se observa esta maquinaria en su vista externa con sus
GIRO DE
RODILLOS
DUCHAS
VENTILADORES PARA EL CASO DE
MANZANAS
MOVIMIENTO ZIGZAG
AVANCE
BOQUILLA VIAJERA
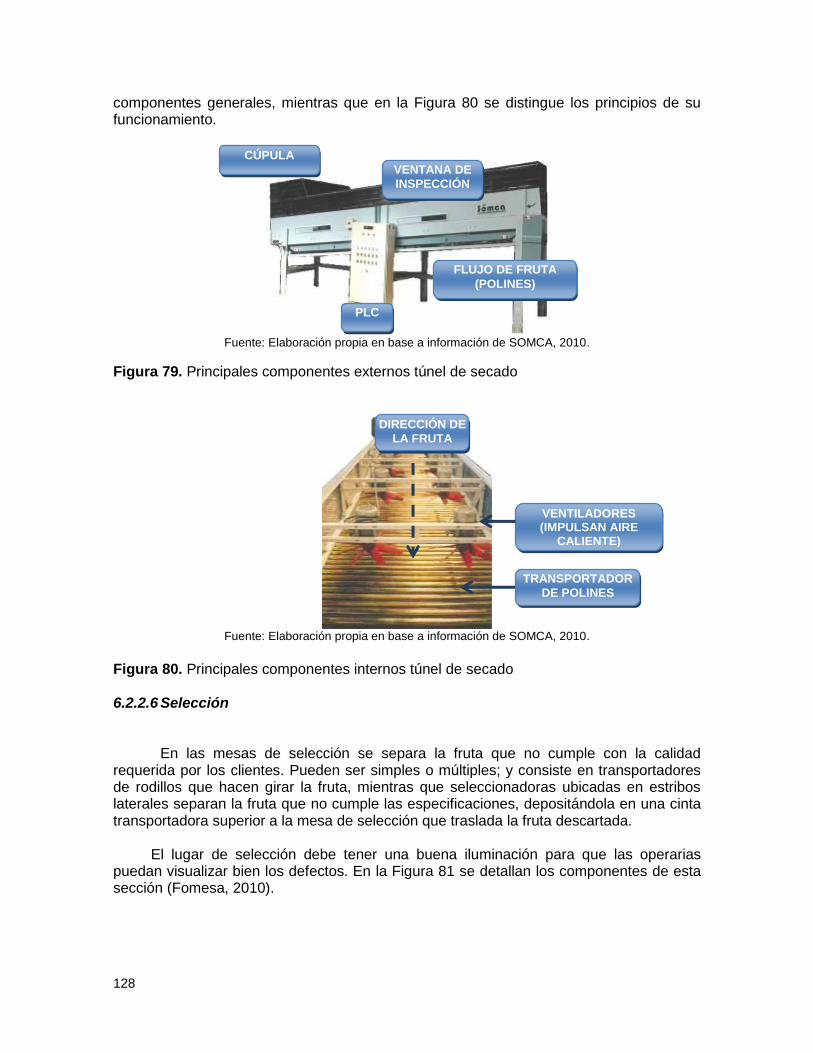
128
componentes generales, mientras que en la Figura 80 se distingue los principios de su funcionamiento.
Fuente: Elaboración propia en base a información de SOMCA, 2010.
Figura 79. Principales componentes externos túnel de secado
Fuente: Elaboración propia en base a información de SOMCA, 2010.
Figura 80. Principales componentes internos túnel de secado
6.2.2.6 Selección
En las mesas de selección se separa la fruta que no cumple con la calidad requerida por los clientes. Pueden ser simples o múltiples; y consiste en transportadores de rodillos que hacen girar la fruta, mientras que seleccionadoras ubicadas en estribos laterales separan la fruta que no cumple las especificaciones, depositándola en una cinta transportadora superior a la mesa de selección que traslada la fruta descartada.
El lugar de selección debe tener una buena iluminación para que las operarias puedan visualizar bien los defectos. En la Figura 81 se detallan los componentes de esta sección (Fomesa, 2010).
CÚPULA
VENTANA DE
INSPECCIÓN
FLUJO DE FRUTA
(POLINES)
PLC
DIRECCIÓN DE
LA FRUTA
VENTILADORES (IMPULSAN AIRE
CALIENTE)
TRANSPORTADOR
DE POLINES

129
Fuente: IQC, 2010.
Figura 81. Mesa de selección y sus componentes. 6.2.2.7 Singulador y calibrado
Luego de la selección, la fruta es abocada y debe alinearse en fila para pasar por la máquina de calibración. Este proceso lo realiza el singulador, que está compuesto de cintas de transporte y/o tazones de contención que reducen el paso de la fruta y la transportan en una fila única, ayudado por motores eléctricos que proporcionan el movimiento de las cintas. En la Figura 82 se puede distinguir en el caso de la cereza, como esta fruta es alineada a 2 filas para luego entrar al calibrador.
Fuente: Adaptado de CherryFarm, 2010.
Figura 82. Singulador de frutas.
Para el calibrado por peso, la calibradora posee un sistema de pesaje en los tazones o capachos que contienen la fruta y que envía la información a un programa informático que efectúa los cálculos según el tipo de embalaje o calidad y que señala luego las salidas donde la fruta caerá según su calibre para ser empacada.
CINTA TRANSPORTADORA
DE FRUTA DE
DESCARTE
TRANSPORTADOR
DE RODILLO
FILA ÚNICA DE
FRUTAS
MOTOR
ABOCADOR
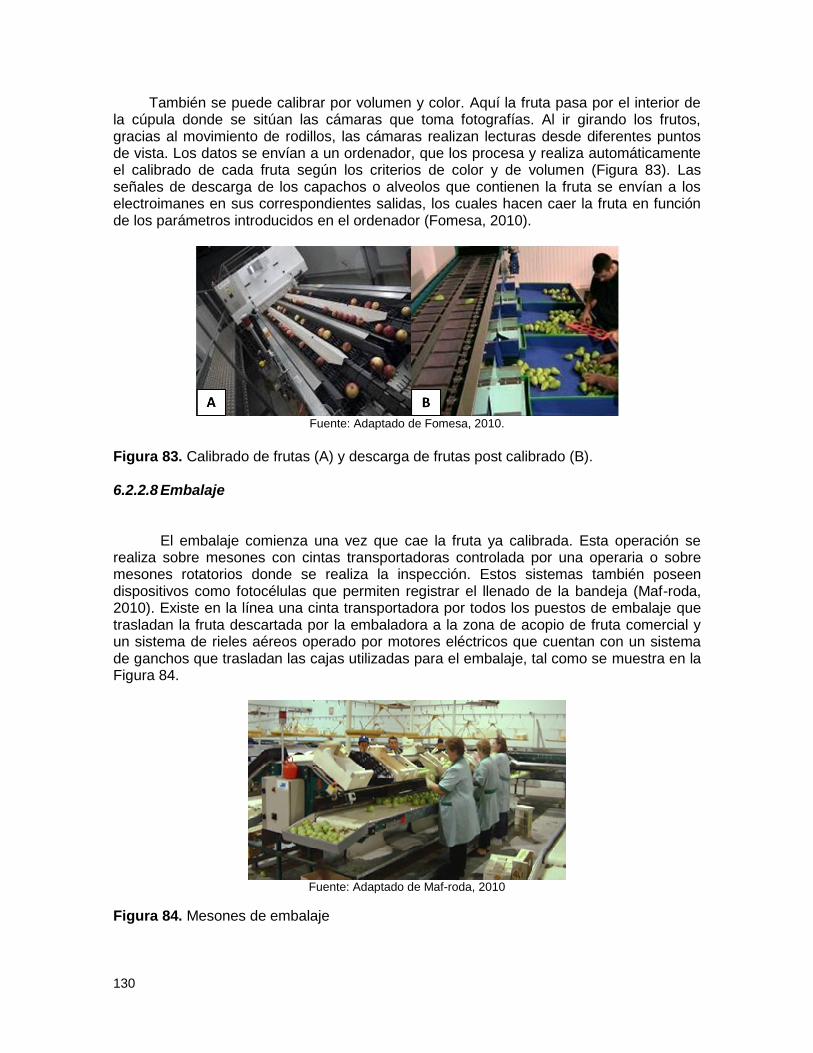
130
También se puede calibrar por volumen y color. Aquí la fruta pasa por el interior de la cúpula donde se sitúan las cámaras que toma fotografías. Al ir girando los frutos, gracias al movimiento de rodillos, las cámaras realizan lecturas desde diferentes puntos de vista. Los datos se envían a un ordenador, que los procesa y realiza automáticamente el calibrado de cada fruta según los criterios de color y de volumen (Figura 83). Las señales de descarga de los capachos o alveolos que contienen la fruta se envían a los electroimanes en sus correspondientes salidas, los cuales hacen caer la fruta en función de los parámetros introducidos en el ordenador (Fomesa, 2010).
Fuente: Adaptado de Fomesa, 2010.
Figura 83. Calibrado de frutas (A) y descarga de frutas post calibrado (B). 6.2.2.8 Embalaje
El embalaje comienza una vez que cae la fruta ya calibrada. Esta operación se realiza sobre mesones con cintas transportadoras controlada por una operaria o sobre mesones rotatorios donde se realiza la inspección. Estos sistemas también poseen dispositivos como fotocélulas que permiten registrar el llenado de la bandeja (Maf-roda, 2010). Existe en la línea una cinta transportadora por todos los puestos de embalaje que trasladan la fruta descartada por la embaladora a la zona de acopio de fruta comercial y un sistema de rieles aéreos operado por motores eléctricos que cuentan con un sistema de ganchos que trasladan las cajas utilizadas para el embalaje, tal como se muestra en la Figura 84.
Fuente: Adaptado de Maf-roda, 2010
Figura 84. Mesones de embalaje
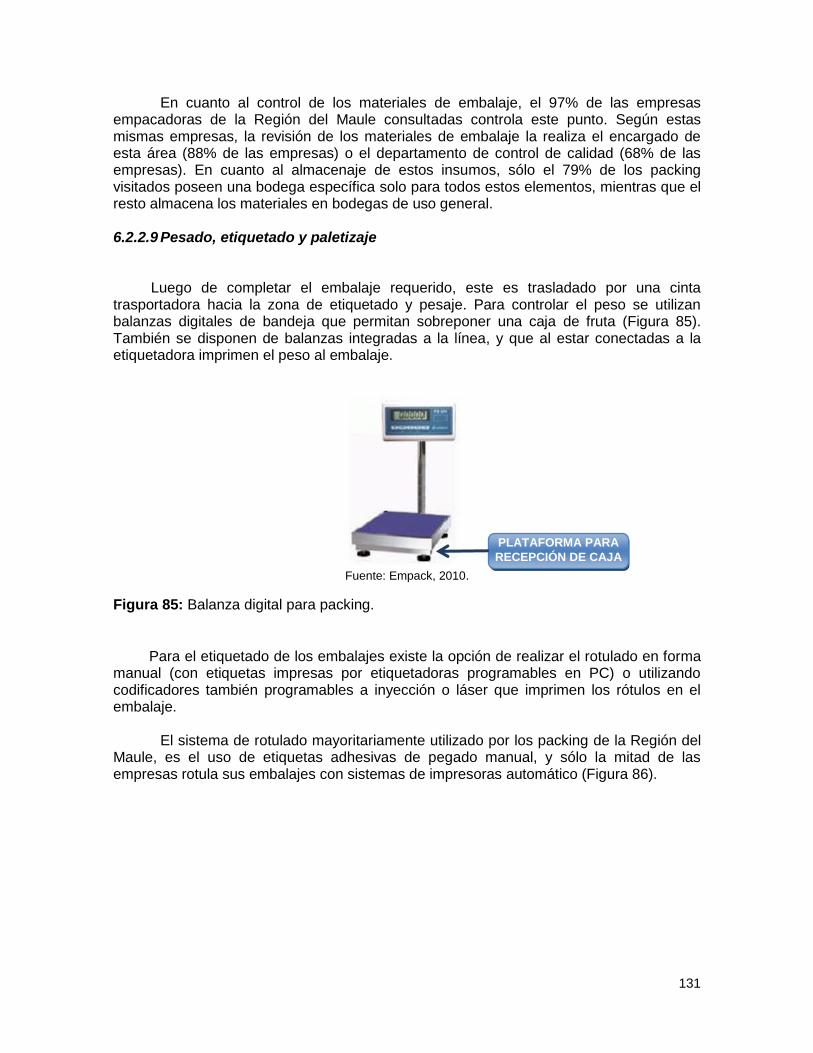
131
En cuanto al control de los materiales de embalaje, el 97% de las empresas empacadoras de la Región del Maule consultadas controla este punto. Según estas mismas empresas, la revisión de los materiales de embalaje la realiza el encargado de esta área (88% de las empresas) o el departamento de control de calidad (68% de las empresas). En cuanto al almacenaje de estos insumos, sólo el 79% de los packing visitados poseen una bodega específica solo para todos estos elementos, mientras que el resto almacena los materiales en bodegas de uso general.
6.2.2.9 Pesado, etiquetado y paletizaje
Luego de completar el embalaje requerido, este es trasladado por una cinta trasportadora hacia la zona de etiquetado y pesaje. Para controlar el peso se utilizan balanzas digitales de bandeja que permitan sobreponer una caja de fruta (Figura 85). También se disponen de balanzas integradas a la línea, y que al estar conectadas a la etiquetadora imprimen el peso al embalaje.
Fuente: Empack, 2010.
Figura 85: Balanza digital para packing.
Para el etiquetado de los embalajes existe la opción de realizar el rotulado en forma manual (con etiquetas impresas por etiquetadoras programables en PC) o utilizando codificadores también programables a inyección o láser que imprimen los rótulos en el embalaje.
El sistema de rotulado mayoritariamente utilizado por los packing de la Región del
Maule, es el uso de etiquetas adhesivas de pegado manual, y sólo la mitad de las empresas rotula sus embalajes con sistemas de impresoras automático (Figura 86).
PLATAFORMA PARA
RECEPCIÓN DE CAJA
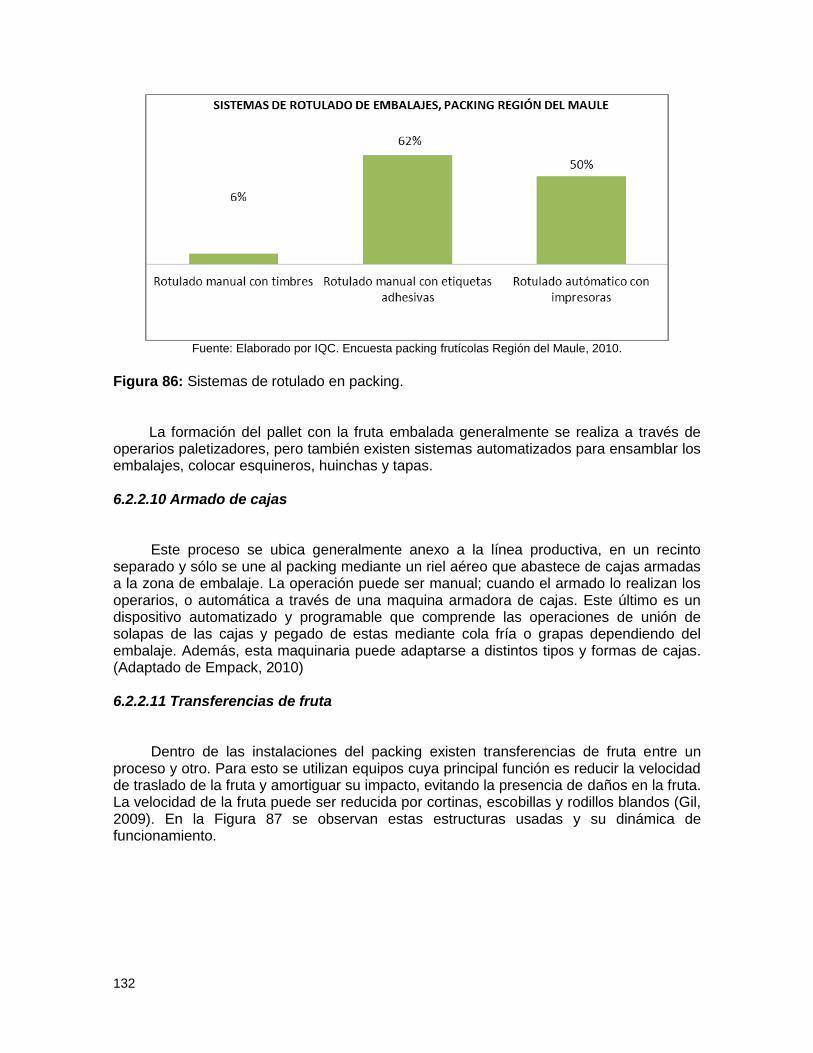
132
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 86: Sistemas de rotulado en packing.
La formación del pallet con la fruta embalada generalmente se realiza a través de operarios paletizadores, pero también existen sistemas automatizados para ensamblar los embalajes, colocar esquineros, huinchas y tapas. 6.2.2.10 Armado de cajas
Este proceso se ubica generalmente anexo a la línea productiva, en un recinto separado y sólo se une al packing mediante un riel aéreo que abastece de cajas armadas a la zona de embalaje. La operación puede ser manual; cuando el armado lo realizan los operarios, o automática a través de una maquina armadora de cajas. Este último es un dispositivo automatizado y programable que comprende las operaciones de unión de solapas de las cajas y pegado de estas mediante cola fría o grapas dependiendo del embalaje. Además, esta maquinaria puede adaptarse a distintos tipos y formas de cajas. (Adaptado de Empack, 2010) 6.2.2.11 Transferencias de fruta
Dentro de las instalaciones del packing existen transferencias de fruta entre un proceso y otro. Para esto se utilizan equipos cuya principal función es reducir la velocidad de traslado de la fruta y amortiguar su impacto, evitando la presencia de daños en la fruta. La velocidad de la fruta puede ser reducida por cortinas, escobillas y rodillos blandos (Gil, 2009). En la Figura 87 se observan estas estructuras usadas y su dinámica de funcionamiento.
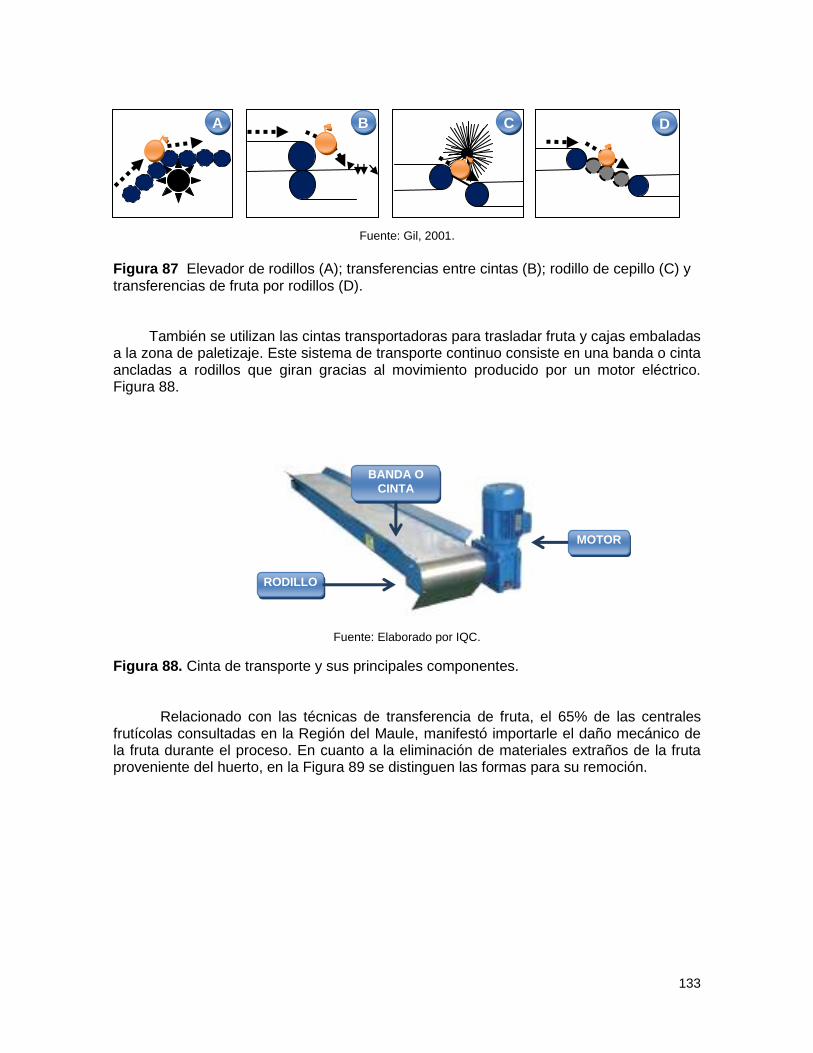
133
Fuente: Gil, 2001.
Figura 87 Elevador de rodillos (A); transferencias entre cintas (B); rodillo de cepillo (C) y transferencias de fruta por rodillos (D).
También se utilizan las cintas transportadoras para trasladar fruta y cajas embaladas a la zona de paletizaje. Este sistema de transporte continuo consiste en una banda o cinta ancladas a rodillos que giran gracias al movimiento producido por un motor eléctrico. Figura 88.
Fuente: Elaborado por IQC.
Figura 88. Cinta de transporte y sus principales componentes.
Relacionado con las técnicas de transferencia de fruta, el 65% de las centrales frutícolas consultadas en la Región del Maule, manifestó importarle el daño mecánico de la fruta durante el proceso. En cuanto a la eliminación de materiales extraños de la fruta proveniente del huerto, en la Figura 89 se distinguen las formas para su remoción.
MOTOR
RODILLO
BANDA O
CINTA
A BA
C D
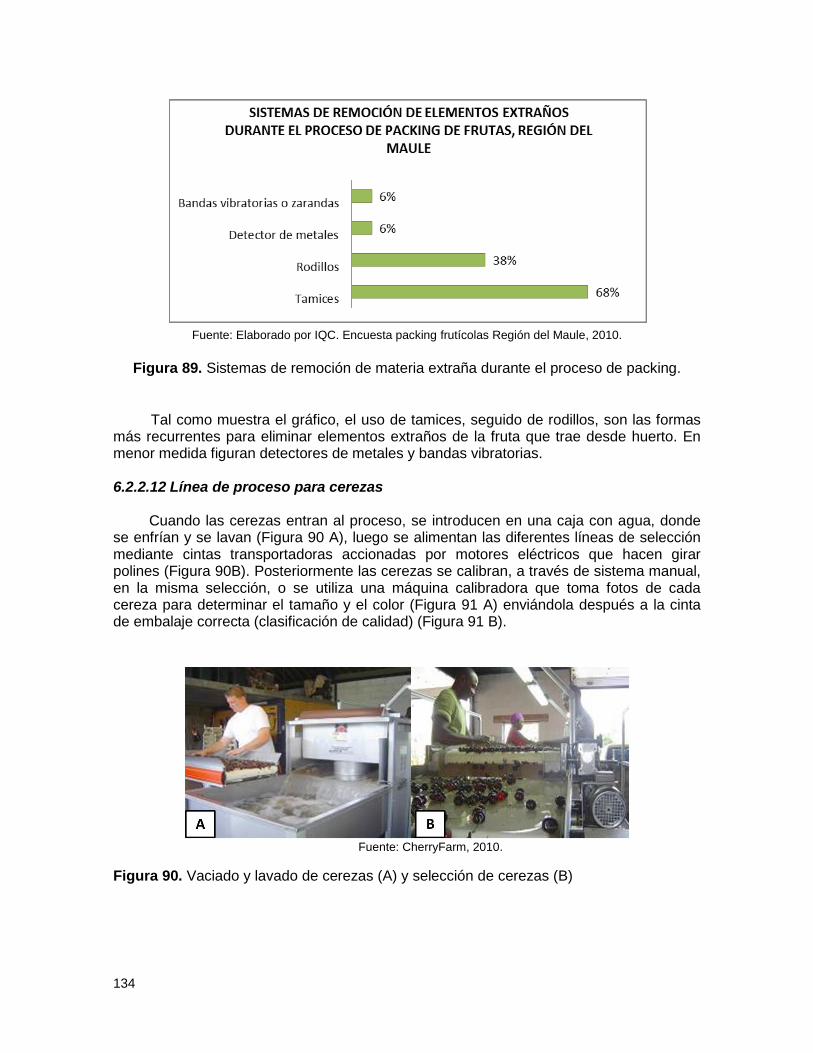
134
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 89. Sistemas de remoción de materia extraña durante el proceso de packing.
Tal como muestra el gráfico, el uso de tamices, seguido de rodillos, son las formas más recurrentes para eliminar elementos extraños de la fruta que trae desde huerto. En menor medida figuran detectores de metales y bandas vibratorias. 6.2.2.12 Línea de proceso para cerezas
Cuando las cerezas entran al proceso, se introducen en una caja con agua, donde se enfrían y se lavan (Figura 90 A), luego se alimentan las diferentes líneas de selección mediante cintas transportadoras accionadas por motores eléctricos que hacen girar polines (Figura 90B). Posteriormente las cerezas se calibran, a través de sistema manual, en la misma selección, o se utiliza una máquina calibradora que toma fotos de cada cereza para determinar el tamaño y el color (Figura 91 A) enviándola después a la cinta de embalaje correcta (clasificación de calidad) (Figura 91 B).
Fuente: CherryFarm, 2010.
Figura 90. Vaciado y lavado de cerezas (A) y selección de cerezas (B)

135
Fuente: CherryFarm, 2010.
Figura 91. Calibradora electrónica de cerezas (A) y embalaje de cerezas (B). 6.2.2.13 Prácticas en el lavado y secado de la fruta a. Uso de calderas:
Los packing utilizan calderas para calentar agua, aire o generar vapor. La siguiente tabla describe el proceso en el cual los packing utilizan sus calderas.
Tabla 42. Uso de las calderas en área packing.
Proceso Total en lavado de
fruta
Y secado de fruta Y vapor para secar fruta encerada
Lavado de Fruta 68,97% 15,00% (del 68,96%) 5,00% (del 68,96%)
Proceso Total en secado de
fruta
Y secado de fruta Y vapor para secar fruta encerada
Secado de Fruta 31,03% N. A N.A
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Un 68,97% de los packing utilizan las calderas para calentar el agua que se usará en el proceso de lavado de la fruta. Dentro de este grupo, un 15% las utiliza también en el proceso de secado, y un 5% vuelve a recurrir a ellas cuando requiere generar vapor para el secado luego del encerado. En cambio, sólo un 31% de los encuestados utiliza las calderas exclusivamente para el secado. El secado de la fruta, según se muestra en Figura 92, se lleva a cabo principalmente durante el proceso de encerado.
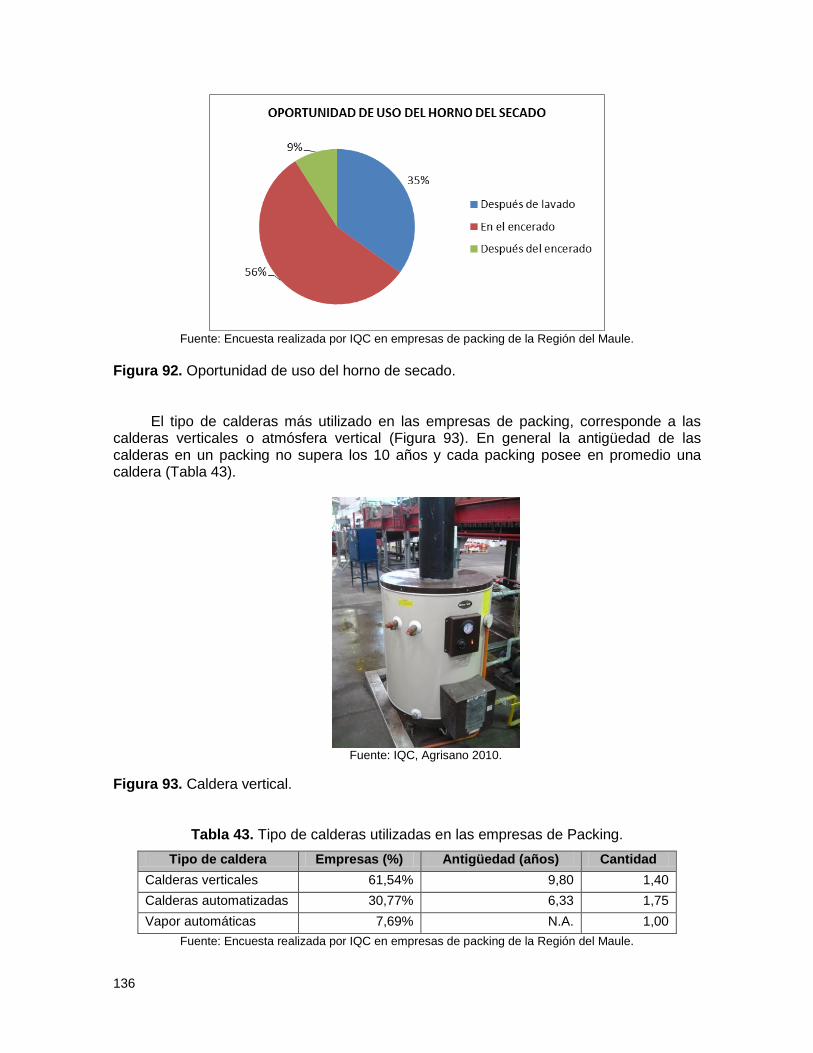
136
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 92. Oportunidad de uso del horno de secado.
El tipo de calderas más utilizado en las empresas de packing, corresponde a las
calderas verticales o atmósfera vertical (Figura 93). En general la antigüedad de las calderas en un packing no supera los 10 años y cada packing posee en promedio una caldera (Tabla 43).
Fuente: IQC, Agrisano 2010.
Figura 93. Caldera vertical.
Tabla 43. Tipo de calderas utilizadas en las empresas de Packing.
Tipo de caldera Empresas (%) Antigüedad (años) Cantidad
Calderas verticales 61,54% 9,80 1,40
Calderas automatizadas 30,77% 6,33 1,75
Vapor automáticas 7,69% N.A. 1,00
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.

137
Las calderas de vapor automáticas cumplen una triple función, produciendo agua caliente para el lavado de fruta, secando la fruta después del lavado y son utilizadas en el proceso de encerado, mediante sistemas de transporte de vapor. En la Tabla 44, se describe el aporte energético por tipo de caldera.
Tabla 44. Aporte energético por tipo de caldera
Tipo de caldera Potencia (KW-th
13)
HM14
Energía aportada (KWh-th)
Energía por unidad (KWh-th
15)
Calderas verticales 67,99 14,14 72.087,50 51.491,07
Calderas automatizadas
3,39 14,50 3.682,95 2.104,55
Vapor automáticas 2.800,00 5,00 1.050.000,00 1.050.000,00
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule. Los requerimientos energéticos de una caldera de vapor automático, superan al de
otro tipo de calderas, a pesar de necesitar menos horas de funcionamiento. La instalación de calderas y hornos de secado en el área de packing, deben
considerar el aporte calórico a la zona de trabajo, y requieren de algunas medidas de aislamiento. En las Figura 94 y 95, se dan ejemplos de equipos con y sin aislamiento térmico.
Figura 94. Quemadores con aislamiento Figura 95. Caldera sin aislamiento.
13
Kw-th: Kilos watts térmicos. Unidad de medida de la capacidad de una caldera, según su
capacidad de aportar calor.
14 HM: Horas máquina en temporada alta. 15
Kwh-th: Kilos watts hora térmicos. Unidad de medida de la energía transferida al sistema en el
cual se encuentra inserta.
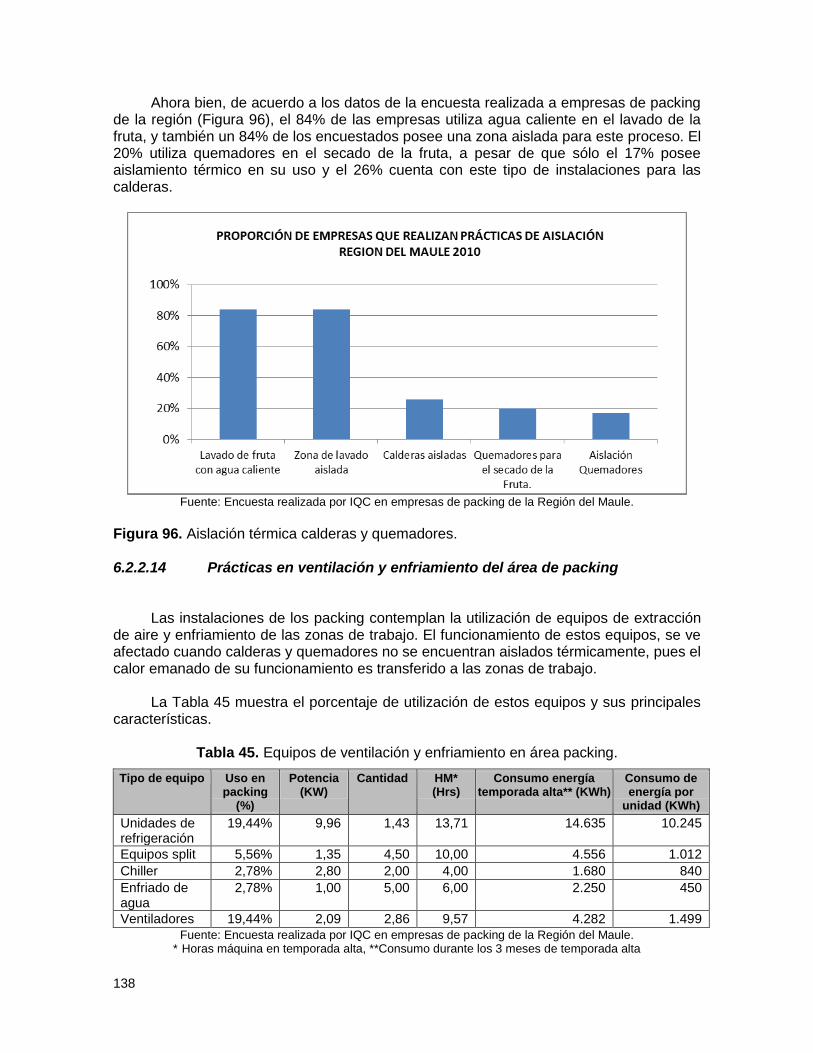
138
Ahora bien, de acuerdo a los datos de la encuesta realizada a empresas de packing de la región (Figura 96), el 84% de las empresas utiliza agua caliente en el lavado de la fruta, y también un 84% de los encuestados posee una zona aislada para este proceso. El 20% utiliza quemadores en el secado de la fruta, a pesar de que sólo el 17% posee aislamiento térmico en su uso y el 26% cuenta con este tipo de instalaciones para las calderas.
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 96. Aislación térmica calderas y quemadores. 6.2.2.14 Prácticas en ventilación y enfriamiento del área de packing
Las instalaciones de los packing contemplan la utilización de equipos de extracción de aire y enfriamiento de las zonas de trabajo. El funcionamiento de estos equipos, se ve afectado cuando calderas y quemadores no se encuentran aislados térmicamente, pues el calor emanado de su funcionamiento es transferido a las zonas de trabajo.
La Tabla 45 muestra el porcentaje de utilización de estos equipos y sus principales características.
Tabla 45. Equipos de ventilación y enfriamiento en área packing.
Tipo de equipo Uso en packing
(%)
Potencia (KW)
Cantidad HM* (Hrs)
Consumo energía temporada alta** (KWh)
Consumo de energía por
unidad (KWh)
Unidades de refrigeración
19,44% 9,96 1,43 13,71 14.635 10.245
Equipos split 5,56% 1,35 4,50 10,00 4.556 1.012
Chiller 2,78% 2,80 2,00 4,00 1.680 840
Enfriado de agua
2,78% 1,00 5,00 6,00 2.250 450
Ventiladores 19,44% 2,09 2,86 9,57 4.282 1.499
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule. * Horas máquina en temporada alta, **Consumo durante los 3 meses de temporada alta
139
El 30,56% de las empresas de packing cuenta con unidades de refrigeración (unidades de refrigeración, equipos split, enfriado de agua) y un 19,44% posee ventiladores de extracción de aire. La potencia es la capacidad instalada de los equipos, y considerando las horas de funcionamiento, se ha determinado el consumo de energía eléctrica medida en kilo watts horas (KWh) para la temporada alta16. Las unidades de refrigeración, como las que se muestran en la Figura 97, poseen el mayor consumo como sistema.
Figura 97. Unidades de refrigeración. 6.2.2.15 Prácticas en líneas de packing
Las líneas de packing poseen diferentes características en su forma de trabajo. La Tabla 46 muestra los distintos tipos de líneas de packing y sus principales características.
Tabla 46. Tipo de línea de packing y características de funcionamiento.
Tipo de línea de packing
Características Media packing**
Packing manzanas
Otras especies
Manual Potencia (KW) 100,00 0,00 100,00
Funcionamiento (HM*) 18,00 0,00 18,00
Mecánico Potencia (KW) 80,00 88,00 76,00
Funcionamiento (HM) 14,17 18,00 12,25
Semi-Automatizado
Potencia (KW) 108,05 110,09 105,60
Funcionamiento (HM) 11,55 12,83 10,00
Automatizado con sensores
Potencia (KW) 106,78 121,73 47,00
Funcionamiento (HM) 14,59 15,79 11,00
Semi-automatizado con sensores
Potencia (KW) 5,60 5,60 0,00
Funcionamiento (HM) 18,00 18,00 0,00
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule. * Horas máquina en temporada alta. ** Corresponde al promedio de los packing encuestados.
16
Considerando 25 días de trabajo al mes, Potencia*Cantidad*HM *25 días *3 meses.
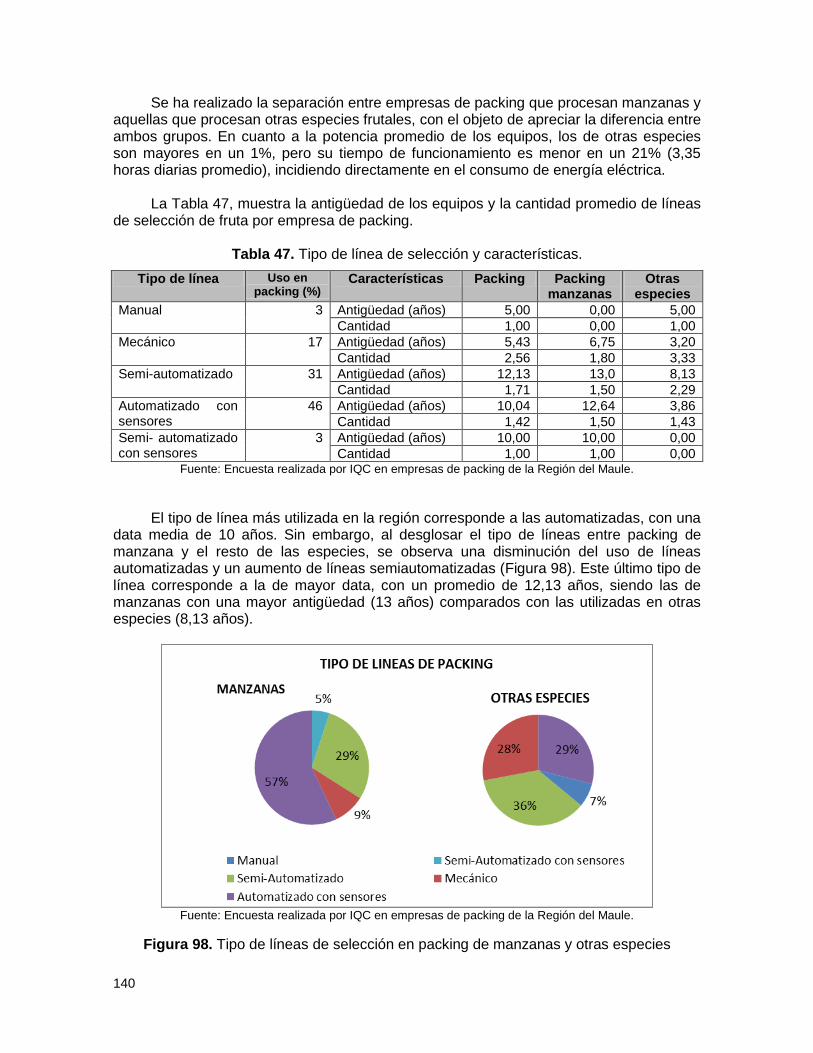
140
Se ha realizado la separación entre empresas de packing que procesan manzanas y aquellas que procesan otras especies frutales, con el objeto de apreciar la diferencia entre ambos grupos. En cuanto a la potencia promedio de los equipos, los de otras especies son mayores en un 1%, pero su tiempo de funcionamiento es menor en un 21% (3,35 horas diarias promedio), incidiendo directamente en el consumo de energía eléctrica.
La Tabla 47, muestra la antigüedad de los equipos y la cantidad promedio de líneas
de selección de fruta por empresa de packing.
Tabla 47. Tipo de línea de selección y características.
Tipo de línea Uso en packing (%)
Características Packing Packing manzanas
Otras especies
Manual 3 Antigüedad (años) 5,00 0,00 5,00
Cantidad 1,00 0,00 1,00
Mecánico 17 Antigüedad (años) 5,43 6,75 3,20
Cantidad 2,56 1,80 3,33
Semi-automatizado 31 Antigüedad (años) 12,13 13,0 8,13
Cantidad 1,71 1,50 2,29
Automatizado con sensores
46 Antigüedad (años) 10,04 12,64 3,86
Cantidad 1,42 1,50 1,43
Semi- automatizado con sensores
3 Antigüedad (años) 10,00 10,00 0,00
Cantidad 1,00 1,00 0,00 Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
El tipo de línea más utilizada en la región corresponde a las automatizadas, con una data media de 10 años. Sin embargo, al desglosar el tipo de líneas entre packing de manzana y el resto de las especies, se observa una disminución del uso de líneas automatizadas y un aumento de líneas semiautomatizadas (Figura 98). Este último tipo de línea corresponde a la de mayor data, con un promedio de 12,13 años, siendo las de manzanas con una mayor antigüedad (13 años) comparados con las utilizadas en otras especies (8,13 años).
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 98. Tipo de líneas de selección en packing de manzanas y otras especies
141
En las empresas de packing que procesan manzanas, el tipo de líneas predominantes son las automatizadas con sensores (57%), mientras que en las empresas que procesan otras especies, las líneas semi-automatizadas tienen mayor presencia, con un 36% de participación. 6.2.2.16 Prácticas en los sistemas de iluminacion
El tipo de luminaria utilizada dentro de las empresas de packing, se describe en la Tabla 48.
Tabla 48. Tipo de luminaria utilizada en las empresas de packing.
Tipo de luminaria Empresas (%)
Tipo de mayor uso (w
17)
Presencia de luminaria de mayor uso (%)
Haluro Metal 63,89% 400 60,87%
Fluorescente 63,89% 40 73,91%
Incandescente 2,78% 75 100,00%
Halógena 2,78% 600 100,00%
Fluorescente compacta 11,11% 150 50,00%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
En el área packing las luminarias de mayor presencia en las empresas de la Región
del Maule son las de haluro metal y fluorescentes con un 63,89%, ambas. De las lámparas de haluro metal, la más utilizada es 400 watts, ocupada en el 60,87% de los casos.
En el caso de luminaria fluorescente, la de mayor uso, con un 73,91% de los casos,
es la de 40 w. La ocupación de ambas luminarias en los packing, actúa en forma complementaria, mientras las de haluro metal son utilizadas para iluminar el galpón, las fluorescente están destinadas a las áreas de selección de fruta. La luminaria de alta eficiencia, como la fluorescente compacta tiene una baja presencia, comparada con los otros tipos, participando en un 11,11% en las empresas de packing.
Las características del circuito eléctrico de la luminaria también influyen en el
consumo de energía eléctrica, convirtiéndose, en algunos casos, en una medida de ahorro de energía. Por ejemplo, al iluminar sólo las áreas activas de la zona packing, en vez del galpón completo. En la Figura 99 se detallan las principales características de los circuitos de luminaria presentes en los packing de la Región del Maule.
17
W= watts, medida de energía eléctrica.
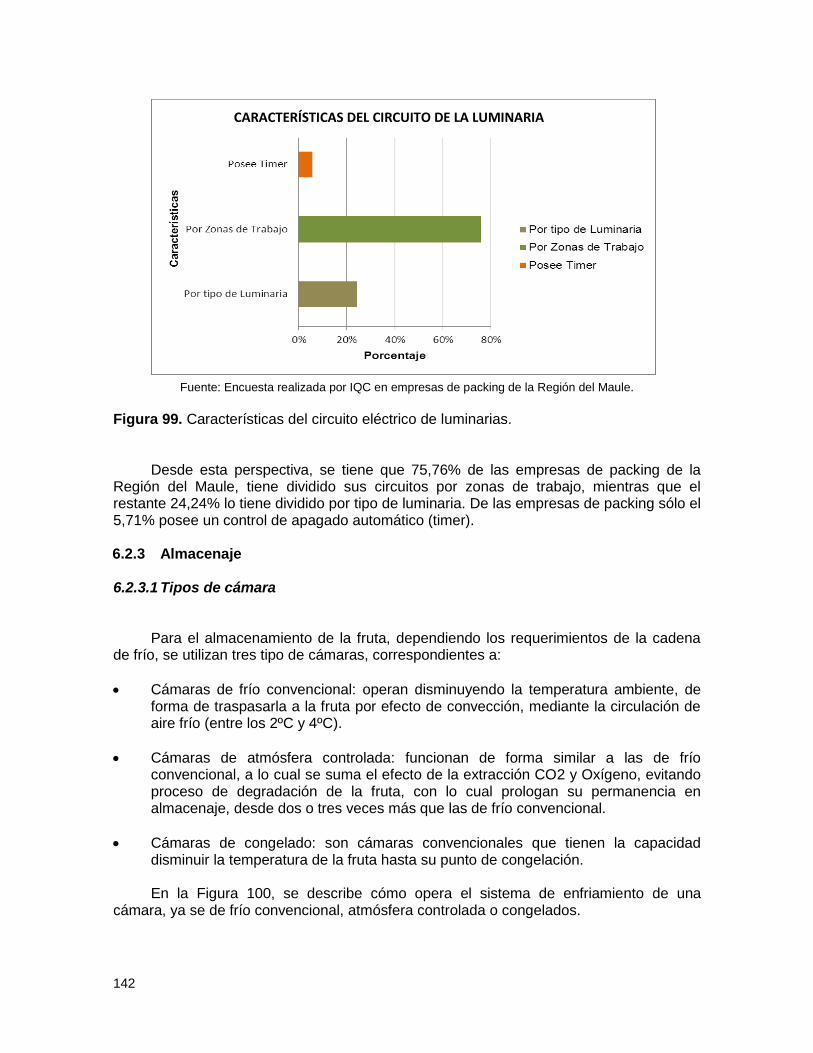
142
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 99. Características del circuito eléctrico de luminarias.
Desde esta perspectiva, se tiene que 75,76% de las empresas de packing de la Región del Maule, tiene dividido sus circuitos por zonas de trabajo, mientras que el restante 24,24% lo tiene dividido por tipo de luminaria. De las empresas de packing sólo el 5,71% posee un control de apagado automático (timer). 6.2.3 Almacenaje 6.2.3.1 Tipos de cámara
Para el almacenamiento de la fruta, dependiendo los requerimientos de la cadena
de frío, se utilizan tres tipo de cámaras, correspondientes a:
Cámaras de frío convencional: operan disminuyendo la temperatura ambiente, de forma de traspasarla a la fruta por efecto de convección, mediante la circulación de aire frío (entre los 2ºC y 4ºC).
Cámaras de atmósfera controlada: funcionan de forma similar a las de frío convencional, a lo cual se suma el efecto de la extracción CO2 y Oxígeno, evitando proceso de degradación de la fruta, con lo cual prologan su permanencia en almacenaje, desde dos o tres veces más que las de frío convencional.
Cámaras de congelado: son cámaras convencionales que tienen la capacidad disminuir la temperatura de la fruta hasta su punto de congelación. En la Figura 100, se describe cómo opera el sistema de enfriamiento de una
cámara, ya se de frío convencional, atmósfera controlada o congelados.
CARACTERÍSTICAS DEL CIRCUITO DE LA LUMINARIA

143
Fuente: Elaborado por IQC.
Figura 100. Descripción del sistema de enfriamiento. Una cámara de enfriamiento constará de 6 elementos principales correspondientes
a un estanque de acumulación del químico en estado líquido o del gas por medio del cual se realiza el transporte del frío; compresores; cañerías de transporte; sistema de ventilación en las cámaras; unidades evaporizadoras y el sistema de enfriamiento del líquido o gas.
Las cámaras de atmosfera controlada, incorporan dentro del sistema unidades de
extracción de CO2 y Oxígeno, Figura 100.
SISTEMA DE ENFRIAMIENTO
ESTANQUE COMPRESORES
EXTRACCIÓN CO2 Y O2
TRANSPORTE CONGELANTE
VENTILADORES EVAPORIZADORES
ENFRIAMIENTO

144
En forma complementaria y previa, según la especie, se pueden utilizar sistemas de hidrocooling con el objetivo de bajar la temperatura de la fruta, como se muestra en la Figura 101.
Figura 101. Hidrocooling.
Esta medida tiene por objetivo, disminuir el choque térmico18 entre la fruta que hará
ingreso a la cámara de frío y la temperatura de la cámara.
Otras medidas para bajar la temperatura se muestran en la Tabla 49, junto a sus principales características y utilización en las empresas de packing de la Región del Maule.
Tabla 49. Principales características y participación de los túneles de frío y cámaras de frío en las empresas de packing de la Región del Maule.
Tipo de cámaras Uso en packing (%)
Antigüedad media (años)
Capacidad Media (m
3)
FC* (%)
AC** (%)
Túneles de frío 60,61% 8,2 598,3 - -
Cámaras de frío 87,88% 11,8 3.811,4 42,49% 57,51%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule. * Frío convencional, ** Atmósfera controlada.
Un 87.88% de las empresas de packing cuenta con cámaras de frío, de este total un
42,49% posee cámaras de frío convencional y un 57,51 de atmósfera controlada. Esto implica que un 12,12% de las empresas de packing debe recurrir a los servicios de arriendo de cámaras de frío por no contar con instalaciones propias, sin considerar a aquellas empresas que recurren a este tipo de servicio por ver su capacidad de almacenamiento en frío sobrepasada.
Adicionalmente, en las empresas de packing de la Región del Maule, se encuentran
presentes, en forma minoritaria, otros tipos de cámaras descritas en la Tabla 50.
18
Choque térmico: diferencia de temperaturas entre zonas calientes y frías que tienen puntos comunes de interacción.
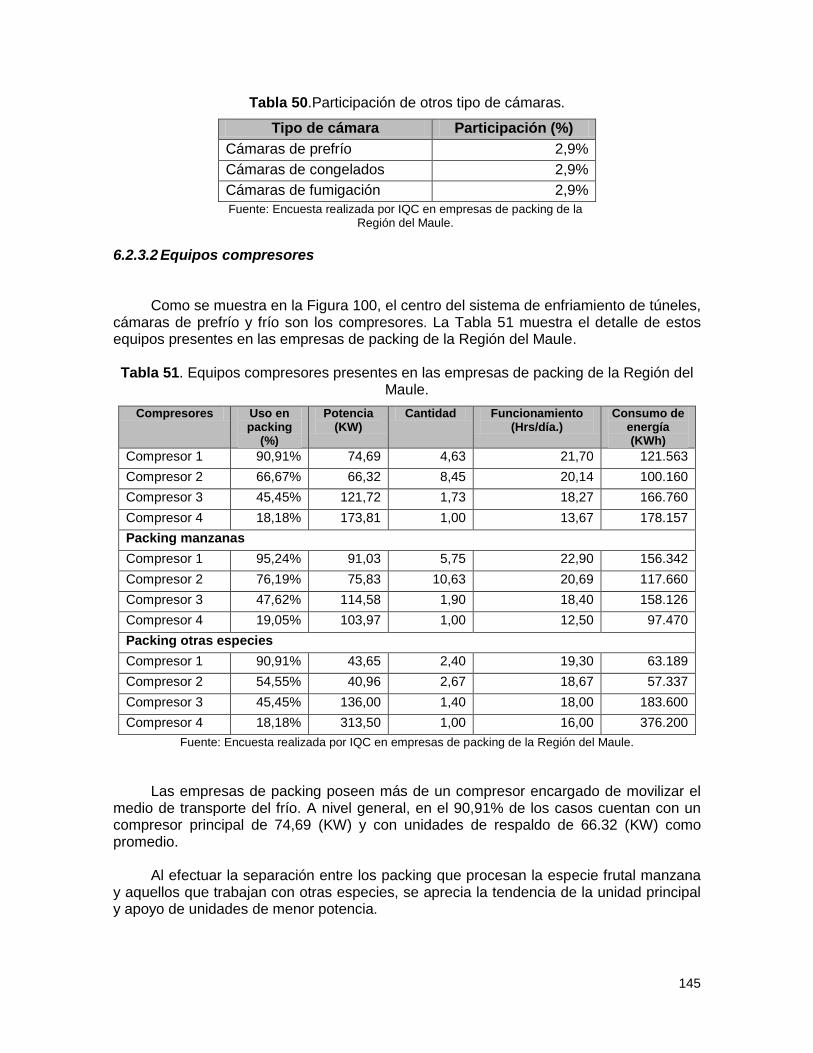
145
Tabla 50.Participación de otros tipo de cámaras.
Tipo de cámara Participación (%)
Cámaras de prefrío 2,9%
Cámaras de congelados 2,9%
Cámaras de fumigación 2,9%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
6.2.3.2 Equipos compresores
Como se muestra en la Figura 100, el centro del sistema de enfriamiento de túneles,
cámaras de prefrío y frío son los compresores. La Tabla 51 muestra el detalle de estos equipos presentes en las empresas de packing de la Región del Maule.
Tabla 51. Equipos compresores presentes en las empresas de packing de la Región del
Maule.
Compresores Uso en packing
(%)
Potencia (KW)
Cantidad Funcionamiento (Hrs/día.)
Consumo de energía (KWh)
Compresor 1 90,91% 74,69 4,63 21,70 121.563
Compresor 2 66,67% 66,32 8,45 20,14 100.160
Compresor 3 45,45% 121,72 1,73 18,27 166.760
Compresor 4 18,18% 173,81 1,00 13,67 178.157
Packing manzanas
Compresor 1 95,24% 91,03 5,75 22,90 156.342
Compresor 2 76,19% 75,83 10,63 20,69 117.660
Compresor 3 47,62% 114,58 1,90 18,40 158.126
Compresor 4 19,05% 103,97 1,00 12,50 97.470
Packing otras especies
Compresor 1 90,91% 43,65 2,40 19,30 63.189
Compresor 2 54,55% 40,96 2,67 18,67 57.337
Compresor 3 45,45% 136,00 1,40 18,00 183.600
Compresor 4 18,18% 313,50 1,00 16,00 376.200
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Las empresas de packing poseen más de un compresor encargado de movilizar el
medio de transporte del frío. A nivel general, en el 90,91% de los casos cuentan con un compresor principal de 74,69 (KW) y con unidades de respaldo de 66.32 (KW) como promedio.
Al efectuar la separación entre los packing que procesan la especie frutal manzana
y aquellos que trabajan con otras especies, se aprecia la tendencia de la unidad principal y apoyo de unidades de menor potencia.
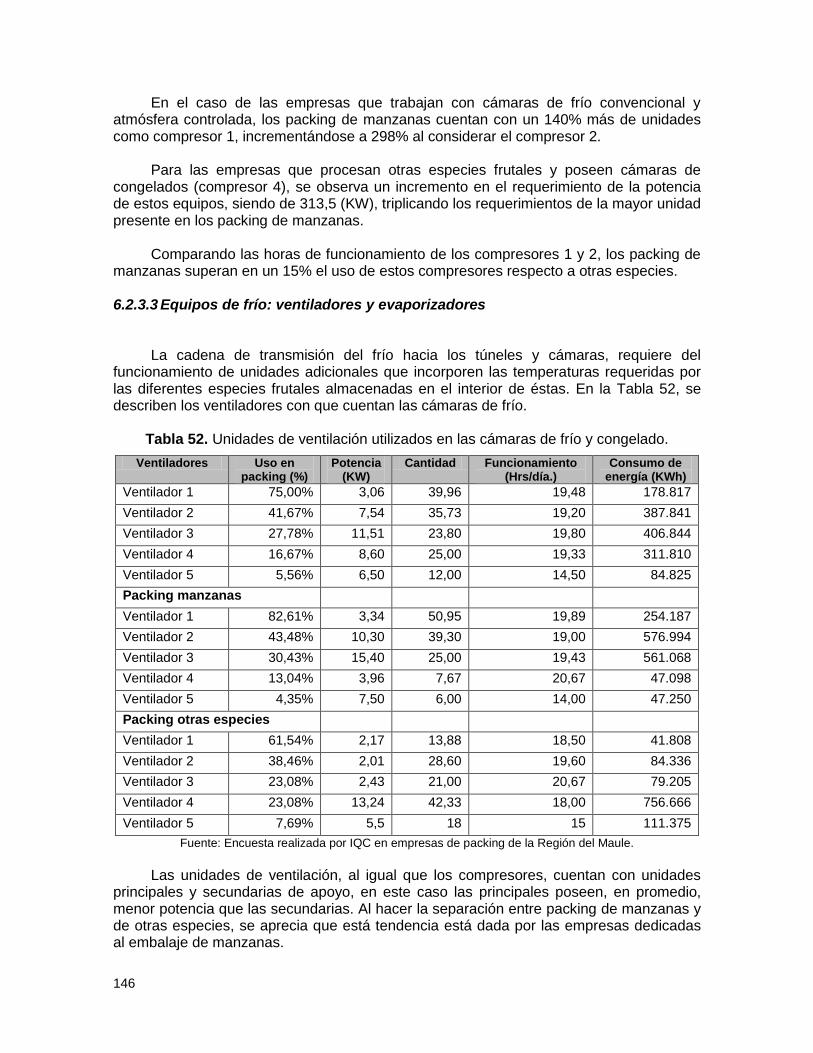
146
En el caso de las empresas que trabajan con cámaras de frío convencional y atmósfera controlada, los packing de manzanas cuentan con un 140% más de unidades como compresor 1, incrementándose a 298% al considerar el compresor 2.
Para las empresas que procesan otras especies frutales y poseen cámaras de
congelados (compresor 4), se observa un incremento en el requerimiento de la potencia de estos equipos, siendo de 313,5 (KW), triplicando los requerimientos de la mayor unidad presente en los packing de manzanas.
Comparando las horas de funcionamiento de los compresores 1 y 2, los packing de
manzanas superan en un 15% el uso de estos compresores respecto a otras especies.
6.2.3.3 Equipos de frío: ventiladores y evaporizadores La cadena de transmisión del frío hacia los túneles y cámaras, requiere del
funcionamiento de unidades adicionales que incorporen las temperaturas requeridas por las diferentes especies frutales almacenadas en el interior de éstas. En la Tabla 52, se describen los ventiladores con que cuentan las cámaras de frío.
Tabla 52. Unidades de ventilación utilizados en las cámaras de frío y congelado.
Ventiladores Uso en packing (%)
Potencia (KW)
Cantidad Funcionamiento (Hrs/día.)
Consumo de energía (KWh)
Ventilador 1 75,00% 3,06 39,96 19,48 178.817
Ventilador 2 41,67% 7,54 35,73 19,20 387.841
Ventilador 3 27,78% 11,51 23,80 19,80 406.844
Ventilador 4 16,67% 8,60 25,00 19,33 311.810
Ventilador 5 5,56% 6,50 12,00 14,50 84.825
Packing manzanas
Ventilador 1 82,61% 3,34 50,95 19,89 254.187
Ventilador 2 43,48% 10,30 39,30 19,00 576.994
Ventilador 3 30,43% 15,40 25,00 19,43 561.068
Ventilador 4 13,04% 3,96 7,67 20,67 47.098
Ventilador 5 4,35% 7,50 6,00 14,00 47.250
Packing otras especies
Ventilador 1 61,54% 2,17 13,88 18,50 41.808
Ventilador 2 38,46% 2,01 28,60 19,60 84.336
Ventilador 3 23,08% 2,43 21,00 20,67 79.205
Ventilador 4 23,08% 13,24 42,33 18,00 756.666
Ventilador 5 7,69% 5,5 18 15 111.375
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Las unidades de ventilación, al igual que los compresores, cuentan con unidades
principales y secundarias de apoyo, en este caso las principales poseen, en promedio, menor potencia que las secundarias. Al hacer la separación entre packing de manzanas y de otras especies, se aprecia que está tendencia está dada por las empresas dedicadas al embalaje de manzanas.
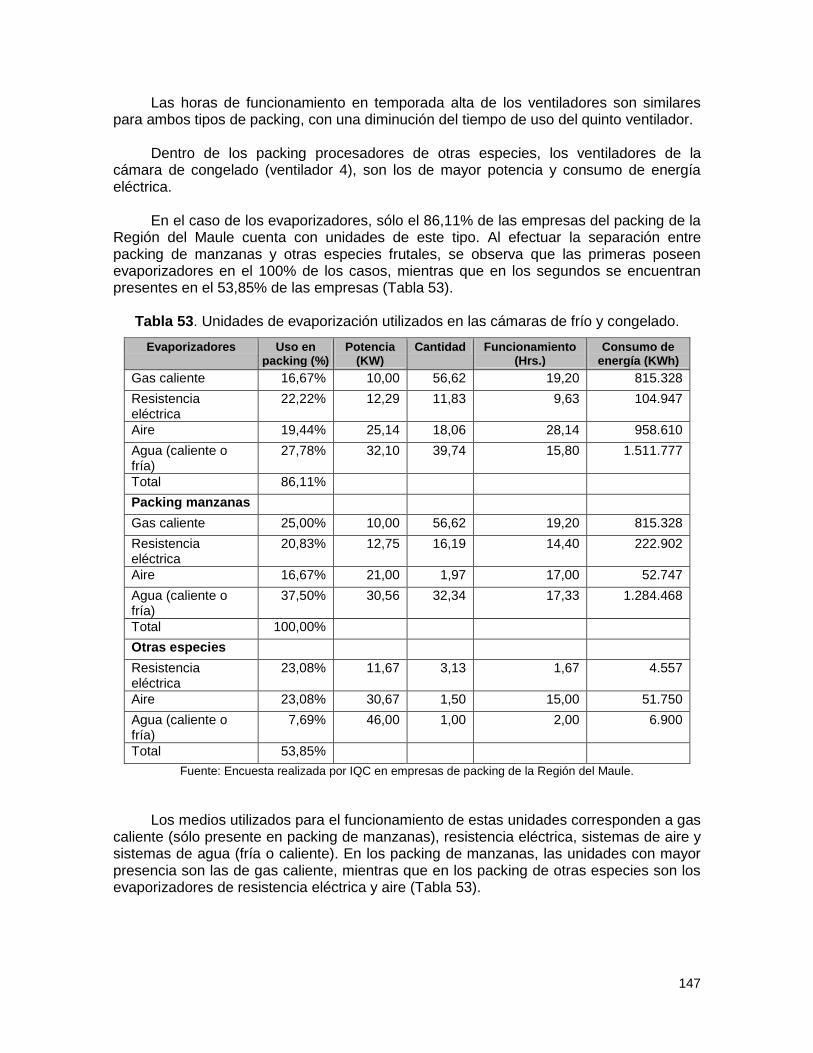
147
Las horas de funcionamiento en temporada alta de los ventiladores son similares para ambos tipos de packing, con una diminución del tiempo de uso del quinto ventilador.
Dentro de los packing procesadores de otras especies, los ventiladores de la
cámara de congelado (ventilador 4), son los de mayor potencia y consumo de energía eléctrica.
En el caso de los evaporizadores, sólo el 86,11% de las empresas del packing de la
Región del Maule cuenta con unidades de este tipo. Al efectuar la separación entre packing de manzanas y otras especies frutales, se observa que las primeras poseen evaporizadores en el 100% de los casos, mientras que en los segundos se encuentran presentes en el 53,85% de las empresas (Tabla 53).
Tabla 53. Unidades de evaporización utilizados en las cámaras de frío y congelado.
Evaporizadores Uso en packing (%)
Potencia (KW)
Cantidad Funcionamiento (Hrs.)
Consumo de energía (KWh)
Gas caliente 16,67% 10,00 56,62 19,20 815.328
Resistencia eléctrica
22,22% 12,29 11,83 9,63 104.947
Aire 19,44% 25,14 18,06 28,14 958.610
Agua (caliente o fría)
27,78% 32,10 39,74 15,80 1.511.777
Total 86,11%
Packing manzanas
Gas caliente 25,00% 10,00 56,62 19,20 815.328
Resistencia eléctrica
20,83% 12,75 16,19 14,40 222.902
Aire 16,67% 21,00 1,97 17,00 52.747
Agua (caliente o fría)
37,50% 30,56 32,34 17,33 1.284.468
Total 100,00%
Otras especies
Resistencia eléctrica
23,08% 11,67 3,13 1,67 4.557
Aire 23,08% 30,67 1,50 15,00 51.750
Agua (caliente o fría)
7,69% 46,00 1,00 2,00 6.900
Total 53,85%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Los medios utilizados para el funcionamiento de estas unidades corresponden a gas
caliente (sólo presente en packing de manzanas), resistencia eléctrica, sistemas de aire y sistemas de agua (fría o caliente). En los packing de manzanas, las unidades con mayor presencia son las de gas caliente, mientras que en los packing de otras especies son los evaporizadores de resistencia eléctrica y aire (Tabla 53).
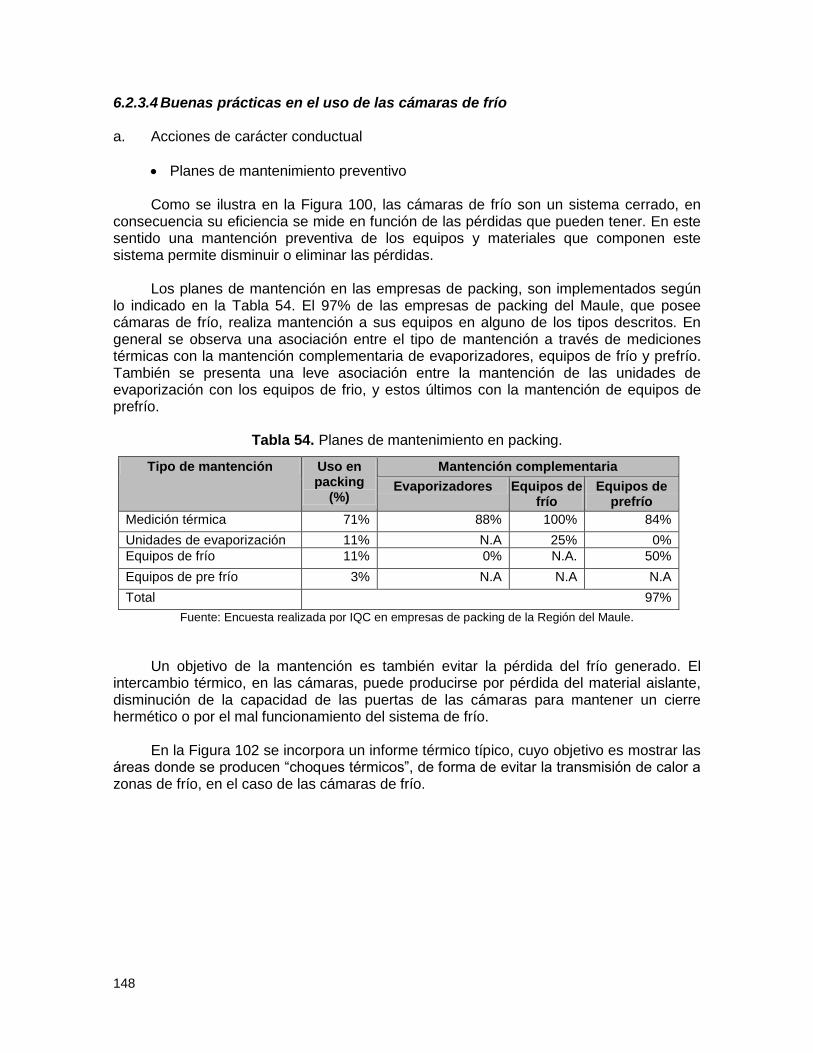
148
6.2.3.4 Buenas prácticas en el uso de las cámaras de frío
a. Acciones de carácter conductual
Planes de mantenimiento preventivo
Como se ilustra en la Figura 100, las cámaras de frío son un sistema cerrado, en consecuencia su eficiencia se mide en función de las pérdidas que pueden tener. En este sentido una mantención preventiva de los equipos y materiales que componen este sistema permite disminuir o eliminar las pérdidas.
Los planes de mantención en las empresas de packing, son implementados según lo indicado en la Tabla 54. El 97% de las empresas de packing del Maule, que posee cámaras de frío, realiza mantención a sus equipos en alguno de los tipos descritos. En general se observa una asociación entre el tipo de mantención a través de mediciones térmicas con la mantención complementaria de evaporizadores, equipos de frío y prefrío. También se presenta una leve asociación entre la mantención de las unidades de evaporización con los equipos de frio, y estos últimos con la mantención de equipos de prefrío.
Tabla 54. Planes de mantenimiento en packing.
Tipo de mantención Uso en packing
(%)
Mantención complementaria
Evaporizadores Equipos de frío
Equipos de prefrío
Medición térmica 71% 88% 100% 84%
Unidades de evaporización 11% N.A 25% 0%
Equipos de frío 11% 0% N.A. 50%
Equipos de pre frío 3% N.A N.A N.A
Total 97%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Un objetivo de la mantención es también evitar la pérdida del frío generado. El intercambio térmico, en las cámaras, puede producirse por pérdida del material aislante, disminución de la capacidad de las puertas de las cámaras para mantener un cierre hermético o por el mal funcionamiento del sistema de frío.
En la Figura 102 se incorpora un informe térmico típico, cuyo objetivo es mostrar las
áreas donde se producen “choques térmicos”, de forma de evitar la transmisión de calor a zonas de frío, en el caso de las cámaras de frío.
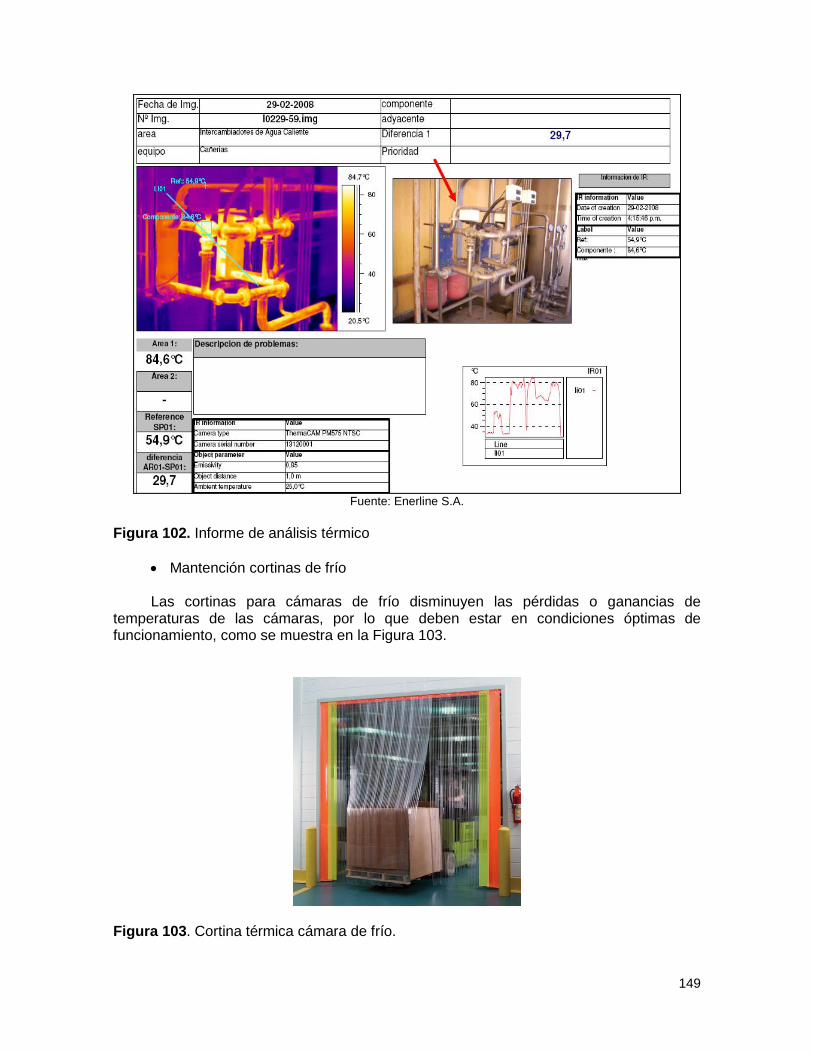
149
Fuente: Enerline S.A.
Figura 102. Informe de análisis térmico
Mantención cortinas de frío
Las cortinas para cámaras de frío disminuyen las pérdidas o ganancias de temperaturas de las cámaras, por lo que deben estar en condiciones óptimas de funcionamiento, como se muestra en la Figura 103.
Figura 103. Cortina térmica cámara de frío.
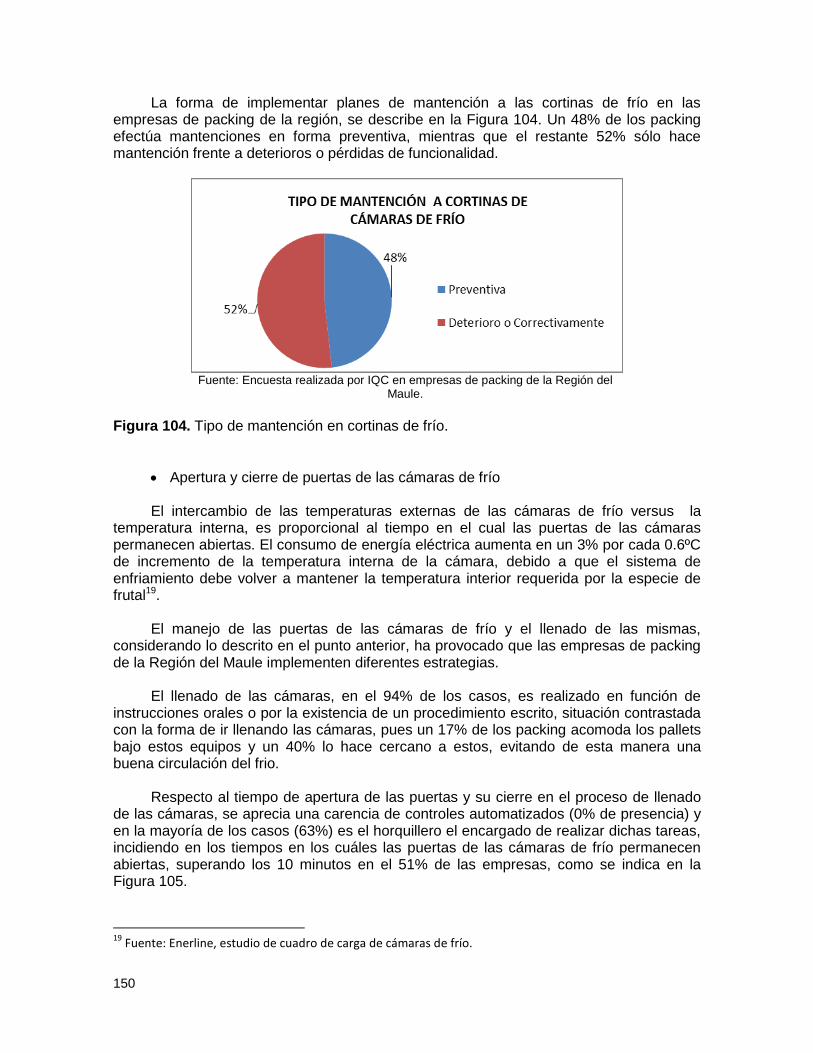
150
La forma de implementar planes de mantención a las cortinas de frío en las empresas de packing de la región, se describe en la Figura 104. Un 48% de los packing efectúa mantenciones en forma preventiva, mientras que el restante 52% sólo hace mantención frente a deterioros o pérdidas de funcionalidad.
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del
Maule.
Figura 104. Tipo de mantención en cortinas de frío.
Apertura y cierre de puertas de las cámaras de frío
El intercambio de las temperaturas externas de las cámaras de frío versus la temperatura interna, es proporcional al tiempo en el cual las puertas de las cámaras permanecen abiertas. El consumo de energía eléctrica aumenta en un 3% por cada 0.6ºC de incremento de la temperatura interna de la cámara, debido a que el sistema de enfriamiento debe volver a mantener la temperatura interior requerida por la especie de frutal19.
El manejo de las puertas de las cámaras de frío y el llenado de las mismas, considerando lo descrito en el punto anterior, ha provocado que las empresas de packing de la Región del Maule implementen diferentes estrategias.
El llenado de las cámaras, en el 94% de los casos, es realizado en función de instrucciones orales o por la existencia de un procedimiento escrito, situación contrastada con la forma de ir llenando las cámaras, pues un 17% de los packing acomoda los pallets bajo estos equipos y un 40% lo hace cercano a estos, evitando de esta manera una buena circulación del frio.
Respecto al tiempo de apertura de las puertas y su cierre en el proceso de llenado de las cámaras, se aprecia una carencia de controles automatizados (0% de presencia) y en la mayoría de los casos (63%) es el horquillero el encargado de realizar dichas tareas, incidiendo en los tiempos en los cuáles las puertas de las cámaras de frío permanecen abiertas, superando los 10 minutos en el 51% de las empresas, como se indica en la Figura 105.
19
Fuente: Enerline, estudio de cuadro de carga de cámaras de frío.
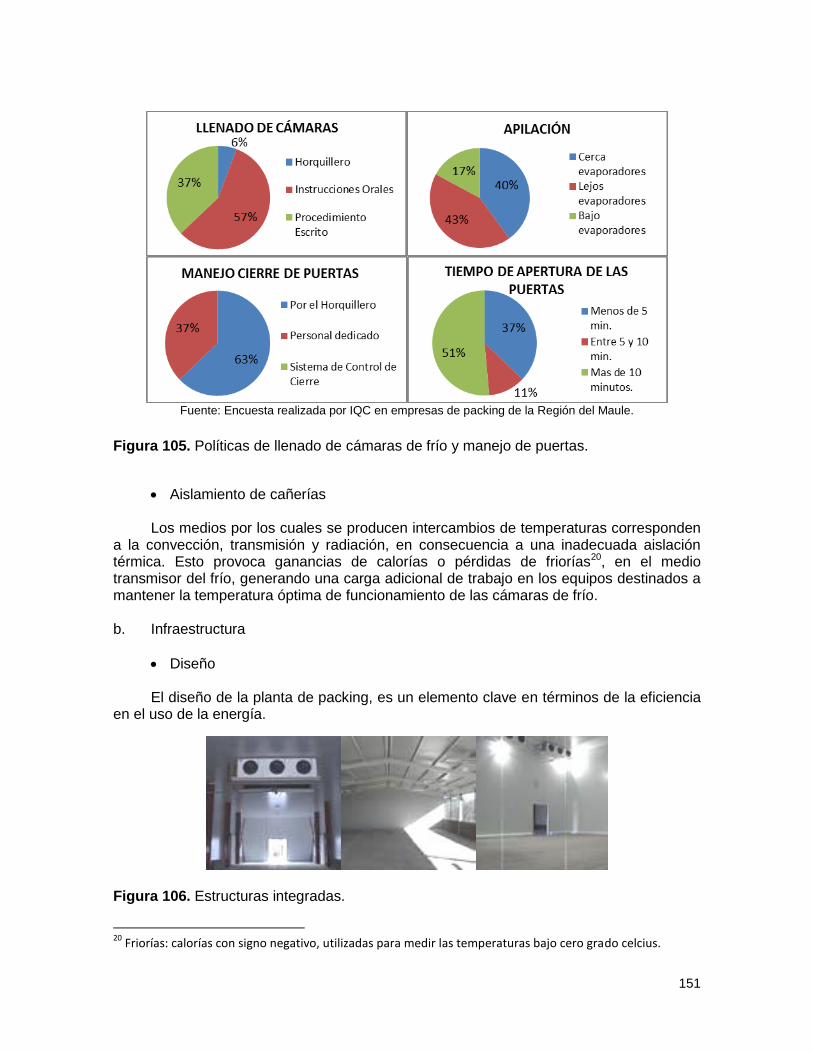
151
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 105. Políticas de llenado de cámaras de frío y manejo de puertas.
Aislamiento de cañerías
Los medios por los cuales se producen intercambios de temperaturas corresponden a la convección, transmisión y radiación, en consecuencia a una inadecuada aislación térmica. Esto provoca ganancias de calorías o pérdidas de friorías20, en el medio transmisor del frío, generando una carga adicional de trabajo en los equipos destinados a mantener la temperatura óptima de funcionamiento de las cámaras de frío.
b. Infraestructura
Diseño
El diseño de la planta de packing, es un elemento clave en términos de la eficiencia en el uso de la energía.
Figura 106. Estructuras integradas.
20
Friorías: calorías con signo negativo, utilizadas para medir las temperaturas bajo cero grado celcius.
152
El diseño estructural que integre los diferentes sistemas, equipos y maquinarias que interactuarán en función del consumo de energía, permitiría obtener una planta eficiente desde el punto de vista del consumo de energía, pasando la puesta en marcha de este tipo de proyectos, en función del diferencial de la inversión proyectada versus el diferencial de gasto de energía proyectado.
En la Región del Maule, la mayoría de las uniones de las cámaras de prefrío y
packing con las cámaras de frío se realiza en un ambiente cerrado. En el caso de las cámaras de atmósfera controlada y su conexión con las cámaras de prefrío es en un 20% al aire libre (Tabla 55).
Tabla 55. Diseño de uniones entre áreas de frío en packing.
Diseño de uniones
Entre cámaras de pre frío y frío
Entre packing y cámaras
Entre cámaras de prefrío y atmosfera controlada
Al aire libre 4% 7% 20%
Cubierta malla rachet
4% 7% 7%
Techada 38% 33% 27%
Es interna 54% 53% 47%
Total 100% 100% 100%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Manejo de entorno
La interacción de las cámaras de frío con el entorno, genera aumentos de la temperatura interior. Cuando por diseño estas deben operar actuando directamente con el medio ambiente, se recomienda la utilización de malla rachell para crear espacio fríos o de sombra, como se muestra en la Figura 107.
Figura 107. Cobertura lateral con malla rachell del entorno
Protección con Malla Rachell
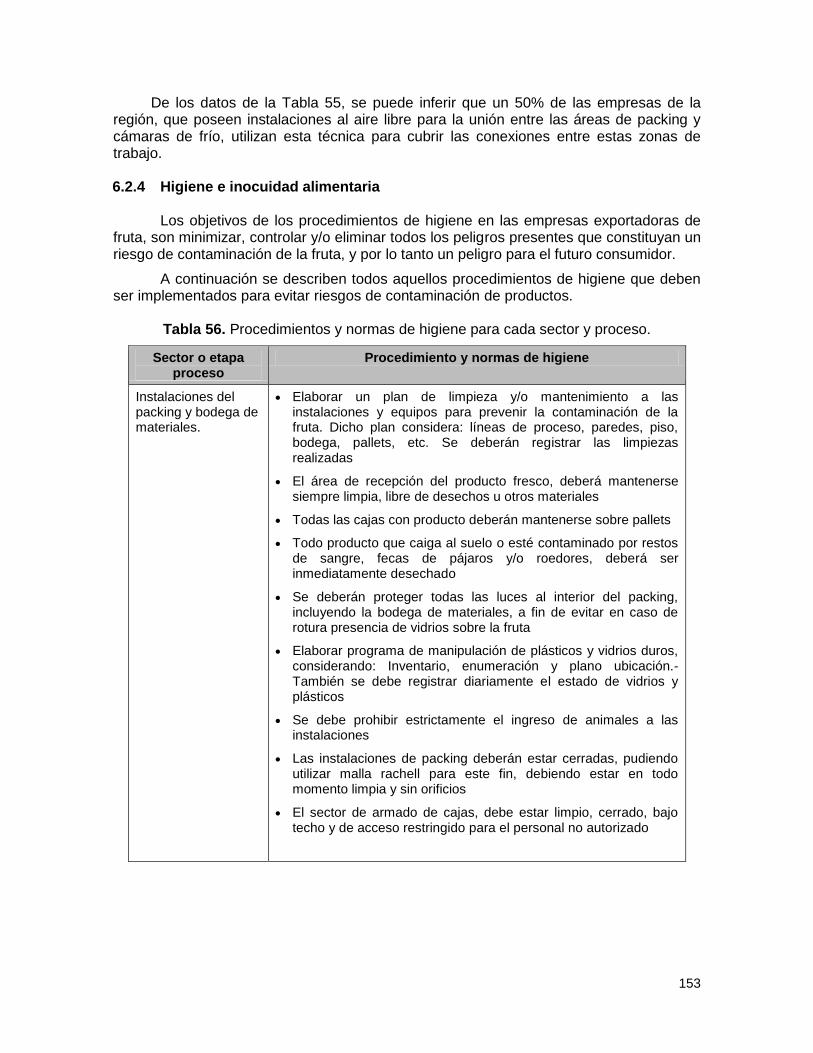
153
De los datos de la Tabla 55, se puede inferir que un 50% de las empresas de la región, que poseen instalaciones al aire libre para la unión entre las áreas de packing y cámaras de frío, utilizan esta técnica para cubrir las conexiones entre estas zonas de trabajo. 6.2.4 Higiene e inocuidad alimentaria
Los objetivos de los procedimientos de higiene en las empresas exportadoras de fruta, son minimizar, controlar y/o eliminar todos los peligros presentes que constituyan un riesgo de contaminación de la fruta, y por lo tanto un peligro para el futuro consumidor.
A continuación se describen todos aquellos procedimientos de higiene que deben ser implementados para evitar riesgos de contaminación de productos.
Tabla 56. Procedimientos y normas de higiene para cada sector y proceso.
Sector o etapa proceso
Procedimiento y normas de higiene
Instalaciones del packing y bodega de materiales.
Elaborar un plan de limpieza y/o mantenimiento a las instalaciones y equipos para prevenir la contaminación de la fruta. Dicho plan considera: líneas de proceso, paredes, piso, bodega, pallets, etc. Se deberán registrar las limpiezas realizadas
El área de recepción del producto fresco, deberá mantenerse siempre limpia, libre de desechos u otros materiales
Todas las cajas con producto deberán mantenerse sobre pallets
Todo producto que caiga al suelo o esté contaminado por restos de sangre, fecas de pájaros y/o roedores, deberá ser inmediatamente desechado
Se deberán proteger todas las luces al interior del packing, incluyendo la bodega de materiales, a fin de evitar en caso de rotura presencia de vidrios sobre la fruta
Elaborar programa de manipulación de plásticos y vidrios duros, considerando: Inventario, enumeración y plano ubicación.-También se debe registrar diariamente el estado de vidrios y plásticos
Se debe prohibir estrictamente el ingreso de animales a las instalaciones
Las instalaciones de packing deberán estar cerradas, pudiendo utilizar malla rachell para este fin, debiendo estar en todo momento limpia y sin orificios
El sector de armado de cajas, debe estar limpio, cerrado, bajo techo y de acceso restringido para el personal no autorizado
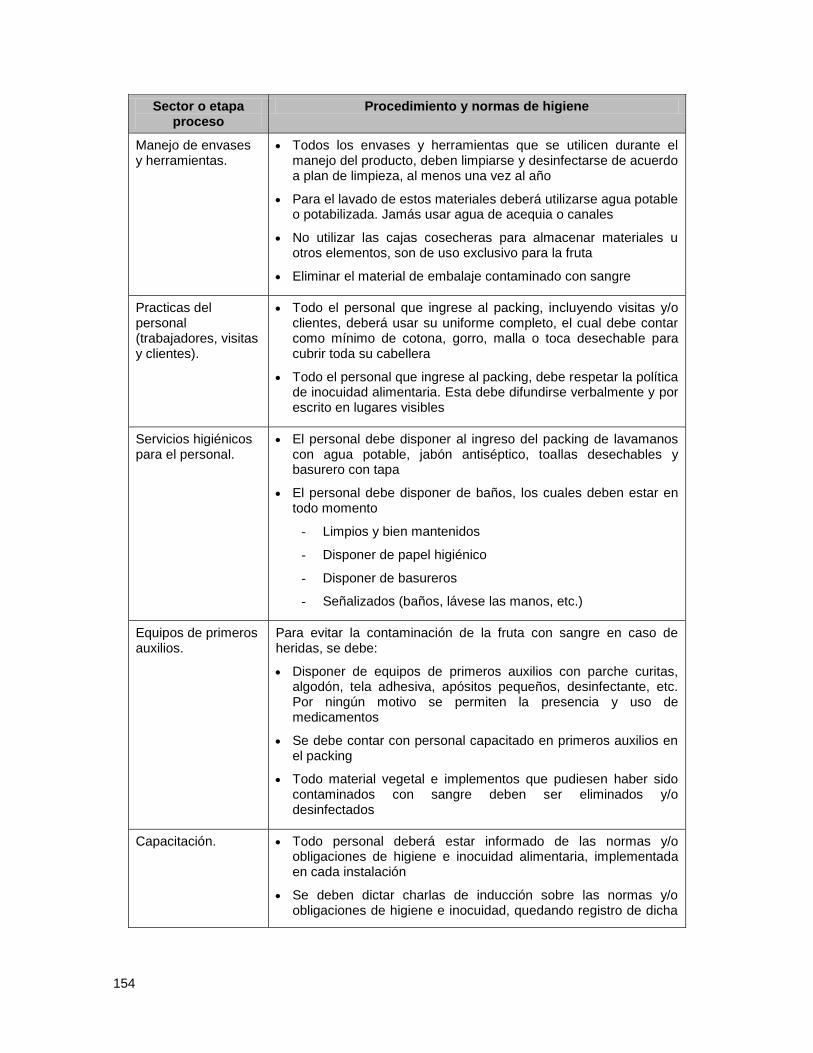
154
Sector o etapa proceso
Procedimiento y normas de higiene
Manejo de envases y herramientas.
Todos los envases y herramientas que se utilicen durante el manejo del producto, deben limpiarse y desinfectarse de acuerdo a plan de limpieza, al menos una vez al año
Para el lavado de estos materiales deberá utilizarse agua potable o potabilizada. Jamás usar agua de acequia o canales
No utilizar las cajas cosecheras para almacenar materiales u otros elementos, son de uso exclusivo para la fruta
Eliminar el material de embalaje contaminado con sangre
Practicas del personal (trabajadores, visitas y clientes).
Todo el personal que ingrese al packing, incluyendo visitas y/o clientes, deberá usar su uniforme completo, el cual debe contar como mínimo de cotona, gorro, malla o toca desechable para cubrir toda su cabellera
Todo el personal que ingrese al packing, debe respetar la política de inocuidad alimentaria. Esta debe difundirse verbalmente y por escrito en lugares visibles
Servicios higiénicos para el personal.
El personal debe disponer al ingreso del packing de lavamanos con agua potable, jabón antiséptico, toallas desechables y basurero con tapa
El personal debe disponer de baños, los cuales deben estar en todo momento
- Limpios y bien mantenidos
- Disponer de papel higiénico
- Disponer de basureros
- Señalizados (baños, lávese las manos, etc.)
Equipos de primeros auxilios.
Para evitar la contaminación de la fruta con sangre en caso de heridas, se debe:
Disponer de equipos de primeros auxilios con parche curitas, algodón, tela adhesiva, apósitos pequeños, desinfectante, etc. Por ningún motivo se permiten la presencia y uso de medicamentos
Se debe contar con personal capacitado en primeros auxilios en el packing
Todo material vegetal e implementos que pudiesen haber sido contaminados con sangre deben ser eliminados y/o desinfectados
Capacitación.
Todo personal deberá estar informado de las normas y/o obligaciones de higiene e inocuidad alimentaria, implementada en cada instalación
Se deben dictar charlas de inducción sobre las normas y/o obligaciones de higiene e inocuidad, quedando registro de dicha
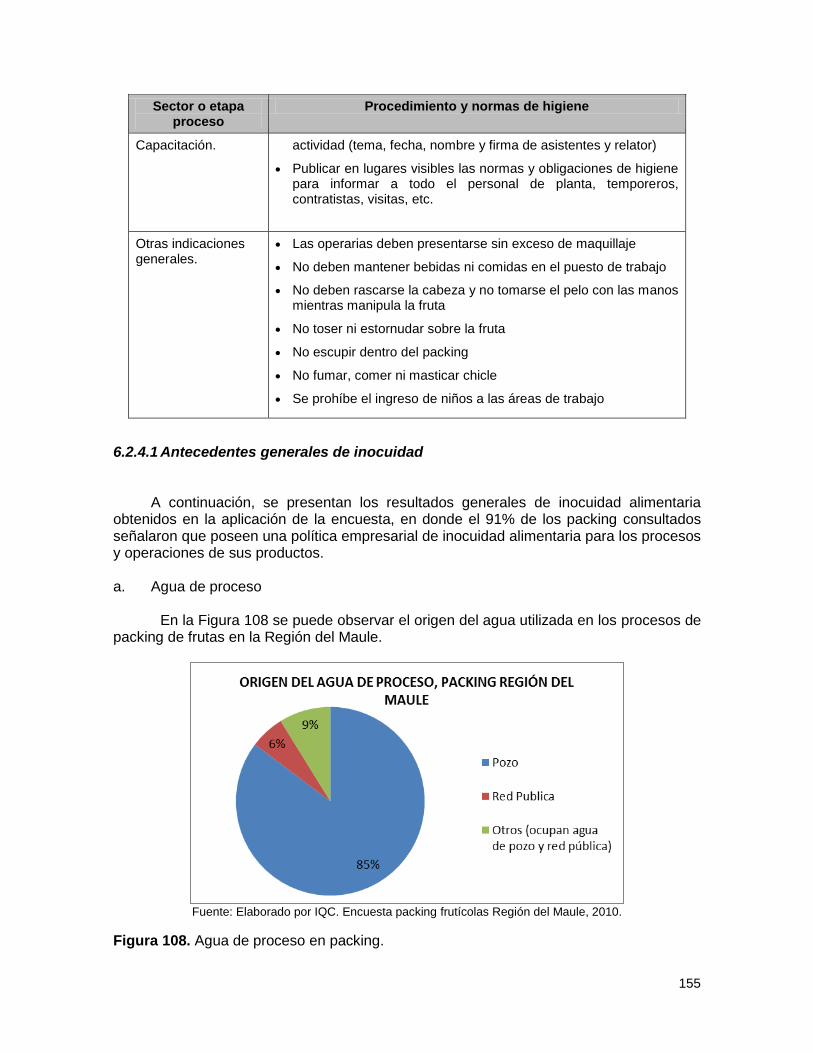
155
Sector o etapa proceso
Procedimiento y normas de higiene
Capacitación. actividad (tema, fecha, nombre y firma de asistentes y relator)
Publicar en lugares visibles las normas y obligaciones de higiene para informar a todo el personal de planta, temporeros, contratistas, visitas, etc.
Otras indicaciones generales.
Las operarias deben presentarse sin exceso de maquillaje
No deben mantener bebidas ni comidas en el puesto de trabajo
No deben rascarse la cabeza y no tomarse el pelo con las manos mientras manipula la fruta
No toser ni estornudar sobre la fruta
No escupir dentro del packing
No fumar, comer ni masticar chicle
Se prohíbe el ingreso de niños a las áreas de trabajo
6.2.4.1 Antecedentes generales de inocuidad
A continuación, se presentan los resultados generales de inocuidad alimentaria obtenidos en la aplicación de la encuesta, en donde el 91% de los packing consultados señalaron que poseen una política empresarial de inocuidad alimentaria para los procesos y operaciones de sus productos. a. Agua de proceso
En la Figura 108 se puede observar el origen del agua utilizada en los procesos de packing de frutas en la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 108. Agua de proceso en packing.
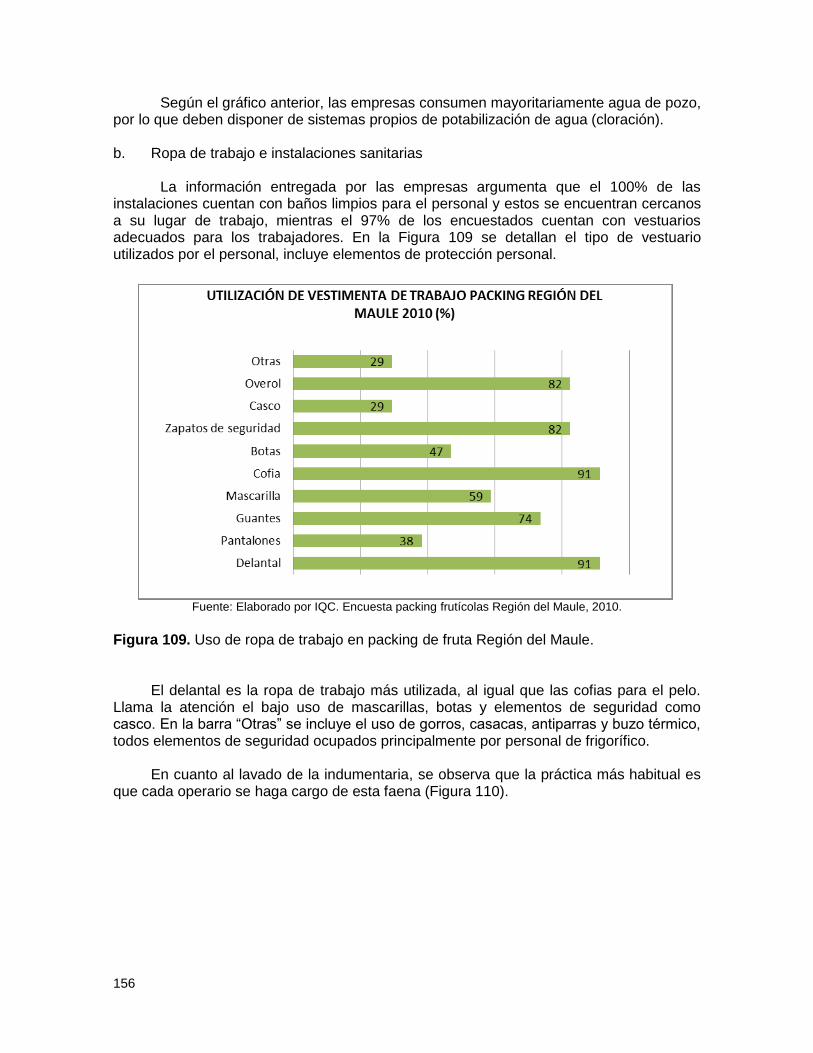
156
Según el gráfico anterior, las empresas consumen mayoritariamente agua de pozo, por lo que deben disponer de sistemas propios de potabilización de agua (cloración). b. Ropa de trabajo e instalaciones sanitarias
La información entregada por las empresas argumenta que el 100% de las
instalaciones cuentan con baños limpios para el personal y estos se encuentran cercanos a su lugar de trabajo, mientras el 97% de los encuestados cuentan con vestuarios adecuados para los trabajadores. En la Figura 109 se detallan el tipo de vestuario utilizados por el personal, incluye elementos de protección personal.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 109. Uso de ropa de trabajo en packing de fruta Región del Maule.
El delantal es la ropa de trabajo más utilizada, al igual que las cofias para el pelo. Llama la atención el bajo uso de mascarillas, botas y elementos de seguridad como casco. En la barra “Otras” se incluye el uso de gorros, casacas, antiparras y buzo térmico, todos elementos de seguridad ocupados principalmente por personal de frigorífico.
En cuanto al lavado de la indumentaria, se observa que la práctica más habitual es
que cada operario se haga cargo de esta faena (Figura 110).
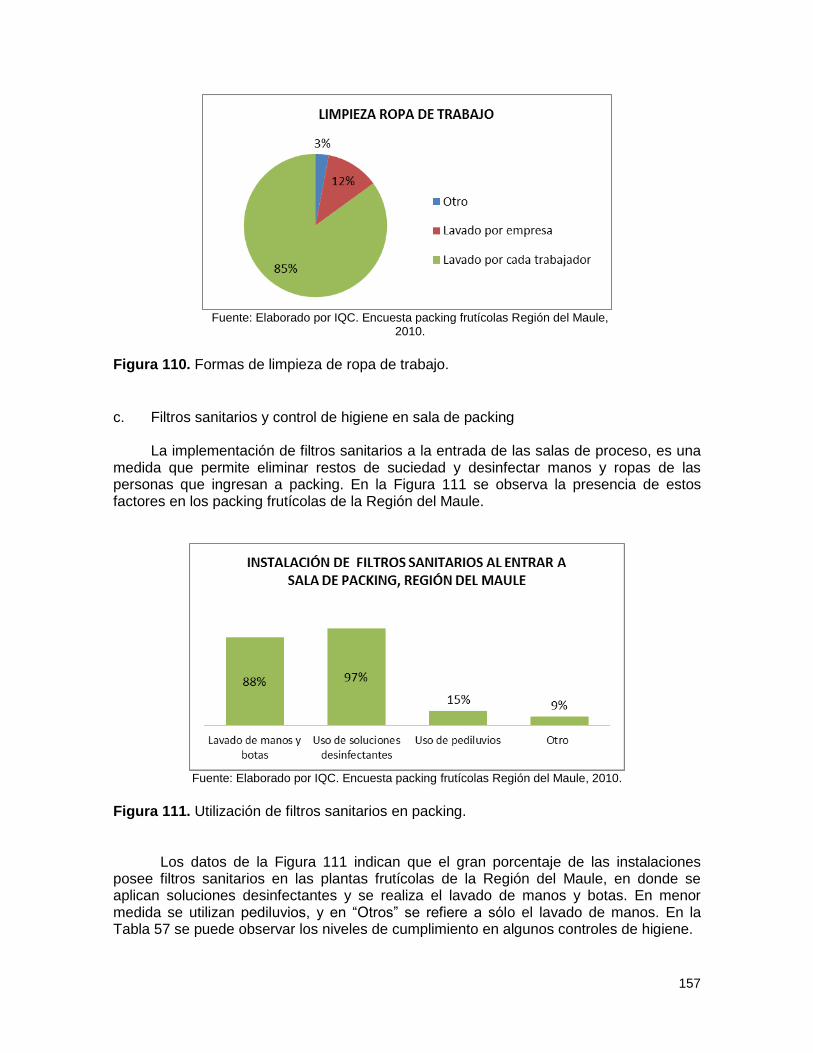
157
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule,
2010.
Figura 110. Formas de limpieza de ropa de trabajo.
c. Filtros sanitarios y control de higiene en sala de packing
La implementación de filtros sanitarios a la entrada de las salas de proceso, es una
medida que permite eliminar restos de suciedad y desinfectar manos y ropas de las personas que ingresan a packing. En la Figura 111 se observa la presencia de estos factores en los packing frutícolas de la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 111. Utilización de filtros sanitarios en packing. Los datos de la Figura 111 indican que el gran porcentaje de las instalaciones posee filtros sanitarios en las plantas frutícolas de la Región del Maule, en donde se aplican soluciones desinfectantes y se realiza el lavado de manos y botas. En menor medida se utilizan pediluvios, y en “Otros” se refiere a sólo el lavado de manos. En la Tabla 57 se puede observar los niveles de cumplimiento en algunos controles de higiene.
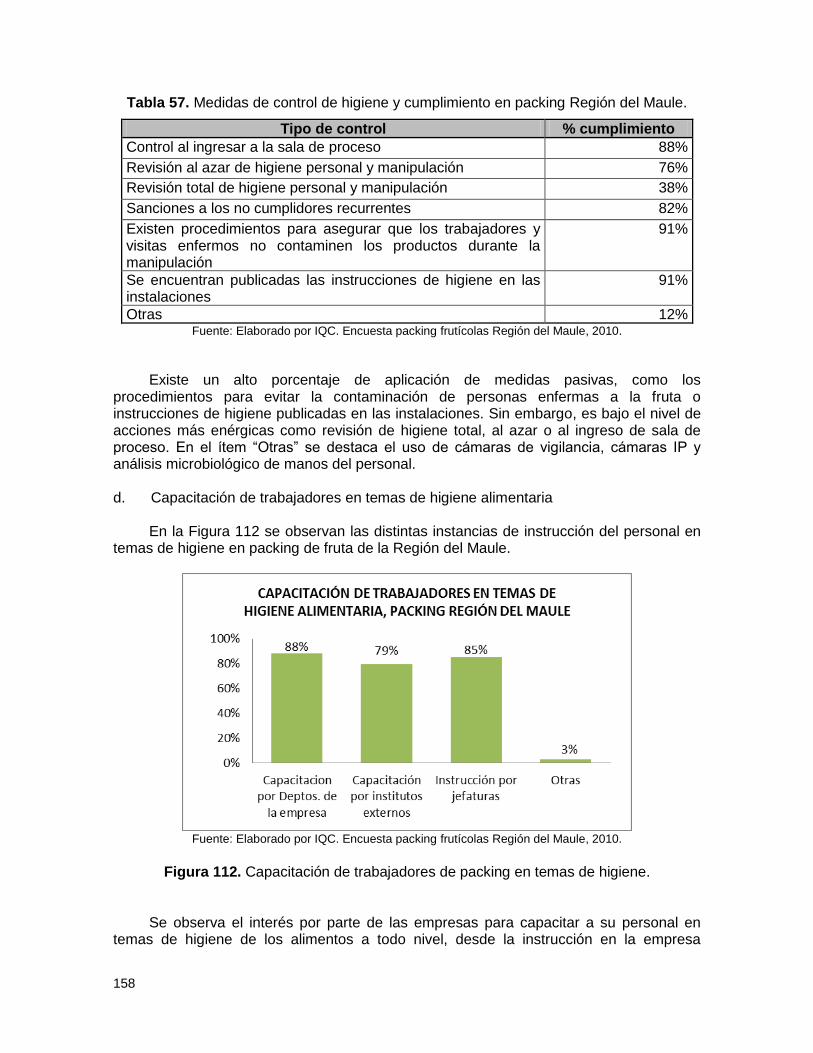
158
Tabla 57. Medidas de control de higiene y cumplimiento en packing Región del Maule.
Tipo de control % cumplimiento
Control al ingresar a la sala de proceso 88%
Revisión al azar de higiene personal y manipulación 76%
Revisión total de higiene personal y manipulación 38%
Sanciones a los no cumplidores recurrentes 82%
Existen procedimientos para asegurar que los trabajadores y visitas enfermos no contaminen los productos durante la manipulación
91%
Se encuentran publicadas las instrucciones de higiene en las instalaciones
91%
Otras 12% Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Existe un alto porcentaje de aplicación de medidas pasivas, como los procedimientos para evitar la contaminación de personas enfermas a la fruta o instrucciones de higiene publicadas en las instalaciones. Sin embargo, es bajo el nivel de acciones más enérgicas como revisión de higiene total, al azar o al ingreso de sala de proceso. En el ítem “Otras” se destaca el uso de cámaras de vigilancia, cámaras IP y análisis microbiológico de manos del personal. d. Capacitación de trabajadores en temas de higiene alimentaria
En la Figura 112 se observan las distintas instancias de instrucción del personal en
temas de higiene en packing de fruta de la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 112. Capacitación de trabajadores de packing en temas de higiene.
Se observa el interés por parte de las empresas para capacitar a su personal en
temas de higiene de los alimentos a todo nivel, desde la instrucción en la empresa
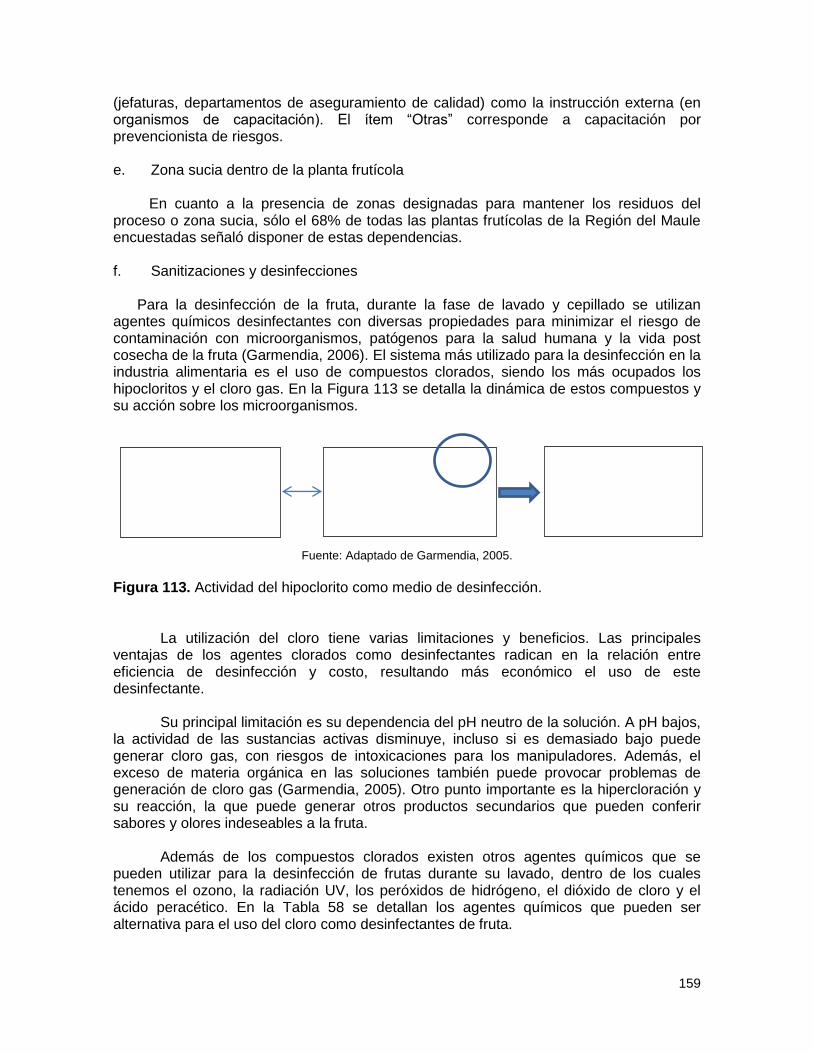
159
(jefaturas, departamentos de aseguramiento de calidad) como la instrucción externa (en organismos de capacitación). El ítem “Otras” corresponde a capacitación por prevencionista de riesgos.
e. Zona sucia dentro de la planta frutícola
En cuanto a la presencia de zonas designadas para mantener los residuos del proceso o zona sucia, sólo el 68% de todas las plantas frutícolas de la Región del Maule encuestadas señaló disponer de estas dependencias.
f. Sanitizaciones y desinfecciones
Para la desinfección de la fruta, durante la fase de lavado y cepillado se utilizan agentes químicos desinfectantes con diversas propiedades para minimizar el riesgo de contaminación con microorganismos, patógenos para la salud humana y la vida post cosecha de la fruta (Garmendia, 2006). El sistema más utilizado para la desinfección en la industria alimentaria es el uso de compuestos clorados, siendo los más ocupados los hipocloritos y el cloro gas. En la Figura 113 se detalla la dinámica de estos compuestos y su acción sobre los microorganismos.
Fuente: Adaptado de Garmendia, 2005.
Figura 113. Actividad del hipoclorito como medio de desinfección.
La utilización del cloro tiene varias limitaciones y beneficios. Las principales ventajas de los agentes clorados como desinfectantes radican en la relación entre eficiencia de desinfección y costo, resultando más económico el uso de este desinfectante.
Su principal limitación es su dependencia del pH neutro de la solución. A pH bajos,
la actividad de las sustancias activas disminuye, incluso si es demasiado bajo puede generar cloro gas, con riesgos de intoxicaciones para los manipuladores. Además, el exceso de materia orgánica en las soluciones también puede provocar problemas de generación de cloro gas (Garmendia, 2005). Otro punto importante es la hipercloración y su reacción, la que puede generar otros productos secundarios que pueden conferir sabores y olores indeseables a la fruta.
Además de los compuestos clorados existen otros agentes químicos que se
pueden utilizar para la desinfección de frutas durante su lavado, dentro de los cuales tenemos el ozono, la radiación UV, los peróxidos de hidrógeno, el dióxido de cloro y el ácido peracético. En la Tabla 58 se detallan los agentes químicos que pueden ser alternativa para el uso del cloro como desinfectantes de fruta.
NaOCl + H2O
Hipoclorito en solución acuosa.
NaOH + HOCL
Se forma Hidróxido de sodio y Acido hipocloroso.
Acido hipocloroso con acción oxidante sobre los microorganismos.
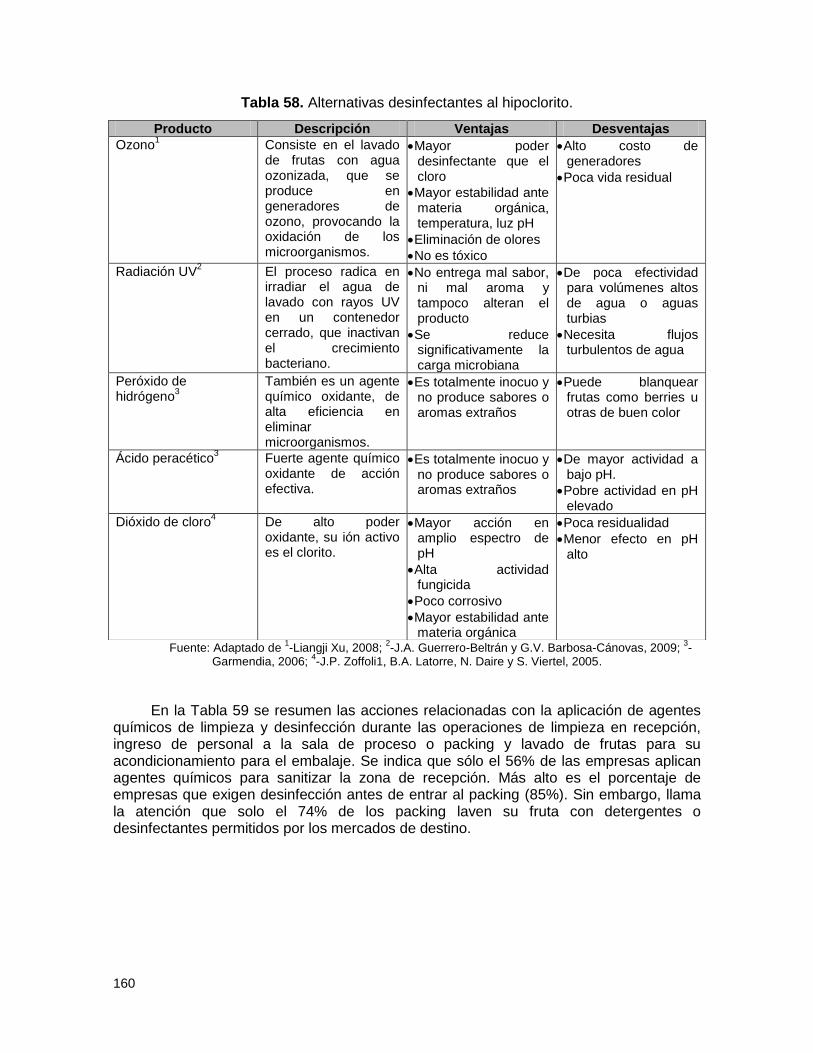
160
Tabla 58. Alternativas desinfectantes al hipoclorito.
Fuente: Adaptado de 1-Liangji Xu, 2008;
2-J.A. Guerrero-Beltrán y G.V. Barbosa-Cánovas, 2009;
3-
Garmendia, 2006; 4-J.P. Zoffoli1, B.A. Latorre, N. Daire y S. Viertel, 2005.
En la Tabla 59 se resumen las acciones relacionadas con la aplicación de agentes químicos de limpieza y desinfección durante las operaciones de limpieza en recepción, ingreso de personal a la sala de proceso o packing y lavado de frutas para su acondicionamiento para el embalaje. Se indica que sólo el 56% de las empresas aplican agentes químicos para sanitizar la zona de recepción. Más alto es el porcentaje de empresas que exigen desinfección antes de entrar al packing (85%). Sin embargo, llama la atención que solo el 74% de los packing laven su fruta con detergentes o desinfectantes permitidos por los mercados de destino.
Producto Descripción Ventajas Desventajas
Ozono1 Consiste en el lavado
de frutas con agua ozonizada, que se produce en generadores de ozono, provocando la oxidación de los microorganismos.
Mayor poder desinfectante que el cloro
Mayor estabilidad ante materia orgánica, temperatura, luz pH
Eliminación de olores
No es tóxico
Alto costo de generadores
Poca vida residual
Radiación UV2 El proceso radica en
irradiar el agua de lavado con rayos UV en un contenedor cerrado, que inactivan el crecimiento bacteriano.
No entrega mal sabor, ni mal aroma y tampoco alteran el producto
Se reduce significativamente la carga microbiana
De poca efectividad para volúmenes altos de agua o aguas turbias
Necesita flujos turbulentos de agua
Peróxido de hidrógeno
3
También es un agente químico oxidante, de alta eficiencia en eliminar microorganismos.
Es totalmente inocuo y no produce sabores o aromas extraños
Puede blanquear frutas como berries u otras de buen color
Ácido peracético3 Fuerte agente químico
oxidante de acción efectiva.
Es totalmente inocuo y no produce sabores o aromas extraños
De mayor actividad a bajo pH.
Pobre actividad en pH elevado
Dióxido de cloro4 De alto poder
oxidante, su ión activo es el clorito.
Mayor acción en amplio espectro de pH
Alta actividad fungicida
Poco corrosivo
Mayor estabilidad ante materia orgánica
Poca residualidad
Menor efecto en pH alto
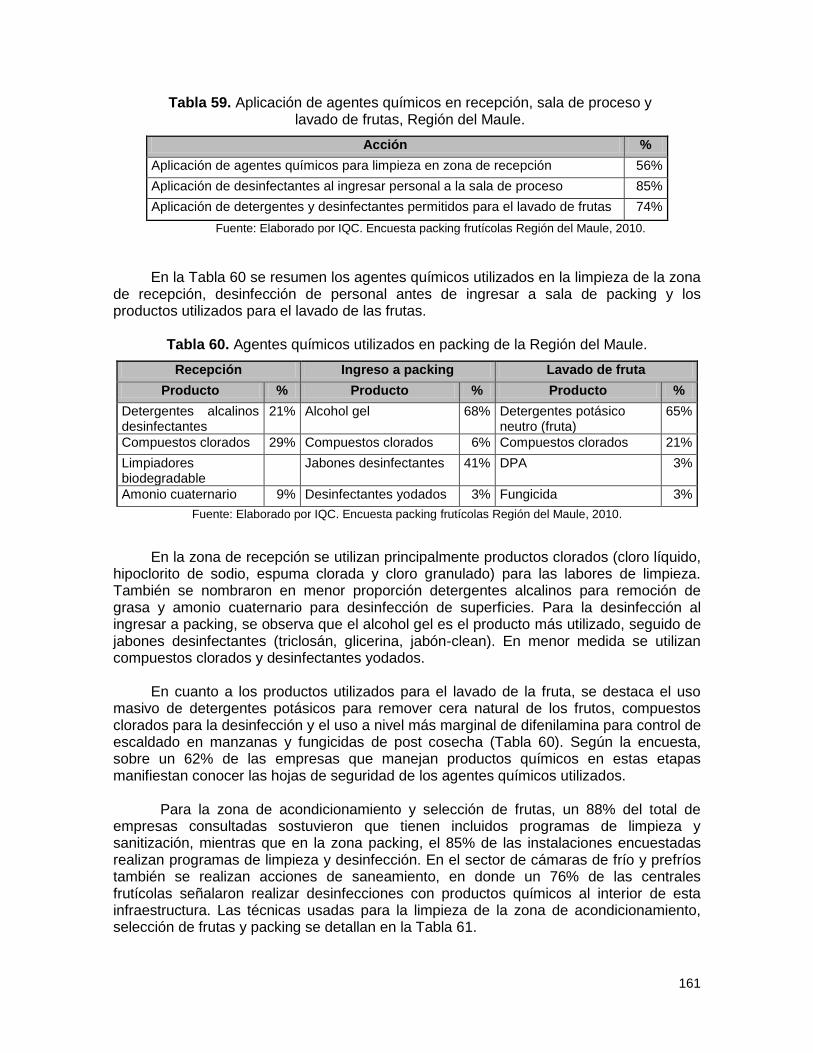
161
Tabla 59. Aplicación de agentes químicos en recepción, sala de proceso y lavado de frutas, Región del Maule.
Acción %
Aplicación de agentes químicos para limpieza en zona de recepción 56%
Aplicación de desinfectantes al ingresar personal a la sala de proceso 85%
Aplicación de detergentes y desinfectantes permitidos para el lavado de frutas 74%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
En la Tabla 60 se resumen los agentes químicos utilizados en la limpieza de la zona de recepción, desinfección de personal antes de ingresar a sala de packing y los productos utilizados para el lavado de las frutas.
Tabla 60. Agentes químicos utilizados en packing de la Región del Maule.
Recepción Ingreso a packing Lavado de fruta
Producto % Producto % Producto %
Detergentes alcalinos desinfectantes
21% Alcohol gel 68% Detergentes potásico neutro (fruta)
65%
Compuestos clorados 29% Compuestos clorados 6% Compuestos clorados 21%
Limpiadores biodegradable
Jabones desinfectantes 41% DPA 3%
Amonio cuaternario 9% Desinfectantes yodados 3% Fungicida 3%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
En la zona de recepción se utilizan principalmente productos clorados (cloro líquido, hipoclorito de sodio, espuma clorada y cloro granulado) para las labores de limpieza. También se nombraron en menor proporción detergentes alcalinos para remoción de grasa y amonio cuaternario para desinfección de superficies. Para la desinfección al ingresar a packing, se observa que el alcohol gel es el producto más utilizado, seguido de jabones desinfectantes (triclosán, glicerina, jabón-clean). En menor medida se utilizan compuestos clorados y desinfectantes yodados.
En cuanto a los productos utilizados para el lavado de la fruta, se destaca el uso
masivo de detergentes potásicos para remover cera natural de los frutos, compuestos clorados para la desinfección y el uso a nivel más marginal de difenilamina para control de escaldado en manzanas y fungicidas de post cosecha (Tabla 60). Según la encuesta, sobre un 62% de las empresas que manejan productos químicos en estas etapas manifiestan conocer las hojas de seguridad de los agentes químicos utilizados.
Para la zona de acondicionamiento y selección de frutas, un 88% del total de
empresas consultadas sostuvieron que tienen incluidos programas de limpieza y sanitización, mientras que en la zona packing, el 85% de las instalaciones encuestadas realizan programas de limpieza y desinfección. En el sector de cámaras de frío y prefríos también se realizan acciones de saneamiento, en donde un 76% de las centrales frutícolas señalaron realizar desinfecciones con productos químicos al interior de esta infraestructura. Las técnicas usadas para la limpieza de la zona de acondicionamiento, selección de frutas y packing se detallan en la Tabla 61.
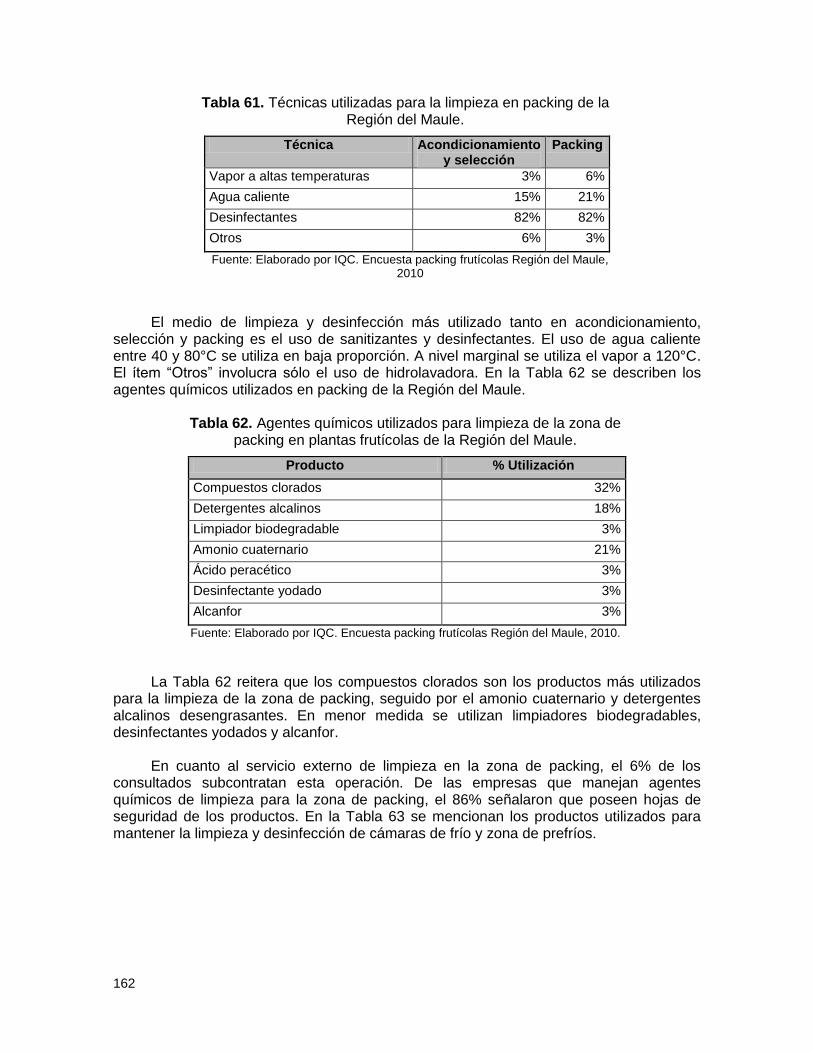
162
Tabla 61. Técnicas utilizadas para la limpieza en packing de la Región del Maule.
Técnica Acondicionamiento y selección
Packing
Vapor a altas temperaturas 3% 6%
Agua caliente 15% 21%
Desinfectantes 82% 82%
Otros 6% 3%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010
El medio de limpieza y desinfección más utilizado tanto en acondicionamiento, selección y packing es el uso de sanitizantes y desinfectantes. El uso de agua caliente entre 40 y 80°C se utiliza en baja proporción. A nivel marginal se utiliza el vapor a 120°C. El ítem “Otros” involucra sólo el uso de hidrolavadora. En la Tabla 62 se describen los agentes químicos utilizados en packing de la Región del Maule.
Tabla 62. Agentes químicos utilizados para limpieza de la zona de
packing en plantas frutícolas de la Región del Maule.
Producto % Utilización
Compuestos clorados 32%
Detergentes alcalinos 18%
Limpiador biodegradable 3%
Amonio cuaternario 21%
Ácido peracético 3%
Desinfectante yodado 3%
Alcanfor 3%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
La Tabla 62 reitera que los compuestos clorados son los productos más utilizados para la limpieza de la zona de packing, seguido por el amonio cuaternario y detergentes alcalinos desengrasantes. En menor medida se utilizan limpiadores biodegradables, desinfectantes yodados y alcanfor.
En cuanto al servicio externo de limpieza en la zona de packing, el 6% de los
consultados subcontratan esta operación. De las empresas que manejan agentes químicos de limpieza para la zona de packing, el 86% señalaron que poseen hojas de seguridad de los productos. En la Tabla 63 se mencionan los productos utilizados para mantener la limpieza y desinfección de cámaras de frío y zona de prefríos.
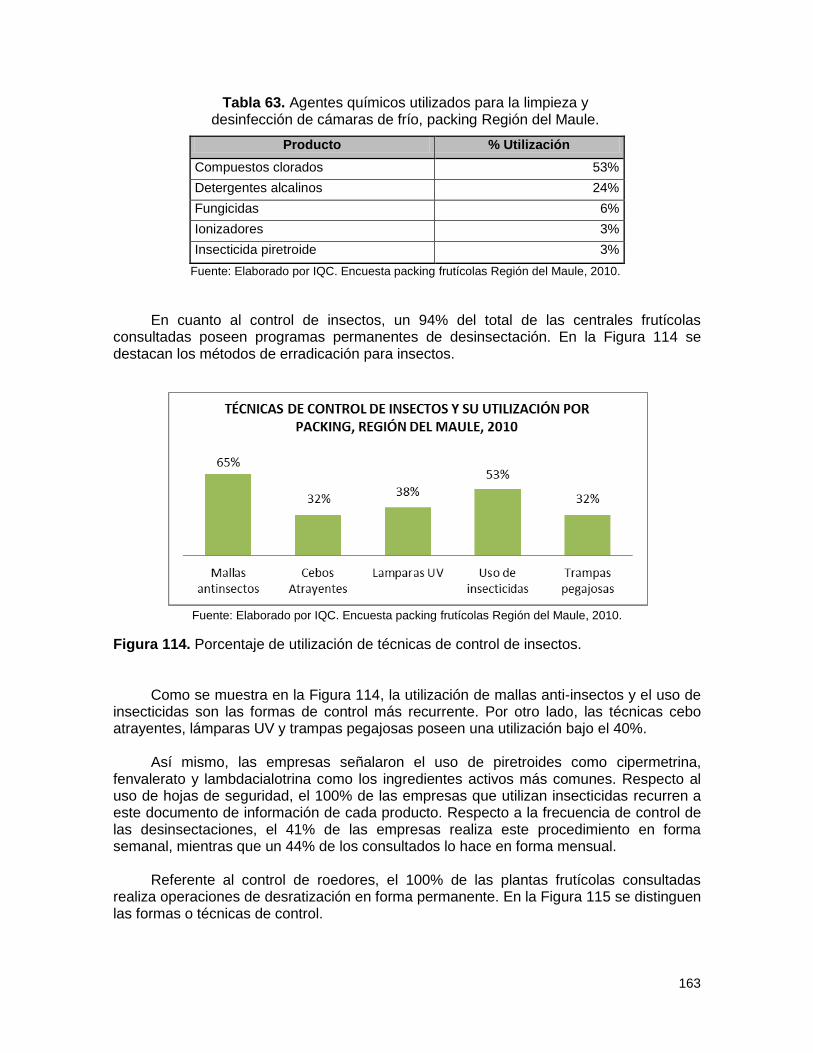
163
Tabla 63. Agentes químicos utilizados para la limpieza y desinfección de cámaras de frío, packing Región del Maule.
Producto % Utilización
Compuestos clorados 53%
Detergentes alcalinos 24%
Fungicidas 6%
Ionizadores 3%
Insecticida piretroide 3%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
En cuanto al control de insectos, un 94% del total de las centrales frutícolas consultadas poseen programas permanentes de desinsectación. En la Figura 114 se destacan los métodos de erradicación para insectos.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 114. Porcentaje de utilización de técnicas de control de insectos.
Como se muestra en la Figura 114, la utilización de mallas anti-insectos y el uso de insecticidas son las formas de control más recurrente. Por otro lado, las técnicas cebo atrayentes, lámparas UV y trampas pegajosas poseen una utilización bajo el 40%.
Así mismo, las empresas señalaron el uso de piretroides como cipermetrina,
fenvalerato y lambdacialotrina como los ingredientes activos más comunes. Respecto al uso de hojas de seguridad, el 100% de las empresas que utilizan insecticidas recurren a este documento de información de cada producto. Respecto a la frecuencia de control de las desinsectaciones, el 41% de las empresas realiza este procedimiento en forma semanal, mientras que un 44% de los consultados lo hace en forma mensual.
Referente al control de roedores, el 100% de las plantas frutícolas consultadas realiza operaciones de desratización en forma permanente. En la Figura 115 se distinguen las formas o técnicas de control.
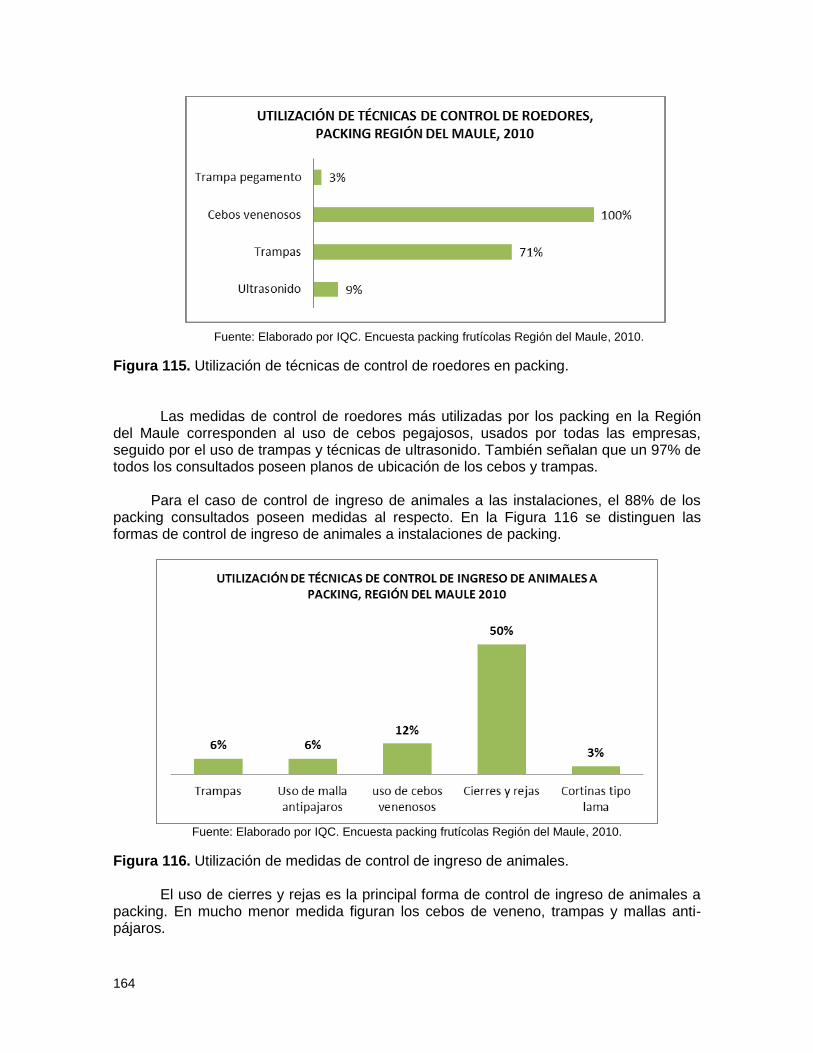
164
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 115. Utilización de técnicas de control de roedores en packing. Las medidas de control de roedores más utilizadas por los packing en la Región del Maule corresponden al uso de cebos pegajosos, usados por todas las empresas, seguido por el uso de trampas y técnicas de ultrasonido. También señalan que un 97% de todos los consultados poseen planos de ubicación de los cebos y trampas. Para el caso de control de ingreso de animales a las instalaciones, el 88% de los packing consultados poseen medidas al respecto. En la Figura 116 se distinguen las formas de control de ingreso de animales a instalaciones de packing.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 116. Utilización de medidas de control de ingreso de animales. El uso de cierres y rejas es la principal forma de control de ingreso de animales a packing. En mucho menor medida figuran los cebos de veneno, trampas y mallas anti-pájaros.
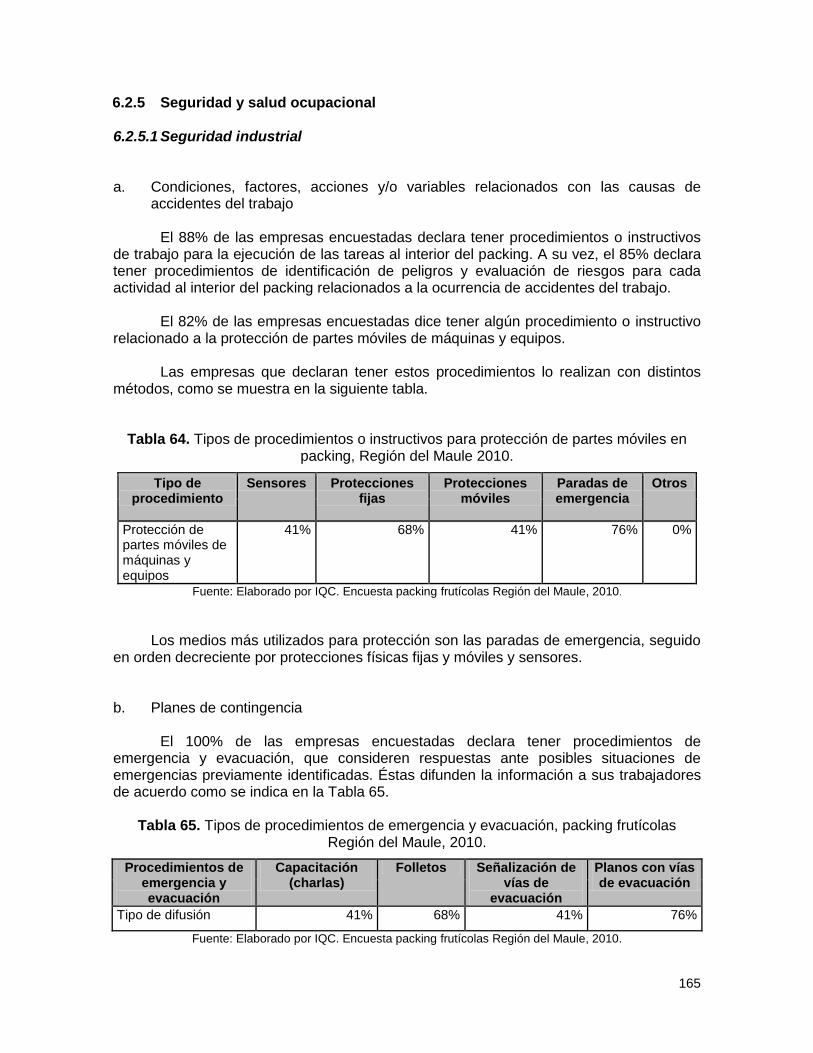
165
6.2.5 Seguridad y salud ocupacional 6.2.5.1 Seguridad industrial
a. Condiciones, factores, acciones y/o variables relacionados con las causas de accidentes del trabajo
El 88% de las empresas encuestadas declara tener procedimientos o instructivos
de trabajo para la ejecución de las tareas al interior del packing. A su vez, el 85% declara tener procedimientos de identificación de peligros y evaluación de riesgos para cada actividad al interior del packing relacionados a la ocurrencia de accidentes del trabajo.
El 82% de las empresas encuestadas dice tener algún procedimiento o instructivo
relacionado a la protección de partes móviles de máquinas y equipos. Las empresas que declaran tener estos procedimientos lo realizan con distintos
métodos, como se muestra en la siguiente tabla.
Tabla 64. Tipos de procedimientos o instructivos para protección de partes móviles en packing, Región del Maule 2010.
Tipo de procedimiento
Sensores Protecciones fijas
Protecciones móviles
Paradas de emergencia
Otros
Protección de partes móviles de máquinas y equipos
41% 68% 41% 76% 0%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Los medios más utilizados para protección son las paradas de emergencia, seguido en orden decreciente por protecciones físicas fijas y móviles y sensores. b. Planes de contingencia
El 100% de las empresas encuestadas declara tener procedimientos de
emergencia y evacuación, que consideren respuestas ante posibles situaciones de emergencias previamente identificadas. Éstas difunden la información a sus trabajadores de acuerdo como se indica en la Tabla 65.
Tabla 65. Tipos de procedimientos de emergencia y evacuación, packing frutícolas
Región del Maule, 2010.
Procedimientos de emergencia y evacuación
Capacitación (charlas)
Folletos Señalización de vías de
evacuación
Planos con vías de evacuación
Tipo de difusión 41% 68% 41% 76%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
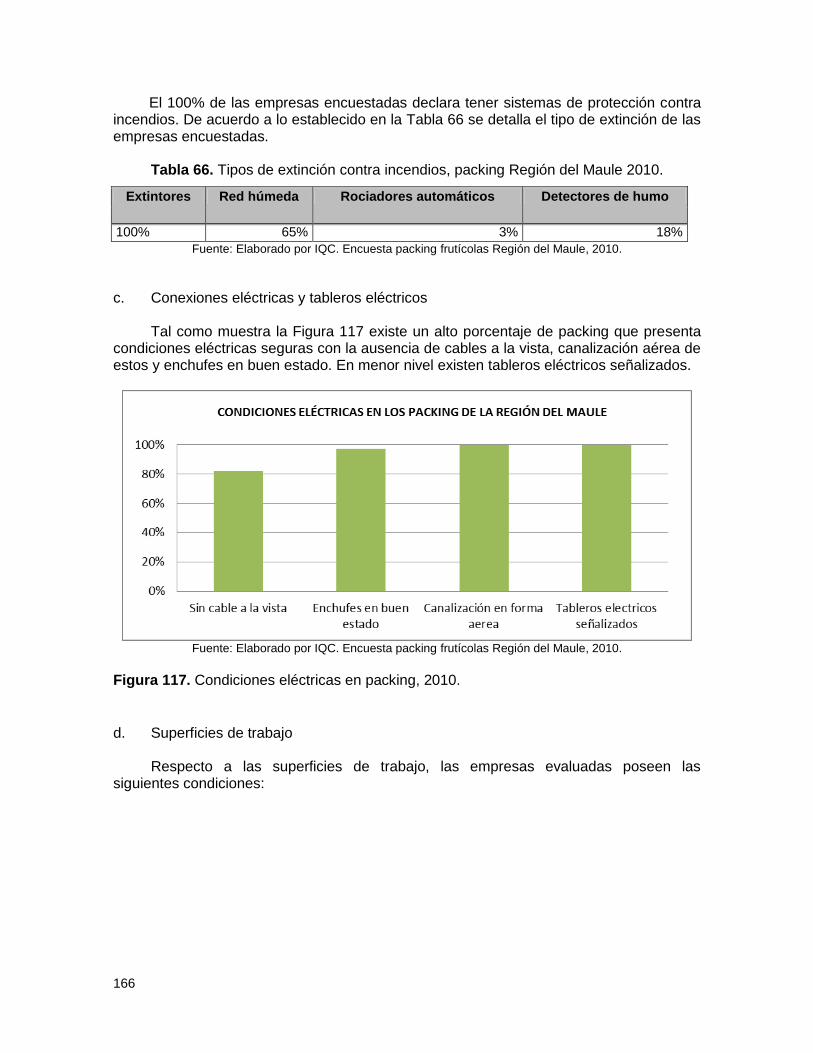
166
El 100% de las empresas encuestadas declara tener sistemas de protección contra incendios. De acuerdo a lo establecido en la Tabla 66 se detalla el tipo de extinción de las empresas encuestadas.
Tabla 66. Tipos de extinción contra incendios, packing Región del Maule 2010.
Extintores Red húmeda Rociadores automáticos Detectores de humo
100% 65% 3% 18%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
c. Conexiones eléctricas y tableros eléctricos
Tal como muestra la Figura 117 existe un alto porcentaje de packing que presenta
condiciones eléctricas seguras con la ausencia de cables a la vista, canalización aérea de estos y enchufes en buen estado. En menor nivel existen tableros eléctricos señalizados.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 117. Condiciones eléctricas en packing, 2010.
d. Superficies de trabajo
Respecto a las superficies de trabajo, las empresas evaluadas poseen las
siguientes condiciones:
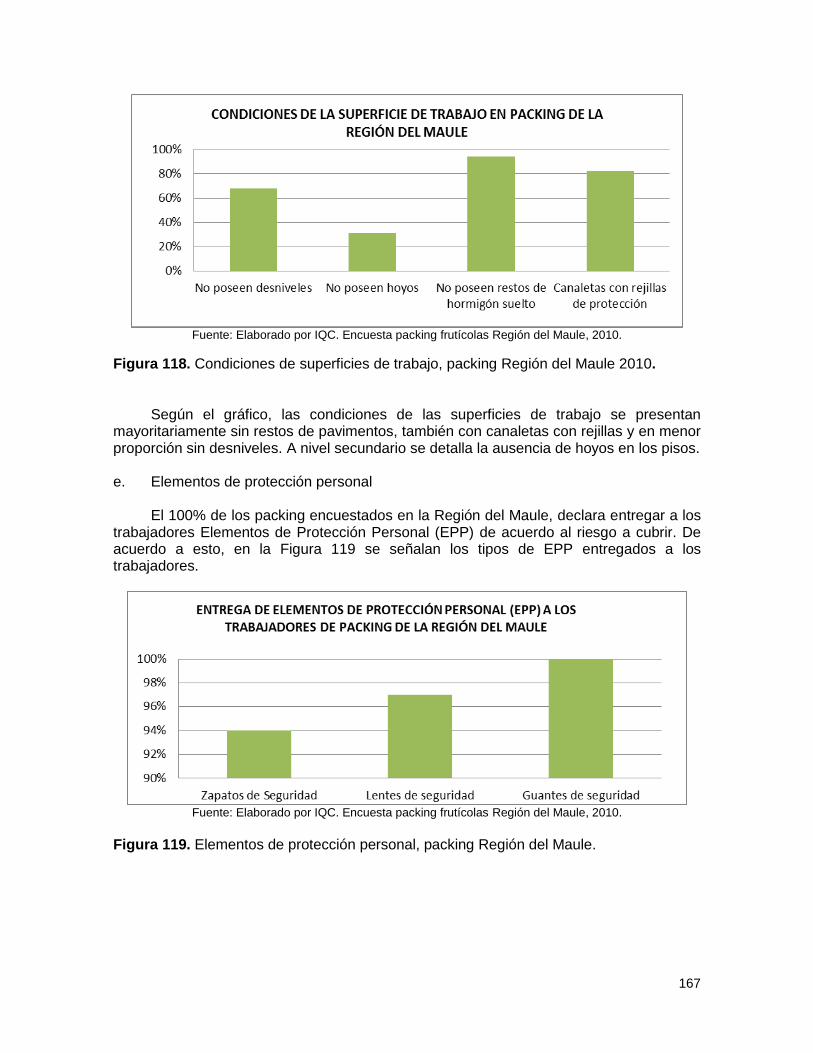
167
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 118. Condiciones de superficies de trabajo, packing Región del Maule 2010. Según el gráfico, las condiciones de las superficies de trabajo se presentan
mayoritariamente sin restos de pavimentos, también con canaletas con rejillas y en menor proporción sin desniveles. A nivel secundario se detalla la ausencia de hoyos en los pisos. e. Elementos de protección personal
El 100% de los packing encuestados en la Región del Maule, declara entregar a los trabajadores Elementos de Protección Personal (EPP) de acuerdo al riesgo a cubrir. De acuerdo a esto, en la Figura 119 se señalan los tipos de EPP entregados a los trabajadores.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 119. Elementos de protección personal, packing Región del Maule.
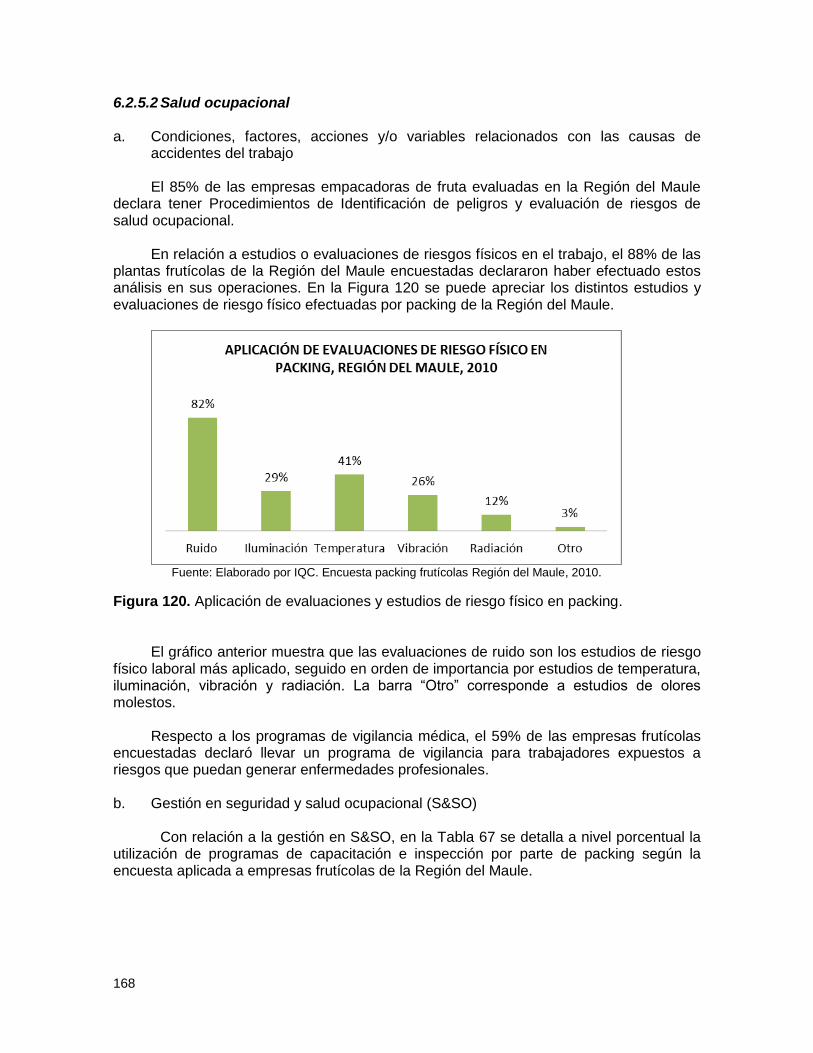
168
6.2.5.2 Salud ocupacional a. Condiciones, factores, acciones y/o variables relacionados con las causas de
accidentes del trabajo
El 85% de las empresas empacadoras de fruta evaluadas en la Región del Maule declara tener Procedimientos de Identificación de peligros y evaluación de riesgos de salud ocupacional.
En relación a estudios o evaluaciones de riesgos físicos en el trabajo, el 88% de las
plantas frutícolas de la Región del Maule encuestadas declararon haber efectuado estos análisis en sus operaciones. En la Figura 120 se puede apreciar los distintos estudios y evaluaciones de riesgo físico efectuadas por packing de la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 120. Aplicación de evaluaciones y estudios de riesgo físico en packing.
El gráfico anterior muestra que las evaluaciones de ruido son los estudios de riesgo físico laboral más aplicado, seguido en orden de importancia por estudios de temperatura, iluminación, vibración y radiación. La barra “Otro” corresponde a estudios de olores molestos.
Respecto a los programas de vigilancia médica, el 59% de las empresas frutícolas encuestadas declaró llevar un programa de vigilancia para trabajadores expuestos a riesgos que puedan generar enfermedades profesionales.
b. Gestión en seguridad y salud ocupacional (S&SO)
Con relación a la gestión en S&SO, en la Tabla 67 se detalla a nivel porcentual la
utilización de programas de capacitación e inspección por parte de packing según la encuesta aplicada a empresas frutícolas de la Región del Maule.
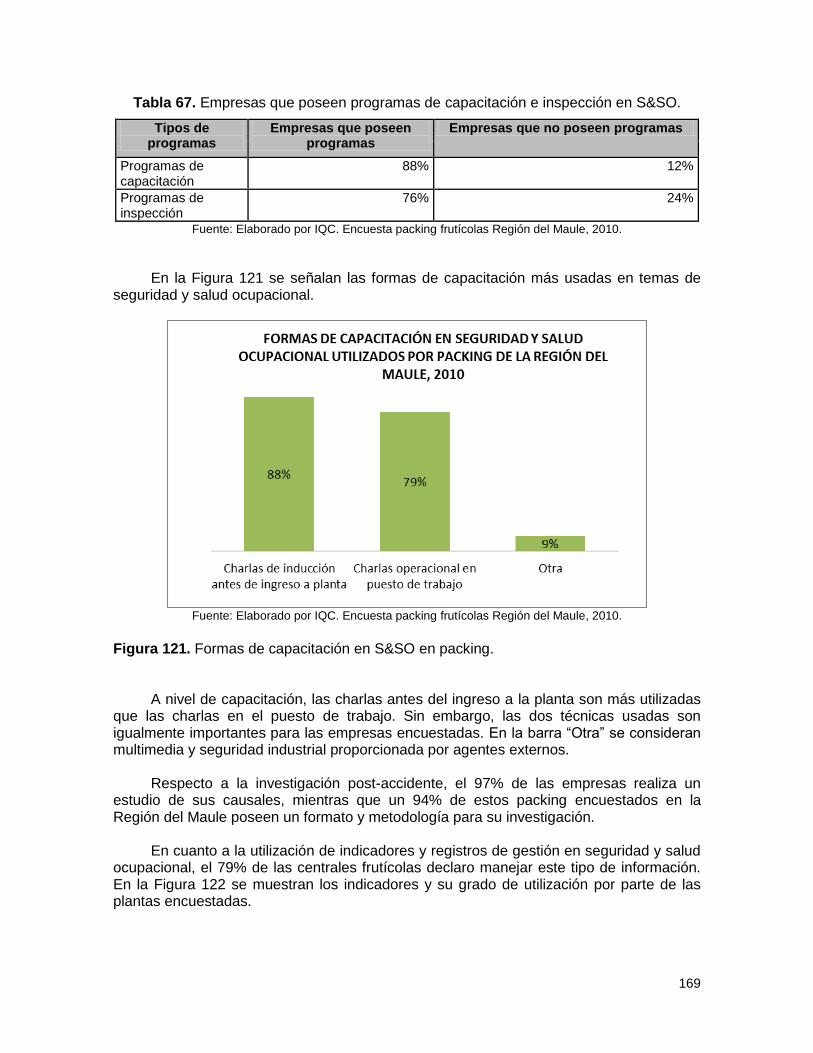
169
Tabla 67. Empresas que poseen programas de capacitación e inspección en S&SO.
Tipos de programas
Empresas que poseen programas
Empresas que no poseen programas
Programas de capacitación
88% 12%
Programas de inspección
76% 24%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
En la Figura 121 se señalan las formas de capacitación más usadas en temas de seguridad y salud ocupacional.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 121. Formas de capacitación en S&SO en packing.
A nivel de capacitación, las charlas antes del ingreso a la planta son más utilizadas que las charlas en el puesto de trabajo. Sin embargo, las dos técnicas usadas son igualmente importantes para las empresas encuestadas. En la barra “Otra” se consideran multimedia y seguridad industrial proporcionada por agentes externos.
Respecto a la investigación post-accidente, el 97% de las empresas realiza un
estudio de sus causales, mientras que un 94% de estos packing encuestados en la Región del Maule poseen un formato y metodología para su investigación.
En cuanto a la utilización de indicadores y registros de gestión en seguridad y salud
ocupacional, el 79% de las centrales frutícolas declaro manejar este tipo de información. En la Figura 122 se muestran los indicadores y su grado de utilización por parte de las plantas encuestadas.
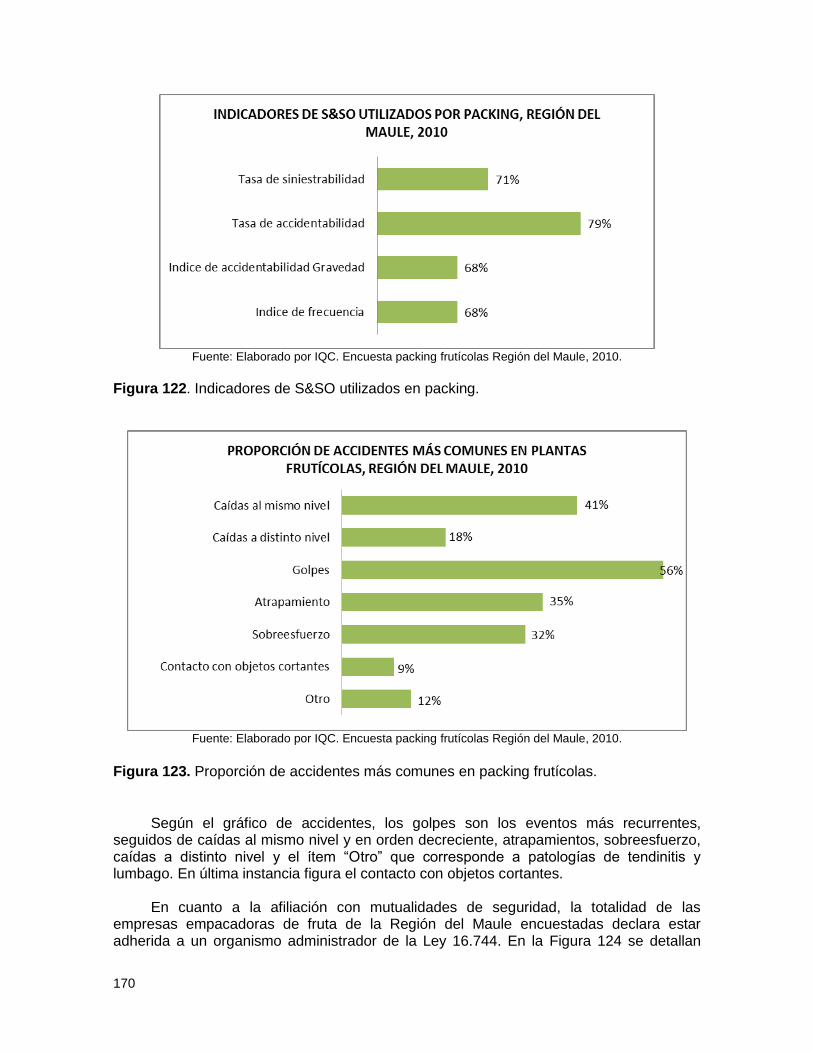
170
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 122. Indicadores de S&SO utilizados en packing.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 123. Proporción de accidentes más comunes en packing frutícolas.
Según el gráfico de accidentes, los golpes son los eventos más recurrentes, seguidos de caídas al mismo nivel y en orden decreciente, atrapamientos, sobreesfuerzo, caídas a distinto nivel y el ítem “Otro” que corresponde a patologías de tendinitis y lumbago. En última instancia figura el contacto con objetos cortantes.
En cuanto a la afiliación con mutualidades de seguridad, la totalidad de las
empresas empacadoras de fruta de la Región del Maule encuestadas declara estar adherida a un organismo administrador de la Ley 16.744. En la Figura 124 se detallan
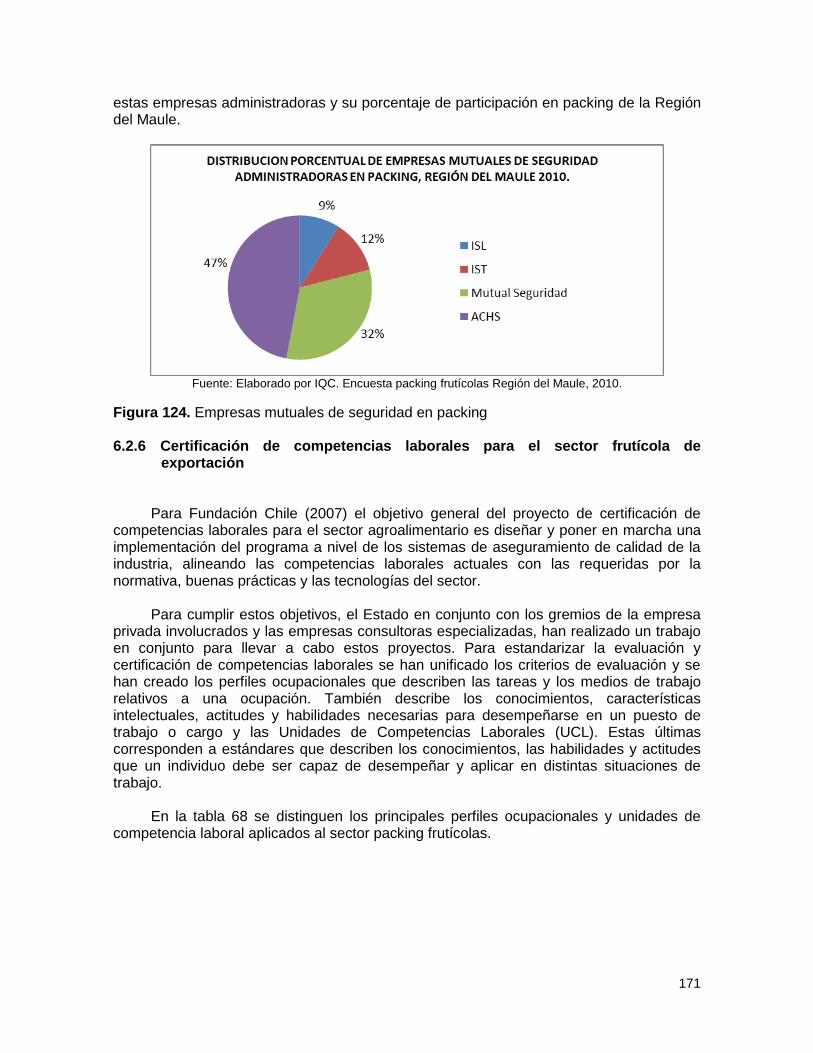
171
estas empresas administradoras y su porcentaje de participación en packing de la Región del Maule.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 124. Empresas mutuales de seguridad en packing 6.2.6 Certificación de competencias laborales para el sector frutícola de
exportación Para Fundación Chile (2007) el objetivo general del proyecto de certificación de
competencias laborales para el sector agroalimentario es diseñar y poner en marcha una implementación del programa a nivel de los sistemas de aseguramiento de calidad de la industria, alineando las competencias laborales actuales con las requeridas por la normativa, buenas prácticas y las tecnologías del sector.
Para cumplir estos objetivos, el Estado en conjunto con los gremios de la empresa
privada involucrados y las empresas consultoras especializadas, han realizado un trabajo en conjunto para llevar a cabo estos proyectos. Para estandarizar la evaluación y certificación de competencias laborales se han unificado los criterios de evaluación y se han creado los perfiles ocupacionales que describen las tareas y los medios de trabajo relativos a una ocupación. También describe los conocimientos, características intelectuales, actitudes y habilidades necesarias para desempeñarse en un puesto de trabajo o cargo y las Unidades de Competencias Laborales (UCL). Estas últimas corresponden a estándares que describen los conocimientos, las habilidades y actitudes que un individuo debe ser capaz de desempeñar y aplicar en distintas situaciones de trabajo.
En la tabla 68 se distinguen los principales perfiles ocupacionales y unidades de
competencia laboral aplicados al sector packing frutícolas.
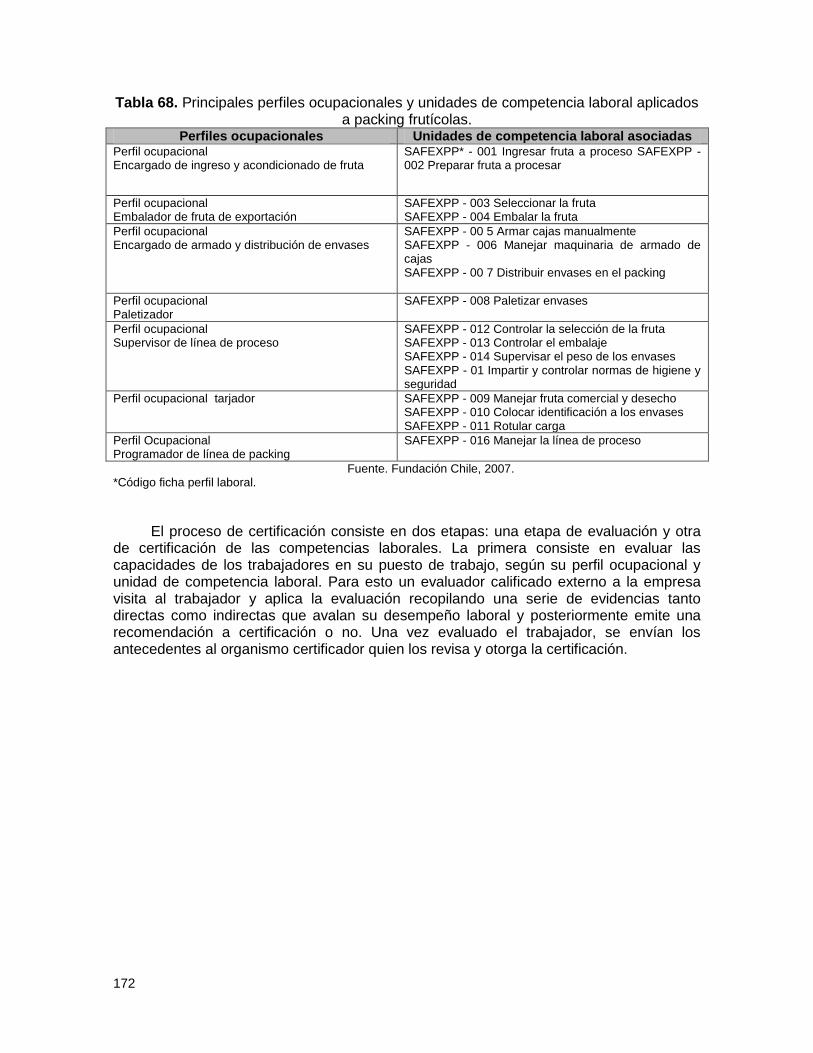
172
Tabla 68. Principales perfiles ocupacionales y unidades de competencia laboral aplicados a packing frutícolas.
Perfiles ocupacionales Unidades de competencia laboral asociadas Perfil ocupacional Encargado de ingreso y acondicionado de fruta
SAFEXPP* - 001 Ingresar fruta a proceso SAFEXPP - 002 Preparar fruta a procesar
Perfil ocupacional Embalador de fruta de exportación
SAFEXPP - 003 Seleccionar la fruta SAFEXPP - 004 Embalar la fruta
Perfil ocupacional Encargado de armado y distribución de envases
SAFEXPP - 00 5 Armar cajas manualmente SAFEXPP - 006 Manejar maquinaria de armado de cajas SAFEXPP - 00 7 Distribuir envases en el packing
Perfil ocupacional Paletizador
SAFEXPP - 008 Paletizar envases
Perfil ocupacional Supervisor de línea de proceso
SAFEXPP - 012 Controlar la selección de la fruta SAFEXPP - 013 Controlar el embalaje SAFEXPP - 014 Supervisar el peso de los envases SAFEXPP - 01 Impartir y controlar normas de higiene y seguridad
Perfil ocupacional tarjador SAFEXPP - 009 Manejar fruta comercial y desecho SAFEXPP - 010 Colocar identificación a los envases SAFEXPP - 011 Rotular carga
Perfil Ocupacional Programador de línea de packing
SAFEXPP - 016 Manejar la línea de proceso
Fuente. Fundación Chile, 2007. *Código ficha perfil laboral.
El proceso de certificación consiste en dos etapas: una etapa de evaluación y otra
de certificación de las competencias laborales. La primera consiste en evaluar las capacidades de los trabajadores en su puesto de trabajo, según su perfil ocupacional y unidad de competencia laboral. Para esto un evaluador calificado externo a la empresa visita al trabajador y aplica la evaluación recopilando una serie de evidencias tanto directas como indirectas que avalan su desempeño laboral y posteriormente emite una recomendación a certificación o no. Una vez evaluado el trabajador, se envían los antecedentes al organismo certificador quien los revisa y otorga la certificación.
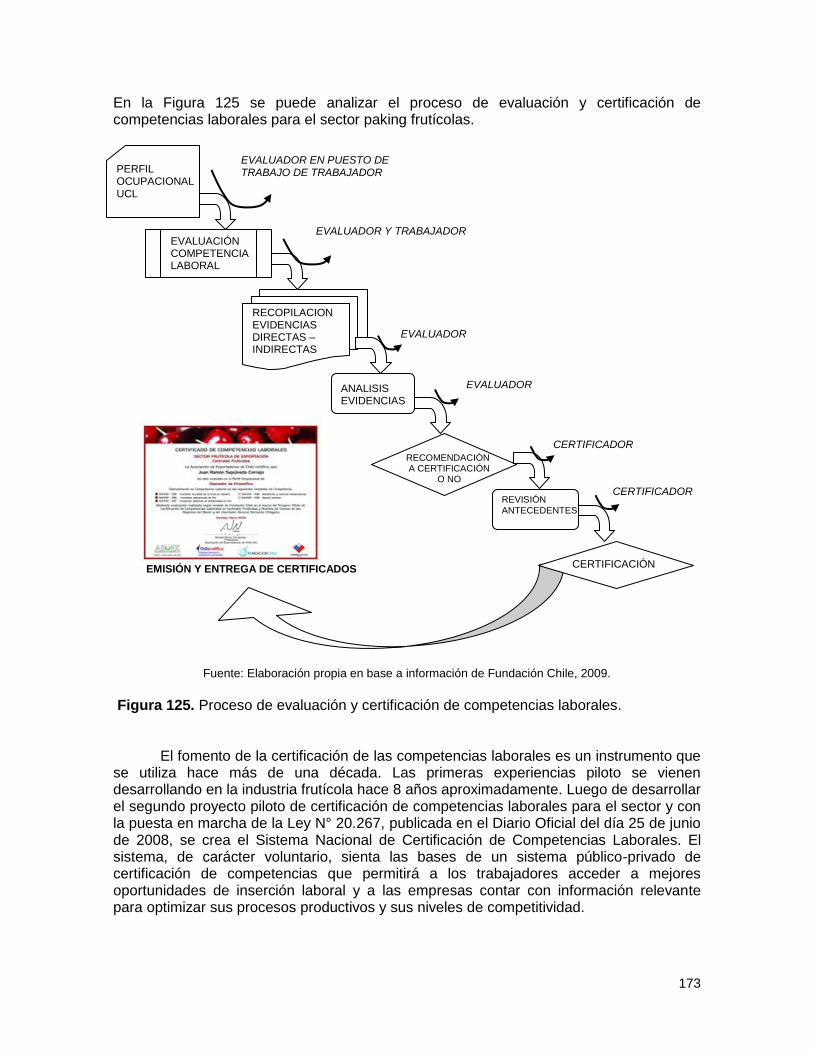
173
En la Figura 125 se puede analizar el proceso de evaluación y certificación de competencias laborales para el sector paking frutícolas.
Fuente: Elaboración propia en base a información de Fundación Chile, 2009.
Figura 125. Proceso de evaluación y certificación de competencias laborales. El fomento de la certificación de las competencias laborales es un instrumento que se utiliza hace más de una década. Las primeras experiencias piloto se vienen desarrollando en la industria frutícola hace 8 años aproximadamente. Luego de desarrollar el segundo proyecto piloto de certificación de competencias laborales para el sector y con la puesta en marcha de la Ley N° 20.267, publicada en el Diario Oficial del día 25 de junio de 2008, se crea el Sistema Nacional de Certificación de Competencias Laborales. El sistema, de carácter voluntario, sienta las bases de un sistema público-privado de certificación de competencias que permitirá a los trabajadores acceder a mejores oportunidades de inserción laboral y a las empresas contar con información relevante para optimizar sus procesos productivos y sus niveles de competitividad.
PERFIL OCUPACIONAL UCL
EVALUACIÓN COMPETENCIA LABORAL
RECOPILACION EVIDENCIAS DIRECTAS – INDIRECTAS
ANALISIS EVIDENCIAS
RECOMENDACIÓN A CERTIFICACIÓN
O NO
REVISIÓN ANTECEDENTES
CERTIFICACIÓN
EVALUADOR EN PUESTO DE TRABAJO DE TRABAJADOR
EVALUADOR Y TRABAJADOR
EVALUADOR
EVALUADOR
CERTIFICADOR
CERTIFICADOR
EMISIÓN Y ENTREGA DE CERTIFICADOS
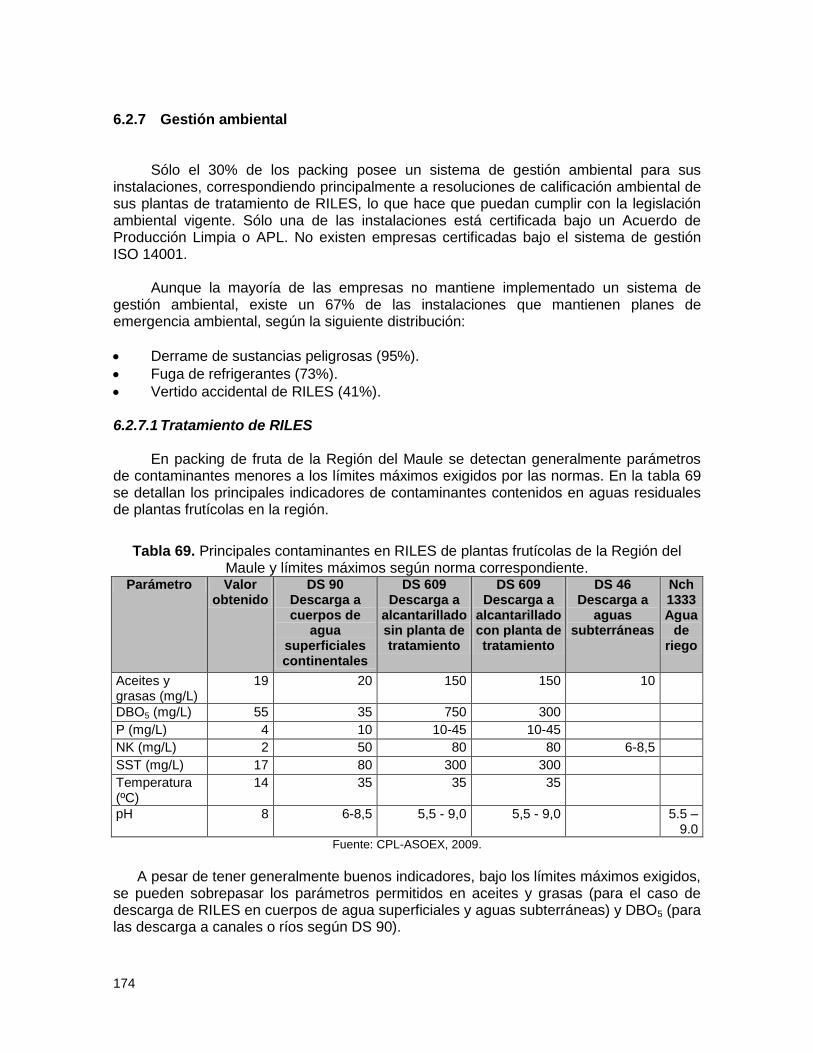
174
6.2.7 Gestión ambiental
Sólo el 30% de los packing posee un sistema de gestión ambiental para sus instalaciones, correspondiendo principalmente a resoluciones de calificación ambiental de sus plantas de tratamiento de RILES, lo que hace que puedan cumplir con la legislación ambiental vigente. Sólo una de las instalaciones está certificada bajo un Acuerdo de Producción Limpia o APL. No existen empresas certificadas bajo el sistema de gestión ISO 14001.
Aunque la mayoría de las empresas no mantiene implementado un sistema de
gestión ambiental, existe un 67% de las instalaciones que mantienen planes de emergencia ambiental, según la siguiente distribución:
Derrame de sustancias peligrosas (95%).
Fuga de refrigerantes (73%).
Vertido accidental de RILES (41%).
6.2.7.1 Tratamiento de RILES
En packing de fruta de la Región del Maule se detectan generalmente parámetros de contaminantes menores a los límites máximos exigidos por las normas. En la tabla 69 se detallan los principales indicadores de contaminantes contenidos en aguas residuales de plantas frutícolas en la región.
Tabla 69. Principales contaminantes en RILES de plantas frutícolas de la Región del Maule y límites máximos según norma correspondiente.
Parámetro Valor obtenido
DS 90 Descarga a cuerpos de
agua superficiales continentales
DS 609 Descarga a
alcantarillado sin planta de tratamiento
DS 609 Descarga a
alcantarillado con planta de tratamiento
DS 46 Descarga a
aguas subterráneas
Nch 1333 Agua
de riego
Aceites y grasas (mg/L)
19 20 150 150 10
DBO5 (mg/L) 55 35 750 300
P (mg/L) 4 10 10-45 10-45
NK (mg/L) 2 50 80 80 6-8,5
SST (mg/L) 17 80 300 300
Temperatura (ºC)
14 35 35 35
pH 8 6-8,5 5,5 - 9,0 5,5 - 9,0 5.5 – 9.0
Fuente: CPL-ASOEX, 2009.
A pesar de tener generalmente buenos indicadores, bajo los límites máximos exigidos,
se pueden sobrepasar los parámetros permitidos en aceites y grasas (para el caso de descarga de RILES en cuerpos de agua superficiales y aguas subterráneas) y DBO5 (para las descarga a canales o ríos según DS 90).
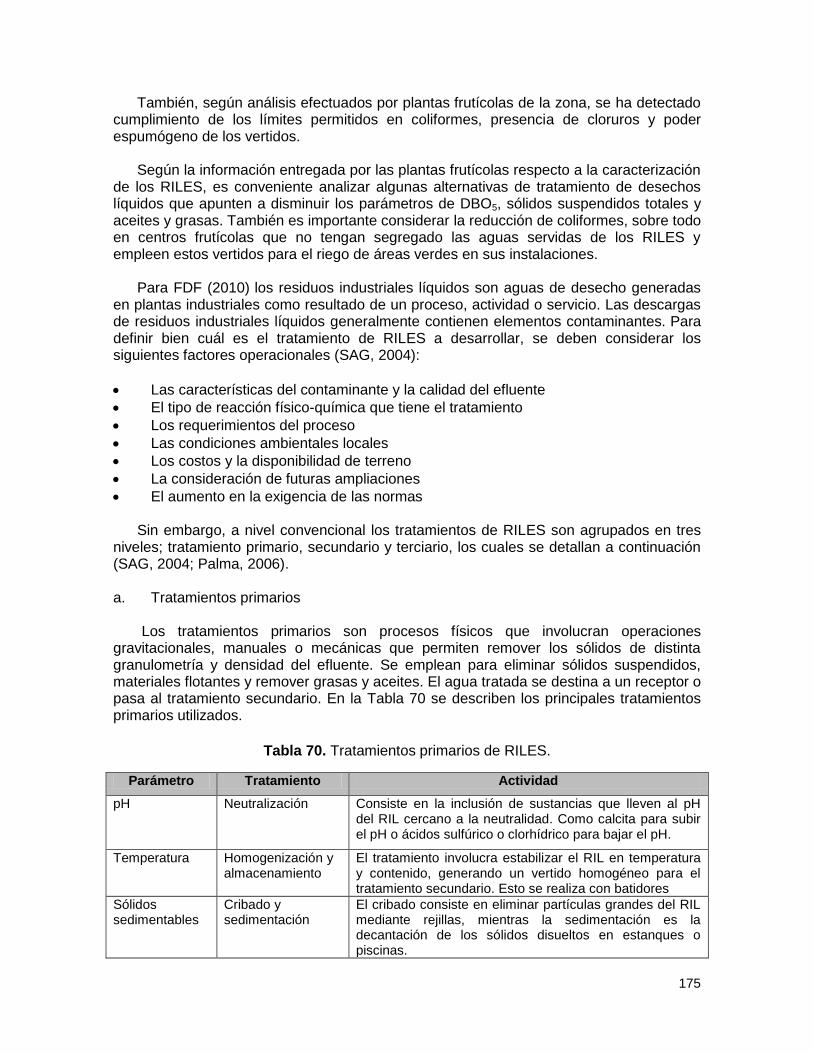
175
También, según análisis efectuados por plantas frutícolas de la zona, se ha detectado cumplimiento de los límites permitidos en coliformes, presencia de cloruros y poder espumógeno de los vertidos.
Según la información entregada por las plantas frutícolas respecto a la caracterización
de los RILES, es conveniente analizar algunas alternativas de tratamiento de desechos líquidos que apunten a disminuir los parámetros de DBO5, sólidos suspendidos totales y aceites y grasas. También es importante considerar la reducción de coliformes, sobre todo en centros frutícolas que no tengan segregado las aguas servidas de los RILES y empleen estos vertidos para el riego de áreas verdes en sus instalaciones.
Para FDF (2010) los residuos industriales líquidos son aguas de desecho generadas en plantas industriales como resultado de un proceso, actividad o servicio. Las descargas de residuos industriales líquidos generalmente contienen elementos contaminantes. Para definir bien cuál es el tratamiento de RILES a desarrollar, se deben considerar los siguientes factores operacionales (SAG, 2004):
Las características del contaminante y la calidad del efluente
El tipo de reacción físico-química que tiene el tratamiento
Los requerimientos del proceso
Las condiciones ambientales locales
Los costos y la disponibilidad de terreno
La consideración de futuras ampliaciones
El aumento en la exigencia de las normas
Sin embargo, a nivel convencional los tratamientos de RILES son agrupados en tres niveles; tratamiento primario, secundario y terciario, los cuales se detallan a continuación (SAG, 2004; Palma, 2006). a. Tratamientos primarios
Los tratamientos primarios son procesos físicos que involucran operaciones
gravitacionales, manuales o mecánicas que permiten remover los sólidos de distinta granulometría y densidad del efluente. Se emplean para eliminar sólidos suspendidos, materiales flotantes y remover grasas y aceites. El agua tratada se destina a un receptor o pasa al tratamiento secundario. En la Tabla 70 se describen los principales tratamientos primarios utilizados.
Tabla 70. Tratamientos primarios de RILES.
Parámetro Tratamiento Actividad
pH Neutralización Consiste en la inclusión de sustancias que lleven al pH del RIL cercano a la neutralidad. Como calcita para subir el pH o ácidos sulfúrico o clorhídrico para bajar el pH.
Temperatura Homogenización y almacenamiento
El tratamiento involucra estabilizar el RIL en temperatura y contenido, generando un vertido homogéneo para el tratamiento secundario. Esto se realiza con batidores
Sólidos sedimentables
Cribado y sedimentación
El cribado consiste en eliminar partículas grandes del RIL mediante rejillas, mientras la sedimentación es la decantación de los sólidos disueltos en estanques o piscinas.
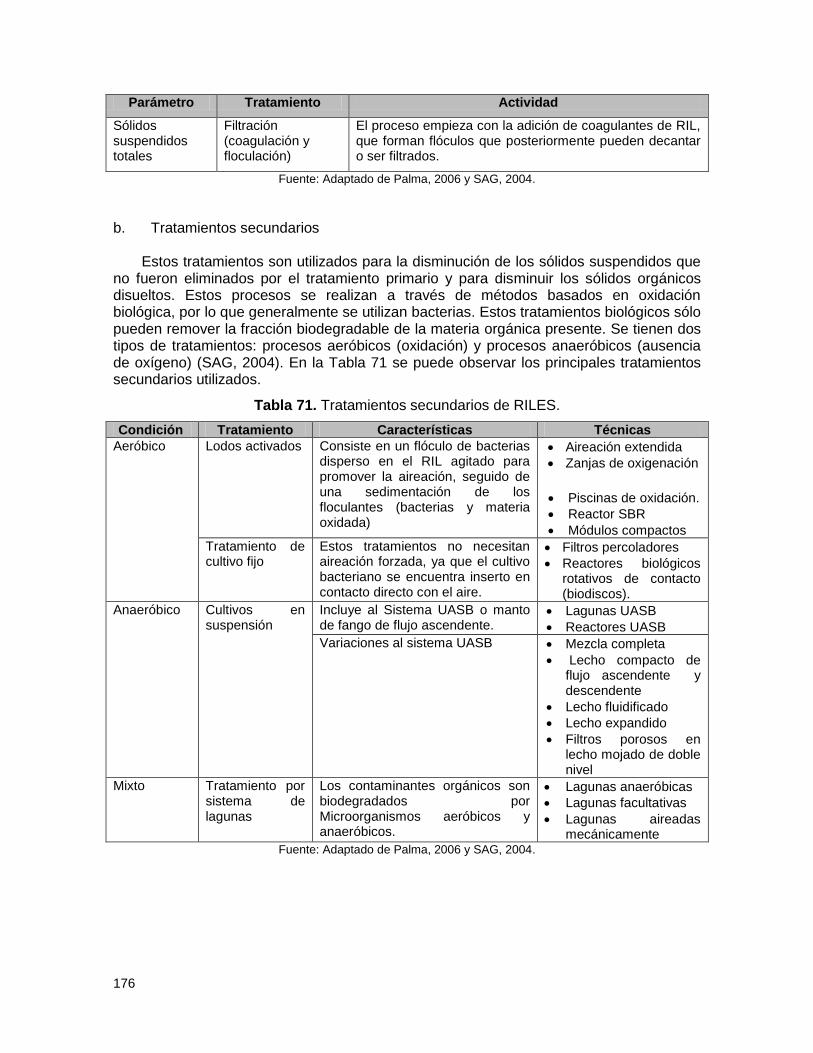
176
Parámetro Tratamiento Actividad
Sólidos suspendidos totales
Filtración (coagulación y floculación)
El proceso empieza con la adición de coagulantes de RIL, que forman flóculos que posteriormente pueden decantar o ser filtrados.
Fuente: Adaptado de Palma, 2006 y SAG, 2004. b. Tratamientos secundarios
Estos tratamientos son utilizados para la disminución de los sólidos suspendidos que no fueron eliminados por el tratamiento primario y para disminuir los sólidos orgánicos disueltos. Estos procesos se realizan a través de métodos basados en oxidación biológica, por lo que generalmente se utilizan bacterias. Estos tratamientos biológicos sólo pueden remover la fracción biodegradable de la materia orgánica presente. Se tienen dos tipos de tratamientos: procesos aeróbicos (oxidación) y procesos anaeróbicos (ausencia de oxígeno) (SAG, 2004). En la Tabla 71 se puede observar los principales tratamientos secundarios utilizados.
Tabla 71. Tratamientos secundarios de RILES.
Condición Tratamiento Características Técnicas
Aeróbico Lodos activados Consiste en un flóculo de bacterias disperso en el RIL agitado para promover la aireación, seguido de una sedimentación de los floculantes (bacterias y materia oxidada)
Aireación extendida
Zanjas de oxigenación
Piscinas de oxidación.
Reactor SBR
Módulos compactos
Tratamiento de cultivo fijo
Estos tratamientos no necesitan aireación forzada, ya que el cultivo bacteriano se encuentra inserto en contacto directo con el aire.
Filtros percoladores
Reactores biológicos rotativos de contacto (biodiscos).
Anaeróbico Cultivos en suspensión
Incluye al Sistema UASB o manto de fango de flujo ascendente.
Lagunas UASB
Reactores UASB
Variaciones al sistema UASB Mezcla completa
Lecho compacto de flujo ascendente y descendente
Lecho fluidificado
Lecho expandido
Filtros porosos en lecho mojado de doble nivel
Mixto Tratamiento por sistema de lagunas
Los contaminantes orgánicos son biodegradados por Microorganismos aeróbicos y anaeróbicos.
Lagunas anaeróbicas
Lagunas facultativas
Lagunas aireadas mecánicamente
Fuente: Adaptado de Palma, 2006 y SAG, 2004.
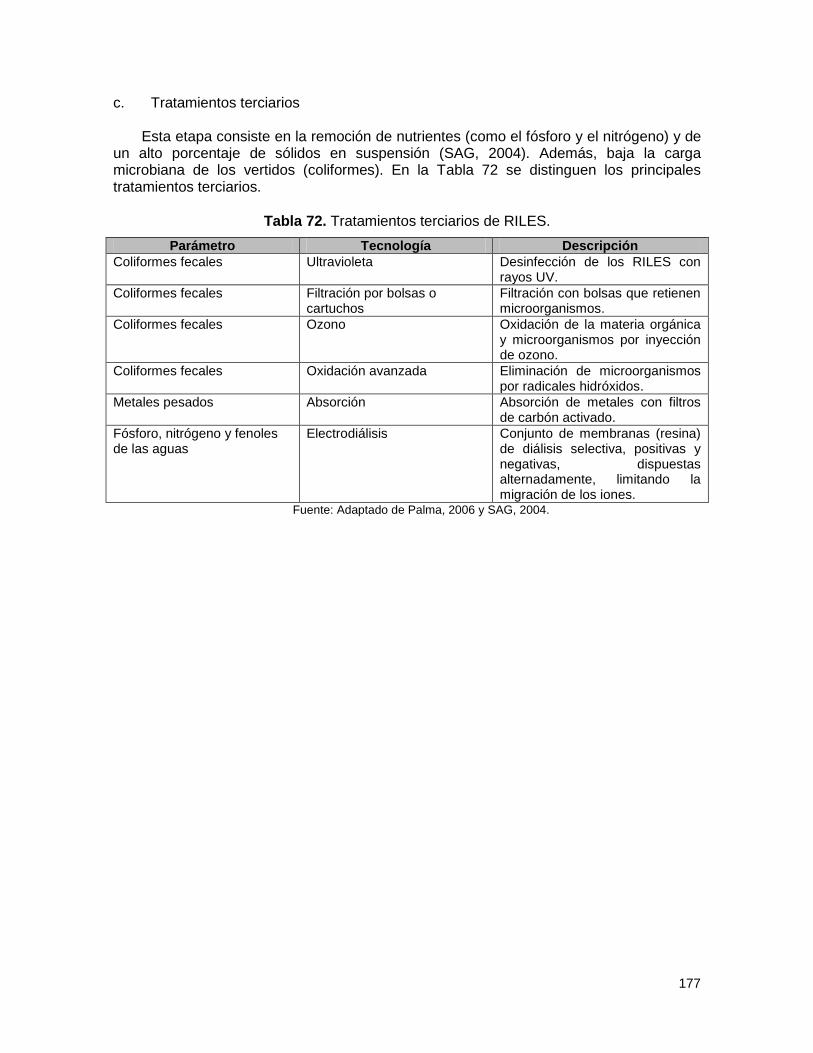
177
c. Tratamientos terciarios
Esta etapa consiste en la remoción de nutrientes (como el fósforo y el nitrógeno) y de un alto porcentaje de sólidos en suspensión (SAG, 2004). Además, baja la carga microbiana de los vertidos (coliformes). En la Tabla 72 se distinguen los principales tratamientos terciarios.
Tabla 72. Tratamientos terciarios de RILES.
Parámetro Tecnología Descripción
Coliformes fecales Ultravioleta Desinfección de los RILES con rayos UV.
Coliformes fecales Filtración por bolsas o cartuchos
Filtración con bolsas que retienen microorganismos.
Coliformes fecales Ozono Oxidación de la materia orgánica y microorganismos por inyección de ozono.
Coliformes fecales Oxidación avanzada Eliminación de microorganismos por radicales hidróxidos.
Metales pesados Absorción Absorción de metales con filtros de carbón activado.
Fósforo, nitrógeno y fenoles de las aguas
Electrodiálisis Conjunto de membranas (resina) de diálisis selectiva, positivas y negativas, dispuestas alternadamente, limitando la migración de los iones.
Fuente: Adaptado de Palma, 2006 y SAG, 2004.

178
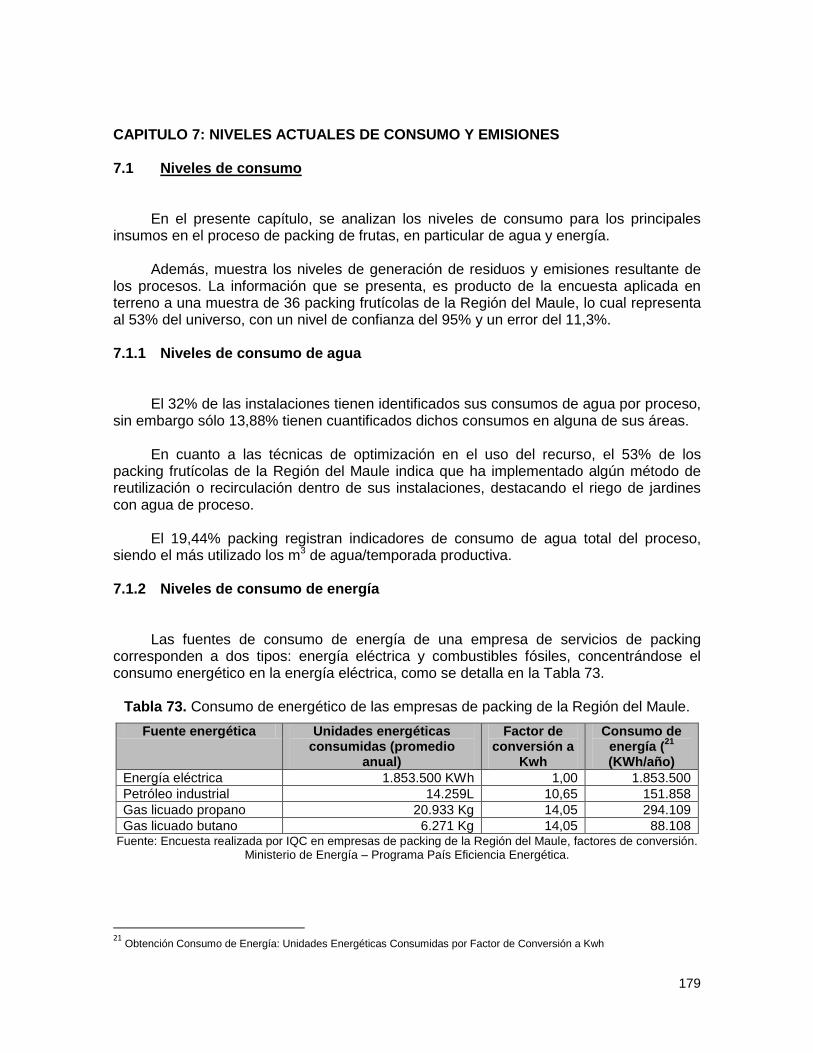
179
CAPITULO 7: NIVELES ACTUALES DE CONSUMO Y EMISIONES
7.1 Niveles de consumo
En el presente capítulo, se analizan los niveles de consumo para los principales insumos en el proceso de packing de frutas, en particular de agua y energía.
Además, muestra los niveles de generación de residuos y emisiones resultante de
los procesos. La información que se presenta, es producto de la encuesta aplicada en terreno a una muestra de 36 packing frutícolas de la Región del Maule, lo cual representa al 53% del universo, con un nivel de confianza del 95% y un error del 11,3%.
7.1.1 Niveles de consumo de agua
El 32% de las instalaciones tienen identificados sus consumos de agua por proceso,
sin embargo sólo 13,88% tienen cuantificados dichos consumos en alguna de sus áreas. En cuanto a las técnicas de optimización en el uso del recurso, el 53% de los
packing frutícolas de la Región del Maule indica que ha implementado algún método de reutilización o recirculación dentro de sus instalaciones, destacando el riego de jardines con agua de proceso.
El 19,44% packing registran indicadores de consumo de agua total del proceso,
siendo el más utilizado los m3 de agua/temporada productiva.
7.1.2 Niveles de consumo de energía Las fuentes de consumo de energía de una empresa de servicios de packing
corresponden a dos tipos: energía eléctrica y combustibles fósiles, concentrándose el consumo energético en la energía eléctrica, como se detalla en la Tabla 73.
Tabla 73. Consumo de energético de las empresas de packing de la Región del Maule.
Fuente energética Unidades energéticas consumidas (promedio
anual)
Factor de conversión a
Kwh
Consumo de energía (
21
(KWh/año)
Energía eléctrica 1.853.500 KWh 1,00 1.853.500
Petróleo industrial 14.259L 10,65 151.858
Gas licuado propano 20.933 Kg 14,05 294.109
Gas licuado butano 6.271 Kg 14,05 88.108 Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule, factores de conversión.
Ministerio de Energía – Programa País Eficiencia Energética.
21
Obtención Consumo de Energía: Unidades Energéticas Consumidas por Factor de Conversión a Kwh
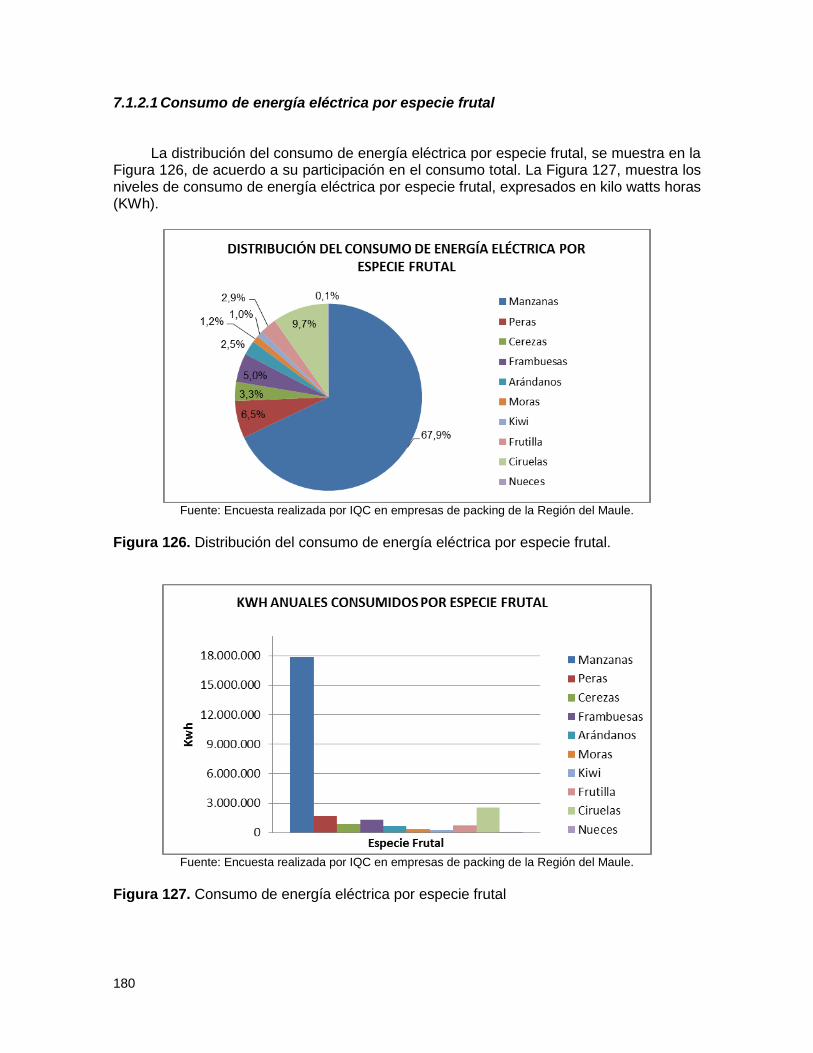
180
7.1.2.1 Consumo de energía eléctrica por especie frutal La distribución del consumo de energía eléctrica por especie frutal, se muestra en la
Figura 126, de acuerdo a su participación en el consumo total. La Figura 127, muestra los niveles de consumo de energía eléctrica por especie frutal, expresados en kilo watts horas (KWh).
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 126. Distribución del consumo de energía eléctrica por especie frutal.
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 127. Consumo de energía eléctrica por especie frutal
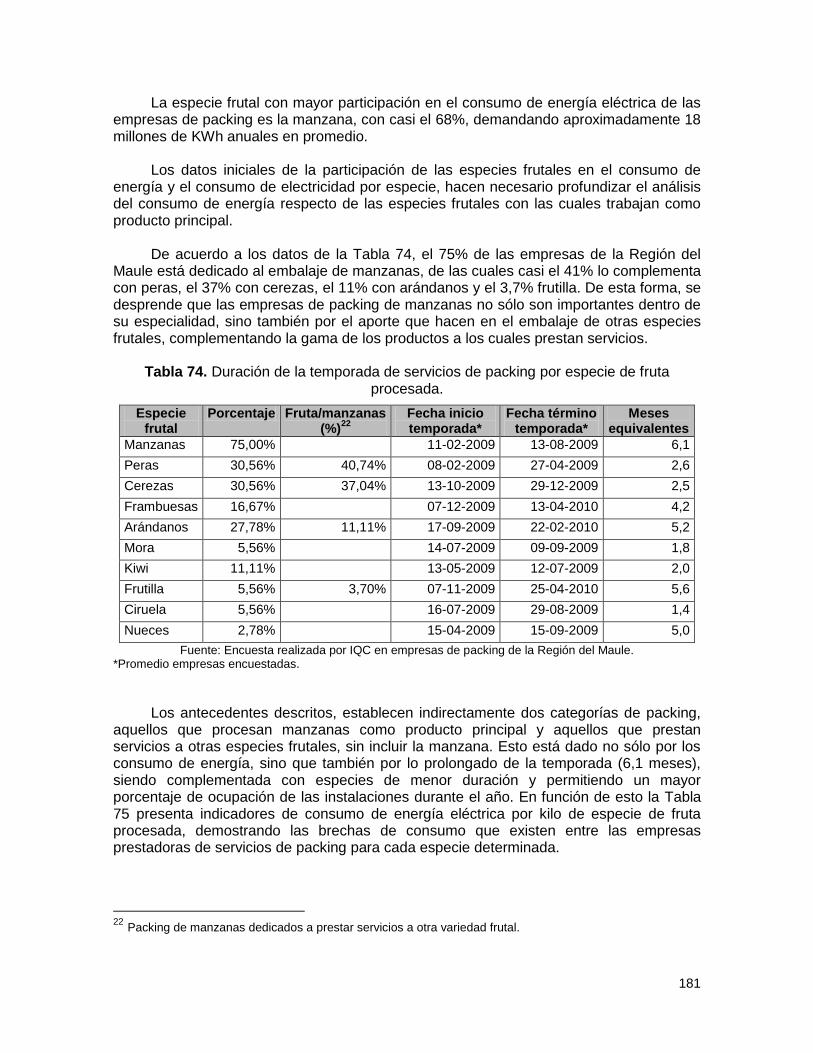
181
La especie frutal con mayor participación en el consumo de energía eléctrica de las empresas de packing es la manzana, con casi el 68%, demandando aproximadamente 18 millones de KWh anuales en promedio.
Los datos iniciales de la participación de las especies frutales en el consumo de
energía y el consumo de electricidad por especie, hacen necesario profundizar el análisis del consumo de energía respecto de las especies frutales con las cuales trabajan como producto principal.
De acuerdo a los datos de la Tabla 74, el 75% de las empresas de la Región del
Maule está dedicado al embalaje de manzanas, de las cuales casi el 41% lo complementa con peras, el 37% con cerezas, el 11% con arándanos y el 3,7% frutilla. De esta forma, se desprende que las empresas de packing de manzanas no sólo son importantes dentro de su especialidad, sino también por el aporte que hacen en el embalaje de otras especies frutales, complementando la gama de los productos a los cuales prestan servicios.
Tabla 74. Duración de la temporada de servicios de packing por especie de fruta
procesada.
Especie frutal
Porcentaje Fruta/manzanas (%)
22
Fecha inicio temporada*
Fecha término temporada*
Meses equivalentes
Manzanas 75,00% 11-02-2009 13-08-2009 6,1
Peras 30,56% 40,74% 08-02-2009 27-04-2009 2,6
Cerezas 30,56% 37,04% 13-10-2009 29-12-2009 2,5
Frambuesas 16,67% 07-12-2009 13-04-2010 4,2
Arándanos 27,78% 11,11% 17-09-2009 22-02-2010 5,2
Mora 5,56% 14-07-2009 09-09-2009 1,8
Kiwi 11,11% 13-05-2009 12-07-2009 2,0
Frutilla 5,56% 3,70% 07-11-2009 25-04-2010 5,6
Ciruela 5,56% 16-07-2009 29-08-2009 1,4
Nueces 2,78% 15-04-2009 15-09-2009 5,0
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule. *Promedio empresas encuestadas.
Los antecedentes descritos, establecen indirectamente dos categorías de packing,
aquellos que procesan manzanas como producto principal y aquellos que prestan servicios a otras especies frutales, sin incluir la manzana. Esto está dado no sólo por los consumo de energía, sino que también por lo prolongado de la temporada (6,1 meses), siendo complementada con especies de menor duración y permitiendo un mayor porcentaje de ocupación de las instalaciones durante el año. En función de esto la Tabla 75 presenta indicadores de consumo de energía eléctrica por kilo de especie de fruta procesada, demostrando las brechas de consumo que existen entre las empresas prestadoras de servicios de packing para cada especie determinada.
22 Packing de manzanas dedicados a prestar servicios a otra variedad frutal.
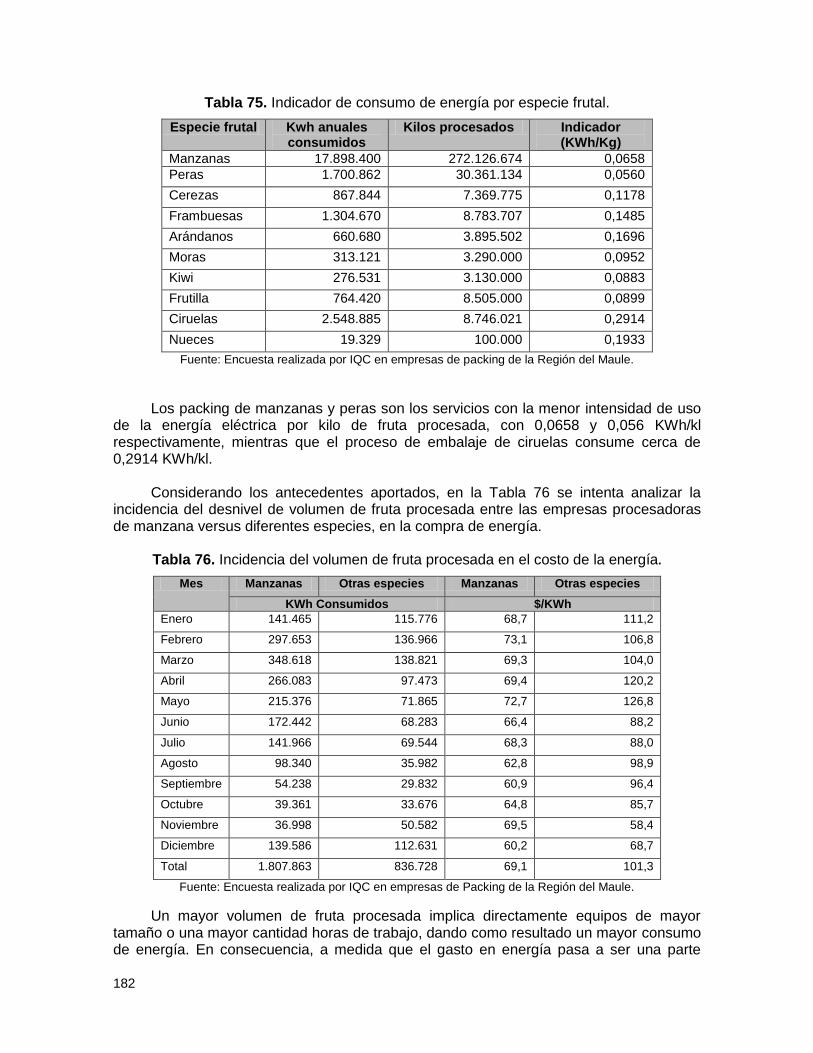
182
Tabla 75. Indicador de consumo de energía por especie frutal.
Especie frutal Kwh anuales consumidos
Kilos procesados Indicador (KWh/Kg)
Manzanas 17.898.400 272.126.674 0,0658
Peras 1.700.862 30.361.134 0,0560
Cerezas 867.844 7.369.775 0,1178
Frambuesas 1.304.670 8.783.707 0,1485
Arándanos 660.680 3.895.502 0,1696
Moras 313.121 3.290.000 0,0952
Kiwi 276.531 3.130.000 0,0883
Frutilla 764.420 8.505.000 0,0899
Ciruelas 2.548.885 8.746.021 0,2914
Nueces 19.329 100.000 0,1933
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Los packing de manzanas y peras son los servicios con la menor intensidad de uso
de la energía eléctrica por kilo de fruta procesada, con 0,0658 y 0,056 KWh/kl respectivamente, mientras que el proceso de embalaje de ciruelas consume cerca de 0,2914 KWh/kl.
Considerando los antecedentes aportados, en la Tabla 76 se intenta analizar la
incidencia del desnivel de volumen de fruta procesada entre las empresas procesadoras de manzana versus diferentes especies, en la compra de energía.
Tabla 76. Incidencia del volumen de fruta procesada en el costo de la energía.
Mes Manzanas Otras especies Manzanas Otras especies
KWh Consumidos $/KWh
Enero 141.465 115.776 68,7 111,2
Febrero 297.653 136.966 73,1 106,8
Marzo 348.618 138.821 69,3 104,0
Abril 266.083 97.473 69,4 120,2
Mayo 215.376 71.865 72,7 126,8
Junio 172.442 68.283 66,4 88,2
Julio 141.966 69.544 68,3 88,0
Agosto 98.340 35.982 62,8 98,9
Septiembre 54.238 29.832 60,9 96,4
Octubre 39.361 33.676 64,8 85,7
Noviembre 36.998 50.582 69,5 58,4
Diciembre 139.586 112.631 60,2 68,7
Total 1.807.863 836.728 69,1 101,3
Fuente: Encuesta realizada por IQC en empresas de Packing de la Región del Maule.
Un mayor volumen de fruta procesada implica directamente equipos de mayor tamaño o una mayor cantidad horas de trabajo, dando como resultado un mayor consumo de energía. En consecuencia, a medida que el gasto en energía pasa a ser una parte
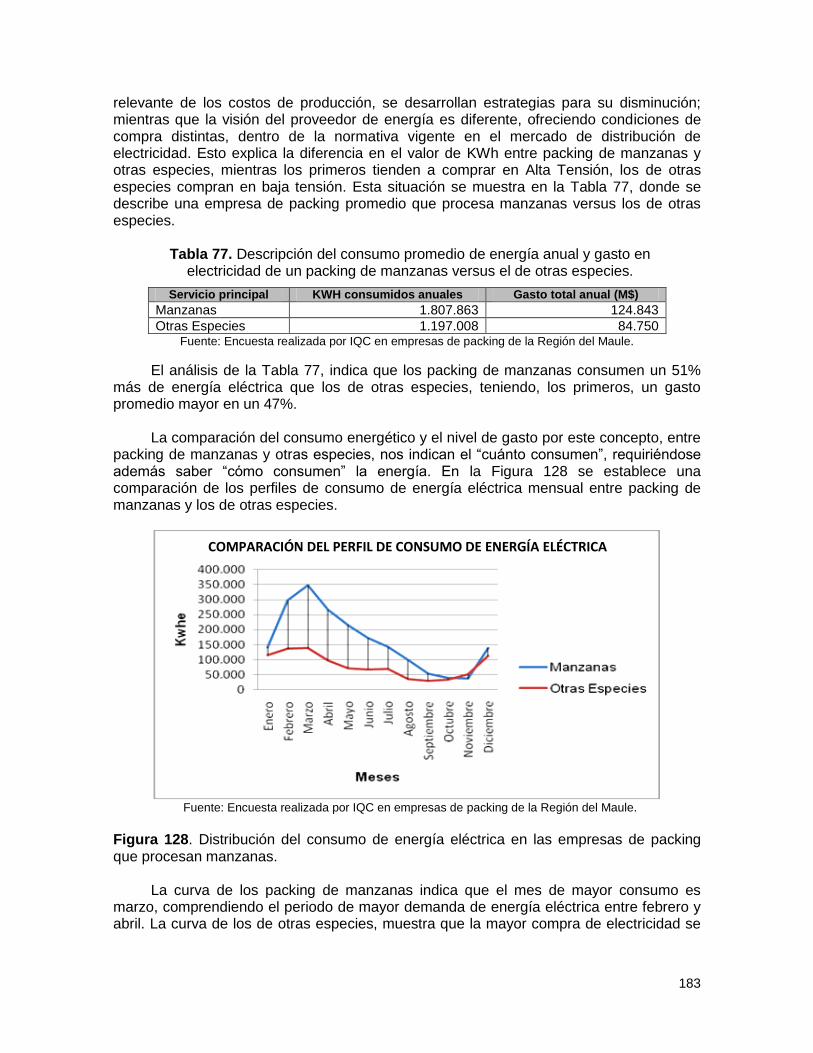
183
relevante de los costos de producción, se desarrollan estrategias para su disminución; mientras que la visión del proveedor de energía es diferente, ofreciendo condiciones de compra distintas, dentro de la normativa vigente en el mercado de distribución de electricidad. Esto explica la diferencia en el valor de KWh entre packing de manzanas y otras especies, mientras los primeros tienden a comprar en Alta Tensión, los de otras especies compran en baja tensión. Esta situación se muestra en la Tabla 77, donde se describe una empresa de packing promedio que procesa manzanas versus los de otras especies.
Tabla 77. Descripción del consumo promedio de energía anual y gasto en
electricidad de un packing de manzanas versus el de otras especies.
Servicio principal KWH consumidos anuales Gasto total anual (M$)
Manzanas 1.807.863 124.843
Otras Especies 1.197.008 84.750 Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
El análisis de la Tabla 77, indica que los packing de manzanas consumen un 51% más de energía eléctrica que los de otras especies, teniendo, los primeros, un gasto promedio mayor en un 47%.
La comparación del consumo energético y el nivel de gasto por este concepto, entre
packing de manzanas y otras especies, nos indican el “cuánto consumen”, requiriéndose además saber “cómo consumen” la energía. En la Figura 128 se establece una comparación de los perfiles de consumo de energía eléctrica mensual entre packing de manzanas y los de otras especies.
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Figura 128. Distribución del consumo de energía eléctrica en las empresas de packing que procesan manzanas.
La curva de los packing de manzanas indica que el mes de mayor consumo es marzo, comprendiendo el periodo de mayor demanda de energía eléctrica entre febrero y abril. La curva de los de otras especies, muestra que la mayor compra de electricidad se
COMPARACIÓN DEL PERFIL DE CONSUMO DE ENERGÍA ELÉCTRICA
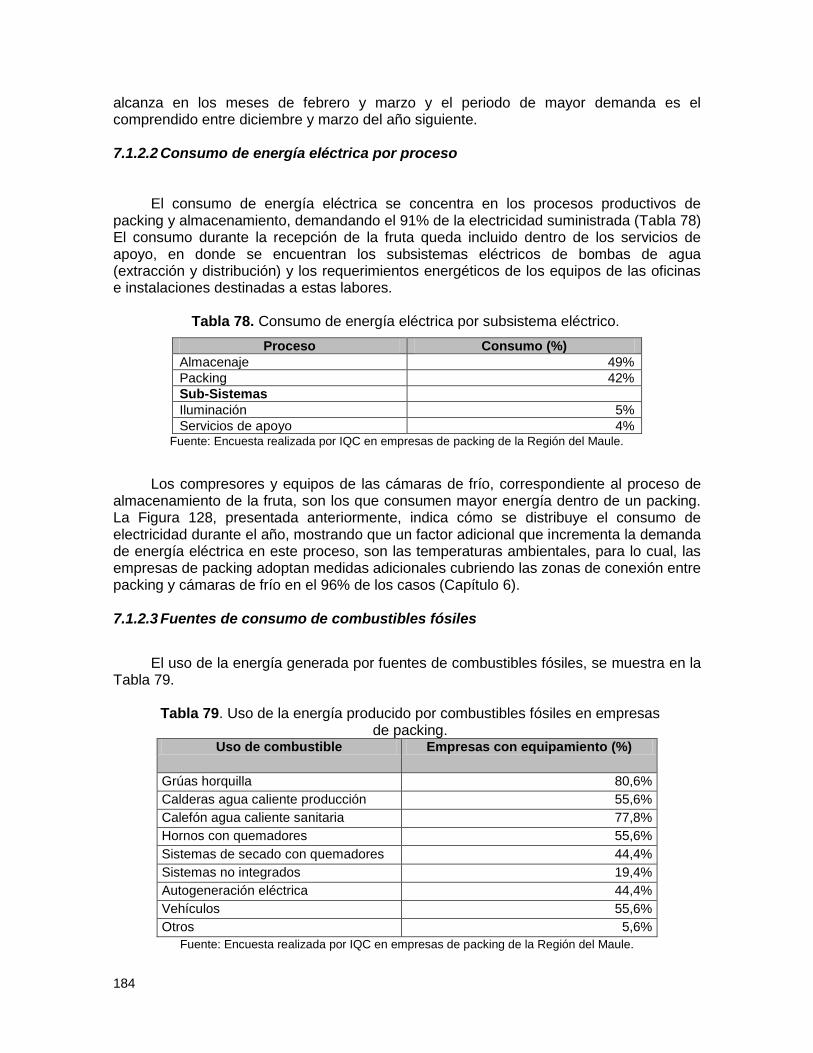
184
alcanza en los meses de febrero y marzo y el periodo de mayor demanda es el comprendido entre diciembre y marzo del año siguiente.
7.1.2.2 Consumo de energía eléctrica por proceso
El consumo de energía eléctrica se concentra en los procesos productivos de
packing y almacenamiento, demandando el 91% de la electricidad suministrada (Tabla 78) El consumo durante la recepción de la fruta queda incluido dentro de los servicios de apoyo, en donde se encuentran los subsistemas eléctricos de bombas de agua (extracción y distribución) y los requerimientos energéticos de los equipos de las oficinas e instalaciones destinadas a estas labores.
Tabla 78. Consumo de energía eléctrica por subsistema eléctrico.
Proceso Consumo (%)
Almacenaje 49%
Packing 42%
Sub-Sistemas
Iluminación 5%
Servicios de apoyo 4% Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Los compresores y equipos de las cámaras de frío, correspondiente al proceso de almacenamiento de la fruta, son los que consumen mayor energía dentro de un packing. La Figura 128, presentada anteriormente, indica cómo se distribuye el consumo de electricidad durante el año, mostrando que un factor adicional que incrementa la demanda de energía eléctrica en este proceso, son las temperaturas ambientales, para lo cual, las empresas de packing adoptan medidas adicionales cubriendo las zonas de conexión entre packing y cámaras de frío en el 96% de los casos (Capítulo 6).
7.1.2.3 Fuentes de consumo de combustibles fósiles
El uso de la energía generada por fuentes de combustibles fósiles, se muestra en la Tabla 79.
Tabla 79. Uso de la energía producido por combustibles fósiles en empresas
de packing. Uso de combustible Empresas con equipamiento (%)
Grúas horquilla 80,6%
Calderas agua caliente producción 55,6%
Calefón agua caliente sanitaria 77,8%
Hornos con quemadores 55,6%
Sistemas de secado con quemadores 44,4%
Sistemas no integrados 19,4%
Autogeneración eléctrica 44,4%
Vehículos 55,6%
Otros 5,6%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
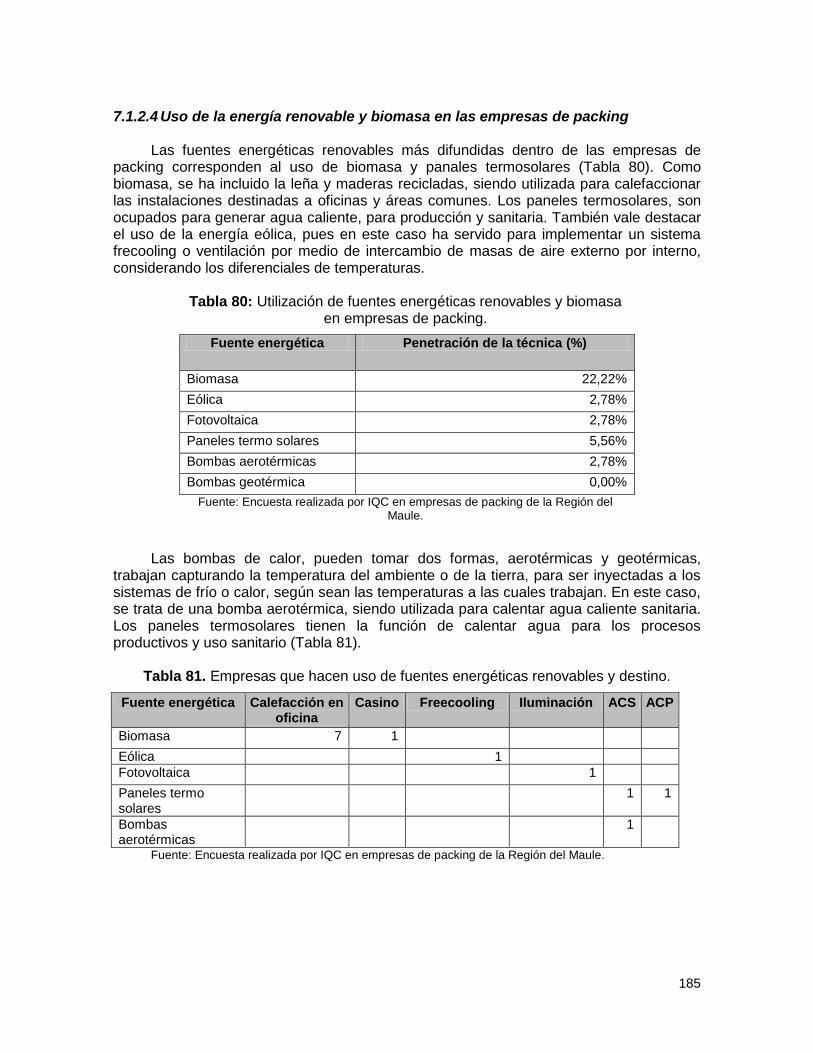
185
7.1.2.4 Uso de la energía renovable y biomasa en las empresas de packing Las fuentes energéticas renovables más difundidas dentro de las empresas de
packing corresponden al uso de biomasa y panales termosolares (Tabla 80). Como biomasa, se ha incluido la leña y maderas recicladas, siendo utilizada para calefaccionar las instalaciones destinadas a oficinas y áreas comunes. Los paneles termosolares, son ocupados para generar agua caliente, para producción y sanitaria. También vale destacar el uso de la energía eólica, pues en este caso ha servido para implementar un sistema frecooling o ventilación por medio de intercambio de masas de aire externo por interno, considerando los diferenciales de temperaturas.
Tabla 80: Utilización de fuentes energéticas renovables y biomasa
en empresas de packing.
Fuente energética Penetración de la técnica (%)
Biomasa 22,22%
Eólica 2,78%
Fotovoltaica 2,78%
Paneles termo solares 5,56%
Bombas aerotérmicas 2,78%
Bombas geotérmica 0,00%
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
Las bombas de calor, pueden tomar dos formas, aerotérmicas y geotérmicas, trabajan capturando la temperatura del ambiente o de la tierra, para ser inyectadas a los sistemas de frío o calor, según sean las temperaturas a las cuales trabajan. En este caso, se trata de una bomba aerotérmica, siendo utilizada para calentar agua caliente sanitaria. Los paneles termosolares tienen la función de calentar agua para los procesos productivos y uso sanitario (Tabla 81).
Tabla 81. Empresas que hacen uso de fuentes energéticas renovables y destino.
Fuente energética Calefacción en oficina
Casino Freecooling Iluminación ACS ACP
Biomasa 7 1
Eólica 1
Fotovoltaica 1
Paneles termo solares
1 1
Bombas aerotérmicas
1
Fuente: Encuesta realizada por IQC en empresas de packing de la Región del Maule.
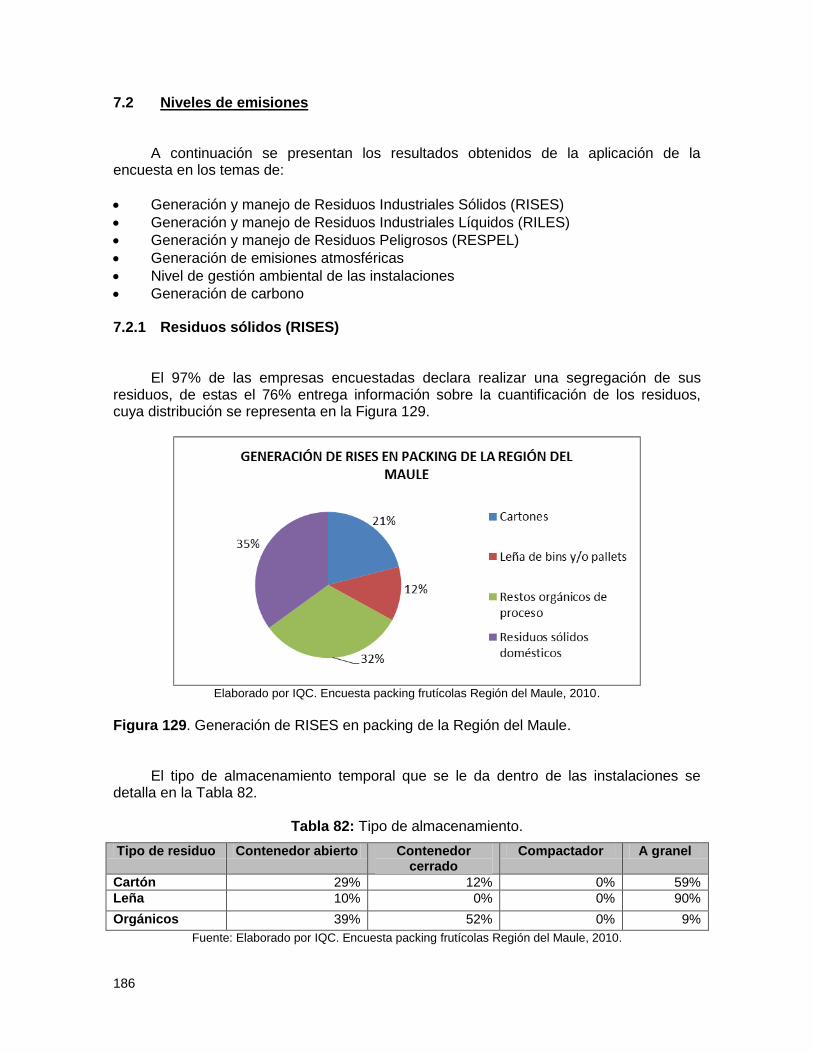
186
7.2 Niveles de emisiones
A continuación se presentan los resultados obtenidos de la aplicación de la encuesta en los temas de:
Generación y manejo de Residuos Industriales Sólidos (RISES)
Generación y manejo de Residuos Industriales Líquidos (RILES)
Generación y manejo de Residuos Peligrosos (RESPEL)
Generación de emisiones atmosféricas
Nivel de gestión ambiental de las instalaciones
Generación de carbono
7.2.1 Residuos sólidos (RISES) El 97% de las empresas encuestadas declara realizar una segregación de sus
residuos, de estas el 76% entrega información sobre la cuantificación de los residuos, cuya distribución se representa en la Figura 129.
Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 129. Generación de RISES en packing de la Región del Maule.
El tipo de almacenamiento temporal que se le da dentro de las instalaciones se
detalla en la Tabla 82.
Tabla 82: Tipo de almacenamiento.
Tipo de residuo Contenedor abierto Contenedor cerrado
Compactador A granel
Cartón 29% 12% 0% 59%
Leña 10% 0% 0% 90%
Orgánicos 39% 52% 0% 9%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.

187
El manejo de los dos principales tipo de residuos que se generan en los packing se detalla en las siguientes figuras:
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 130. Manejo de residuos orgánicos.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010
Figura 131. Manejo de residuos domiciliarios.
El 82% de los packing no maneja indicadores de generación de residuos sólidos, sólo 6 instalaciones manejan este dato, siendo su formato principal el costo de disposición/Ton. generada.
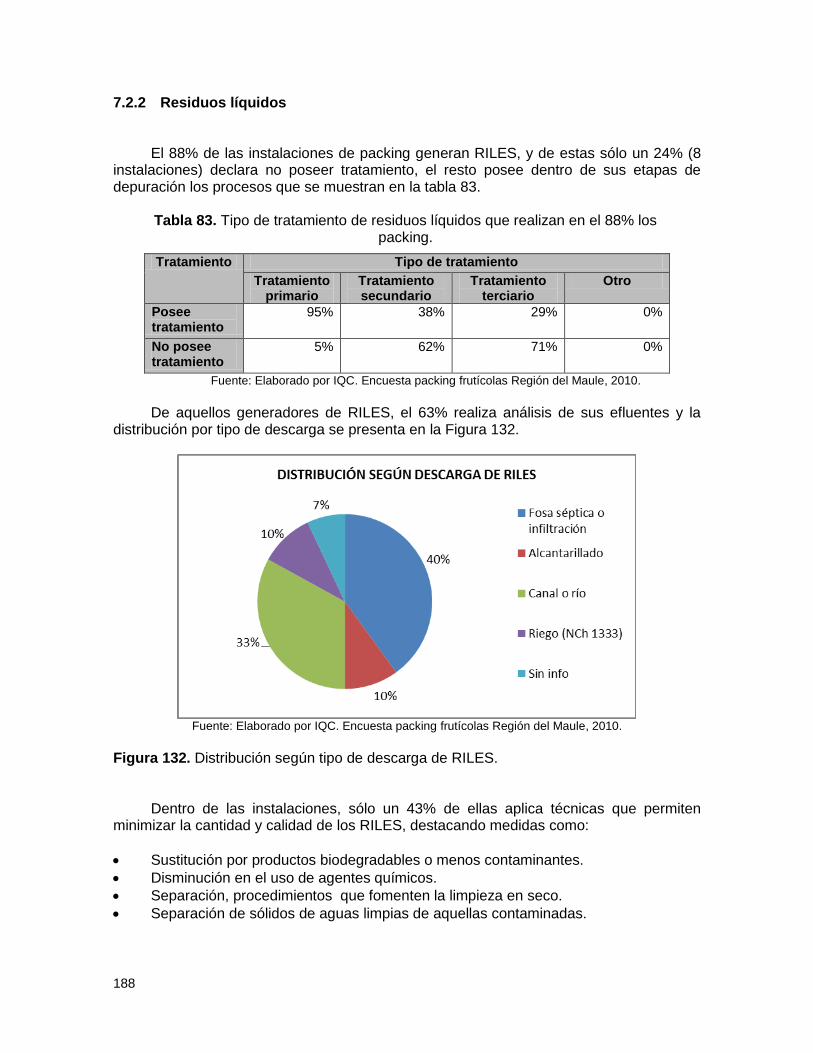
188
7.2.2 Residuos líquidos El 88% de las instalaciones de packing generan RILES, y de estas sólo un 24% (8
instalaciones) declara no poseer tratamiento, el resto posee dentro de sus etapas de depuración los procesos que se muestran en la tabla 83.
Tabla 83. Tipo de tratamiento de residuos líquidos que realizan en el 88% los
packing.
Tratamiento Tipo de tratamiento
Tratamiento primario
Tratamiento secundario
Tratamiento terciario
Otro
Posee tratamiento
95% 38% 29% 0%
No posee tratamiento
5% 62% 71% 0%
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
De aquellos generadores de RILES, el 63% realiza análisis de sus efluentes y la
distribución por tipo de descarga se presenta en la Figura 132.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 132. Distribución según tipo de descarga de RILES.
Dentro de las instalaciones, sólo un 43% de ellas aplica técnicas que permiten minimizar la cantidad y calidad de los RILES, destacando medidas como:
Sustitución por productos biodegradables o menos contaminantes.
Disminución en el uso de agentes químicos.
Separación, procedimientos que fomenten la limpieza en seco.
Separación de sólidos de aguas limpias de aquellas contaminadas.
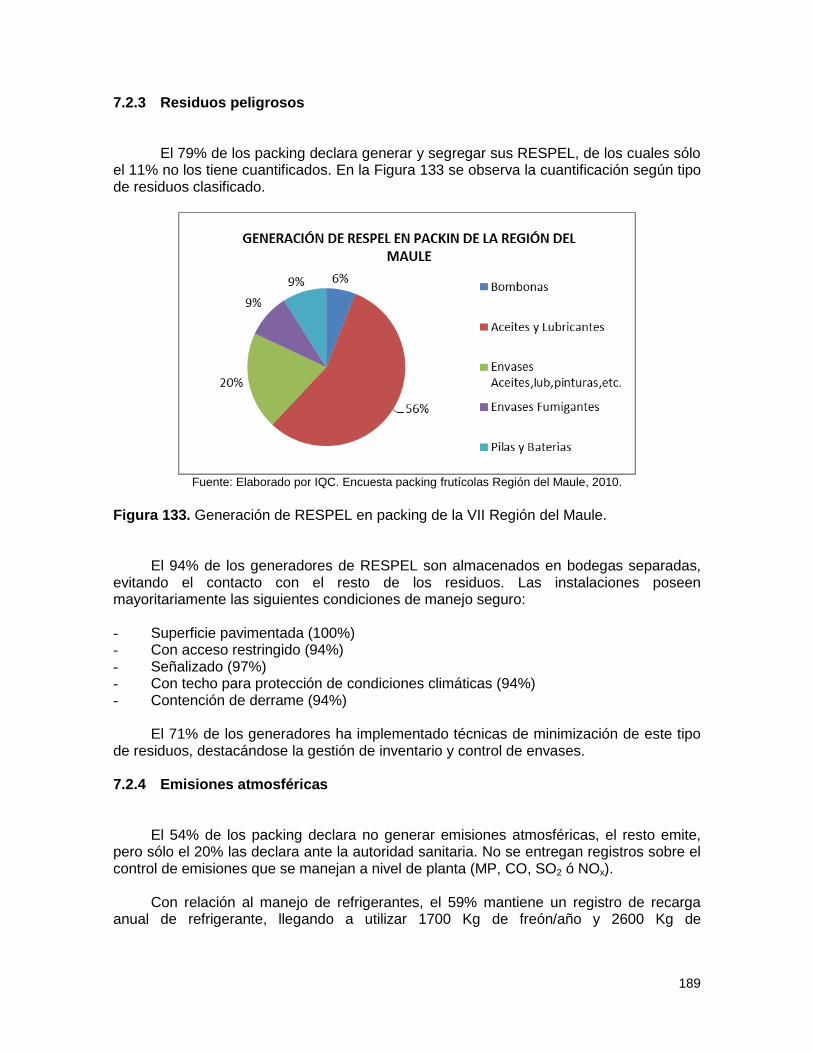
189
7.2.3 Residuos peligrosos El 79% de los packing declara generar y segregar sus RESPEL, de los cuales sólo
el 11% no los tiene cuantificados. En la Figura 133 se observa la cuantificación según tipo de residuos clasificado.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule, 2010.
Figura 133. Generación de RESPEL en packing de la VII Región del Maule.
El 94% de los generadores de RESPEL son almacenados en bodegas separadas, evitando el contacto con el resto de los residuos. Las instalaciones poseen mayoritariamente las siguientes condiciones de manejo seguro:
- Superficie pavimentada (100%) - Con acceso restringido (94%) - Señalizado (97%) - Con techo para protección de condiciones climáticas (94%) - Contención de derrame (94%)
El 71% de los generadores ha implementado técnicas de minimización de este tipo
de residuos, destacándose la gestión de inventario y control de envases.
7.2.4 Emisiones atmosféricas El 54% de los packing declara no generar emisiones atmosféricas, el resto emite,
pero sólo el 20% las declara ante la autoridad sanitaria. No se entregan registros sobre el control de emisiones que se manejan a nivel de planta (MP, CO, SO2 ó NOx).
Con relación al manejo de refrigerantes, el 59% mantiene un registro de recarga
anual de refrigerante, llegando a utilizar 1700 Kg de freón/año y 2600 Kg de
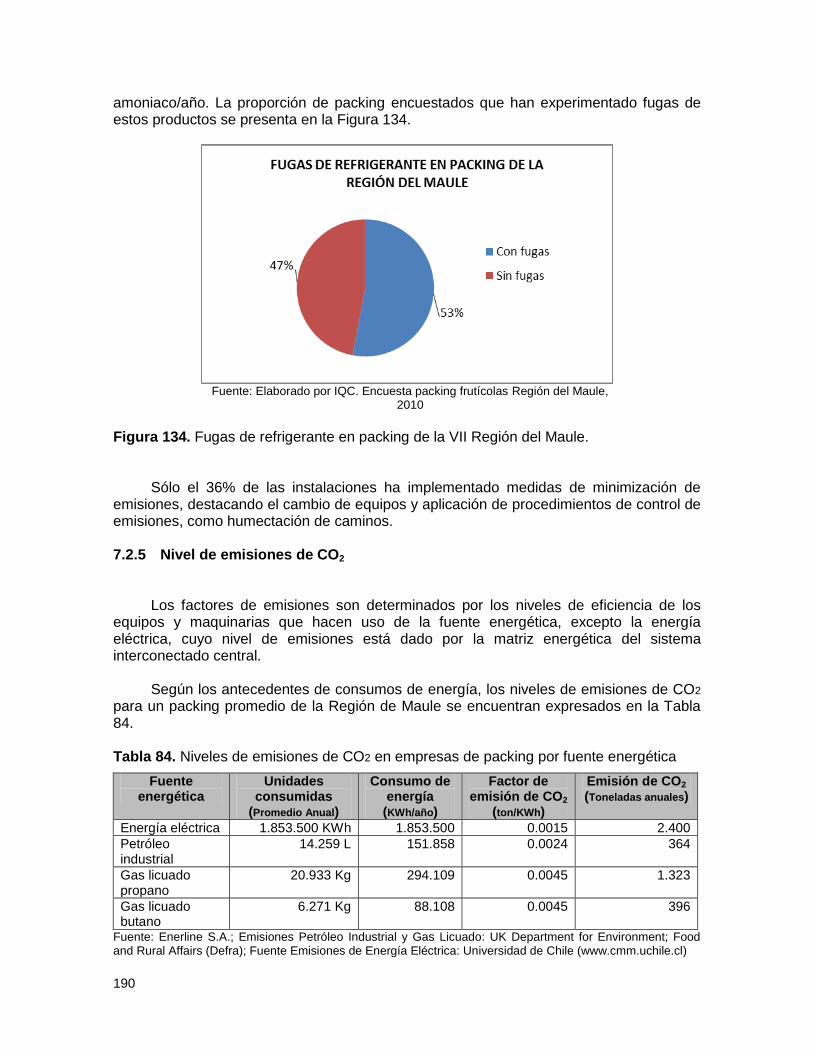
190
amoniaco/año. La proporción de packing encuestados que han experimentado fugas de estos productos se presenta en la Figura 134.
Fuente: Elaborado por IQC. Encuesta packing frutícolas Región del Maule,
2010
Figura 134. Fugas de refrigerante en packing de la VII Región del Maule.
Sólo el 36% de las instalaciones ha implementado medidas de minimización de
emisiones, destacando el cambio de equipos y aplicación de procedimientos de control de emisiones, como humectación de caminos.
7.2.5 Nivel de emisiones de CO2
Los factores de emisiones son determinados por los niveles de eficiencia de los
equipos y maquinarias que hacen uso de la fuente energética, excepto la energía eléctrica, cuyo nivel de emisiones está dado por la matriz energética del sistema interconectado central.
Según los antecedentes de consumos de energía, los niveles de emisiones de CO2
para un packing promedio de la Región de Maule se encuentran expresados en la Tabla 84.
Tabla 84. Niveles de emisiones de CO2 en empresas de packing por fuente energética
Fuente energética
Unidades consumidas
(Promedio Anual)
Consumo de energía
(KWh/año)
Factor de emisión de CO2
(ton/KWh)
Emisión de CO2 (Toneladas anuales)
Energía eléctrica 1.853.500 KWh 1.853.500 0.0015 2.400
Petróleo industrial
14.259 L 151.858 0.0024 364
Gas licuado propano
20.933 Kg 294.109 0.0045 1.323
Gas licuado butano
6.271 Kg 88.108 0.0045 396
Fuente: Enerline S.A.; Emisiones Petróleo Industrial y Gas Licuado: UK Department for Environment; Food and Rural Affairs (Defra); Fuente Emisiones de Energía Eléctrica: Universidad de Chile (www.cmm.uchile.cl)
191
CAPITULO 8: MEJORES TÉCNICAS DISPONIBLES 8.1 Metodología de identificación y evaluación de técnicas candidatas a Mejores
Técnicas Disponibles (MTD)
La detección de las técnicas candidatas a MTD, se realizó a través del análisis de los procesos y técnicas utilizadas en los packing presentadas en el Capítulo 6, en conjunto con información de fuentes secundarias especializadas, opinión de expertos y el levantamiento de información en terreno, por medio de encuesta realizada a 36 packing de la Región del Maule.
Los procesos y subprocesos donde se evaluó la existencia de mejores técnicas
disponibles correspondieron a:
Recepción: Control de calidad-lavado de envases-general
Packing: Lavado de fruta-secado de fruta-selección y calibrado-embalaje-etiquetado-paletizado
Almacenamiento: Acomodo de pallets-enfriamiento de cámaras-almacenamiento y transporte
Generales: Servicios de apoyo-generales La identificación de técnicas candidatas a MTD también fue guidada a través del
cumplimiento de las características inherentes a una MTD, definidas en la Ley 16 /2002 (IPPC, 2002) como: “la fase más eficaz y avanzada de desarrollo de las actividades y de sus modalidades de explotación, que demuestren la capacidad práctica de determinadas técnicas para constituir, en principio, la base de los valores límite de emisión destinados a evitar o, cuando ello no sea posible, reducir en general las emisiones y el impacto en el conjunto del medio ambiente y de la salud de las personas”.
8.1.1 Evaluación técnica 8.1.1.1 Selección de MTD según metodología IPPC
El paso de la denominación de una técnica “candidata” a “MTD” estuvo determinado
por el cumplimiento de los aspectos señalados en el Anexo 4 de la ley anteriormente señalada, los que se presentan a continuación.
Uso de técnicas que produzcan pocos residuos.
Uso de sustancias menos peligrosas.
Desarrollo de las técnicas de recuperación y/o reciclado de residuos generados y utilizados en el proceso, y de los residuos cuando proceda.
Procesos, instalaciones o métodos de funcionamiento comparables que hayan dado pruebas positivas a escala industrial.
Avances técnicos y evolución de los conocimientos científicos.
Carácter, efectos y volumen de las emisiones que se trate.
Fechas de entrada en funcionamiento de las instalaciones nuevas o existentes.
Plazo que requiere la instauración de una MTD.
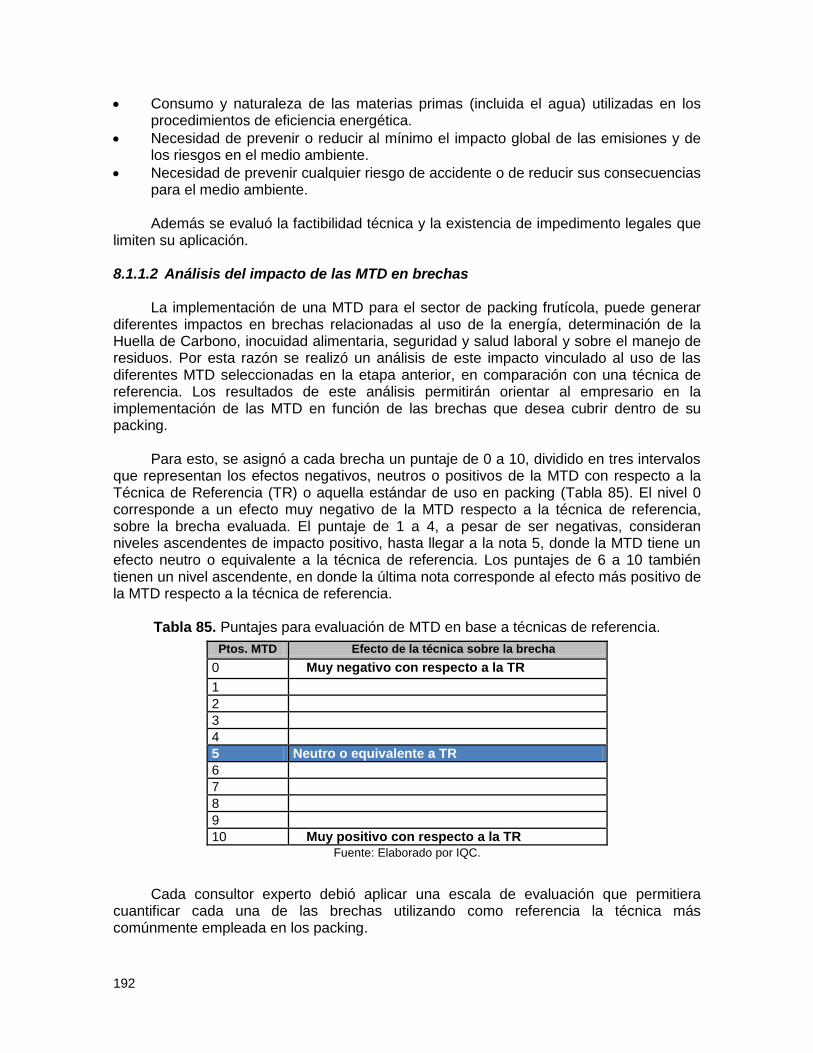
192
Consumo y naturaleza de las materias primas (incluida el agua) utilizadas en los procedimientos de eficiencia energética.
Necesidad de prevenir o reducir al mínimo el impacto global de las emisiones y de los riesgos en el medio ambiente.
Necesidad de prevenir cualquier riesgo de accidente o de reducir sus consecuencias para el medio ambiente. Además se evaluó la factibilidad técnica y la existencia de impedimento legales que
limiten su aplicación.
8.1.1.2 Análisis del impacto de las MTD en brechas La implementación de una MTD para el sector de packing frutícola, puede generar
diferentes impactos en brechas relacionadas al uso de la energía, determinación de la Huella de Carbono, inocuidad alimentaria, seguridad y salud laboral y sobre el manejo de residuos. Por esta razón se realizó un análisis de este impacto vinculado al uso de las diferentes MTD seleccionadas en la etapa anterior, en comparación con una técnica de referencia. Los resultados de este análisis permitirán orientar al empresario en la implementación de las MTD en función de las brechas que desea cubrir dentro de su packing.
Para esto, se asignó a cada brecha un puntaje de 0 a 10, dividido en tres intervalos
que representan los efectos negativos, neutros o positivos de la MTD con respecto a la Técnica de Referencia (TR) o aquella estándar de uso en packing (Tabla 85). El nivel 0 corresponde a un efecto muy negativo de la MTD respecto a la técnica de referencia, sobre la brecha evaluada. El puntaje de 1 a 4, a pesar de ser negativas, consideran niveles ascendentes de impacto positivo, hasta llegar a la nota 5, donde la MTD tiene un efecto neutro o equivalente a la técnica de referencia. Los puntajes de 6 a 10 también tienen un nivel ascendente, en donde la última nota corresponde al efecto más positivo de la MTD respecto a la técnica de referencia.
Tabla 85. Puntajes para evaluación de MTD en base a técnicas de referencia.
Ptos. MTD Efecto de la técnica sobre la brecha
0 Muy negativo con respecto a la TR
1
2
3
4
5 Neutro o equivalente a TR
6
7
8
9
10 Muy positivo con respecto a la TR
Fuente: Elaborado por IQC.
Cada consultor experto debió aplicar una escala de evaluación que permitiera cuantificar cada una de las brechas utilizando como referencia la técnica más comúnmente empleada en los packing.
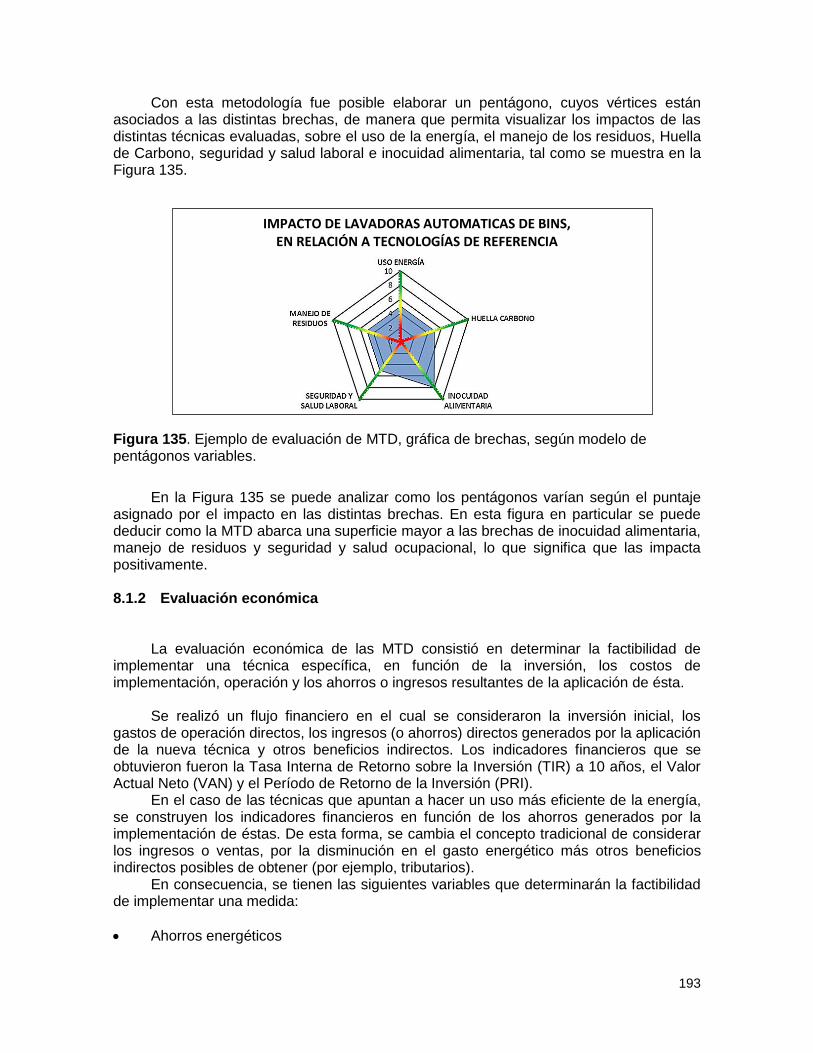
193
Con esta metodología fue posible elaborar un pentágono, cuyos vértices están asociados a las distintas brechas, de manera que permita visualizar los impactos de las distintas técnicas evaluadas, sobre el uso de la energía, el manejo de los residuos, Huella de Carbono, seguridad y salud laboral e inocuidad alimentaria, tal como se muestra en la Figura 135.
Figura 135. Ejemplo de evaluación de MTD, gráfica de brechas, según modelo de pentágonos variables.
En la Figura 135 se puede analizar como los pentágonos varían según el puntaje asignado por el impacto en las distintas brechas. En esta figura en particular se puede deducir como la MTD abarca una superficie mayor a las brechas de inocuidad alimentaria, manejo de residuos y seguridad y salud ocupacional, lo que significa que las impacta positivamente. 8.1.2 Evaluación económica
La evaluación económica de las MTD consistió en determinar la factibilidad de implementar una técnica específica, en función de la inversión, los costos de implementación, operación y los ahorros o ingresos resultantes de la aplicación de ésta.
Se realizó un flujo financiero en el cual se consideraron la inversión inicial, los
gastos de operación directos, los ingresos (o ahorros) directos generados por la aplicación de la nueva técnica y otros beneficios indirectos. Los indicadores financieros que se obtuvieron fueron la Tasa Interna de Retorno sobre la Inversión (TIR) a 10 años, el Valor Actual Neto (VAN) y el Período de Retorno de la Inversión (PRI).
En el caso de las técnicas que apuntan a hacer un uso más eficiente de la energía, se construyen los indicadores financieros en función de los ahorros generados por la implementación de éstas. De esta forma, se cambia el concepto tradicional de considerar los ingresos o ventas, por la disminución en el gasto energético más otros beneficios indirectos posibles de obtener (por ejemplo, tributarios).
En consecuencia, se tienen las siguientes variables que determinarán la factibilidad de implementar una medida:
Ahorros energéticos
IMPACTO DE LAVADORAS AUTOMATICAS DE BINS, EN RELACIÓN A TECNOLOGÍAS DE REFERENCIA
194
Incluye el diferencial de cambio en las unidades ahorradas de energía por el costo
unitario de la energía. Por ejemplo, si se implementan paneles termo solares, los ingresos del proyecto estarán dados por las unidades no consumidas de combustibles al entrar en funcionamiento estos equipos.
Disminuciones en el precio del insumo energético
Considera las disminuciones en el precio o costo de la energía. Por ejemplo, si se opta por instalar una caldera a biomasa, podría obtenerse un costo menor por unidad de energía utilizada. En consecuencia, el ahorro estará dado por el diferencial en el precio de las unidades consumidas de energía. Si la caldera es utilizada para calentar agua y el costo del gas licuado propano utilizado es de $ 950/L, es posible convertir el litro a unidades energéticas (14 KWh_th), y determinar el precio por la unidad de energía ($ 67,56/ KWh_th). Asimismo, se puede calcular el costo de producir energía con biomasa (por ejemplo $ 25/ KWh_th), que al compararlo con el costo de la producida a través de gas licuado, arroja una diferencia de precios ($ 43/KWh_th). Este diferencial puede ser multiplicado por las unidades de energía consumidas durante un período y así determinar el ahorro o disminución del gasto.
Beneficios indirectos
Se considera el impacto de una medida en otros gastos de la empresa, que no dependen de la técnica implementada. Por ejemplo, podría implicar que la implementación de una paletizadora automática, disminuye la probabilidad de accidentes laborales y en consecuencia se puede esperar una disminución del gasto asociado a accidentes del trabajo, lo cual constituye un aporte al proyecto.
A esta categoría pertenecen también los beneficios de carácter tributario, como por ejemplo la depreciación acelerada.
Costos de operación (directos) Se consideran aquellos gastos asociados a la operación de la técnica implementada. Entre estos se encuentran los costos de mano de obra, energía y mantención.
Las consideraciones a las partidas de los flujos de un proyecto de implementación de una MTD, se describen en la Tabla 86.
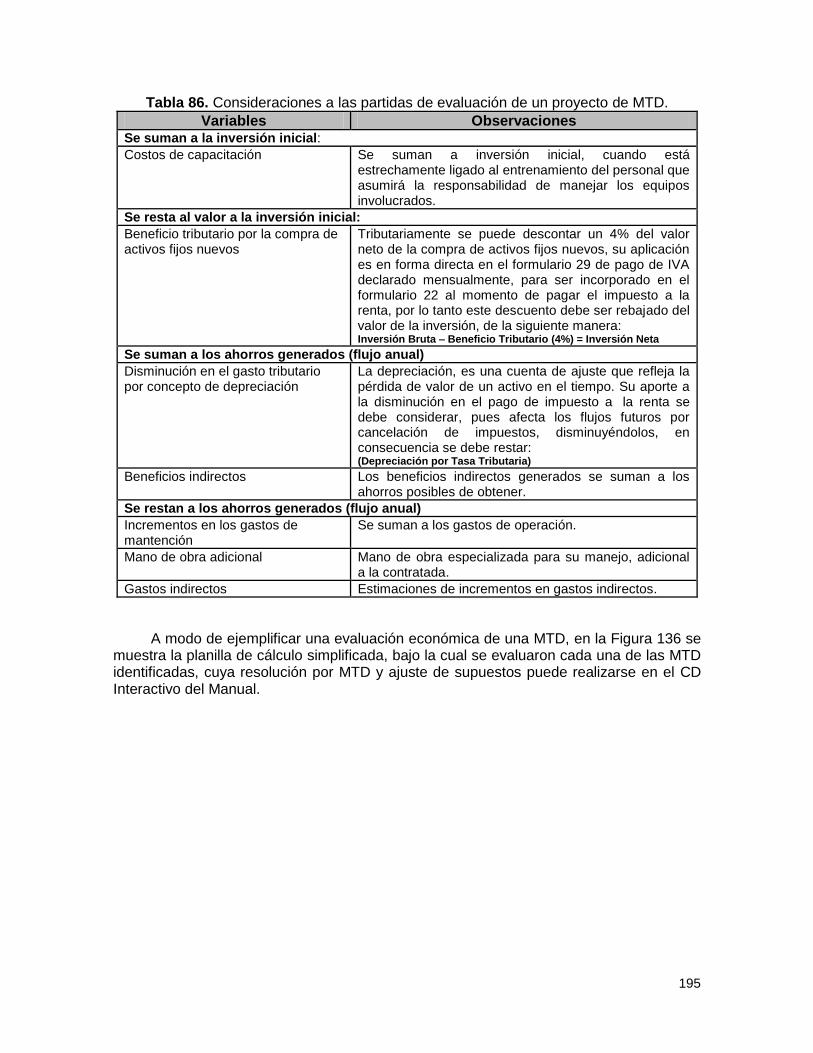
195
Tabla 86. Consideraciones a las partidas de evaluación de un proyecto de MTD.
Variables Observaciones Se suman a la inversión inicial:
Costos de capacitación Se suman a inversión inicial, cuando está estrechamente ligado al entrenamiento del personal que asumirá la responsabilidad de manejar los equipos involucrados.
Se resta al valor a la inversión inicial:
Beneficio tributario por la compra de activos fijos nuevos
Tributariamente se puede descontar un 4% del valor neto de la compra de activos fijos nuevos, su aplicación es en forma directa en el formulario 29 de pago de IVA declarado mensualmente, para ser incorporado en el formulario 22 al momento de pagar el impuesto a la renta, por lo tanto este descuento debe ser rebajado del valor de la inversión, de la siguiente manera: Inversión Bruta – Beneficio Tributario (4%) = Inversión Neta
Se suman a los ahorros generados (flujo anual)
Disminución en el gasto tributario por concepto de depreciación
La depreciación, es una cuenta de ajuste que refleja la pérdida de valor de un activo en el tiempo. Su aporte a la disminución en el pago de impuesto a la renta se debe considerar, pues afecta los flujos futuros por cancelación de impuestos, disminuyéndolos, en consecuencia se debe restar: (Depreciación por Tasa Tributaria)
Beneficios indirectos Los beneficios indirectos generados se suman a los ahorros posibles de obtener.
Se restan a los ahorros generados (flujo anual)
Incrementos en los gastos de mantención
Se suman a los gastos de operación.
Mano de obra adicional Mano de obra especializada para su manejo, adicional a la contratada.
Gastos indirectos Estimaciones de incrementos en gastos indirectos.
A modo de ejemplificar una evaluación económica de una MTD, en la Figura 136 se
muestra la planilla de cálculo simplificada, bajo la cual se evaluaron cada una de las MTD identificadas, cuya resolución por MTD y ajuste de supuestos puede realizarse en el CD Interactivo del Manual.
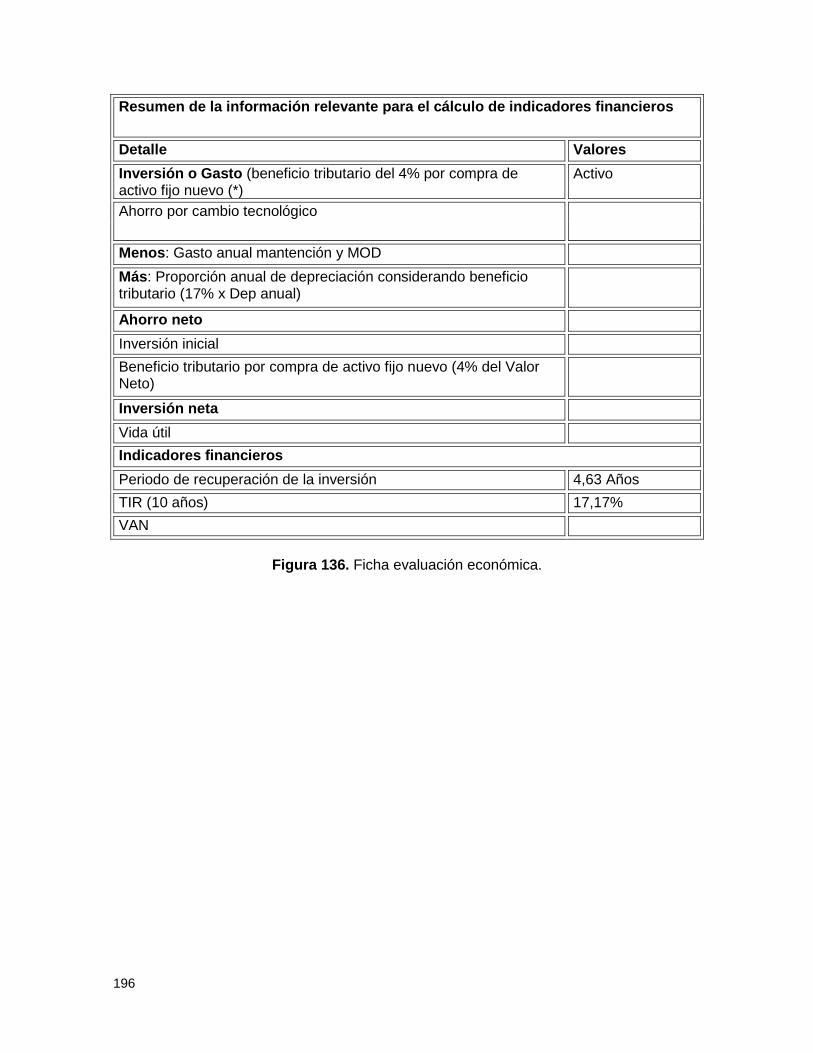
196
Resumen de la información relevante para el cálculo de indicadores financieros
Detalle Valores
Inversión o Gasto (beneficio tributario del 4% por compra de activo fijo nuevo (*)
Activo
Ahorro por cambio tecnológico
Menos: Gasto anual mantención y MOD
Más: Proporción anual de depreciación considerando beneficio tributario (17% x Dep anual)
Ahorro neto
Inversión inicial
Beneficio tributario por compra de activo fijo nuevo (4% del Valor Neto)
Inversión neta
Vida útil
Indicadores financieros
Periodo de recuperación de la inversión 4,63 Años
TIR (10 años) 17,17%
VAN
Figura 136. Ficha evaluación económica.
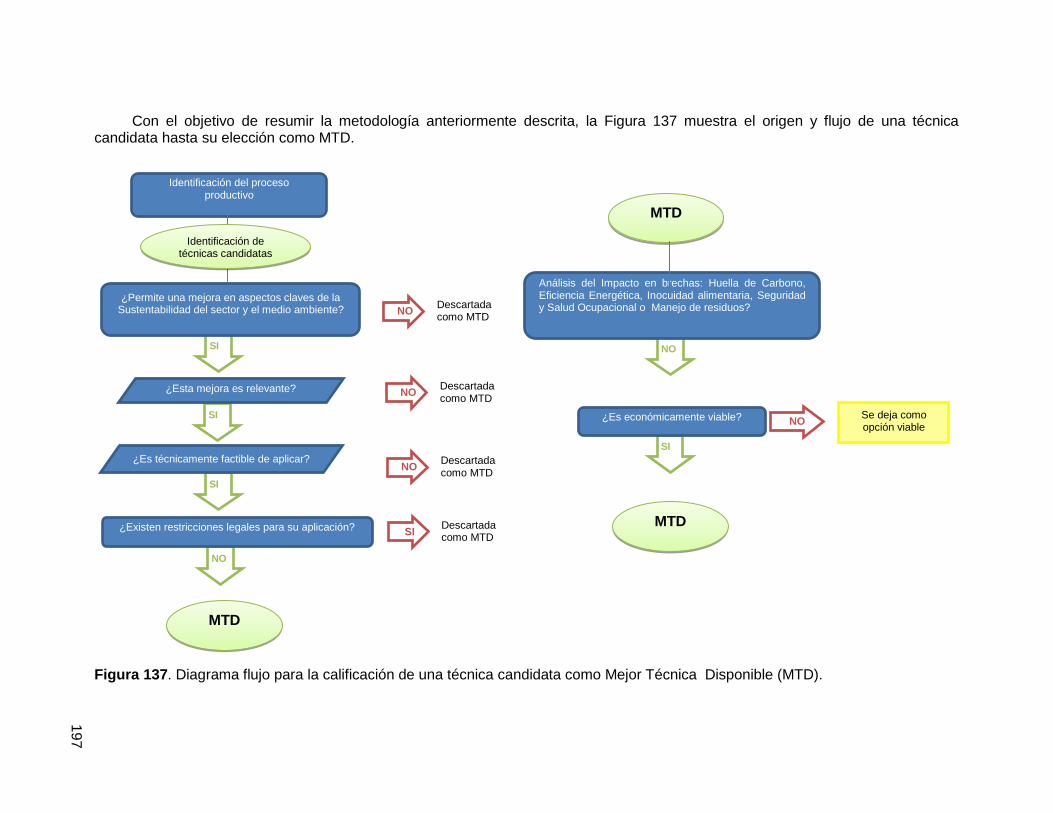
197
Con el objetivo de resumir la metodología anteriormente descrita, la Figura 137 muestra el origen y flujo de una técnica candidata hasta su elección como MTD.
Figura 137. Diagrama flujo para la calificación de una técnica candidata como Mejor Técnica Disponible (MTD).
NO
NO
SI
SI
SI
¿Permite una mejora en aspectos claves de la Sustentabilidad del sector y el medio ambiente?
¿Existen restricciones legales para su aplicación?
SI
NO Descartada como MTD
Análisis del Impacto en brechas: Huella de Carbono, Eficiencia Energética, Inocuidad alimentaria, Seguridad y Salud Ocupacional o Manejo de residuos?
Identificación del proceso productivo
¿Esta mejora es relevante?
¿Es técnicamente factible de aplicar?
MTD
¿Es económicamente viable? NO Se deja como opción viable
MTD
NO Descartada como MTD
NO Descartada como MTD
SI Descartada como MTD
MTD
Identificación de técnicas candidatas
197
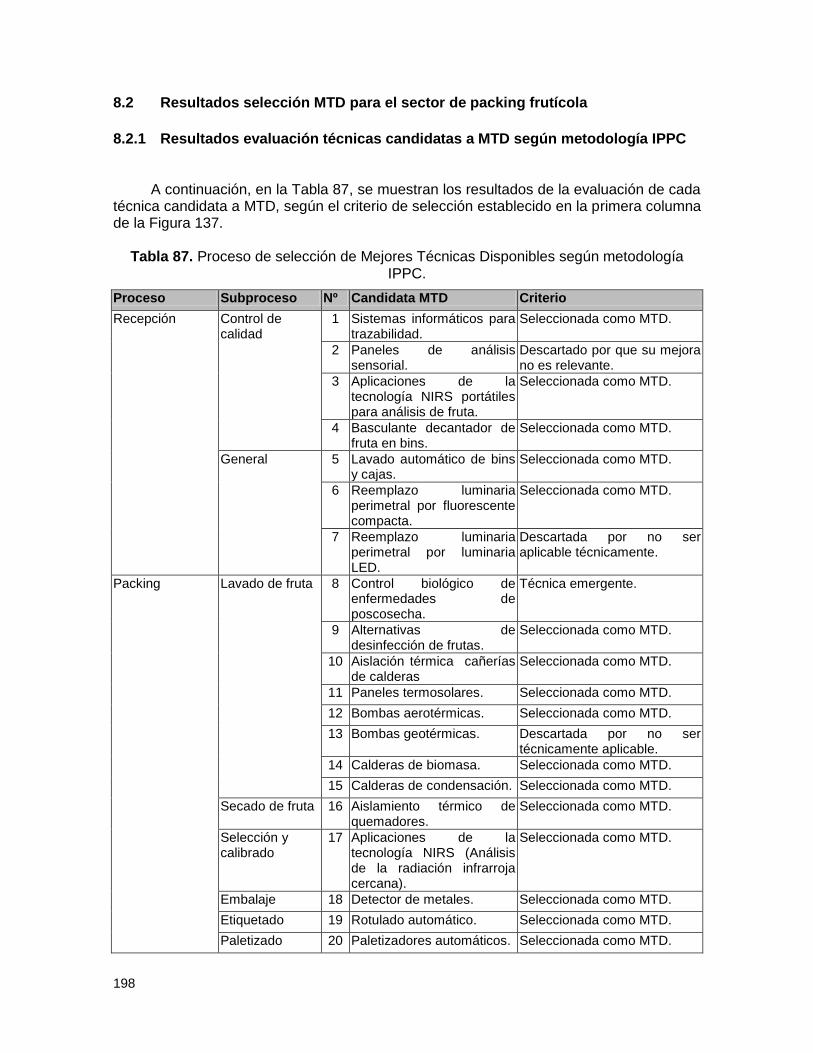
198
8.2 Resultados selección MTD para el sector de packing frutícola
8.2.1 Resultados evaluación técnicas candidatas a MTD según metodología IPPC
A continuación, en la Tabla 87, se muestran los resultados de la evaluación de cada
técnica candidata a MTD, según el criterio de selección establecido en la primera columna de la Figura 137.
Tabla 87. Proceso de selección de Mejores Técnicas Disponibles según metodología IPPC.
Proceso Subproceso Nº Candidata MTD Criterio
Recepción Control de calidad
1 Sistemas informáticos para trazabilidad.
Seleccionada como MTD.
2 Paneles de análisis sensorial.
Descartado por que su mejora no es relevante.
3 Aplicaciones de la tecnología NIRS portátiles para análisis de fruta.
Seleccionada como MTD.
4 Basculante decantador de fruta en bins.
Seleccionada como MTD.
General 5 Lavado automático de bins y cajas.
Seleccionada como MTD.
6 Reemplazo luminaria perimetral por fluorescente compacta.
Seleccionada como MTD.
7 Reemplazo luminaria perimetral por luminaria LED.
Descartada por no ser aplicable técnicamente.
Packing Lavado de fruta 8 Control biológico de enfermedades de poscosecha.
Técnica emergente.
9 Alternativas de desinfección de frutas.
Seleccionada como MTD.
10 Aislación térmica cañerías de calderas
Seleccionada como MTD.
11 Paneles termosolares. Seleccionada como MTD.
12 Bombas aerotérmicas. Seleccionada como MTD.
13 Bombas geotérmicas. Descartada por no ser técnicamente aplicable.
14 Calderas de biomasa. Seleccionada como MTD.
15 Calderas de condensación. Seleccionada como MTD.
Secado de fruta 16 Aislamiento térmico de quemadores.
Seleccionada como MTD.
Selección y calibrado
17 Aplicaciones de la tecnología NIRS (Análisis de la radiación infrarroja cercana).
Seleccionada como MTD.
Embalaje 18 Detector de metales. Seleccionada como MTD.
Etiquetado 19 Rotulado automático. Seleccionada como MTD.
Paletizado 20 Paletizadores automáticos. Seleccionada como MTD.
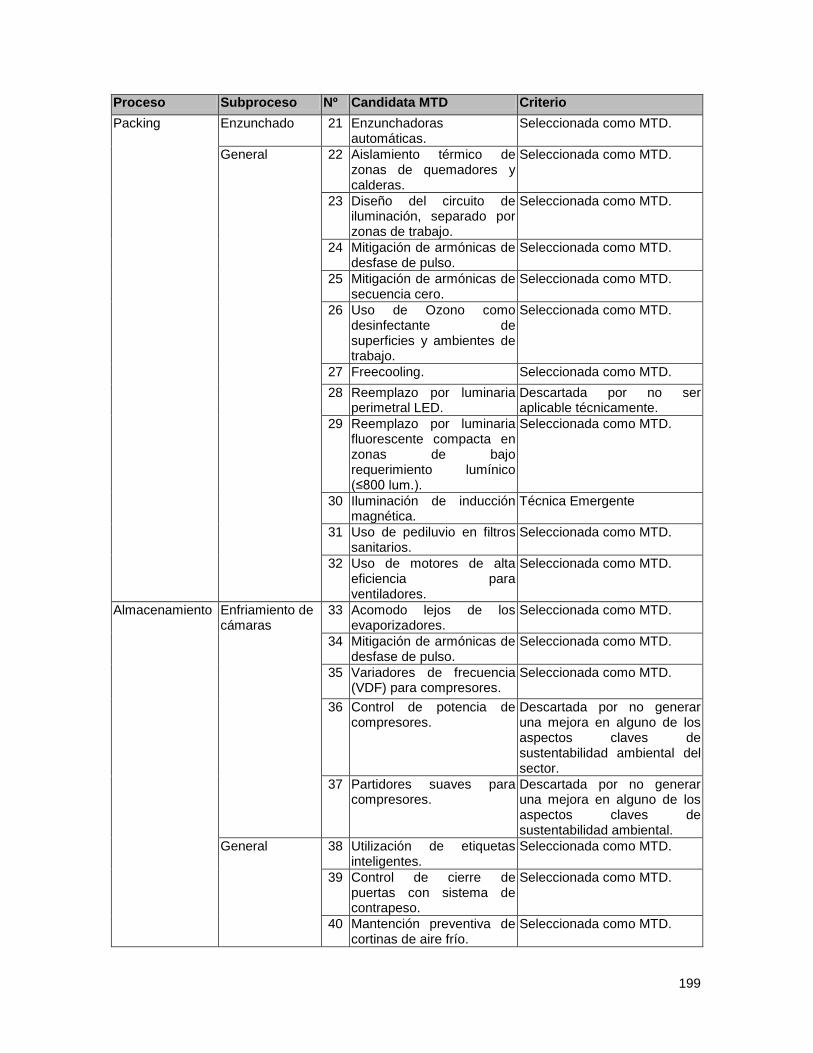
199
Proceso Subproceso Nº Candidata MTD Criterio
Packing Enzunchado 21 Enzunchadoras automáticas.
Seleccionada como MTD.
General 22 Aislamiento térmico de zonas de quemadores y calderas.
Seleccionada como MTD.
23 Diseño del circuito de iluminación, separado por zonas de trabajo.
Seleccionada como MTD.
24 Mitigación de armónicas de desfase de pulso.
Seleccionada como MTD.
25 Mitigación de armónicas de secuencia cero.
Seleccionada como MTD.
26 Uso de Ozono como desinfectante de superficies y ambientes de trabajo.
Seleccionada como MTD.
27 Freecooling. Seleccionada como MTD.
28 Reemplazo por luminaria perimetral LED.
Descartada por no ser aplicable técnicamente.
29 Reemplazo por luminaria fluorescente compacta en zonas de bajo requerimiento lumínico (≤800 lum.).
Seleccionada como MTD.
30 Iluminación de inducción magnética.
Técnica Emergente
31 Uso de pediluvio en filtros sanitarios.
Seleccionada como MTD.
32 Uso de motores de alta eficiencia para ventiladores.
Seleccionada como MTD.
Almacenamiento Enfriamiento de cámaras
33 Acomodo lejos de los evaporizadores.
Seleccionada como MTD.
34 Mitigación de armónicas de desfase de pulso.
Seleccionada como MTD.
35 Variadores de frecuencia (VDF) para compresores.
Seleccionada como MTD.
36 Control de potencia de compresores.
Descartada por no generar una mejora en alguno de los aspectos claves de sustentabilidad ambiental del sector.
37 Partidores suaves para compresores.
Descartada por no generar una mejora en alguno de los aspectos claves de sustentabilidad ambiental.
General 38 Utilización de etiquetas inteligentes.
Seleccionada como MTD.
39 Control de cierre de puertas con sistema de contrapeso.
Seleccionada como MTD.
40 Mantención preventiva de cortinas de aire frío.
Seleccionada como MTD.
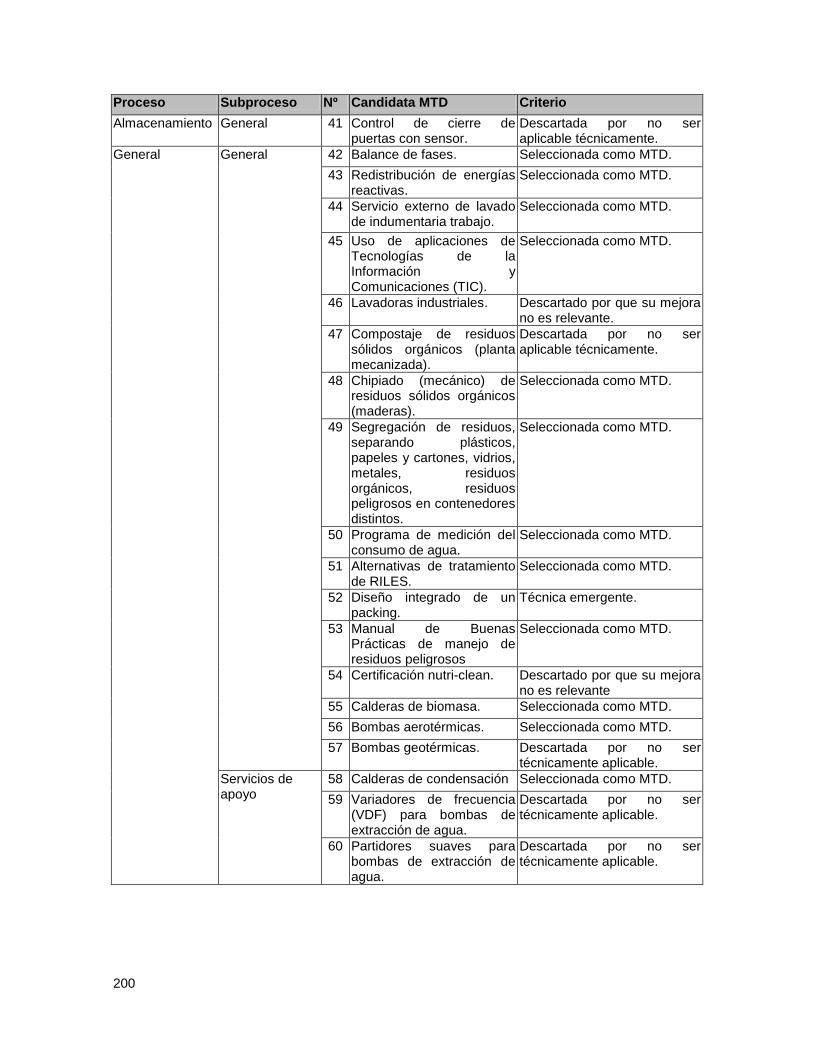
200
Proceso Subproceso Nº Candidata MTD Criterio
Almacenamiento General 41 Control de cierre de puertas con sensor.
Descartada por no ser aplicable técnicamente.
General General 42 Balance de fases. Seleccionada como MTD.
43 Redistribución de energías reactivas.
Seleccionada como MTD.
44 Servicio externo de lavado de indumentaria trabajo.
Seleccionada como MTD.
45 Uso de aplicaciones de Tecnologías de la Información y Comunicaciones (TIC).
Seleccionada como MTD.
46 Lavadoras industriales. Descartado por que su mejora no es relevante.
47 Compostaje de residuos sólidos orgánicos (planta mecanizada).
Descartada por no ser aplicable técnicamente.
48 Chipiado (mecánico) de residuos sólidos orgánicos (maderas).
Seleccionada como MTD.
49 Segregación de residuos, separando plásticos, papeles y cartones, vidrios, metales, residuos orgánicos, residuos peligrosos en contenedores distintos.
Seleccionada como MTD.
50 Programa de medición del consumo de agua.
Seleccionada como MTD.
51 Alternativas de tratamiento de RILES.
Seleccionada como MTD.
52 Diseño integrado de un packing.
Técnica emergente.
53 Manual de Buenas Prácticas de manejo de residuos peligrosos
Seleccionada como MTD.
54 Certificación nutri-clean. Descartado por que su mejora no es relevante
55 Calderas de biomasa. Seleccionada como MTD.
56 Bombas aerotérmicas. Seleccionada como MTD.
57 Bombas geotérmicas. Descartada por no ser técnicamente aplicable.
Servicios de apoyo
58 Calderas de condensación Seleccionada como MTD.
59 Variadores de frecuencia (VDF) para bombas de extracción de agua.
Descartada por no ser técnicamente aplicable.
60 Partidores suaves para bombas de extracción de agua.
Descartada por no ser técnicamente aplicable.
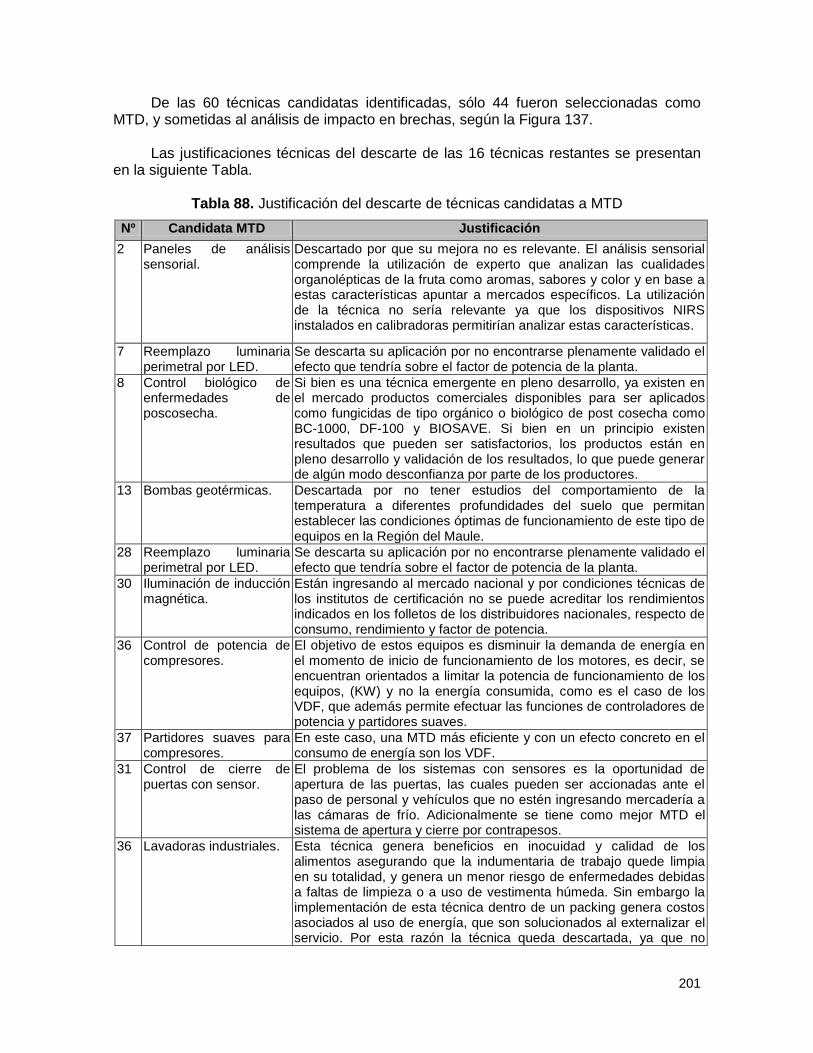
201
De las 60 técnicas candidatas identificadas, sólo 44 fueron seleccionadas como MTD, y sometidas al análisis de impacto en brechas, según la Figura 137.
Las justificaciones técnicas del descarte de las 16 técnicas restantes se presentan
en la siguiente Tabla.
Tabla 88. Justificación del descarte de técnicas candidatas a MTD
Nº Candidata MTD Justificación
2 Paneles de análisis sensorial.
Descartado por que su mejora no es relevante. El análisis sensorial comprende la utilización de experto que analizan las cualidades organolépticas de la fruta como aromas, sabores y color y en base a estas características apuntar a mercados específicos. La utilización de la técnica no sería relevante ya que los dispositivos NIRS instalados en calibradoras permitirían analizar estas características.
7 Reemplazo luminaria perimetral por LED.
Se descarta su aplicación por no encontrarse plenamente validado el efecto que tendría sobre el factor de potencia de la planta.
8 Control biológico de enfermedades de poscosecha.
Si bien es una técnica emergente en pleno desarrollo, ya existen en el mercado productos comerciales disponibles para ser aplicados como fungicidas de tipo orgánico o biológico de post cosecha como BC-1000, DF-100 y BIOSAVE. Si bien en un principio existen resultados que pueden ser satisfactorios, los productos están en pleno desarrollo y validación de los resultados, lo que puede generar de algún modo desconfianza por parte de los productores.
13 Bombas geotérmicas. Descartada por no tener estudios del comportamiento de la temperatura a diferentes profundidades del suelo que permitan establecer las condiciones óptimas de funcionamiento de este tipo de equipos en la Región del Maule.
28 Reemplazo luminaria perimetral por LED.
Se descarta su aplicación por no encontrarse plenamente validado el efecto que tendría sobre el factor de potencia de la planta.
30 Iluminación de inducción magnética.
Están ingresando al mercado nacional y por condiciones técnicas de los institutos de certificación no se puede acreditar los rendimientos indicados en los folletos de los distribuidores nacionales, respecto de consumo, rendimiento y factor de potencia.
36 Control de potencia de compresores.
El objetivo de estos equipos es disminuir la demanda de energía en el momento de inicio de funcionamiento de los motores, es decir, se encuentran orientados a limitar la potencia de funcionamiento de los equipos, (KW) y no la energía consumida, como es el caso de los VDF, que además permite efectuar las funciones de controladores de potencia y partidores suaves.
37 Partidores suaves para compresores.
En este caso, una MTD más eficiente y con un efecto concreto en el consumo de energía son los VDF.
31 Control de cierre de puertas con sensor.
El problema de los sistemas con sensores es la oportunidad de apertura de las puertas, las cuales pueden ser accionadas ante el paso de personal y vehículos que no estén ingresando mercadería a las cámaras de frío. Adicionalmente se tiene como mejor MTD el sistema de apertura y cierre por contrapesos.
36 Lavadoras industriales. Esta técnica genera beneficios en inocuidad y calidad de los alimentos asegurando que la indumentaria de trabajo quede limpia en su totalidad, y genera un menor riesgo de enfermedades debidas a faltas de limpieza o a uso de vestimenta húmeda. Sin embargo la implementación de esta técnica dentro de un packing genera costos asociados al uso de energía, que son solucionados al externalizar el servicio. Por esta razón la técnica queda descartada, ya que no
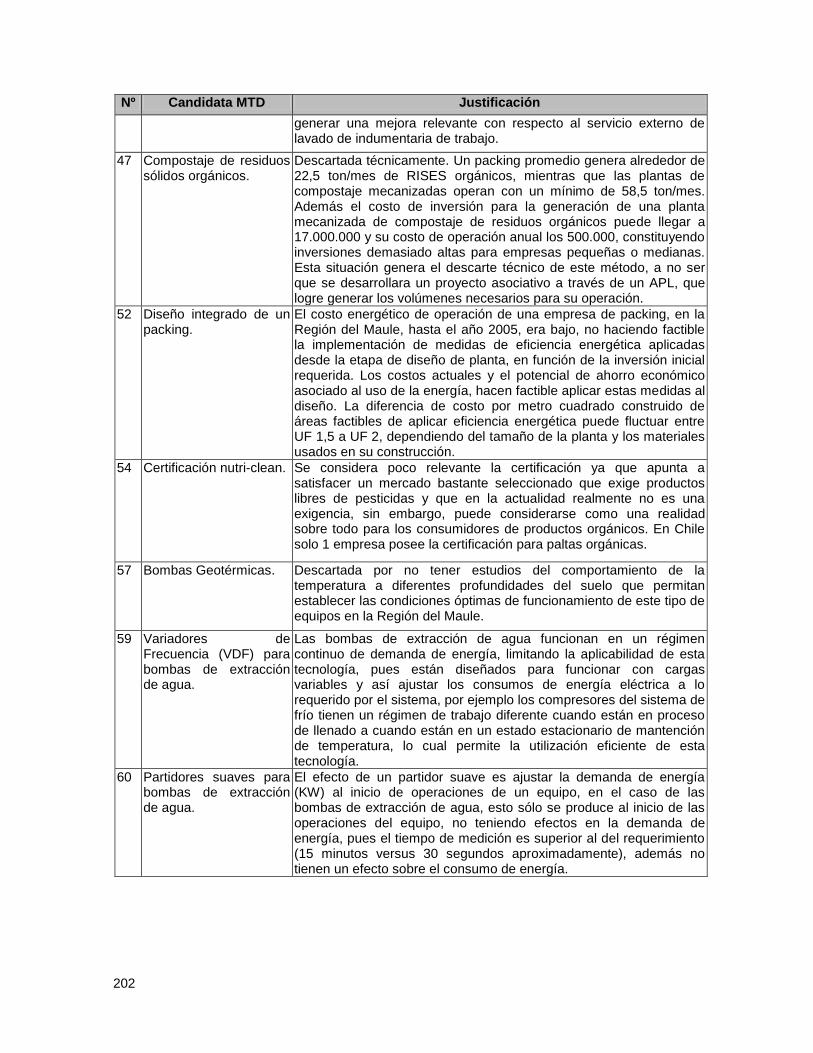
202
Nº Candidata MTD Justificación
generar una mejora relevante con respecto al servicio externo de lavado de indumentaria de trabajo.
47 Compostaje de residuos sólidos orgánicos.
Descartada técnicamente. Un packing promedio genera alrededor de 22,5 ton/mes de RISES orgánicos, mientras que las plantas de compostaje mecanizadas operan con un mínimo de 58,5 ton/mes. Además el costo de inversión para la generación de una planta mecanizada de compostaje de residuos orgánicos puede llegar a 17.000.000 y su costo de operación anual los 500.000, constituyendo inversiones demasiado altas para empresas pequeñas o medianas. Esta situación genera el descarte técnico de este método, a no ser que se desarrollara un proyecto asociativo a través de un APL, que logre generar los volúmenes necesarios para su operación.
52 Diseño integrado de un packing.
El costo energético de operación de una empresa de packing, en la Región del Maule, hasta el año 2005, era bajo, no haciendo factible la implementación de medidas de eficiencia energética aplicadas desde la etapa de diseño de planta, en función de la inversión inicial requerida. Los costos actuales y el potencial de ahorro económico asociado al uso de la energía, hacen factible aplicar estas medidas al diseño. La diferencia de costo por metro cuadrado construido de áreas factibles de aplicar eficiencia energética puede fluctuar entre UF 1,5 a UF 2, dependiendo del tamaño de la planta y los materiales usados en su construcción.
54 Certificación nutri-clean. Se considera poco relevante la certificación ya que apunta a satisfacer un mercado bastante seleccionado que exige productos libres de pesticidas y que en la actualidad realmente no es una exigencia, sin embargo, puede considerarse como una realidad sobre todo para los consumidores de productos orgánicos. En Chile solo 1 empresa posee la certificación para paltas orgánicas.
57 Bombas Geotérmicas. Descartada por no tener estudios del comportamiento de la temperatura a diferentes profundidades del suelo que permitan establecer las condiciones óptimas de funcionamiento de este tipo de equipos en la Región del Maule.
59 Variadores de Frecuencia (VDF) para bombas de extracción de agua.
Las bombas de extracción de agua funcionan en un régimen continuo de demanda de energía, limitando la aplicabilidad de esta tecnología, pues están diseñados para funcionar con cargas variables y así ajustar los consumos de energía eléctrica a lo requerido por el sistema, por ejemplo los compresores del sistema de frío tienen un régimen de trabajo diferente cuando están en proceso de llenado a cuando están en un estado estacionario de mantención de temperatura, lo cual permite la utilización eficiente de esta tecnología.
60 Partidores suaves para bombas de extracción de agua.
El efecto de un partidor suave es ajustar la demanda de energía (KW) al inicio de operaciones de un equipo, en el caso de las bombas de extracción de agua, esto sólo se produce al inicio de las operaciones del equipo, no teniendo efectos en la demanda de energía, pues el tiempo de medición es superior al del requerimiento (15 minutos versus 30 segundos aproximadamente), además no tienen un efecto sobre el consumo de energía.
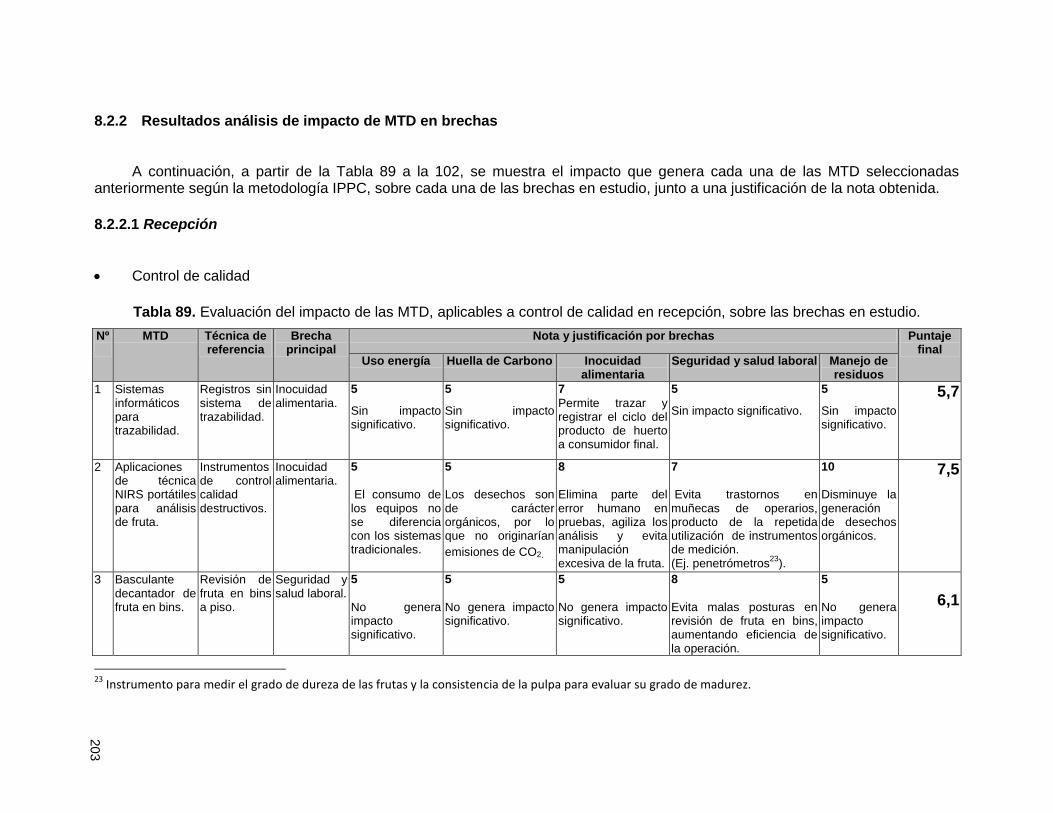
203
8.2.2 Resultados análisis de impacto de MTD en brechas
A continuación, a partir de la Tabla 89 a la 102, se muestra el impacto que genera cada una de las MTD seleccionadas anteriormente según la metodología IPPC, sobre cada una de las brechas en estudio, junto a una justificación de la nota obtenida.
8.2.2.1 Recepción
8.2.2.1 Recepción
Control de calidad
Tabla 89. Evaluación del impacto de las MTD, aplicables a control de calidad en recepción, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificación por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral Manejo de residuos
1 Sistemas informáticos para trazabilidad.
Registros sin sistema de trazabilidad.
Inocuidad alimentaria.
5
Sin impacto significativo.
5
Sin impacto significativo.
7
Permite trazar y registrar el ciclo del producto de huerto a consumidor final.
5
Sin impacto significativo.
5
Sin impacto significativo.
5,7
2 Aplicaciones de técnica NIRS portátiles para análisis de fruta.
Instrumentos de control calidad destructivos.
Inocuidad alimentaria.
5
El consumo de los equipos no se diferencia con los sistemas tradicionales.
5
Los desechos son de carácter orgánicos, por lo que no originarían
emisiones de CO2.
8
Elimina parte del error humano en pruebas, agiliza los análisis y evita manipulación excesiva de la fruta.
7
Evita trastornos en muñecas de operarios, producto de la repetida utilización de instrumentos de medición. (Ej. penetrómetros
23).
10
Disminuye la generación de desechos orgánicos.
7,5
3 Basculante decantador de fruta en bins.
Revisión de fruta en bins a piso.
Seguridad y salud laboral.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera impacto significativo.
8
Evita malas posturas en revisión de fruta en bins, aumentando eficiencia de la operación.
5
No genera impacto significativo.
6,1
23
Instrumento para medir el grado de dureza de las frutas y la consistencia de la pulpa para evaluar su grado de madurez.
203
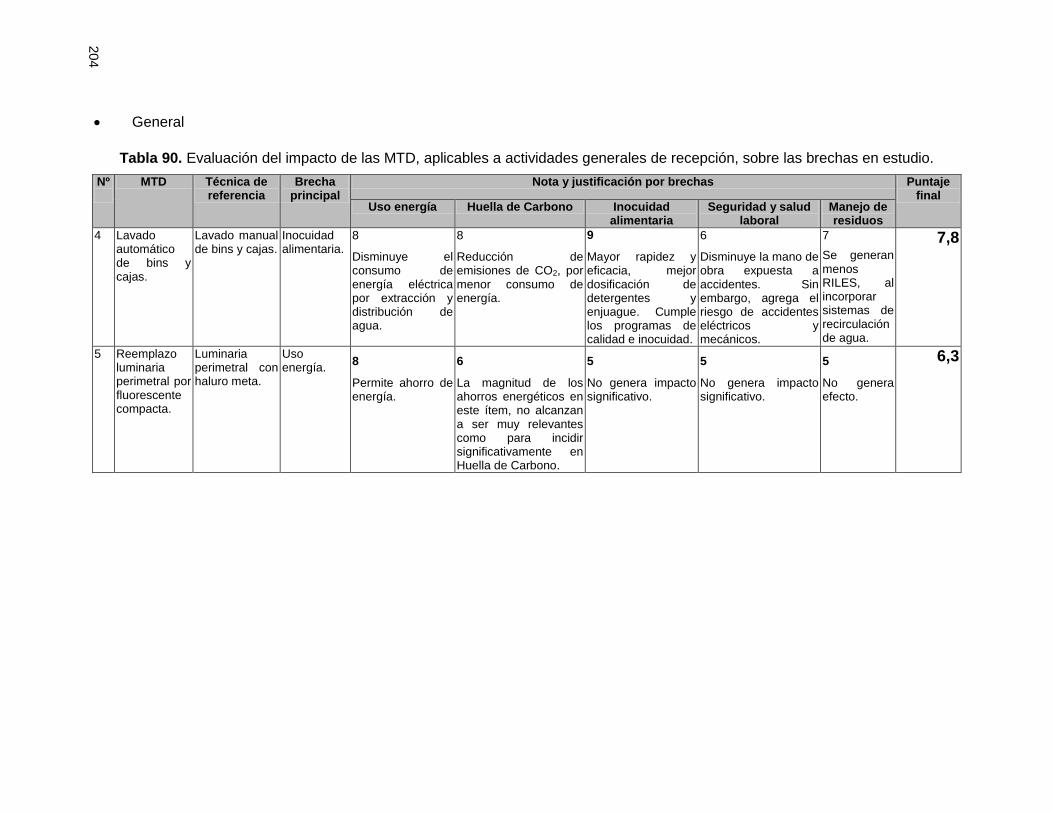
204
General
Tabla 90. Evaluación del impacto de las MTD, aplicables a actividades generales de recepción, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificación por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
4 Lavado automático de bins y cajas.
Lavado manual de bins y cajas.
Inocuidad alimentaria.
8
Disminuye el consumo de energía eléctrica por extracción y distribución de agua.
8
Reducción de emisiones de CO2, por menor consumo de energía.
9
Mayor rapidez y eficacia, mejor dosificación de detergentes y enjuague. Cumple los programas de calidad e inocuidad.
6
Disminuye la mano de obra expuesta a accidentes. Sin embargo, agrega el riesgo de accidentes eléctricos y mecánicos.
7
Se generan menos RILES, al incorporar sistemas de recirculación de agua.
7,8
5 Reemplazo luminaria perimetral por fluorescente compacta.
Luminaria perimetral con haluro meta.
Uso energía.
8
Permite ahorro de energía.
6
La magnitud de los ahorros energéticos en este ítem, no alcanzan a ser muy relevantes como para incidir significativamente en Huella de Carbono.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera efecto.
6,3
204
205
Packing
Lavado
Tabla 91. Evaluación del impacto de las MTD, aplicables al lavado de frutas en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
6 Alternativas desinfección de fruta.
Desinfección de fruta con cloro.
Inocuidad alimentaria.
4,6
No implica consumo de energía salvo en el caso de equipos como ozonificadores o generadores de luz UV.
4,6
No genera impacto en Huella de Carbono, salvo en el caso de equipos que utilizan energía como ozonificadores o generadores de luz UV.
7
En general poseen buen poder germinicida. Solo el peróxido de hidrógeno podría ocasionar blanqueamiento en frutas.
5
Los desinfectantes deben ser manejados con menor o igual precaución que el cloro. Sólo se deben manipular con mayor precaución las lámparas de UV.
7
Los residuos generados son de menor toxicidad que el cloro.
6
7 Aislación térmica de calderas.
Calderas sin aislación térmica.
Uso energía.
10
Elimina pérdidas de calor o frío, disminuyendo el consumo de energía.
10
Al bajar las pérdidas de energía, se disminuye su consumo y por ende las emisiones.
5
No genera impacto significativo.
10
Elimina el riesgo de accidentes por exposición al calor en operarios.
5
No genera impacto significativo.
8,5
8 Paneles termosolares.
Uso de calderas.
Uso energía.
10
Complementan en un 80% la energía utilizada por las calderas, con energía renovable.
10
Alto impacto en la reducción de Huella de Carbono Reemplazo de combustible fósil, por energía renovable.
5
No genera impacto significativo.
7
Disminuye los riesgos de accidente para el operador de las calderas, al estar expuesto al equipo por menos tiempo.
7
Disminuye la generación de RESPEL originados en la mantención de calderas.
8,4
205
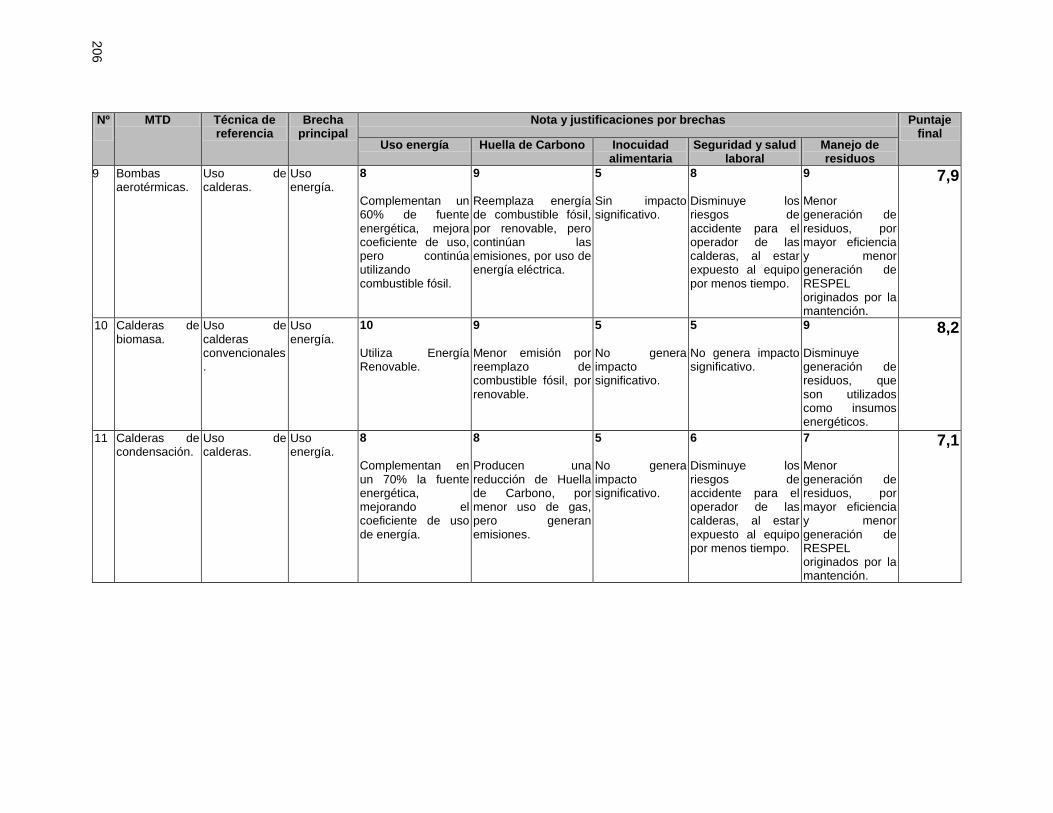
206
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
9 Bombas aerotérmicas.
Uso de calderas.
Uso energía.
8
Complementan un 60% de fuente energética, mejora coeficiente de uso, pero continúa utilizando combustible fósil.
9
Reemplaza energía de combustible fósil, por renovable, pero continúan las emisiones, por uso de energía eléctrica.
5
Sin impacto significativo.
8
Disminuye los riesgos de accidente para el operador de las calderas, al estar expuesto al equipo por menos tiempo.
9
Menor generación de residuos, por mayor eficiencia y menor generación de RESPEL originados por la mantención.
7,9
10 Calderas de biomasa.
Uso de calderas convencionales.
Uso energía.
10
Utiliza Energía Renovable.
9
Menor emisión por reemplazo de combustible fósil, por renovable.
5
No genera impacto significativo.
5
No genera impacto significativo.
9
Disminuye generación de residuos, que son utilizados como insumos energéticos.
8,2
11 Calderas de condensación.
Uso de calderas.
Uso energía.
8
Complementan en un 70% la fuente energética, mejorando el coeficiente de uso de energía.
8
Producen una reducción de Huella de Carbono, por menor uso de gas, pero generan emisiones.
5
No genera impacto significativo.
6
Disminuye los riesgos de accidente para el operador de las calderas, al estar expuesto al equipo por menos tiempo.
7
Menor generación de residuos, por mayor eficiencia y menor generación de RESPEL originados por la mantención.
7,1
206
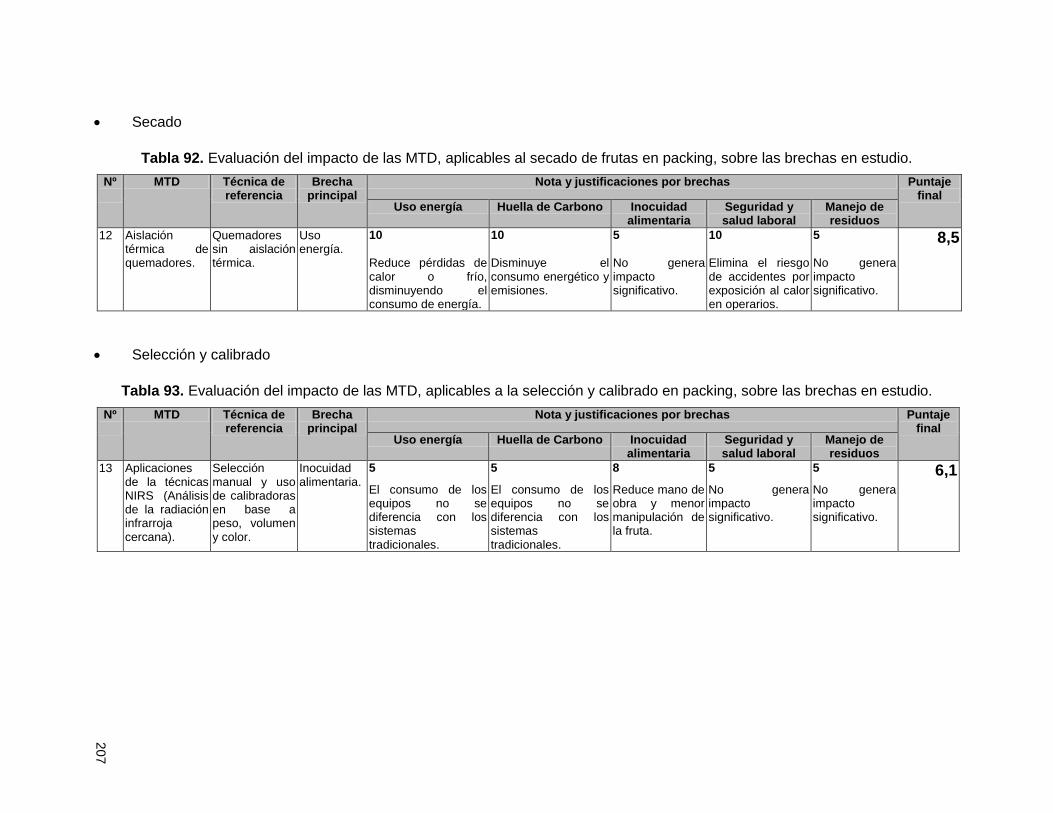
207
Secado
Tabla 92. Evaluación del impacto de las MTD, aplicables al secado de frutas en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
12 Aislación térmica de quemadores.
Quemadores sin aislación térmica.
Uso energía.
10
Reduce pérdidas de calor o frío, disminuyendo el consumo de energía.
10
Disminuye el consumo energético y emisiones.
5
No genera impacto significativo.
10
Elimina el riesgo de accidentes por exposición al calor en operarios.
5
No genera impacto significativo.
8,5
Selección y calibrado
Tabla 93. Evaluación del impacto de las MTD, aplicables a la selección y calibrado en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
13 Aplicaciones de la técnicas NIRS (Análisis de la radiación infrarroja cercana).
Selección manual y uso de calibradoras en base a peso, volumen y color.
Inocuidad alimentaria.
5
El consumo de los equipos no se diferencia con los sistemas tradicionales.
5
El consumo de los equipos no se diferencia con los sistemas tradicionales.
8
Reduce mano de obra y menor manipulación de la fruta.
5
No genera impacto significativo.
5
No genera impacto significativo.
6,1
207
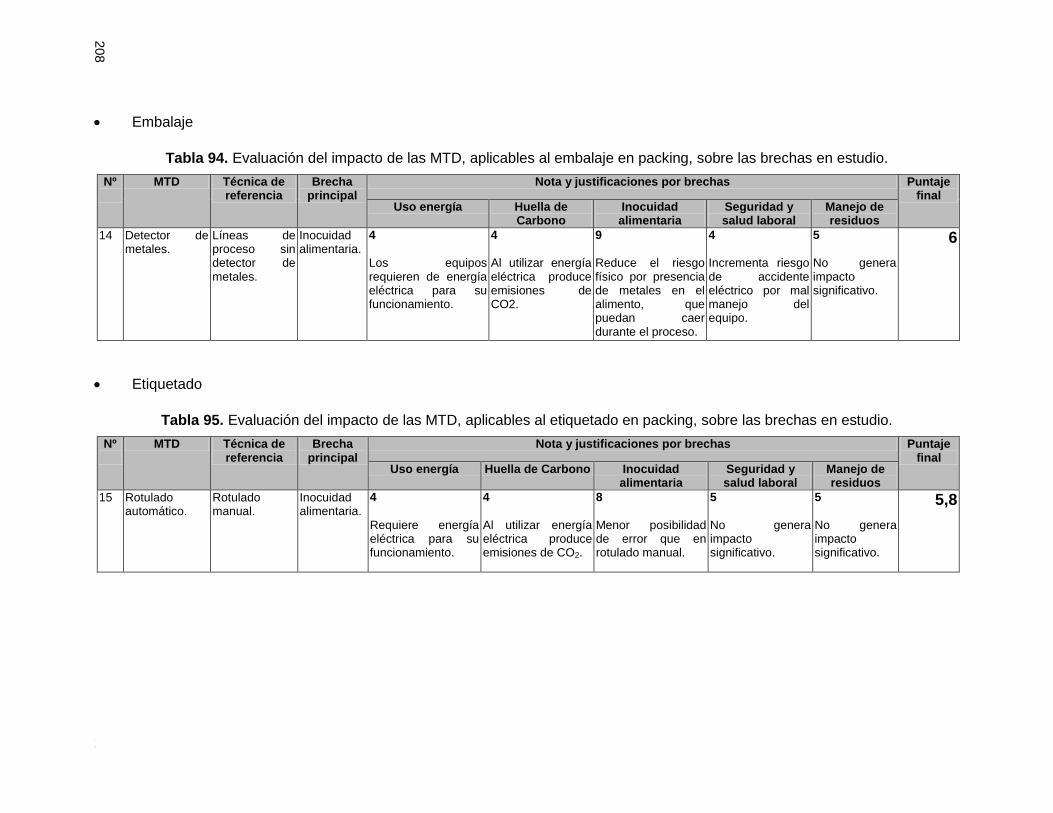
208
Embalaje
Tabla 94. Evaluación del impacto de las MTD, aplicables al embalaje en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono
Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
14 Detector de metales.
Líneas de proceso sin detector de metales.
Inocuidad alimentaria.
4
Los equipos requieren de energía eléctrica para su funcionamiento.
4
Al utilizar energía eléctrica produce emisiones de CO2.
9
Reduce el riesgo físico por presencia de metales en el alimento, que puedan caer durante el proceso.
4
Incrementa riesgo de accidente eléctrico por mal manejo del equipo.
5
No genera impacto significativo.
6
Etiquetado
Tabla 95. Evaluación del impacto de las MTD, aplicables al etiquetado en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
15 Rotulado automático.
Rotulado manual.
Inocuidad alimentaria.
4
Requiere energía eléctrica para su funcionamiento.
4
Al utilizar energía eléctrica produce emisiones de CO2.
8
Menor posibilidad de error que en rotulado manual.
5
No genera impacto significativo.
5
No genera impacto significativo.
5,8
208
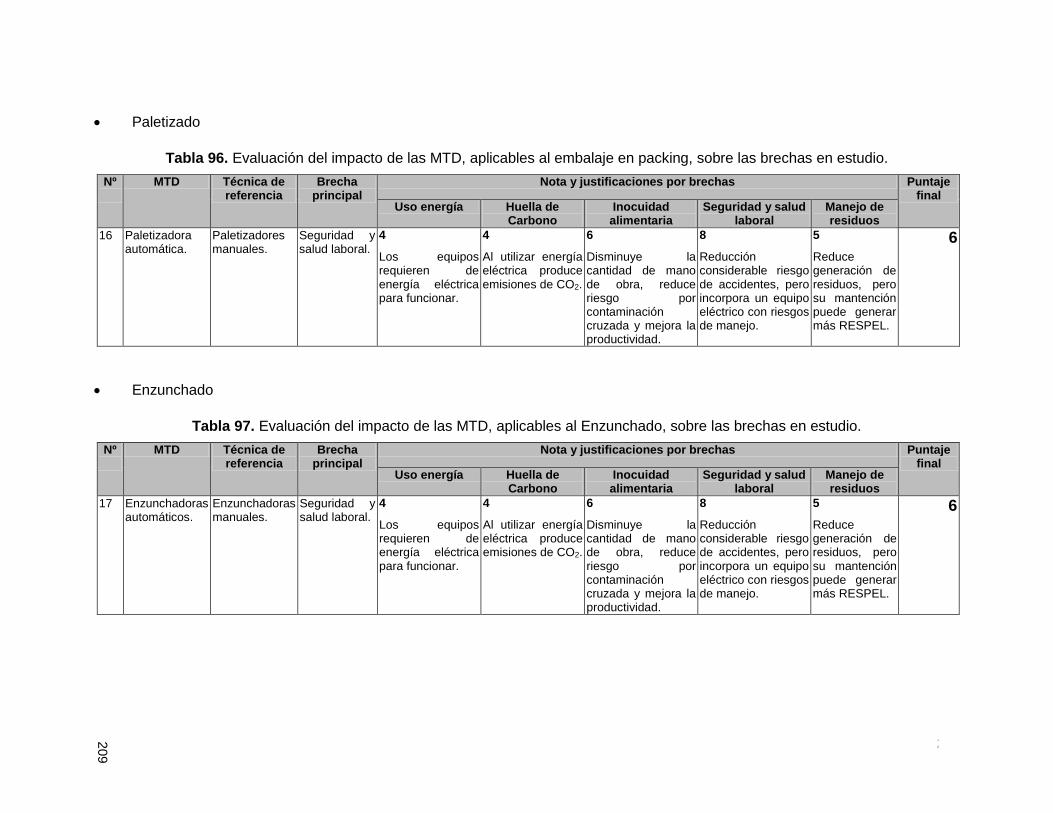
209
Paletizado
Tabla 96. Evaluación del impacto de las MTD, aplicables al embalaje en packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono
Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
16 Paletizadora automática.
Paletizadores manuales.
Seguridad y salud laboral.
4
Los equipos requieren de energía eléctrica para funcionar.
4
Al utilizar energía eléctrica produce emisiones de CO2.
6
Disminuye la cantidad de mano de obra, reduce riesgo por contaminación cruzada y mejora la productividad.
8
Reducción considerable riesgo de accidentes, pero incorpora un equipo eléctrico con riesgos de manejo.
5
Reduce generación de residuos, pero su mantención puede generar más RESPEL.
6
Enzunchado
Tabla 97. Evaluación del impacto de las MTD, aplicables al Enzunchado, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono
Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
17 Enzunchadoras automáticos.
Enzunchadoras manuales.
Seguridad y salud laboral.
4
Los equipos requieren de energía eléctrica para funcionar.
4
Al utilizar energía eléctrica produce emisiones de CO2.
6
Disminuye la cantidad de mano de obra, reduce riesgo por contaminación cruzada y mejora la productividad.
8
Reducción considerable riesgo de accidentes, pero incorpora un equipo eléctrico con riesgos de manejo.
5
Reduce generación de residuos, pero su mantención puede generar más RESPEL.
6
209
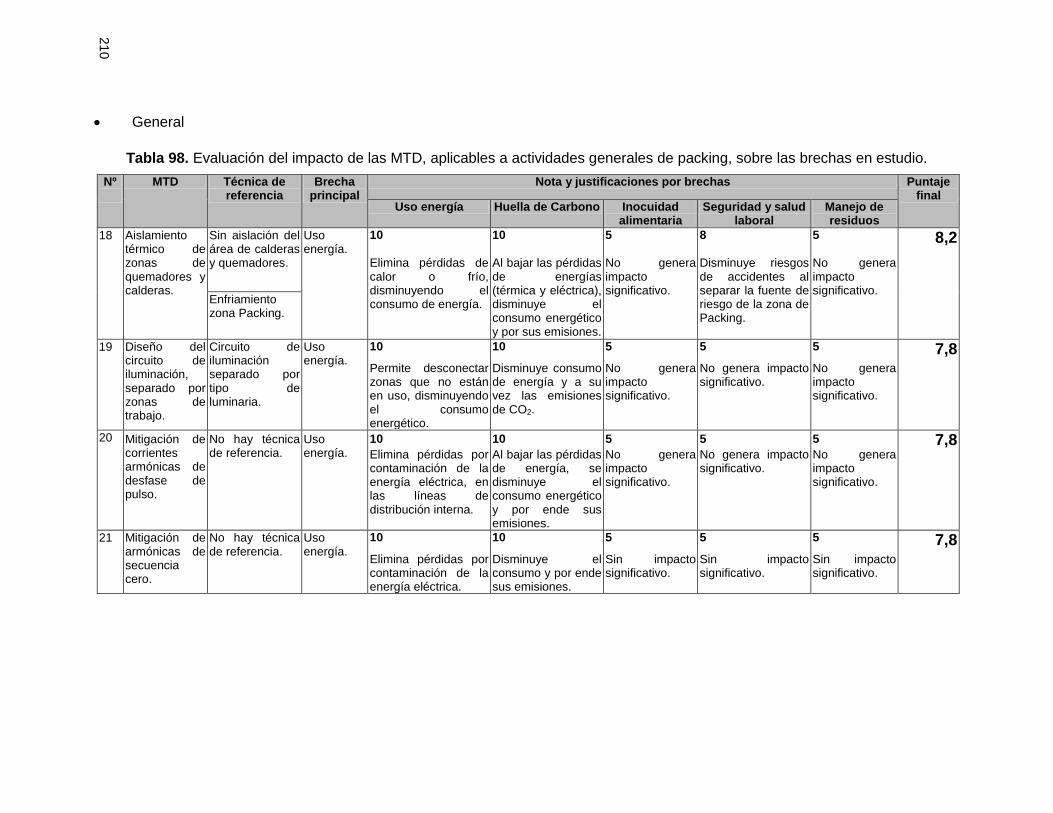
210
General
Tabla 98. Evaluación del impacto de las MTD, aplicables a actividades generales de packing, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
18 Aislamiento térmico de zonas de quemadores y calderas.
Sin aislación del área de calderas y quemadores.
Uso energía.
10
Elimina pérdidas de calor o frío, disminuyendo el consumo de energía.
10
Al bajar las pérdidas de energías (térmica y eléctrica), disminuye el consumo energético y por sus emisiones.
5
No genera impacto significativo.
8
Disminuye riesgos de accidentes al separar la fuente de riesgo de la zona de Packing.
5
No genera impacto significativo.
8,2
Enfriamiento zona Packing.
19 Diseño del circuito de iluminación, separado por zonas de trabajo.
Circuito de iluminación separado por tipo de luminaria.
Uso energía.
10
Permite desconectar zonas que no están en uso, disminuyendo el consumo energético.
10
Disminuye consumo de energía y a su vez las emisiones de CO2.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera impacto significativo.
7,8
20
Mitigación de corrientes armónicas de desfase de pulso.
No hay técnica de referencia.
Uso energía.
10
Elimina pérdidas por contaminación de la energía eléctrica, en las líneas de distribución interna.
10
Al bajar las pérdidas de energía, se disminuye el consumo energético y por ende sus emisiones.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera impacto significativo.
7,8
21 Mitigación de armónicas de secuencia cero.
No hay técnica de referencia.
Uso energía.
10
Elimina pérdidas por contaminación de la energía eléctrica.
10
Disminuye el consumo y por ende sus emisiones.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
7,8
210
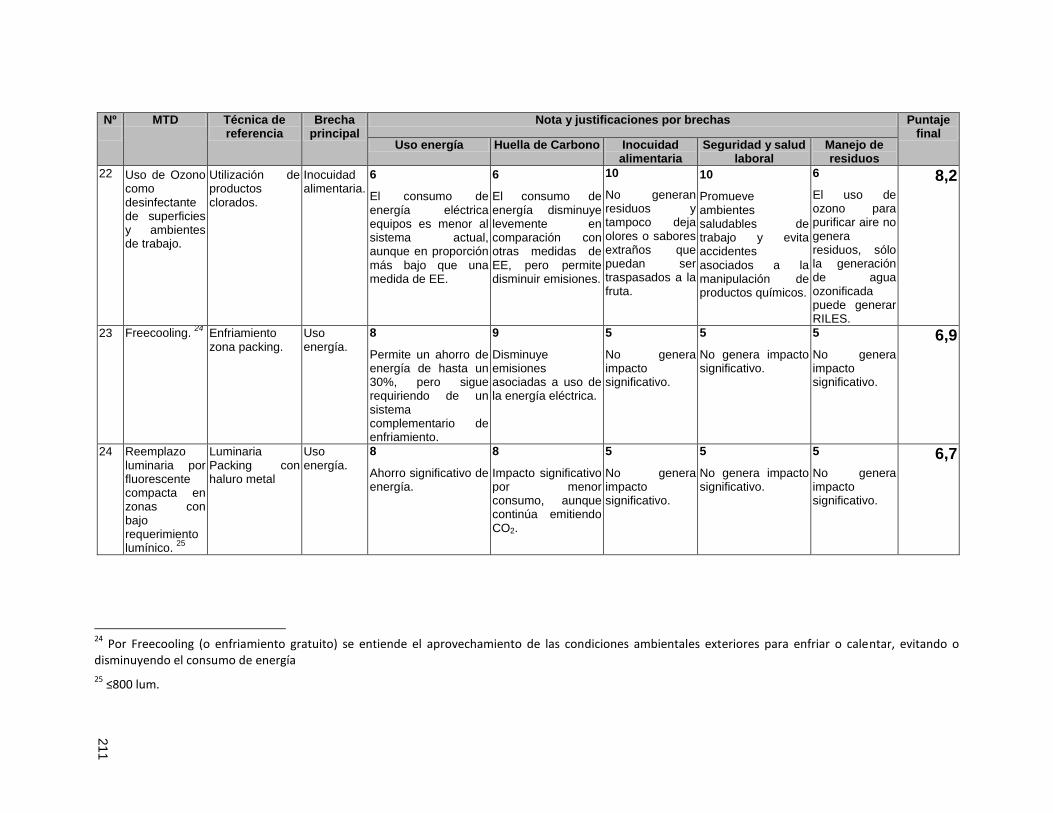
211
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
22
Uso de Ozono como desinfectante de superficies y ambientes de trabajo.
Utilización de productos clorados.
Inocuidad alimentaria.
6
El consumo de energía eléctrica equipos es menor al sistema actual, aunque en proporción más bajo que una medida de EE.
6
El consumo de energía disminuye levemente en comparación con otras medidas de EE, pero permite disminuir emisiones.
10
No generan residuos y tampoco deja olores o sabores extraños que puedan ser traspasados a la fruta.
10
Promueve ambientes saludables de trabajo y evita accidentes asociados a la manipulación de productos químicos.
6
El uso de ozono para purificar aire no genera residuos, sólo la generación de agua ozonificada puede generar RILES.
8,2
23 Freecooling. 24
Enfriamiento zona packing.
Uso energía.
8
Permite un ahorro de energía de hasta un 30%, pero sigue requiriendo de un sistema complementario de enfriamiento.
9
Disminuye emisiones asociadas a uso de la energía eléctrica.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera impacto significativo.
6,9
24 Reemplazo luminaria por fluorescente compacta en zonas con bajo requerimiento lumínico.
25
Luminaria Packing con haluro metal
Uso energía.
8
Ahorro significativo de energía.
8
Impacto significativo por menor consumo, aunque continúa emitiendo CO2.
5
No genera impacto significativo.
5
No genera impacto significativo.
5
No genera impacto significativo.
6,7
24
Por Freecooling (o enfriamiento gratuito) se entiende el aprovechamiento de las condiciones ambientales exteriores para enfriar o calentar, evitando o disminuyendo el consumo de energía
25 ≤800 lum.
211
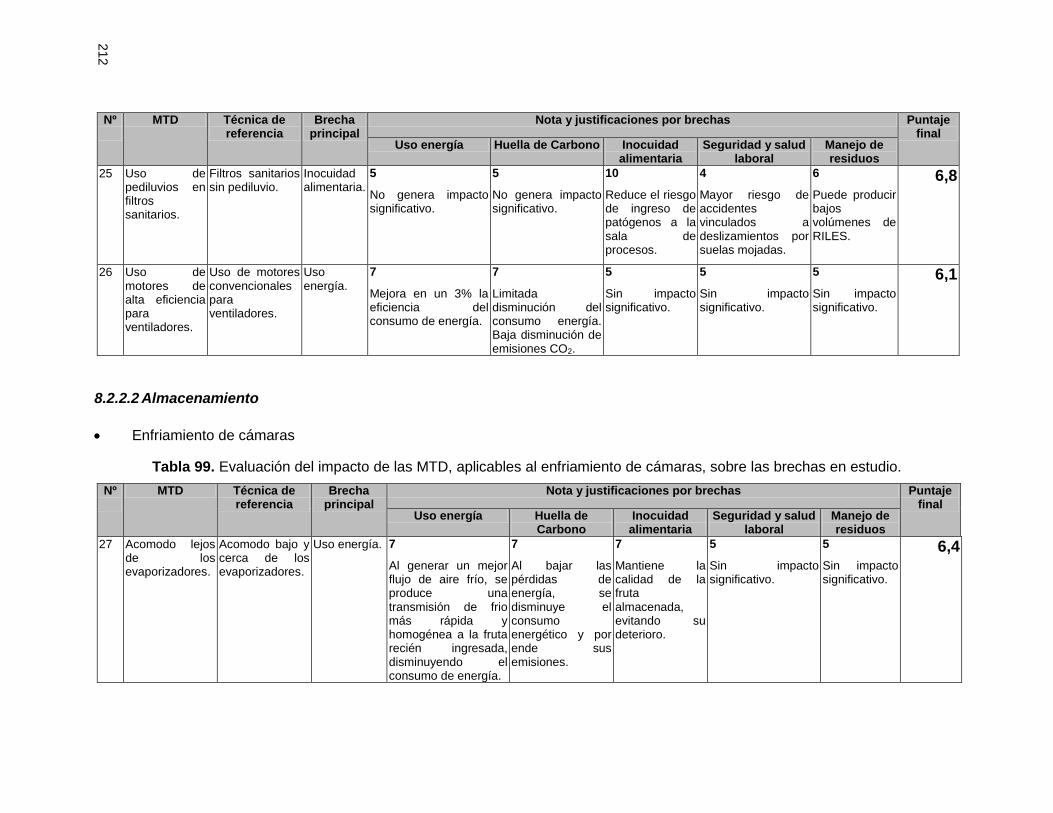
212
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
25 Uso de pediluvios en filtros sanitarios.
Filtros sanitarios sin pediluvio.
Inocuidad alimentaria.
5
No genera impacto significativo.
5
No genera impacto significativo.
10
Reduce el riesgo de ingreso de patógenos a la sala de procesos.
4
Mayor riesgo de accidentes vinculados a deslizamientos por suelas mojadas.
6
Puede producir bajos volúmenes de RILES.
6,8
26 Uso de motores de alta eficiencia para ventiladores.
Uso de motores convencionales para ventiladores.
Uso energía.
7
Mejora en un 3% la eficiencia del consumo de energía.
7
Limitada disminución del consumo energía. Baja disminución de emisiones CO2.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
6,1
8.2.2.2 Almacenamiento
Enfriamiento de cámaras
Tabla 99. Evaluación del impacto de las MTD, aplicables al enfriamiento de cámaras, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono
Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
27 Acomodo lejos de los evaporizadores.
Acomodo bajo y cerca de los evaporizadores.
Uso energía. 7
Al generar un mejor flujo de aire frío, se produce una transmisión de frio más rápida y homogénea a la fruta recién ingresada, disminuyendo el consumo de energía.
7
Al bajar las pérdidas de energía, se disminuye el consumo energético y por ende sus emisiones.
7
Mantiene la calidad de la fruta almacenada, evitando su deterioro.
5
Sin impacto significativo.
5
Sin impacto significativo.
6,4
212
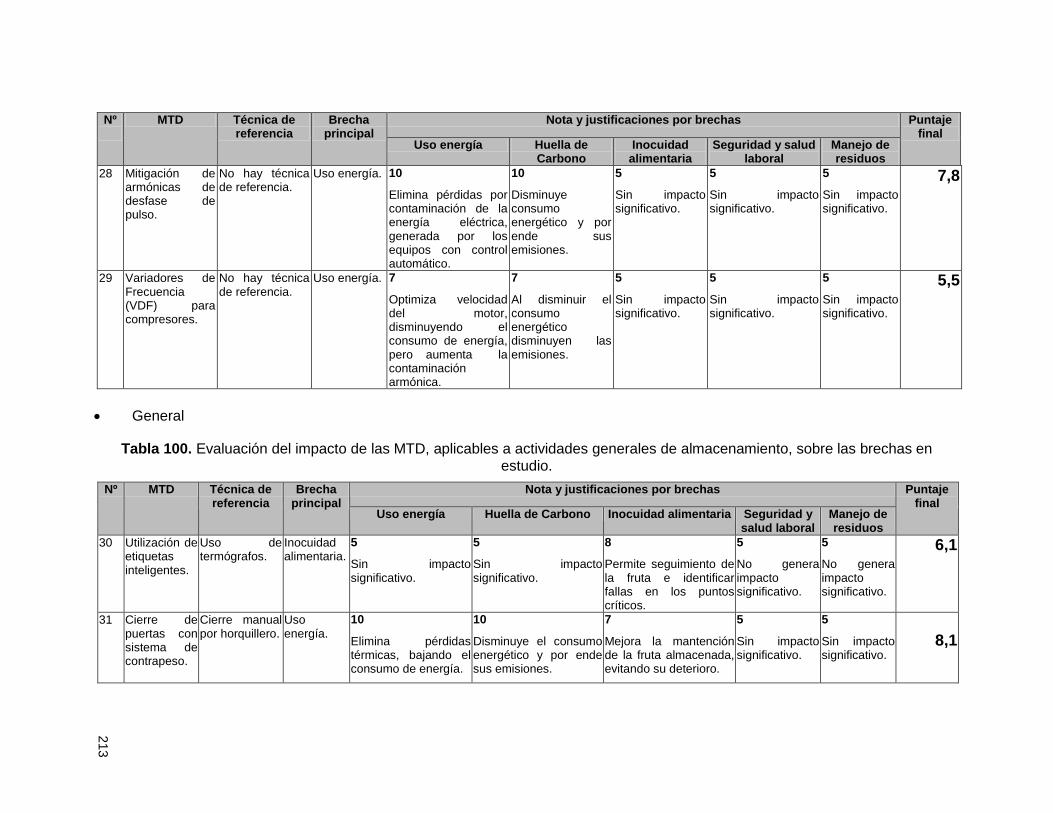
213
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono
Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
28 Mitigación de armónicas de desfase de pulso.
No hay técnica de referencia.
Uso energía. 10
Elimina pérdidas por contaminación de la energía eléctrica, generada por los equipos con control automático.
10
Disminuye consumo energético y por ende sus emisiones.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
7,8
29 Variadores de Frecuencia (VDF) para compresores.
No hay técnica de referencia.
Uso energía. 7
Optimiza velocidad del motor, disminuyendo el consumo de energía, pero aumenta la contaminación armónica.
7
Al disminuir el consumo energético disminuyen las emisiones.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
5,5
General
Tabla 100. Evaluación del impacto de las MTD, aplicables a actividades generales de almacenamiento, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria Seguridad y salud laboral
Manejo de residuos
30 Utilización de etiquetas inteligentes.
Uso de termógrafos.
Inocuidad alimentaria.
5
Sin impacto significativo.
5
Sin impacto significativo.
8
Permite seguimiento de la fruta e identificar fallas en los puntos críticos.
5
No genera impacto significativo.
5
No genera impacto significativo.
6,1
31 Cierre de puertas con sistema de contrapeso.
Cierre manual por horquillero.
Uso energía.
10
Elimina pérdidas térmicas, bajando el consumo de energía.
10
Disminuye el consumo energético y por ende sus emisiones.
7
Mejora la mantención de la fruta almacenada, evitando su deterioro.
5
Sin impacto significativo.
5
Sin impacto significativo.
8,1
213
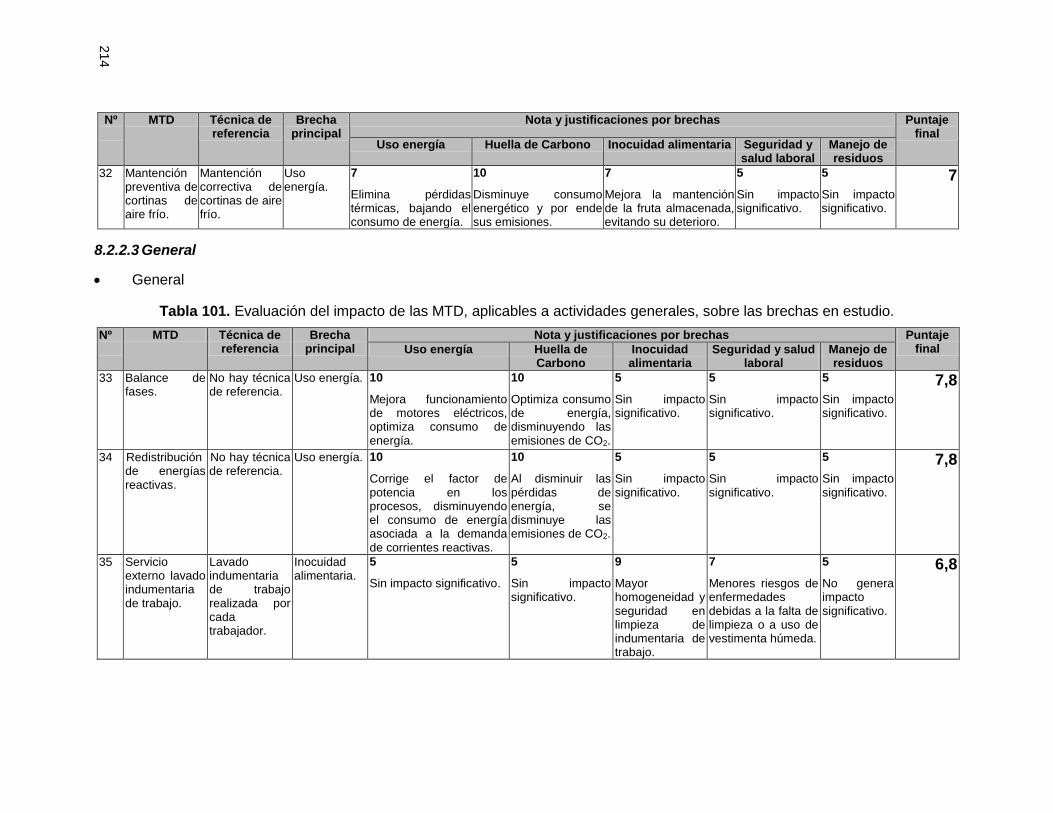
214
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final
Uso energía Huella de Carbono Inocuidad alimentaria Seguridad y salud laboral
Manejo de residuos
32 Mantención preventiva de cortinas de aire frío.
Mantención correctiva de cortinas de aire frío.
Uso energía.
7
Elimina pérdidas térmicas, bajando el consumo de energía.
10
Disminuye consumo energético y por ende sus emisiones.
7
Mejora la mantención de la fruta almacenada, evitando su deterioro.
5
Sin impacto significativo.
5
Sin impacto significativo.
7
8.2.2.3 General
General
Tabla 101. Evaluación del impacto de las MTD, aplicables a actividades generales, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de
Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
33 Balance de fases.
No hay técnica de referencia.
Uso energía. 10
Mejora funcionamiento de motores eléctricos, optimiza consumo de energía.
10
Optimiza consumo de energía, disminuyendo las emisiones de CO2.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
7,8
34 Redistribución de energías reactivas.
No hay técnica de referencia.
Uso energía. 10
Corrige el factor de potencia en los procesos, disminuyendo el consumo de energía asociada a la demanda de corrientes reactivas.
10
Al disminuir las pérdidas de energía, se disminuye las emisiones de CO2.
5
Sin impacto significativo.
5
Sin impacto significativo.
5
Sin impacto significativo.
7,8
35 Servicio externo lavado indumentaria de trabajo.
Lavado indumentaria de trabajo realizada por cada trabajador.
Inocuidad alimentaria.
5
Sin impacto significativo.
5
Sin impacto significativo.
9
Mayor homogeneidad y seguridad en limpieza de indumentaria de trabajo.
7
Menores riesgos de enfermedades debidas a la falta de limpieza o a uso de vestimenta húmeda.
5
No genera impacto significativo.
6,8
214
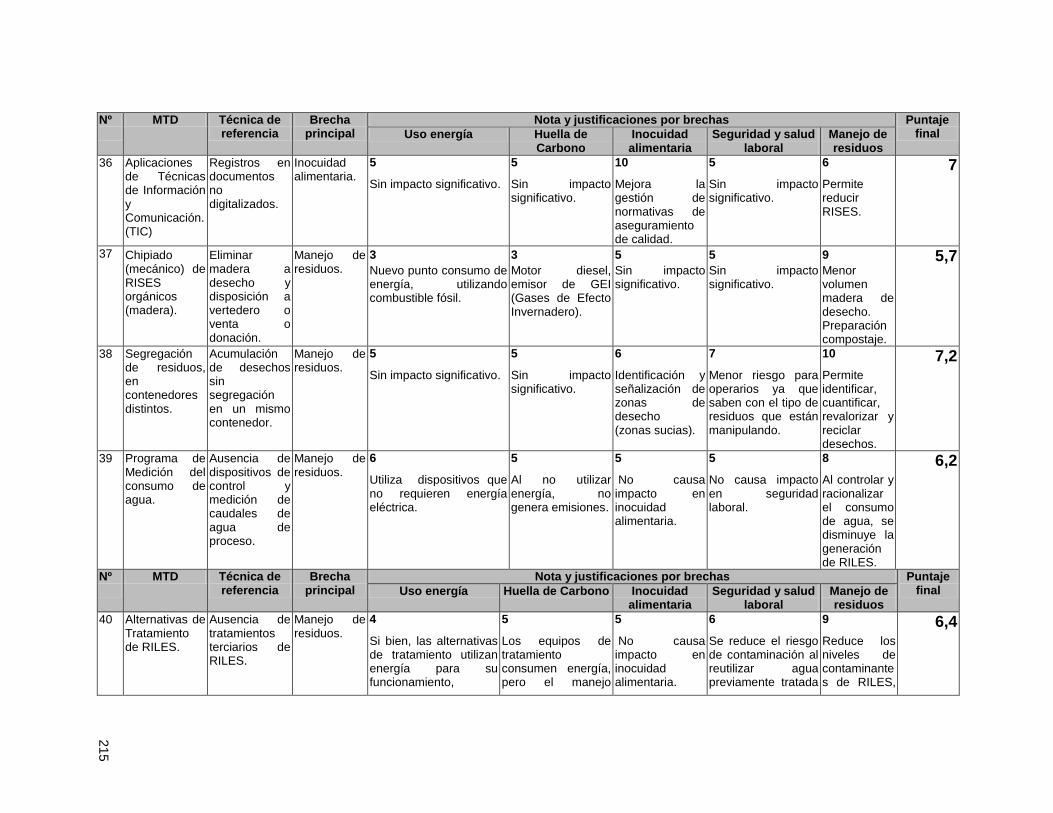
215
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de
Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
36 Aplicaciones de Técnicas de Información y Comunicación. (TIC)
Registros en documentos no digitalizados.
Inocuidad alimentaria.
5
Sin impacto significativo.
5
Sin impacto significativo.
10
Mejora la gestión de normativas de aseguramiento de calidad.
5
Sin impacto significativo.
6
Permite reducir RISES.
7
37
Chipiado (mecánico) de RISES orgánicos (madera).
Eliminar madera a desecho y disposición a vertedero o venta o donación.
Manejo de residuos.
3
Nuevo punto consumo de energía, utilizando combustible fósil.
3
Motor diesel, emisor de GEI (Gases de Efecto Invernadero).
5
Sin impacto significativo.
5
Sin impacto significativo.
9
Menor volumen madera de desecho. Preparación compostaje.
5,7
38 Segregación de residuos, en contenedores distintos.
Acumulación de desechos sin segregación en un mismo contenedor.
Manejo de residuos.
5
Sin impacto significativo.
5
Sin impacto significativo.
6
Identificación y señalización de zonas de desecho (zonas sucias).
7
Menor riesgo para operarios ya que saben con el tipo de residuos que están manipulando.
10
Permite identificar, cuantificar, revalorizar y reciclar desechos.
7,2
39 Programa de Medición del consumo de agua.
Ausencia de dispositivos de control y medición de caudales de agua de proceso.
Manejo de residuos.
6
Utiliza dispositivos que no requieren energía eléctrica.
5
Al no utilizar energía, no genera emisiones.
5
No causa impacto en inocuidad alimentaria.
5
No causa impacto en seguridad laboral.
8
Al controlar y racionalizar el consumo de agua, se disminuye la generación de RILES.
6,2
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de Carbono Inocuidad
alimentaria Seguridad y salud
laboral Manejo de residuos
40 Alternativas de Tratamiento de RILES.
Ausencia de tratamientos terciarios de RILES.
Manejo de residuos.
4
Si bien, las alternativas de tratamiento utilizan energía para su funcionamiento,
5
Los equipos de tratamiento consumen energía, pero el manejo
5
No causa impacto en inocuidad alimentaria.
6
Se reduce el riesgo de contaminación al reutilizar agua previamente tratada
9
Reduce los niveles de contaminantes de RILES,
6,4
215
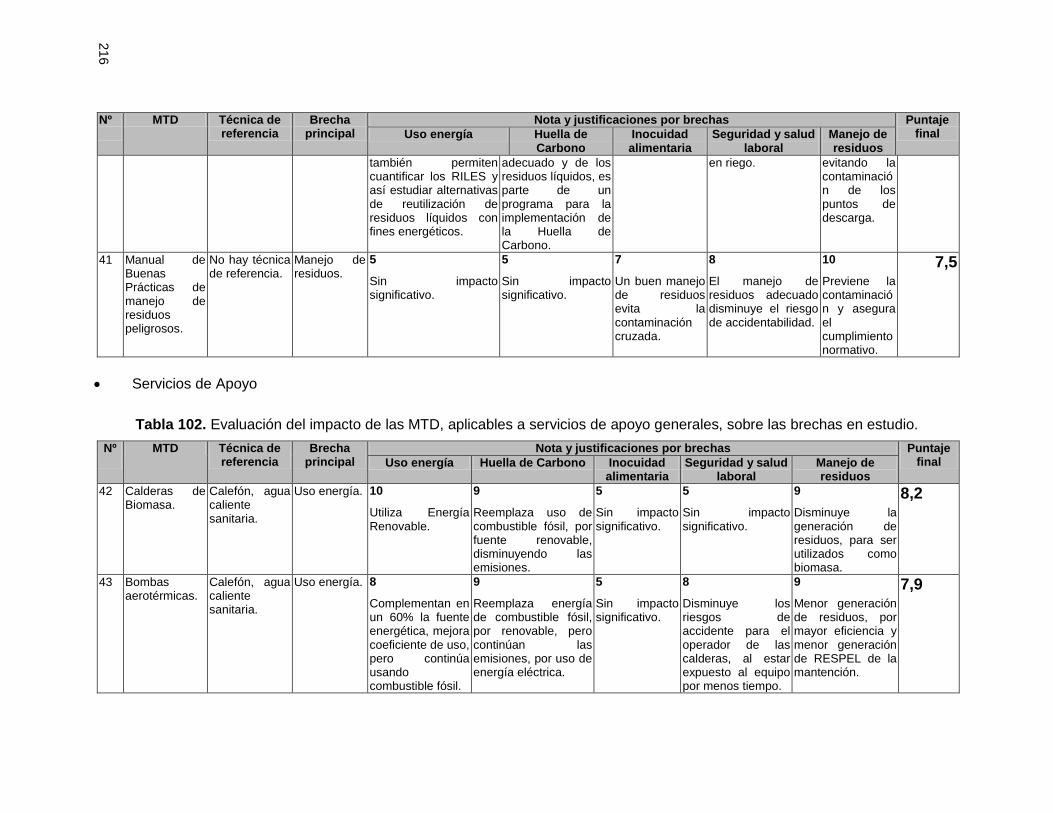
216
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de
Carbono Inocuidad alimentaria
Seguridad y salud laboral
Manejo de residuos
también permiten cuantificar los RILES y así estudiar alternativas de reutilización de residuos líquidos con fines energéticos.
adecuado y de los residuos líquidos, es parte de un programa para la implementación de la Huella de Carbono.
en riego. evitando la contaminación de los puntos de descarga.
41 Manual de Buenas Prácticas de manejo de residuos peligrosos.
No hay técnica de referencia.
Manejo de residuos.
5
Sin impacto significativo.
5
Sin impacto significativo.
7
Un buen manejo de residuos evita la contaminación cruzada.
8
El manejo de residuos adecuado disminuye el riesgo de accidentabilidad.
10
Previene la contaminación y asegura el cumplimiento normativo.
7,5
Servicios de Apoyo
Tabla 102. Evaluación del impacto de las MTD, aplicables a servicios de apoyo generales, sobre las brechas en estudio.
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de Carbono Inocuidad
alimentaria Seguridad y salud
laboral Manejo de residuos
42 Calderas de Biomasa.
Calefón, agua caliente sanitaria.
Uso energía. 10
Utiliza Energía Renovable.
9
Reemplaza uso de combustible fósil, por fuente renovable, disminuyendo las emisiones.
5
Sin impacto significativo.
5
Sin impacto significativo.
9
Disminuye la generación de residuos, para ser utilizados como biomasa.
8,2
43 Bombas aerotérmicas.
Calefón, agua caliente sanitaria.
Uso energía. 8
Complementan en un 60% la fuente energética, mejora coeficiente de uso, pero continúa usando combustible fósil.
9
Reemplaza energía de combustible fósil, por renovable, pero continúan las emisiones, por uso de energía eléctrica.
5
Sin impacto significativo.
8
Disminuye los riesgos de accidente para el operador de las calderas, al estar expuesto al equipo por menos tiempo.
9
Menor generación de residuos, por mayor eficiencia y menor generación de RESPEL de la mantención.
7,9
216
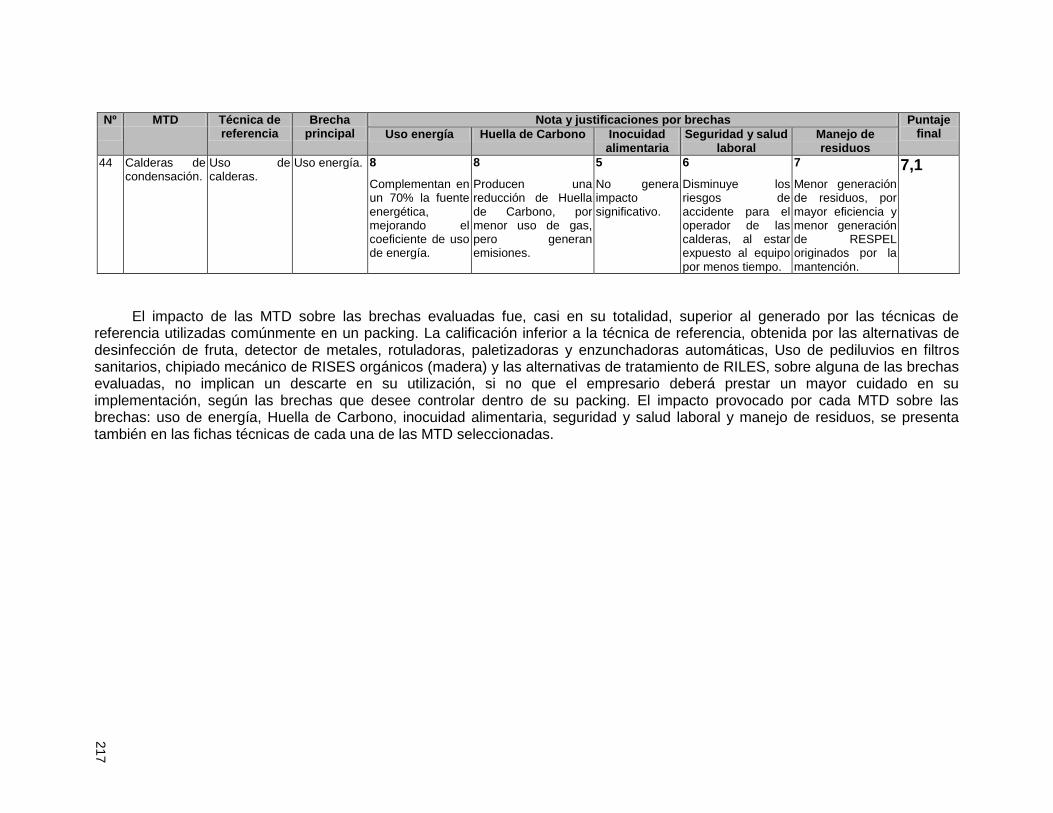
217
Nº
MTD Técnica de referencia
Brecha principal
Nota y justificaciones por brechas Puntaje final Uso energía Huella de Carbono Inocuidad
alimentaria Seguridad y salud
laboral Manejo de residuos
44 Calderas de condensación.
Uso de calderas.
Uso energía. 8
Complementan en un 70% la fuente energética, mejorando el coeficiente de uso de energía.
8
Producen una reducción de Huella de Carbono, por menor uso de gas, pero generan emisiones.
5
No genera impacto significativo.
6
Disminuye los riesgos de accidente para el operador de las calderas, al estar expuesto al equipo por menos tiempo.
7
Menor generación de residuos, por mayor eficiencia y menor generación de RESPEL originados por la mantención.
7,1
El impacto de las MTD sobre las brechas evaluadas fue, casi en su totalidad, superior al generado por las técnicas de referencia utilizadas comúnmente en un packing. La calificación inferior a la técnica de referencia, obtenida por las alternativas de desinfección de fruta, detector de metales, rotuladoras, paletizadoras y enzunchadoras automáticas, Uso de pediluvios en filtros sanitarios, chipiado mecánico de RISES orgánicos (madera) y las alternativas de tratamiento de RILES, sobre alguna de las brechas evaluadas, no implican un descarte en su utilización, si no que el empresario deberá prestar un mayor cuidado en su implementación, según las brechas que desee controlar dentro de su packing. El impacto provocado por cada MTD sobre las brechas: uso de energía, Huella de Carbono, inocuidad alimentaria, seguridad y salud laboral y manejo de residuos, se presenta también en las fichas técnicas de cada una de las MTD seleccionadas.
217
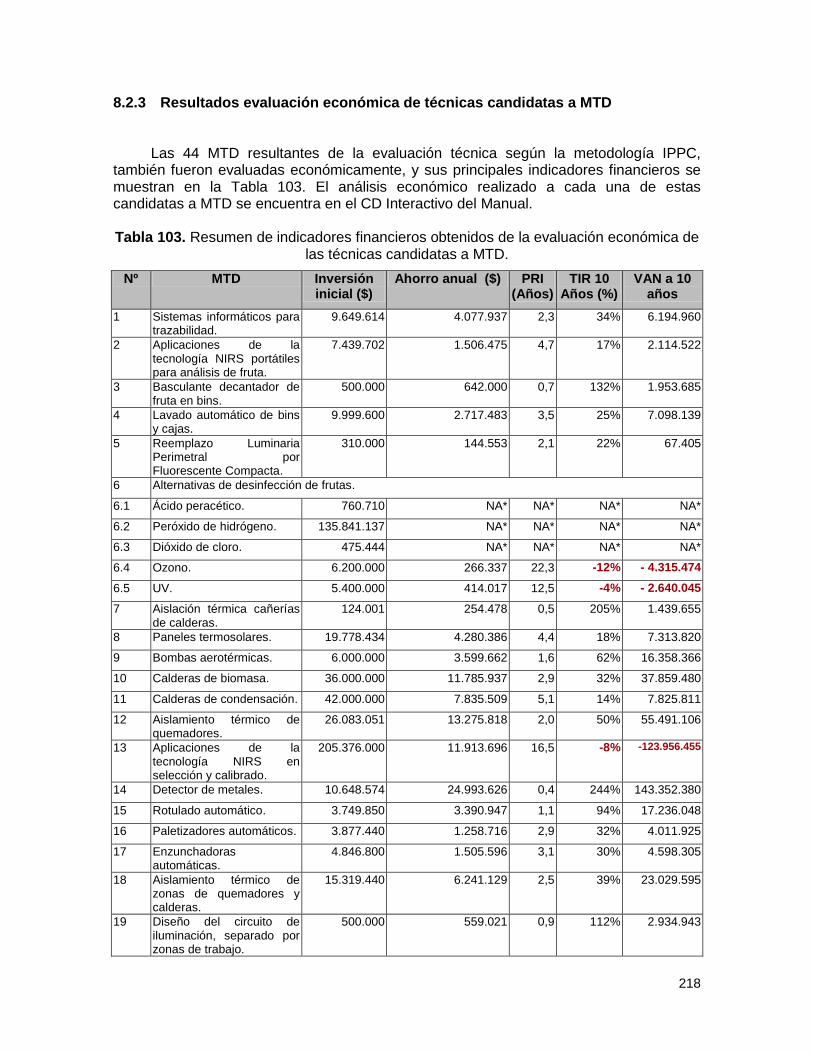
218
8.2.3 Resultados evaluación económica de técnicas candidatas a MTD
Las 44 MTD resultantes de la evaluación técnica según la metodología IPPC, también fueron evaluadas económicamente, y sus principales indicadores financieros se muestran en la Tabla 103. El análisis económico realizado a cada una de estas candidatas a MTD se encuentra en el CD Interactivo del Manual.
Tabla 103. Resumen de indicadores financieros obtenidos de la evaluación económica de
las técnicas candidatas a MTD.
Nº MTD Inversión inicial ($)
Ahorro anual ($) PRI (Años)
TIR 10 Años (%)
VAN a 10 años
1 Sistemas informáticos para trazabilidad.
9.649.614 4.077.937 2,3 34% 6.194.960
2 Aplicaciones de la tecnología NIRS portátiles para análisis de fruta.
7.439.702 1.506.475 4,7 17% 2.114.522
3 Basculante decantador de fruta en bins.
500.000 642.000 0,7 132% 1.953.685
4 Lavado automático de bins y cajas.
9.999.600 2.717.483 3,5 25% 7.098.139
5 Reemplazo Luminaria Perimetral por Fluorescente Compacta.
310.000 144.553 2,1 22% 67.405
6 Alternativas de desinfección de frutas.
6.1 Ácido peracético. 760.710 NA* NA* NA* NA*
6.2 Peróxido de hidrógeno. 135.841.137 NA* NA* NA* NA*
6.3 Dióxido de cloro. 475.444 NA* NA* NA* NA*
6.4 Ozono. 6.200.000 266.337 22,3 -12% - 4.315.474
6.5 UV. 5.400.000 414.017 12,5 -4% - 2.640.045
7 Aislación térmica cañerías de calderas.
124.001 254.478 0,5 205% 1.439.655
8 Paneles termosolares. 19.778.434 4.280.386 4,4 18% 7.313.820
9 Bombas aerotérmicas. 6.000.000 3.599.662 1,6 62% 16.358.366
10 Calderas de biomasa. 36.000.000 11.785.937 2,9 32% 37.859.480
11 Calderas de condensación. 42.000.000 7.835.509 5,1 14% 7.825.811
12 Aislamiento térmico de quemadores.
26.083.051 13.275.818 2,0 50% 55.491.106
13 Aplicaciones de la tecnología NIRS en selección y calibrado.
205.376.000 11.913.696 16,5 -8% -123.956.455
14 Detector de metales. 10.648.574 24.993.626 0,4 244% 143.352.380
15 Rotulado automático. 3.749.850 3.390.947 1,1 94% 17.236.048
16 Paletizadores automáticos. 3.877.440 1.258.716 2,9 32% 4.011.925
17 Enzunchadoras automáticas.
4.846.800 1.505.596 3,1 30% 4.598.305
18 Aislamiento térmico de zonas de quemadores y calderas.
15.319.440 6.241.129 2,5 39% 23.029.595
19 Diseño del circuito de iluminación, separado por zonas de trabajo.
500.000 559.021 0,9 112% 2.934.943
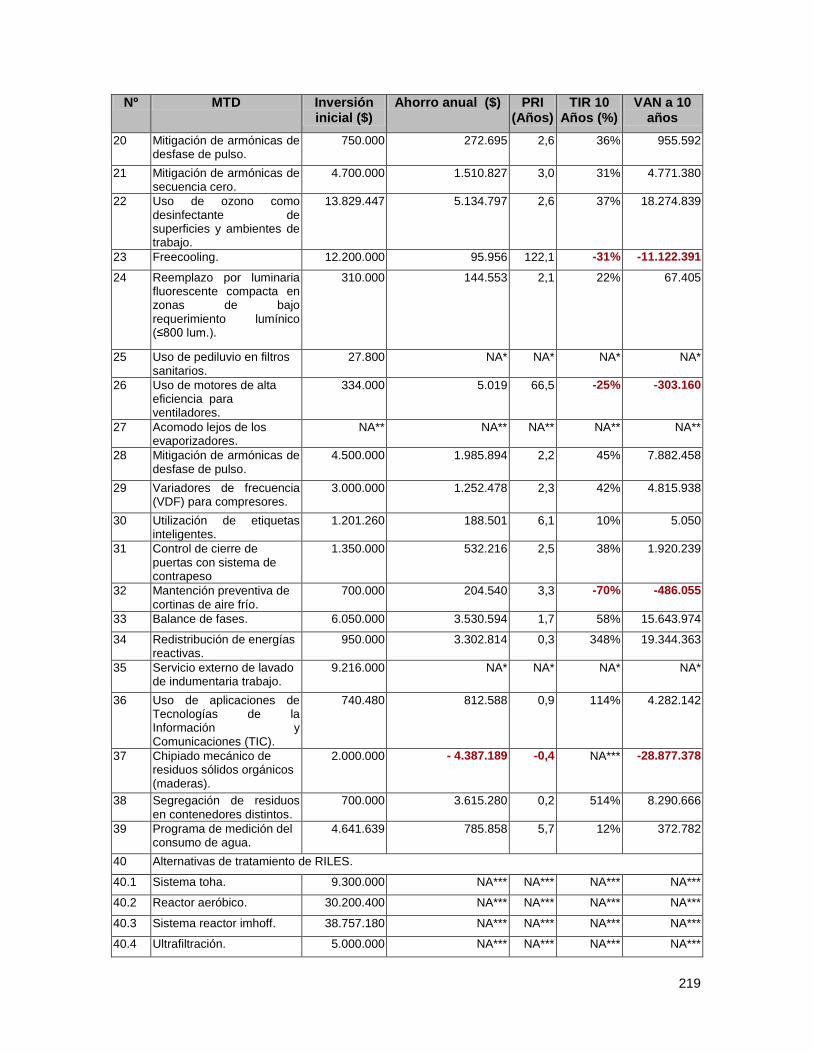
219
Nº MTD Inversión inicial ($)
Ahorro anual ($) PRI (Años)
TIR 10 Años (%)
VAN a 10 años
20 Mitigación de armónicas de desfase de pulso.
750.000 272.695 2,6 36% 955.592
21 Mitigación de armónicas de secuencia cero.
4.700.000 1.510.827 3,0 31% 4.771.380
22 Uso de ozono como desinfectante de superficies y ambientes de trabajo.
13.829.447 5.134.797 2,6 37% 18.274.839
23 Freecooling. 12.200.000 95.956 122,1 -31% -11.122.391
24 Reemplazo por luminaria fluorescente compacta en zonas de bajo requerimiento lumínico (≤800 lum.).
310.000 144.553 2,1 22% 67.405
25 Uso de pediluvio en filtros sanitarios.
27.800 NA* NA* NA* NA*
26 Uso de motores de alta eficiencia para ventiladores.
334.000 5.019 66,5 -25% -303.160
27 Acomodo lejos de los evaporizadores.
NA** NA** NA** NA** NA**
28 Mitigación de armónicas de desfase de pulso.
4.500.000 1.985.894 2,2 45% 7.882.458
29 Variadores de frecuencia (VDF) para compresores.
3.000.000 1.252.478 2,3 42% 4.815.938
30 Utilización de etiquetas inteligentes.
1.201.260 188.501 6,1 10% 5.050
31 Control de cierre de puertas con sistema de contrapeso
1.350.000 532.216 2,5 38% 1.920.239
32 Mantención preventiva de cortinas de aire frío.
700.000 204.540 3,3 -70% -486.055
33 Balance de fases. 6.050.000 3.530.594 1,7 58% 15.643.974
34 Redistribución de energías reactivas.
950.000 3.302.814 0,3 348% 19.344.363
35 Servicio externo de lavado de indumentaria trabajo.
9.216.000 NA* NA* NA* NA*
36 Uso de aplicaciones de Tecnologías de la Información y Comunicaciones (TIC).
740.480 812.588 0,9 114% 4.282.142
37 Chipiado mecánico de residuos sólidos orgánicos (maderas).
2.000.000 - 4.387.189 -0,4 NA*** -28.877.378
38 Segregación de residuos en contenedores distintos.
700.000 3.615.280 0,2 514% 8.290.666
39 Programa de medición del consumo de agua.
4.641.639 785.858 5,7 12% 372.782
40 Alternativas de tratamiento de RILES.
40.1 Sistema toha. 9.300.000 NA*** NA*** NA*** NA***
40.2 Reactor aeróbico. 30.200.400 NA*** NA*** NA*** NA***
40.3 Sistema reactor imhoff. 38.757.180 NA*** NA*** NA*** NA***
40.4 Ultrafiltración. 5.000.000 NA*** NA*** NA*** NA***
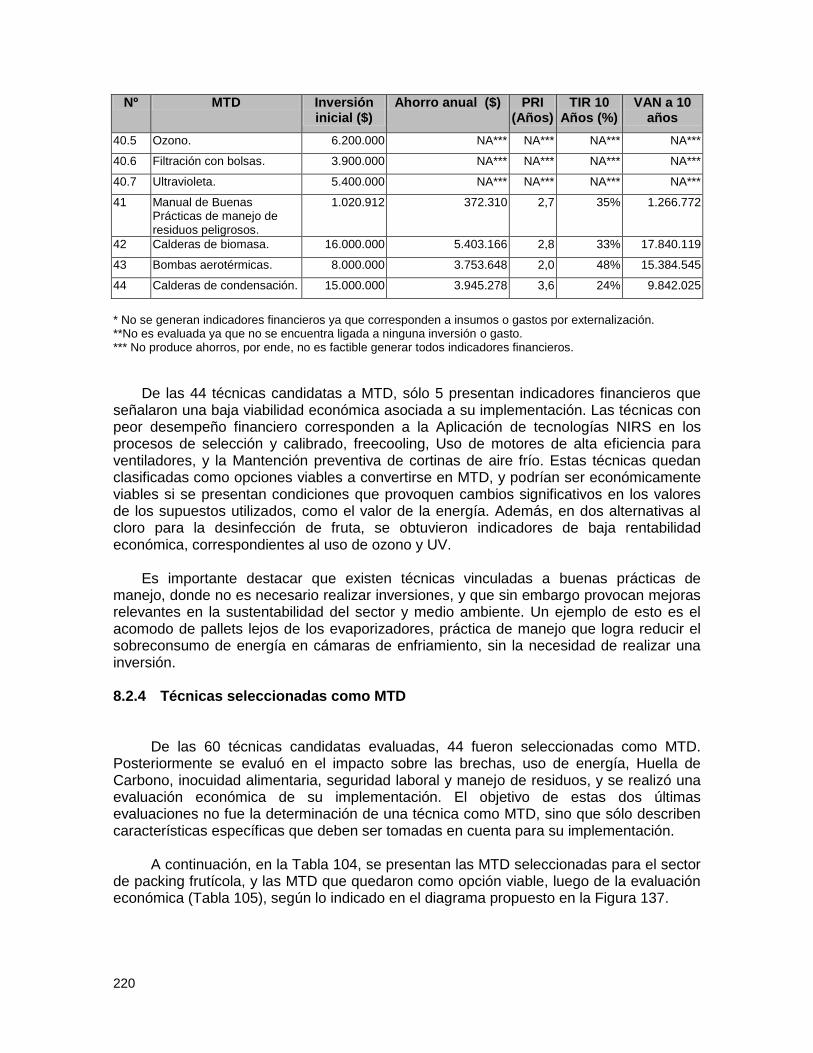
220
Nº MTD Inversión inicial ($)
Ahorro anual ($) PRI (Años)
TIR 10 Años (%)
VAN a 10 años
40.5 Ozono. 6.200.000 NA*** NA*** NA*** NA***
40.6 Filtración con bolsas. 3.900.000 NA*** NA*** NA*** NA***
40.7 Ultravioleta. 5.400.000 NA*** NA*** NA*** NA***
41 Manual de Buenas Prácticas de manejo de residuos peligrosos.
1.020.912 372.310 2,7 35% 1.266.772
42 Calderas de biomasa. 16.000.000 5.403.166 2,8 33% 17.840.119
43 Bombas aerotérmicas. 8.000.000 3.753.648 2,0 48% 15.384.545
44 Calderas de condensación. 15.000.000 3.945.278 3,6 24% 9.842.025
* No se generan indicadores financieros ya que corresponden a insumos o gastos por externalización. **No es evaluada ya que no se encuentra ligada a ninguna inversión o gasto. *** No produce ahorros, por ende, no es factible generar todos indicadores financieros.
De las 44 técnicas candidatas a MTD, sólo 5 presentan indicadores financieros que
señalaron una baja viabilidad económica asociada a su implementación. Las técnicas con peor desempeño financiero corresponden a la Aplicación de tecnologías NIRS en los procesos de selección y calibrado, freecooling, Uso de motores de alta eficiencia para ventiladores, y la Mantención preventiva de cortinas de aire frío. Estas técnicas quedan clasificadas como opciones viables a convertirse en MTD, y podrían ser económicamente viables si se presentan condiciones que provoquen cambios significativos en los valores de los supuestos utilizados, como el valor de la energía. Además, en dos alternativas al cloro para la desinfección de fruta, se obtuvieron indicadores de baja rentabilidad económica, correspondientes al uso de ozono y UV.
Es importante destacar que existen técnicas vinculadas a buenas prácticas de
manejo, donde no es necesario realizar inversiones, y que sin embargo provocan mejoras relevantes en la sustentabilidad del sector y medio ambiente. Un ejemplo de esto es el acomodo de pallets lejos de los evaporizadores, práctica de manejo que logra reducir el sobreconsumo de energía en cámaras de enfriamiento, sin la necesidad de realizar una inversión. 8.2.4 Técnicas seleccionadas como MTD
De las 60 técnicas candidatas evaluadas, 44 fueron seleccionadas como MTD. Posteriormente se evaluó en el impacto sobre las brechas, uso de energía, Huella de Carbono, inocuidad alimentaria, seguridad laboral y manejo de residuos, y se realizó una evaluación económica de su implementación. El objetivo de estas dos últimas evaluaciones no fue la determinación de una técnica como MTD, sino que sólo describen características específicas que deben ser tomadas en cuenta para su implementación.
A continuación, en la Tabla 104, se presentan las MTD seleccionadas para el sector
de packing frutícola, y las MTD que quedaron como opción viable, luego de la evaluación económica (Tabla 105), según lo indicado en el diagrama propuesto en la Figura 137.
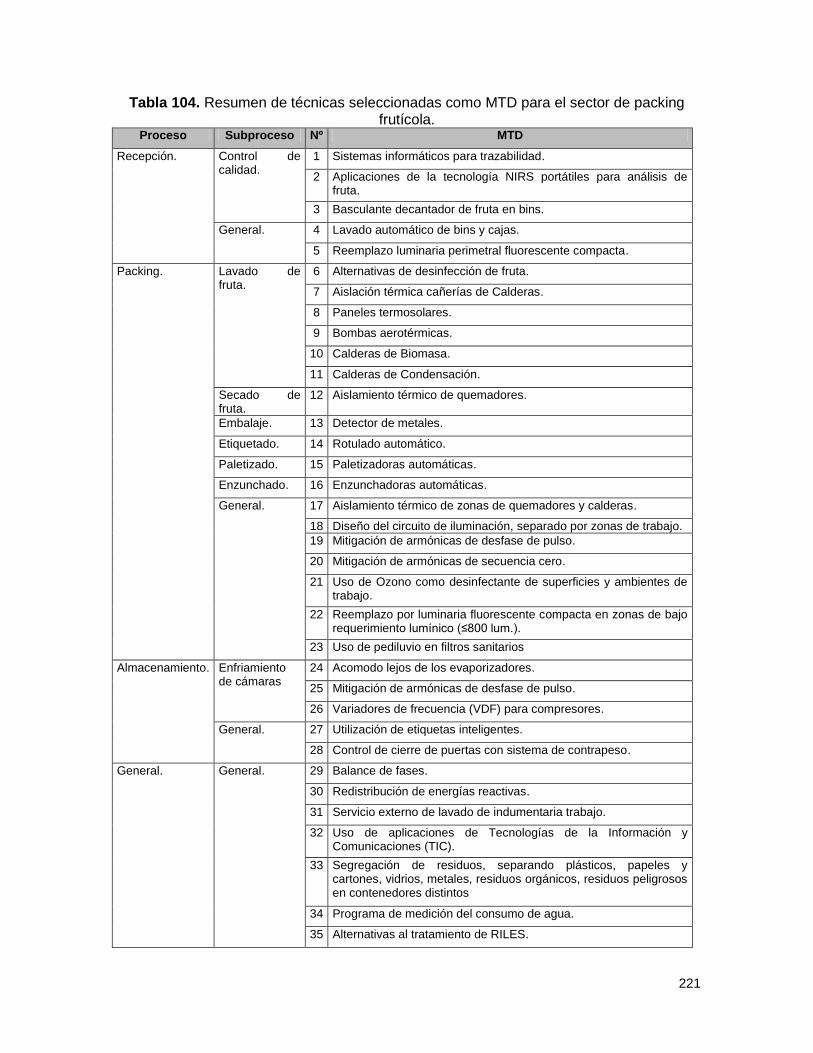
221
Tabla 104. Resumen de técnicas seleccionadas como MTD para el sector de packing frutícola.
Proceso Subproceso Nº MTD
Recepción. Control de calidad.
1 Sistemas informáticos para trazabilidad.
2 Aplicaciones de la tecnología NIRS portátiles para análisis de fruta.
3 Basculante decantador de fruta en bins.
General. 4 Lavado automático de bins y cajas.
5 Reemplazo luminaria perimetral fluorescente compacta.
Packing. Lavado de fruta.
6 Alternativas de desinfección de fruta.
7 Aislación térmica cañerías de Calderas.
8 Paneles termosolares.
9 Bombas aerotérmicas.
10 Calderas de Biomasa.
11 Calderas de Condensación.
Secado de fruta.
12 Aislamiento térmico de quemadores.
Embalaje. 13 Detector de metales.
Etiquetado. 14 Rotulado automático.
Paletizado. 15 Paletizadoras automáticas.
Enzunchado. 16 Enzunchadoras automáticas.
General. 17 Aislamiento térmico de zonas de quemadores y calderas.
18 Diseño del circuito de iluminación, separado por zonas de trabajo.
19 Mitigación de armónicas de desfase de pulso.
20 Mitigación de armónicas de secuencia cero.
21 Uso de Ozono como desinfectante de superficies y ambientes de trabajo.
22 Reemplazo por luminaria fluorescente compacta en zonas de bajo requerimiento lumínico (≤800 lum.).
23 Uso de pediluvio en filtros sanitarios
Almacenamiento. Enfriamiento de cámaras
24 Acomodo lejos de los evaporizadores.
25 Mitigación de armónicas de desfase de pulso.
26 Variadores de frecuencia (VDF) para compresores.
General. 27 Utilización de etiquetas inteligentes.
28 Control de cierre de puertas con sistema de contrapeso.
General. General. 29 Balance de fases.
30 Redistribución de energías reactivas.
31 Servicio externo de lavado de indumentaria trabajo.
32 Uso de aplicaciones de Tecnologías de la Información y Comunicaciones (TIC).
33 Segregación de residuos, separando plásticos, papeles y cartones, vidrios, metales, residuos orgánicos, residuos peligrosos en contenedores distintos
34 Programa de medición del consumo de agua.
35 Alternativas al tratamiento de RILES.
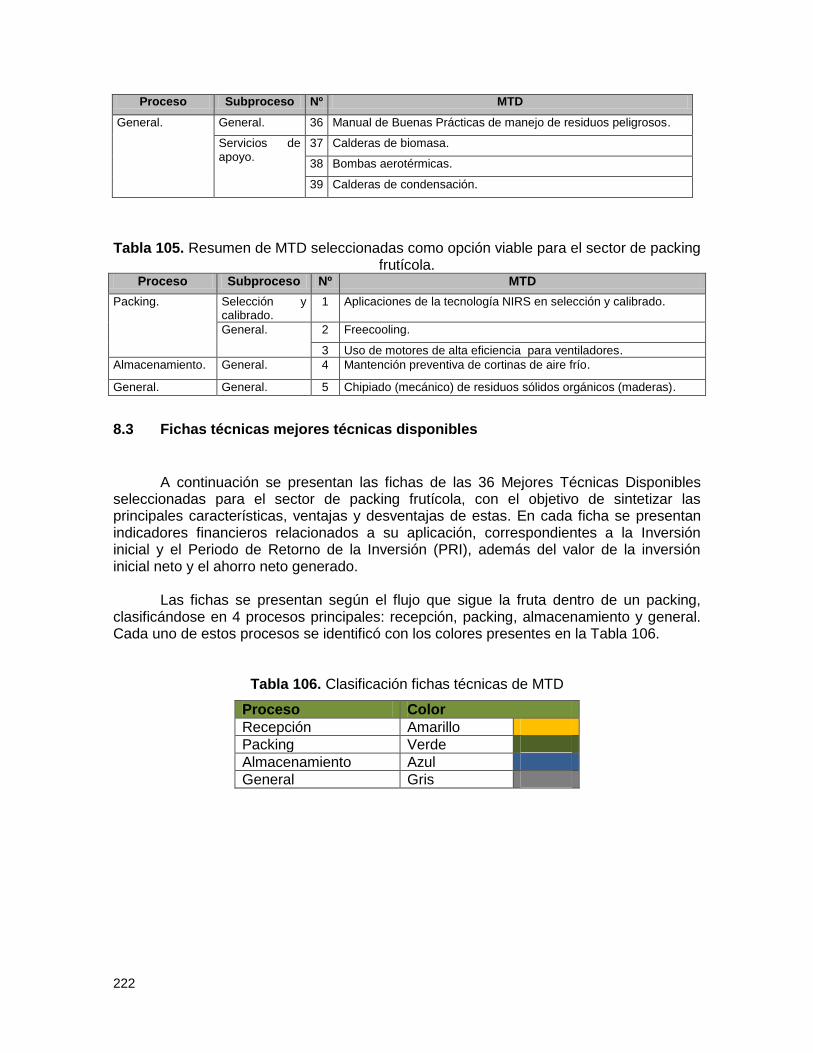
222
Proceso Subproceso Nº MTD
General. General. 36 Manual de Buenas Prácticas de manejo de residuos peligrosos.
Servicios de apoyo.
37 Calderas de biomasa.
38 Bombas aerotérmicas.
39 Calderas de condensación.
Tabla 105. Resumen de MTD seleccionadas como opción viable para el sector de packing frutícola.
Proceso Subproceso Nº MTD
Packing. Selección y calibrado.
1 Aplicaciones de la tecnología NIRS en selección y calibrado.
General. 2 Freecooling.
3 Uso de motores de alta eficiencia para ventiladores.
Almacenamiento. General. 4 Mantención preventiva de cortinas de aire frío.
General. General. 5 Chipiado (mecánico) de residuos sólidos orgánicos (maderas).
8.3 Fichas técnicas mejores técnicas disponibles
A continuación se presentan las fichas de las 36 Mejores Técnicas Disponibles seleccionadas para el sector de packing frutícola, con el objetivo de sintetizar las principales características, ventajas y desventajas de estas. En cada ficha se presentan indicadores financieros relacionados a su aplicación, correspondientes a la Inversión inicial y el Periodo de Retorno de la Inversión (PRI), además del valor de la inversión inicial neto y el ahorro neto generado.
Las fichas se presentan según el flujo que sigue la fruta dentro de un packing, clasificándose en 4 procesos principales: recepción, packing, almacenamiento y general. Cada uno de estos procesos se identificó con los colores presentes en la Tabla 106.
Tabla 106. Clasificación fichas técnicas de MTD
Proceso Color
Recepción Amarillo
Packing Verde
Almacenamiento Azul
General Gris
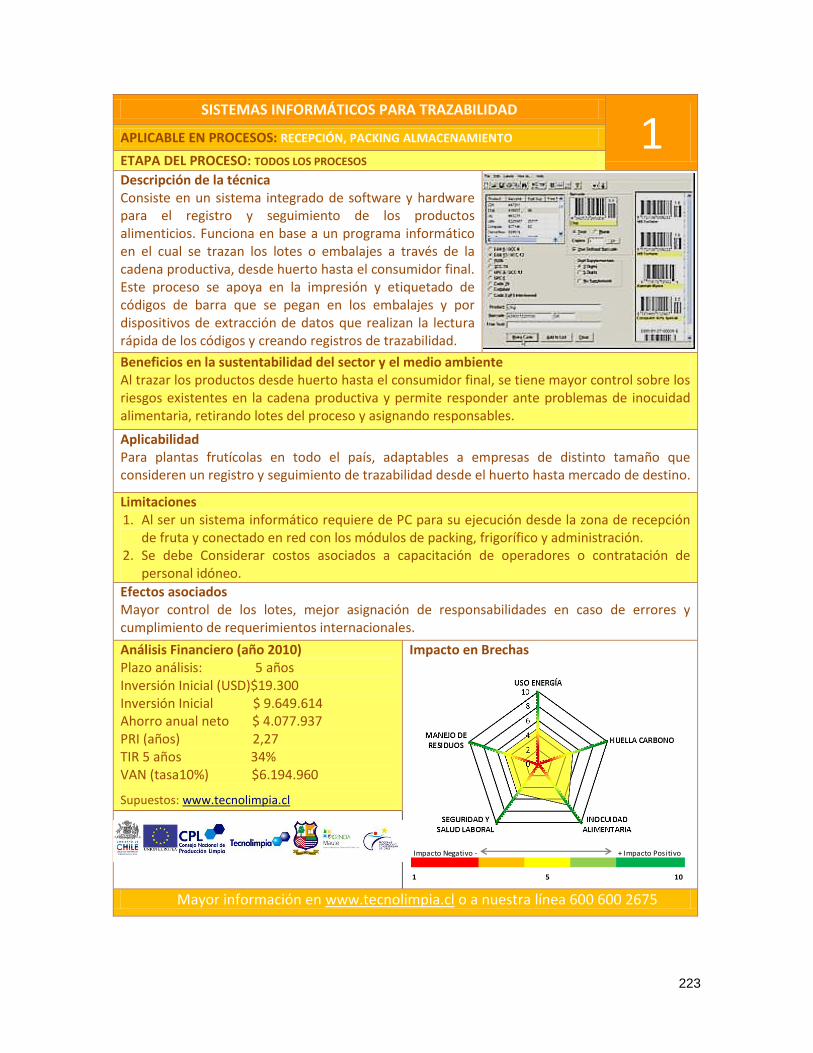
223
SISTEMAS INFORMÁTICOS PARA TRAZABILIDAD
1 APLICABLE EN PROCESOS: RECEPCIÓN, PACKING ALMACENAMIENTO
ETAPA DEL PROCESO: TODOS LOS PROCESOS
Descripción de la técnica Consiste en un sistema integrado de software y hardware para el registro y seguimiento de los productos alimenticios. Funciona en base a un programa informático en el cual se trazan los lotes o embalajes a través de la cadena productiva, desde huerto hasta el consumidor final. Este proceso se apoya en la impresión y etiquetado de códigos de barra que se pegan en los embalajes y por dispositivos de extracción de datos que realizan la lectura rápida de los códigos y creando registros de trazabilidad.
Beneficios en la sustentabilidad del sector y el medio ambiente Al trazar los productos desde huerto hasta el consumidor final, se tiene mayor control sobre los riesgos existentes en la cadena productiva y permite responder ante problemas de inocuidad alimentaria, retirando lotes del proceso y asignando responsables.
Aplicabilidad Para plantas frutícolas en todo el país, adaptables a empresas de distinto tamaño que consideren un registro y seguimiento de trazabilidad desde el huerto hasta mercado de destino.
Limitaciones 1. Al ser un sistema informático requiere de PC para su ejecución desde la zona de recepción
de fruta y conectado en red con los módulos de packing, frigorífico y administración. 2. Se debe Considerar costos asociados a capacitación de operadores o contratación de
personal idóneo.
Efectos asociados Mayor control de los lotes, mejor asignación de responsabilidades en caso de errores y cumplimiento de requerimientos internacionales.
Análisis Financiero (año 2010) Plazo análisis: 5 años Inversión Inicial (USD)$19.300 Inversión Inicial $ 9.649.614 Ahorro anual neto $ 4.077.937 PRI (años) 2,27 TIR 5 años 34% VAN (tasa10%) $6.194.960
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

224
APLICACIONES DE LA ESPECTROSCOPÍA DE REFLECTANCIA EN EL INFRARROJO CERCANO (NIRS) PORTATILES PARA ANALISIS DE FRUTA 2 APLICABLE EN PROCESOS: RECEPCIÓN Y PACKING
ETAPA DEL PROCESO: CONTROL DE CALIDAD
Descripción de la técnica Es una técnica no destructiva de análisis de fruta, que permite el monitoreo de sus parámetros de calidad, evitando su excesiva manipulación. Se basa en la aplicación de radiación infrarroja a la fruta, entregando características espectrales según la composición química o física de la fruta. Esto es captado por dispositivos, que una vez calibrados pueden entregar información relevante, como contenido de azúcar, acidez, firmeza y anomalías.
Beneficios en la sustentabilidad del sector y el medio ambiente
Disminuye desechos orgánicos de análisis al no ser una técnica invasiva.
Aplicabilidad En packing frutícolas de distintos tamaños y en todas las regiones frutícolas del país, desde la cosecha hasta el control de calidad en packing. Presenta mayores ventajas en su aplicación en centros frutícolas que manejan grandes volúmenes de fruta y alta diversidad de especies. Permite detallar con gran precisión las características post cosecha de la fruta, permitiendo a las empresas administrar datos sobre la variabilidad de los parámetros importantes en distintas zonas y tomar decisiones en conjunto.
Limitaciones 1. Costos asociados a capacitación de operadores o contratación de personal idóneo. 2. Equipos frágiles que requieren de mayor cuidado en su manejo.
Efectos asociados Evita trastornos en muñecas en operarios de control de calidad por uso repetitivo de instrumentos mecánicos y disminuye los residuos orgánicos por ser una técnica no destructiva.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD)$7.440 Inversión Inicial $ 7.439.702 Ahorro anual neto $ 1.506.475 PRI (años) 4,74 TIR 10 años 16,52% VAN (tasa10%) $ 2.114.522
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
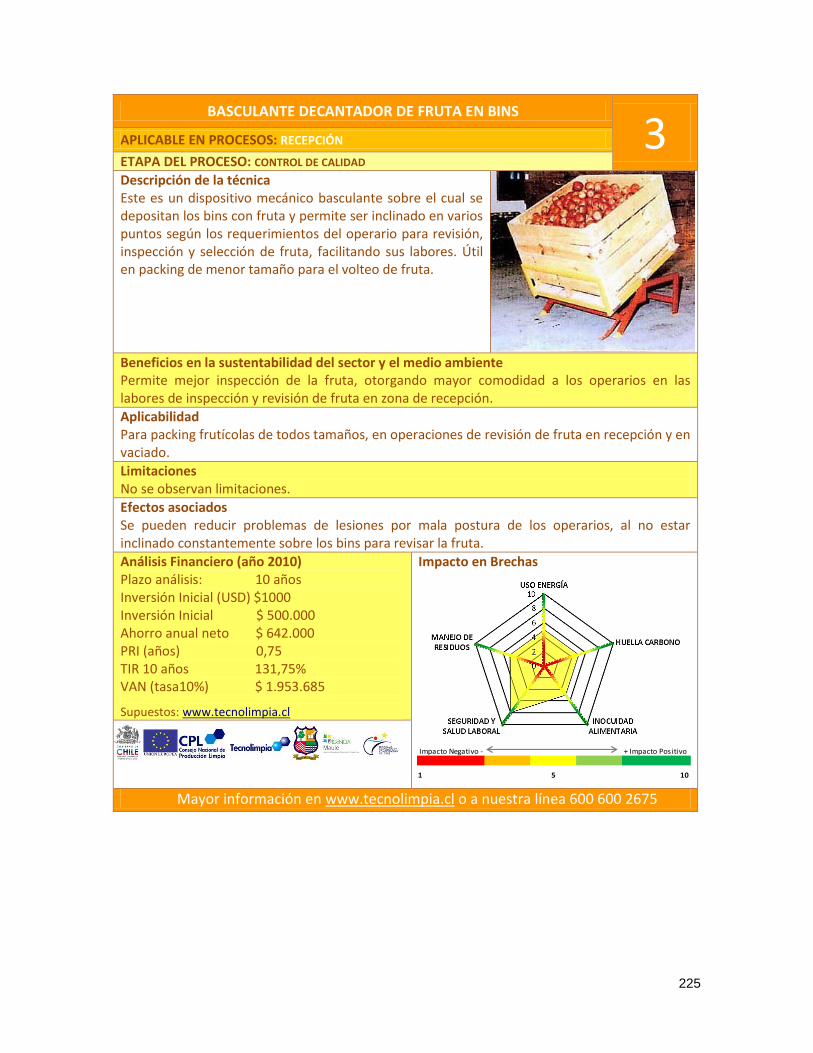
225
BASCULANTE DECANTADOR DE FRUTA EN BINS
3 APLICABLE EN PROCESOS: RECEPCIÓN
ETAPA DEL PROCESO: CONTROL DE CALIDAD
Descripción de la técnica Este es un dispositivo mecánico basculante sobre el cual se depositan los bins con fruta y permite ser inclinado en varios puntos según los requerimientos del operario para revisión, inspección y selección de fruta, facilitando sus labores. Útil en packing de menor tamaño para el volteo de fruta.
Beneficios en la sustentabilidad del sector y el medio ambiente Permite mejor inspección de la fruta, otorgando mayor comodidad a los operarios en las labores de inspección y revisión de fruta en zona de recepción.
Aplicabilidad Para packing frutícolas de todos tamaños, en operaciones de revisión de fruta en recepción y en vaciado.
Limitaciones No se observan limitaciones.
Efectos asociados Se pueden reducir problemas de lesiones por mala postura de los operarios, al no estar inclinado constantemente sobre los bins para revisar la fruta.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $1000 Inversión Inicial $ 500.000 Ahorro anual neto $ 642.000 PRI (años) 0,75 TIR 10 años 131,75% VAN (tasa10%) $ 1.953.685
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

226
LAVADORA AUTOMÁTICA DE BINS Y CAJAS COSECHERAS
4 APLICABLE EN PROCESOS: RECEPCIÓN Y PACKING
ETAPA DEL PROCESO: LAVADO DE BINS O CAJAS COSECHERAS
Descripción de la técnica Son estructuras de acero inoxidable, automatizadas y programables, que lavan y secan bins en un proceso continuo desde el volteado. Poseen un transportador de cadenas que mueven los bins o cintas de transporte en caso de cajas cosecheras. El agua de lavado es impulsada por una bomba y tienen la capacidad de incorporar un sistema de dosificación de detergentes y fungicidas.
Beneficios en la sustentabilidad del sector y el medio ambiente Permite la recirculación del agua, reduce el consumo de agua y proporciona un lavado completo (con detergentes, enjuague, secado y aplicación de fungicida, asegurado la inocuidad en envases contenedores). Mayor rapidez en el lavado, siendo su rendimiento 4 a 8 veces mayor que el lavado manual con hidrolavadora.
Aplicabilidad Puede ser utilizada en las distintas zonas del país, considerando las características físico-químicas del agua de lavado como pH y presencia de minerales. Se orienta a plantas frutícolas que manejan grandes cantidades de contenedores de cosecha (cajas o bins) y asociaciones de empresas de menor tamaño que consideren su uso compartido.
Limitaciones 1. Es necesario un espacio físico amplio para la instalación de la infraestructura (sobre 8–10
m2). 2. Para su operación se requiere de personal calificado. 3. Se debe considerar la mantención periódica de la maquinaria.
Efectos asociados Disminuye el riesgo de contaminación en la fruta y presencia de pudriciones en post cosecha. Menor consumo eléctrico que hidrolavadoras. Disminuye la intensidad en uso de mano de obra, pero agrega el riesgo de accidentes por equipos electromecánicos. Permite una menor generación de RILES al recircular el agua del lavado.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $20.000 Inversión Inicial $ 9.999.600 Ahorro anual neto $ 2.717.483 PRI (años) 3,53 TIR 10 años 25,35% VAN (tasa10%) $ 7.098.139
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
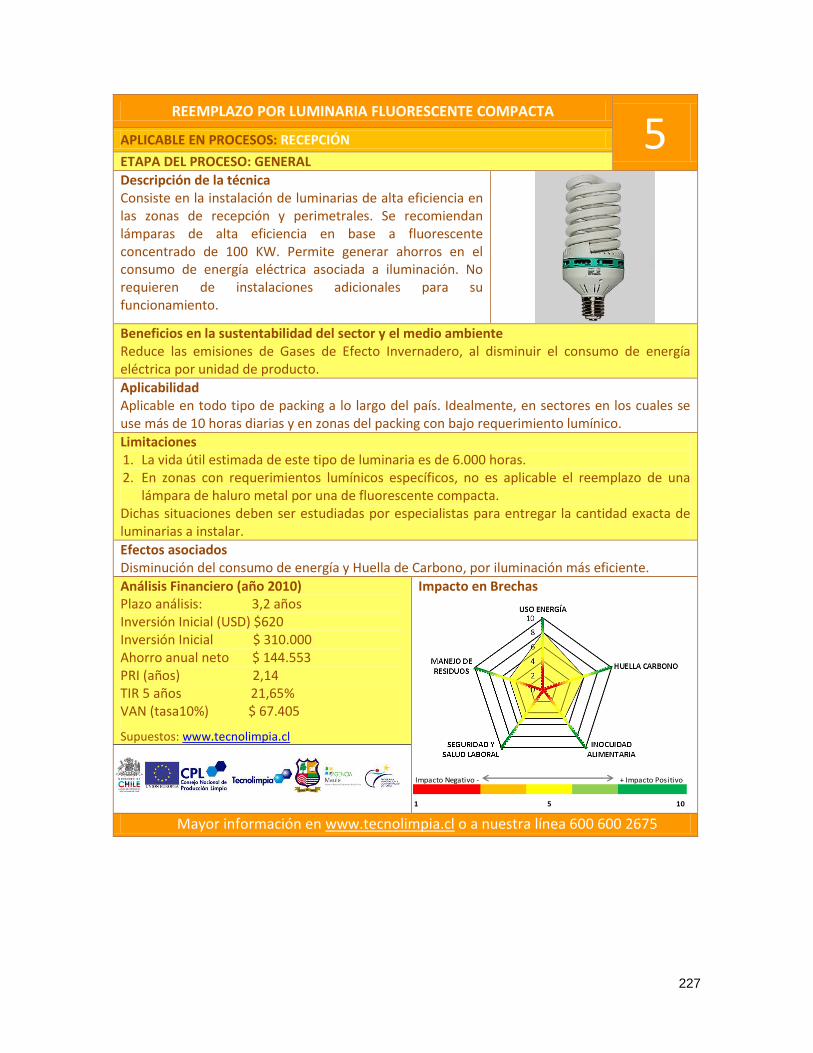
227
REEMPLAZO POR LUMINARIA FLUORESCENTE COMPACTA
5 APLICABLE EN PROCESOS: RECEPCIÓN
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Consiste en la instalación de luminarias de alta eficiencia en las zonas de recepción y perimetrales. Se recomiendan lámparas de alta eficiencia en base a fluorescente concentrado de 100 KW. Permite generar ahorros en el consumo de energía eléctrica asociada a iluminación. No requieren de instalaciones adicionales para su funcionamiento.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica por unidad de producto.
Aplicabilidad Aplicable en todo tipo de packing a lo largo del país. Idealmente, en sectores en los cuales se use más de 10 horas diarias y en zonas del packing con bajo requerimiento lumínico.
Limitaciones 1. La vida útil estimada de este tipo de luminaria es de 6.000 horas. 2. En zonas con requerimientos lumínicos específicos, no es aplicable el reemplazo de una
lámpara de haluro metal por una de fluorescente compacta. Dichas situaciones deben ser estudiadas por especialistas para entregar la cantidad exacta de luminarias a instalar.
Efectos asociados Disminución del consumo de energía y Huella de Carbono, por iluminación más eficiente.
Análisis Financiero (año 2010) Plazo análisis: 3,2 años Inversión Inicial (USD) $620 Inversión Inicial $ 310.000 Ahorro anual neto $ 144.553 PRI (años) 2,14 TIR 5 años 21,65% VAN (tasa10%) $ 67.405
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
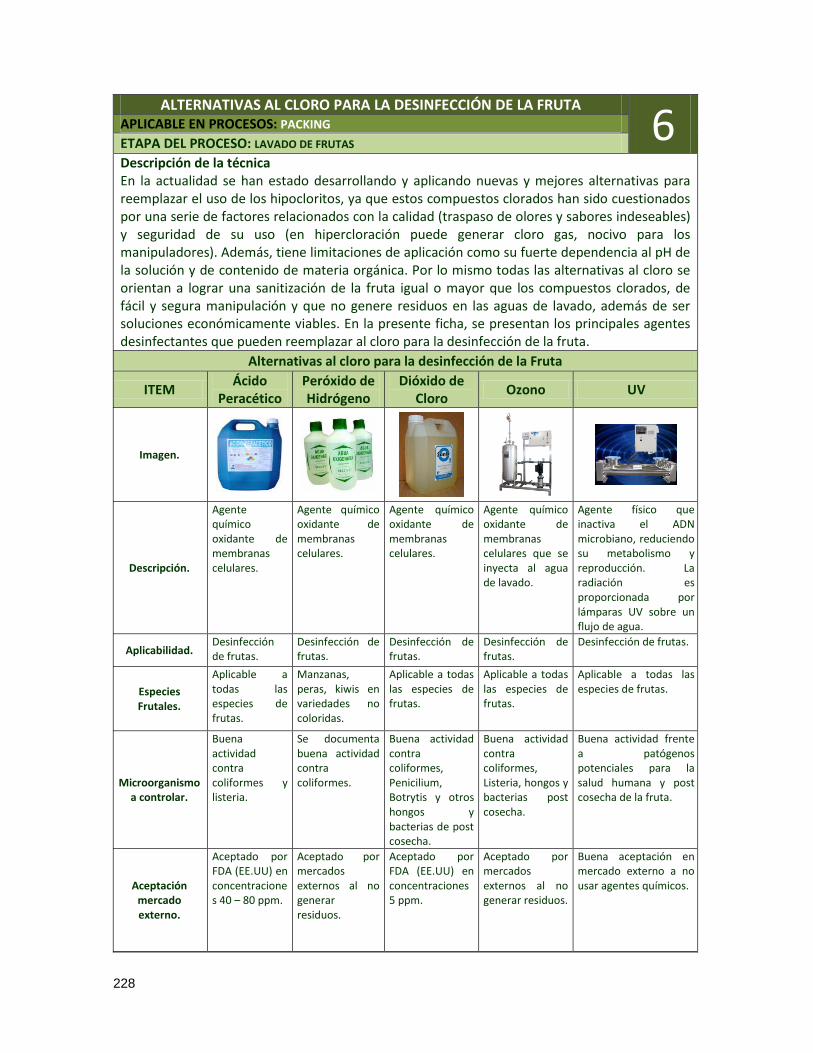
228
ALTERNATIVAS AL CLORO PARA LA DESINFECCIÓN DE LA FRUTA
6 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: LAVADO DE FRUTAS
Descripción de la técnica En la actualidad se han estado desarrollando y aplicando nuevas y mejores alternativas para reemplazar el uso de los hipocloritos, ya que estos compuestos clorados han sido cuestionados por una serie de factores relacionados con la calidad (traspaso de olores y sabores indeseables) y seguridad de su uso (en hipercloración puede generar cloro gas, nocivo para los manipuladores). Además, tiene limitaciones de aplicación como su fuerte dependencia al pH de la solución y de contenido de materia orgánica. Por lo mismo todas las alternativas al cloro se orientan a lograr una sanitización de la fruta igual o mayor que los compuestos clorados, de fácil y segura manipulación y que no genere residuos en las aguas de lavado, además de ser soluciones económicamente viables. En la presente ficha, se presentan los principales agentes desinfectantes que pueden reemplazar al cloro para la desinfección de la fruta.
Alternativas al cloro para la desinfección de la Fruta
ITEM Ácido
Peracético Peróxido de Hidrógeno
Dióxido de Cloro
Ozono UV
Imagen.
Descripción.
Agente químico oxidante de membranas celulares.
Agente químico oxidante de membranas celulares.
Agente químico oxidante de membranas celulares.
Agente químico oxidante de membranas celulares que se inyecta al agua de lavado.
Agente físico que inactiva el ADN microbiano, reduciendo su metabolismo y reproducción. La radiación es proporcionada por lámparas UV sobre un flujo de agua.
Aplicabilidad. Desinfección de frutas.
Desinfección de frutas.
Desinfección de frutas.
Desinfección de frutas.
Desinfección de frutas.
Especies Frutales.
Aplicable a todas las especies de frutas.
Manzanas, peras, kiwis en variedades no coloridas.
Aplicable a todas las especies de frutas.
Aplicable a todas las especies de frutas.
Aplicable a todas las especies de frutas.
Microorganismo a controlar.
Buena actividad contra coliformes y listeria.
Se documenta buena actividad contra coliformes.
Buena actividad contra coliformes, Penicilium, Botrytis y otros hongos y bacterias de post cosecha.
Buena actividad contra coliformes, Listeria, hongos y bacterias post cosecha.
Buena actividad frente a patógenos potenciales para la salud humana y post cosecha de la fruta.
Aceptación mercado externo.
Aceptado por FDA (EE.UU) en concentraciones 40 – 80 ppm.
Aceptado por mercados externos al no generar residuos.
Aceptado por FDA (EE.UU) en concentraciones 5 ppm.
Aceptado por mercados externos al no generar residuos.
Buena aceptación en mercado externo a no usar agentes químicos.
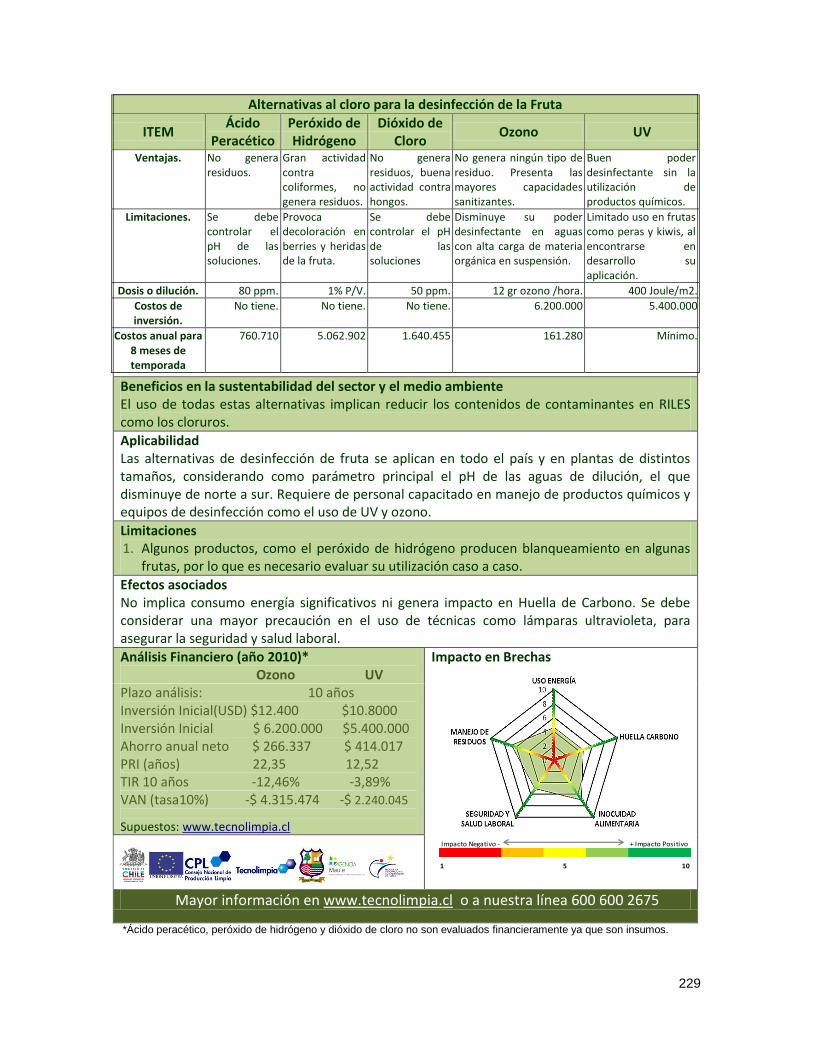
229
Alternativas al cloro para la desinfección de la Fruta
ITEM Ácido
Peracético Peróxido de Hidrógeno
Dióxido de Cloro
Ozono UV
Ventajas. No genera residuos.
Gran actividad contra coliformes, no genera residuos.
No genera residuos, buena actividad contra hongos.
No genera ningún tipo de residuo. Presenta las mayores capacidades sanitizantes.
Buen poder desinfectante sin la utilización de productos químicos.
Limitaciones. Se debe controlar el pH de las soluciones.
Provoca decoloración en berries y heridas de la fruta.
Se debe controlar el pH de las soluciones
Disminuye su poder desinfectante en aguas con alta carga de materia orgánica en suspensión.
Limitado uso en frutas como peras y kiwis, al encontrarse en desarrollo su aplicación.
Dosis o dilución. 80 ppm. 1% P/V. 50 ppm. 12 gr ozono /hora. 400 Joule/m2.
Costos de inversión.
No tiene. No tiene. No tiene. 6.200.000 5.400.000
Costos anual para 8 meses de temporada
760.710 5.062.902 1.640.455 161.280 Mínimo.
Beneficios en la sustentabilidad del sector y el medio ambiente El uso de todas estas alternativas implican reducir los contenidos de contaminantes en RILES como los cloruros.
Aplicabilidad Las alternativas de desinfección de fruta se aplican en todo el país y en plantas de distintos tamaños, considerando como parámetro principal el pH de las aguas de dilución, el que disminuye de norte a sur. Requiere de personal capacitado en manejo de productos químicos y equipos de desinfección como el uso de UV y ozono.
Limitaciones 1. Algunos productos, como el peróxido de hidrógeno producen blanqueamiento en algunas
frutas, por lo que es necesario evaluar su utilización caso a caso.
Efectos asociados No implica consumo energía significativos ni genera impacto en Huella de Carbono. Se debe considerar una mayor precaución en el uso de técnicas como lámparas ultravioleta, para asegurar la seguridad y salud laboral.
Análisis Financiero (año 2010)* Ozono UV
Impacto en Brechas
Plazo análisis: 10 años Inversión Inicial(USD) $12.400 $10.8000 Inversión Inicial $ 6.200.000 $5.400.000 Ahorro anual neto $ 266.337 $ 414.017 PRI (años) 22,35 12,52 TIR 10 años -12,46% -3,89% VAN (tasa10%) -$ 4.315.474 -$ 2.240.045
Supuestos: www.tecnolimpia.cl
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
*Ácido peracético, peróxido de hidrógeno y dióxido de cloro no son evaluados financieramente ya que son insumos.
Impacto Negativo - + Impacto Positivo
1 5 10

230
AISLAMIENTO TÉRMICO CAÑERÍAS CALDERA
7 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: LAVADO DE FRUTA
Descripción de la técnica Consiste en aislar las cañerías de la caldera de la zona de packing. El tipo de aislación recomendada está hecha en base a espuma de poliuretano, por poseer un idéntico factor de aislación en su superficie, teniendo las siguientes características:
- Porcentaje de Aislación de al menos un 60%. - Excelente Resistencia al Ozono. - Excelente Resistencia a hongos y parásitos. - Olor neutro.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de gases de efecto invernadero, al disminuir el consumo de gas licuado utilizado por los quemadores de secado.
Aplicabilidad En packing frutícolas que ocupan calderas en sus procesos. La longitud de la cañería y la energía térmica consumida por las calderas, determinarán en gran medida la aplicabilidad de esta MTD. Aislamiento térmico de cañerías de agua caliente en zona de secado de fruta.
Limitaciones 1. Para un óptimo funcionamiento del material aislante, se recomienda que la
temperatura de operación de la superficie de contacto de las cañerías de la caldera debe ser menor a los 115°C.
Efectos asociados Disminución del consumo energético y Huella de Carbono, al disminuir la disipación del calor de los quemadores. Elimina riesgo de accidentes por exposición a cañerías a altas temperaturas. Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $248 Inversión Inicial $ 124.000 Ahorro anual neto $ 254.478 PRI (años) 0,49 TIR 10 años 205,22% VAN (tasa10%) $ 1.439.655
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

231
PANELES TERMO SOLARES O COLECTORES SOLARES
8 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: LAVADO DE FRUTA
Descripción de la técnica Sistema de captación de energía solar a través de paneles. Permiten calentar agua mediante un sistema de radiación hasta 60°C. La efectividad de su funcionamiento está condicionada a la radiación solar disponible por hora de luz día.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de gases de efecto invernadero, al reemplazar parcialmente el uso calderas a gas licuado para calentar agua para el lavado de la fruta.
Aplicabilidad En empresas de distintos tamaños, en procesos que requieran calentamiento de agua. La aplicabilidad de esta MTD va a depender de la intensidad de la radiación solar y las horas de luz día presentes en la zona donde se ubique, teniendo mayor eficiencia en la zona norte del país. La superficie requerida para el funcionamiento de estos sistemas, depende directamente de la cantidad de energía a producir.
Limitaciones 1. Dependiendo de su flujo, la temperatura máxima que puede alcanzar el agua es de 60º C. 2. Pueden requerir del respaldo de las calderas a gas licuado para poder alcanzar la
temperatura óptima requerida. 3. Necesitan de un sistema de acumulación de agua para su funcionamiento, debiendo ser
dimensionado según los requerimientos del packing.
Efectos asociados Permite menores costos energéticos y disminución de Huella de Carbono por el reemplazo de la fuente de energía térmica. Disminuye los riesgos asociados a exposición a calderas y la generación de residuos peligrosos generados por mantención de las calderas.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $39557 Inversión Inicial $ 19.778.434 Ahorro anual neto $ 4.280.386 PRI (años) 4,44 TIR 10 años 18,37% VAN (tasa10%) $ 7.313.820
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

232
BOMBA DE CALOR AEROTÉRMICA
9 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: LAVADO DE FRUTA
Descripción de la técnica La aerotermia, consiste en el uso de una bomba de calor que captura la energía del aire exterior y la envía a un circuito de calentamiento de aguas, fluidos y/o calefacción. El principio operativo de este sistemas se basa en la “recuperación de calor”, siendo su coeficiente de eficiencia 1: 3,3; el cual convierte un kilo watt hora eléctrico en 3,3 kilo watts hora térmicos. La temperatura máxima del agua a calentar son 50°C.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de gases de efecto invernadero, al reemplazar parcialmente el uso calderas a gas licuado para calentar agua para el lavado de la fruta. Disminuye la intensidad de uso de energía, con la consecuente disminución de su Huella de Carbono.
Aplicabilidad Su eficiencia depende de la temperatura ambiente, por lo tanto es más aplicable para plantas frutícolas de zonas que presentan altas temperaturas durante la temporada. Asimismo, su aplicabilidad va a depender de la energía térmica consumida por las calderas de la planta. En los procesos de packing, este tipo de tecnología se usa para pre calentar agua utilizada en el lavado de fruta.
Limitaciones 1. Puede calentar el agua hasta 50°C, dependiendo del flujo de agua. 2. Necesitan de un sistema de acumulación de agua para su funcionamiento, debiendo ser
dimensionado según los requerimientos del packing. 3. Requieren para su funcionamiento el respaldo de calderas a gas licuado para poder
alcanzar la temperatura óptima requerida.
Efectos asociados Disminución en el costo energético por efecto de la eficiencia de la bomba de calor, convirtiendo una unidad de energía eléctrica en 3,3 unidades de energía térmica, mientras que las calderas a gas licuado sólo generan media unidad de energía térmica. Disminución de Huella de Carbono. Evita riesgos laborales asociados al funcionamiento de las calderas por menor intensidad de uso y menor generación de residuos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $12.000 Inversión Inicial $ 6.000.000 Ahorro anual neto $ 3.599.662 PRI (años) 1,60 TIR 10 años 62% VAN (tasa10%) $ 16.358.366
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

233
CALDERA BIOMASA
10 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: LAVADO DE FRUTA, CALDERAS
Descripción de la técnica Se pueden utilizar como reemplazo o apoyo a las calderas convencionales. Son equipos que pueden funcionar en forma manual o automatizada mediante la instalación de alimentadores automáticos de combustible. Dependiendo de la potencia de la caldera, utilizará sólo pellets o una combinación de pellets y madera chipeada. Algunas características técnicas son: -Alta eficiencia : 89%. -Bajas Emisiones: CO < 5, 0 [mg/m3].
MP < 19 [mg/m3]. NOx < n.m. [mg/m3].
-Residuos : 5 gr de ceniza por kilo de pellet.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce emisiones de Gases de Efecto Invernadero, al reemplazar el uso de calderas a gas. Presenta mayor eficiencia en aporte calórico en relación al gas licuado (aproximadamente 89% versus 50%). Además, permite reutilización de residuos sólidos.
Aplicabilidad Para packing frutícolas de tamaño mediano y grande, en procesos que impliquen calentamiento de agua. La Energía Térmica consumida por las calderas define la factibilidad de poder aplicar esta MTD.
Limitaciones 1. Temperatura máxima del agua a calentar de 85°C. 2. El contenedor para alimentación automática de pellets requiere de un espacio adicional. 3. Requiere de manejo de residuos sólidos, pues se generan 5 gr de cenizas por cada kilo de
pellets quemado.
Efectos asociados Disminución en el costo energético. Permite valorizar algunos residuos sólidos (madera), reincorporándolos al proceso como insumos energéticos. Disminución de Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $72.000 Inversión Inicial $ 36.000.000 Ahorro anual neto $ 11.785.937 PRI (años) 2,93 TIR 10 años 31,98% VAN (tasa10%) $ 37.859.480
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

234
CALDERA CONDENSACIÓN
11 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: SERVICIOS DE APOYO
Descripción de la técnica Son calderas de alto rendimiento, basadas en el aprovechamiento del calor de condensación de los humos de la combustión. Esta tecnología aprovecha el vapor de agua que se produce en los gases de combustión y lo devuelve en estado líquido, a una temperatura en torno a los 60°C. Esta recuperación de calor, reduce considerablemente la temperatura de los gases de combustión, limitando así las emisiones de gases contaminantes.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de Gases de Efecto Invernadero, al reemplazar calefón a gas licuado, cuya eficiencia en el consumo de combustible es de un 50%, mientras que las calderas de condensación funcionan al 100%.
Aplicabilidad En plantas frutícolas de distintos tamaños, en procesos que involucren calentamiento de agua, principalmente para el lavado de frutas en procesos de packing. El nivel de consumo de energía térmica es determinante en la decisión de incorporar esta MTD.
Limitaciones 1. La principal limitación corresponde a la temperatura máxima que alcanza el agua bajo este
sistema, que corresponde a los 60°C.
Efectos asociados Disminución en el costo energético por efecto de la eficiencia de la caldera de condensación (100% versus un 50% de calefón a gas licuado). Disminución de Huella de Carbono. Baja el riesgo de accidentes asociados a manejo de calderas convencionales. Menor generación de residuos sólidos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $84.000 Inversión Inicial $ 42.000.000 Ahorro anual neto $ 7.835.509 PRI (años) 5,15 TIR 10 años 14,34% VAN (tasa10%) $ 7.825.811
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
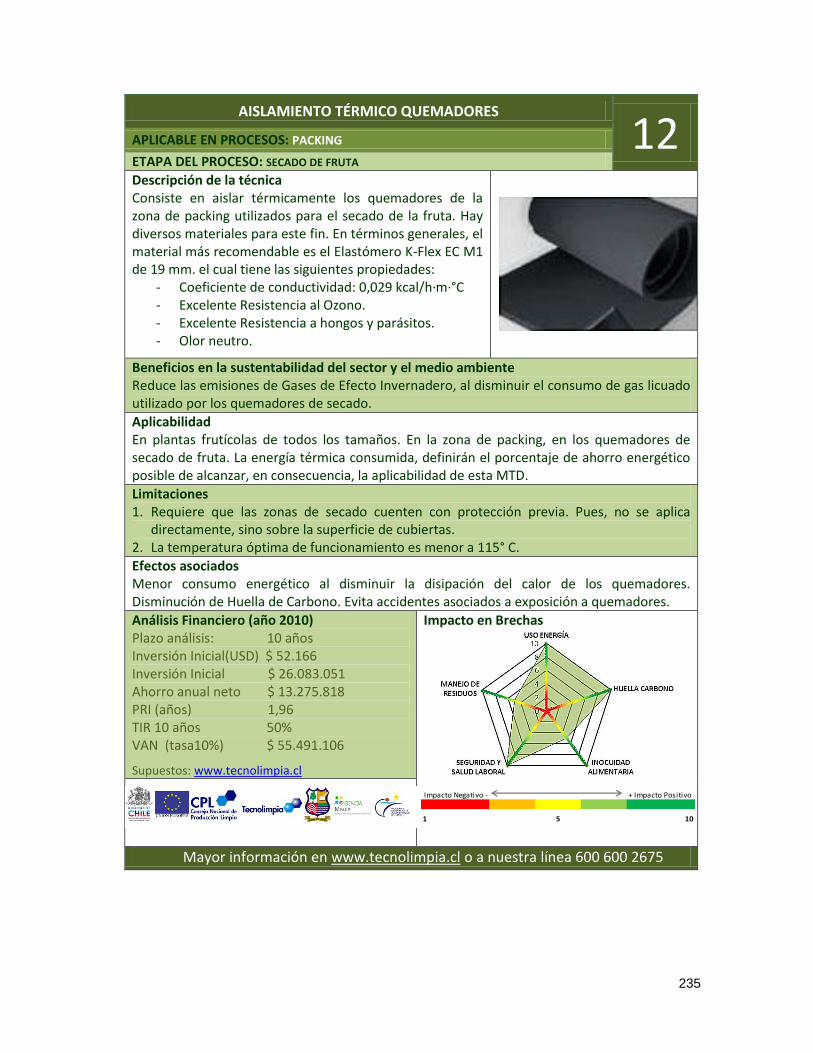
235
AISLAMIENTO TÉRMICO QUEMADORES
12 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: SECADO DE FRUTA
Descripción de la técnica Consiste en aislar térmicamente los quemadores de la zona de packing utilizados para el secado de la fruta. Hay diversos materiales para este fin. En términos generales, el material más recomendable es el Elastómero K-Flex EC M1 de 19 mm. el cual tiene las siguientes propiedades:
- Coeficiente de conductividad: 0,029 kcal/h·m·°C - Excelente Resistencia al Ozono. - Excelente Resistencia a hongos y parásitos. - Olor neutro.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de gas licuado utilizado por los quemadores de secado.
Aplicabilidad En plantas frutícolas de todos los tamaños. En la zona de packing, en los quemadores de secado de fruta. La energía térmica consumida, definirán el porcentaje de ahorro energético posible de alcanzar, en consecuencia, la aplicabilidad de esta MTD.
Limitaciones 1. Requiere que las zonas de secado cuenten con protección previa. Pues, no se aplica
directamente, sino sobre la superficie de cubiertas. 2. La temperatura óptima de funcionamiento es menor a 115° C.
Efectos asociados Menor consumo energético al disminuir la disipación del calor de los quemadores. Disminución de Huella de Carbono. Evita accidentes asociados a exposición a quemadores.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $ 52.166 Inversión Inicial $ 26.083.051 Ahorro anual neto $ 13.275.818 PRI (años) 1,96 TIR 10 años 50% VAN (tasa10%) $ 55.491.106
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

236
DETECTOR DE METALES
13 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: EMBALAJE, PALETIZADO
Descripción de la técnica Corresponde a un dispositivo electrónico con la capacidad de detectar la presencia de elementos metálicos al interior de los embalajes de fruta. Consta de un cabezal instalado en un arco o túnel que envía pulsaciones electromagnéticas sobre el embalaje de fruta en una cinta de transporte, respondiendo con una alerta la presencia de metales.
Beneficios en la sustentabilidad del sector y el medio ambiente A nivel de inocuidad alimentaria, se controlan los puntos críticos referentes al riesgo físico, producido por la presencia de elementos extraños, en este caso, de metales. Permitiendo cumplir con aspectos específicos de la normativa HACCP.
Aplicabilidad Principalmente en plantas frutícolas que manejan grandes volúmenes de fruta o gran variedad de especies o lotes de cosecha. Su uso es importante para asegurar la inocuidad alimentaria reduciendo el riesgo físico de consumo de fruta (presencia de objetos cortantes metálicos), dando cumplimiento a la normativa HACCP y requerimientos específicos de algunos recibidores.
Limitaciones 1. Requiere de capacitación especial del operador. 2. Equipos frágiles que requieren de mayor cuidado en su manejo. 3. Necesita de un lugar físico al final de las líneas de embalaje para su operación. 4. Aumenta el consumo de energía eléctrica en aproximadamente 0,75 KW/h.
Efectos asociados Rapidez de detección de metales al interior de embalaje. Incrementa los riesgos de accidentes por manejo de equipos electromecánicos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $21.297 Inversión Inicial $ 10.648.574 Ahorro anual neto $ 24.993.626 PRI (años) 0,41 TIR 10 años 244,49% VAN (tasa10%) $ 143.352.380
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
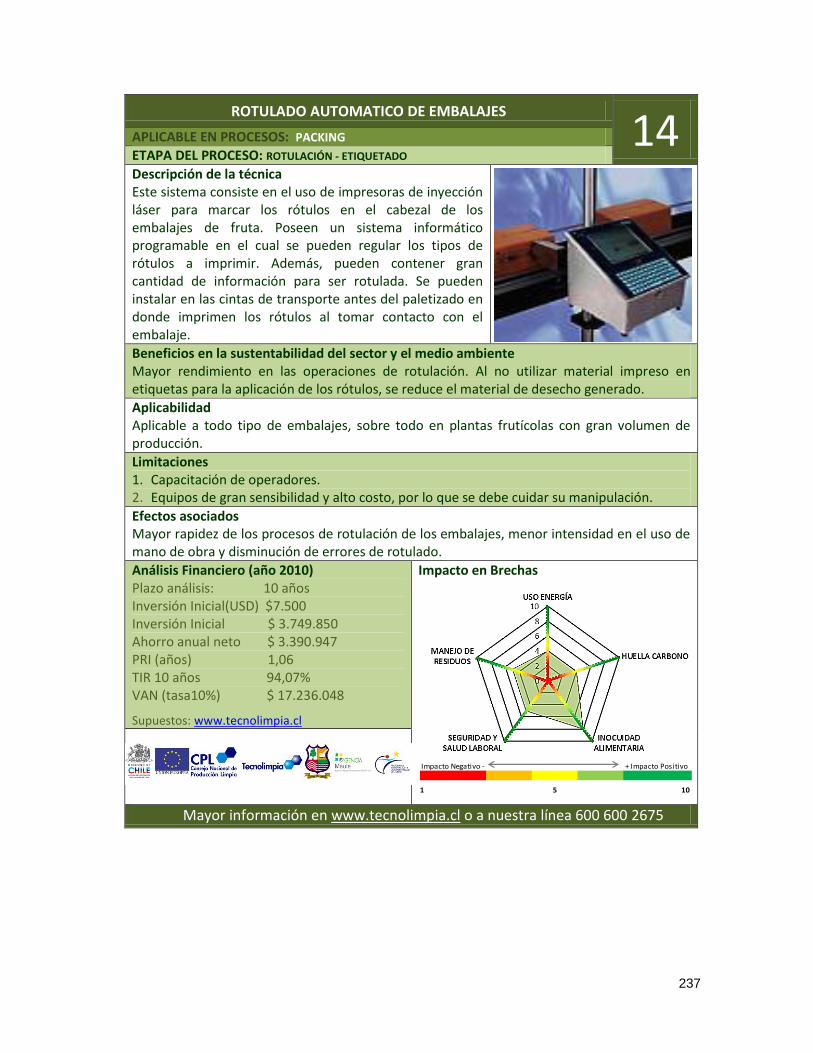
237
ROTULADO AUTOMATICO DE EMBALAJES
14 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: ROTULACIÓN - ETIQUETADO
Descripción de la técnica Este sistema consiste en el uso de impresoras de inyección láser para marcar los rótulos en el cabezal de los embalajes de fruta. Poseen un sistema informático programable en el cual se pueden regular los tipos de rótulos a imprimir. Además, pueden contener gran cantidad de información para ser rotulada. Se pueden instalar en las cintas de transporte antes del paletizado en donde imprimen los rótulos al tomar contacto con el embalaje.
Beneficios en la sustentabilidad del sector y el medio ambiente Mayor rendimiento en las operaciones de rotulación. Al no utilizar material impreso en etiquetas para la aplicación de los rótulos, se reduce el material de desecho generado.
Aplicabilidad Aplicable a todo tipo de embalajes, sobre todo en plantas frutícolas con gran volumen de producción.
Limitaciones 1. Capacitación de operadores. 2. Equipos de gran sensibilidad y alto costo, por lo que se debe cuidar su manipulación.
Efectos asociados Mayor rapidez de los procesos de rotulación de los embalajes, menor intensidad en el uso de mano de obra y disminución de errores de rotulado.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $7.500 Inversión Inicial $ 3.749.850 Ahorro anual neto $ 3.390.947 PRI (años) 1,06 TIR 10 años 94,07% VAN (tasa10%) $ 17.236.048
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

238
PALETIZADORES AUTOMÁTICOS
15 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: PALETIZADO
Descripción de la técnica La maquinaria de paletizado está orientada a automatizar las operaciones de ensamblado de cajas y armado de pallets con cajas de fruta. Generalmente consta de un trasportador que alimenta de cajas el proceso. Posee además un sistema de pinzas mecánicas que toman el embalaje y lo depositan en el pallet. El equipo cuenta con un sistema que permite almacenar datos y programar las diversas operaciones de paletizado según la altura de pallet, tamaño y disposición de cajas. El paletizador también tiene la capacidad de evacuar el pallet terminado en forma automatizada.
Beneficios en la sustentabilidad del sector y el medio ambiente. Se obtiene un mayor rendimiento de las operaciones, reduciendo la mano de obra en los procesos de paletizaje, disminuyendo el factor de error humano y los costos en personal.
Aplicabilidad Se aplica a empresas con grandes volúmenes o tipos de embalajes en todo el país o en zonas con problemas de disponibilidad de mano de obra.
Limitaciones 1. Requieren de espacio disponible en la zona de paletizaje (sobre 5 m2). 2. Requiere de personal capacitado para su operación. 3. Requiere 6 KW/h aproximado de consumo eléctrico.
Efectos asociados Al disminuir la cantidad de mano de obra, reduce los riesgos por contaminación cruzada y los riesgos asociados a accidentes de operarios.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $7.755 Inversión Inicial $ 3.877.440 Ahorro anual neto $ 1.258.716 PRI (años) 2,96 TIR 10 años 31,65% VAN (tasa10%) $ 4.011.925
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

239
ENZUNCHADORAS AUTOMÁTICAS
16 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: PALETIZADO
Descripción de la técnica La utilización de las enzunchadoras automáticas está orientada a la automatización de las operaciones de colocación de zunchos de amarre en los pallets con embalajes de fruta. Poseen un cuadro o cabezal que envuelve al pallet y proyecta los zunchos según su ubicación, tensándolos posteriormente mediante un sistema de ruedas. La maquinaria también tiene un sistema de programación en donde se ingresa una base de datos con los distintos requerimientos de enzunchado, ya sea ubicación o altura de pallet. El dispositivo puede estar unido a la línea después de paletizado o dispuesto en forma independiente.
Beneficios en la sustentabilidad del sector y el medio ambiente. Otorga mayor rendimiento de las labores de enzunchado de pallet, reduciendo la mano de obra, el error humano en la colocación de zunchos y los costos asociados a la disminución de personal.
Aplicabilidad Estos dispositivos, al igual que las paletizadoras, también se aplican a packing con altos volúmenes de embalaje o en zonas con déficit de mano de obra.
Limitaciones 1. Requieren de espacio físico para su operación y personal especializado para su
programación. 2. Su consumo eléctrico es aproximadamente 4 KW/h.
Efectos asociados Al disminuir la cantidad de mano de obra, reduce los riesgos por contaminación cruzada y los riesgos asociados a accidentes de operarios.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $9.694 Inversión Inicial $ 4.846.800 Ahorro anual neto $ 1.505.596 PRI (años) 3,09 TIR 10 años 30,01% VAN (tasa10%) $ 4.598.305
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
240
AISLAMIENTO ZONA DE QUEMADORES Y CALDERAS
17 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica La aislación de la zona de quemadores y calderas permite una disminución del consumo energético de equipos de ventilación y equipos climatizadores de la zona de packing, al evitar la transmisión de aire caliente de zona de quemadores y calderas hacia el resto del área de packing. Para la implementación de esta técnica se recomienda la instalación de panales de poliestireno, con las siguientes características: Ancho recomendado: 75 milímetros. Densidad del poliestireno: 20 kg/m3. Ancho útil: 1,168 metros. Largo: a determinar con el proveedor.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica de los ventiladores y equipos de climatización instalados en la zona de packing.
Aplicabilidad Aislamiento de la zona de la caldera utilizada en el lavado y quemadores para secado de fruta, donde la energía térmica disipada por estos equipos define el porcentaje de ahorro energético posible de alcanzar.
Limitaciones 1. 1. Evaluación de la factibilidad técnica de instalación de pared de aislamiento en la zona de
packing.
Efectos asociados Disminuye riesgos de accidentes de quemaduras al separar la fuente de riesgo de la zona de packing.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $30.639 Inversión Inicial $15.319.440 Ahorro anual neto $ 6.241.129 PRI (años) 2,45 TIR 10 años 39,25% VAN (tasa10%) $ 23.029.595
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

241
DISEÑO DE TABLERO DE ILUMINACIÓN SEPARADO POR ZONA DE TRABAJO 18 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Esta técnica consiste en separar el circuito eléctrico de iluminación por zonas de trabajo. Aproximadamente el 20% del área de trabajo de packing no es utilizada o tiene un baja circulación de personal, siendo el objetivo identificar esas zonas y poder separarlas en el circuito eléctrico de luminarias.
Beneficios en la sustentabilidad del sector y el medio ambiente. Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica generado en zonas que no estén en uso.
Aplicabilidad La factibilidad de implementar circuitos separados de iluminación por zona de trabajo en el área packing está relacionada a las horas de funcionamiento, idealmente en promedio, más de 10 horas diarias y la energía consumida por la luminaria.
Limitaciones 1. 1. La sola instalación del tablero no define el éxito de esta MTD. Esta sólo tendrá efecto en la
medida que se ejerza control de las luminarias seleccionadas.
Efectos asociados Disminución del consumo de energía eléctrica, generado por la disminución de las luminarias en funcionamiento en el área de packing. También produce una disminución en la Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $1.000 Inversión Inicial $ 500.000 Ahorro anual neto $ 559.021 PRI (años) 0,89 TIR 10 años 112% VAN (tasa10%) $ 2.934.943
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

242
MITIGACIÓN DE ARMÓNICAS DE DESFASE DE PULSOS
19 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Esta técnica permite eliminar armónicas de seis pulsos, las cuales son generadas por sistemas de conmutación (VDF) y/o ciclo conversores. Para eliminar este tipo de distorsión se aplican desfases a las cargas de +/- 30º anulando las corrientes armónicas en la barra de alimentación y generando de esta forma un menor consumo de energía eléctrica. Este desfase se logra instalando reactores de absorción en serie a las cargas no lineales. Equipo recomendado: Mitigador PAR10.
Beneficios en la sustentabilidad del sector y el medio ambiente. Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica de los equipos con VDF y conectados en serie.
Aplicabilidad Se utiliza en tableros eléctricos de líneas de packing e iluminación. La energía eléctrica consumida por la línea de packing o selección definen el porcentaje de ahorro energético posible de alcanzar justificándose con situaciones de gasto en energía eléctrica igual o superior a $5.000.000 como promedio mensual. Se puede utilizar para mitigar las perturbaciones de ondas generadas por equipos de electrónica de estado sólido. Se recomienda estudiar la factibilidad de instalación con el proveedor antes de proceder a su instalación.
Limitaciones 1. Sólo tienen efectos con equipos semi-automatizados y automatizados utilizados en
packing, por ejemplo: equipos de empaque automatizados, equipos automatizados para envasado, etiquetados, etc.
Efectos asociados Disminución de la temperatura de operación de los sistemas eléctricos. Mejor operación de los motores eléctricos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $1.500 Inversión Inicial $750.000 Ahorro anual neto $ 272.695 PRI (años) 2,64 TIR 10 años 36% VAN (tasa10%) $955.592
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

243
MITIGADOR DE ARMÓNICAS DE SECUENCIA CERO
20 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica El objetivo de esta medida es reinyectar las corrientes de secuencia o descargas de energía por el neutro, conocidas como corrientes armónicas. De esta manera se eliminan perdidas energéticas por contaminación de la energía eléctrica. Equipo Recomendado: Transformador de Mitigación 30KVA.
Beneficios en la sustentabilidad del sector y el medio ambiente. Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica.
Aplicabilidad Utilización en tableros eléctricos de packing, donde la Energía Eléctrica consumida define el porcentaje de ahorro energético posible de alcanzar, determinando la aplicabilidad de esta MTD. Aplicable en situaciones de gasto en energía eléctrica superior a $ 5.000.000 promedio mensual. Se recomienda estudiar la factibilidad de instalación con el proveedor antes de proceder a su instalación.
Limitaciones 1. Recomendable su utilización cuando se han detectado corrientes armónicas de secuencia
cero.
Efectos asociados Disminución de la temperatura de operación de los sistemas eléctricos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 9.400 Inversión Inicial $4.700.000 Ahorro anual neto $ 1.510.827 PRI (años) 2,99 TIR 10 años 31% VAN (tasa10%) $4.771.380
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

244
USO DE OZONO COMO DESINFECTANTE DE SUPERFICIES Y AMBIENTES DE TRABAJO 21 APLICABLE EN PROCESOS: RECEPCIÓN, PACKING Y ALMACENAMIENTO
ETAPA DEL PROCESO: LIMPIEZA Y SANITIZACIÓN
Descripción de la técnica Sistema de sanitización o desinfección de superficies y ambientes a base de ozono. Consiste en un generador de ozono que sintetiza el compuesto al aplicar cargas eléctricas, transformando el O2 en O3 (ozono) de alto poder oxidante, que al mezclarse con agua, se conforman en una poderosa solución desinfectante sin dejar residuos en el agua o superficies, ni entregando sabores u olores extraños en los alimentos. También existen purificadores de aire en base a ozono, que desinfectan y desodorizan el aire de los ambientes de trabajo, útil en cámaras frigoríficas y salas de proceso.
Beneficios en la sustentabilidad del sector y el medioambiente Mayor rendimiento en las operaciones de saneamiento de salas de proceso y cámaras de frío. No deja olores ni sabores extraños a los alimentos, como es el caso del cloro. Genera RILES con bajo poder espumógeno, baja concentración de álcalis o ácidos y cloro.
Aplicabilidad Se aplican a todas las operaciones de saneamiento dentro de las instalaciones de plantas frutícolas. Se puede utilizar en plantas frutícolas de distintos tamaños en todo Chile, sin embargo, se deben tener consideraciones en la zona norte, en donde el recurso hídrico es más escaso y de baja calidad para el uso del ozono. Su operación requiere de personal con experiencia en lavado y manejo de equipos electrónicos. Requiere aproximadamente 1500 lt/hora de agua y 2,5 KW. La aplicación integral de esta técnica en las empresas reduciría los contaminantes de RILES de lavado.
Limitaciones 1. Requiere capacitación de operadores. 2. Poca vida residual del ozono. 3. Mayor poder corrosivo de metales e irritante de tejidos humanos.
Efectos asociados Sanitización más profunda de superficies de trabajo sin dejar olores y sabores, asegurando la inocuidad. Menores residuos en RILES.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 27.658 Inversión Inicial $13.829.447 Ahorro anual neto $ 5.134.797 PRI (años) 2,59 TIR 10 años 37,02% VAN (tasa10%) $ 18.274.839
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

245
REEMPLAZO LUMINARIA POR FLUORESCENTE COMPACTA
22 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Instalación de lámparas de alta eficiencia en base a fluorescente concentrado de 100 KW, permitiendo disminuir el consumo eléctrico de algunos sectores del packing. No requieren de instalaciones adicionales para su funcionamiento.
Beneficios en la sustentabilidad del sector y el medioambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica por su mayor eficiencia.
Aplicabilidad Reemplazo de lámparas de Haluro Metal de 400 KW, en zonas de bajo requerimiento lumínico, dentro del área packing. El área estimada como de bajo tránsito en un packing corresponde a un 20%. La factibilidad de analizar el reemplazo de luminaria por una de alta eficiencia está relacionada a las horas de funcionamiento, idealmente en promedio, más de 10 horas diarias.
Limitaciones 1. La vida útil estimada de este tipo de luminaria es de 6.000 horas. 2. No es recomendable para el reemplazo de luminaria en zonas de trabajo con
requerimientos lumínico bajo las 1.200 luminancias, Según D.S.594/99, en una relación de 1 a 1.
Efectos asociados Disminución del consumo de energía eléctrica. Reducción de Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 3,2 años Inversión Inicial (USD) $ 620 Inversión Inicial $ 310.000 Ahorro anual neto $ 144.553 PRI (años) 2,14 TIR 10 años 21,65 % VAN (tasa10%) $ 67.405
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
246
UTILIZACIÓN DE PEDILUVIOS PLÁSTICOS
23 APLICABLE EN PROCESOS: PACKING
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Estos recipientes tienen la misión de proporcionar un medio de lavado y sanitización del calzado de los operarios y personas que transitan por las diferentes secciones de una central frutícola y que al pasar de zonas sucias a las instalaciones de proceso de las frutas pueden generar riesgo de contaminación. En estos recipientes se aplica una solución acuosa con desinfectantes o detergentes que tienen por objetivo eliminar la suciedad y desinfectar la superficie del calzado de los trabajadores antes de su ingreso a la sala de procesos.
Beneficios en la sustentabilidad del sector y el medioambiente Disminuye el riesgo de contaminación biológica a través del calzado de los trabajadores que circulan por distintas áreas de la planta.
Aplicabilidad Se puede aplicar en todo tipo de plantas a nivel nacional. Requiere de una pequeña área al ingreso a salas de procesos. Su uso puede reducir en las plantas frutícolas el traspaso de material contaminado a las salas de proceso a través del calzado de los operarios.
Limitaciones 1. Puede generar riesgo de caídas de trabajadores, sobre todo al transitar con calzado
mojado en superficies deslizantes.
Efectos asociados Reducción de probabilidad de contaminación a través del calzado de trabajadores que ingresan a la sala de proceso de fruta. Sin embargo, tiene un leve efecto en la incrementación de los RILES generados en la planta.
Análisis Financiero (año 2010)
Plazo análisis: 1 año Gasto anual : $ 55.600 No produce ahorros, por ende, no es factible generar indicadores financieros.
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
247
ACOMODO DE PALLETS LEJOS DE EVAPORIZADORES
24 APLICABLE EN PROCESOS: ALMACENAMIENTO
ETAPA DEL PROCESO: ENFRIAMIENTO DE CÁMARAS
Descripción de la técnica El acomodo correcto de los pallets dentro de una cámara de frío debe realizarse desde los ventiladores hacia los evaporizadores. Esto se debe a que las friorías se transfieren desde la fruta que ya se encuentra fría, dentro de la cámara, hacia la que ingresa, favoreciendo también el flujo de aire frío dentro de la cámara.
Beneficios en la sustentabilidad del sector y el medioambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica.
Aplicabilidad Se puede utilizar en cualquier cámara, para evitar el sobreconsumo de energía.
Limitaciones No posee limitaciones
Efectos asociados Permite la disminución del sobreconsumo de energía eléctrica, destinado al enfriamiento de cámaras de almacenamiento. Al mismo tiempo mantiene la calidad de la fruta almacenada, evitando su deterioro.
Análisis Financiero (año 2010) Al tratarse de una buena práctica de manejo, no involucra costos de implementación.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

248
MITIGACIÓN DE ARMÓNICAS DE DESFASE DE PULSOS
25 APLICABLE EN PROCESOS: ALMACENAMIENTO
ETAPA DEL PROCESO: ENFRIAMIENTO DE CÁMARAS
Descripción de la técnica Esta técnica permite eliminar armónicas de seis pulsos, las cuales son generadas por sistemas de conmutación (VDF) y/o cicloconversores. Para eliminar este tipo de distorsión se aplican desfases a las cargas de +/- 30º anulando las corrientes armónicas en la barra de alimentación y generando de esta forma un menor consumo de energía eléctrica. Este desfase se logra instalando reactores de absorción en serie a las cargas no lineales. Equipo recomendado: Mitigador PAR40.
Beneficios en la sustentabilidad del sector y el medioambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica de los equipos con VDF y conectados en serie.
Aplicabilidad La Energía Eléctrica consumida por el sistema de enfriamiento define el porcentaje de ahorro energético posible de alcanzar, determinando la aplicabilidad de esta MTD. Gasto mínimo en energía eléctrica: MM$ 5 promedio mensual. Se recomienda estudiar la factibilidad de instalación con el proveedor antes de proceder a su instalación.
Limitaciones 1. Sólo tienen efectos con equipos semi-automatizados y automatizados utilizados en packing, por ejemplo: equipos de empaque automatizados, equipos automatizados para envasado, etiquetados, etc.
Efectos asociados Disminución del consumo de energía eléctrica, generado por el efecto de eliminar la distorsión en el consumo. Disminución de la temperatura de operación de los sistemas eléctricos. Mejor operación de los motores eléctricos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $9.000 Inversión Inicial $ 4.500.000 Ahorro anual neto $ 1.985.894 PRI (años) 2,18 TIR 10 años 44,84 % VAN (tasa10%) $ 7.882.458
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

249
VARIADORES DE FRECUENCIA (VDF)
26 APLICABLE EN PROCESOS: ALMACENAMIENTO
ETAPA DEL PROCESO: ENFRIAMIENTO
Descripción de la técnica Permite disminuir el consumo de energía eléctrica innecesario de los motores eléctricos de los compresores, mediante el control electrónico de las revoluciones del motor.
Beneficios en la sustentabilidad del sector y el medioambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica producto de la reducción de la carga de trabajo de los motores eléctricos.
Aplicabilidad La energía eléctrica consumida por los compresores del sistema de enfriamiento define el porcentaje de ahorro energético posible de alcanzar, en consecuencia, determinada la aplicabilidad de esta MTD. Se recomienda estudiar la factibilidad de instalación con un especialista antes de proceder a su instalación.
Limitaciones 1. Para motores con carga constante y pareja, los VDF no tienen una aplicación efectiva.
Efectos asociados Disminución del consumo de energía eléctrica, generando el adecuado funcionamiento de los motores eléctricos. Si bien poseen el beneficio de disminuir el consumo de energía, generan la aparición de armónicas de desfase de pulsos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $ 6.000 Inversión Inicial $ 3.000.000 Ahorro anual neto $1.252.478 PRI (años) 2,30 TIR 10 años 42% VAN (tasa10%) $ 4.815.938
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

250
UTILIZACIÓN DE ETIQUETAS INTELIGENTES.
27 APLICABLE EN PROCESOS: ALMACENAMIENTO
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Son dispositivos del tamaño de una tarjeta de crédito y que actúan como sensores de temperatura, humedad y vibraciones durante las operaciones de almacenamiento, manipulación y transporte de la fruta. Luego de estos procesos se utiliza un lector que extrae los datos de estos sensores y mediante un software se analizan los datos en tablas y gráficos, entregando información de las condiciones del transporte o almacenamiento de la fruta (temperatura, humedad, golpes).
Beneficios en la sustentabilidad del sector y el medioambiente Entrega un control y monitoreo total de las condiciones de almacenamiento y transporte de la fruta, conociendo los parámetros de temperatura, humedad y vibraciones durante este proceso.
Aplicabilidad Las etiquetas inteligentes pueden ser utilizadas en todo el país y en plantas de distintos tamaños que precisen controlar el estado de la fruta en forma detallada desde packing hasta consumidor final. Para su ejecución requiere de personal entrenado en la instalación, lectura y análisis de los datos que entrega el dispositivo. La adopción de esta técnica en una agrupación de empresas permite visualizar en forma integral los puntos críticos de la cadena de valor, desde packing y frigorífico hasta el consumidor final.
Limitaciones 1. Al ser aparatos pequeños, son de fácil extravío.
Efectos asociados Mayor control de las condiciones de almacenamiento y transporte, que en el caso de malos manejos busca a los responsables y su compensación en caso de daño económico.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $ 2.403 Inversión Inicial $ 1.201.260 Ahorro anual neto $ 188.501 PRI (años) 6,12 TIR 10 años 10,10% VAN (tasa10%) $ 5.050
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
251
CONTROL DE CIERRE DE PUERTAS POR SISTEMA DE CONTRAPESO
28 APLICABLE EN PROCESOS: ALMACENAMIENTO
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Instalación de sistema de contrapesos que permite la apertura y cierre de las puertas de las cámaras de frío, disminuyendo el tiempo en el cual estas permanecen abiertas y disminuyendo el consumo y pérdida de energía.
Beneficios en la sustentabilidad del sector y el medioambiente Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica por disminución en los requerimientos de enfriamiento de las cámaras.
Aplicabilidad El diferencial de temperatura externa e interna de las cámaras de frío, define la pérdida energética producto de la apertura de puertas. En consecuencia en zonas costeras y/o de mucha fluctuación térmica pueden generarse mayores ahorros al aprovechar las horas nocturnas para el llenado de las cámaras.
Limitaciones 1. El cumplimiento de esta medida se encuentra asociada al factor humano, en la medida que los horquilleros cumplan con la aplicación de la medida. 2. Se requiere contar con el espacio para permitir la instalación de los controles.
Efectos asociados Mejora las condiciones de mantención de la fruta almacenada, evitando su deterioro.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial(USD) $2.700 Inversión Inicial $ 1.350.000 Ahorro anual neto $ 532.216 PRI (años) 2,54 TIR 10 años 37,83% VAN (tasa10%) $ 1.920.239
Supuestos: www.tecnolimpia.cl.
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

252
BALANCEO DE FASES EN CONSUMO DE ENERGÍA ELÉCTRICA
29 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Esta técnica permite estabilizar los voltajes de alimentación de la planta frutícola, de tal forma de disminuir el deslizamiento de los motores de inducción y evitar de esa forma el torque contrario, la sobre temperatura de trabajo y la sobrecarga en el eje de los motores. Equipo Recomendado: Transformador de mitigación 30KVA.
Beneficios en la sustentabilidad del sector y el medio ambiente
Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica producto de la disminución de la carga de trabajo de los motores eléctricos.
Aplicabilidad Usar en tablero eléctrico general. Se recomienda estudiar la factibilidad de instalación con el proveedor antes de proceder a su instalación. Gasto en energía eléctrica: $5.000.000 promedio mensual o más.
Limitaciones 1. Recomendable su utilización cuando el diferencial de voltajes o tensiones entre fases es
superior a un 3%.
Efectos asociados Mejora funcionamiento de motores eléctricos, optimiza el consumo de energía y con ello reduce la Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 12.100 Inversión Inicial $ 6.050.000 Ahorro anual neto $ 3.530.594 PRI (años) 1,71 TIR 10 años 57,75% VAN (tasa10%) $15.643.974
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

253
REDISTRIBUCIÓN DE ENERGÍA REACTIVA
30 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Esta técnica permite solucionar los problemas de reducción del área efectiva disponible para el paso de la corriente activa, provocados por el exceso de energía reactiva. La Energía Reactiva se mide a través de un indicador denominado factor de potencia (FP), el cual indica la relación entre la cantidad de potencia activa y la potencia aparente del sistema. Una vez medido, se redistribuyen los bancos condensadores dentro de los subsistemas eléctricos que presenten mal Factor de Potencia (inferior a 0.93).
Beneficios en la sustentabilidad del sector y el medio ambiente
Reduce las emisiones de Gases de Efecto Invernadero, al disminuir el consumo de energía eléctrica producto de la disminución de la carga de trabajo de los motores eléctricos.
Aplicabilidad Mientras menor sea el FP, mayor será el ahorro energético. Se recomienda estudiar la factibilidad de instalación con especialistas en la materia. Se recomienda con un gasto en energía eléctrica de $ 5.000.000 promedio mensual o más. Buenos indicadores del problema son: que la factura eléctrica incluya multas por Mal Factor de Potencia o se encuentra operando en el límite de lo exigido por la norma eléctrica (F.P.=0.93); o que la temperatura a los contactores sea mayor a la temperatura ambiental.
Limitaciones 1. Por el diseño de las empresas de packing frutícolas, es normal que en los meses temporada
de menor actividad aparezca este fenómeno.
Efectos asociados El aumento de la energía activa en los conductores optimiza el consumo de Energía y con ello reduce la Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $1.900 Inversión Inicial $ 950.000 Ahorro anual neto $ 3.302.814 PRI (años) 0,29 TIR 10 años 348 % VAN (tasa10%) $19.344.363
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

254
SERVICIO EXTERNO LAVADO INDUMENTARIA DE TRABAJO
31 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Esta técnica consiste en el lavado de la ropa de trabajo de los operarios de la planta frutícola en servicios especializados para estos fines, en donde se efectúan las operaciones de lavado, secado y planchado de la indumentaria de los trabajadores.
Beneficios en la sustentabilidad del sector y el medio ambiente
Disminuye los riesgos de contaminación de la fruta causada por indumentaria de trabajo sucia. Además, evita problemas de salud asociados al uso de ropa húmeda por parte de los trabajadores, problema que puede ser recurrente al recaer la responsabilidad del lavado de la indumentaria sobre ellos.
Aplicabilidad La utilización del servicio externo de lavado de ropa de trabajo se puede aplicar en plantas frutícolas de distintos tamaños en todas las zonas del país. Para empresas asociadas, la prestación de este servicio puede ser negociado en conjunto, dependiendo lógicamente de los volúmenes de ropa a lavar y sus características.
Limitaciones 1. Mayor costo que delegar responsabilidad de lavado a los trabajadores. 2. Requiere de una logística de manejo de inventario de ropa más complejo.
Efectos asociados Mayor Inocuidad Alimentaria. Mejoras en Seguridad y Salud laboral derivadas de la disminución de riesgos de enfermedades provocadas por la falta de limpieza o el uso de vestimenta húmeda.
Análisis Financiero (año 2010) Plazo de Análisis: 1 Año Gasto Anual: $ 9.216.000 Estimado en base a 200 operarios con un lavado semanal, durante 8 meses. No produce ahorros, por ende no es factible generar indicadores financieros.
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

255
APLICACIONES DE TÉCNICAS DE INFORMACIÓN Y COMUNICACIÓN (TIC)
32 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Estas aplicaciones se dividen en 2 técnicas: la aplicación de PALM PDA para control de HACCP y el uso de software de gestión de calidad. El primero consiste en una agenda electrónica en donde se realiza el programa de control, seguimiento y registro de las operaciones y puntos críticos en HACCP en terreno. El segundo consiste en la aplicación de un software que realiza los análisis y provee las herramientas de gestión en un programa de aseguramiento de calidad.
Software
PALM HACCP gestión calidad
Beneficios en la sustentabilidad del sector y el medio ambiente
Al llevar registros digitales se reduce el uso de papel y se lleva un mejor control de los puntos críticos de los procesos de packing, de manera de asegurar mayor inocuidad, mejor gestión logística, seguimiento de los lotes y asignación de responsabilidades ante errores cometidos. Otorga mayor rendimiento a los inspectores de aseguramiento de calidad.
Aplicabilidad Aplicables a programas HACCP, ISO y OHSAS. La aplicación del software y hardware de aseguramiento de calidad se puede lograr en todo el país y a todo nivel de plantas frutícolas. Para su implementación necesitan de PC conectados en red y de personal especializado en la administración de los datos. La utilización de estos sistemas a nivel global entre distintas empresas, permite estandarizar todas sus operaciones de aseguramiento de calidad, facilitando las auditorias y los procedimientos de control.
Limitaciones 1. Especialización de operadores y costo.
Efectos asociados Mejora la gestión y análisis de datos relativos a normativas de aseguramiento de la calidad, manejo de stocks de materia prima, insumos y producto terminado. Permite reducir RISES por mejor manejo de inventario.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 1.480 Inversión Inicial $ 740.480 Ahorro anual neto $ 812.588 PRI (años) 0,87 TIR 10 años 114 % VAN (tasa10%) $ 4.282.142
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
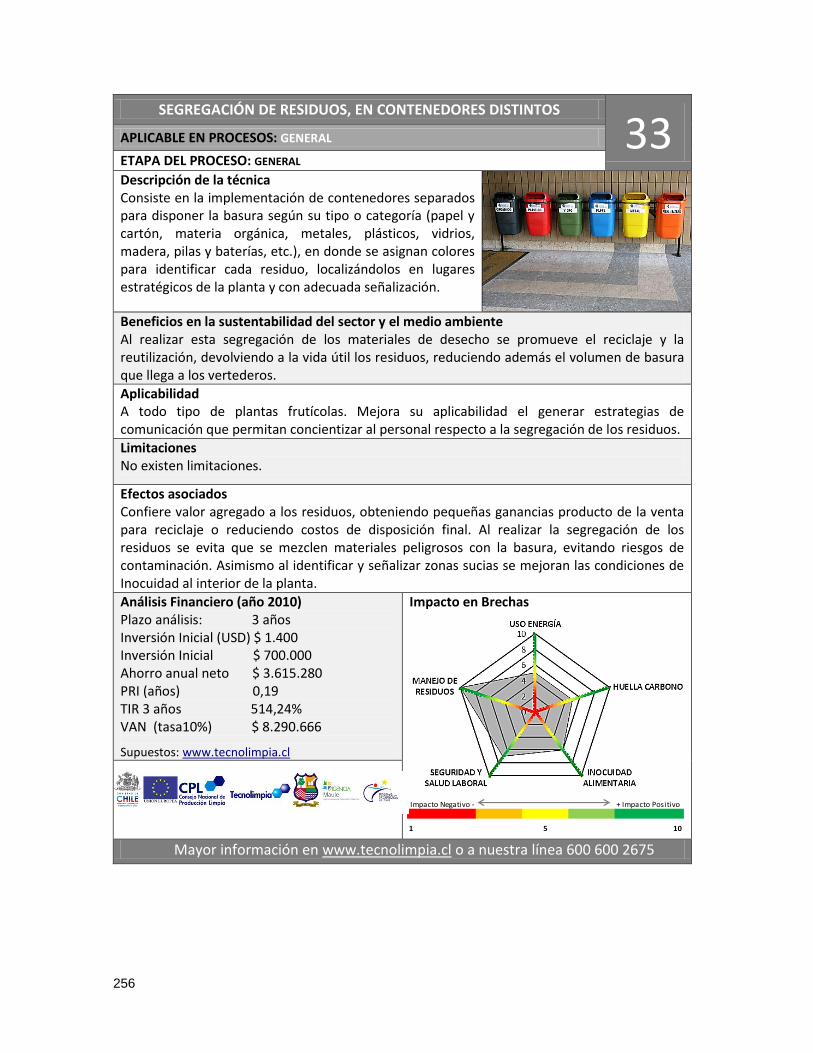
256
SEGREGACIÓN DE RESIDUOS, EN CONTENEDORES DISTINTOS
33 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica Consiste en la implementación de contenedores separados para disponer la basura según su tipo o categoría (papel y cartón, materia orgánica, metales, plásticos, vidrios, madera, pilas y baterías, etc.), en donde se asignan colores para identificar cada residuo, localizándolos en lugares estratégicos de la planta y con adecuada señalización.
Beneficios en la sustentabilidad del sector y el medio ambiente
Al realizar esta segregación de los materiales de desecho se promueve el reciclaje y la reutilización, devolviendo a la vida útil los residuos, reduciendo además el volumen de basura que llega a los vertederos.
Aplicabilidad A todo tipo de plantas frutícolas. Mejora su aplicabilidad el generar estrategias de comunicación que permitan concientizar al personal respecto a la segregación de los residuos.
Limitaciones No existen limitaciones.
Efectos asociados Confiere valor agregado a los residuos, obteniendo pequeñas ganancias producto de la venta para reciclaje o reduciendo costos de disposición final. Al realizar la segregación de los residuos se evita que se mezclen materiales peligrosos con la basura, evitando riesgos de contaminación. Asimismo al identificar y señalizar zonas sucias se mejoran las condiciones de Inocuidad al interior de la planta.
Análisis Financiero (año 2010) Plazo análisis: 3 años Inversión Inicial (USD) $ 1.400 Inversión Inicial $ 700.000 Ahorro anual neto $ 3.615.280 PRI (años) 0,19 TIR 3 años 514,24% VAN (tasa10%) $ 8.290.666
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

257
PROGRAMA DE MEDICIÓN Y AUDITORIA INTERNA DE CONSUMO DE AGUA
34 APLICABLE EN PROCESOS: RECEPCIÓN – PACKING – ALMACENAMIENTO –
SERVICIOS GENERALES
ETAPA DEL PROCESO: HIDROCOOLER – LAVADO – VACIADO – CONDENSACIÓN
Descripción de la técnica Esta técnica consiste en el control del consumo de agua en las plantas frutícolas, a través de la medición, registro, análisis y auditorías. Para la medición se pueden utilizar caudalímetros mecánicos en la base del sistema (tuberías de abastecimiento de agua de pozo). Para el registro de la medición se requiere la revisión diaria por personal idóneo. Los datos son analizados por el encargado del área quién monitorea los consumos de agua y es responsable de emitir informes y soluciones correctivas. Opcionalmente se pueden utilizar sistemas de medición con caudalímetros ultrasónicos portátiles que permiten medir y distribuir los consumos de agua en cada fase del proceso y la calibración de los mecánicos.
Beneficios en la sustentabilidad del sector y el medio ambiente
Se pueden reducir los consumos de agua y por lo mismo generar menos residuos industriales líquidos (RILES).
Aplicabilidad Aplicable a todo tipo de plantas frutícolas.
Limitaciones 1. El generar mediciones por proceso puede requerir de un servicio externo de medición, con
sistemas caudalímetros ultrasónicos, los cuales son posibles de adquirir por la empresa, pero complejos de utilizar en la práctica y de elevado costo.
Efectos asociados Importante reducción en la generación de RILES. Además, si es que se usa agua potable de sanitarias, se reduce el costo por consumo de agua. Disminución de costos por uso de agua, ya sea asociada a empresas sanitarias, como de energía eléctrica por uso de bombas.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 9.283 Inversión Inicial $ 4.641.639 Ahorro anual neto $ 785.858 PRI (años) 5,67 TIR 10 años 12 % VAN (tasa10%) $ 372.782
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
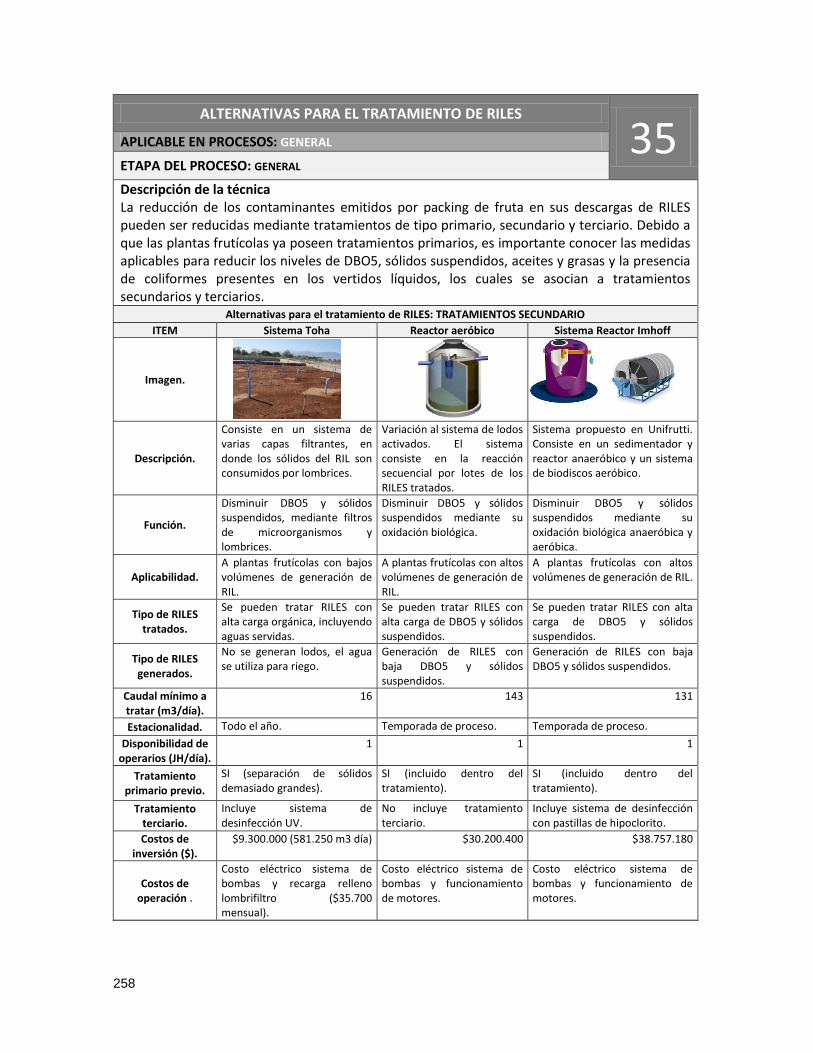
258
ALTERNATIVAS PARA EL TRATAMIENTO DE RILES
35 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica La reducción de los contaminantes emitidos por packing de fruta en sus descargas de RILES pueden ser reducidas mediante tratamientos de tipo primario, secundario y terciario. Debido a que las plantas frutícolas ya poseen tratamientos primarios, es importante conocer las medidas aplicables para reducir los niveles de DBO5, sólidos suspendidos, aceites y grasas y la presencia de coliformes presentes en los vertidos líquidos, los cuales se asocian a tratamientos secundarios y terciarios.
Alternativas para el tratamiento de RILES: TRATAMIENTOS SECUNDARIO
ITEM Sistema Toha Reactor aeróbico Sistema Reactor Imhoff
Imagen.
Descripción.
Consiste en un sistema de varias capas filtrantes, en donde los sólidos del RIL son consumidos por lombrices.
Variación al sistema de lodos activados. El sistema consiste en la reacción secuencial por lotes de los RILES tratados.
Sistema propuesto en Unifrutti. Consiste en un sedimentador y reactor anaeróbico y un sistema de biodiscos aeróbico.
Función.
Disminuir DBO5 y sólidos suspendidos, mediante filtros de microorganismos y lombrices.
Disminuir DBO5 y sólidos suspendidos mediante su oxidación biológica.
Disminuir DBO5 y sólidos suspendidos mediante su oxidación biológica anaeróbica y aeróbica.
Aplicabilidad. A plantas frutícolas con bajos volúmenes de generación de RIL.
A plantas frutícolas con altos volúmenes de generación de RIL.
A plantas frutícolas con altos volúmenes de generación de RIL.
Tipo de RILES tratados.
Se pueden tratar RILES con alta carga orgánica, incluyendo aguas servidas.
Se pueden tratar RILES con alta carga de DBO5 y sólidos suspendidos.
Se pueden tratar RILES con alta carga de DBO5 y sólidos suspendidos.
Tipo de RILES generados.
No se generan lodos, el agua se utiliza para riego.
Generación de RILES con baja DBO5 y sólidos suspendidos.
Generación de RILES con baja DBO5 y sólidos suspendidos.
Caudal mínimo a tratar (m3/día).
16 143 131
Estacionalidad. Todo el año. Temporada de proceso. Temporada de proceso.
Disponibilidad de operarios (JH/día).
1 1 1
Tratamiento primario previo.
SI (separación de sólidos demasiado grandes).
SI (incluido dentro del tratamiento).
SI (incluido dentro del tratamiento).
Tratamiento terciario.
Incluye sistema de desinfección UV.
No incluye tratamiento terciario.
Incluye sistema de desinfección con pastillas de hipoclorito.
Costos de inversión ($).
$9.300.000 (581.250 m3 día) $30.200.400 $38.757.180
Costos de operación .
Costo eléctrico sistema de bombas y recarga relleno lombrifiltro ($35.700 mensual).
Costo eléctrico sistema de bombas y funcionamiento de motores.
Costo eléctrico sistema de bombas y funcionamiento de motores.
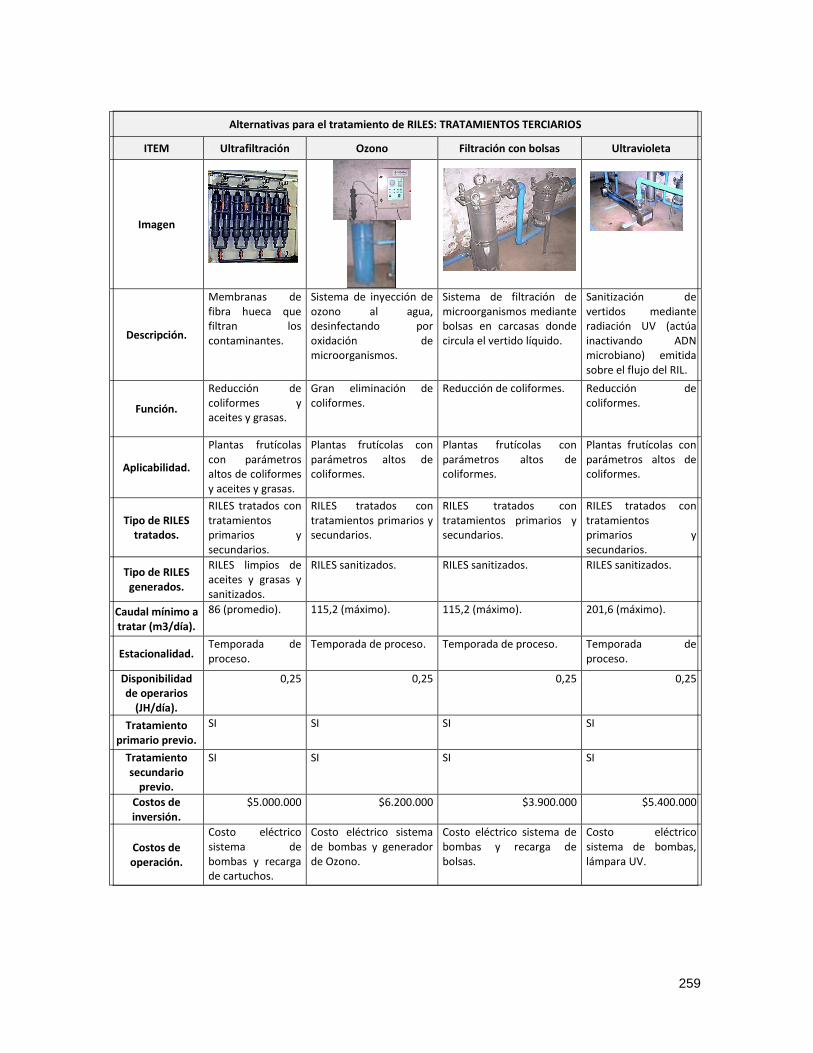
259
Alternativas para el tratamiento de RILES: TRATAMIENTOS TERCIARIOS
ITEM Ultrafiltración Ozono Filtración con bolsas Ultravioleta
Imagen
Descripción.
Membranas de fibra hueca que filtran los contaminantes.
Sistema de inyección de ozono al agua, desinfectando por oxidación de microorganismos.
Sistema de filtración de microorganismos mediante bolsas en carcasas donde circula el vertido líquido.
Sanitización de vertidos mediante radiación UV (actúa inactivando ADN microbiano) emitida sobre el flujo del RIL.
Función.
Reducción de coliformes y aceites y grasas.
Gran eliminación de coliformes.
Reducción de coliformes. Reducción de coliformes.
Aplicabilidad.
Plantas frutícolas con parámetros altos de coliformes y aceites y grasas.
Plantas frutícolas con parámetros altos de coliformes.
Plantas frutícolas con parámetros altos de coliformes.
Plantas frutícolas con parámetros altos de coliformes.
Tipo de RILES tratados.
RILES tratados con tratamientos primarios y secundarios.
RILES tratados con tratamientos primarios y secundarios.
RILES tratados con tratamientos primarios y secundarios.
RILES tratados con tratamientos primarios y secundarios.
Tipo de RILES generados.
RILES limpios de aceites y grasas y sanitizados.
RILES sanitizados. RILES sanitizados. RILES sanitizados.
Caudal mínimo a tratar (m3/día).
86 (promedio). 115,2 (máximo). 115,2 (máximo). 201,6 (máximo).
Estacionalidad. Temporada de proceso.
Temporada de proceso. Temporada de proceso. Temporada de proceso.
Disponibilidad de operarios
(JH/día).
0,25 0,25 0,25 0,25
Tratamiento primario previo.
SI SI SI SI
Tratamiento secundario
previo.
SI SI SI SI
Costos de inversión.
$5.000.000 $6.200.000 $3.900.000 $5.400.000
Costos de operación.
Costo eléctrico sistema de bombas y recarga de cartuchos.
Costo eléctrico sistema de bombas y generador de Ozono.
Costo eléctrico sistema de bombas y recarga de bolsas.
Costo eléctrico sistema de bombas, lámpara UV.
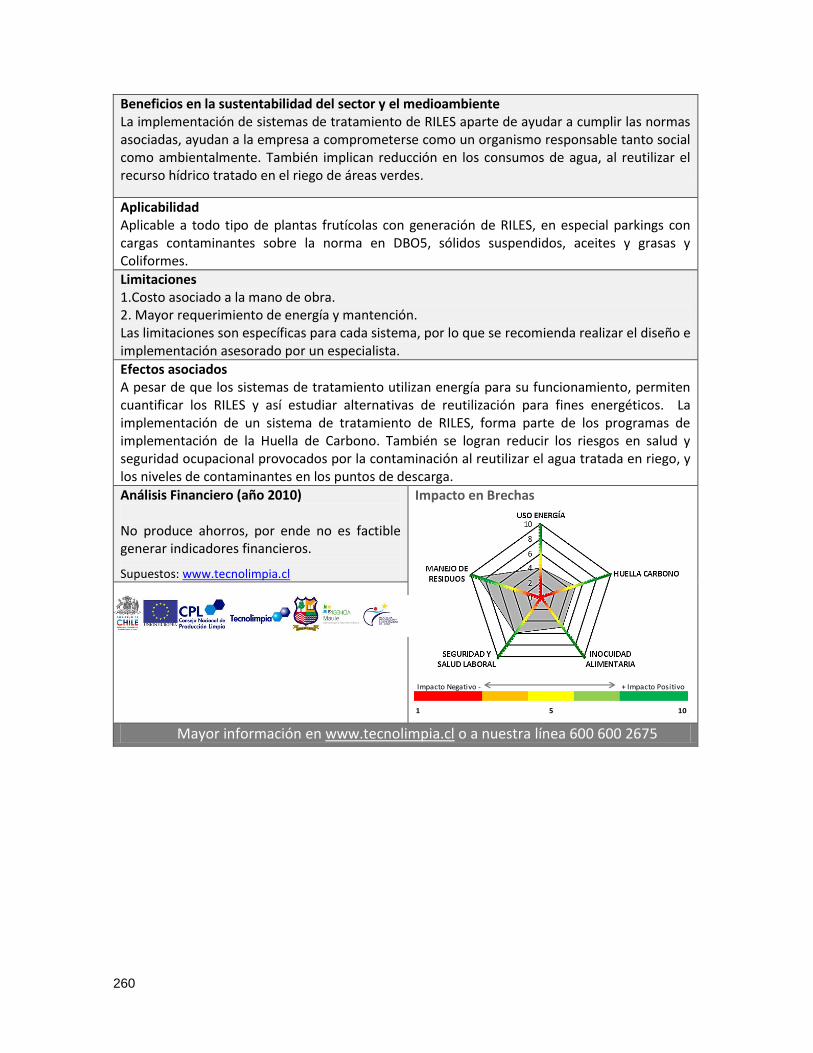
260
Beneficios en la sustentabilidad del sector y el medioambiente La implementación de sistemas de tratamiento de RILES aparte de ayudar a cumplir las normas asociadas, ayudan a la empresa a comprometerse como un organismo responsable tanto social como ambientalmente. También implican reducción en los consumos de agua, al reutilizar el recurso hídrico tratado en el riego de áreas verdes.
Aplicabilidad Aplicable a todo tipo de plantas frutícolas con generación de RILES, en especial parkings con cargas contaminantes sobre la norma en DBO5, sólidos suspendidos, aceites y grasas y Coliformes.
Limitaciones 1.Costo asociado a la mano de obra. 2. Mayor requerimiento de energía y mantención. Las limitaciones son específicas para cada sistema, por lo que se recomienda realizar el diseño e implementación asesorado por un especialista.
Efectos asociados A pesar de que los sistemas de tratamiento utilizan energía para su funcionamiento, permiten cuantificar los RILES y así estudiar alternativas de reutilización para fines energéticos. La implementación de un sistema de tratamiento de RILES, forma parte de los programas de implementación de la Huella de Carbono. También se logran reducir los riesgos en salud y seguridad ocupacional provocados por la contaminación al reutilizar el agua tratada en riego, y los niveles de contaminantes en los puntos de descarga.
Análisis Financiero (año 2010) No produce ahorros, por ende no es factible generar indicadores financieros.
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
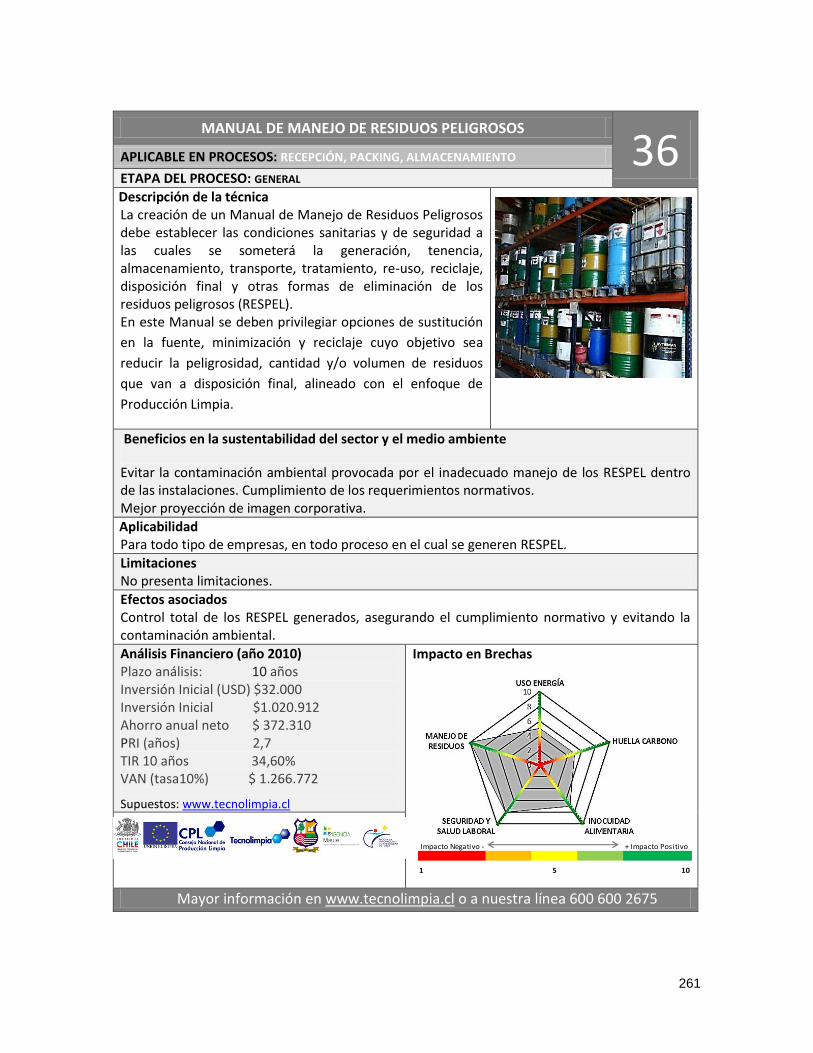
261
MANUAL DE MANEJO DE RESIDUOS PELIGROSOS
36 APLICABLE EN PROCESOS: RECEPCIÓN, PACKING, ALMACENAMIENTO
ETAPA DEL PROCESO: GENERAL
Descripción de la técnica La creación de un Manual de Manejo de Residuos Peligrosos debe establecer las condiciones sanitarias y de seguridad a las cuales se someterá la generación, tenencia, almacenamiento, transporte, tratamiento, re-uso, reciclaje, disposición final y otras formas de eliminación de los residuos peligrosos (RESPEL). En este Manual se deben privilegiar opciones de sustitución
en la fuente, minimización y reciclaje cuyo objetivo sea
reducir la peligrosidad, cantidad y/o volumen de residuos
que van a disposición final, alineado con el enfoque de
Producción Limpia.
Beneficios en la sustentabilidad del sector y el medio ambiente
Evitar la contaminación ambiental provocada por el inadecuado manejo de los RESPEL dentro de las instalaciones. Cumplimiento de los requerimientos normativos. Mejor proyección de imagen corporativa.
Aplicabilidad Para todo tipo de empresas, en todo proceso en el cual se generen RESPEL.
Limitaciones No presenta limitaciones.
Efectos asociados Control total de los RESPEL generados, asegurando el cumplimiento normativo y evitando la contaminación ambiental.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $32.000 Inversión Inicial $1.020.912 Ahorro anual neto $ 372.310 PRI (años) 2,7 TIR 10 años 34,60% VAN (tasa10%) $ 1.266.772
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
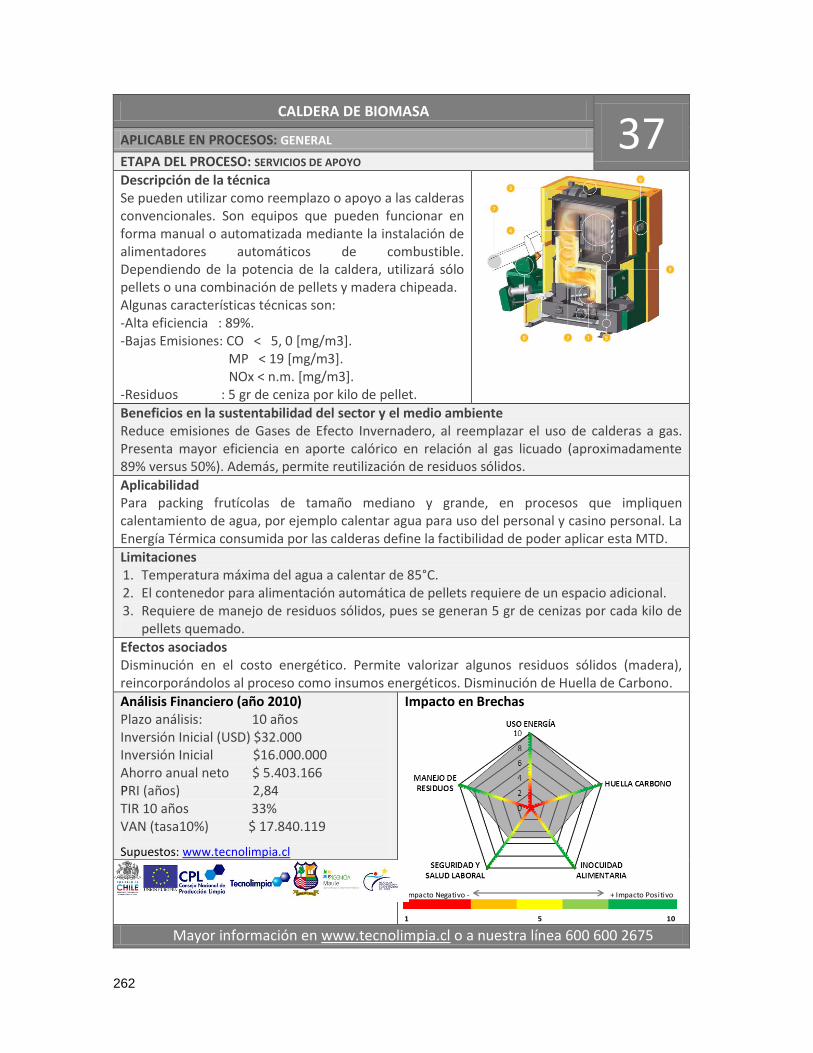
262
CALDERA DE BIOMASA
37 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: SERVICIOS DE APOYO
Descripción de la técnica Se pueden utilizar como reemplazo o apoyo a las calderas convencionales. Son equipos que pueden funcionar en forma manual o automatizada mediante la instalación de alimentadores automáticos de combustible. Dependiendo de la potencia de la caldera, utilizará sólo pellets o una combinación de pellets y madera chipeada. Algunas características técnicas son: -Alta eficiencia : 89%. -Bajas Emisiones: CO < 5, 0 [mg/m3].
MP < 19 [mg/m3]. NOx < n.m. [mg/m3].
-Residuos : 5 gr de ceniza por kilo de pellet.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce emisiones de Gases de Efecto Invernadero, al reemplazar el uso de calderas a gas. Presenta mayor eficiencia en aporte calórico en relación al gas licuado (aproximadamente 89% versus 50%). Además, permite reutilización de residuos sólidos.
Aplicabilidad Para packing frutícolas de tamaño mediano y grande, en procesos que impliquen calentamiento de agua, por ejemplo calentar agua para uso del personal y casino personal. La Energía Térmica consumida por las calderas define la factibilidad de poder aplicar esta MTD.
Limitaciones 1. Temperatura máxima del agua a calentar de 85°C. 2. El contenedor para alimentación automática de pellets requiere de un espacio adicional. 3. Requiere de manejo de residuos sólidos, pues se generan 5 gr de cenizas por cada kilo de
pellets quemado.
Efectos asociados Disminución en el costo energético. Permite valorizar algunos residuos sólidos (madera), reincorporándolos al proceso como insumos energéticos. Disminución de Huella de Carbono.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $32.000 Inversión Inicial $16.000.000 Ahorro anual neto $ 5.403.166 PRI (años) 2,84 TIR 10 años 33% VAN (tasa10%) $ 17.840.119
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
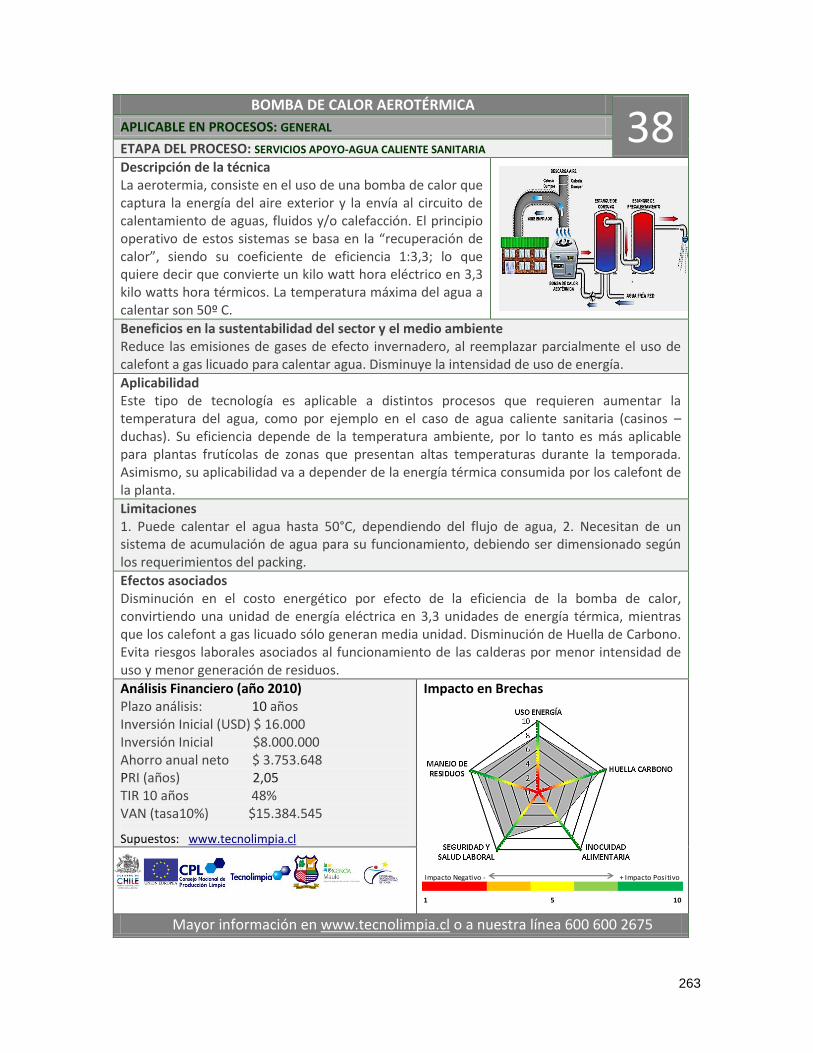
263
BOMBA DE CALOR AEROTÉRMICA
38 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: SERVICIOS APOYO-AGUA CALIENTE SANITARIA
Descripción de la técnica La aerotermia, consiste en el uso de una bomba de calor que captura la energía del aire exterior y la envía al circuito de calentamiento de aguas, fluidos y/o calefacción. El principio operativo de estos sistemas se basa en la “recuperación de calor”, siendo su coeficiente de eficiencia 1:3,3; lo que quiere decir que convierte un kilo watt hora eléctrico en 3,3 kilo watts hora térmicos. La temperatura máxima del agua a calentar son 50º C.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de gases de efecto invernadero, al reemplazar parcialmente el uso de calefont a gas licuado para calentar agua. Disminuye la intensidad de uso de energía.
Aplicabilidad Este tipo de tecnología es aplicable a distintos procesos que requieren aumentar la temperatura del agua, como por ejemplo en el caso de agua caliente sanitaria (casinos – duchas). Su eficiencia depende de la temperatura ambiente, por lo tanto es más aplicable para plantas frutícolas de zonas que presentan altas temperaturas durante la temporada. Asimismo, su aplicabilidad va a depender de la energía térmica consumida por los calefont de la planta.
Limitaciones 1. Puede calentar el agua hasta 50°C, dependiendo del flujo de agua, 2. Necesitan de un sistema de acumulación de agua para su funcionamiento, debiendo ser dimensionado según los requerimientos del packing.
Efectos asociados Disminución en el costo energético por efecto de la eficiencia de la bomba de calor, convirtiendo una unidad de energía eléctrica en 3,3 unidades de energía térmica, mientras que los calefont a gas licuado sólo generan media unidad. Disminución de Huella de Carbono. Evita riesgos laborales asociados al funcionamiento de las calderas por menor intensidad de uso y menor generación de residuos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 16.000 Inversión Inicial $8.000.000 Ahorro anual neto $ 3.753.648 PRI (años) 2,05 TIR 10 años 48% VAN (tasa10%) $15.384.545
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10

264
CALDERA DE CONDENSACIÓN
39 APLICABLE EN PROCESOS: GENERAL
ETAPA DEL PROCESO: SERVICIOS DE APOYO - AGUA SANITARIA
Descripción de la técnica Son calderas de alto rendimiento, basadas en el aprovechamiento del calor de condensación de los humos de la combustión. Esta tecnología aprovecha el vapor de agua que se produce en los gases de combustión y lo devuelve en estado líquido, a una temperatura en torno a los 60°C. Son las únicas en utilizar la condensación total en la generación de agua caliente sanitaria (baños – casinos). Esta recuperación de calor, reduce considerablemente la temperatura de los gases de combustión, limitando así las emisiones de gases contaminantes.
Beneficios en la sustentabilidad del sector y el medio ambiente Reduce las emisiones de Gases de Efecto Invernadero, al reemplazar calefón a gas licuado, cuya eficiencia en el consumo de combustible es de un 50%, mientras que las calderas de condensación funcionan al 100%.
Aplicabilidad En plantas frutícolas de distintos tamaños, en los servicios de apoyo, pudiendo calentar el agua sanitaria, principalmente casinos y baños (duchas). El nivel de consumo de energía térmica es determinante en la decisión de incorporar esta MTD.
Limitaciones 1.La principal limitación corresponde a la temperatura máxima que alcanza el agua bajo este sistema, que corresponde a los 60° C.
Efectos asociados Disminución en el costo energético por efecto de la eficiencia de la caldera de condensación (100% versus un 50% de calefón a gas licuado). Disminución de Huella de Carbono. Baja el riesgo de accidentes asociados a manejo de calderas convencionales. Menor generación de residuos sólidos.
Análisis Financiero (año 2010) Plazo análisis: 10 años Inversión Inicial (USD) $ 30.000 Inversión Inicial $15.000.000 Ahorro anual neto $ 3.945.278 PRI (años) 3,6 TIR 10 años 24,28% VAN (tasa10%) $9.842.025
Supuestos: www.tecnolimpia.cl
Impacto en Brechas
Mayor información en www.tecnolimpia.cl o a nuestra línea 600 600 2675
Impacto Negativo - + Impacto Positivo
1 5 10
265
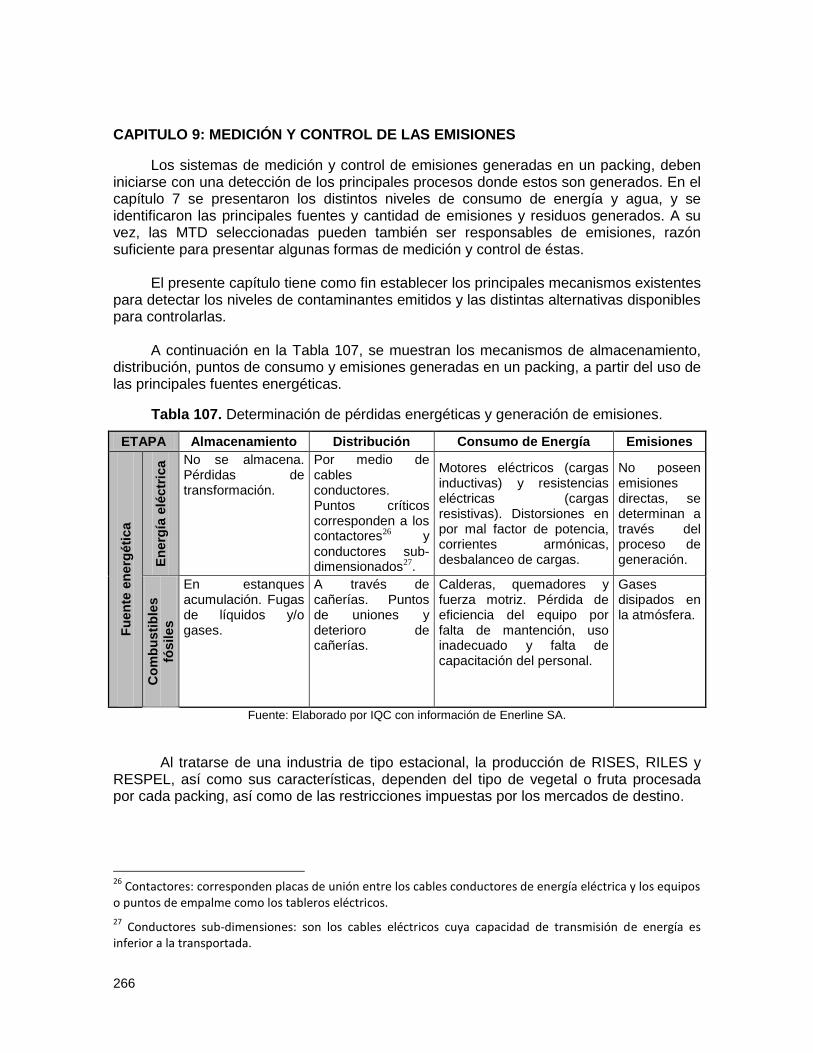
266
CAPITULO 9: MEDICIÓN Y CONTROL DE LAS EMISIONES
Los sistemas de medición y control de emisiones generadas en un packing, deben iniciarse con una detección de los principales procesos donde estos son generados. En el capítulo 7 se presentaron los distintos niveles de consumo de energía y agua, y se identificaron las principales fuentes y cantidad de emisiones y residuos generados. A su vez, las MTD seleccionadas pueden también ser responsables de emisiones, razón suficiente para presentar algunas formas de medición y control de éstas.
El presente capítulo tiene como fin establecer los principales mecanismos existentes para detectar los niveles de contaminantes emitidos y las distintas alternativas disponibles para controlarlas.
A continuación en la Tabla 107, se muestran los mecanismos de almacenamiento, distribución, puntos de consumo y emisiones generadas en un packing, a partir del uso de las principales fuentes energéticas.
Tabla 107. Determinación de pérdidas energéticas y generación de emisiones.
ETAPA Almacenamiento Distribución Consumo de Energía Emisiones
Fu
en
te e
nerg
éti
ca
En
erg
ía e
léctr
ica
No se almacena. Pérdidas de transformación.
Por medio de cables conductores. Puntos críticos corresponden a los contactores26 y
conductores sub-dimensionados27.
Motores eléctricos (cargas inductivas) y resistencias eléctricas (cargas resistivas). Distorsiones en por mal factor de potencia, corrientes armónicas, desbalanceo de cargas.
No poseen emisiones directas, se determinan a través del proceso de generación.
Co
mb
usti
ble
s
fósiles
En estanques acumulación. Fugas de líquidos y/o gases.
A través de cañerías. Puntos de uniones y deterioro de cañerías.
Calderas, quemadores y fuerza motriz. Pérdida de eficiencia del equipo por falta de mantención, uso inadecuado y falta de capacitación del personal.
Gases disipados en la atmósfera.
Fuente: Elaborado por IQC con información de Enerline SA.
Al tratarse de una industria de tipo estacional, la producción de RISES, RILES y
RESPEL, así como sus características, dependen del tipo de vegetal o fruta procesada por cada packing, así como de las restricciones impuestas por los mercados de destino.
26
Contactores: corresponden placas de unión entre los cables conductores de energía eléctrica y los equipos o puntos de empalme como los tableros eléctricos.
27 Conductores sub-dimensiones: son los cables eléctricos cuya capacidad de transmisión de energía es
inferior a la transportada.
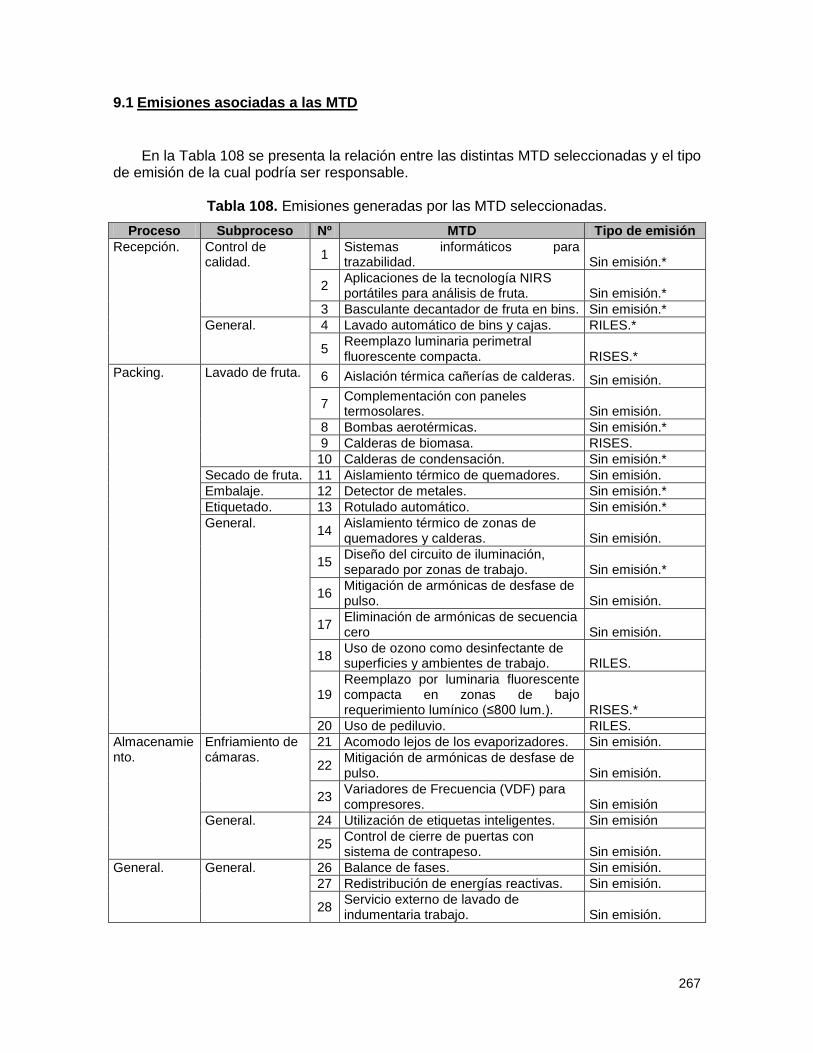
267
9.1 Emisiones asociadas a las MTD
En la Tabla 108 se presenta la relación entre las distintas MTD seleccionadas y el tipo de emisión de la cual podría ser responsable.
Tabla 108. Emisiones generadas por las MTD seleccionadas.
Proceso Subproceso Nº MTD Tipo de emisión
Recepción. Control de calidad.
1 Sistemas informáticos para trazabilidad. Sin emisión.*
2 Aplicaciones de la tecnología NIRS portátiles para análisis de fruta. Sin emisión.*
3 Basculante decantador de fruta en bins. Sin emisión.*
General. 4 Lavado automático de bins y cajas. RILES.*
5 Reemplazo luminaria perimetral fluorescente compacta. RISES.*
Packing. Lavado de fruta. 6 Aislación térmica cañerías de calderas. Sin emisión.
7 Complementación con paneles termosolares. Sin emisión.
8 Bombas aerotérmicas. Sin emisión.*
9 Calderas de biomasa. RISES.
10 Calderas de condensación. Sin emisión.*
Secado de fruta. 11 Aislamiento térmico de quemadores. Sin emisión.
Embalaje. 12 Detector de metales. Sin emisión.*
Etiquetado. 13 Rotulado automático. Sin emisión.*
General. 14
Aislamiento térmico de zonas de quemadores y calderas. Sin emisión.
15 Diseño del circuito de iluminación, separado por zonas de trabajo. Sin emisión.*
16 Mitigación de armónicas de desfase de pulso. Sin emisión.
17 Eliminación de armónicas de secuencia cero Sin emisión.
18 Uso de ozono como desinfectante de superficies y ambientes de trabajo. RILES.
19 Reemplazo por luminaria fluorescente compacta en zonas de bajo requerimiento lumínico (≤800 lum.). RISES.*
20 Uso de pediluvio. RILES.
Almacenamiento.
Enfriamiento de cámaras.
21 Acomodo lejos de los evaporizadores. Sin emisión.
22 Mitigación de armónicas de desfase de pulso. Sin emisión.
23 Variadores de Frecuencia (VDF) para compresores. Sin emisión
General. 24 Utilización de etiquetas inteligentes. Sin emisión
25 Control de cierre de puertas con sistema de contrapeso. Sin emisión.
General. General. 26 Balance de fases. Sin emisión.
27 Redistribución de energías reactivas. Sin emisión.
28 Servicio externo de lavado de indumentaria trabajo. Sin emisión.
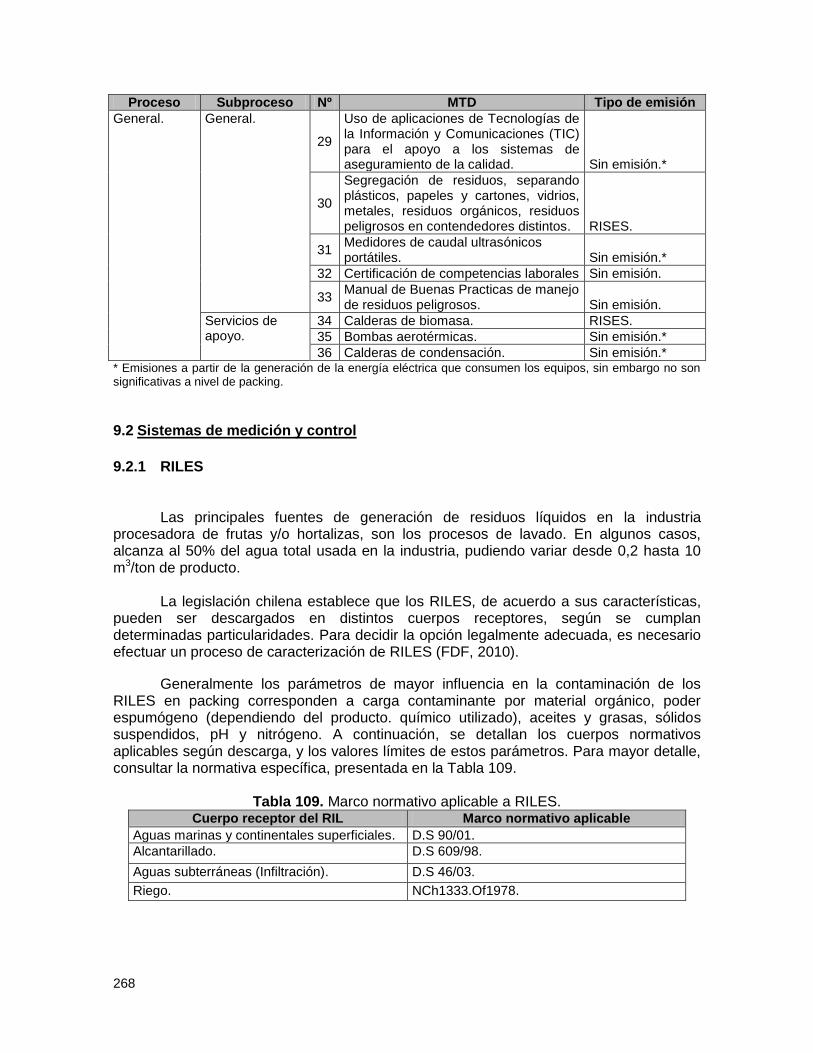
268
Proceso Subproceso Nº MTD Tipo de emisión
General.
General.
29
Uso de aplicaciones de Tecnologías de la Información y Comunicaciones (TIC) para el apoyo a los sistemas de aseguramiento de la calidad. Sin emisión.*
30
Segregación de residuos, separando plásticos, papeles y cartones, vidrios, metales, residuos orgánicos, residuos peligrosos en contendedores distintos. RISES.
31 Medidores de caudal ultrasónicos portátiles. Sin emisión.*
32 Certificación de competencias laborales Sin emisión.
33 Manual de Buenas Practicas de manejo de residuos peligrosos. Sin emisión.
Servicios de apoyo.
34 Calderas de biomasa. RISES.
35 Bombas aerotérmicas. Sin emisión.* 36 Calderas de condensación. Sin emisión.*
* Emisiones a partir de la generación de la energía eléctrica que consumen los equipos, sin embargo no son significativas a nivel de packing.
9.2 Sistemas de medición y control
9.2.1 RILES
Las principales fuentes de generación de residuos líquidos en la industria
procesadora de frutas y/o hortalizas, son los procesos de lavado. En algunos casos, alcanza al 50% del agua total usada en la industria, pudiendo variar desde 0,2 hasta 10 m3/ton de producto.
La legislación chilena establece que los RILES, de acuerdo a sus características,
pueden ser descargados en distintos cuerpos receptores, según se cumplan determinadas particularidades. Para decidir la opción legalmente adecuada, es necesario efectuar un proceso de caracterización de RILES (FDF, 2010).
Generalmente los parámetros de mayor influencia en la contaminación de los RILES en packing corresponden a carga contaminante por material orgánico, poder espumógeno (dependiendo del producto. químico utilizado), aceites y grasas, sólidos suspendidos, pH y nitrógeno. A continuación, se detallan los cuerpos normativos aplicables según descarga, y los valores límites de estos parámetros. Para mayor detalle, consultar la normativa específica, presentada en la Tabla 109.
Tabla 109. Marco normativo aplicable a RILES.
Cuerpo receptor del RIL Marco normativo aplicable
Aguas marinas y continentales superficiales. D.S 90/01.
Alcantarillado. D.S 609/98.
Aguas subterráneas (Infiltración). D.S 46/03.
Riego. NCh1333.Of1978.
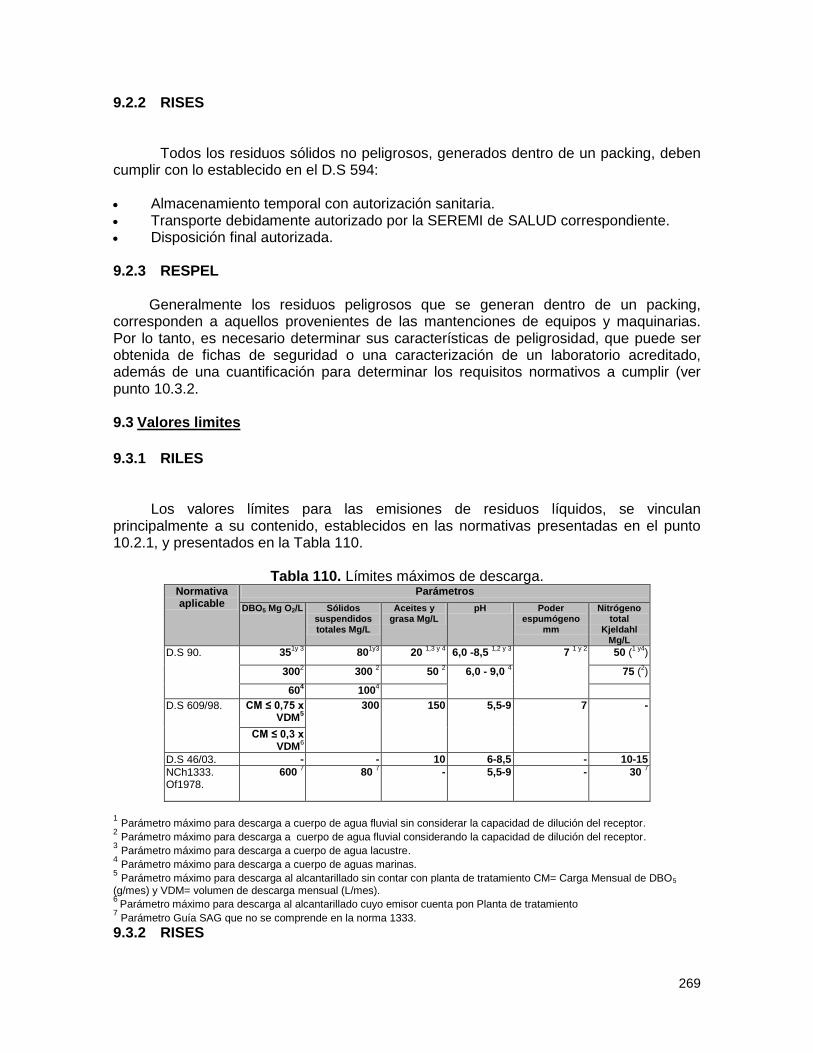
269
9.2.2 RISES
Todos los residuos sólidos no peligrosos, generados dentro de un packing, deben cumplir con lo establecido en el D.S 594: Almacenamiento temporal con autorización sanitaria. Transporte debidamente autorizado por la SEREMI de SALUD correspondiente. Disposición final autorizada. 9.2.3 RESPEL
Generalmente los residuos peligrosos que se generan dentro de un packing, corresponden a aquellos provenientes de las mantenciones de equipos y maquinarias. Por lo tanto, es necesario determinar sus características de peligrosidad, que puede ser obtenida de fichas de seguridad o una caracterización de un laboratorio acreditado, además de una cuantificación para determinar los requisitos normativos a cumplir (ver punto 10.3.2. 9.3 Valores limites
9.3.1 RILES
Los valores límites para las emisiones de residuos líquidos, se vinculan principalmente a su contenido, establecidos en las normativas presentadas en el punto 10.2.1, y presentados en la Tabla 110.
Tabla 110. Límites máximos de descarga. Normativa aplicable
Parámetros
DBO5 Mg O2/L Sólidos suspendidos totales Mg/L
Aceites y grasa Mg/L
pH Poder espumógeno
mm
Nitrógeno total
Kjeldahl Mg/L
D.S 90. 351y 3
801y3
20 1,3 y 4
6,0 -8,5 1,2 y 3
7 1 y 2
50 (1 y4
)
3002 300
2 50
2 6,0 - 9,0
4 75 (
2)
604 100
4
D.S 609/98. CM ≤ 0,75 x VDM
5
300 150 5,5-9 7 -
CM ≤ 0,3 x VDM
6
D.S 46/03. - - 10 6-8,5 - 10-15
NCh1333. Of1978.
600 7 80
7 - 5,5-9 - 30
7
1 Parámetro máximo para descarga a cuerpo de agua fluvial sin considerar la capacidad de dilución del receptor.
2 Parámetro máximo para descarga a cuerpo de agua fluvial considerando la capacidad de dilución del receptor.
3 Parámetro máximo para descarga a cuerpo de agua lacustre.
4 Parámetro máximo para descarga a cuerpo de aguas marinas.
5 Parámetro máximo para descarga al alcantarillado sin contar con planta de tratamiento CM= Carga Mensual de DBO5
(g/mes) y VDM= volumen de descarga mensual (L/mes). 6
Parámetro máximo para descarga al alcantarillado cuyo emisor cuenta pon Planta de tratamiento 7 Parámetro Guía SAG que no se comprende en la norma 1333.
9.3.2 RISES
270
No existen valores límites asociados a la generación de residuos sólidos no
peligrosos, sólo se debe cumplir con lo indicado en el D.S 594, presentado anteriormente en el Capítulo 4.
9.3.3 RESPEL Todos aquellos generadores de RESPEL deben cumplir lo establecido en el D.S
148/03, que establece las condiciones sanitarias y de seguridad mínimas a que deberá someterse la generación, tenencia, almacenamiento, transporte, tratamiento, reciclaje, disposición final y otras formas de eliminación de los residuos peligrosos.
Todas aquellas instalaciones que generen anualmente más de 12 Kg. de residuos
tóxicos agudos o más de 12 Ton. de residuos peligrosos que presenten cualquier otra característica de peligrosidad deberán contar con un plan de manejo de RESPEL presentado ante la autoridad sanitaria.

271
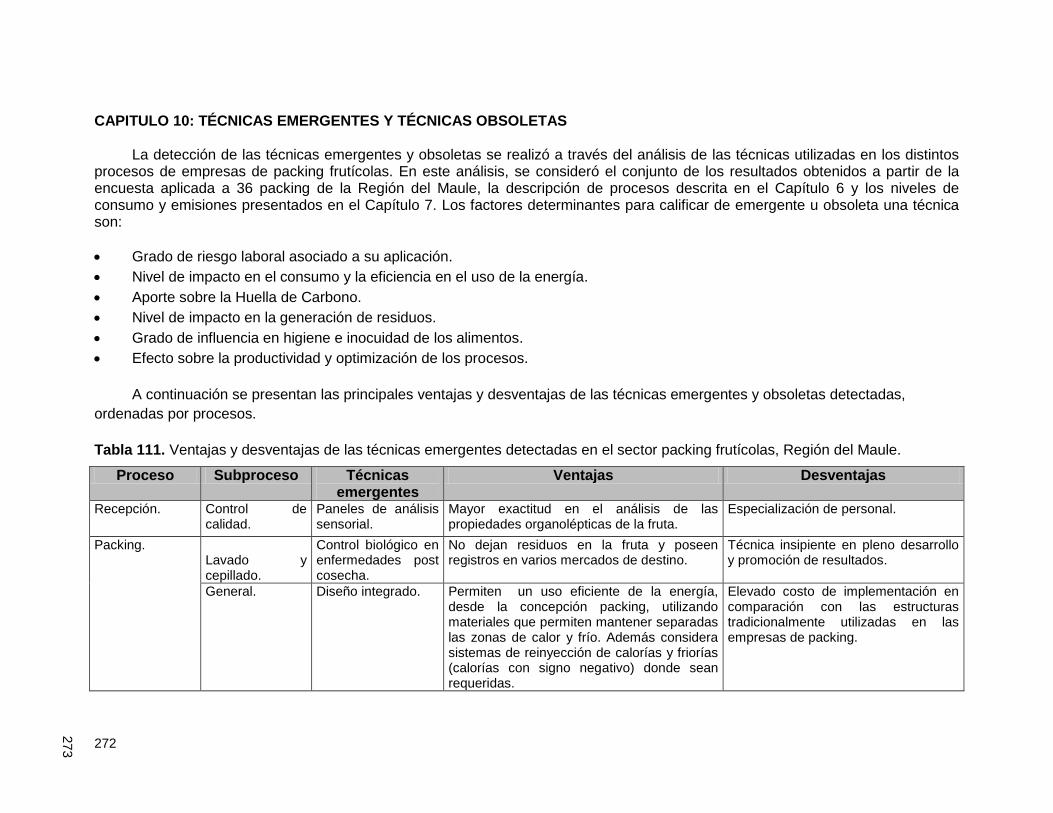
272
CAPITULO 10: TÉCNICAS EMERGENTES Y TÉCNICAS OBSOLETAS La detección de las técnicas emergentes y obsoletas se realizó a través del análisis de las técnicas utilizadas en los distintos
procesos de empresas de packing frutícolas. En este análisis, se consideró el conjunto de los resultados obtenidos a partir de la encuesta aplicada a 36 packing de la Región del Maule, la descripción de procesos descrita en el Capítulo 6 y los niveles de consumo y emisiones presentados en el Capítulo 7. Los factores determinantes para calificar de emergente u obsoleta una técnica son:
Grado de riesgo laboral asociado a su aplicación.
Nivel de impacto en el consumo y la eficiencia en el uso de la energía.
Aporte sobre la Huella de Carbono.
Nivel de impacto en la generación de residuos.
Grado de influencia en higiene e inocuidad de los alimentos.
Efecto sobre la productividad y optimización de los procesos.
A continuación se presentan las principales ventajas y desventajas de las técnicas emergentes y obsoletas detectadas,
ordenadas por procesos.
Tabla 111. Ventajas y desventajas de las técnicas emergentes detectadas en el sector packing frutícolas, Región del Maule.
Proceso Subproceso Técnicas emergentes
Ventajas Desventajas
Recepción.
Control de calidad.
Paneles de análisis sensorial.
Mayor exactitud en el análisis de las propiedades organolépticas de la fruta.
Especialización de personal.
Packing.
Lavado y cepillado.
Control biológico en enfermedades post cosecha.
No dejan residuos en la fruta y poseen registros en varios mercados de destino.
Técnica insipiente en pleno desarrollo y promoción de resultados.
General. Diseño integrado. Permiten un uso eficiente de la energía, desde la concepción packing, utilizando materiales que permiten mantener separadas las zonas de calor y frío. Además considera sistemas de reinyección de calorías y friorías (calorías con signo negativo) donde sean requeridas.
Elevado costo de implementación en comparación con las estructuras tradicionalmente utilizadas en las empresas de packing.
273
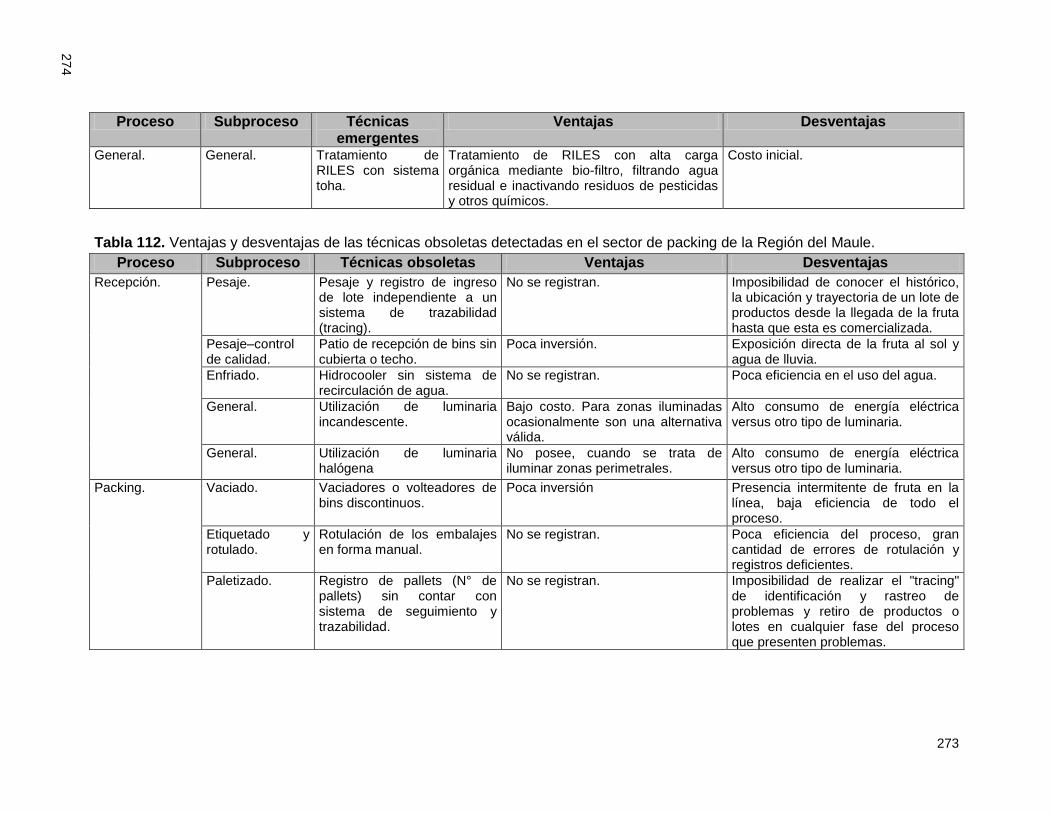
273
Proceso Subproceso Técnicas emergentes
Ventajas Desventajas
General.
General.
Tratamiento de RILES con sistema toha.
Tratamiento de RILES con alta carga orgánica mediante bio-filtro, filtrando agua residual e inactivando residuos de pesticidas y otros químicos.
Costo inicial.
Tabla 112. Ventajas y desventajas de las técnicas obsoletas detectadas en el sector de packing de la Región del Maule.
Proceso Subproceso Técnicas obsoletas Ventajas Desventajas
Recepción.
Pesaje. Pesaje y registro de ingreso de lote independiente a un sistema de trazabilidad (tracing).
No se registran. Imposibilidad de conocer el histórico, la ubicación y trayectoria de un lote de productos desde la llegada de la fruta hasta que esta es comercializada.
Pesaje–control de calidad.
Patio de recepción de bins sin cubierta o techo.
Poca inversión. Exposición directa de la fruta al sol y agua de lluvia.
Enfriado. Hidrocooler sin sistema de recirculación de agua.
No se registran. Poca eficiencia en el uso del agua.
General. Utilización de luminaria incandescente.
Bajo costo. Para zonas iluminadas ocasionalmente son una alternativa válida.
Alto consumo de energía eléctrica versus otro tipo de luminaria.
General. Utilización de luminaria halógena
No posee, cuando se trata de iluminar zonas perimetrales.
Alto consumo de energía eléctrica versus otro tipo de luminaria.
Packing.
Vaciado. Vaciadores o volteadores de bins discontinuos.
Poca inversión Presencia intermitente de fruta en la línea, baja eficiencia de todo el proceso.
Etiquetado y rotulado.
Rotulación de los embalajes en forma manual.
No se registran. Poca eficiencia del proceso, gran cantidad de errores de rotulación y registros deficientes.
Paletizado. Registro de pallets (N° de pallets) sin contar con sistema de seguimiento y trazabilidad.
No se registran. Imposibilidad de realizar el "tracing" de identificación y rastreo de problemas y retiro de productos o lotes en cualquier fase del proceso que presenten problemas.
274
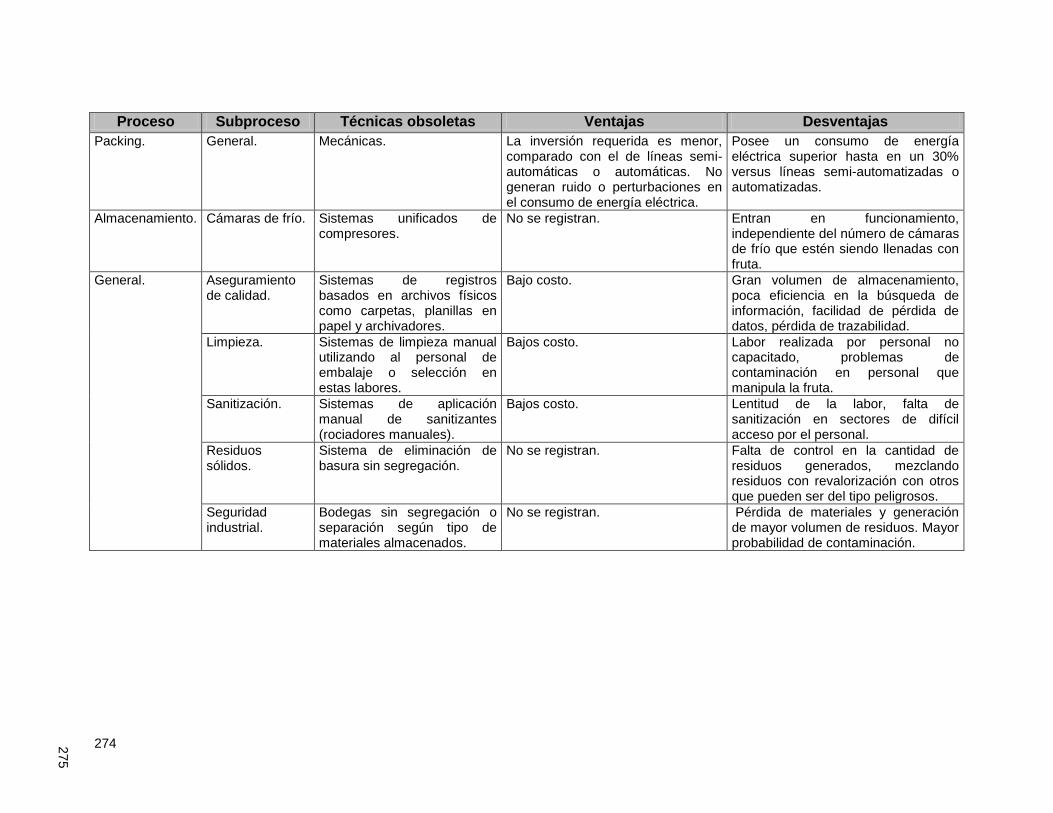
274
Proceso Subproceso Técnicas obsoletas Ventajas Desventajas
Packing. General. Mecánicas. La inversión requerida es menor, comparado con el de líneas semi-automáticas o automáticas. No generan ruido o perturbaciones en el consumo de energía eléctrica.
Posee un consumo de energía eléctrica superior hasta en un 30% versus líneas semi-automatizadas o automatizadas.
Almacenamiento. Cámaras de frío. Sistemas unificados de compresores.
No se registran. Entran en funcionamiento, independiente del número de cámaras de frío que estén siendo llenadas con fruta.
General.
Aseguramiento de calidad.
Sistemas de registros basados en archivos físicos como carpetas, planillas en papel y archivadores.
Bajo costo. Gran volumen de almacenamiento, poca eficiencia en la búsqueda de información, facilidad de pérdida de datos, pérdida de trazabilidad.
Limpieza. Sistemas de limpieza manual utilizando al personal de embalaje o selección en estas labores.
Bajos costo. Labor realizada por personal no capacitado, problemas de contaminación en personal que manipula la fruta.
Sanitización. Sistemas de aplicación manual de sanitizantes (rociadores manuales).
Bajos costo. Lentitud de la labor, falta de sanitización en sectores de difícil acceso por el personal.
Residuos sólidos.
Sistema de eliminación de basura sin segregación.
No se registran. Falta de control en la cantidad de residuos generados, mezclando residuos con revalorización con otros que pueden ser del tipo peligrosos.
Seguridad industrial.
Bodegas sin segregación o separación según tipo de materiales almacenados.
No se registran. Pérdida de materiales y generación de mayor volumen de residuos. Mayor probabilidad de contaminación.
275

275
276
CAPITULO 11: DISCUSIÓN Y CONCLUSIONES
Las variables que afectan la competitividad del sector frutícola chileno, pueden dividirse en dos grandes grupos, en función del control que tenga el empresario frutícola sobre ellas. Dentro de las variables que escapan de su pleno control se encuentran, entre otras: el tipo de cambio, la disponibilidad y costo de mano de obra, legislación laboral, costo de la energía, precios internacionales y requerimientos de certificación por parte de los principales mercados de destino. Las variables sobre las cuales el empresario tiene (o debiera tener) pleno control, se relacionan principalmente con la eficiencia en el uso de las materias primas, insumos y la administración del recurso humano; además de la capacidad de garantizar inocuidad, bajo impacto con el medio ambiente y responsabilidad social. El presente manual, presenta alternativas de técnicas a utilizar en los distintos procesos del sector packing frutícola, que apunten a mejorar el desempeño de las empresas frutícolas en este segundo tipo de variables, técnicas que dan respuesta a la necesidad de abordar brechas en los ámbitos de seguridad y salud ocupacional, inocuidad alimentaria, gestión de residuos, eficiencia energética y Huella de Carbono y que en términos de costos de inversión y rentabilidad de su implementación se consideran disponibles para las empresas de menor tamaño.
En general, las empresas de packing frutícola, cumplen con altos estándares de
higiene e inocuidad alimentaria, lo cual se explica por los incentivos de mercado que impone el hecho de ser una industria orientada a satisfacer a consumidores de países con altos requerimientos en este ámbito. Sin embargo, hay tecnologías que pueden ayudar a mejorar los procesos, mediante la aplicación de técnicas que permitan llevar mejor los registros y con un mayor nivel de actualización, a través del uso de TIC´s y software que soporten e integren la información de los sistemas de gestión.
En el caso de la salud y seguridad ocupacional, existe un alto cumplimiento de
medidas de seguridad y prevención de riesgos, el cual se ha sustentado en un activo trabajo de las mutuales de seguridad con las empresas. Además de la mantención y mejoramiento de los programas de prevención actuales, se identifican y validan 16 técnicas que pueden ayudar a disminuir la accidentabilidad, tanto por la disminución en el uso de mano de obra a través de la automatización de procesos, como por el uso de técnicas más seguras y que en algunos casos evitan el trabajo repetitivo, causante de lesiones y ausentismo, como por ejemplo paletizadores automáticos, enzunchadores automáticos, aislamiento térmico de zonas de quemadores y calderas, etc.
En cuanto al manejo de residuos y la gestión ambiental, se detectaron importantes
brechas en el manejo de RILES y RISES, además de los RESPEL. Si se considera que, por definición, un residuo es parte de un insumo o materia prima que no llegó a ser producto, las técnicas orientadas a reducir la generación de residuos desde el origen, tendrán un impacto positivo en la eficiencia del proceso productivo, algunas de estas técnicas son: paneles termosolares y bombas aerotermicas, los cuales disminuyen la generación de RESPEL originados en la mantención de calderas, calderas de biomasa (disminuyen residuos que podrían ser utilizados como insumos energético), etc.
Si bien el tratamiento y disposición de los RILES generados es, en términos
generales, un tema abordado de manera relativamente satisfactoria por las empresas de packing y su solución no representa una alta complejidad técnica, producto del tipo de RIL generado, existe, eso sí, serias deficiencias en la medición y control de volúmenes utilizados en los procesos productivos. Esta situación tiene implicancias no sólo en la
277
generación de RILES y el costo de tratamiento y disposición asociado a éste, sino que incide en el nivel de consumo energético de las plantas, al extraerse mayoritariamente desde pozos profundos. Además, la medición de huella del agua, se asoma como exigencia emergente de los mercados de destino, lo cual puede en el mediano plazo convertirse en una barrera comercial, siendo una razón adicional para medir su consumo. En cuanto a los agentes contaminantes, el uso de productos más inocuos con el medio ambiente es una técnica recomendada. En este sentido, el reemplazo de soluciones de limpieza en base a productos clorados por el uso de ozono, se asoma como una alternativa viable.
En cuanto a los RISES, las principales brechas están en la falta de medición y
valorización de los residuos generados, existiendo en las empresas de mayor tamaño incluso posibilidades de utilización para la generación de energía térmica, a través de calderas de biomasa. En relación a los RESPEL, las principales oportunidades de mejora, están en establecer programas de manejos de este tipo de residuos, además de su correcta segregación y uso de técnicas que disminuyan su generación, como Aplicaciones de Técnicas de Información y Comunicación (TIC).
A lo anterior, las técnicas propuestas en lo relativo a gestión de residuos, se orientan hacia la reducción desde el origen, lo cual parte por generar las capacidades de medir y valorizar los residuos generados en las empresas de packing.
Existe un fuerte interés entre las empresas encuestadas por reducir las pérdidas de energía, lo cual se evidencia en ciertos aspectos como diseños que permitan un tránsito directo entre el área de embalaje y las cámaras de frío y una creciente preocupación por mantener los equipos de frío en óptimas condiciones. Sin embargo, aún se presentan problemas por desconocimiento en la forma que operan los sistemas de enfriamiento, como por ejemplo el acomodo de pallets para mantener el flujo de frío dentro de las cámaras, o la falta de sistemas que reduzcan el tiempo de apertura de puertas por sistemas de contrapeso.
El manual presenta técnicas que permiten minimizar estas pérdidas o
sobreconsumo de energía, en general las MTD se enfocan en contar con sistemas eléctricos “limpios” (mitigación de corrientes armónicas), optimizar el funcionamiento de equipos, evitar pérdidas térmicas (aislamiento adecuado de calderas, quemadores, y de la infraestructura donde se ubican estos dos últimos equipos )por falta de aislamiento, malas prácticas operativas y finalmente, complementar las fuentes de energía eléctrica o combustible fósil con energías renovables (bombas aerotérmicas, calderas de condensación, paneles solares, calderas de biomasa). También se indican técnicas que permiten disminuir la contaminación energética, como mitigadores de armónicas de desfase de pulsos, mitigación de armónicas de secuencia cero, redistribución de energías reactivas y balance de fases. Estas técnicas, tendrán además un impacto positivo en la brecha de Huella de Carbono, debido a que se vincula directamente con el consumo de energía, especialmente combustible fósil.
278
La situación actual de las empresas de packing de la Región del Maule, presentan una clara oportunidad de implementar MTD en temas relacionados al uso de la energía térmica, tanto en las cámaras de frío, como en los sistemas de generación de agua caliente y perfeccionar el consumo de la energía eléctrica.
Los beneficios ambientales y económicos posibles de alcanzar a través de la puesta en marcha de las técnicas presentadas en este Manual, dependerán en gran medida de las características específicas de cada packing, principalmente según las especies y el volumen de fruta procesada.
Desde el punto de vista ambiental, las áreas de mayor impacto corresponden al uso
eficiente de la energía dentro de los procesos de packing y almacenamiento de la fruta, y el manejo adecuado de residuos generados dentro de todos los procesos, destacándose la utilización de la tecnología NIRS portátiles para análisis de fruta, calderas de biomasa, segregación de residuos, creación de un manual de manejo de RESPEL, programas de medición de consumo de agua, e implementación de algún sistema de tratamiento de RILES.
Finalmente, el manual, es sin duda una herramienta de apoyo tanto para pequeños,
medianos y grandes empresarios que deseen minimizar el impacto de sus actividades productivas sobre el medio ambiente y la salud de las personas, en donde se presentan las Mejores Técnicas Disponibles a implementar en toda la línea de proceso que se realiza dentro de un packing frutícola, iniciándose con la recepción de la fruta, continuando con el packing o embalaje y finalizando con el almacenamiento de esta.

279
280
12. BIBLIOGRAFÍA
1. ACHS, 2010. Normativa Aplicable a Prevención de Riesgos. Disponible en Página web Corporativa. www.achs.cl Consultado en Mayo 2010.
2. AGROCAP, 2008. Rodrigo López. Responsabilidad Social empresarial: la visión de ASOEX.
3. Aplicabilidad del Protocolo de la Huella de Carbono en el Vino de Chile, DEUMAN, Septiembre de 2009.
4. ASEXMA, 2005; Embalajes de Madera, Víctor Azocar. Presentación disponible en http://www.browne.cl/charlas/Exposici%C3%B3n%20sobre%20Embalajes%20de%20Madera.pps#373,19,UNITARIZACION, consultada en Junio 2010
5. ASOEX, 2005. Ronald Bown. Trazabilidad de la industria exportadora de frutas y hortalizas frescas.
6. ASOEX, 2010ª. Convenios fitosanitarios. Disponible en http://www.asoex.cl/AsoexWeb/Menu.asp?Id_Menu=69. Consultado en Mayo 2010.
7. ASOEX, 2010b. Exportdata. Información estadística en línea. Disponible en www.asoex.cl, Consultado en Abril 2010
8. ASOEX-CPL, 2009. Diagnostico Sectorial y Propuesta de APL Packing Frutícola Región del Maule, Empresa Consultora Macrocap.
9. BIOLIGHT, 2010. Dispositivos para la desinfección del Aire con Ozono. Disponible en Página web Corporativa www.biolight.cl. Revisado en Mayo 2010.
10. Canales y Compañía Limitada. Disponible en http://www.canalesycia.cl/fotos/plasticos/BINS%20INDUSTRIAL%203600.jpg
11. CENTRO DE POMÁCEAS, 2003. Daño por Impacto en Manzanas. Disponible en http://pomaceas.utalca.cl/publicaciones/boletin/BoletinMayo03.pdf. Consultado Mayo 2010.
12. CHILE POTENCIA ALIMENTARIA, 2006. Empresa frutícola en el ámbito de la Responsabilidad Social. Disponible en www.chilepotenciaalimentaria.cl/.../Copefrut-la-formula-social-del-exito-emprendedor-El-orgullo-de-Curico-es-la-ganadora. Consultado en Mayo 2010.
13. Chile Produce Limpio-FDF, 2005. Estudio de la evaluación de impacto del Acuerdo de Producción Limpia para la implementación de Buenas Prácticas Agrícolas en el Sector Hortofrutícola, Chile Produce Limpio-FDF. Disponible en www.produccionlimpia.cl/medios/Evaluacion_de_BPA.pdf. Consultado en Mayo 2010.
14. CHILEALIMENTOS, 2005. Acuerdo de Producción Limpia Industria Procesadora de Frutas y Hortalizas. Disponible en http://www.produccionlimpia.cl/medios/documentos/APLIndProcFrutasyHortalizas.pdf. Consultado en Mayo 2010.
281
15. CHILEAN FRESH FRUIT, 2009. Declaraciones Ronald Bown. Disponible en www.chileanfreshfruit.com/Bajar.asp?archivo=chiledoc2.doc Consultado en Mayo 2010.
16. CHILEAN FRESH FRUIT, 2009. Exportadora Greenvic. Disponible en http://www.chileanfreshfruit.com/sp_ficha_exportador.asp?id_exportador=108. Consultado en Mayo 2010.
17. CHILEGAP, 2010. Página Central. Revisado en www.chilegap.com.
18. CLUSTER AGROALIMENTARIO. Valorización de Residuos Agroindustriales. Disponible en www.clusteragroalimentario.cl/veragro2007_corregido_6_julio.pdf. Consultado en Mayo 2010.
19. CNE, 2010. Balances de Energía, series desde el año 1999 al año 2008, publicadas por la Comisión Nacional de Energía, en página web: www.cne.cl.
20. CNIC, 2006. Estudios de Competitividad en Clusters de la Economía Chilena: Resumen ejecutivo de Fruticultura. Disponible en http://www.cnic.cl , Consultado en Mayo 2010.
21. CNIC, 2010. Agenda de innovación y competitividad 2010-2020. Disponible en http://www.cnic.cl , Consultado en Mayo 2010.
22. CODEX ALIMENTARIUS, 2003. Principios generales de higiene de los Alimentos. CAC/RCP 1-1969, Rev 4. Disponible en www.codexalimentarius.net/download/standards/23/cxp_001s.pdf. Consultado en Mayo 2010.
23. CODEX ALIMENTARIUS, 2003. Principios generales de higiene de los Alimentos. CAC/RCP 1-1969, Rev 4. Disponible en www.codexalimentarius.net/download/standards/23/cxp_001s.pdf. Consultado en Mayo 2010.
24. CODEX ALIMENTARIUS, Definición de HACCP. Disponible en http://www.codexalimentarius.net/search/advancedsearch.dow Consultado en Mayo 2010.
25. CONAMA 1998. Guía para el Control de la Contaminación Industrial, Industria Procesadora de Frutas y Verduras, Disponible http://www.sinia.cl/1292/articles-39923_recurso_1.pdf, Consultado en Mayo 2010.
26. CONAMA, 2006. Sistema de Tratamiento de RILES y Aguas Servidas, Exportadora Unifrutti Traders Ltda. Planta Requínoa. Disponible en www.e-seia.cl/archivos/DIA_Unifrutti_Requinoa.pdf. Consultado en Mayo 2010.
27. CONAMA-SNIA, 2010. Temas ambientales. Disponible en http://www.sinia.cl/1292/propertyvalue-13570.html. Consultado en Mayo 2010.
28. COPEFRUT, 2010. Certificaciones. Disponible en http://www.copefrut.cl/opensite_20090811093947.aspx. Consultado en Mayo 2010.
282
29. CORFO, 2010. Directorio de Calidad. Disponible en http://wapp.corfo.cl/regcert/BuscaEmpresa.aspx. Consultado en Mayo 2010.
30. CORFO, Informe “Agroindustrial Frutícola de Chile, elaborado por CORFO, publicado en página web: www.investchile.com.
31. Decreto 632, Ministerio de Economía Fomento y Reconstrucción. Noviembre de 2000.
32. Diagramas de flujo y descripción de los procesos productivos de Agrícola Nova.
33. Donoso P. 2010. Manual de Poscosecha y Calidad del Kiwi Chileno. FEDEFRUTA, FIA, ASOEX.
34. ECOZONE, 2010. Dispositivos Móviles de desinfección con Ozono. Disponible en Página Web Corporativa www.ecozone.cl. Revisado en Mayo 2010.
35. ENERLINE, 2009. Análisis de los Instrumentos Financieros Existentes para el Apoyo de las Empresas ESCO, Fundación Chile, Sergio Rencoret D., año 2008.
36. EQUIMAVI, 2010. Maquinaria de Packing. Disponible Página Web Corporativa. Disponible en www.equimavi.cl. Consultado en Mayo 2010.
37. Especificaciones Técnicas de Buenas Prácticas Agrícolas Frutales y Packing de Campo 2007. http://www.buenaspracticas.cl/index.php?option=com_remository&Itemid=144&func=download&id=10&chk=0cc61c1535e398813cc76a8aa0fe3d82
38. European Commission Energy. Disponible en http://ec.europa.eu/energy/renewables.
39. FAO, 2010, Que es el Codex Alimentarius. Disponible en www.fao.org/docrep/w9114s/w9114s00.htm. Consultado en Mayo 2010.
40. FAO, 2010. Definición de Codex Alimentarius, Disponible en http://www.fao.org/noticias/1999/codex-s.htm, Consultado en Mayo 2010.
41. FDA, 1998. Guía para Reducir al Mínimo el Riesgo Microbiano en los Alimentos, para Frutas y Hortalizas frescas. Disponible en http://www.fda.gov/Food/GuidanceComplianceRegulatoryInformation/GuidanceDocuments/ProduceandPlanProducts/ucm188933.htm, Consultado en Mayo 2010.
42. FDF, Buenas prácticas de Cosecha y Poscosecha. Chilean Blueberry Comittee.
43. FDF, 2005. Trazabilidad Visión de la Industria Exportadora, Ronald Bown. Disponible en www.fdf.cl/files/PRESENTACIONES/13%20RONALD%20BOWN.pdf. Consultado en Mayo 2010.
44. FDF, 2005. Trazabilidad, Más que una exigencia, una oportunidad, Alessandro Bozzolo. COPEFRUT. Disponible en www.fdf.cl/files/PRESENTACIONES/04%20COPEFRUT.pdf. Consultado en Mayo 2010.
283
45. FDF, 2006. Ricardo Adonis, Aspectos básicos de análisis de riesgos de inocuidad aplicados a la industria de frutas y hortalizas. Presentacion seminario Inocuidad Alimentaria.
46. FDF, 2006 Vision and Perspectives on Food Safety at Tesco. Nick Ball. Disponible en www.fdf.cl/files/PRESENTACIONES/inocuidad/Nick%20Ball.pdf. Consultado Mayo 2010
47. FDF, 2008 a. Normativas de Calidad Alimentaria, Diego Alvear Téllez. Disponible en http://www.fdf.cl/download/Normas%20de%20Calidad%20Alimentaria.pdf Consultado en Mayo 2010.
48. FDF, 2008 b. Situación actual y perspectivas inocuidad de USA y UE, Francisco Fuentes. Disponible en http://www.fdf.cl/download/PTI-Curico-Julio2008.pdf. Consultado en Mayo 2010.
49. FDF, 2009a. Adonis R. ChileGAP y los próximos desafíos en Buenas Prácticas Agrícolas, Ricardo Adonis Ponce. Disponible en http://www.inofood.cl/neo/pdf/presentaciones/jueves_29/Par1_291009_4_RICARDO_ADONIS.pdf. Consultado en Mayo 2010.
50. FDF, 2009b. Caracterización del Balance de Carbono: El caso de la fruticultura chilena de exportación y las posibilidades de mitigar la la emisiones de CO2. Proyecto FONDEF D07/1040.
51. FEDEFRUTA. Año 2009. Francisco Fuentes V : “Elementos básicos que definen la Huella de Carbono en la producción de Fruta”.
52. FIA, 2008. Tecnologías Aplicables en Agricultura de Precisión. Disponible en http://bibliotecadigital.innovacionagraria.cl/gsdl/cgi-bin/library.exe?a=q&r=1&hs=1&e=p-10000-00---off-0publicac--00-2----0-10-0---0---0direct-10---4-------0-1l--10-es-Zz-1---20-about---00-3-1-00-0-0-01-0-0utfZz-8-00&fqf=ZZ&t=0&q=agricultura+de+precision. Consultado en Mayo 2010
53. FUCOA, 2008. Contribución de la política agraria al consumo de frutas y verduras en chile: un compromiso con la nutrición y la salud de la población. Disponible en http://www.fucoa.gob.cl/archivos_subida/doc/200908220029550.5_al_dia.pdf. Conultado en Mayo 2010 Consultado en Mayo 2010.
54. Frutícola Olmué, 2006. Declaración de impacto ambiental Planta Agroindustrial Fruticola Olmué, Chillan, Chile.
55. Gil, 2001. Fruticultura. Madurez de la fruta y manejo postcosecha. Ediciones Universidad Católica de Chile. Santiago,Chile. Pág: 372.
56. GREEFA, 2010. Maquinaria de Packing. Disponible en Página Web Corporativa. Disponible en. www.greefa.nl. Consultado en Mayo 2010.
57. GREENNOVA-PUC, 2004. Sistemas de Gestión de Calidad y Producción Limpia en el sector Agropecuario. Alexis Ortiz. Disponible en
284
http://www.faif.puc.cl/biblioteca/Temporada_de_Invierno_2004/alexisortiz.pdf. Consultado en Mayo 2010.
58. GREENVIC, 2010. Página web Corporativa. Disponible en www.greenvic.cl. Revisado en Mayo 2010.
59. HACCP Manager Software, 2010: Software y PDA Móviles para el control y seguimiento HACCP. Disponible en Página web Corporativa www.haccpmanagersoftware.com. Revisado en Mayo 2010.
60. HORTICOM, 2010. Directorio DE proveedores de equipo post-cosecha. Disponible en http://www.poscosecha.com/. Consultado en Mayo 2010.
61. INE, 2008. Distribución del Consumo Energético en Chile, septiembre.
62. INIA 2004. La calidad e Inocuidad Alimentaria. Seminario Alternativas al Uso de Bromuro de Metilo. Disponible en http://www.inia.cl/alternativasbromurometilo2/Arica/Seremi.pdf. Consultado en Mayo 2010
63. INIA, 2007. Giovanni Cruz. Huella de Carbono.
64. http://www.inn.cl/INN, 2010. Catálogo de Normas, Disponible en http://www3.inn.cl/ventas/normas/portada/index.php, Consultado en Mayo 2010.
65. Instituto para la Diversificación y el Ahorro de Energía - España. Disponible en www.idea.es.
66. Intergovernmental Panel on Climate Change (IPCC), 2006. 2006 IPCC Guidelines for National Greenhouse Gas Inventories. Factores de emission.
67. International Wine Carbon Calculator Protocol Version 1.2. Elaborado por The Wine Institute of California, New Zealand Winegrowers, Integrated Production of Wine South Africa y The Winemakers Federation of Australia.
68. ISONET, 2010. Importancia de Software de Gestión de Calidad. Disponible en http://www.isonet.cl/contenido/pag02m.htm. Consultado en Junio 2010.
69. ISOSYSTEMPLUS, 2010. Software para Aseguramiento de Calidad. Disponible en Página web Corporativa www.isosystemplus.com. Revisado en Mayo 2010.
70. ITENE 2009, Huella de Carbono y Gran Distribución., Madrid – España.
71. MAF-RODA, 2010. Maquinaria de Packing. Disponible en Página Web Corporativa www.maf-roda.com Revisado en Mayo 2010.
72. Mazarino, 2008. Viabilidad ambiental de localización planta packing arándanos MIDGOLD S.A. Uruguay.
73. Mendoza, P., Valderas, R., Pérez, A., Arias, J, 2002. Calidad y desempeño en la producción sana de productos agrícolas: examen del control de capacitación del desempeño,. Universidad de Chile. Disponible en www.aeachile.cl/docs/r09/Mendoza%20et%20al.pdf. Consultado en Mayo 2010.
285
74. MENKE, 2009. ISO 9001-2008. ¿Por qué hacer análisis de datos?. Disponible en http://www.menke.cl/informacion/articulos/70-iso-90012008-ipor-que-hacer-analisis-de-datos.html. Consultado en junio 2010.
75. MONTALBANO, 2010. Etiquetas Inteligentes MTSens. Disponible en http://www.montalbanotechnology.com/index.php?option=com_content&view=category&layout=blog&id=1&Itemid=62&lang=it. Consultado en Mayo 2010.
76. ODEPA, 2010a. Frutales país, superficie y producción. Estadísticas. Macrorubros. Agrícolas. Disponible en http://www.odepa.cl, Consultado en Abril 2010.
77. ODEPA, 2010b. Estadísticas de comercio exterior. Disponible en http://www.odepa.cl, Consultado en Abril 2010.
78. Paper: “Mercado Minorista de Energía: Propuesta de Implementación en el Sector Eléctrico Chileno”. Departamento de Ingeniería Eléctrica – Universidad de Chile. 2003.
79. PAS 2050:2008: Specification for the assessment of the life cycle greenhouse gas emissions of goods and services. Elaborado por British Standard Institute (BSI), Carbon Trust y el Department for Environment Food and Rural Affairs (DEFRA).
80. Plan de Negocios PROFO-ESCO, Fundación Chile, Ana María Ruz, año 2009.
81. PRESECO, 2010. Compostaje Industrial. Disponible en Página web Corporativa www.preseco.eu. Revisado en Mayo 2010.
82. PROCHILE - FDF, 2004. Trazabilidad: Conceptos y Bases para definir un Estándar para la Industria Frutícola chilena de Exportación Edmundo Araya. Disponible en www.prochile.cl/nexos/medioambiente_araya_2004.pdf. consultado en Mayo 2010
83. PROCHILE, 2010. Directorio Exportador. Disponible en (http://rc.prochile.cl/servicios/directorio. Consultado en Mayo 2010
84. RESPEL, 2010, Buenas Prácticas de manejo de Residuos Peligrosos. Disponible en Página web Corporativa www.respel.cl. Revisado en Mayo 2010.
85. Revista Iberoamericana de Post Cosecha, 2006. El control Biológico en enfermedades de post cosecha. Disponible en redalyc.uaemex.mx/redalyc/pdf/813/81380101.pdf. Revisado Mayo 2010-05-29.
86. Revista Induambiente, 2009. Edición Nº 99. El Sabor del Reciclaje, pag 12 y 13,
87. Rojas G. 2007.La fruticultura y su aporte al desarrollo del país. Exposición del Primer Conclave Nacional de la fruta.
88. Rojas B., 2009a. Guía de Autoformación y Evaluación por competencias: Packing Manzanas. AGROCAP, SENCE, CINTEFOR y MINAGRI.
89. Rojas B., 2009b. Guía de Autoformación y Evaluación por competencias: Packing Kiwi. AGROCAP, SENCE, CINTEFOR y MINAGRI.
90. Rojas B., 2009c. Guía de Autoformación y Evaluación por competencias: Packing Cereza. AGROCAP, SENCE, CINTEFOR y MINAGRI.
286
91. Sachon-Fachzeitschriftenarchiv, 2010: Paletizado sin errores. Disponible en http://fzarchiv.sachon.de/index.php?pdf=Fachzeitschriften/Getraenke-Fachzeitschriften/BBIE/2005/02_05/BBIE_02-05_20-22_Platizado_sin_errores.pdf. Consultado en Junio 2010
92. SAG, 2009. Política nacional de Inocuidad de los Alimentos, Ministerio de la Secretaria General de la Presidencia. Disponible en http://www.sag.gob.cl/common/asp/pagAtachadorVisualizador.asp?argCryptedData=GP1TkTXdhRJAS2Wp3v88hG1WadGqOd8V&argModo=&argOrigen=BD&argFlagYaGrabados=&argArchivoId=11542. Consultado en Mayo 2010.
93. SAG, 2010. http://www.sag.gob.cl/OpenDocs/asp/pagDefault.asp?boton=Doc50&argInstanciaId=50&argCarpetaId=61&argTreeNodosAbiertos=(61)(-50)&argTreeNodoActual=61&argTreeNodoSel=4. Consultado en Mayo 2010.
94. SAG, 2010. Productos vegetales a distintos países. Disponible en www.sag.gob.cl
95. SAG, 2010. Programa de Pre-embarque SAG-USDA - Procedimiento de exportación de vegetales a EEUU. (SAG, 2010). Disponible en http://www.sag.gob.cl/common/asp/pagAtachadorVisualizador.asp?argCryptedData=GP1TkTXdhRJAS2Wp3v88hMt1NITq2X60&argModo=&argOrigen=BD&argFlagYaGrabados=&argArchivoId=2823), Consultado en Mayo 2010
96. SAN JOSE FARMS, 2010. Página web Corporativa. Disponible en www.sanjosefarms.cl. Revisado en Mayo 2010.
97. SEREMI DE SALUD REGION DEL MAULE, 2010. Visión, Misión, Función. Disponible en http://www.seremisalud7.cl/MainMenu/c%20o%20n%20o%20z%20c%20a%20n%20o%20s.htm, Consultado en Mayo 2010.
98. SISS, 2009. Informe sanciones.
99. SISS, 2010. Catastro de Fuentes emisoras de RILES. Disponible en http://www.siss.cl/propertyvalue-2309.html. Revisado en Mayo 2010.
100. SISTEMA TOHA, 2010. Biofiltro para RILES. Disponible en Página web Corporativa , www.sistematoha.cl. Revisado en Mayo 2010.
101. SOFOFA, 2008. Responsabilidad Social Empresarial la Visión de ASOEX J. Rodrigo López OTIC AGROCAP. Disponible en http://www.sofofa.cl/BIBLIOTECA_Archivos/Eventos/2008/09/02_rlopez.pdf. Consultado en Mayo 2010
102. SUSESO, 2010; Estadísticas de Accidentabilidad, Mutualidades de Empleadores 2009. María José Zaldívar. Disponible en http://www.suseso.cl/common/asp/pagAtachadorVisualizador.asp?argCryptedData=GP1TkTXdhRJAS2Wp3v88hPc1emMaEvhL&argModo=inline&argOrigen=BD&argFlagYaGrabados=&argArchivoId=20443. Consultado en Junio 2010.
103. TECNOLIMPIA – POCH AMBIENTAL, 2009. Manual de Mejores Técnicas Disponibles para el Sector productor de Miel.
287
104. The Greenhouse Gas Protocol: A Corporate Accounting and Reporting Standard. Desarrollado por el World Resources Institute y el World Business Council for Sustainable Development.
105. VALLVERDU, 2010. Maquinaria de Packing. Disponible Página Web Corporativa. Disponible en www.maqfrutvallverdu.com. Revisado Mayo 2010
106. Visión de productores y exportadores sobre aspectos claves para el desarrollo de la fruticultura en Chile. Elaborado por el Departamento de Economía Agraria, Pontifica Universidad Católica de Chile.
107. IPPC, 2002. Ley 16/2002 de 1 de julio de Prevención y Control integrados de la Contaminación (IPPC). Disponible en http://www.gestion-ambiental.com/norma/ley/LEY_16-2002.htm . Consultado Agosto 2010.